
ASSENT Prequalification Document
96
STRUCTURAL STEEL PRE‐QUALIFICATION DOCUMENT Page 1 of 95 A SSENT A l Sh af ar St eel En g ineerin g Prequalification Document
-
Upload
mostafaadelmaghraby -
Category
Documents
-
view
217 -
download
0
Transcript of ASSENT Prequalification Document

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 1/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 1 of 95
ASSENT Al Shafar Steel Engineering
Prequalification Document

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 2/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 2 of 95
I N D E X
Introduction … … … … … … … … 4
Al Shafar Group … … … … … … … … 6
Quality Policy … … … … … … … … 7
Market Sectors & Products … … … … … … 8
Construction & Site Services … … … … … … 9
Legal Status … … … … … … … … 10
Branch Office … … … … … … … … 15
Registrations … … … … … … … … 17
ISO Certifications … … … … … … … 35
Engineering Capabilities … … … … … … 38
Manufacturing Facility … … … … … … … 40
Quality Control & Quality Assurance … … … … … 49
General Description of Work Flow Procedures … … 50
EngineeringDesign OutputDesign ReviewDesign ValidationDesign Changes
SoftwareR F I ‘ sPre-Production Planning
Example … … … … … … … … … 54
Material PreparationIdentificationHandling, Storage and StackingConsumable StorageFabrication DrawingsBeam ProcessingBeam Preparation EquipmentPlate Processing

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 3/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 3 of 95
Plate Processing Equipment Assembly
Welding
Curving and StraighteningNon-Destructive TestingSurface Preparation and PaintingDelivery of Finished Product
Attachments … … … … … … … … 59
Process Control ProceduresInspection and Test Plan (Sample)Welding Procedure Specifications
Health Safety & Environment … … … ….. ……. … .. ... 76
Our Projects … … … … … … … 77
Organization Chart … … … … … … … 87
Manpower List … … … … … … … … 88
Equipment List … … … … … … … … 93
Our Location Map … … … … … … … 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 4/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 4 of 95
Introduction
ASSENT, a member of the long-established AL Shafar Group of Companies, is one of the MiddleEast's leading companies in the field of structural steel design, engineering, fabrication, painting and
erection of all types of steel projects.
Having a fully covered and insulated area over 50,000 square-metres, allows ASSENT to be able to
produce a very large volume of fabricated steel, ranging from 8,500 to 10,000 tons per month. This
plant is equipped with the latest technology of CNC, blasting and other types of equipment to ensure
the quality, speed of production accuracy, and proper control.
The Workshop is equipped with four (4) Automatic CNC beams and plates processing lines in an area
of 66m x 180m, for sizing, comprising of :
‐
CNC Beam Sawing Lines‐ CNC Beam Drilling Lines
‐ CNC Coping Equipment
‐ CNC Plates Processing Lines
‐ CNC Angle Masters
‐ CNC Profiling Machines
All raw material is pre-blast before processing using three (3) automatic blasting machines capable to
of processing 3000 tonnes/month each (total 9000 tonnes/month)
The fabrication area covers an area of 145m x 178m, fully equipped with all necessary welding
equipment, overhead cranes varying from 5 to 15 tonnes in capacity etc… In total the facility is
equipped with 89 overhead travelling cranes.
Post-blasting, after fabrication is done through two (2) 10-turbine blasting machines capable of
processing in excess of 8000 tonnes/month
All blasting is done to Sa 2 1/5
All painting is done under controlled conditions under cover in an area of 60m x 145m
An additional area of 72m x 240m has been dedicated to raw material project storage and can
accommodate up to 40,000 tonnes of steel sections
In addition to the production capabilities described above, all the engineering and quality control iscarried out in-house, with the additional independent third party testing of welds, in compliance with
approved specific project ITP (Inspection and Test Plans), undertaken by Internationally Recognised
and Approved Testing Agencies.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 5/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 5 of 95
ASSENT’s products and services are available for all types of steel projects. The Senior Management
Personnel have a wealth of experience in all areas from high-rise towers to storage sheds; from oil and
gas projects to large-scale commercial buildings; from hangars to showrooms and moreover all typesof prefabricated residential houses, office complexes and labour camps.
ASSENT's quality control and assurance program comply with the international requirement, which
closely governs all engineering, manufacturing and construction standards. We also apply strict health,
safety and environmental policies to safeguard the protection of all employees and subcontractors. We
always work with the aim of having a zero-accident environment.
After sales supports facilities in Abu Dhabi,
ASSENT main facilities are located in Dubai Industrial City, at a convenient location at about 100 km
from Abu Dhabi, and is in a position to provide all necessary after-sales services required within and
around Abu Dhabi area.
Such services include:
– Stock of spare parts: In case additional structural members or related accessories, such
items can easily and conveniently be provided on short notice.
– Repair facilities: The workshop facilities are within short distance of Abu Dhabi. Any
repairs can be accommodated within the workshop facilities or at the client’s premises
depending on the nature of the repairs
– Technical support: Can be made available either at Main Dubai Facilities or Abu Dhabi
Office
Satisfy Abu Dhabi regulations concerning Local Agency Requirements
ASSENT is a fully registered Limited Liability company registered in Dubai and fully compliant with
all Legal and Local Agency Requirements of the United Arab Emirates.
Please refer to the “Legal Status section” of this document for copies of the Industrial License,
Chamber of Commerce Registration and Commercial Register as well as Registrations with other
Authorities.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 6/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 6 of 95
Al Shafar Group
A reputation for high quality and reliability
Al Shafar Steel Engineering (ASSENT) is the most recent addition to Al Shafar Group of Companies,
which was established in 1989, and in a period of 20 years has now grown to incorporate a total of 18
companies (including ASSENT), all related to different aspects of the construction and related
manufacturing industries.
Al Shafar Group currently employs approximately 25,000 people overall.
Through its 20 years in existence, Al Shafar Group has earned the respect and loyalty of its “repeat”
clients such as Government Agencies, Dubai Police and others, through the quality of its products as
well as its transparency and reliability in its business approach.
For additional information on Al-Shafar Group of companies, please visit the web site
http://www.alshafar.com

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 7/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 7 of 95
Quality Policy
Our Vision
We are confident in our strategies for growth in the Structural Steel ProjectsEngineering, Manufacturing, Painting and Erection within the United Arab Emirates
and other Gulf Countries.
Our Mission
Our mission is to be the most effective and respected manufacture of industrial products
by practicing our strategy which is based on improving quality productivity.
Our Quality PolicyTo realize our vision and mission we shall exert every effort to achieve the following in
all our activities:
To have a close working relationship with all our Clients / Customers on all aspects of
engineering, quality and service to expedite the contract;
To be aware of the latest technological aspects related to our scope of works and to continually
evaluate this technology and its potential impact on manufacturing capability and company
quality requirements;
To continually strive to satisfy the requirements of our Clients & Customers by completing the
projects in compliance with their specifications, contract and quality requirements;
Gaining the confidence and trust of our supervising bodies, employees, stakeholders,
customers, and the public through strict adherence to all applicable laws, regulations, best
practices, international standard for quality management system ISO 9001:2008;
Continually improving the effectiveness of our Quality Management System through periodic
monitoring and review of its performance and suitability ; and
Protecting our environment by effectively utilizing our resources and reducing / preventing the
pollution that may be associated with ASSENT activities through effective waste management
activities; and
Communicating our Policy to all our employees, stakeholders, partners, customers, interested
parties and the public.This Policy provides the framework and sets the basis for establishing and reviewing our objectives at
the relevant functions of ASSENT. It will be reviewed periodically for continuing stability and
suitability.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 8/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 8 of 95
Market Sectors & Products
The following is an indication, but is not limited to, of the market sectors serviced and the types of
structures undertaken by ASSENT.
The flexibility, expertise and equipment allows the company to customize and provide the right
products or mix of products as required by the clients’ projects.
Market Sectors Structures
Heavy Industries Oil & Gas Pipe Racks
Petrochemical Rectangular Platforms
Aluminum Smelters Circular Platforms
Fertilizer Plants Pipe Supports
Cement Plants Main Workshop Structures
Raw Material Storage
Buildings
Floor Gratings
Staircases
Handrails
Ladders
Temporary Structures
Infrastructure Bridges Steel Bridges
Power & Desalination Heavy Duty BuildingStructures
Airports & Seaports Platforms
Railways Equipment Support Structures
Passenger Terminals
Cargo Terminals
Aircraft Hangars
Buildings Segment Residential / Commercial Hi-rise Towers
Shopping Malls Tower Crowns
Leisure Centres Atrium Structures
Multi-storey Car Parks
Roof Structures
Sports Centres

