1. 2 Genome sequence assembly Assembly concepts and methods (some slides courtesy of Mihai Pop)
Upload
daphne-rileyCategory
view
33download
0description

1
Assembly Sequence Plan
NCSX Lehman ReviewPrinceton Plasma Physics Laboratory
Princeton, NJAugust 15-17, 2007
T. Brown
Princeton Plasma Physics Laboratory Oak Ridge National Laboratory

2
Assembly Sequence Plan
Summarize the overall machine assembly steps
Provide a background of the key assembly elements.
- Basis for assembly cost estimates.
Briefly review and status the assembly sequence plan

3
• Stage 1 – vacuum vessel period preparation• Stage 2 – Modular Coil Half Period assembly• Stage 3 – MCHP assembled over a VV period• Stage 4 – no longer used (old TF half period
assembly)• Stage 5 – final field period assembly• Stage 6 – final machine assembly
NCSX device assembly
The NCSX device is assembled in five stages:
Each stage now corresponds to an assembly Station where installation sequences will take place.
4
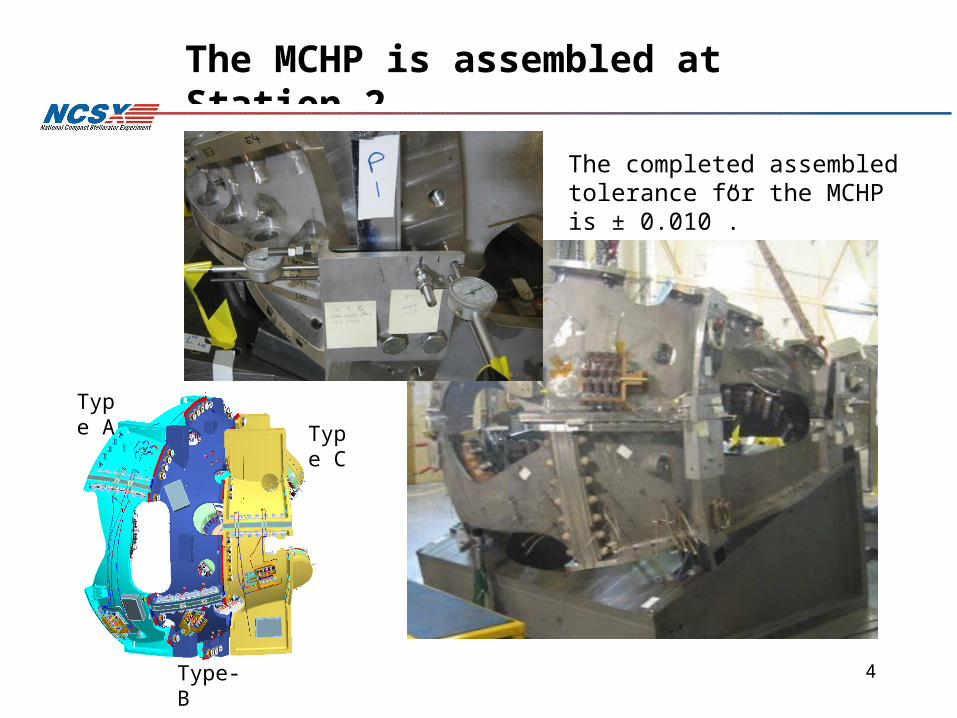
Type A
Type-B
Type C
The MCHP is assembled at Station 2
The completed assembled tolerance for the MCHP is ± 0.010”.

5
The design intent for Station 3 is pass two MCHP assemblies over the VV (without hitting it) and accurately position mating flange. The tolerance for the assembled period is ± 0.020”.
Vacuum Vessel Period
Module Coil Half Period
Module Coil Half Period
MCHP installed over the VV occurs at Station 3

6
The assembly path is mounted on screens in Station 3 to guide the motion of a MCHP over the VV period
The MCHP must follow a prescribed path
A 1” stand-off to vessel surface components
The assembly approach being used has been successfully demonstrated

7
Within the MCHP assembly path minimum clearances between the MC and VV shell components are encountered.
1.528”
MCHP assembly clearances
.45” clearance in wing region

8
FPA on support stand VV ports installed TF temporarily positioned
TF final fit-up
The field period is completed in Station 5
Completed period assembly

9
Permanent machine supports
Temporary FPA supports
The NCSX device is completed in Station 6

10
Each of the three field periods are assembled concurrently to join Type-C flanges
Type-C flange interfaces
Type-C modular coil interface

11
VV spool pieces interface
As the Type-C flanges come together VV flanges will begin to mate with the adjoining spool pieces.

12
Each FPA will be properly oriented in their final position using the same technique that has been developed in assembling the MCHP’s and then pulled back to a pre-fit position.
Station 6 incorporates Station 2 positioning techniques
TF coils at the Period ends

13
Rev 7 of the assembly sequence plan issued June 6th provides the bases for the FPA and machine assembly cost estimates and schedules.
Detailed assembly steps for Stations 2, 3, 5 and 6 are detailed in ~ 28 pages of an Excel spreadsheet document.
Assembly Sequence Plan
14
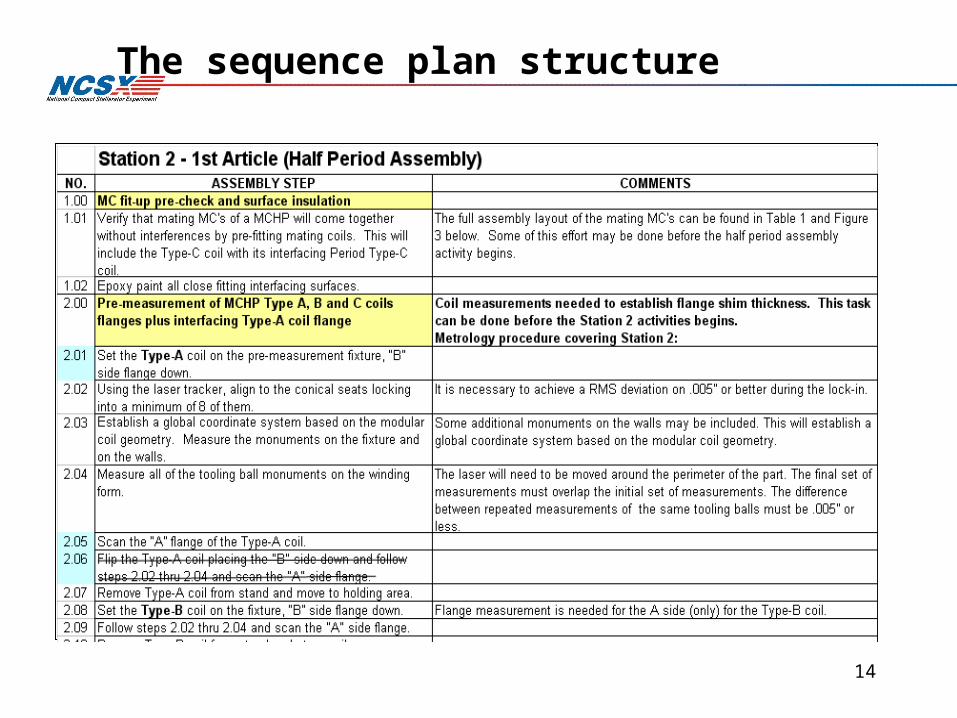
The sequence plan structure

15
The sequence plan structure (cont.)
16
Summary
The Rev 7 release of the assembly plan provides the basis for FPA and machine assembly providing far greater detail than was available at the December Lehman review.