Asphalt Pro - January 2013 issue
68
JANUARY 2013 Better Production Practices Modify for RAP Build a Porous Pavement 2012 Asphalt Innovations Hawaiian Joint Disappears Stay Safe Fix it Now Rubberized Asphalt Bumps the Grade
-
Upload
business-times-company -
Category
Documents
-
view
214 -
download
1
description
In this issue: Better Production Practices; Rubberized Asphalt Bumps the Grade; Modify for RAP; Build a Porous Pavement; 2012 Asphalt Innovations; Hawaiian Joint Disappears
Transcript of Asphalt Pro - January 2013 issue

january 2013
Better Production Practices
Modify for raPBuild a Porous Pavement2012 asphalt Innovations
Hawaiian joint Disappears
Stay SafeFix it now
rubberized asphalt Bumps the Grade


32
10
20
24
contents
Two contractors save costs when adding rubberized asphalt to binder. See related article on page 24. And watch for a discussion on best practices for handling large totes and bulk additives in the February safety issue. Photo courtesy of CEI Enterprises, Albuquerque.
DepArTmenTSLetter from the Editor5 Save Time with Social Media
around the Globe6
Safety Spotlight8 Spend Time to Fix What’s Wrongby Cliff Mansfield
Producer Profile10 For army Project, Ends justify the MeansBy John Ball
Equipment Maintenance18 Hydraulic Shop Salvages CaT CylindersBy Ray Kremble
Equipment Gallery52 Top 10 new asphalt Products
Here’s How It Works60 aDM’s EX Series Drum62 richard Companies’ EZ-Flo raS Scale
resource Directory65
Last Cut66 WTI DropsFrom the Energy Information Administration
JANUARY 2013
Better Production Practices
Modify for RAPBuild a Porous Pavement2012 Asphalt Innovations
Hawaiian Joint Disappears
Stay SafeFix it Now
Rubberized Asphalt Bumps the Grade
ArTicleS20 When It rains It Porous, Part IIHere’s how to construct a porous asphalt pavement for excellent storm water management and LEED creditsBy Timothy R. Murphy, P.E.
24 rubberized asphalt Lowers Costs By Dan Brown
30 Buy SmartPurchasing a used plant doesn’t have to be scaryBy Cliff Mansfield
32 rubber Tires Grip Winding roadsBy Tom Kuennen
38 Here’s How to apply release agentsAt the plant or at the paving site, proper asphalt release agent use saves moneyBy Sandy Lender
42 Increase your raP/raS useNo matter what type of HMA plant you have, these tips can increase your recycle while decreasing your stressBy Steve Elam
50 Meet aEM’s 2013 Chairman Stu LevenickBy AsphaltPro Staff
52 International MixesBy Cliff Mansfield
42


Save Time with Social MediaI know it sounds dubious, but you can save time in your marketing efforts if you use social media properly. You can also waste a ton of time and frustrate yourself to no end if you use the wrong social media platforms or use the various platforms improperly. myriad sites around the World Wide Web allow people with oh-so-delightful nicknames to spout that what they say—often in all capital letters—is the gospel truth about marketing, paving, advertising, asphalt production, networking, mix design and so on.
let me share a secret with you. peo-ple who have hundreds of posts, com-ments or “credits” on a website or blog are the same people who have copious amounts of time to sit at a comput-er giving advice that may or may not be current. Think about that for a minute.
As an asphalt professional, do you have that kind of time? Of course you don’t. You can carve out bits of time to use social media efficiently for network-ing and expanding your asphalt business, and in this day and age, it’s become mandatory to carve out those bits of time for this important medium.
in good news, i’ll speak at the World of Asphalt 2013 conference in San Anto-nio in march about this subject specifically. i’ll share with you how to use online social media networking specifically to enhance your asphalt business presence and to increase your asphalt business volume. By the end of the presentation, you’ll understand how to sign onto the useful platforms and use them in an ef-ficient and professional capacity to your company’s benefit with search engine optimization, viral tactics and a few other tips.
This is a pretty shameless plug for my seminar when you get right down to it, but it’s also an introduction to the fact that asphalt professionals have some ground to make up when it comes to marketing ourselves and our prod-uct to the web-savvy masses. That’s right. Our competition is out there tout-ing the benefits of high speed rail (search the hashtag #HSr on Twitter) or porous concrete pavements or the reflectivity of concrete. i shudder typing these things, but i can’t be the lone voice in the wilderness calling these lob-byists misguided when it comes to linkedin and Google+.
Join me Thursday, march 21, at the early seminar to learn why you want to delete old ac-counts, why you want to focus on the professional accounts i’ll walk you through and how you can save time in your as-phalt marketing efforts with the shortcuts i can share.
Stay Safe,
Sandy lender
January 2013 • Vol. 6 no. 4
2001 Corporate PlaceColumbia, MO 65202
573-499-1830 • 573-499-1831www.theasphaltpro.com
PuBLISHERChris Harrison
ASSOCIATE PuBLISHERSally Shoemaker
[email protected](573) 499-1830 x1008
EDITOR
Sandy [email protected]
(239) 272-8613
ART DIRECTORKristin Branscom
OPERATIONS/CIRCuLATION MANAgERCindy Sheridan
BuSINESS MANAgERRenea Sapp
AsphaltPro is published 10 times per year: January, February, March, April, May, June/July,
August/September, October, November and December by The Business Times Company, 2001
Corporate Place, Columbia, MO 65202
Writers expressing views in AsphaltPro Magazine or on the AsphaltPro website are professionals
with sound, professional advice. Views expressed herein are not necessarily the same as the views of AsphaltPro or Business Times Company staff, thus producers/contractors are still encouraged to use best practices when implementing new advice.
SuBSCRIPTION POLICy: Individual subscriptions are available without charge in the united Sates,
Canada and Mexico to qualified individuals.
One year subscription to non-qualifying Individuals: united States $90, Canada and
Mexico $125.00. For the international digital edition, visit theasphaltpro.com/subscribe-2.
Single copies available $17 each.
editor's note
make your plans to attend Sandy’s presentation: TH11—Using Online resources to Grow Your Asphalt
Business. Visit www.WorldOfAsphalt.com and click on the “education” tab, or go straight to www.worldofasphalt.com/education/General/ppp/ and scroll to
Thursday’s first session. Follow @Asphaltpro on Twitter today
and like our page on facebook at Asphalt Pro magazine.
www.theasphaltpro.com | asphalt pro 5

Industry News and Happenings from Around the WorldchInaDuring the period from January to September 2012, china imported 1.96 million megatonnes (mT) of bitumen. most of its bitumen went to different ports: 496,304 mT (25 percent) went into to nanjing; 251,096 mT (13 percent) went to Hangzhou; 243,448 mT (12 percent) went to Qingdao; 222,395 mT (11 percent) went to Tianjin with the remainder going to nanning, Fuzhou, Huangpu, Xiamen, ningbo, Haikou, Dalian, Zhanjiang, Guangzhou, Jiangmen and other ports. Source: Petrosil’s Bitumart
russIarussian partners make up the remaining invest-ment after Tensar international, Atlanta, signed its agreement to build a manufacturing plant in russia. Tensar is the majority shareholder in the joint venture. The company engineers geogrids and soil reinforcement technologies, and will now produce TriAx® geogrid in a plant on the southern shore of the Gulf of Finland, in the peterhof area of Saint petersburg.
unIted KIngdomin UK South, the bitumen prices reported in early november held around the range of € 530 to 540 pmT. The average bitumen prices in euro pmT for prices in UK South fluctuated from € 475 pmT in January 2012 to € 470 pmT in February, then held at € 535 pmT through march, April, may and June. The price dipped slightly to € 510 pmT for July, August and Sep-tember, only to return to € 535 pmT for Octo-ber and november 2012. For november 2012, prices remained almost the same as compared to October, firming up by € 60 pmT (13 percent) as compared with the beginning of the year. Source: Petrosil’s Bitumart
unIted states• You have the chance to show off your com-
pany’s young talent in the American road & Transportation Builders (ArTBA) Transporta-tion Development Foundation’s 2013 Young executive Development program (YeDp). Before Friday, march 15, nominate someone who is less than 40 years of age but has at least three years of experience in the trans-portation design and construction industry and has shown evidence of strong leader-ship potential for the industry. Get a copy of the application form and more information at www.artbatdf.org or contact Sara Jones at [email protected] with questions.
• For up-to-the-minute info and updates that impact the asphalt industry, follow http://twitter.com/Asphaltpro.
arIzonaregister now for the national Asphalt pave-ment Association (nApA) 58th annual meet-ing at The phoenician in Scottsdale this Feb. 10 through 13, 2013. Visit www.asphaltpavement.org for full meeting details and sponsorship op-portunities.
calIfornIaThe los Angeles regional Water Quality con-trol Board recently adopted new storm water runoff regulations in los Angeles county that place limits on 33 pollutants and create an op-portunity for porous asphalt pavements to save the day. The latimes.com reported nov. 9 that cleaning up pollution that has washed into coastal waters from urban runoff will be expen-sive for the cities in the region because bacteria and contaminants from 3,000 square miles show up. The report stated that officials wish to re-duce storm water flows to the ocean by building green infrastructure. This is where the asphalt industry can step in and present its porous as-phalt technology and benefits. Start by visiting http://lat.ms/SHscSj.
colorado• everyone can register for the 40th an-
nual rocky mountain Asphalt conference and equipment Show taking place Feb. 27 through march 1, 2013, at the crown pla-za Denver international Airport. The theme this year is “Asphalt pavement: A life cycle of performance.” Visit www.rmaces.org for more information.
• Former nevada DOT Director Susan marti-novich has joined cH2m Hill, Denver, as the highway/bridge director for north America. in this role, she’ll be responsible for estab-lishing the north American highway/bridge strategy among other tasks for the design-build firm.
georgIaThe Arts exchange community center in Atlanta awarded liberty Tire recycling top honors at its first volunteer appreciation awards ceremony in October 2012 for voluntarily removing more than 1,000 scrap tires that had been illegally dumped on the center’s property. liberty Tire donated its tire collection and reclamation ser-vices in 2011.
mInnesotaGov. mark Dayton’s 19-member Transporta-tion Finance Advisory committee has pro-posed an increase in the gas tax and tab fees to help the state address a $50 billion shortfall
in transportation funding, boost revenues for highways and transit, and generate more sta-ble funding for transportation while helping the state keep and attract jobs. Source: MPR News
mIssourI• Steve Jackson, technical manager for nB
West contracting co., St. louis, received his professional engineering license certificate at a special ceremony held in the state’s capitol rotunda, along with 13 other newly licensed professionals in november. Jackson over-sees mix design, quality control, environmen-tal monitoring and permit compliance at nB West’s three asphalt plants in Sullivan, pacific and House Springs. He’s also responsible for the company’s recycling efforts and has been involved in the construction and paving in-dustry for more than two decades. congratu-lations to Jackson and nB West.
• WSi Waterjet Systems international™, Joplin, adopted this new name to better reflect the global nature of its waterjet cutting products.
pennsylvanIain the first agreement of its kind in the car rental industry, liberty Tire recycling, pittsburgh, has joined forces with The Hertz corp. to recov-er and recycle scrap tires from all of the rental agency’s locations in the United States. This is expected to result in the collection and recy-cling of more than 160,000 tires annually, which will be added to the more than 140 million scrap tires liberty Tire reclaims per year.
texasAsphaltPro editor Sandy lender leads the work-shop “Using Online resources to Grow Your Asphalt Business” Thursday, march 21, at 7:30 a.m. during the World of Asphalt’s people plants and paving Training program to be held march 19-21, 2013, in San Antonio. it’s early, but it’s packed with information on how to use social media efficiently to network and to expand your asphalt business specifically. Visit http://www.worldofasphalt.com/ for all your registra-tion needs.
washIngton, d.c.After meeting for its 2012 annual conference in california, the Association of equipment manu-facturers (Aem) board of directors established its top policy priority for 2013 as federal deficit reduction. The group is calling for immediate bi-partisan action to solve our nation’s debt crisis. Also, Stu levenick, group president of caterpil-lar inc., peoria, ill., was elected the 2013 Aem chair. Source AEM
around the globe
6 January 2013


safety spotlight
Spend Time to Fix What’s Wrongby clIff mansfIeld
The asphalt plant and surrounding yard can be a dangerous work environment. Accidents happen far too often when
workers don’t pay attention to details, aren’t taught good safety practices or become complacent over time. most ac-cidents can be traced to the same root cause: production needs supersede common sense safety practices. let’s take a look at one such case in the western United States.
One early morning, a veteran asphalt plant operator who we’ll call “Jim” arrived at his plant to find that his heat trans-fer oil system had failed to start on time; his equipment wasn’t ready to run. Jim wasn’t surprised by this because he’d been having trouble with the start timer for quite a while. in the interest of maintaining production quotas, he just hadn’t re-paired it yet.
Jim started the heating system manually, and then began adding heat with a propane torch. He’d been heating a jack-eted suction line for about 10 minutes when one of the small, braided steel lines that carries heat transfer oil to the suction line failed. it sprayed him with 300-degree oil.
Apparently, as he had applied heat to the heavy 3-inch steel line, he had repeatedly gotten too close to the smaller line and exceeded its temperature limit, causing it to rupture.
Jim spent several months in a hospital and then a year in re-habilitation. He still works for the same paving company, but to this day he won’t go near the asphalt plant.
How could this kind of accident have been prevented? it’s not just a steady hand to avoid the smaller, lower-heat-limit line that comes into play. Jim shouldn’t have been heating any lines with a torch.
notice also that Jim was a veteran plant operator. He knew better than to play with safety boundaries, yet he hadn’t tak-en the time to repair the malfunctioning timer. instead, he wasted time using an unsafe practice to heat up a jacketed suction line. Sometimes the pressure of meeting production takes common sense out of the equation.
The accident in this story can be traced directly to a lack of proper maintenance. The whole scenario could have been avoided if the heat transfer oil system had been properly maintained and operated as the manufacturer intended. A few minutes of repair work could have saved the day.
8 January 2013

