AS1252.1-2016 (Draft)

of 53
-
Upload
andrewb2005 -
Category
Documents
-
view
219 -
download
0
Transcript of AS1252.1-2016 (Draft)
-
8/16/2019 AS1252.1-2016 (Draft)
1/53
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
COMMITTEE ME-029
DR AS/NZS 1252.1:2016
(Project ID: 103343)
Draft for Public Comment
Australian/New Zealand Standard
LIABLE TO ALTERATION—DO NOT USE AS A STANDARD
BEGINNING DATEFOR COMMENT:
16 March 2016
CLOSING DATEFOR COMMENT:
18 May 2016
Important: The procedure for public comment has changed – please
read the instructions on the inside cover of this document .
High-strength steel bolt assemblies comprising bolts,nuts and washers for structural engineeringPart 1: Technical requirements(Revision of AS/NZS 1252:1996)
COPYRIGHT
-
8/16/2019 AS1252.1-2016 (Draft)
2/53
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
Draft for Public Comment
Australian/New Zealand Standard
The committee responsible for the issue of this draft comprised representatives of organizationsinterested in the subject matter of the proposed Standard. These organizations are listed on theinside back cover.
Comments are invited on the technical content, wording and general arrangement of the draft.The method for submission of comment on this document is to register and fill in an online form viaStandards Hub Website. Instructions and examples of comment submission are available on the website. . P lease use the fol lowing link—
https://hub.standards.org.au/hub/public/listOpenCommentingPublication.action
Comment must be via Hub, any emails or forms sent to us by fax or mail will not be considered bythe Committee when it reviews the Public Comment received.
Please place relevant clause numbers beside each comment.
Editorial matters (i.e. spelling, punctuation, grammar etc.) will be corrected before final publication.
The coordination of the requirements of this draft with those of any related Standards is of particularimportance and you are invited to point out any areas where this may be necessary.
Please provide supporting reasons and suggested wording for each comment. Where you considerthat specific content is too simplistic, too complex or too detailed please provide an alternative.
If the draft is acceptable without change, an acknowledgment to this effect would be appreciated.
Once you have registered and submitted you comments via the online form, your comments areautomatically submitted to the committee for review.
Normally no acknowledgment of comment is sent. All comments received via the Standards HubWebsite by the due date will be reviewed and considered by the relevant drafting committee. Wecannot guarantee that comments submitted in other forms will be considered along with thosesubmitted via the Standards Hub online form. Where appropriate, changes will be incorporatedbefore the Standard is formally approved.
If you know of other persons or organizations that may wish to comment on this draft Standard, couldyou please advise them of its availability. Further copies of the draft are available from the Publisher
SAI Global at http://www.saiglobal.com/
SAI GLOBAL Customer Service Centre
Telephone: 13 12 42
Facsimile: 1300 65 49 49
e-mail: mailto:[email protected]
Internet: http://www.saiglobal.com/shop
-
8/16/2019 AS1252.1-2016 (Draft)
3/53
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
Draft for Public Comment
STANDARDS AUSTRALIA/STANDARDS NEW ZEALAND
Committee ME-029—Fasteners
DRAFT
Australian/New Zealand Standard
High-strength steel bolt assemblies comprising bolts, nuts and washers forstructural engineering
Part 1: Technical requirements
(Revision of AS/NZS 1252:1996)
(To be AS/NZS 1252.1:201X)
Comment on the draft is invited from people and organizations concerned with this subject.
It would be appreciated if those submitting comment would follow the guidelines given on
the inside front cover.
Important: The procedure for public comment has changed – pleaseread the instructions on the inside cover of this document
This document is a draft Australian/New Zealand Standard only and is liable to alteration in
the light of comment received. It is not to be regarded as an Australian/New Zealand
Standard until finally issued as such by Standards Australia/Standards New Zealand.
-
8/16/2019 AS1252.1-2016 (Draft)
4/53
DRAFT ONLY 2 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
PREFACE
This Standard was prepared by the Joint Standards Australia/Standards New Zealand
Committee ME-029, Fasteners, to supersede AS/NZS 1252:1996, High-strength steel boltswith associated nuts and washers for structural engineering .
The objective of this Standard is to provide manufacturers of high-strength steel bolt
assemblies with requirements and tests to ensure that such assemblies are suitable for bolted
connections in steelwork construction, consistent with the steel design Standards AS 4100
and NZS 3404.
The major technical changes incorporated in this edition relate to updated testing and
conformity requirements and the inclusion of a specific nominated European fastener
Standard as a ‘deemed to satisfy’ alternative product. This latter aspect is designed to
improve procurement outcomes in the Australian marketplace. The specific changes include
the following:
(a) Updating and expansion of definitions to align, where relevant, with ISO definitions.
(b) Revision of dimensions to align with ISO requirements.
(c) Nomination of bolt assemblies to EN 14399-3 Type HR property class 8.8 as an
alternative assembly type.
(d) Addition of the k-class definition and testing requirements, which defines the torque-
tension relationship during tightening of the bolt assemblies.
NOTE: This is designed to facilitate use of torque as a tightening method if writ ten into a
future revision of AS 4100 or NZS 3404.
(e) New Section 5 specifically defining the performance requirements of the bolt
assembly. This is supported with an updated normative appendix, Appendix D, whichsets out bolt assembly tests.
(f) New Section 6 on identification, certification and testing.
(g) Inclusion of the M12 product.