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 9/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 9 of 95
Construction & Site Services
ASSENT aims to provide a complete, integrated solution for customers including site installation and
services. We employ a highly qualified construction team, and can provide construction equipment
capable of installing 4,000 tons of steel per month.
ASSENT is part of AL Shafar Group Of Companies, The parent company ASGC (AL Shafar General
Contracting) is a well established and well reputed company in the field of general contracting and
registered and qualified in Steel Erection
Manpower Strength is around 12,000 and equipped with a long fleet of site construction equipments,
cranes, lifting and access equipments and scaffolding.
This gives us clients the privilege of offering our clients very competitive prices for complete package
of supply and erection.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 10/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 10 of 95
Trade License

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 11/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 11 of 95
Chamber of Commerce

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 12/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 12 of 95
Commercial Register

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 13/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 13 of 95
Abu Dhabi Commercial License andChamber of Commerce Certificate

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 14/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 14 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 15/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 15 of 95
Certi ficate of Office Registration - Kazakhstan

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 16/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 16 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 17/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 17 of 95
Abu Dhabi Supreme Petroleum Council

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 18/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 18 of 95
ADNOC

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 19/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 19 of 95
TAKREER

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 20/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 20 of 95
GASCO

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 21/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 21 of 95
ADCO

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 22/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 22 of 95
ADMA-OPCO

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 23/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 23 of 95
ADGAS

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 24/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 24 of 95
BOROUGE

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 25/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 25 of 95
FERTIL

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 26/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 26 of 95
Saudi Aramco

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 27/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 27 of 95
Qatar Petroleum

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 28/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 28 of 95
MARAFIQ

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 29/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 29 of 95
Saudi Electricity Company

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 30/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 30 of 95
Kuwait National Petroleum Company

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 31/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 31 of 95
Farabi Petrochemicals

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 32/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 32 of 95
Ministry of Oil and Gas – Oman

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 33/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 33 of 95
Federal Electr ici ty and Water Authority (FEWA)

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 34/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 34 of 95
Saudi Basic Industries Corporation (SABIC)

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 35/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 35 of 95
ISO 9001:2008

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 36/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 36 of 95
ISO 14001:2004

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 37/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 37 of 95
OHSAS 18001:2007

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 38/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 38 of 95
Design and Engineering
The engineering section employs a team of designers and detailing engineers equipped with the
latest and most advanced software for both of these disciplines. All work is closely monitored to
ensure that it conforms to all project specifications and standards.
The engineering department services are available for:
Completing design for statical systems and connections
Composing general-arrangement drawings andfoundation details
Shop drawings
Material take-off
Construction and assembly drawings
Full and close co-ordination with the customer's engineers.
Design proposals and Value Engineering for all types of steel projects

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 39/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 39 of 95
Design and Engineering Cont…
The Drafting office is also fully computerized and utilizes the following main software
packages:
Package Description Specifications / Code
AutoCad Preparation of GA Drawings &Fabrication Drawings –Miscellaneous Works
N/A
Strucad 3D Modelling – Detailing ofConnections – AutomaticGeneration of Fabrication Drawings,Production & Material Listings
N/A
Tekla - Xsteel 3D Modelling – Detailing ofConnections – Automatic
Generation of Fabrication Drawings,Production & Material Listings
N/A

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 40/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 40 of 95
Manufacturing Facilities & Equipment
The plant facility is div ided into the foll owing areas:
Area Name: Inventory Stock Area
Dimensions: 50m x 172m
Details: Material handling by 2 No’s of Gantry Cranes, 10 ton each.
Area Name: Open yard for Heavy Fabricat ion
Dimensions: 50m x 172m
Details: Open yard Heavy fabricatio n and assembly, with Gantry Cranes.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 41/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 41 of 95
Area Name: Project Stock Area
Dimensions: 238m x 75m
Details: Handling of material by 15 No’s of over head cranes, each has capacity of 10 tons .
Area Name: Pre-Blasting Area
Details: In feed Conyers - 44m length for feeding the material to pre-blasting through shot blastingmachine, out feed Conyers - 24 m length to feed this material to the CNC beam/plate sizing bays.
Pre-Blasting Machines
Brand: Geitart Model: GW
2500
Width (mm) 2500
Height (mm) 600
Speed (m/min) 0.6 to 10
Brand: Geitart Model: GW 2500
Width (mm) 2500
Height (mm) 600
Speed (m/min) 0.6 to 10
Brand: Geitart Model: GW
2500
Width (mm) 2500
Height (mm) 600
Speed (m/min) 0.6 to 10