As mentioned above, a common thread in asphalt plant accidents is a disregard for safety issues in def-erence to production pressures. Asphalt plant opera-tors often feel tremendous pressure to produce by any means possible. Unfortunately, this shifts the focus off safety and onto money without anyone realizing it’s happened.
A clear-cut set of guidelines dealing with the compa-ny’s policy on safety issues should be drawn up and dis-tributed to everyone involved with the plant. Be sure to include the paving superintendent so he or she doesn’t unknowingly exert pressure on the plant operator.
remember: everyone wants to do a good job that the state inspector or owner/agency will approve. Some-times employees go to great lengths to get results. To that end, conditions are overlooked that would never be overlooked or forgotten under normal circumstanc-es. When dealing with safety issues, one must keep in mind the fact that you need to be safe all the time; you need only be careless once for tragedy to strike.
Cliff Mansfield is an asphalt plant engineer and a free-lance writer specializing in asphalt plants. For more in-formation, contact him at (541) 352-7942 or send him your question through the “Ask the Plant Expert” form on the home page at www.TheAsphaltPro.com.
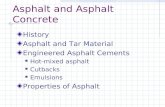
leFT: Two asphalt lines are easily seen on the side of this Heatec Heli-Tank. The asphalt pipes are inside an outer pipe that serves as a hot oil jack-et. Hot oil in the jacket keeps the asphalt hot. insulation for these lines is optional. An asphalt line is also visible running into the side of the Astec Double Barrel drum mixer. each line has temperature limits and safety pre-cautions concerning its proper operation and maintenance that plant oper-ators and ground personnel must respect. photo courtesy of Heatec, chat-tanooga. ABOVe: if a vital control such as the start timer or a 7-day timer pictured here should give the operator any problems, it’s time to replace it. Having such items on hand in the shop makes repairs quick and easy; most Oems can send a new one overnight. even if it takes time out of produc-tion to fix, that’s time spent saving a life. photo courtesy of Heatec
www.theasphaltpro.com | asphalt pro 9

producer profile
Only 26 years have passed since c.W. rusty White founded road
Builders inc., Honolulu, Hawaii, but the 15 employees have more than 175 combined years of experience in the construction industry. The team man-ages, coordinates and controls all re-sources to ensure quality workman-ship and completion on schedule and on budget. One way they’ve worked toward that goal is with onsite train-ing since 2005. Another is to expand operations. erik rhinelander, the oper-ations manager, has recently ordered
an ADm rB-160 series parallel flow plant from the mainland so manage-ment can add one more element to its resources. For the most recent project we worked together, the plant wasn’t on site, so we planned to pave as busi-ness as usual. We planned and exe-cuted a tight project for the Grow the Army, South range, Schofield Barracks in October 2012.
considering this was a corps of en-gineers job, the compaction require-ments were just like an airport job. We had to get 94 to 98 percent density on
the mainline and only 2 percent light-er on the joint. it was basically a p401 spec. We had a slew of pay factors to think about—compaction, ride spec, joint spec and mix design. And we had to think about achieving those factors in one day. For this kind of quality con-trol (Qc), we needed to sit down and map out what we were going to do.
To begin with, we wanted to own the plant. We wanted it designated to us only so we wouldn’t be held up with anything. We couldn’t afford to stop. Because the plant road Builders had
For Army Project, Ends Justify the Meansby John ball
10 January 2013

ordered wouldn’t be on site for this job, the company ordered mix all in one big sum from its long-time sup-plier. in other words, we requested all 1,133 tons of mix be delivered without stop. This meant the 20 tractor trailers hauling to us could bring 40 loads un-interrupted, as long as the plant didn’t have any hiccups.
rhinelander liked that plan for Qc purposes as well as timing. “The mix was a minus ¾-inch U.S. Army corps of engineers mix that used a pG64-16 binder,” rhinelander said. “The
aggregate was all 100 percent crushed basalt with the minus #4 material being imported from maui. One of the four pay factors for the project was the stan-dard mean deviation on the air voids when compared to the job mix formula. [The supplier] had to make sure the mix stayed consistent.”
Getting the mix right was job one. next was getting it delivered in a time-ly fashion. That took a smart game plan. rhinelander and i got together with the foremen on the job to see how we could pave 1,133 tons in two lanes without interrupting anything. We de-cided to pave in echelon.
road Builders had two Blaw-Knox pavers, each with a 5510 carlson screed on the back that could reach 19 feet wide. We only need a foot out to each side on each screed. The challenge we ran into was with the hopper capacities. For one paver, we had a hopper insert that could easily hold 18 tons of mix, which it took a Shuttle Buggy about 45 seconds to fill.
The other paver’s hopper didn’t have that capacity. How could we run them side by side? How could we feed them with the large tractor trailers unless road Builders invested in another hop-per insert? We decided to get innova-tive and built up the hopper of one of the pavers.
We built it up like a bath tub, you might say, using conveyor belt mate-rial as you see in the picture on page xx. notice the chain half-way up on the outside of the “bath tub” wall. That’s in place to keep asphalt mix from pushing against the wall and falling out onto the ground. This idea allowed the hopper to hold about 8 to 10 tons at a time, which took a Shuttle Buggy about 10 to 15 seconds to fill.
By strategically staging the pavers and Shuttle Buggy, loading and paving became a beautifully choreographed operation. To begin, we positioned the Shuttle Buggy in lane 2 ahead of paver 2. The first tractor trailer approached it from the front and began filling its hopper continuously while the Shuttle Buggy filled paver 2’s hopper. As i men-tioned, this took about 45 seconds. paver 2 was heated up and ready to go, but paver Operator Vernon Souki waited for his mark.
The Shuttle Buggy’s conveyor swung 30 degrees to feed paver 1’s home-made hopper bath tub. paver Operator Jansen Tam watched and prepped his machine for takeoff. That took about 10 seconds and the three machines were ready to move, placing material at 3 ½ inches to allow a fluff factor of 1 inch. We laid 2 ½ inches of compacted mix, achieving 127 feet per load.
As long as Souki kept his front guide bar almost touching the step on Tam’s screed, those two pavers were exact-ly where they needed to be. Tam, as the front paver, set the pace, moving forward together at a rate of 10 feet per minute. The Shuttle Buggy moved along with them at the same pace. We arranged it so there was no hesitation down the lane and 7 ½ hours later, we reached the end of the job.
Of course, getting to the end of the job required compacting behind the pavers. What was interesting about compaction on this project, besides meeting a strict spec, was the size of the breakdown rollers. They didn’t match.
Whenever possible, you want to have matching machines in the break-down position on a job. You want equal force and equal drum widths to ensure equal rolling patterns and equal compaction effort. For road Builders, it wasn’t possible to put two matching machines on the job. So we put two good machines and two great operators in the breakdown position and got excellent results.
We started with a Sakai SW850, which has an 84-inch drum for opera-tor Wayne Kalani. Operator nathan pa-matigan ran a Dynapac cc 222 roller
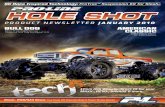
leFT: paver Operator Vernon Souki kept his machine’s front guide bar right on the step of paver Operator Jansen Tam’s screed as they inched down the roadway at 10 feet per minute. Screed operators were michael Gardner and James Wood-ward on the paver in lane 1 and Kai pacyau and maurino Batangan on the paver in lane 2. Gardner was also the paving foreman on the project.
www.theasphaltpro.com | asphalt pro 11

producer profile
with a 72-inch drum. The rollers have the same centrifugal force, but the 72-inch drum will make seven passes to get three coverages whereas the 84-inch drum will make five passes to get three coverages. The effort the men put into the rolling of the South road reflect these adjustments very well.
We also used a rosco pneumatic tire roller as an intermediate roller. We bal-lasted the 75 psi, 15-inch tires, filling it completely with water so it weighed about 11 tons. We wanted the pounds per square inch to knead out the mate-rial and get compaction. For the finish zone, we used a Hamm HD 14 and Dy-napac cc 142. Both are vibratory roll-ers, but we used them in static mode. We kept the rolling zones within 300 feet of the screed.
You’ll notice that none of the rollers i’ve mentioned are three-axle rollers. Folks just don’t use those much any-more, yet if you go “by the book” in
Hawaii, you’ll have to put one on your job. The engineer for this job was a bright young woman new to field work. While her knowledge of the mechanics was admirable, we had to be diplomat-ic in explaining that operations in the field have taken some turns since “the book” was written. it’s the camaraderie that engineers on the job and contrac-tors around the industry have with each other that helps such communication. We don’t want to deviate from the fi-nal results on a job, but the procedures might change a bit.
One of the things they required on the job, as i mentioned, was a three-ax-le roller. The three-wheel might weigh 14 tons, but a vibratory roller weigh-ing only 10 tons can out-beat a three-wheel roller any day of the week. in-stead of static pounds per linear inch, we get amplitude and frequency out of the vibratory machine. We convinced the people watching the project that
we could get compaction by a bit of a change in “the book,” and everyone was pleased with the result.
nearly 8 hours of non-stop pav-ing with extreme attention to detail can take its toll on a worker’s nerves, let me tell you. But the road Builders crew held up great. This was the first time these guys had ever paved in ech-elon with the Shuttle Buggy. They used two paver operators and four screed operators. They didn’t start paving un-til they had five trucks in front of them after they had emptied the first three trucks. They marked out their bound-aries. They had a centerline and the
ABOVe: Operations manager erik rhine-lander, in the foreground, addresses about half the crew before paving begins. Twen-ty trucks delivered 40 loads of 24 tons each to the constant paving train during the 7 ½-hour shift so the crew had to be ready for the detailed day of echelon paving.
12 January 2013


producer profile
boundaries of the outside parameters. They had rods every 50 feet to help keep track of distance and yield. They had distances measured out so they knew exactly where they were at all times. And they had the carlson heat-ed screed with its heated end gates, which i consider a secret weapon on any project.
The heated element heats the end gate—or door—to about 300 de-grees. it keeps the mix from sticking to the metal, which lets you press a nice sealed joint. When i match that with the next pass, it bonds beautifully.
rhinelander is setting the compa-ny up for more beautiful projects. As mentioned above, he’s arranged the purchase of a plant so the company can make its own mix in the future. rachel Widemann, Jade richardson and Severino Agbayani are the own-ers of road Builders and, according to cliff mansfield, didn’t reach the de-cision to expand easily. now that they have, rhinelander says it’s a boost for the company in more ways than one.
“We wanted to be able to secure and serve our current and future cus-tomers by gaining full control over
our operations,” rhinelander said.” in what became an increasingly more competitive market, we need-ed to become more independent and gain control of our cost. Our employees were pumped up know-ing that the company made this type of commitment and investment into help securing everybody’s future employment. it was a big risk on the owner’s part and like all great com-panies, you need to believe that you have the type of workers that will do what it takes to make the company successful.”
ABOVe AnD BelOW: notice the chain across the front of the hop-per insert build that road Builders put together for this project. The chain strengthens the front wall to keep asphalt mix from pushing un-der it and onto the ground. The bath-tub-like hopper insert allows the paver to hold about 8 to 10 tons at a time, which took the Shuttle Buggy about 10 seconds to fill.
ABOVe: Breakdown rolling had two different sized drums, but skilled roller operators Wayne Kalani on the Sakai SW850 at right and na-than pamatigan on the Dynapac cc 222 at left handled it beautifully. can you see the centerline joint? BelOW: Wherever that chain falls, the end gate follows. They’re part of the paver and they balance the screed with the tractor.
14 January 2013


producer profile
The ADm road Builder 160 that they’ve pur-chased was built new in 2005 and only ran about 30,000 tons for its former owner. They’re modifying it to run rAp and they’ve had help along the way.
“Use a consultant to help with the purchase, set-up and training along with having them show you different plants along with the pros and cons of each,” rhinelander said. “That would be the num-ber one piece of advice i would share.”
For road Builders, the consultant that helped them out is cliff mansfield, Odell, Ore. He liked the idea of road Builders’ taking control of its own destiny. “it’s always a good strategy to gain control of every aspect of the ‘supply side’ of your busi-ness,” he said. “no matter how good your paving crew is, it’s impossible to make money without hot mix to pave. By controlling the ‘when, where and how much’ of the supply side, road Builders just stepped up to the best level of paving contract-ing.” (See “Buy Smart” on page 30.)
mansfield also bragged on rhinelander. “erik is the spark plug in this process. He was relentless in pursuing options and keeping the process alive.”
As he was with the introduction of the asphalt plant, rhinelander was a great force behind the success of the Schofield Barracks project. A team like road Builders’ that plans ahead and puts true dedication to detail into its projects is the team that ends up with a top quality pavement.
John Ball is the proprietor of Top Quality Paving, Manchester, N.H. For more information, contact him at (603) 493-1458 or [email protected].
TOp: John Ball considers the heated end gate a secret weap-on. notice the heated element, which plugs into the extension of the screed, hangs through the end gate and leads to a very clean plate/ski. it heats the end gate or door to about 300 degrees and keeps the mix from sticking to the metal. if you look at the back side, the mix is pressed as if it’s been ironed like a shirt. There are no clumps of segregated mix breaking off because the edge leaves a nice sealed joint. When the paver matches that with the next pass, it will bond beauti-fully. end gates are Ball’s pet peeve. if they’re not clean, you won’t have a smooth mat. miDDle: Workers physically adjust the nut (#2) to set the auger in or out in accordance with the end gate so the feed sensor (#1) remains half way between the end of the auger and the end gate. The feed sensor then “talks” to the augers. it sends a beam out 10 times per sec-ond to measure the head of material beneath it. it sends the measurement to the automation box located at the opera-tor’s station on the screed where the auger speed can be au-tomatically adjusted to modify the head of material, thus the amount of material being fed to the end gate. BOTTOm: no-tice the front of the hopper insert that the team built for pav-er 1 has a large white box with an X painted on it. Ball paint-ed this target when the Shuttle Buggy operator had difficulty lining up the conveyor with the hopper. it was an easy fix for what could have been a time-consuming problem.
16 January 2013