(h) New informative Appendix A, describing the differences between the European ‘HR’
and ‘HV’ bolt types.
(i) New Appendix B on product conformity.
This Standard is based on and, except for the marking requirements for the nuts and bolts, is
technically equivalent to, the following withdrawn ISO Standards for the relevant property
class:
ISO
4775:1984 Hexagon nuts for high-strength structural bolting with large width across
flats—Product grade B—Property classes 8 and 10
7411:1984 Hexagon bolts for high-strength structural bolting with large width across
flats (thread lengths according to ISO 888)—Product grade C—Property
classes 8.8 and 10.9
7415:1984 Plain washers for high-strength structural bolting, hardened and tempered
Statements expressed in mandatory terms in notes to tables are deemed to be requirements
of this Standard.
The terms ‘normative’ and ‘informative’ have been used in this Standard to define the
application of the appendix to which they apply. A ‘normative’ appendix is an integral part
of a Standard, whereas an ‘informative’ appendix is only for information and guidance.
-
8/16/2019 AS1252.1-2016 (Draft)
5/53
DRAFT ONLY 3 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
This revision is compatible with AS 4100—1998 incorporating Amendment No.1 (2012).
NOTE: It is the intent of the committee to replace this Standard with the EN 14399 series, which
will require further amendment of AS 4100.
-
8/16/2019 AS1252.1-2016 (Draft)
6/53
DRAFT ONLY 4 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
CONTENTS
Page
SECTION 1 SCOPE AND GENERAL
1.1 SCOPE ......................................................................................................................... 5
1.2 APPLICATION ........................................................................................................... 5
1.3 REFERENCED DOCUMENTS ................................................................................... 5
1.4 DEFINITIONS............................................................................................................. 6
1.5 ALTERNATIVE ASSEMBLY TYPE ......................................................................... 9
1.6 MARKING .................................................................................................................. 9
1.7 DESIGNATION ........................................................................................................ 10
1.8 PRODUCT REQUIREMENTS .................................................................................. 12
SECTION 2 HIGH-STRENGTH STEEL BOLTS2.1 METHOD OF MANUFACTURE .............................................................................. 13
2.2 SHAPE, DIMENSIONS AND FINISH ...................................................................... 13
2.3 MATERIALS AND MECHANICAL PROPERTIES................................................. 15
SECTION 3 HIGH-STRENGTH STEEL NUTS
3.1 METHOD OF MANUFACTURE .............................................................................. 22
3.2 SHAPE, DIMENSIONS AND FINISH ...................................................................... 22
3.3 MATERIAL AND MECHANICAL PROPERTIES ................................................... 23
SECTION 4 FLAT ROUND WASHERS
4.1 METHOD OF MANUFACTURE .............................................................................. 26
4.2 SHAPE, DIMENSIONS AND FINISH ...................................................................... 264.3 MATERIAL AND MECHANICAL PROPERTIES ................................................... 26
SECTION 5 BOLT ASSEMBLIES
5.1 GENERAL ................................................................................................................. 28
5.2 FUNCTIONAL CHARACTERISTICS OF THE BOLT ASSEMBLY ...................... 28
SECTION 6 IDENTIFICATION, CERTIFICATION AND TESTING
6.1 GENERAL ................................................................................................................. 30
6.2 IDENTIFICATION .................................................................................................... 30
6.3 TESTING AND TEST REPORTS ............................................................................. 30
6.4 TESTING OF DIMENSIONAL REQUIREMENTS .................................................. 31
6.5 TESTING OF MECHANICAL CHARACTERISTICS ............................................. 32
6.6 TESTING OF FUNCTIONAL CHARACTERISTICS............................................... 34
APPENDICES
A A DISCUSSION OF THE BASIS FOR ‘HR’ AND ‘HV’ SYSTEM TYPES
IN THE EN 14399 SERIES ....................................................................................... 35
B PRODUCT CONFORMITY ...................................................................................... 37
C PURCHASING GUIDELINES .................................................................................. 42
D ASSEMBLY TESTING FOR FASTENERS .............................................................. 44
E SQUARE TAPER WASHERS .................................................................................. 48
-
8/16/2019 AS1252.1-2016 (Draft)
7/53
DRAFT ONLY 5 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
STANDARDS AUSTRALIA/STANDARDS NEW ZEALAND
Australian/New Zealand Standard
High-strength steel bolt assemblies comprising bolts, nuts and washersfor structural engineering
Part 1: Technical requirements
S E C T I O N 1 S C O P E A N D G E N E R A L
1.1 SCOPE
This Standard specifies the dimensional, material and marking requirements for steel bolt
assemblies comprising steel bolts of property class 8.8, steel nuts of property class 8 with
ISO metric coarse pitch series threads, in diameters from 12 mm to 36 mm, and associated
hardened and tempered steel washers intended for use in steel structures. The bolt
assemblies are intended to be fully tensioned but may also be used in a snug tight condition
or where designed to be partially tensioned. This Standard also sets out tests to verify the
suitability of high-strength bolt/nut/washer assemblies for tensioning (preloading) for
bolted connections in steelwork construction.
1.2 APPLICATION
Bolts, nuts and washers shall comply with the requirements of this Section and the
following Sections as applicable:(a) Bolts ............................................ ............................................ .................... Section 2.
(b) Nuts ....................................... ............................................ .......................... Section 3.
(c) Washers ...................................... ............................................ ..................... Section 4.
(d) Assemblies ...................................... ............................................ ................ Section 5.