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 42/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 42 of 95
Production Lines
Area Name: Product ion Line 1
Details: CNC Sizing Bay S01, S02 for f ully
automatic cutt ing, drilling and copying forSection profiles and plates for Heavy weightstructures.
Heavy Fabrication Bay F01
Length 120m, width 23m equipped with5 no’s x 15 tons capacity over head cranes
2 no’s x 30 tons ground trolleys
Heavy Fabrication Bay F02
Length 120m, width 23m equipped with5 no’s x 15 tons capacity o ver head cranes
2 no’s x 30 tons ground trolleys
Production Bay 1 : CNC Machines
Machine: CNC Band SawMachine
Brand: FICEP
Model: 1260 LBH Technical Specifications:
Sawingcapacityat 90°
(mm) 1250 x600
Sawingcapacityat 45°
(mm) 800 x600
Sawingcapacityat 60°
(mm) 500 x500
Miteringangles
+45°/-60°
Machine: CNC Drilling MachineBrand: FICEP
Model: 1203 DF
Technical Specifications:Web
height(mm) 1220
Flangewidth
(mm) 510
Thickness
(mm) 100
Diameter (mm) 50
3 axis drilling.
Machine: CNC Thermal CopingBrand: FICEP
Model: 1201 RC
Technical Specifications:Volume ofsections tobeprocessed
(mm) 1220 x600 x800
Copingstroke
(mm) + 400 / -400
Controlledaxes
(no.) 5 + 1
Machine: CNC Drilling &Thermal Cutting Brand: FICEP
Model: TIPO A31Technical Specifications:
Length (mm) 6000
Width (mm) 3100
Thickness (mm) 130
2 drill heads + 2 thermal cuttingheads
7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 43/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 43 of 95
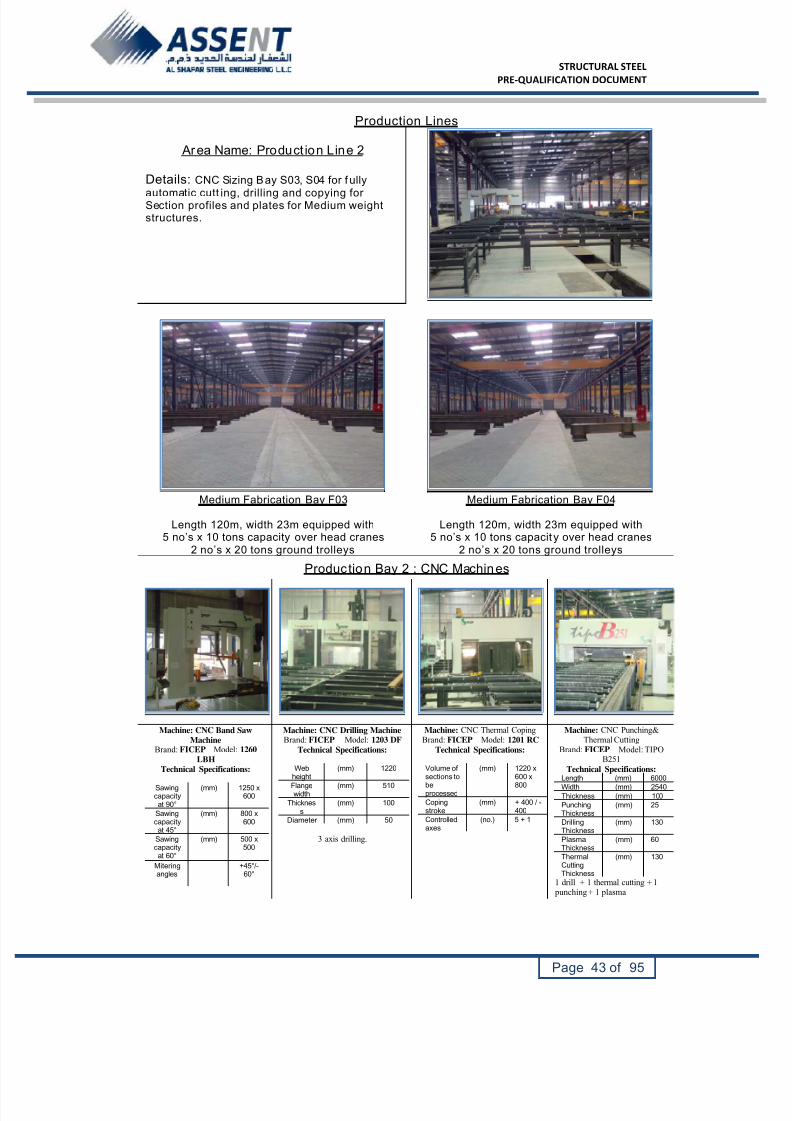
Production Lines
Area Name: Product ion Line 2
Details: CNC Sizing Bay S03, S04 for f ully
automatic cutt ing, drilling and copying forSection profiles and plates for Medium weightstructures.
Medium Fabrication Bay F03
Length 120m, width 23m equipped with5 no’s x 10 tons capacity over head cranes
2 no’s x 20 tons ground trolleys
Medium Fabrication Bay F04
Length 120m, width 23m equipped with5 no’s x 10 tons capacity over head cranes
2 no’s x 20 tons ground trolleys
Production Bay 2 : CNC Machines
Machine: CNC Band SawMachine
Brand: FICEP Model: 1260
LBH Technical Specifications:
Sawingcapacityat 90°
(mm) 1250 x600
Sawingcapacityat 45°
(mm) 800 x600
Sawingcapacityat 60°
(mm) 500 x500
Miteringangles
+45°/-60°
Machine: CNC Drilling MachineBrand: FICEP Model: 1203 DF
Technical Specifications:
Webheight
(mm) 1220
Flangewidth
(mm) 510
Thickness
(mm) 100
Diameter (mm) 50
3 axis drilling.
Machine: CNC Thermal CopingBrand: FICEP Model: 1201 RC
Technical Specifications:
Volume ofsections to
beprocessed
(mm) 1220 x600 x
800
Copingstroke
(mm) + 400 / -400
Controlledaxes
(no.) 5 + 1
Machine: CNC Punching&Thermal Cutting
Brand: FICEP Model: TIPOB251
Technical Specifications:Length (mm) 6000
Width (mm) 2540Thickness (mm) 100
PunchingThickness
(mm) 25
DrillingThickness
(mm) 130
PlasmaThickness
(mm) 60
ThermalCuttingThickness
(mm) 130
1 drill + 1 thermal cutting + 1 punching + 1 plasma

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 44/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 44 of 95
Production Lines
Area Name: Product ion Line 3
Details: CNC Sizing Bay S05, S06 for f ully
automatic cutt ing, drilling and copying forSection profiles and plates for Medium weightstructures.
Medium Fabrication Bay F05
Length 120m, width 23m equipped with5 no’s x 10 tons capacity over head cranes
2 no’s x 20 tons ground trolleys
Medium Fabrication Bay F06
Length 120m, width 23m equipped with5 no’s x 10 tons capacity over head cranes
2 no’s x 20 tons ground trolleys
Production Bay 3 : CNC Machines
Machine: CNC Band SawMachine
Brand: FICEP Model: 1260
LBH
Technical Specifications:
Sawingcapacityat 90°
(mm) 1250 x600
Sawingcapacityat 45°
(mm) 800 x600
Sawingcapacityat 60°
(mm) 500 x500
Miteringangles
+45°/-60°
Machine: CNC Drilling MachineBrand: FICEP Model: 1203 DF
Technical Specifications:
Webheight
(mm) 1220
Flangewidth
(mm) 510
Thickness
(mm) 100
Diameter (mm) 50
3 axis drilling.
Machine: CNC Drilling MachineBrand: FICEP Model: 1203 DF
Technical Specifications:
Webheight
(mm) 1220
Flangewidth
(mm) 510
Thickness
(mm) 100
Diameter (mm) 50
3 axis drilling.
Machine: CNC Punching&Thermal Cutting
Brand: FICEP Model: TIPOB251
Technical Specifications:Length (mm) 6000
Width (mm) 2540Thickness (mm) 100
PunchingThickness
(mm) 25
DrillingThickness
(mm) 130
PlasmaThickness
(mm) 60
ThermalCuttingThickness
(mm) 130
1 plasma + 1 punching

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 45/95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 46/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 46 of 95
Production Lines
Area Name: Product ion Line 5Built Up Assembly Line
Dimensions:48m x 75m Details: Specialist workshop for heavy /medium assembly of built-up Girders / Columns /Trusses and BoxesFully automated using hydraulic jacks systemand gantry automatic welding lines.
Production Bay 5 : CNC Machines
Machine Name: Built Up Assembly Machine
Brand: CMM Model: BWF 2000
Technical Specifications:
Web height (mm) 2000
Flange width (mm) 700
Length (mm) 18000
Speed (m/min) 0.3 to 6
Machine Name: Plate Cutting Machine
Brand: ESAB Quantity: 3
Technical Specifications:
Length (mm) 28000
Width (mm) 4000

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 47/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 47 of 95
Area Name: Post-Blasting
Dimensions: 238m x 18m
Details: 115m in feed Conyers & collecting this material from all fabrication bays to post blast beforepainting.
60m out feed Conyers to feed this material to the painting area.
Brand: Geitart Model: CM 3100
Width (mm) 3000
Height (mm) 1500
Speed (m/min) 0.6 to 4
Brand: Geitart Model: CM 3100
Width (mm) 3000
Height (mm) 1500
Speed (m/min) 0.6 to 4
Area Name: Painting Area
Dimensions:120m x 20m (no’s x 3) Details: Equipped with 5 no’s over head cranes
10 ton capacity each, CNC ground trolley forswift movement.
Each Bay is having 1 x 10 tons ground trolley
Machine Name: Spray Painting Machine
Brand: Graco Model: NXT Xtreme King 70:1
Painting Bay 1 Painting Bay 2 Painting Bay 3

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 48/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 48 of 95
Area Name: Generators Area
Details:
Machine Name: Generator Brand: Caterpillar
Model: 500 kVA Quantity: 3
Model: 365 kVA Quantity: 3
Model: 455 kVA Quantity: 3 Model: 410 kVA Quantity: 1
Area Name: Gas Station Area
Details: Argon Tank 4500 kg
CO2 Tank
Oxygen Racks 3
Acetylene Racks 2
CO2 tanks, Argon Tanks 100 no’s of gas outlets for 100 MIG Welding Machines
every shift

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 49/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 49 of 95
Quality Control & Quality Assurance
Meeting the essential requirement of ISO 9001:2008
ASSENT has established and implemented ISO 9000 based procedures and has a completeISO compliant QA Manual that includes all the following procedures:

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 50/95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 51/95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 52/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 52 of 95
Design Validation
All design packages, as detailed in the contractual requirements are forwarded to the client
for review comment and approval prior to the start of fabrication. Should any comments orstatus codes be applied to the submitted design package other than approved, these comments
are addressed and another submittal is made to the client. This process is repeated until the
design is acceptable to the client.
Design Changes
When a change or modification to the design is required, the originator of the change
documents the required modification and forwards written instructions to the relevant
departments. Depending on the source of the change notice, the information is transmitted as
follows :
Internal Change notice Information to be forwarded to the Design Supervisor for
review and action
External (Client) notice Information to be forwarded to the Design Supervisor for
review and action
All change notices either in the form of commented drawings or written instructions are filed
in the Project File for future reference.
Software
ASSENT has standardized the computer software used in order to ensure compatibility with
clients and other third parties involved in the project:
Microsoft Office General Office
Primavera / Microsoft Project Planning
Autocad 2D Drafting
Strucad 3D modeling and drafting
Tekla - Xsteel 3D modeling and drafting
Staad Pro 2D & 3D Design
Master Key Connections Design
ProKon Connections Design PMS system Production Tracking & Monitorng
RFI ‘ s
If during the review, engineering design, or drafting cycles, additional information or
clarifications are required, a formal RFI is raised and issued to the client. The issue and
return of the RFI is recorded.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 53/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 53 of 95
Pre-Production Planning
On award of the contract the Planning Department review the overall structure to establish
the following :
Overall production requirements per week and month
Sequence of contract execution in order to support the clients program
Priority for each sub structure
Engineering and Drafting planning
Procurement planning
The 3D modeling & drafting systems utilized by ASSENT produce a full Bill of Quantities
during the "3 D" modelling phase of the drafting cycle. This information is transferred to the
Stru M.I.S evolution Software Program where the pre-determined priority ratings for each
Sub-structure are automatically assigned to the individual item
This allows the Stru M.I.S evolution Software Program to automatically generate a detailed
(item by item) production program which is then grouped together to give the daily
production requirements for all fabrication activities.
Due to the modular format of the Stru M.I.S evolution Software Program the individual
module and the relevant information required to control a specific activity can be downloaded
onto the computer system of any associate company. This allows them to conduct their area
of the operation in parallel with the overall project requirements.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 54/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 54 of 95
Example
Material Preparation
The relevant material preparation modules of the Stru M.I.S evolution Software Program is
forwarded to the relevant departments and all the production scheduling information
downloaded.
The engineering department also issues the plates and beam shafts drawings in the format
required to program the CNC equipment used in the material preparation.
As the material is processed in accordance with the production schedule, the Stru M.I.S
evolution Software Program is regularly updated by the computer system controlling the
CNC equipment or by manual entry periodically through the shift. This updated information
allows monitoring the progress of the contract piece by piece.
This example is applicable to each individual stage of the fabrication process.
Identification
All material received either from the mill or merchants stock is inspected on receipt for:
Completeness of order
Compliance with Purchase Order requirements
Transport Damage
Identifiable to valid mill certificate
As the material is processed through the preparation stage of the fabrication process the heat
number of the individual piece is logged onto the cutting schedule against its unique position
/ item number. This information is then transferred to the Stru M.I.S evolution Software
Program providing material trace-ability for each individual piece back to the mill
certification
Handling, Storage and Stacking
Steel plates and sections are either delivered to the preparation facility on a JIT basis or
stored and stacked in a ASSENT designated area. All material is stored and stacked in such amanner as to prevent distortion twisting or bending.
Consumable Storage
All welding rods painting and blasting material are stored in accordance with the
anufacturer's recommendations.
7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 55/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 55 of 95
Fabrication Drawings
Material preparation drawings are issued to the Preparation Facility in electronic format and
are identified by phase substructure and cutting schedule.
The assembly drawings are issued either in electronic format or paper copy again they are
identified by phase substructure and assembly schedule
Beam Processing
During the cutting operation each beam is marked with it's item / position number to allow
identification and trace-ability through the rest of the fabrication process.
After the beam has been marked and cut, and depending on the requirements, the beam is
either moved directly to the transit lay-down area or processed thorough the CNC drillstation.
Beam Preparation Equipment
Please refer to the list of equipment attached.
Plate Processing
Plates are processed using various methods depending on thickness contract requirements and
end usage
If the thickness of the plate is 12 mm or less, the plates can be sheared to the required size,
however the end usage and contract requirements are also considered before work is detailed
to these machines.
Once the plate has been cut to the correct size and shape the final operation is producing the
holes. This can be done either by drilling or punching. Again thickness, hole dia, and
contract requirements are considered before allocating the work to the various machines
During the cutting operation, each plate is marked with it's item / position number to allow
identification and trace-ability through the rest of the fabrication process.
All cut edges can be dressed to remove burrs, dross and irregularities. Holes are dressed
as required to provide a smooth contoured surface.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 56/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 56 of 95
Plate Processing Equipment
Please refer to the list of equipment attached.
Once the preparation of the material has been completed the material is then ready for
assembly.
Assembly
When the material has passed it's inspection, it is released to the assembly / welding yard
were it is segregated in the lay down yard prior to release to assembly.
The material is assembled in accordance with the fitting schedule issued by Stru M.I.S
evolution Software Program.
The material is assembled in accordance with the fabrication drawings in such a manner that
they are not bent, twisted or otherwise damaged, and any deformation is within the stated
tolerances.
All items, after assembly, are fully dimensionally checked, any deviations are corrected
immediately.
The results of the dimensional check are logged onto the Stru M.I.S evolution Software
Program.
Welding
All welding operations are carried out in accordance with ASSENT’s approved welding
procedures by independently qualified welders.
All procedures and welder qualifications are in accordance with AWS D 1.1 (2010) as well as
British standard BSEN 15614-1:2004 and BSEN 287-1:2004.
During the welding operation all welders are continually monitored to ensure that the welding
parameters, as detailed in the relevant procedure, are adhered to and that the level of
workmanship is maintained.
All items, after completion of welding are visually inspected against the requirements of
AWS D 1.1 (2010) for compliance. Any visual discontinuity is marked and repaired
immediately. Only when the item has been fully passed and accepted will it be released to
blasting and painting
All welding inspections are entered onto the Stru M.I.S evolution Software Program.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 57/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 57 of 95
Curving and Straightening
When it is necessary to curve or straighten components one of the following methods may be
used:
Mechanical - taking care not to cause indentations or changes in cross section
Local Application of Heat - ensuring that the temperature does not exceed 650°C
Non-Destructive Testing
Non destructive testing is carried out in accordance with the contract requirements, all NDT
inspections are conducted by an independent 3rd party specialist company with AWS
D1.1(2010) acceptance standards used for determining the acceptability of the weld.
The results of all NDT examinations are entered on the Stru M.I.S evolution Software
Program.
Surface Preparation and Painting
The surface preparation / blast cleaning produces the required anchor pattern and cleanliness
level as detailed by the paint manufacturer to ensure paint adhesion to the surface.
The Painting Inspector carries out profile checks at the start of each blasting run to ensure
that the required profile and cleanliness levels are met.
All material once blasted are primed within 4 hours to prevent rust bloom.
The painting operation is conducted ony if the following conditions are met:(as specified by the paint manufacturer)
The surface temperature shall be at least 3 degrees centigrade above the dew point and
the Relative Humidity (RH%) shall not exceed 85%.
Visual checks on the surface shall be carried out to ensure none of the following point
exist oil, grease, dirt, loose paint, rust and other surface contamination.
There is protection from adverse weather conditions, such as wind that may blow
sand, or other foreign bodies on the painted surface or it may disrupt the paint pattern
or cause dry spray.
Paint stripe-coating shall be applied to all welds and corners if required.
Primers, intermediate coats and top coats shall be contrasting colours, if more than
one application is required to achieve the required film thickness, then the same
colour should be used. Reference to Client's specifications must be made before
implementation.
Finished coatings shall be free of runs, drips, dry spray etc. Areas that are cracked,
damaged or below minimum thickness shall be repaired prior to dispatch

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 58/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 58 of 95
All defective areas are to be cleaned with solvents, detergents or clean water as required
All repair areas blast cleaned to the metal surface, with the edges being feathered back atleast 50 mm beyond the clean metal surface. For areas less than 1000 mm2, brush coating
may be acceptable, but with reference to Client's specifications , areas greater than 1000 mm2
the paint shall be applied as to the original specification.
Painted items shall be handled with proper care so that damage to the paint is minimised.
Structural steel items shall not be handled until paint has thoroughly dried.
Care shall be taken to avoid abrasions and other damage.
Nylon / Canvas slings shall be used for handling the coated steelwork or when steel slings are
to be used, they shall not be choked with wood to avoid / limit contact with coated steelwork.
Delivery of Finished Product
Each piece of steelwork shall be distinctly marked with Item No and bar code before dispatch
in accordance with the fabrication drawing . Steelwork shall be stacked on timbers in order to
provide easy handling
All attachments and fittings shall be securely attached. Loose plates and smaller items shall
be either boxed or wired together and then wired to larger parts.
Floor plates shall be bundled for shipment
Bolts, Nuts and Washers shall be packed in strong bags with the Nuts and Washers assembled
on the Bolts.
The client should be informed of the time of delivery and delivery notes shall accompany all
deliveries.
The sequence of shipment shall be such as to expedite erection and minimise field handling
of material