equipment maintenance
rebuilding heavy equipment makes good economic sense
these days. caterpillar dealer Whayne Supply, corbin, Ky., added a Sunnen HTA tube hone in 2009 to resurface scratched and rusted cylinder barrels, which saves its customers 80 per-cent or more over the cost of a new barrel. Since then, mechanics have used the hone to process more than 1,000 barrels. Bringing the previously
outsourced machining work in-house has helped Whayne add revenue and staff, while improving control of deliv-ery schedules and costs. That’s some-thing most contractors will want to take a look at.
Whayne is a leader in cat-certified rebuilds of complete machines, having produced more than 400 on 33 differ-ent machine models since 1985. The company was honored for completing
Hydraulic Shop Salvages CAT Cylinders by ray Kremble
18 January 2013

the five thousandth cat-certified re-build in 2011. Whayne has 14 locations and approximately 1,300 employees, with 200 located in corbin. mike Har-bin, the manager of Whayne’s power rebuild center, pointed out that sim-ple economics sends customers in to rebuild machines.
“We have customers who are tear-ing down machines in the field and completely rebuilding them,” he said. “The machine shop and the honing system have helped us stay on top of this trend. We have added five peo-ple in our shop alone to handle the increased volume.”
Whayne has rebuild centers in lou-isville and corbin.
“We can replace the barrel, rod, rod eyes, head/seal areas, hydrau-lic lines and connections, or custom fabricate new cylinders to spec,” mi-chael carter said. He’s the service coordinator.
There are four hydraulic cylinders on the average cat machine, so the shop stays busy, processing about 1,000 cylinders in 2011. “During the summer, we may have a hundred or more cylinders outside our shop wait-ing to be rebuilt because our indoor storage is full,” carter added.
The shop’s old hone consisted of a drill motor on a sliding carriage, and lacked the power, capacity and ri-gidity workers needed, according to carter. “it could produce a surface finish, but not remove metal.”
Whayne agreed to beta test Sun-nen’s new all-electric HTA cylinder hone, and later purchased the machine with a 12-foot (4-m) part capacity.
The HTA tube honing system han-dles parts weighing up to 8,000 pounds (3,629 kg) with iD ranges from 2.5 inches to 21 inches (63.5 to 533 mm). it’s designed for resurfac-ing and repair work where light-du-ty stock removal up to 0.030 inches (0.76 mm) is required.
Whayne uses both roughing and finishing abrasives, removing scratch-es and rust, and imparting a specific crosshatch surface finish on the barrel bore. “We can increase the cylinder bore diameter up to 0.254 mm (0.010
inch) in relatively short time, remov-ing rust and all but the worst scratch-es, and remain within cat machine specifications,” carter said. “Our old hone simply could not do this.
“We scrapped a lot of hydraulic bar-rels or sent them out to other shops prior to acquiring this machine,”
carter added. “now we can salvage a cylinder with honing, and the cost and time for the customer is a fraction of replacement. in the current economy, customers appreciate this.”
For more information, contact Sun-nen Products Co., St. Louis, at (800) 325-3670 or [email protected].
www.theasphaltpro.com | asphalt pro 19

porous asphalt is a permeable asphalt pavement system produced with lit-
tle to no fines. The system allows wa-ter to pass through the hot mix asphalt (HmA) or warm-mix asphalt (WmA) lay-er. Because water passes through the asphalt, designers must ensure that it also passes through the aggregate sup-port system and soils through proper specification detailing.
porous asphalt pavements provide the opportunity to eliminate catch ba-sins, laterals, manholes, long drainage runs of pipes and retention ponds. porous asphalt is an integral part of a storm water management system and best management practices. The sys-tem of porous asphalt, aggregate and soil allows for the natural filtration of contaminants, preventing their intro-duction into streams.
Some designers are concerned that, in the tier of states exposed to freeze-thaw, the system may not be cost effec-tive. Their concerns shouldn’t be limited
to a geographical area. rather, they must be addressed during the design phase to build the best system possible for our clients. There again, some DOTs have neglected to use porous asphalt pavements because they’re waiting for a specification—they’re waiting on the design. if you run into this barrier, re-mind your state officials that porous as-phalt mixes and open graded friction courses (OGFc) have similar require-ments, and OGFc have been around a long time. Do keep in mind that an OGFc uses a stone that is probably a little too small in size for a porous pave-ment system.
porous pavements can work with due diligence. One of the essential qualities of a porous pavement is it ability to let water pass through the entire structure rapidly.
if you only build the system half way, you set yourself up for problems. Some designers don’t make the structure 100 percent porous. They make a catch
basin, which isn’t part of the plan. The full system is to build the pavement and allow the water to percolate all the way through. That’s key to being leeD ac-credited and being a true porous struc-ture—regardless of what surface you put on top of it.
As noted, the structure is not limit-ed only to the HmA layer, although we will discuss its design and construction here. The underlying aggregate struc-ture (recharge bed) must contain ample void space over the entire life of the structure to ensure free water passage. complementing any porous asphalt pavement and aggregate structure is the ability of the subgrade (soil) to pass the water (percolate) into the existing soil. let’s start there.
When It Rains It Porous, Part II
by tImothy r. murphy, p.e.
Here’s how to construct a porous asphalt pavement for excellent storm water management and LEED credits
ABOVe: When the cathedral Basilica of St. louis needed a parking lot facelift, the pav-ing team placed a dense-graded mix where traffic travels and a porous asphalt pavement system in the spaces where traffic parks.
20 January 2013

SuBGraDEAt this point, we have to neglect what we know about geotechnical require-ments for optimum moisture content and in-place soil density. We actually don’t want to densify the soil because we want to let water percolate into the strata. One thing i have learned about this structure is that “less is more” when it comes to compaction.
less soil density means easier percolation, some challenging con-struction practices, less construction equipment, less effort and overall less expense. One of the things you want to make sure of is to use exca-vation—and other—equipment with a soft footprint in order to reduce any compaction of the soil.
Another benefit to porous systems is their ability to reduce cut and fill and their ability to allow a relatively flat pavement structure. Usually a porous system isn’t built on an embankment unless the embankment is granular. Fi-nally, if the soil doesn’t have a high per-meability and can’t adequately allow water percolation, then an under drain system is often used to supplement or replace the drainage desired from the uncompacted soil. in some situations, this will still be cost effective, provided that structures and a retention basin aren’t needed.
A successful system i can share with you is a 90-foot by 20-foot porous pave-ment in place at the Denver wastewa-ter building. For the system, the crew began with a schedule 40 HDpe 4-inch under drain pipe placed in a tapered trench about 6 inches wide at its base
and 6 inches deep. The perforated pipe allows water in for carry-away. They placed a 16-millimeter liner under all paved areas and wrapped it up the side of the system to the top of the pave-ment. They filled the trench around the pipe with AASHTO #67 stone.
InTErFaCEnon-woven geotechnical fabrics are used to protect the aggregate sub-base from the uncompacted soils. if we don’t install the fabric, then the system will begin to close down as the soil will plug the aggregate void structure. This is unacceptable. Take care when install-ing the fabric to ensure that protec-tion occurs. Fortunately, this isn’t a new product or technique.
Waterproof barriers and under drains are often employed if the soil doesn’t or can’t take on the water.
For the Denver waterworks park-ing lot project, the crew placed a wo-ven geotextile fabric across the 20-foot width. it met ASTm D4751 specs and ASTm D4633 minimum trapezoidal tear strength of 100 by 60 pounds and a minimum cOe specified open area of 4 percent. Atop that filter, they placed 6 inches of c-33 sand and another geo-textile fabric layer.
rECHarGE BEDThe success of the system hinges on the recharge bed. Too much excavation and aggregate installation will increase cost with no advantage to the system; too little excavation and aggregate in-stallation will cause the structure to flood, overflow, freeze or close down
in freeze-thaw climates. This is where a good engineer comes in handy.
The engineer needs good geotechni-cal reports and a complete understand-ing of water surface run-off from adjoin-ing properties. Typically, installations are from 12 to 36 inches in total thick-ness, placed in several layers. Work-ers want to avoid driving trucks on the
buIld a porous pavement for best draInagenot every porous system will re-quire each step listed here, but the basics are the same no matter where you are. let the design of the porous asphalt pavement sys-tem do its job in removing storm water runoff efficiently and effec-tively by building it properly.Step 1. place a geotextile fabric/filter that meets your state’s specs down on the width of your pave-ment bed, but do so with light-footprint equipment so you don’t over-compact the soil beneath the system.Step 2. Smoothly place several inches (6 is acceptable) of ASTm c-33 sand atop the first geotextile filter.Step 3. place a second geotextile fabric/filter down on the width of the smoothed sand.Step 4. Smoothly place an inch of ASTm c-33 sand atop the second geotextile filter.Step 5. place and shape with a bobcat or similar front-end loader 4 to 6 inches of #3 aggregate atop the smoothed sand.Step 6. place and shape 2 to 3 inches of AASHTO #67 aggregate atop the thicker aggregate layer. note that it’s best to ensure the #67 aggregate is crushed with fractured faces for natural inter-lock and natural spacing when a static, 10-ton roller passes over it.Step 7. lay one to two lifts of porous asphalt mix, compacting it in static mode to set the stone skeleton. note that it’s best to use a tracked paver to get a wider distribution of the equipment’s weight to avoid compacting the aggregate layers below. i also recommend giving the mat a few minutes to cool before putting the breakdown roller on; this helps contain densification.
www.theasphaltpro.com | asphalt pro 21

geotextile fabric. Spread and grade the 3-inch aggregate with tracked equip-ment, minimizing consolidation during installation. many contractors spread the aggregate using bobcats.
Usually, the lower portion of the re-charge bed is built using 3-inch clear stone much like railroad ballast. The stone needs to be locked or seated to-gether by static compression—don’t consolidate it. The recharge bed is suc-cessful because as a single sized mate-rial it contains 40 percent voids (twice the HmA void space), so water is free flowing. Additionally, the bottom is built as flat as possible to ensure even draining and minimum overflow of wa-ter from the sides of the recharge bed.
The crew in Denver put 1 inch of c-33 sand on top of its second geotextile fil-ter and then 7 inches of #3 aggregate.
CHokEr CourSEApproximately 3 inches of ½-inch (AAS-HTO #57) or ¾-inch (AASHTO #67) clear stone is placed on top of the re-charge bed to close down the extreme-ly large void spaces in the lower layer, allow for more accurate grading, and assist in the ultimate placement of the HmA with conventional trucks, paving equipment and static rollers.
You lock the surface to ensure you have a stable platform for paving. Be-cause of the importance in building the aggregate foundation, you can antici-pate lower production during this op-eration until you get comfortable with the process.
For the Denver waterworks project, the crew placed 2 inches of #67 aggre-gate, all fractured faces, between the #3 aggregate and the asphalt layer.
PorouS HMaDesigns are fairly simple. You can per-form them using Superpave gyrato-ry compaction equipment or marshall hammers. establish the proper gyra-tion limit (ndes = 50) with a singular goal of maintaining approximately 20 percent voids in the lab compacted mix for control. Typical gradations easily fit into most agency existing Open Grad-ed Friction course (OGFc) specs.
i recommend 80 to 85 percent coarse aggregate and about 6 per-
cent asphalt content going into it based on absorption.
Several mix design, production and construction items to be aware of are as follows:• Watch for liquid drain down as as-
phalt contents approach 6 percent.• Use polymers.• Densify porous asphalt with two or
three passes with a 10-ton static roller.
• Be aware that you may have to let the porous asphalt cool some be-fore breakdown rolling to avoid over-compaction or reduce production temperature.
• consider the use of a track paver to distribute the load and therefore reduce additional aggregate con-solidation.Typically, porous asphalt thicknesses
range from 2 ½ to 6 inches. The thick-ness will be determined by soil, climate and traffic loading over the life of the structure. For the Denver project, the crew placed 3 inches of porous asphalt.
Keep in mind that lower lifts can be as large as 1-inch top size and surfac-es 1/2-inch. Finally, regardless of top size, you can ensure very good porosity through the HmA when 35 percent is passing the #4 sieve, 15 percent is pass-ing the #8 and approximately 2 percent on the minus 200. These will vary de-pending on aggregate type, shape and asphalt content. A good starting point is to follow the standard OGFc for the state in which you’re building.
MaInTEnanCE ConSIDEraTIonSDOT officials and other owner agen-cies can use porous asphalt pave-ments in multiple settings without worry when their regular maintenance protocol takes a smart turn. For in-stance:• Keep dirt and debris from collecting
on any porous pavement surface.• High power vacuum the system an-
nually—or more often if you see it’s needed.
• Do not seal coat the structure.• Do not use sand or other gritty
material such as cinders for winter needs.
• Keep snow plow blades slightly higher than usual when clearing the pavement.
• Keeping new roadways clean dur-ing home construction is difficult, so consider building the porous pave-ment last.One of the considerations city plan-
ners have is placement. You want to put the porous pavement in a place that doesn’t take in a lot of debris.
There are numerous reports out that officials don’t want to use OGFc in the midwest because they don’t do enough maintenance there. let-ting dirt and debris get down into the pavement or get carried with storm water into the aggregate layers clogs the system and leads to a lessening of its effectiveness. What’s surprising is how well porous pavements work on high-volume roadways. We’re seeing that traffic pushes moisture through the system, thus keeping the system clean. For small-volume roads, the low volumes of traffic can push debris into the system instead. That starts to close it down if you’re not following the maintenance steps above.
remember that there are best prac-tices for designing, placing and using porous asphalt pavements. Spread the word to your state agencies and follow complete best practices to get the system 100 percent in place.
Timothy R. Murphy is the proprietor of Murphy Pavement Technology, Chi-cago. For more information, contact him at (773) 874-9800 or [email protected], or visit www.murphypavetech.com.
ABOVe in this image, the dense-graded portion of pavement where traffic is allowed to drive looks like a sheet of glass where rain can pond on the surface. To the left of that lane, you can see the stripes delineat-ing parking spaces where a porous asphalt pavement system allows rain water to drain efficiently out of the parking lot.
22 January 2013