(e) Identification, certification and testing .......................................... ............... Section 6.
1.3 REFERENCED DOCUMENTS
The following documents are referred to in this Standard:
AS
1214 Hot-dip galvanized coatings on threaded fasteners (ISO metric coarse thread
series)
1275 Metric screw threads for fasteners
1815.1 Metallic materials—Rockwell hardness test
Method 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
1817.1 Metallic materials—Vickers hardness test
Method 1: Test method (ISO 6507-1:1997, MOD)
1897 Electroplated coatings on threaded components (metric coarse series)4100 Steel structures
-
8/16/2019 AS1252.1-2016 (Draft)
8/53
DRAFT ONLY 6 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
AS
4291 Mechanical properties of fasteners made of carbon steel and alloy steel
4291.1 Part 1: Bolts, screws and studs
AS/NZS
4291 Mechanical properties of fasteners4291.2 Part 2: Nuts with specified proof load values—Coarse thread
4680 Hot-dip galvanized (zinc) coatings on fabricated ferrous articles
NZS
3404 Steel structures
ISO
4042 Fasteners—Electroplated coatings
6157 Fasteners—Surface discontinuities
6157-1 Part 1: Bolts, screws and studs for general requirements
6157-2 Part 2: Nuts16228 Fasteners—Inspection documents
EN
14399 High-Strength Structural Bolting Assemblies For Preloading (series)
14399-1 Part 1: General requirements
14399-2 Part 2: Suitability For preloading
14399-3 Part 3: System HR—Hexagon bolt and nut assemblies
14399-4 Part 4: System HV—Hexagon bolt and nut assemblies
14399-5 Part 5: Plain washers
14399-6 Part 6: Plain chamfered washers
1.4 DEFINITIONS
For the purpose of this Standard, the definitions below apply.
1.4.1 Assembly
The assembly of the matching high-strength bolt, nut and washer supplied together as a set.
1.4.2 Assembly lot
Assemblies supplied together as a set comprising bolts from a single manufacturing lot,
nuts from a single manufacturing lot and washers from a single manufacturing lot.
1.4.3 Concentricity tolerance
Of a bolt, is the allowable deviation of the shank with respect to the pitch diameter of thescrew thread.
1.4.4 Factory production control (FPC)
Comprises operational techniques and all measures necessary to regulate and maintain the
conformity of the product to the requirements of this Standard.
1.4.5 Full tensioning
A method of installing and tensioning a bolt to a minimum level of tension, as defined in
AS 4100 or NZS 3404, as appropriate.
1.4.6 Grip length
Of a bolt, is the thickness of materials which can be clamped.
-
8/16/2019 AS1252.1-2016 (Draft)
9/53
DRAFT ONLY 7 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
1.4.7 HR bolting system
A technical solution that provides ductility in direct tension through ensuring the failure
mode involves tension failure in the bolt shank, which is consistent with the performance
expectations of bolts to this Standard.
NOTE: Refer to EN 14399-3 for more detail.
1.4.8 HV bolting system
A technical solution that provides ductility in direct tension through deformation of the
threads.
NOTE: Refer to EN 14399-4 for more detail.
1.4.9 Inspection documents (for fasteners)
Fastener declaration of compliance F2.1, or test reports F2.2, F3.1 and F3.2, in accordance
with ISO 16228.
1.4.10 k-class
The designation of a bolt assembly which relates the torque applied to the nut to the tension
developed in the bolt.
NOTES:
1 The k-class and designations of K0, K1 and K2 are defined in EN 14399-1.
2 A K0 designation indicates bolt assemblies that do not have a defined torque-tension
relationship. These bolt assemblies cannot be tensioned by torque controlled methods but may
be tensioned by the part turn method or direct tension indicator (DTI) method detailed in
AS 4100 and NZS 3404.
1.4.11 Manufacturer (fastener)
Organization that manufactures fasteners and puts them on the market under its name or
identification mark, or organization that puts fasteners on the market which are marked withits own name or identification mark.
1.4.12 Manufacturing lot
Quantity of fasteners of a single designation including product grade, property class and
size (thread diameter and length), manufactured from bar, wire, rod or flat product from a
single cast, processed through the same or similar steps at the same time or over a
continuous time period, including the same heat treatment and/or coating process, if any.
1.4.13 Manufacturing lot number
Unique alphanumeric code assigned by the fastener manufacturer to a manufacturing lot
enabling its traceability.
1.4.14 May
Indicates the existence of an option.
1.4.15 Nominal length (l )
Of a bolt, is the distance from the bearing surface of the head to the extreme end.
1.4.16 Partial tensioning
A defined degree of tensioning of the bolt assembly that is intermediate between snug tight
and full tensioning.
1.4.17 Preloading
Terminology used to indicate bolt assemblies that are capable of being fully tensioned
(preloaded) to the requirements of the relevant EN Standards.
NOTE: Preloading is referenced in the EN 14399 series.
-
8/16/2019 AS1252.1-2016 (Draft)
10/53
DRAFT ONLY 8 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
1.4.18 Purchaser
Organization or person that buys fasteners, but is not necessarily the user.
NOTE: This may include an importer or distributor.
1.4.19 Shall
Indicates that a statement is mandatory.
1.4.20 Should
Indicates a recommendation.
1.4.21 Supplier
Organization that provides fasteners.
NOTE: The supplier may be the manufacturer, an importer or a distributor.