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 59/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 59 of 95
SAMPLE DOCUMENTATION ONLY
PROCESS CONTROL PROCEDURE
Document No. ASSENT-QMS-P09
Revision 01

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 60/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 60 of 95
1.0 PURPOSE
The purpose of this procedure is to identify and define the steps to be taken for
controlling and monitoring the workmanship, fabrication and surface preparationactivities in order to meet the specified quality requirements
2.0 SCOPE
This procedure outlines the responsibilities, method to control workmanship and
fabrication activities to achieve the required quality during the fabrication of all
structural steel products.
3.0 TERMS AND DEFINITIONS
ASSENT Al Shafar Steel Engineering L.L.C
QC Quality Control
ITP Inspection and Test Plan
WPS Welding Procedure Specification
PQR Procedure Qualification Record
NDE Nondestructive Examination (Third Party Testing)
4.0 RESPONSIBILITIES
4.1 QA ManagerTo develop and implement the management of the Quality Procedures which will
govern the standard of quality on the contract
4.2 Material Control EngineerEnsures that applicable procedures for procurement of material, receipt, checking
quality of material coordinating with QC Engineer, storage and issue of material,
comply with the Contract requirements.
4.3 QC Engineer
Commissioning and overseeing third party inspection services (NDT) and ensuring
that all relevant shop floor inspections and checks are conducted and documented.
Coordinating inspection of purchaser supplied materials. Coordinating the collationand storage of all project specific quality records and documentation;
4.4 QC Inspector
To ensure that all welding and fabrication activities which are undertaken conform to
the approved procedures, and to notify the QC engineer of any non-conformances. To
conduct patrol inspections to monitor the welding parameters, consumables and
techniques being used are in accordance with the approved procedures to conduct
visual and weld dimensional checks for conformance to requirements.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 61/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 61 of 95
4.5 Dimensional Checker
To ensure that the overall dimensions of a specific piece or item of a structure comply
with those stated on the drawing.
4.6 Fabrication Workshop Supervisor
To compile and issue cutting schedules in conjunction with the Project Coordinator
and Drawing office. Verify that all cutting schedules are completed and all the items
listed are within the specified tolerances. Deploy the workforce for maximum
efficiency and ensure the standard of workmanship meets requirements. Raise orders
to purchase in conjunction with the Materials Controller to ensure adequate stock
levels are maintained.
4.7 Discipline Foreman (Cutting Fabrication Welding Painting)Each discipline foreman is directly responsible to the Fabrication Workshop
Supervisor. They are responsible for the level of workmanship, shop floor
organization and control of their individual discipline.
5.0 PROCEDURE
5.1 Identification
5.1.1 Traceability of Steel
All steels materials received, ex-mils or from Merchant’s stock, shall have a valid
material (Mill) certificate
The material shall be received into stock with the manufacturers heat number marked
on to the item, this heat number traceability shall be maintained on cutting list for
each item.
5.1.2 Fabrication/Shop DrawingsThe fabrication / shop drawings shall be prepared by our in-house drafting department
all drawings shall be checked and signed as Checked by ASSENT Draughts men for
accuracy prior to issue to the Client for Approval, if contractually required
Fabrication & Shop drawings shall show all the necessary details and dimensions to
enable fabrication of components to proceed, and will be controlled in accordance
with the Document Control Procedure "ASSENT-QMS-P01"
A latest controlled copy of fabrication / shop drawings shall be issued to the
Fabrication Workshop Supervisor and QC Engineer.
5.2 Marking5.2.1 All Steel material received into stock shall be marked with the manufactures heat
number ref Material Control Procedure "ASSENT-QMS-P16".
5.2.2 All material used in the fabrication shall maintain full traceability.
5.2.3 The Fabrication Supervisor shall make a requisition to the Material Control Engineer
for material to be issued to Fabrication Shop, by means of beam and plate cutting
schedules.
5.2.4 Steel sections will be marked prior to cutting and shaping as detailed in the fabrication
drawings and cutting schedules.
5.2.5 QC Inspector shall randomly check individual parts to ensure correct marking prior to
cutting, shaping or drilling and sign the cutting schedule to record his check

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 62/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 62 of 95
5.3 Cutting and Shaping, Bending and Bolt Holes
5.3.1 Beams will be cut in accordance with Beam Cutting Schedule.
5.3.2 Cutting and shaping of steel may be carried out by shearing, sawing, grinding,
machine flame cutting except that where machine flame cutting is impractical, hand
flame cutting may be used.5.3.3 Deformation and burrs resulting from cutting shall be corrected and ground smooth.
5.3.4 Where cutting surfaces are required to transfer compressive loads by bearing (e.g.
column on base plates), they shall be milled to provide an adequate bearing surfaces.
5.3.5 Holes may be made by drilling and punching. Slotted holes shall be made by one of
the following methods:
Punch in one operation
Formed by drilling two holes and completed by gas cutting and grinding
5.3.6 Holes in steel plates over 10 mm thick shall be drilled. The diameter of the holes for
bolts (other than anchor bolts) shall not exceed nominal bolt diameter by more than
1.6 mm unless otherwise specified by Client.
5.3.7 Tolerance of the holes shall be in accordance with the approved drawings and Client’s
specifications.
5.4 Machining
The thickness of elements shown on the drawings as requiring machining shall mean the
minimum thickness after the machine operation.
5.5 Dressing
Cut edges shall be dressed to remove burrs, dross and irregularities. Holes shall be
dressed as required to remove burrs and protruding edges.
Sharp edges shall be dressed, but a 90 deg. rolled, cut, sheared or machined edge is
acceptable without further treatment.
5.6 Assembly
5.6.1 General
All components shall be assembled in a manner such that they are not bent, twisted or
otherwise damaged. (Ref Inspection and Test Plan ASSENT-QMS-18). Drifting of
holes to align the components shall be permitted, but must not cause damage or
distortion to the final assembly.
5.6.2 Curving and Straightening
When it is necessary to curve or straighten components, one of the following methods
may be used (or as stated in the project specifications):
Mechanical means, taking care of indentations or change of cross sections; The local Application of heat, ensuring that the temperature is carefully
controlled, by using crayon type temperature stick and does not exceed 650
deg. Centigrade;
These operations will be monitored and recorded by the Quality Control Engineer or
Inspector After curving or straightening, welds within the area of curving or
straightening shall be visually inspected. Welds which are to be subject to Non-
destructive Examination shall have these tests carried out after curving or
straightening.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 63/95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 64/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 64 of 95
5.7.5 Preheat and Interpass Temperature
Minimum Preheat and Interpass Temperature shall be exercised as detailed in the
approved WPS.
5.8 InspectionThese activities shall be controlled in accordance with procedure of Inspection and
Testing "ASSENT-QMS-P18" and governed by the Test and Inspection Plan
All items forming part of the welded assemblies will be checked for freedom from
distortion and straightness, dimensional accuracy and conformity to the drawings and for
compliance with project specifications and ITP to ensure that the manufacturing process
is correctly implemented.
NDE inspection of welds shall be carried out in accordance with the requirements stated
in the project specifications and ITP
On completion of welding and testing, final inspection of assembled pieces shall bemade by QC Engineer or nominee prior to being dispatched for blasting and painting.
The results and report numbers of all inspections carried out during fabrication shall be
recorded in the fabrication check-list (Form # ASSENT-QMS-P17F02)
5.9 Surface Preparation, and Painting
All surface preparation, pruning and top coating, will be in accordance with the
ASSENT’ s procedure of Paint Control " ASSENT-QMS-23".
6.0 RETENTION PERIOD OF RECORDS:
Record No. Retention Period
NDT Request and Report Log ASSENT-QMS-P17F01 One Year
Fabrication Check List ASSENT-QMS-P17F02 One Year
Release for Painting ASSENT-QMS-P17F03 One Year
Daily Dimensional Control Reports ASSENT-QMS-P17F04 One Year
Patrol Inspection Reports ASSENT-QMS-P17F05 One Year
Daily Painting Inspection Report ------ One Year
Plate Sizing & Cutting Check List ------ One Year
Beam cutting Schedule ------ One Year