www.theasphaltpro.com | asphalt pro 23

According to a recent rubberized Asphalt Foundation (rAF) survey
of 152 transportation professionals, 70 percent of transportation agencies have used or currently use recycled tire rubber in asphalt mixes. “The survey does show recent growth in the use of rubberized asphalt (rA),” George Way said. He’s the chairman of rAF. “most
likely the reason for this is the recogni-tion by agencies and contractors that asphalt and polymer modifiers are be-coming very costly. Asphalt costs ap-proximately $600 per ton, whereas re-cycled tire rubber costs about $300 per ton. [See this month’s last cut on page xx.] likewise polymer may cost more than $1,000 per ton. recycled
tire rubber is an attractive extender of asphalt because it contains both poly-mer and binder, both of which can improve the quality of conventional unmodified asphalt. recycled tire rub-ber can, to a degree, substitute for polymer because it contains polymer, which can contribute elastic proper-ties to the asphalt.”
Rubberized AsphaltLowers Costs
by dan brown
24 January 2013

HoW IT’S DonEDave Olson, president of Dob-son Brothers construction, lincoln, neb., said rA can make a binder less
expensive in his experience. “You can buy a lower-grade binder, add the rubber to it, blend the rubber into the binder, and change the proper-ties of the binder into a higher grade or modified binder,” Olson said. “We have a portable blending unit that we can use for our own operations, or we can quote it out to other contractors to hook up to their plants to use in producing rubberized asphalt.”
Olson said the savings realized with rA vary by project. “each job will have a different thickness and a dif-ferent grade of binder,” Olson said. “A county road that carries very little traffic is going to use a low grade of asphalt cement (Ac). But if you’re do-ing something on the interstate that
requires a high-grade, say pG78-34, the savings will be a little more sig-nificant.”
Dobson Brothers recently com-pleted a $1.9 million rA project for the nebraska Department of roads (nDOr) on Highway 92 near Wahoo, neb. it was a mill-and-fill project cov-ering 4 miles of two-lane highway plus shoulders. A subcontractor, Dustrol inc., milled 4 inches of asphalt down to the top of the concrete base and Dobson put 4 inches of asphalt back. The first lift consisted of a 1-inch lay-er of a fine-graded mix. next Dobson paved 3 inches of rA in two lifts.
“it was our idea to implement rub-berized asphalt into the project,” Todd Schlueter said. He’s Dobson’s
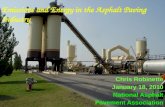
At leFT: illinois isn’t highlighted on the map at right yet, but here you can see a crew working hard to place rubberized asphalt mix on a toll road near chicago. As with any good paving practices, you want to keep the breakdown roller close to the screed. Watch out for sharp stops and curves that cut into the Ar mat so you get a smooth finish like the one Justin england describes in the arti-cle. ABOVe: This illustration from the rub-berized Asphalt Foundation shows which departments of transportation have current-ly implemented standard use of rubberized asphalt (rA)—13 states in dark green—and which have performed successful lab and field testing of rA—5 states in lighter green.
www.theasphaltpro.com | asphalt pro 25

asphalt operations manager. “The reason we did it is that we saw some cost savings associated with modify-ing a base grade Ac with rubber to get the higher grade binder without using a polymer. We did not modify the pG52-34 with polymer; we used rubber instead. The job required pG64-34, but we bumped it up to pG66-35 as determined by an inde-pendent testing lab.”
What’s more, the rubberized mix had a high recycled asphalt pavement (rAp) content—45 percent. Schluet-er said nebraska is known for a high rAp mix used for secondary high-ways. “Half the new road is the old road,” Schlueter said.
The rA offered nDOr cost sav-ings. “Because it was a high-rAp mix, we were not adding a lot of Ac back into the asphalt,” Schlueter said. “On this one i think nDOr probably saved $15,000 or $20,000. it wasn’t a signifi-cant amount on this project but can escalate on projects with lower rAp contents. We wanted to set a prece-dent so it will be considered on future projects.”
Dobson added 3.1 percent of new rubberized binder because the rAp provided a share of the needed Ac. The total mix received approximate-ly 5.5 percent binder. Dobson mixed in 10 percent rubber by weight of the new binder. “if you have 100 tons of virgin Ac, we put in 10 tons of rub-ber,” Schlueter said.
Justin england, quality control/qual-ity assurance (Qc/QA) manager for Dobson Brothers, explained how the asphalt rubber plant performed. “The blending unit is one portable unit that holds a control house, a rubber hop-per, and a series of pumps and augers up to one blending vessel that you pump into,” he said. “From there, in one continuous motion, we bring the pG52-34 and the crumb rubber and mix them and take the mixture out to put it into the reaction tank.
“As we’re running Ac into the blending pot, we can pump Ac out at the same time as it’s mixing,” eng-land said. “When you bring it to the top, you’ve got a 3,500-rpm motor with whip on it that blends it before it gets to the bottom of the blending
pot. Then once it hits the bottom of the blending pot it gets transferred to the reaction tank.”
The reaction tank, or holding tank, is a second portable unit. it’s a 30,000-gallon tank split into two halves of 15,000 gallons each. in that tank, the rubber reacts with the virgin Ac and the mix is held for a specified period of time while it cures. The tank is heated and has agitators at the bot-tom and mid-level so that the material rotates from the bottom up to the top and then back down the sides in one continuous motion.
Dobson used belly-dump trucks to lay down a windrow of asphalt in front of a cedarapids paver with a lincoln windrow pickup machine.
The two driving lanes were paved separately from the shoulders, which required a different asphalt mix. The asphalt left the Gencor drum at around 340oF, and Dobson paved it at approximately 300oF. The plant ran at about 180 tons per hour, which wasn’t full capacity, because trucking capacity was limited.
“paving went pretty smooth-ly,” Schlueter said. “We received a smoothness bonus on this project. We received 106 percent pay fac-tor for the smoothness on the High-way 92 section. We’ve done several rubber projects in the past, but this was the first one that we’ve done to modify another binder up to a higher grade.”
blend rubberAn asphalt rubber blending plant will feature two main compo-nents—the mixing chamber and the reaction tank. The contractors mentioned in this article used Ar blending plants from cei enterpris-es, Albuquerque, n.m. To create a successful Ar mix the producer first feeds ground tire rubber (GTr) into the crumb rubber hopper at regu-lar intervals during production. The secret to success, as Wade malone points out in the article, is consistent production at a set rate that match-es your hot mix asphalt (HmA) plant production rate.
With the cei plant, an air canon in the crumb rubber hopper is de-signed to keep material flowing freely to a screw conveyor, which controls the volume going to the mixing chamber. load cells measure the material by weight. At the same time, an asphalt cement (Ac) pump with a variable frequency drive
(VFD) sends virgin Ac to the mixing chamber. That’s where the GTr and Ac meet up.
A high shear mixer running at a speed of 3,400 revolutions per min-ute homogenizes the crumb rubber particles with the liquid asphalt. As the materials are mixed, a pump sends the blending materials to a reaction tank. During the mixing process, fresh GTr and virgin Ac continue to flow into the chamber.
The compartmentalized reaction tank moves the blended mix across agitating augers mounted hori-zontally so that the crumb rubber remains in suspension and the new mix enters the tank at one end and the aged mix exits the tank at the other. Vent condensers handle ex-ternal cooling and Smog Hogs con-trol final blue smoke fumes. A mass flow meter measures supply from the reaction tank to the plant for de-livery of GTr-modified Ac.
26 January 2013


HIGH TEMPEraTurESThis past summer, Granite construc-tion co., Watsonville, calif., paved an rA project on interstate 8, near the mexico border not far from el centro, calif. The 10-mile, four-lane project was performed under contract to the california Department of Transporta-tion (caltrans) to test two warm-mix additives—Sasobit and rediset. Both were used in rubberized mixes. The control mix was a regular gap-graded rubberized mix.
After milling out 0.23 feet on the mainline, Granite crews placed an Ar seal coat, followed by coated chips. That sort of treatment is often called a stress-absorbing membrane interlay-er (SAmi). Depending on the location, Granite next paved the interstate with either 0.2 feet of rubberized hot mix or rubberized warm mix.
“We would grind out a lane, seal coat it and pave it back because we were not allowed to leave any un-paved surface after a shift,” Jim marsolino said. He’s the project Qc manager with Granite. A cedarap-ids remix paver on tracks worked the driving lanes at 12 to 13 feet wide. The shoulder sections were paved separately because they didn’t get the SAmi layer.
Granite set up its portable rA tank at the company’s el centro location to pave the project. The contrac-tor mixed four ingredients into the blending unit: virgin Ac, 2.1 percent extender, and two types of rubber. “You have 75 percent of the rubber that is scrap rubber and 25 percent is high-natural rubber,” Wade malone said. He’s the rubber plants manager for Granite. High-natural rubber is a higher grade of rubber that caltrans requires.
The four ingredients are blended at 410oF, and then pumped to a reaction
tank. either an agitator or an auger keeps rubber particles suspended in the reaction tank. caltrans requires that the rubberized mix react and cure in the reaction tank for a 45-min-ute period. Binder content on the job was high, at 7.6 percent, and 20 per-cent of that was rubber, malone said.
For other contractors starting up a rubberized plant, watching pro-duction is key. “You need to be care-ful of your production demands and what you think your future demands will be,” malone said. “You definite-ly have to have the correct size and number of reaction tanks to stay in front of the hot mix plant.
“For our el centro project, we had two 50-ton reaction tanks and we ran the asphalt plant at an average of 200 to 225 tons per hour,” malo-ne said. “Some of our rubber plants have three reaction tanks. We used a Gencor hot plant with a top capacity of 400 TpH. cei enterprises made the asphalt rubber equipment.
“You can run into a problem when you’re in production and you can’t use your blended material until you have the 45-minute cure,” malone said. “it’s specific to each mix design and aggregate source. The higher your binder content, the more rubberized binder you need to mix with it.”
production had to be closely moni-tored because caltrans regulates the viscosities of the binder. While the rubberized binder is heated in the re-action tank, its viscosity increases up to a certain point. “As soon as you get a descending reading, the reac-tion period is finished,” marsolino said. “it’s ready for use.”
caltrans specs call for the viscosity of the interlayer binder to be 1,500 to 2,500 centipoises. And for the pav-ing asphalt, the binder can range be-tween 1,500 and 4,000 centipoises.
“The spec on this is really detailed,” marsolino said. “Once the binder is ready for use, you have to ship it or use it within a certain period of time. And once you get a descending read-ing, you can’t leave the heat on. You are allowed three reheat cycles to keep the viscosity within spec.”
plus the SAmi layer used pG64-16 and the rubberized hot mix used a different grade, pG70-10. “We had to coordinate pretty closely because we had limited tank space,” marso-lino said. “We had to make what was needed for the next day’s shift for the interlayer, and get it shipped out before we started making the rub-berized binder for the hot mix.
“it was very challenging for us to make sure we were cleaning the tanks out from the seal coat bind-er before we started producing the binder for the warm mix. And at the end of the day, we had to pave back everything that had been ground out.”
marsolino said he didn’t notice much difference between hot mix and warm mix. All three mixes—the two warm technologies and the hot—were made at about 310oF in the drum. (editor’s note: These were tests of the WmA additives. Asphalt-Pro staff does not consider these mix temperatures examples of successful warm mixes.)
“We’d mix at 310 and the job site was a half hour away,” marsolino said. “The surface temperature out there ranged up to 150oF, and we were seeing minimal loss of temper-ature in the asphalt. We tried mixing the rubberized warm mix at a little bit lower temperature, but then we were not getting the compaction re-sults that we hoped to get. So we ended up raising the temperature to a point similar to the hot mix.”
George Way of rAF predicts that the demand for rA will continue to grow for several reasons. The avail-ability of polymer may be limited due to international supply and highway budgets continue to tighten. mean-while, with pavements growing old, rA makes a surface treatment solu-tion with cost savings implications for pavement preservation.
“We received 106 percent pay factor for the smoothness on the Highway 92 section. We’ve
done several rubber projects in the past, but this was the first one that we’ve done to
modify another binder up to a higher grade.”—Todd Schlueter, Asphalt Operations Manager
28 January 2013