1.4.22 Symmetry tolerance
1.4.22.1 Of a bolt
The allowable deviation of the across-flats dimension with respect to the shank or the pitch
diameter of the screw thread.
1.4.22.2 Of a nut
The allowable deviation of the across-flats dimension with respect to the pitch diameter of
the screw thread.
1.4.23 Thread length (b)
Of a bolt, is the difference between the nominal length of the bolt and the distance between
the bearing surface of the head and the nearest face of a 6g GO screw ring gauge, screwed
as far as practicable on to the bolt by hand.
1.4.24 Thread run out
1.4.24.1 Bolts with rolled threads
The distance from the top of the extrusion angle to the nearest face of a 6g GO screw ring
gauge, screwed on as far as practicable by hand.
1.4.24.2 Bolts with cut threads
The distance from the last witness of thread to the nearest face of a 6g GO screw ring
gauge, screwed on as far as practicable by hand.
1.4.25 Trace lot number
Unique alphanumeric code assigned by a fastener manufacturer or distributor, whichidentifies the original manufacturing lot number in an unequivocal manner.
1.4.26 Transition diameter (d a)
The diameter of a circle formed at the transition between the fillet radius and the bearing
surface of the head.
1.4.27 Type testing
Testing performed to prove that the product is capable of conforming to the requirements of
this Standard.
1.4.28 Unthreaded shank length (l s)
Of a bolt, is the distance from the bearing surface of the bolt head to the last scratch of
thread, or top of the extrusion angle, whichever is closer to the head.
-
8/16/2019 AS1252.1-2016 (Draft)
11/53
DRAFT ONLY 9 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
1.5 ALTERNATIVE ASSEMBLY TYPE
High-strength structural bolt assemblies for preloading that are manufactured in accordance
with EN 14399-3, System HR, property class 8.8 are the only alternative assembly type that
is deemed to satisfy the requirements of this Standard, and may be used where reference is
made to fasteners conforming to this Standard. NOTE: High-strength bolt assemblies to ‘System HR’ provide ductili ty in direct tension through
ensuring the failure mode involves tension failure in the bolt shank, which is consistent with the
performance expectations of bolts that are manufactured in accordance with this Standard. The
alternative, ‘System HV’, defined in EN 14399-4, provides ductility in direct tension through
failure by thread stripping, a failure mode that may not provide obvious indication that the
assembly has failed. Refer to Appendix A for further information.
1.6 MARKING
1.6.1 Bolts
Except where applicable under Clause 1.6.4, high-strength steel bolts shall be marked with
the following information:
(a) The property class symbol with or without the separating point embossed or indented
on top of the head or indented or rolled into one of the hexagon flats.
(b) Three radial lines approximately 120 degrees apart embossed or indented on top of
the head.
(c) The trade (identification) mark of the manufacturer embossed or indented on top of
the head.
See Figure 1.1(a).
1.6.2 Nuts
Except where applicable under Clause 1.6.4, high-strength steel nuts shall be marked with
the following information:
(a) The property class symbol indented or rolled into a hexagon flat or the bearing surf
ace, or embossed or indented on the external chamfer.
(b) Three circumferential arcs approximately 120 degrees apart embossed or indented on
the non-bearing face, or for double-chamfered nuts, indented on one or both bearing
faces. See Figure 1.1(b).
(c) The trade (identification) mark of the manufacturer embossed or indented on an
external chamfer or indented on the bearing face.
1.6.3 Washers
Except where applicable under Clause 1.6.4, flat round washers for use with high-strength
steel bolts and nuts for structural engineering shall be identified by the provision of three
nibs as shown in Figure 1.1(c).
(c) Washer marking(b) Nut marking(a) Bolt marking
8.8
X Y Z
FIGURE 1.1 IDENTIFICATION MARKING
-
8/16/2019 AS1252.1-2016 (Draft)
12/53
DRAFT ONLY 10 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
1.6.4 Alternative bolt assembly type
For the alternative bolt assembly type, as defined in Clause 1.5, the bolt, nut and washer
shall be identified as shown in Figure 1.2.
(c) Washer marking(b) Nut marking(a) Bolt marking
XYZXYZ
8 8 HR8.8 HR
XYZXYZ
8 HR8 HR
XYZXYZ
HH
NOTE: The identification marking shown in Figure 1.2 is consistent with that required in EN 14399-3.
FIGURE 1.2 IDENTIFICATION MARKING FOR ALTERNATIVE ASSEMBLY TYPE
1.7 DESIGNATION
1.7.1 Bolts
Except where applicable under Clause 1.7.4, the designation of high-strength steel bolts for
structural engineering shall be composed of the following:
(a) General product description.
(b) The number of this Australian/New Zealand Standard, i.e. AS/NZS 1252.
(c) The letter ‘M’ indicating that the product has a metric coarse pitch series thread
followed by the nominal size (thread diameter), in millimetres.
(d) The nominal length, in millimetres.
(e) The property class symbol.
(f) The coating, where applicable in accordance with the appropriate Standard.
(g) Any other features.
Example:
Hot-dip galvanized high-strength steel bolts, 20 mm diameter and 100 mm long, are
designated—
High-strength steel bolts for structural engineering to AS/NZS 1252—M20 × 100— 8.8 (hot dip galvanized to AS 1214).
1.7.2 Nuts
Except where applicable under Clause 1.7.4, the designation of high-strength steel nuts for
structural engineering shall be composed of the following:
(a) General product description.