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 65/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 65 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 66/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 66 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 67/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 67 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 68/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 68 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 69/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 69 of 95
WPS – WELDING PROCEDURES SPECIFICATIONS

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 70/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 70 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 71/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 71 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 72/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 72 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 73/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 73 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 74/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 74 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 75/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 75 of 95

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 76/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 76 of 95
Environment, Health & Safety
ASSENT EHS STATEMENT
ASSENT’s Environment, Health and Safety (EHS) Policy and Management System is
committed to:
Develop, implement and manage Environmental, Health and Safety policies and
work processes at all ASSENT facilities.
Provide a safe and healthy work place and environment, to avoid injury or damage
to our employees, contractors, visitors and the public, the environment and
company assets.
Comply with applicable EHS regulatory requirements at each location.
Audit EHS activities at regular intervals at each facility to monitor its effective
implementation and to take corrective actions, wherever required.
Create a proactive EHS culture through awareness, training and motivation, to
achieve continual improvement in EHS performance.

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 77/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 77 of 95
List of Current Projects by ASSENT
PROJECT TITLE END USER ROLE SCOPE OF WORK TONNAGE
Western
Range
DSO
Iron Ore ‐ SMPP
Arcelor Mittal
SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 3,300
LR2 Refinery Project Laffan Refinery
Company Limited 2
SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 4,500
Sadara Desalination
Plant Marafiq SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 1,200
Abu Dhabi Plaza Aldar SUBCONTRACTOR SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 12,000
Al‐Zour North Power
Plant HHI SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL
9,400
BHS Link Bridge
Backbone
Dubai Aviation
Engineering Projects
Corporation
SUBCONTRACTOR SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 585
CMT Expansion
Dubai Aviation
Engineering Projects
Corporation
SUBCONTRACTOR SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 1,900
Louvre Abu Dhabi
Tourism
Development &
Investment Company
SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 3,500
Western Range DSO
Iron Ore ‐ Buildings Arcelor Mittal SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 1,800
Ras Abou
Fontas
2
Desalination Plant
Qatar Electricity
and
Water Company
SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 800
KOC Telemetry
Project Kuwait Oil Company SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 1,096
SSAGS Shell SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 3,200
West Qurna 1 Exxon Mobil SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 10,000
Badra Oil
Filed
Gazprom
SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 4,500
Rabigh 2 Saudi Aramco SUBCONTRACTOR
SUPPLY &
FABRICATION OF
STRUCTURAL STEEL 12,000

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 78/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 78 of 95
List of Completed Projects by ASSENT
PROJECT TITLE END USER ROLE SCOPE OF WORK TONNAGE
Maaden Alumina
Refinery
Maaden SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
5,000
Shah Gas PKG 2 Al Hosn Gas SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
900
Rumaila Field British Petroleum SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
400
Booster Station 171 Kuwait Oil Company SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
5,000
Qusahwira Field ADCO SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
3,500
Shah Gas PKG 1 Al Hosn Gas SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
900
Western Range
DSO
Iron Ore
Arcelor Mittal SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
760
Qurayyah Power
Plant
Hajr Electricity
Company
SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
12,750
Shah Sulphur Station
and Pipeline
Al Hosn Gas SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
5,300
Green Anode Plant &
Rodding Shop
EMAL SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
4,000
Aktau Desalination
Plant Maek Kazatompron SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
170
RRE 7 Expansion TAKREER SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
1,300
Shah Gas
PKG
4
GASCO/Al Hosn
gas
SUBCONTRACTOR
FABRICATION
OF
STRUCTURAL STEEL
9,400
BOROUGE III – O & U BOROUGE SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
12,550
Bab Thamama ADCO SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
6,400
South Yoloten Turkmengas SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
8,000
Maaden Rolling Mill Maaden SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
8,000
RRE 1 Expansion TAKREER SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
17,500
Gas Sweetening
Qatar
Petroleum
SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
4,150
The One Tower Al Mazroei SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
1,000
RRE 3 TAKREER SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
7,550
Booster Station 132 Kuwait Oil Company SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
4,500
Sohar II & Barka III Oman Power and
Water Company
SUBCONTRACTOR
FABRICATION OF
STRUCTURAL STEEL
200

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 79/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 79 of 95
Sample Projects
Project Name: Booster Station 132
Location: Kuwait
Client: Kuwait Oil Company
EPC Contactor: SK Engineering & Construction

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 80/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 80 of 95
Project Name: Gas Sweetening Facilities
Location: Qatar
Client: Qatar Petroleum
EPC Contactor: Petrofac

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 81/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 81 of 95
Project Name: Qurayyah Power Plant
Location: Saudi Arabia
Client: Hajr Electricity Co.
EPC Contactor: Samsung C&T Corporation

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 82/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 82 of 95
Project Name: South Yoloten Field Development
Location: Turkmenistan
Client: Turkmengas
EPC Contactor: Petrofac
Project Name: Louvre Museum
Location: UAE
Client: Tourism Development Investment Company
EPC Contactor:
Waagner
Biro

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 83/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 83 of 95
Project Name: Borouge 3 Utilities & Offsites
Location: UAE
Client: BOROUGE
EPC Contactor: Hyundai Engineering & Construction
Project Name: Shah Gas Development Pkg 4
Location: UAE
Client: Al Hosn Gas
EPC Contactor: Samsung Engineering

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 84/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 84 of 95
List of Projects Executed by ASSENT Senior Management
ASSENT is a recent addition to Al-Shafar Group of Companies, but has the advantage of a Senior
Management Members who have a large experience in the structural steel fabrication business in theMiddle East and in particular, the UAE and GCC countries, in all major market sectors and in
particular the Oil & Gas and Petrochem Sectors.
As an indication of the background and experience of the management in these fields, we are pleased
to attach the list of projects been executed by ASSENT’s Senior Management Team
S1 Project Title Client End User Location Steel Tonnes Year
1 Yansaleb Olefin Technip‐ Italy SABIC Saudi 9,200 2006
2 Common Sulphur Project Al Jaber Energy Qatar Gas Qatar 4,800 2006
3 Taweelah Extension‐ GAS
Trubine Building
Arabian
Construction
Co.
Siemens Power Abu Dhabi 800 2006
4
RGX6‐
RASGAS Onshore
Expansion‐ Train 6 & 7
Chiyoda‐
Technip Joint
Venture
RASGAS Qatar 13,832
2006
5 OGD‐ III Bechtel GASCO Abu Dhabi 21,400 2005
6 Dubai Airport Expansion
Phase II‐ Duty Free
Expansion
DCA Dubai Civil
Aviation
Dubai 2,500 2005
7 Dubai Airport Expansion
Phase II‐ Cargo Mega
Terminal
DCA Dubai Civil
Aviation
Dubai 6,500 2005
8 Dubai Aiport Expansion‐
Phase II
Cargo Mega Terminal ULD
Structure
SD Middle East Dubai Civil
Aviation
Dubai 4,000 2004
9 Dubai Aiport Expansion
Ohase II‐ CUC
Group Five Dubai Civil
Aviation
Dubai 1,000 2005
10 Sohar Refinery Project JGC JGC Abu Dhabi 828 2004
11 AX 149‐ Structural Steel
works for the
Dubai Airwing
Dar Al
Handasah
Dept. of Civil
Aviation
Govt.of Dubai
Dubai 21,000 2004
12 Mall of the Emirates
Develop
WP 4150‐ Snow Centre
Al Nabodah
Laing O'
Rourke
Mall of Emirates Dubai 4,250 2004
13 Umm Al Nar IWPP Arabian
Construction
Co.
IWPP Abu Dhabi 4,300 2004
14 Amran Cement Plant IHI Armant Cement Yemen 1,340 2004
15 Arzew Desalination Plant Hitachi Zosen Algeria
Government
Algeria 450 2004
16 Kestrel Boiler Supports CMI DUBAL Dubai 450 2004
17 Sahara Mall Interchange Athena SA/
NCTC
Government of
Sharjah
Sharjah 170 2003
18 Sajja/ Dhaid Interchange China Harbor
Engineering
Government of
Sharjah
Sharjah 290 2003