Buy SmartPurchasing a plant doesn’t have to be scary
by clIff mansfIeld
30 January 2013

Someone placing 200,000 tons of asphalt a year is ripe for expanding his business into the pro-
duction arena. if you’ve been buying hot mix from the local supplier for years and now wish to start producing it for yourself—perhaps even sell it commercially—you’ve made the first of many im-portant decisions. now you need to think about asphalt cement (Ac) plant type, style, size, brand, Ac tank size, storage silo size, type of pollution controls and your budget. The list goes on, but let’s think about budget.
For a recent project with a family owned com-pany in Hawaii, my primary goal was to find a used plant that fit into their budget constraints. plant transportation to Hawaii is quite expensive, add-ing more than $100,000 to the costs. For this par-ticular client, i needed to find them a low tonnage plant that would supply about 1,700 tons per day. cost was high on the list of priorities.
Assuming you have a place to put a plant and a good aggregate source, the first couple of choic-es you’ll have to make are type and style. i say bigger is always better, but a site with 3 acres is about the minimum that is “comfortable” for a plant footprint. now, do you want a batch plant or a drum plant? Should it be portable or stationary?
i’ve shared the definitions of batch and drum plants in the pages of AsphaltPro before, but i’ll summarize the basics quickly again. in my opinion, a batch plant is the best choice for an operation where the plant will be called upon to make vari-ous blend mixes in the same operational “run” or if the plant will be doing a lot of starting and stop-ping in the course of the day. A drum plant is the correct plant for a company not concerned with switching back and forth to various mixes, but foresees the luxury of long production runs. An-other consideration with batch plants is that they use many more moving parts than drum plants, thus they can be more expensive per ton to oper-ate and have higher year-end maintenance costs.
i’ve also shared basic definitions of the styles of asphalt plants in these pages. To summarize once again, you know you want a portable plant if you need to move it “frequently.” Of course, what de-termines frequency?
if you only need to move your plant once ev-ery few years, then it is possible that the cost of moving the plant is considerably less than the cost of portability on the original order. i recommend that companies in this category consider buying a skid-mounted plant with flexible wiring like SO cord equipped with quick disconnects. compa-nies that plan to move their plants several times a year must purchase a portable facility. When look-ing at these units, check into self-erect silo/drag combinations.
As mentioned at the outset, once a contrac-tor is laying 200,000 tons a year, he’s well on his way to needing his own source of mix. This means you need to figure out how much pro-duction you’ll need—what size plant should you look into? One of the fundamental mistakes i see companies make is trying to size the plant to their highest production days. Avoid this. i rec-ommend that a plant be sized to the average for a company’s busiest month. plant sizing is a func-tion of market demand.
Buying an asphalt plant is a big step and the best advice i can think of is to be thorough. research your market and know your potential customer. Ask yourself the tough questions, such as what it will take to get business away from those who will be your competitors. What do you have to offer customers that the other guy doesn’t? if you plan to buy a plant to service your own paving opera-tion, how will a plant aid in that operation Will it give you access to mixes you can’t get elsewhere? Do you have enough yearly volume to support the payments on such a large investment?
Once you have a thorough understanding of these issues, you’re ready to proceed with the purchase of a plant if it’s warranted. Be just as thorough in your investigations of potential piec-es of equipment. money spent on plant appraisals and consulting help could turn out to be the best investment you make.
Finally, start on the Air Quality permit process the minute you decide to get a plant. This pro-cess, under adverse conditions, can drag on for months. Under some situations it can kill the en-tire project. Know your prospects for getting all the needed permits first.
Cliff Mansfield is the proprietor of C.M. Consult-ing, Odell, Ore. For more information, contact him at (541) 352-7942 or [email protected].
how much do you want?if you feel that you can sell 3,000 tons of mix per day 10 percent of the time and 1,000 tons per day the rest of the production season, a 200-TpH plant is more appropriate than a 400-TpH unit. plant sizing is a function of market de-mand. in general, a plant is most efficient when it’s running at about 80 percent of its rated capacity, and components and controls last longer when they aren’t stopped and re-started constantly. remember that a smaller plant with lots of storage capacity can often produce as much mix on a given day as a larger plant be-cause it might not have to stop while waiting for trucks, while the larger plant fills its silo in a hurry and then must wait for the silo level to drop. Dead time away from productivity adds to the cost per ton of mix.
www.theasphaltpro.com | asphalt pro 31

The winding two-lane black-top roads of new england
can make it difficult for a crew to place asphalt at a swift pace. That’s why connecticut road con-tractor cocchiola paving, inc., of Oakville, used a rubber-tired pav-er on a recent project.
Rubber Tires Grip Winding Roads
by tom Kuennen
32 January 2013


“The rubber tires make it easy to move the paver on the roads,” Domingos Almeida, vice presi-dent of cocchiola paving said. “We can travel back and forth on the job site without making a mess.”
in addition to the narrow, wind-ing roads, the abundance of small intersections in semi-rural new england make the maneu-verability of the 8-foot, rubber-tired Vision 5103-2 ideal for the back-and-forth paving of asphalt intersections. “if you do this with tracks they will lift the asphalt up,” Almeida said. “i’ve tried them before and i don’t like them for what we do.”
After paving one 11-foot pass under shady trees to the bottom of a hill, cocchiola’s operator put the paver in reverse and backed up the length of the project for the next pass, driving it as if it were an automobile.
many of the roads cocchi-ola paves by necessity don’t have shoulders, with pavements flanked by dirt or sand drop-offs. Almeida says that the rubber tires give the paver the higher “flota-tion” it needs to keep from get-ting bogged down in unconsoli-dated shoulders. Almeida said he preferred the rubber tires for maintaining traction in such situ-ations.
in late June 2012, on the milled surface of Barn Hill road in mon-roe Township, cocchiola was re-establishing crown, placing a 2-inch hot-mix asphalt (HmA) mix and compacting it to 1.5 to 1.75 inches, depending on the surface. intermediate compaction was be-ing accomplished by cocchiola’s Hamm HD O70V roller in the vi-bratory mode.
Almeida said cocchiola doesn’t do high-level interstate-type pav-ing, but specializes in road and commercial work in western con-necticut. it’s a family owned and operated paving and construction company with over six decades of experience in state, municipal and private projects.
preViOUS pAGe: The Vision 5103-2 from Vogele features rubber tires that give the cocchiola oper-ator the “flotation” he needs to keep from getting bogged down in unconsolidated shoulders along the winding northeast roads on the milled surface of Barn Hill road in monroe Township. ABOVe: Jim robinson from monroe Township visits the jobsite. ABOVe: The crew used a Hamm HD 070V for compaction. The unit combines oscillation and vibration in the drums.
34 January 2013




Use of diesel fuel as a cleaner is not only expensive, harmful to
the properties of asphalt mix and harmful to the environment; it’s ille-gal in all 50 states. That’s why many companies have spent time and money designing release agents that clean tools and keep sticky mixes from piling up in truck beds or on plant equipment. it’s why de-partments of transportation and in-dependent testing labs have dedi-cated hours and staff to testing the safety and efficacy of different agents asphalt professionals can purchase. it’s also why AsphaltPro is going to share some concepts and clever delivery methods with read-ers here.
Global Barrier coatings, inc., San clemente, calif., recently com-pleted the testing process for its
product, GBc ArA, which is a veg-etable-based agent containing no water. mike Siebes of Global said the agent has the viscosity of ol-ive oil and one pint is sufficient for a dump bed to carry three loads of mix without getting carryback. The more the GBc ArA is used in the truck bed, the more the bed be-comes saturated with the product and the slippier it gets.
econopave 1000, a soap-based product from r&D Asphalt prod-ucts, Ft. Wayne, ind., works much the same way. Dave Fogg of r&D explained that the more often the product is used, the more effective it becomes because it builds a bond with the truck bed or other equip-ment it’s applied to. in fact, he gave an example of a client in cincinnati who will remain anonymous using
Here’s How to Apply Release Agents
The spray system for the in-the-field innovation that r&D’s client developed uses one nozzle at the top of the miller’s conveyor to deliver diluted release agent to the truck beds before they ac-cept millings.
At the plant or at the paving site, proper asphalt release agent use saves money
by sandy lender
38 January 2013

the econopave 1000 in an innova-tive fashion to make sure trucks get that bond going.
He explained that the company set up a spray system at the end of the milling machine’s conveyor. The water for keeping the machine’s drum cool is already on board, as is a water pump, so they set up a hose and set the pump to meter a set amount of release agent mixed with water to a spray system at the pulley. The milling machine opera-tor flips the switch that sprays re-lease agent from a simple nozzle di-rected into the empty truck before it begins accepting millings.
“Since they started using poly-mer-modified asphalt mixes, they couldn’t double-haul on any proj-ect,” Fogg said. “They weren’t bid-ding any projects that way. now they’ve done a lot of projects us-ing econopave with the mill with the spray system set up on it and the beds have built up that bond to have a good coating in the beds.”
Another asphalt professional that uses innovative practices to deliver release agent in the field is ApAc midsouth. As John Ball reported in the January 2012 issue, the crew assembled a spray system from the back of a flatbed service truck. They equipped a 16-foot aluminum straight edge with a pVc pipe and four nozzles from a roller to make a spray bar. They put an electric pump in between the pump and the release agent from the tank through a hose to the pipe. A worker in the service truck bed swung the spray bar out when it was time to lubri-cate a truck.
The actual spray section of the spray bar is eight feet and the noz-zles direct the fan of spray straight down into the truck. The release agent ApAcSouth uses is Ap550-10 Bio pure Asphalt release, which is product based on a vegetable oil methyl ester from rushing enter-prises, Headland, Ala.
notice that both of these exam-ples mention the direction of the spray nozzles. Spray systems are one way to coat haul trucks, wheth-er at the plant or in the field, and directing the spray so that it coats only what you want coated is im-portant to avoid wasting product and overspray. marty rushing of rushing enterprises actually pre-fers hand spraying.
“most larger hot plants on the west coast, where i am most expe-rienced, apply by hand. Auto spray systems have not fared well.”
One auto spray system that Siebes of Global Barrier has seen success with is a timed system used in conjunction with the slat conveyor at the plant. That’s right: more than the haul trucks need release agent. Keeping material
what’s avaIlablemany chemical companies offer release agents for use in environmentally friendly scenarios. AsphaltPro thanks the sources who took time to visit with us for this article and lists some of their particulars for you.
Global Barrier Coatings, Inc., San Clemente, Calif.(949) 542-7440main product: GBc ArAVegetable-based5-gallon pails; 55-gallon barrels; 275-gallon totesFlash point = 540oFnFpA Hazard codes = Flammability 0; reactivity 0
r&D asphalt Products, Ft. Wayne, Ind.(260) 443-5433main product: econopave 1000Soap-based55-gallon drums; 275-gallon totesFlash point = 365oFnFpA Hazard codes = Health 1; Flammability 0; reactivity 0
rushing Enterprises, Inc., Headland, ala.(800) 654-8030main product: Ap550-10 Bio pure Asphalt releaseVegetable oil methyl ester-based5-gallon; 55-gallon; 275-gallon; bulk truck loadsFlash point = 300oFnFpA Hazard codes = Health 1; reactivity 0
www.theasphaltpro.com | asphalt pro 39

from building up on plant compo-nents can extend component life. Why spend $60,000 to $100,000 on a new chain if you could set up a sprayer unit and a tote of release agent on a timer at the base of your 36-inch conveyor? This is a practice the folks at Global Barrier and As-tec industries recommend.
Keep in mind that some products will require mixing, which means you’re not always comparing apples to apples when looking at prices or shipping costs. Fogg of r&D sells his product in a concentrate, which means you’re not paying to ship wa-ter. You do want to keep the product agitated once it’s mixed, though. if
you plan to put a release agent in a roller’s water tank to use on drums to avoid material pickup, consider how much time the roller, thus the tank, will spend sitting before vibration and regular work agitate the solution.
As mentioned above, diesel fuel compromises asphalt mix. The die-sel liquefies the asphalt, which strips it from the aggregate, leaving the contractor with areas in the mat that are substandard. Testing labs check into this before approving release agents for use with asphalt material. State DOTs also chime in. Fogg listed states such as Ohio, Virginia, mary-land, massachusetts, Texas and indi-ana require chemical companies to use independent testing labs for ver-ification of products; the labs then forward the results to the state offi-cials so the products can be listed as approved for use. chemical compa-nies will provide an mSDS for their asphalt release agents and contrac-tors can request to see this before purchasing products.
The spray bar for the in-the-field spray system ApAc midsouth created uses a 16-foot aluminum straight-edge and four nozzles from a roller.
40 January 2013