(b) The number of this Australian/New Zealand Standard, i.e. AS/NZS 1252.
(c) The letter ‘M’ indicating that the product has a metric coarse pitch series thread
followed by the nominal size (thread diameter), in millimetres.
(d) The property class symbol.
(e) The coating, where applicable, in accordance with the appropriate Standard.
-
8/16/2019 AS1252.1-2016 (Draft)
13/53
DRAFT ONLY 11 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
(f) Any other features.
Example:
Uncoated high-strength steel nuts with 20 mm threads are designated—
High-strength steel nuts for structural engineering to AS/NZS 1252—M20—8.1.7.3 Washers
Except where applicable under Clause 1.7.4, the designation of hardened and tempered
washers for structural bolting shall be composed of the following:
(a) General product description.
(b) The number of this Australian/New Zealand Standard, i.e. AS/NZS 1252.
(c) The nominal size (nominal bolt diameter), in millimetres.
(d) The coating, where applicable, in accordance with the appropriate Standard.
(e) Any other features.
Example:
20 mm hot-dip galvanized hardened and tempered steel washers for structural engineering
are designated—
Steel washers for structural bolting to AS/NZS 1252—20 (hot-dip galvanized to
AS/NZS 4680).
NOTE: Bolts, nuts and washers should be supplied as assemblies.
1.7.4 Alternative bolt assembly types
For alternative bolt assembly types, as defined in Clause 1.5, the designation of the bolt, nut
and washer shall be as required in the applicable product standard.
NOTE: This should be as follows:
(a) For bolts:
(i) General product description.
(ii) The number of the relevant Standard, i.e. EN 14399-3.
(iii) The letter ‘M’ indicating that the product has a metric coarse pitch series thread
followed by the nominal size (thread diameter), in millimetres.
(iv) The nominal length, in millimetres.
(v) The property class symbol and HR designation.
(vi) The surface finish, where applicable, in accordance with the appropriate Standard.
(vii) Any other features.(b) For nuts:
(i) General product description.
(ii) The number of the relevant Standard, i.e. EN 14399-3.
(iii) The letter ‘M’ indicating that the product has a metric coarse pitch series thread
followed by the nominal size (thread diameter), in millimetres.
(iv) The property class symbol and HR designation.
(v) The surface finish, where applicable, in accordance with the appropriate Standard.
(vi) Any other features.
(c) For washers:
(i) General product description.
(ii) The number of the relevant Standard, i.e. EN 14399-5.
(iii) The nominal size (thread diameter), in millimetres.
-
8/16/2019 AS1252.1-2016 (Draft)
14/53
DRAFT ONLY 12 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
(iv) The surface finish, where applicable, in accordance with the appropriate Standard.
(v) Any other features.
Example:
Designation of a bolt/nut assembly and washer for high-strength structural bolting for preloading,
system HR, consisting of a hexagon head bolt with thread M16, nominal length of 80 mm andproperty class 8.8; a hexagon nut with thread M16 and property class 8; and a hardened and
tempered plain washer for preloading of nominal size to suit M16 bolt, uncoated—
Bolt/nut assembly EN 14399-3—M16 × 80–8.8/8-HR
Washer EN 14399-5—16
1.8 PRODUCT REQUIREMENTS
1.8.1 General
Means for demonstrating compliance with this Standard are specified in Appendix B.
1.8.2 Dimensions, tolerances, materials and mechanical properties
Bolts, nuts and washers manufactured to this Standard shall conform to the requirements in
Sections 2, 3 and 4 of this Standard, respectively.
Components of alternative bolt assemblies, as defined in Clause 1.5, shall conform to the
requirements of the applicable product standard cited in Clause 1.5.
1.8.3 Galvanized nut threading process
Hot-dip galvanized nuts shall be galvanized before they are threaded. Nuts shall not be
re-threaded.
1.8.4 Finish and coating
Finish and coating shall be as specified in the relevant part of this Standard.
Coatings of all components of an assembly shall be compatible and shall have similar
corrosion resistance.
Hot dip galvanizing of each component shall be under the control of the manufacturer of the
assemblies.
1.8.5 Functional characteristics of the assembly
The performance of the structural bolt assembly shall conform to the requirements given in
Section 5 of this Standard.
Alternative bolt assemblies, as defined in Clause 1.5, shall conform to the requirements of
the applicable product standard cited in Clause 1.5.
1.8.6 Delivery conditions
Bolt assemblies shall be supplied to the purchaser either in the original unopened single
sealed container or alternatively in the separate sealed containers of the manufacturer of the
assemblies with identification in accordance with Section 6.
High-strength bolts, nuts and washers shall be supplied as a complete assembly from the
one manufacturer.
Different bolt assembly types shall not be supplied mixed in the same box.
-
8/16/2019 AS1252.1-2016 (Draft)
15/53
DRAFT ONLY 13 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
S E C T I O N 2 H I G H - S T R E N G T H S T E E L B O L T S
2.1 METHOD OF MANUFACTURE
High-strength steel bolts shall be—
(a) hot or cold forged with or without secondary machining; or
(b) machined from bar stock.
2.2 SHAPE, DIMENSIONS AND FINISH
2.2.1 Head
The heads of high-strength steel bolts shall be in accordance with Figure 2.1 and Table 2.1.
The dimensions given in Table 2.1 apply before hot-dip galvanizing.