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 85/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 85 of 95
S1 Project Title Client End User Location Steel Tonnes Year
19 Kestrel Project‐ Phase II DUBAL DUBAL Dubai 8,500 2003
20 Gas Metering Skids Alderly FZE ARAMCO Saudi
Arabia
80 2003
21
Al Udied
Package
4 Hangar
Qatar
ACC Qatar
MOD Qatar 400
2003
22 GAMCO Hangar Al Hamed
Development
&
Construction
GAMCO Abu Dhabi 2,000 2003
23 Sharjah Cement IHI Sharjah Cement Sharjah 1,250 2001
24 Al Bateen Airbase‐
MW2273
Sideco Gen.
Contracting
DMW‐ Dubai Abu Dhabi 550 2001
25 Ruwais Upgrading Facilities Technip‐ Abu
Dhabi
GASCO Ruwais 1,450 2000
26 Al Taweelah A2 Power
Station
Arabian
Construction Co.
Abu Dhabi Water
& Electricity
Abu Dhabi 3,000 1999
27 Hawiyah Gas Plant JGC
Corporation
Saudi Aramco KSA 2,500 1999
28 Aramco R & D Laboratory Jaffar Al
Hamood Est.
Saudi Aramco KSA 850
29 OGD‐2 Package 1,2,3,4,5 Technip/
Bechtel
ADNOC Abu Dhabi 1,200 1999
30 ASAB Gas‐ Gather & Inj
Project
Mannesmann
Demag AG
ADCO Abu Dhabi 1,440 1999
31 TD‐ 48 DCA Expansion HMR JV Dubai Civil
Aviation
Dubai 16,500 1998
32 Codor Project‐ Pipe Rack Alstom Power Dubai Aluminum
Co.
Dubai 1,125 1998
33 Codor Project‐Boiler
Supports
CMI‐ Belgium Dubai Aluminum
Co.
Dubai 805 1998
34 Ras lafan‐ Qatar Gas William Hare
Ltd.
Qatar Gas Qatar 1,400 1997
35 Oman LNG Building Bhawan Engg.
Co.
Oman LNG Oman 800 1997
19 Kestrel Project‐ Phase II DUBAL DUBAL Dubai 8,500 2003
20 Gas Metering Skids Alderly FZE ARAMCO Saudi
Arabia
80 2003
21 Al Udied Package 4 Hangar Qatar ACC Qatar MOD Qatar 400 2003
22 GAMCO Hangar Al Hamed
Development
&
Construction
GAMCO Abu Dhabi 2,000 2003
23 Sharjah Cement IHI Sharjah Cement Sharjah 1,250 2001
24 Al Bateen Airbase‐
MW2273
Sideco Gen.
Contracting
DMW‐ Dubai Abu Dhabi 550 2001
25 Ruwais Upgrading Facilities Technip‐ Abu
Dhabi
GASCO Ruwais 1,450 2000
26 Al Taweelah A2 Power
Station
Arabian
Construction
Co.
Abu Dhabi Water
&
Electricity
Abu Dhabi 3,000 1999

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 86/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 86 of 95
S1 Project Title Client End User Location Steel Tonnes Year
27 Hawiyah Gas Plant JGC
Corporation
Saudi Aramco KSA 2,500 1999
28 Aramco R & D Laboratory Jaffar Al
Hamood Est.
Saudi Aramco KSA 850
29 OGD‐2 Package 1,2,3,4,5 Technip/
Bechtel
ADNOC Abu Dhabi 1,200 1999
30 ASAB Gas‐ Gather & Inj
Project
Mannesmann
Demag AG
ADCO Abu Dhabi 1,440 1999
31 TD‐ 48 DCA Expansion HMR JV Dubai Civil
Aviation
Dubai 16,500 1998
32 Codor Project‐ Pipe Rack Alstom Power Dubai Aluminum
Co.
Dubai 1,125 1998
33 Codor Project‐Boiler
Supports
CMI‐ Belgium Dubai Aluminum
Co.
Dubai 805 1998
34 Ras lafan‐ Qatar Gas William Hare
Ltd.
Qatar Gas Qatar 1,400 1997
35 Oman LNG Building Bhawan Engg.
Co.
Oman LNG Oman 800 1997

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 87/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 87 of 95
Organization Chart

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 88/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 88 of 95
Manpower List – Category: Staff
ASSENT OFFICE STAFFDepartment
Designation
Number
Total
Executive's Office Managing Partner 1
Executive Assistant 1
2
Operations General Manager 1
1
Finance Finance Manager 1
Chief Accountant 1
Accountants 3
5
HR
&
Administration
HR
&
Admin
Manager
1
HR Executive 1
PRO 1
Receptionist 1
Document Controller 1
Transport‐in‐Charge 1
Camp Boss 2
8
Sales and Estimation General Sales Manager 1
Area Sales Engineer 3
Estimation Engineer 3
Steel Detailer
1
Marketing Executive 1
Sales & Marketing Assistant 1
10
Project Management Projects Director 1
Contracts Manager 1
Project Managers 4
Project Engineers 5
Site Engineer 2
Construction Manager 1
Quantity Surveyor
1 Document Controller 1
16
Engineering Engineering Manager 1
Design Engineer 6
Steel Detailers 20
Steel Checkers 6

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 89/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 89 of 95
CNC Programmer 1
Document Controller 2
36
IT IT Manager 1
IT Engineers
2
Attendance Officer 1
4
Procurement Procurement Auditor 1
Sr. Procurement Officer 1
Procurement Executive 1
Procurement Officer 1
Custom Coordinator 1
5
Inventory &
Warehouse
Inventory
&
Warehouse
Manager
1
Material Planner 1
Material Expeditor 2
Store Foreman 1
Storekeepers 8
Store Clerk 1
14
Production Head of Production 1
Production Engineer 2
Assistant Engineer (MPS) 1
Welding Foreman 9
CNC Programmers
2
CNC Foreman 1
Production Coordinator 1
MPS Supervisor 1
MPS Chargehand 1
MPS Foreman 1
Blasting & Painting Foreman 1
Blasting Foreman 1
Painting Supervisor 3
Painting Foreman 3
Fabrication Foreman
15
Erection Foreman 1
Site Formean 1
Preparation Foreman 1
Office Clerk 1
Charge hand 8
Erection Charge hand 1
Document Controller 1
57

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 90/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 90 of 95
Facilities/Maintenance Facility Manager 1
Maintenance Manager 1
Maintenance Supervisor 1
Maintenance Foreman 3
Maintenance Engineer
1
Electrical Foreman 3
10
QA/QC QA/QC Manager 1
QC Engineers 4
QC Inspector (Painting) 2
Document Controller 2
9
Printing Area Printing Officer 1
1
HSE
HSE Manager
1
Safety Supervisor 1
Safety Officer 1
Asst. Safety Officer 2
Site HSE Officer 1
Company Nurse 3
9
Dispatch/Delivery Dispatch Supervisor 1
Dispatch Clerk 1
Driver ‐ Heavy Truck 3
Driver 10
Document Controller
3
Dispatch Foreman 1
9
Office Staff Total 196

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 91/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 91 of 95
Manpower List – Category: Labor
ASSENT WORKSHOPDesignation Number
Asst. Safety officer 1
Asst. Fabricator 22
Asst. Maintenance 6
Asst. Spray Painter 1
Asst. Steel Erector 2
Asst. Storekeeper 1
Blasting Operator 1
CAG Welder 1
Charge hand 15
Clerk
7
CNC Machine Operator 35
Crane Operator 22
Diesel Mechanic 1
Dimensional Inspector 22
Dispatch Chargehand 2
Dispatch Clerk 1
Dispatch QC 1
Electrician 9
Fabrication Charge hand 1
Fabricator 170
Forklift Driver 1
Forklift Operator 1
Gardener 1
Gas Cutter 1
Helper 252
Housekeeping 1
Industrial Wiring Technician 1
Land Surveyor 1
Machine Operator 2
Machine Operator ‐ Blasting 1
Maintenance Electrician
1
Maintenance Technician 1
Mason 8
Material Clerk 2
Material handler 1
Mechanical Helper 19
Mechanical Technician 2
Maintenance Chargehand 1