IncreaSe your raP/raS uSeNo matter what type of HMA plant you have, these tips can increase your recycle while decreasing your stress
by steve elam, stansteel/ hotmIx parts
many state departments of transportation (DOTs) and other government units recognize the value, impor-
tance and quality of pavements that can be constructed us-ing more recycled products. For a number of years, the recy-cle percentages DOTs allowed contractors to use were kept at a minimum because there wasn’t a good known record of the performance of recycled asphalt pavement (rAp). To-day, hundreds of millions of tons of rAp are used at plant sites throughout north America and we know the value of using ever increasing percentages of rAp and more recently recycled asphalt shingles (rAS).
How can you begin to take advantage of this increasing trend? You don’t have to buy an all new plant in order to run more rAp. in most cases, modifications to an existing plant can yield good performance with a lower net cost of total production than the spending dollars on a new plant, new permit work, new infrastructure and site installation. Here are some practical ways to improve and increase the use of rAp on the industry’s two main types of plants: the batch plant and the continuous type drum mixer plant.
HoW To MoDIFy your BaTCH PLanT For rECyCLEWith many batch plants still in use around the world and in north America, it’s important to note that these will show great production rates and run significant amounts of rAp depending on the way they are equipped. Here are a few options:oPTIon 1The original batch plant entry method was to install a rAp system and feed the rAp material to the weigh bucket. in
many cases, producers limited themselves to 10 to 15 per-cent rAp with this method. This required additional vent-ing capability on the weigh box to accommodate the steam produced when cold rAp, especially in higher percentages, combined with heated aggregates. Air had to be robbed from the plant air system in order to vent the steam. con-sequently, some contractors decided to either increase their baghouse and air system size or add a separate baghouse unit to vent the extra steam. Depending upon the availabili-ty of rAp and what the producer is trying to accomplish, this can help them increase their rAp percentages by 5 or 10%. oPTIon 2in other cases, producers have looked at feeding the rAp in the bucket elevator, similar to the drum process. in do-ing this, they would install a belt scale on both the virgin belt feed to the dryer and a belt scale on the rAp feed to the bucket elevator. This way, they could gauge the per-centage, assuming they were going across the vibrating screen deck. But in most cases, these contractors would limit themselves to about 15 to 20 percent rAp use. This had to be varied depending upon moisture and other con-ditions, but it seemed the rule of thumb was the opera-tors could run approximately 15 to 20 percent rAp without blinding the screen and they were also gaining some early heat transfer by the rAp being in contact with the virgin aggregate, up the bucket elevator, across the screen deck and through the process. oPTIon 3Some producers have experimented with heating rAp pri-or to going to the tower as well as weighing material back into the pugmill. These contractors often developed their
42 January 2013

own method of having a third scale so they could weigh up the aggregate and weigh up the rAp in a scale adjacent to the tower and convey it into the pugmill either by a screw conveyor or a belt feeder. A third scale would weigh the liquid asphalt into the process. in this arrangement, many contractors produced at the 30 to 35 percent range.oPTIon 4Another method that a number of producers accom-plished with a batch plant was running aggregate and rAp feed like a continuous drum plant and actually bypassing the main vibrating screen. They would combine the virgin aggregate and the rAp in the bucket elevator and then the bucket elevator discharge would bypass the screen deck and just go into the number one hot bin. The materi-als would be batched out of that to the weigh box and the weigh box would contain both rAp and virgin aggregate. At that point, it would be weighed and discharged into the pugmill and then the liquid asphalt added at a reduced percent-age. in this arrangement, a number of contractors have reported running 25 to 30 percent rAp. oPTIon 5Finally, we believe the ultimate upgrade to a batch plant facility would be the ad-dition of a device such as the rotary re-cycle mixer®. This addition would con-vert the plant into a continuous mode and bypass the weighing, batching and mixing altogether on the tower. A by-pass permits the superheated aggre-gate material to go directly to the rota-ry mixer and the rAp feed would go to the mixer as well. These would be com-bined with the superheated aggregate and producers have reported running 40, 45 and 50 percent in a continuous manner. With this process, the entire feed and proportioning side of the plant must be automated to run just like a drum mixer with all of the belt feeders calibrated, an accurate liquid asphalt metering system, belt scales and plant interlocks to assure quality control. it can also be set up to alternately run the batch tower for special mixes and then run the larger production runs and the high rAp usage runs through the rotary mixing plant. This process has been proven for more than 20 years and millions tons of production.
HoW To MoDIFy your ConTInuouS anD DruM MIX DESIGnS For rECyCLEThere are many contractors with all ages of continuous or drum mix plants that have had varying degrees of success with their ability to recycle. many of the initial drum mix-ers had recycling as a secondary consideration rather than a primary or critical ingredient for making up the mix. There
are several different steps to take to increase the recycle ca-pabilities on most continuous drum plants. oPTIon 1in the first stage of parallel flow drum mixers, the drum mixer shell was made similarly to the shell of a batch plant. As an ex-ample, if the batch plant dryer was 28 feet long, the drum mix unit was 28 feet long. Of course, in some of the initial drum mixers, there actually was an intent to leave moisture in the material, leading to the name of “turbulent mass” and oth-er foaming reactions from lower temperature mix and some that still held water as a precursor to the warm mix asphalts of today.
With the parallel flow drum mix, one of the most critical aspects of successful mix production is to get the aggregate dry and superheated before it comes in contact with the rAp
material. While there is some convective heat transfer tak-ing place with the rAp from the heated gases in the drum mixer, it is most important that the virgin aggregate be su-perheated as efficiently as possible. As the virgin aggregate is combining, it is transferring its energy and giving up heat to the rAp material. The most common problem with the paral-lel flow drum mixers is the exhaust temperatures going from the drum mixer to the baghouse are elevated; temperatures can be anywhere from 10 to 100 degrees higher than the mix temperature coming out the discharge of the parallel flow drum mixer.
1. This parallel flow Boeing drum plant was in good condition but didn’t have recycle capability. 2. After the team from Stansteel/Hotmix parts worked with the company, the plant features rou-tine operation of 35 to 40 percent rAp. it has the same drum shell and burner, has been convert-ed to a counterflow dyer with elevated feeding and a rotary recycle mixer and primary knock-out box. 3. This old 35-foot parallel flow drum mixer didn’t use rAp until the company made some adjustments. They extended the length of the counterflow drum and added high rAp ca-pability in an environmentally sensitive area. 4. This plant had been limited to 7 percent rAp. now with a rotary recycle mixer in place and a plant conversion, the company sees 35 percent rAp mixes and big savings on 200,000 tons per year estimates. See Figures 1 and 2 for numbers.Op-pOSiTe pAGe: counterflow technology allows this producer to run high percentages of rAp.
1
2
3
4
www.theasphaltpro.com | asphalt pro 43

ABOVe: Figure 2. After this anonymous company installed a rotary mixer, they ran rAp at 35 percent and saw a significant increase in sav-ings per ton on a yearly basis.
ABOVe: Figure 1. Before this anonymous company installed a rotary mixer, they ran rAp at 7 percent and saw a reasonable savings per ton on a yearly basis.
44 January 2013


in a number of cases with shorter parallel flow drums that did not have the drying, heating and flighting equipment available, the exhaust temperature would become so el-evated that it would either damage the bags in the bag-house or carry over liquid asphalt byproducts and fines to eventually plug up the bags. Therefore, production rates and rAp percentages were limited.
Also, many parallel flow drum mixers didn’t have a pri-mary dust collector; it wasn’t required because the ma-terial fines would get coated by the liquid asphalt in the parallel flow drum and cut down on the loading of dust going to the baghouse collector. When efforts were made to reduce or eliminate liquid asphalt exposure in the mix-ing zone, high volumes of fines made it to the dust collec-tion systems; this negatively affected production rates.
Several items dramatically helped increase the rAp per-centages using a parallel flow drum mixer. First of all, you want excellent combustion flighting in the unit to take advantage of releasing the energy from the burner in the combustion zone and not carry extra heat and combus-tion past the critical zone. There should be no material impinging the flame and decreasing either fuel efficiency or proper combustion.
The next item is that the mixing can often be done in the last portion of the drum mixer. Originally, the recycle entry collars on drum mixers were near the center of the unit. As parallel flow drums developed and evolved over the years, the center collars kept moving closer to the discharge end and the liquid asphalt pipes shortened up from the original length of 12 to 14 feet down to 7 or 8 feet in the discharge breeching. Both of the items al-lowed the virgin aggregate to be superheated and per-form the conductive heating on the rAp as well as mixing zone of the parallel flow drum mixer.
Finally, with one of the latest advantages of parallel flow drum is the ability to have foamed asphalt and mix at lower temperatures with warm mix so as to decrease the exhaust hot gas temperature and also improve the coating of the aggregates and rAp combined.
The parallel flow drums evolved to include an expand-ed combustion zone on the inlet area to optimize com-bustion and burner efficiency. The drum mixers also lengthened substantially. As an example, the early mod-els of parallel flow drum mixers were perhaps 28 or even 30 feet in length. The later models were up to 50 and 55 feet in length. With this, you get more combustion vol-ume, more veiling and flighting area and heat transfer zone before the virgin aggregate mixed with the rAp, ul-timately enabling higher rAp use.oPTIon 2With the counterflow drum mix and counterflow dry-ing technology, the aggregates are increasingly heat-ed as they are approaching the burner flame envelope, a process that lends itself quite well to making the su-perheated aggregates that are necessary for raising the temperature of the rAp. There are two main methods of counterflow drying technology with drum mixing. One in-cludes having a drying unit with an extended nose burner;
46 January 2013

the other involves heating and drying in one vessel and mix-ing and blending in a separate vessel.
With the counterflow single drum technology, the aggre-gates are superheated in one area in front of the flame and then the recycle is entered in a separate mixing zone. At that point, the recycle material, dust, liquid asphalt and other in-gredients are added in the zone past the burner flame. One of the best ways of improving the ability to use rAp in this venue is having a much longer zone to perform transfer of virgin and rAp material.
We have seen many approaches tried, but we believe that ultimately extended length and heat surface areas are the most important part of the process. Also, it is important that the dryer be of a large enough diameter to heat and dry the materials without having the air moving through the drying vessel so as not to carry out too much dust and fines.
Another important aspect in using a counterflow drying technology is having a very good primary dust collector. As compared to the parallel flow, none of the dust particles are coated in the unit so they are picked up in the air stream as it is moved through the dryer. if the dryer is too small in di-ameter, larger particles and even aggregate materials can be pulled out of the counterflow unit into the primary and even secondary collectors. Thus, having more and larger dust han-dling equipment to get the material back to the process is important.
A proven and effective technology is using a properly de-signed counterflow dryer unit. in this scenario, the drying unit discharges the superheated aggregate into a separate mixing vessel such as the rotary recycle mixer. The entry point into the mixer allows the introduction of all types of other ingredients such as rAp, rAS, recycle glass, special ad-ditives, liquid asphalt and dust. it’s not uncommon to run 45 to 50 percent recycle or more by using this method.oPTIon 3The two drum mix technologies can be merged. There are thousands of parallel flow drum mixers throughout the world. many of their owners want to take advantage of their invest-ment in equipment from the drum/dryer frame, trunnions, drive motors to other components. if a company wants to convert much of their existing equipment with proper analy-sis and engineering, a system can often be designed to use this equipment even including their dryer/drum shell and just modify the direction of flow, the burner location and other components.
With the advent of warm mix, it significantly helps the con-tractor make more mix at a lower cost and have less environ-mental impact and less smoking of any materials. it is impor-tant to know and understand all aspects of the plant when attempting to retrofit or convert any of these style units.
Steve Elam is with Hotmix Parts/Stansteel. For more in-formation, contact him at (800) 826-0223 or [email protected].
www.theasphaltpro.com | asphalt pro 47

48 aprIl/may 2012

www.theasphaltpro.com | asphalt pro 49

people you should know
title & company/organization: Group president, customer & Dealer Support, caterpillar inc.
age: 59
brief Job description: mr. levenick is responsible for customer and deal-er support for caterpillar inc., which includes administration of caterpil-lar’s worldwide dealer organization, europe-Africa-middle east, Ameri-cas, and Asia pacific distribution di-visions, remanufacturing and com-ponents division, customer services support division, and parts distribu-tion and logistics.
years In the construction Industry: 35
area of expertise: He has a strong background in marketing and general management, as well as broad global experience in the United States, cana-da, russia, Asia pacific and Japan. His previous executive office responsibili-ties included Asia pacific marketing, Asia pacific operations, global purchas-ing, Americas manufacturing opera-tions, global mining, and quarry & spe-cialty industries.
education:• University of illinois, B.S., Forestry,
1976• caterpillar marketing Training pro-
gram, 1977
• caterpillar Advanced management program, 1992
• Brookings, inside Washington: Busi-ness & public policy, 1993
• massachusetts institute of Technolo-gy, Sloan Fellow, m.S., management, 1995
community Involvement:• executive Director – U.S. chamber of
commerce • chairman - Association of equipment
manufacturers, Washington• Board of Directors - Heart of illinois
United Way (term expired 2011)• University of illinois Varsity “i” Asso-
ciation• University of illinois Foundation
brief professional background:• Joined caterpillar as a sales and mar-
keting development representative in 1977
• Served in various management posi-tions in marketing, commercial man-agement and product source plan-ning
• Became a division manager in 1989 in product Source planning, General Offices
• Became regional manager for cat Asia pte. ltd. in 1995
• Became general manager for compa-ny operations in the commonwealth of independent States (ciS) in 1998
• in 2001, served as vice president of caterpillar’s Asia pacific Division and chairman of Shin caterpillar mitsubi-shi ltd. (Scm), formerly a Tokyo, Ja-pan-based joint venture between caterpillar and mitsubishi Heavy in-dustries ltd. – now caterpillar Japan ltd. (cJl)
• named group president and execu-tive Office member of caterpillar inc. July 1, 2004
biggest challenge I see for the con-struction Industry during my year as
aem chairman (and my goal toward assisting in meeting the challenge): There are a number of things we will be focused on in 2013 as part of Aem’s advocacy role, including our “i make America campaign.” Obviously, dra-matically increasing jobs for those who grow and build America is our top pri-ority and a huge challenge. We can do this by promoting pro-manufacturing policies in the United States. One op-portunity is through strong support of a comprehensive and fully funded long-term infrastructure solution in the Unit-ed States. investment in transportation, energy and telecom infrastructure en-ables growth and drives enhanced com-petitiveness in the global marketplace. congress recently passed a new two-year surface transportation bill that will authorize over $100 billion for federal highway, rail and transit programs in all 50 states. While this is an important victory and will help ensure that states and contractors have the certainty they need to make investments in the near term, the long-term revenue needs of our transportation system is still an is-sue that must be addressed in the next two years. We must continue to work with our policy makers to ensure that they understand the role of a competi-tive U.S. manufacturing base.
what I look forward to most for my year as chairman: i look forward to working with our Aem members and aligned associations to address the challenges we all face as manufactur-ers in an increasingly global economy. We have a diverse membership made up of more than 890 companies repre-senting 200+ product lines. Our mem-bers range from small to very large, but we all face similar challenges. i look for-ward to leveraging our collaborative partnership to make a difference for all of us. Our collective strength can have a real impact if we work together.
Meet AEM’s 2013 Chairman Stu Levenick by AsphAltpro staff
50 January 2013