2.2.2 LengthThe length of high-strength steel bolts shall be as given in Table 2.2.
2.2.3 Ends
The ends of high-strength steel bolts shall be finished with a 45-degree chamfer to a depth
slightly exceeding the depth of thread (see Figure 2.1).
2.2.4 Screw threads
2.2.4.1 General
The form of thread, diameters and associated pitches of high-strength steel bolts shall be the
ISO coarse pitch series in accordance with AS 1275.
Screw threads shall be formed by thread rolling or thread cutting.
2.2.4.2 Tolerances
The screw threads shall be made to tolerance class 6g in accordance with AS 1275.
Where bolts are to be hot-dip galvanized, the 6g tolerance class applies before hot-dip
galvanizing.
2.2.5 Thread length (b)
The nominal thread lengths for high-strength steel bolts shall be as given in Table 2.3.
The tolerances on the thread length shall be such that the grip lengths ( l g) and unthreaded
shank lengths (l s) given in Table 2.2 are maintained.
The grip length (l g) shall be determined as the distance between the bearing surface of the
head and the nearest face of a 6g GO screw ring gauge, screwed as far as practicable on to
the bolt by hand. This dimension applies before hot-dip galvanizing.
2.2.6 Squareness, concentricity and symmetry
2.2.6.1 Squareness of bearing face
When determined as shown in Figure 2.2(a), the bearing face of the head shall be square,
within the values given in Table 2.1, to the shank. The values are based on an angle of two
degrees.
-
8/16/2019 AS1252.1-2016 (Draft)
16/53
DRAFT ONLY 14 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
2.2.6.2 Concentricity of shank to screw thread
When determined as shown in Figure 2.2(b), the shank for a distance of 1.5 diameters from
the nearest face of a 6g GO screw ring gauge screwed as far as practicable on to the thread
by hand shall be concentric, within the values given in Table 2.1, to the pitch diameter of
the screw thread.2.2.6.3 Symmetry of head to shank
When determined as shown in Figure 2.2(c), the head shall be symmetric, within the values
given in Table 2.1, to the shank.
2.2.7 Chamfering and washer facing
High-strength steel bolts shall have heads with a chamfer of 15 to 30 degrees on their upper
faces. The diameter of the circle formed by this chamfer shall be not less than 90 percent of
the minimum width across-flats of the bolts.
Bolts shall have a washer face on the underside of the head (see Figure 2.1). The diameter
and depth of washer faces shall be as given in Table 2.1.2.2.8 Shank
2.2.8.1 Diameter
The diameter (d s) of the shank of high-strength steel bolts shall be as given in Table 2.1.
2.2.8.2 Straightness
High-strength steel bolts shall be straight within the tolerance shown in in Figure 2.3.
2.2.9 Underhead fillet
The fillet junction of the head and shank shall be a smooth concave curve lying within an
envelope defined by the minimum radius under the head (r) and a maximum profile defined
by a tangent to a radius equal to the minimum value of r blending to the maximum
transition diameter on the underside of the head and the fillet length ( l f ) on the shank as
shown in Figure 2.1. The minimum values of r and the maximum values of l f are given in
Table 2.1.
2.2.10 Finish
2.2.10.1 General
High-strength steel bolts shall be cleanly finished, sound, and free from defects detrimental
to their end use. The surface discontinuities on high-strength steel bolts shall be not greater
than the limits given in ISO 6157-1.
2.2.10.2 Surface roughness
All surfaces of high-strength steel bolts, except screw threads, may be in the as-forged or
machined condition. Screw threads shall be machined or have a surface quality equivalent
to machining.
2.2.10.3 Surface finish and coating
High-strength steel bolts may be supplied with either decorative or corrosion-resistant
coatings. Coatings of all components of an assembly shall be compatible and shall have
similar corrosion resistance.
High-strength hot-dip galvanized steel bolts shall be supplied in accordance with AS 1214
unless otherwise specified.
Electroplated high-strength steel bolts shall be supplied in accordance with either AS 1897
or ISO 4042 unless otherwise specified. Electroplated high-strength steel bolts shall not be
coated in cadmium or cadmium alloy.
-
8/16/2019 AS1252.1-2016 (Draft)
17/53
DRAFT ONLY 15 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
Uncoated bolts shall be in the dull black as-heat-treated condition.
NOTE: Where the purchaser requires coated products, coatings should be specified to the relevant
coating specification, e.g. AS 1897, and indicated in the enquiry or order.
2.3 MATERIALS AND MECHANICAL PROPERTIES
The materials and mechanical properties of high-strength steel bolts shall be as given in
AS 4291.1 for property class 8.8.
-
8/16/2019 AS1252.1-2016 (Draft)
18/53
1 0 3 3 4 3 A S NZ S 1 2 5 2 .1 P u b l i c
C omm en t . d o c - 0 9 / 0 3 / 2 0 1 6 9 : 2 9 : 1 9
TABLE 2.1
GENERAL DIMENSIONS OF HIGH-STRENGTH STEEL BOLTS
Thread
(see
Note 1)
Pitch
Shank
diameter
Width
across flats
Width
across corners
Washer face
dia.
Depth of
washer face
Fillet details
Height of
headTran-
sition
dia.