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 92/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 92 of 95
Mig Welder 31
Mixer 4
Office Boy 2
Painter 35
Painting Inspector 2
Plumber 2
QC Document Controller 1
QC Inspector 2
Radial Drill Operator 2
Rigger 22
Security Guard 10
Shearing Operator 1
Spray Painter 1
Steel Erector 46
Steel Erector
Chargehand
1
Storekeeper 1
Tack Welder 6
Team Leader 1
Technician 1
Touch‐up Painter 2
Welder 200
Welding Charge hand 1
Welding Inspector 6
Workshop Total 998

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 93/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 93 of 95
Equipment List
SN EQUIPMENT MAKE MODEL CAPACITY
YEAR OF
PURCHASE QTY
1
CNC BEAM
SAWING
FICEP 1260 LBH
SAW CAPACITY 1250 X 600mm (max),80 x
10mm(min) 2009 4
2
CNC BEAM
DRILLING
FICEP 1203 DF
SECTION LENGTH(2500‐18000)MM,WEB
HEIGHT(80‐1220)MM,FLANGE HEIGHT(42‐
510MM)
2009 4
3 CNC BEAM COPING FICEP 1201 RC
SECTION LENGTH(2500‐12000)MM,WEB
HEIGHT(80‐1220)MM,FLANGE HEIGHT(42‐
600MM)
2009 2
4
CNC PLATE
PROCESSING
FICEP TIPO A31
PROCESS PLATE THICKNESS(10‐
130MM),MINIMUM WORK PIECE SPECIFICATION
L=200,W=150
2008 1
5
FICEP
TIPO
B251
PROCESS PLATE THICKNESS(6‐25MM),MINIMUM
WORK PIECE
SPECIFICATION
L=200,W=150
2009
2
6 ESAB EXA 5000
CUTTING THICKNESS (8‐100MM) 2009 1
7 ESAB EXA 4500 2009 1
8 CNC ANGLE
PROCESSING
FICEP A 164 PROCESS ANGLE DIMENSIONS ( 40 X 40 X 4)‐
(200 X 200 X 20) MAX DIA OF HOLE =32MM
2008 1
9 FICEP A 206 2009 1
10
CNC HYDRAULIC
PUNCH PRESS
FICEP 801
PUNCH STROKE LENGTH=40MM,PUNCHING
POWER=800 KN,MAX THICKNESS=20MM
2011 2
11
CNC PROFILING
SPC 1000
HGG SPC 1000
PUNCH STROKE LENGTH=40MM,PUNCHING
POWER=800 KN,MAX THICKNESS=20MM
2009 1
12 CNC SHEARING GIZELIS G CUT 3010 CUTTING THICKNESS (6‐10MM) 2010 1
13 CNC BENDING GIZELIS G BEND 3290 BENDING THICKNESS 6‐10MM) 2010 1
14
RADIAL ARM
DRILLING MAC
SIMCO Z3050 X 16/1
50MM PLATE THICKNESS DRILLING
2009 1
15 SIMCO RD5016 2010 1
16 LAROSA Z3050 X 16/1 2009 1
17 LAROSA Z3050 X 16/1 2009 1
18
CNC BUILT‐UP
SECTION
CMM BW2000
WEB HEIGHT 250‐2000MM,WEB THICKNESS 6‐
40MM,FLANGE HEIGHT 150‐600MM,FLANGE
THICKNESS6‐80MM
2010 1
19 PRE‐BLASTING GIETART AGW2500 BLASTING WITH 6 WHEEL 2009 3
20 POST‐BLASTING GIETART AGCM3100 BLASTING WITH 10 WHEEL 2009 2
21
GENERATOR
CATERPILAR 3046 PRM 365 KVA 2008 3
22 CATERPILAR C15_PRM 500 KVA 2008 3
23 CATERPILAR 500 500 KVA 2008 3
24
CATERPILAR
LC6
500KVA
2008
1
25
COMPRESSOR
SULLAIR 3710 150‐160 PSI 2010 2
26 COMP AIR L37‐10 11 BAR,37KW,3000RPM 2010 2
27
DRYER
SULLAIR 0‐30 BAR (REFERIGERANT 134A) 2010 3
28 COMP AIR DC150AX 16‐20BAR (REFERIGERANT 134A) 2010 1
29 MIG WELDING ESAB MIG402C
230/400‐415/500V,60%DUTY CYCLE
56/32(43)/26A,100% DUTY CYCLE 43/25/20A
2009 120
30 PLASMA MACHINE ESAB
POWER CUT‐
1600
CUT 1‐1/2"(38MM),SEVERS 1‐3/4"(45MM)
,60%DUTY CYCLE 90AMP
2010 4

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 94/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Page 94 of 95
SN EQUIPMENT MAKE MODEL CAPACITY
YEAR OF
PURCHASE QTY
31
GAS MIXING
MACHINE
SHARJAH
OXYGEN
CO2
AND
ARGON
AT
5
BAR
2010
1
32
ARC WELDING
ESAB LHF400
400V,340W,.90 P.F,35% D.S=400 A/36V,60%
D.S=315 A/ 33V,100% D.S 250A/30V
2010 83
33 LINCOLN 200i DC 220V/1/50/60HZ+/‐10% IP21S/F 2010 60
34
GOUGINGMACHINE
MILLER GOLD STAR 602
20‐590 AMP DC,OPEN CIRCUIT VOLTAGE
(71),IP=21M,INPUT AMP 51A/3PHASE
2010 3
35 SUB ARC LINCOLNIDEAL ARC‐
DC600
415V/50HZ,80A/64A 2010 2
36 SUB ARC ESAB LAF‐1000DC 415V/50HZ,74A/67A 2009 2
37
OVER HEAD CRANE
(5 TON) ABUS
SINGLE GIRDER CROSS TRAVEL 19065MM,HOIST
WORKING 7200MM
2009 10
38
OVER HEAD CRANE
(10 TON) ABUS
SINGLE GIRDER CROSS TRAVEL 19070MM,HOIST
WORKING 7770MM
2009 61
39
OVER HEAD CRANE
(15 TON) ABUS
SINGLE GIRDER CROSS TRAVEL 22070MM,HOIST
WORKING 7700MM
2009 14
40
ELECTRIC TOLLEY
(10 TON) WUXI F21‐E1B TX 10 TON ,8 HOUR BACK UP 36VOLT 2009 9
41
ELECTRIC TOLLEY
(30 TON) WUXI F21‐E1B TX 16 TON ,8 HOUR BACK UP 75VOLT 2009 8
42
ELECTRIC TROLLEY
CHARGER
WUXI DF‐4860D11 36V CHARGING 2009 9
43
ELECTRIC TROLLEY
CHARGER
WUXI DF‐4860D11 75V CHARGING 2009 13
44
SPRAY PAINTING
MACHINE
EXTREME GRACO‐60:1 220CC(900) PUMP 2009 15
45 THREADING
MACHINE
RIDGID 1224 1/2" ‐ 2" 2010 3
46 GRINDER 4 1/2" MAKITA GA5010 2010 90
47 GRINDER 4 1/2" DEWALT D28143 2011 100
48 GRINDER 7" MAKITA GA7020 2010 70
49 GRINDER 7" DEWALT D28413 2011 100
50 GRINDER 7" DEWALT D28495 2011 18
51 DIE GRINDER MAKITA GD800C 2011 40
52 DIE GRINDER DEWALT DW887 2011 70
53 DIE GRINDER DEWALT DW28886 2011 20

7/24/2019 ASSENT Prequalification Document
http://slidepdf.com/reader/full/assent-prequalification-document 95/95
STRUCTURAL STEEL
PRE‐QUALIFICATION DOCUMENT
Our Location Map


