equipment gallery
Top 10 New Asphalt Products
1 - PErMa STor™ LoaDouT SySTEMmaxam introduced its perma Stor™ hotmix silos during the World of Asphalt tradeshow to replace bintop conveyors. The silos are designed to automatically evacuate all oxygen from the silo upon shutdown, eliminating the oxidation and coking that typically takes place in the loadout system. inert gas displaces air in the silo ad mix voids, and a liquid seal is formed at the discharge gate to ensure no air seeps in.
maxam’s exclusive shuttle Transporter™ eliminates all bintop conveyors and the requirement to have a batcher on each silo. This cost-saving and maintenance-reducing design eliminates oblique movement, is easily vented to eliminate blue smoke and can be retrofitted to other man-ufacturers’ silos.
The stationary batcher is affixed to the discharge end of the main dragslat conveyor. The Transporter sits beneath that and shuttle between silos on a track as less than normal walking speed. By adding a crossover gentry, the system can accommodate up to 10 silos over two truck scales or 15 silos over three scales. it takes 12 horsepower to operate a 10-silo system at 500 tons per hour.
maxam’s Troo loc™ double seal gates seal the silo and batcher openings when not loading, providing safety and preventing blue smoke from escaping. Touch screen controls are automatic. check out the Here’s How it Works feature on page 72 of the June/July 2012 issue of AsphaltPro or online at www.TheAsphaltpro.com.
For more information, contact Maxam at (800) 292-6070. Tell them you saw it in Asphaltpro Magazine.
2 - EX SErIES DruMAsphalt Drum mixers, inc., Huntertown, ind., introduced its eX Series asphalt plants at the World of Asphalt tradeshow. The new single-drum counterflow plants offer a compact design for contractors with low to medium product needs. They produce 100 to 425 tons per hour, boast long ag-
by AsphAltpro staff 1
AsphaltPro magazine is known for its how-to editorial content. readers spend time in
our pages to learn. You also peruse our equip-ment Gallery and Here’s How it Works (HHiW) departments where we showcase the newest iron, equipment and technology for complete product education. more than a regurgitation of original equipment manufacturers’ (Oems’) product releases, these popular columns give an in-depth look at new equipment, parts and software that make a job easier for asphalt and aggregate industry professionals. During the past year, the AsphaltPro staff has been keep-ing track of the most interesting new prod-ucts coming into those departments and we’ve made a list for you.
As we gear up for a trade show or approach a new year, companies often announce new prod-ucts or upgrades to existing products. Some of those innovations sneak in during the middle of the year when you might overlook them. To bring a few of our favorites to your attention, we’ve compiled the Top 10 new Asphalt prod-ucts of the past year. it’s true that 2012 saw some cool uses of old-school technology, and you can revisit any of those stories at the www.TheAsphaltpro.com website, but we’re going to focus on only the new for right now.
A number of Oems like roadtec in chatta-nooga, and caterpillar in peoria, ill., updated engines in 2012 in the race toward Tier 4 final compliance. companies like Allmand Bros., inc., Holdredge, neb., and Atlas copco, commerce city, colo., made modifications to heater and generator trailers, respectively. But these chang-es to existing equipment, while useful to asphalt and aggregate professionals, didn’t qualify as “new” products. check out the following pages for a listing of the top 10 new products for 2012 that your AsphaltPro staff found of enough inter-est and benefit for the asphalt community that we needed to recall them for you.
We’re dedicated to our producer readers so we’ll start with new products that influence their bottom line directly and expand from there.
52 January 2013

gregate drying and mixing times, and can process high percentages of rAp.
Using counterflow technology, the eX Series has sep-arate drying and mixing zones to achieve the maximum level of heat transfer and fuel efficiency. ADm designed the system to introduce residual gases back to the drum’s combustion zone. See the Here’s How it Works depart-ment on page 60 for more information.
The plants are available in portable or stationery ver-sions. A wide range of components further customizes each plant for particular customer needs.
For more information, contact ADM at (260) 637-5729 or [email protected]. Tell them you saw it in Asphaltpro Magazine.
3 - VoyaGEr PLanTDillman, a division of Astec, introduced its Dillman Voy-ager plant during the 2012 World of Asphalt tradeshow. The plant is a portable, 200 tons per hour unit designed for producers who move several times per season.
it’s built around the Dillman unified drum and includes a 50-ton SeB to ensure a quick set-up without cranes. it includes a Whisper Jet 50 burner, a 34,000 cfm pulse jet baghouse and the Astec pmii control system.
For more information, contact Astec at (423) 867-4210. Tell them you saw it in Asphaltpro Magazine.
4 - V-FLIGHTSAstec, inc., chattanooga, introduced its v-flights in Janu-ary of 2012. They are designed to replace the shower-ing flights in drums and provide a greater uniformity of the aggregate veil during the drying process. AsphaltPro staff likes that the use of these flights should provide fuel savings of about 10 percent on a high rAp mix or open-graded mix produced with them in place.
Using the v-flights in conjunction with an optional vari-able frequency drive (VFD) should not only improve fuel efficiency and increase productivity, it should also add flexibility by extending the range of mixes that can be
produced without requiring the flights to be adjusted. With the VFD, a plant operator should have the ability to control exhaust temperatures regardless of the mix design.
For the highest level of control, Astec also introduced a patent-pending stack temp control system package that incorporates the v-flights along with the VFD and plc computer controls. The plc is designed to automatically modulate the drum speed to maintain the set baghouse temperature. With the stack temp control system, produc-ers should be able to accommodate more rAp in mixes.
The v-flights became standard in all new Astec drums and available as retrofits in January.
For more information, contact Astec at (423) 867-4210. Tell them you saw it in Asphaltpro Magazine.
5 - DaSH ConTroLSAstec, inc., chattanooga, introduced the Dash Acquisition System Hub (DASH), which is a controls system for asphalt producers. it’s designed to gather information from all plants in an operation and make the data accessible via web brows-er, or flash-compatible device, in a real-time snapshot.
DASH is compatible with Astec control systems Tcii, pmii and pmiii. The type of production data collected from each plant includes mix totals, raw material use, current produc-tion rates, moistures and mix temperature. Fuel consump-tion can be monitored for plants that have fuel meters con-nected to the plant control system. DASH displays data in interactive pie charts, bar charts, trend graphics and gauges. DASH also collects sales data as each sales ticket is printed at each plant.
For more information, contact Astec at (423) 867-4210. Tell them you saw it in Asphaltpro Magazine.
6 - GuarDIan TELEMaTICSroadtec, chattanooga, introduced its Guardian telematics system that lets an operator find machine problems through either the display screen on the machine or remotely from a laptop or personal computer. The Guardian system also monitors machine performance and service requirements.
roadtec first offered Guardian on its new e-Series Tier 4 milling machines. The telematics system can provide ma-chine operating data such as productivity and time-to-service
2
5
www.theasphaltpro.com | asphalt pro 53

equipment gallery
intervals. if there’s a machine or engine fault, the system au-tomatically sends an e-mail to the owner, or to roadtec, re-porting a problem.
The AsphaltPro staff likes that Guardian allows the oper-ator to monitor fuel consumption, engine codes and other systems such as alarms, starting circuit, cutter function, wa-ter, conveyor speeds, propel functions, load control and hy-draulics.
For more information, contact Roadtec at (423) 265-0600. Tell them you saw it in Asphaltpro Magazine.
7 - BW90aD-5 roLLErBOmAG, Kewanee, ill., introduced its BW90AD-5 tandem vi-brator roller that features intuitive controls and is designed for small and medium asphalt compaction projects. it’s
powered by a 20.2-horsepower Kubota diesel engine that features ecOmODe, a system that automatically idles the engine to conserve fuel during inactivity.
The roller has a working width of 35.4 inches and delivers 3,822 pounds of centrifugal force at a frequency of 4,200 vi-brations per minute. it’s equipped with Bomag’s intelligent vibration control and is built with travel motors within the vi-bratory drums. it includes a 26.4-gallon water tank and pres-surized spray system.
For more information, contact Bomag at (309) 853-3571 or [email protected]. Tell them you saw it in As-phaltpro Magazine.
8 - Cr652rX PaVErTerex®, Oklahoma city, introduced its new cr652rX remix anti-segregation system mainline paver early in the year. The company says it features the largest rubber tire drive in the industry to enhance tractive effort. This allows paving widths reaching up to 30 feet. While some of the features contrac-tors saw on the Terex cr662rm roadmix paver/mTV are on this new 10-foot rubber-tire paver, AsphaltPro staff likes the new spreading auger design.
The spreading auger uses two outboard drive motors mounted to the tactor’s rear bulkhead. Two five-foot long spread auger sections deliver material to the left and right sections of the screed. each screw auger features its own speed control, allowing operators to independently adjust material flow to either side of the screed. The auger sections back up to each other, leaving no separation in the center. This new drive and screw auger arrangement is to reduce centerline segregation and eliminate the need for reversing augers and the centerline gearbox.
Two sets of counter-rotating augers with interleafing flights uniformly draw down material from all areas of the hopper and re-bled the asphalt to produce a homogenous mix. The entire length of the auger shafts is lined to reduce wear.
positioned at or below hopper wing level, the augers feature a constant 12-inch diameter, so material is pulled from directly above the full length of the shafts. A large,
6
8
7
54 January 2013

variable-pitch design—10 inches at the front of the hopper to 12 inches just before the feed tunnel—channels materi-al from the hopper to the spreading augers, which should increase truck exchange efficiency. The augers’ sloped de-sign results in a larger opening at the end of the feed tunnel, which eliminates material build-up.
Upon exiting the hopper, asphalt enters the feed tunnel’s approximately 8-foot long mixing zone under the engine compartment. Here, 100 percent of the uniformly drawn-down material is mixed in a figure-eight pattern by the pug-mill-style mixers as it’s channeled to the spreading augers.
Standard receiving hopper capacity of the cr652rX paver is 16.7 tons. it’s designed to handle more than a 900-TpH capacity. A 260-horsepower cummins QSB6.7 diesel engine powers the paver and contractors can choose among three screed models on the back end.
For more information, check out the Here’s How It Works department on page 80 in the March 2012 issue of Asphaltpro Magazine or at www.TheAsphaltPro.com. Contact Terex’s Aron Sweeney at (605) 987-2603 or [email protected]. Tell them you saw it in Asphaltpro Magazine.
9 - WarrIor 1400X SCrEEnpowerscreen of Dungannon, northern ireland, introduced the powerscreen® Warrior 1400X in the fall of 2012. As-phaltPro staff likes the reduced engine running speed that offers a reduction in fuel consumption. The manufacturer states it saves up to 15 percent in fuel compared to past screens. You can see it receiving recycle from an XH500 impact crusher in the picture.
The 1400X screening machine can be fitted with either a Tier 3/Stage 3A caterpillar c4.4 ATAAc 4-cylinder diesel engine developing 90kW at 1800 rpm or a Tier 4i/Stage 3B caterpillar c4.4 4-cylinder diesel engine developing 82kW at 1800 rpm.
For more information, contact a local dealer by visiting www.powerscreen.com. Tell them you saw it in Asphaltpro Magazine.
10 - jHT jaW CruSHErScreen machine industries, inc., introduced its JHT jaw track crusher. it’s based on the company’s JXT jaw crush-er and has cattron® remote control jaw adjustment, which the AsphaltPro staff likes for safety. it’s operated by a c-9 Tier iii caterpillar engine. The crusher is by Trio engineered products. The vibratory grizzly feeder is 40 inches long by 13 feet long. The feed hopper opening is 14 feet long.
For more information, contact (800) 837-3344 or [email protected]. Tell them you saw it in Asphaltpro Magazine.
HonoraBLE MEnTIonEZ-FLo raS SCaLEclarence richard company, minneapolis, receives an hon-orable mention for the eZ-Flo rAS Scale because the As-phaltPro staff likes the concept, but felt it could be viewed as an improvement or derivation of an existing product, the eZ-Flo Scale. While the two products look nothing alike, they have a similar technology. The similar technol-ogy puts them in the running for a good product for our list, but not for something new. You decide what you think and we’ll leave it as an honorable mention.
The eZ-Flo bin feeder scale for rAS/rAp weighs light-loaded product, such as rAS, and heavier loaded product, such as rAp. in 2012, the company introduced this product for use with rAS by designing a gravity fed feeder scale that fits in the cramped area between two rAp bin feed-ers and the collector belt. When rAS falls from the rAS/rAp belt feeder, it impacts the feeder scale before falling to the collector belt, allowing the scale to collect data.
As the rAS impacts the suspended plate of the scale, the force of the material flow forces the plate against a single load cell rod. The load cell measures the force and converts it into a rate signal. A rate indicator in the control house reads that signal and uses it in modifying blending rates.
For detailed information, check out the Here’s How It Works department on page 62 or contact Clarence Rich-ard Company at [email protected]. Tell them you saw it in Asphaltpro Magazine.
9
HM
www.theasphaltpro.com | asphalt pro 55