Radius
under
head
Fillet
length
(d s) ( s) (e) (d w) (c) (d a) (r ) (l f ) (k )
(p) Max. Min. Max. Min. Max. Min. Max. Min. Max. Min. (max.) (min.) (max.) Max. Min
M12 1.75 12.70 11.30 21 20.16 24.25 22.78 19.2 0.8 0.4 14.70 0.6 3.0 7.95 7.0
M16 2.0 16.70 15.30 27 26.16 31.2 29.56 Actual 24.9 0.8 0.4 18.70 0.6 3.0 10.75 9.2
M20 2 .5 20.84 19 .16 32 31 .00 36.9 35.03 s ize 29.5 0 .8 0.4 23 .24 0.8 4.0 13.90 12 .1
(M22) 2 .5 22.84 21 .16 36 35 .00 41.6 39 .55 across 33.3 0 .8 0.4 25 .24 0.8 4.5 14.90 13 .1
M24 3.0 24.84 23.16 41 40.00 47.3 45.20 f la ts 38.0 0.8 0.4 27.64 1.0 5.0 15.90 14.
(M27) 3 .0 27.84 26 .16 46 45 .00 53.1 50 .85 42.8 0 .8 0.4 31 .24 1 .2 6.0 17.90 16 .1
M30 3.5 30.84 29.16 50 49.00 57.7 55.37 46.5 0.8 0.4 34.24 1.2 6.0 19.75 17.6
M36 4.0 37.00 35.00 60 58.80 69.3 66.44 55.9 0.8 0.4 41.00 1.5 7.5 23.55 21.4
NOTES:
1
Threads in parentheses are non-preferred.
2
For hot-dip galvanized bolts, the dimensions apply before galvanizing.
3
Values equal to FIM (full indicator movement).
Licensed to Mr Andrew Brown on 17 March 2016. Personal use licence only. Storage, distribution or use on netwo
-
8/16/2019 AS1252.1-2016 (Draft)
19/53
1 0 3 3 4 3 A S NZ S 1 2 5 2 .1 P u b l i c
C omm en t . d o c - 0 9 / 0 3 / 2 0 1 6 9 : 2 9 : 1 9
TABLE 2.2
LENGTH OF HIGH-STRENGTH STEEL BOLTS
Overall length
Thread
M12 M16 M20 (M22) M24 (M27)
Unthreaded shank lengths (l s) and grip lengths (l g)
(l ) l s l g l s l g l s l g l s l g l s l g l s l g
Nom. Min. Max. (min. ) (max.) (min. ) (max. ) (min.) (max. ) (min. ) (max.) (min.) (max. ) (min.) (max.)
35 33.75 36.25 6 11 — — — — — — — — — —
40 38.75 41.25 6 11 8 14 — — — — — — — —
45 43.75 46.25 6 15 8 14 10 17.5 — — — — — —
50 48.75 51.25 11 20 8 14 10 17.5 11 18.5 — — — —
55 53.5 56.5 16 25 11 17 10 17.5 11 18.5 12 21 — —
60 58.5 61.5 21 30 16 22 10 17.5 11 18.5 12 21 — —
65 63.5 66.5 26 35 21 27 11.5 19 11 18.5 12 21 13.5 22.5
70 68.5 71.5 31 40 26 32 16.5 24 12.5 20 12 21 13.5 22.5
75 73.5 76.5 36 45 31 37 21.5 29 17.5 25 12 21 13.5 22.5
80 78.5 81.5 41 50 36 42 26.5 34 22.5 30 17 26 13.5 22.5
85 83.25 86.75 46 55 41 47 31.5 39 27.5 35 22 31 16 25
90 88.25 91.75 51 60 46 52 36.5 44 32.5 40 27 36 21 30
95 93.25 96.75 56 65 51 57 41.5 49 37.5 45 32 41 26 35
100 98.25 101.75 61 70 56 62 46.5 54 42.5 50 37 46 31 40
110 108.25 111.75 — — 66 72 56.5 64 52.5 60 47 56 41 50
120 118.25 121.75 — — 76 82 66.5 74 62.5 70 57 66 51 60
130 128 132 — — 80 86 70.5 78 66.5 74 61 70 55 64
140 138 142 — — 90 96 80.5 88 76.5 84 71 80 65 74
150 148 152 — — 100 106 90.5 98 86.5 94 81 90 75 84
Licensed to Mr Andrew Brown on 17 March 2016. Personal use licence only. Storage, distribution or use on netwo
-
8/16/2019 AS1252.1-2016 (Draft)
20/53
1 0 3 3 4 3 A S NZ S 1 2 5 2 .1 P u b l i c
C omm en t . d o c - 0 9 / 0 3 / 2 0 1 6 9 : 2 9 : 1 9
Overall length
Thread
M12 M16 M20 (M22) M24 (M27)
Unthreaded shank lengths (l s) and grip lengths (l g)
(l ) l s l g l s l g l s l g l s l g l s l g l s l g
Nom. Min. Max. (min. ) (max.) (min. ) (max. ) (min.) (max. ) (min. ) (max.) (min.) (max. ) (min.) (max.)
160 156 164 — — — — — — — — 91 100 85 94
170 166 174 — — — — — — — — 101 110 95 104
180 176 184 — — — — — — — — 111 120 105 114
190 186 194 — — — — — — — — 121 130 115 124
200 196 204 — — — — — — — — 131 140 125 134
220 216 224 — — — — — — — — 138 147 132 141
240 236 244 — — — — — — — — 158 167 152 161
NOTES:
1 Threads in parentheses are non-preferred.
2 For bolts below the dotted line—
l g = l b; and
l s = l g 3 p
For bolts above the dotted line—
l s = 0.5d ; and
l g = l s + 3 p
where
l g = maximum grip length, in millimetres
l = nominal length of bolt, in millimetres (see Table 2.2)
b = nominal thread length, in millimetres
l s = minimum unthreaded shank length, in millimetres
p = pitch of thread, in millimetres
d = nominal diameter of thread, in millimetres
3 Bolts above the dotted line have shortened thread lengths.
4 The difference between l s (min.) and l g (max.) shall be not less than 1.5p.
5 Inclusion of diameter/length combinations in Table 2.2 does not necessarily mean that these are stock items. The
manufacturer’s listings for stock availability.