International Mixesby clIff mansfIeld
international snapshot
As a part of my engineering job for my asphalt plant consult-
ing company, i have found myself in some of the most beautiful places in the world. Our friends to the north in canada have some of the most pictur-esque landscapes in the world. i took this picture on a beautiful July day in Whitehorse, The Yukon Territories.
This state-of-the-art asphalt plant is a new ADm eX-160 portable counter-flow hot mix drum plant, which i sold to castlerock enterprises. The plant is rated at 160 metric tonnes per hour. it features four cold feed bins, two recycle (rAp) bins, a 100-ton silo
and two 30,000-gallon Ac tanks. it’s also set up to run both warm mix and cold mix and is capable of operating with up to 40 percent rAp.
We set up in a hard rock pit and had exceptional aggregates. Our screen splits were the same for hot, warm and cold mixes at 50 percent ½-inch, 40 percent sand and 10 per-cent manufactured fines. We used 5.5 percent asphalt cement (Ac) by mix in all three mix types. We used pG58-22 Ac for hot and warm mixes. We used HF-500-mr Ac from mcAs-phalt near Vancouver, B.c., for the cold mix.
56 January 2013

www.theasphaltpro.com | asphalt pro 57

58 January 2013

www.theasphaltpro.com | asphalt pro 59

here's how it works
A single loader operator feeds the bins and conveyors that send aggregate to the counterflow drum.
Wider drum diameters at both ends of the drum allow lower velocities for drying and increased areas for mixing.
1
The flights create a veil of aggregate.
2
AC joins the dry aggregate in the second section of the drum.
4 A RAP chute introduces recycle material into the mixing section of the drum.
5
Aggregate dries as it cascades toward the burner.
3Heat transfer blends recycle with virgin materials in the mixing section of the drum.
6
Residual gases are drawn back into the drum’s combustion zone.
7
Completed mix goes to the drag slat.
8
ADM’s EX Series DrumSometimes all a producer needs
is a 100- to 425-tph operation to produce mixes with high recycled asphalt pavement (rAp) percentag-es. if you’re in the market for low to medium production, the engineers at Asphalt Drum mixers, inc. (ADm), Huntertown, ind., have designed the eX Series asphalt plant in stationary or portable configurations for your perusal. Here’s how it works.
The single-drum counterflow plant sits in a compact footprint. The plant operator signals the system to feed aggregate into the feed end of the counterflow drum. The flights at this end of the drum are designed to create a veil of material that dries
consistently as it cascades toward the burner.
The second section of the drum is where the binder, recycle and dust are introduced. The separate drying and mixing zones are designed for running high percentages of recycle while keeping emissions levels at a minimum and offering increased fuel efficiency.
residual gases are drawn back into the drum’s combustion zone.
A rAp chute introduces recycle into the mixing section of the drum where heat transfer allows it to blend seamlessly with virgin materials. Again, any residual gases vent back into the drum’s combustion zone.
completed mix is conveyed to the drag slat.
For more information about the EX Series drums from ADM, contact Steve Shawd at (260) 637-5729 or [email protected].
show us how It worKsif you’re an equipment manufacturer with a complex product, let us help you ex-plain its inner workings to the readers of AsphaltPro magazine. There’s no charge for this editorial department, but our staff reserves the right to decide what equip-ment fits the parameters of a HHiW fea-tures. contact our editor at [email protected].
60 January 2013


here's how it works
RAS falls from the belt feeder and impacts the feeder scale.
Step 1When the RAS hits the plate, a single load cell rod measures the force.
Step 2
A rate indicator reads the rate signal.
Step 4
The rate reading indicates how quickly material is moving. That helps the blending controls compensate for changes in flow.
Step 5
The load cell converts the force into a rate signal.
Step 3
RAS continues to fall onto the collector belt and move toward the drum for mixing. (to drum)
The RAS/RAP scale can slide in or out depending on the producer’s need.
Richard Companies’ EZ-Flo RAS ScaleWhen you have multiple bins in
series with a recycled asphalt pavement (rAp) belt scale system, how do you adjust your blending controls or bin speed to accommo-date for recycled asphalt shingle (rAS) product clogs or clumps? The folks at clarence richard company, minneapolis, designed the eZ-Flo feeder scale to weigh the light-load-ed product—rAS—as well as heavy loaded product—rAp—and to ret-rofit into existing bins while wiring into the blending computer usually with no hardware/software changes. With the bin feeder scale for rAS/rAp in place, the blending control can then make changes to the feed-er speed based on actual weight in-stead of assumed volumetric weight.
Here’s how the eZ-Flo bin feeder scale for rAS/rAp works.
The gravity fed feeder scale fits in the cramped area usually between two rAp bin feeders and the collec-tor belt. As the plant operator calls for material, the rAS (or rAp) falls from the rAS/rAp belt feeder im-pacting the feeder scale before fall-ing to the collector belt.
As the rAS impacts the suspend-ed plate of the scale, the force of this material flow forces the plate against a single load cell rod. The load cell measures this force and converts it into a rate signal, known as the rate of material flow, which a rate indicator reads in the control house. The rate reading in tons per hour indicates how quickly material
is passing through the rAS flow scale and produces a signal used for blending materials.
At the control house, the rAS feeder tach signal used by most blending controls is replaced by the frequency rate signal. This informa-tion compensates for the changes in rAS density or flow (bin bridging) and can easily allow the operator to be notified when the bin runs emp-ty. The bin is now being calibrated with a scale that reads flow rates much lower than the typical rAp belt scale.
For more information about the EZ-Flo bin feeder scale for RAS/RAP, contact Clarence Richard Company at [email protected] or visit www.ez-flo.us.
62 January 2013



ace group .........................33, 51contact: carl mcKenzieTel: 888-878-0898sales.enquiries@asphaltacesales.comwww.asphaltace.com
almix ....................................... .11Tel: [email protected]
asphalt drum mixers….39, 48-49 contact: Steve Shawd or Jeff DunneTel: [email protected]
astec, Inc. ................27, 36-37, 46contact: Tom BaughTel: [email protected]
b & s light Industries ..........58-59contact: mike YoungTel: [email protected]
ceI .............................................. 4 contact: Andy GuthTel: [email protected] www.ceienterprises.com
c.m. consulting ...................... .65contact: cliff mansfieldTel: [email protected]
clarence richard co ...........40, 57contact: clarence richardTel: [email protected]
dillman equipment .................. 15Tel: 608-326-4820www.dillmanequipment.com
e.d. etnyre ............................... 38contact: [email protected]: 800-995-2116www.etnyre.com
ez street .................................. 47Tel: [email protected]
fast-measure ............................ 40Tel: 888-876-6050www.Fast-measure.com
heatec, Inc. .... Inside front covercontact: Sharlene BurneyTel: [email protected]
hercules… .............................. ..57Tel: 800-777-5617or 727-796-1300www.herculesus.com
homestead valve…… ............. .23Tel: [email protected]
humboldt manufacturing… …..23contact: robin BaileyTel: [email protected]
libra systems… ...................... ..19contact: Ken cardyTel: [email protected]
maxam equipment .............. insertcontact: lonnie GreeneTel: [email protected]
napa… .................................... 64Annual meetingwww.asphaltpavement.org
reliable asphalt
products .....................back cover
contact: charles GroteTel: [email protected]
roadtec……………… .....…….7, 9
contact: SalesTel: [email protected]
rocky mountain
conference & expo… .............. 63
contact: Heather clarkTel: 303-518-0618www.rmaces.org
rotochopper,
Inc .................... Inside back cover
Tel: [email protected]
rushing enterprises…… ........ ..57
contact: Darrell martinTel: 800-654-8030Dmartin@rushingenterprises.comwww.rushingenterprises.com
stansteel asphaltplant products… .......... 29contact: Dave payneTel: [email protected]
stansteel………………….41, 57contact: Dawn KochertTel: [email protected]
systems equipment… ............ ..17contact: Dave enyart, Sr.Tel: 563-568-6387Dlenyart@systemsequipment.comwww.systemsequipment.com
tarmac International, Inc .......... 35contact: ron HeapTel [email protected]
top Quality paving… ........……65contact: John BallTel [email protected]
world of asphalt… ..............….61www.worldofasphalt.comwww.asphaltpavement.com
AsphaltPro’s Resource Directory is designed for you to have quick access to the manufacturers that can get you the information you need to run your business efficiently. Please support the advertisers that support this magazine and tell them you saw them in AsphaltPro magazine.
resource directory
www.theasphaltpro.com | asphalt pro 65

Liquid Asphalt Cement Prices—average per ton
Company, State July ’12 Aug ’12 Sept. ’12 Oct. ’12
ConocoPhillips, Tenn. $605.00 $585.00 $555.00 $565.00
NuStar Energy, ga. 615.00 600.00 575.00 555.00
NuStar Energy, N.C. 615.00 600.00 575.00 565.00
NuStar Energy, Va. 610.00 590.00 570.00 565.00
Assoc’d Asphalt Inman, N.C. 625.00 595.00 570.00 560.00
Assoc’d Asphalt Inman, S.C. 625.00 595.00 570.00 570.00
Assoc’d Asphalt Inman, Va. 625.00 595.00 580.00 570.00
Marathon Petroleum, Tenn. 600.00 575.00 565.00 565.00
Marathon Petroleum, N.C. 600.00 575.00 545.00 545.00
Valero Petroleum, N.C. 605.00 585.00 560.00 560.00
Massachusetts Average 610.00 610.00 592.50 592.50
California Average 520.80 544.30 589.10 581.80
Missouri Average 570.00 545.00 516.25 516.25
Colorado Average 360.10 387.29 441.50 448.43
Data for Southeast region, Source: ncdot.org; Data for Massachusetts, Source: mass.gov; Data for California, Source: dot.ca.gov; Data for Missouri, Source: modot.mo.gov; Data for Colorado, Source: CDOT and Cenovus
Sources: Energy Information Administration
Crude Oil Activity (u.S. Crude)
futures spot data stocks
Aug 31 $96.47 357.1 m bbl
Sep 7 $96.42 359.1 m bbl
Sep 14 $99.00 367.6 m bbl
Sep 21 $92.89 365.2 m bbl
Sep 28 $92.19 364.7 m bbl
Oct 5 $89.88 366.4 m bbl
Oct 12 $91.86 369.2 m bbl
Oct 19 $90.05 375.1 m bbl
Oct 26 $86.28 373.1 m bbl
Diesel Fuel Retail Price (dollars per gallon)
Sep 3 4.127
Sep 10 4.132
Sep 17 3.878
Sep 24 4.086
Oct 1 4.079
Oct 8 4.094
Oct 15 4.150
Oct 22 4.116
Oct 29 4.030
the last cut
WTI Dropsfrom the energy InformatIon admInIstratIon
The daily spot price for West Texas intermediate (WTi) crude oil may have started out the month of
September at $96.47 but it fluctuated throughout the month thanks to weather and politics and civil unrest abroad. This according to the energy information Ad-ministration’s (eiA) Dec. 3 petroleum marketing month-ly report shows bouncing prices finishing at $92.18 per barrel.
What made crude oil prices move up and down and all around? eiA reported it started with a minor hurricane landing in louisiana Aug. 29. Because the storm swept through the Gulf of mexico, platforms off shore took precautions; “1.3 million barrels (94.8 percent) of daily crude oil production in the Gulf of mexico region” were shut in during the storm. That meant a drop in stores that underpinned prices for a couple weeks.
Add in politics next, mainly from demonstrations in north Africa and the middle east. The attack on the U.S. consulate in Benghazi also affected confidence. Then the U.S. Federal reserve Bank announced a third round of economic stimulus. By Sept. 14, the price per barrel reached its high of $98.94, according to eiA.
With good stocks and not-so-good economic condi-tions abroad, the price went downhill from there. eiA reported that the average for the month overall was $94.51, which is 38 cents higher than August’s average per barrel and $8.95 higher than September 2011’s av-erage per barrel.
Another interesting set of stats from eiA from the Dec. 3 report concerns the average refiner acquisition cost for domestic crude oil. it has climbed to $102.17 per barrel. The average cost of imported crude had in-creased to $101.82 per barrel. The composite refiner ac-quisition cost for crude oil rose to $101.97 per barrel.
The average refiner acquisition cost for domestic
crude oil had climbed to $102.17 per barrel in September.
66 January 2013


THE INDUSTRY LEADER IN
USED EQUIPMENT866.647.1782 • www.ReliableAsphalt.com
DRUM MIXERS BAGHOUSES AC TANKS
COLD FEEDS
ROTARY MIXERS
RAP BINS
CONTROL HOUSES RECONDITIONED HEATERS
SILO SYSTEMS