TABLE 2.2 (continued )
Licensed to Mr Andrew Brown on 17 March 2016. Personal use licence only. Storage, distribution or use on netwo
-
8/16/2019 AS1252.1-2016 (Draft)
21/53
DRAFT ONLY 19 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE 2.3
NOMINAL THREAD LENGTHS
millimetres
Nominal bolt
lengthBasis for
thread
length*
Nominal length of thread (b)
(l ) M12 M16 M20 (M22) M24 (M27) M30 M36
>125
>200
≤125
≤200
2d + 6
2d + 12
2d + 25
30
—
—
38
44
—
46
52
65
50
56
69
54
60
73
60
66
79
66
72
85
78
84
97
* d = nominal thread diameter, in millimetres
NOTES:
1
Threads in parentheses are non-preferred.
2
The thread lengths specified in Table 2.3 are not applicable to bolts above the dotted line in Table 2.2.
-
8/16/2019 AS1252.1-2016 (Draft)
22/53
DRAFT ONLY 20 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
s
e
k ℓ
ℓg
b
ℓs
da
ds
ds
Point shall
be chamfered
See detai l (b)
15° to 30°
da
dw
r r
0.1 mm Reference datum for dw
ℓf
k
c
Maximum underhead f i l let
(a) Hexagon bolt
(b) Enlarged detai l of f i l let
FIGURE 2.1 HIGH-STRENGTH STEEL BOLTS
-
8/16/2019 AS1252.1-2016 (Draft)
23/53
DRAFT ONLY 21 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
t Ø t
Ø t
Ø 0.8 sd sds d
d * 1.5d d
d *
d(3p max.)
d
ds
* See (d), Posit ion of datum
* See (d), Posit ion of datum
(a) Squareness of bearing face
(c) Head symmetry (d) Pos it ion of datum
(b) Concentr ic i ty of shank
NO TE: The datum may be the
length of the 6 g GO screw r i ng
gauge.
NO TE: The datum shal l not be the
par t ial ly th rea ded shank. I f necassar ythe datum should be displaced at a
suff icient distance (3 p max.) f rom the
head of the bolt to avoid thread ru nout.
FIGURE 2.2 SQUARENESS, CONCENTRICITY AND SYMMETRY OF
HIGH-STRENGTH STEEL BOLTS
d
Ø t
2d ℓ´*
t = 2(0.0025 ℓ´ + 0.05)
* Straightness is applicable only for ℓ´
DIMENSIONS IN MILLIMETRES
FIGURE 2.3 TOLERANCE ON STRAIGHTNESS OF HIGH-STRENGTH
STEEL BOLTS
-
8/16/2019 AS1252.1-2016 (Draft)
24/53
DRAFT ONLY 22 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
S E C T I O N 3 H I G H - S T R E N G T H S T E E L N U T S
3.1 METHOD OF MANUFACTURE
High-strength steel nuts shall be—
(a)
hot or cold formed with or without subsequent machining; or
(b) machined from bar stock.
3.2 SHAPE, DIMENSIONS AND FINISH
3.2.1 General
The shape of nuts shall be in accordance with Figure 3.1.
The thread form, diameters and associated pitches of nuts shall be those of the ISO coarse
pitch series in accordance with AS 1275.
3.2.2 Tolerances
The screw threads of uncoated nuts shall be made to tolerance class 6H in accordance with
AS 1275.
For hot-dip galvanized nuts, the dimensions in Figure 3.1 apply before hot-dip galvanizing.
Hot-dip galvanized nuts shall be galvanized before they are threaded. Re-threading shall not
be permitted. Hot-dip galvanized nuts shall be tapped oversize to tolerance class 6AZ in
accordance with AS 1214 after galvanizing.
For electroplated nuts, the dimensions in Figure 3.1 apply before plating. Threads on
electroplated nuts shall meet tolerance class 6H in accordance with AS 1897 (ISO 4042)
after electroplating.
3.2.3 Squareness and symmetry
3.2.3.1 Squareness of thread to bearing face(s)
When determined as shown in Figure 3.2(a), the bearing face(s) of the nut shall be square,
within the values given in Figure 3.1, to the pitch diameter of the screw thread.
3.2.3.2 Symmetry of hexagon
When determined as shown in Figure 3.2(b), the hexagon shall be symmetrical, within the
values given in Figure 3.1, to the pitch diameter of the screw thread.
3.2.4 Chamfering, washer facing and countersinking
3.2.4.1 Chamfering and washer facing
Nuts shall have a chamfer of 15 to 30 degrees on both faces, or a chamfer of 15 to
30 degrees on their upper face and a washer face on the bearing surface. The bearing faces
shall be smooth and flat. The minimum washer face or chamfer diameter (d w) shall be not
less than that given in Figure 3.1.
3.2.4.2 Countersinking
Nuts shall be radiused or countersunk on the bearing face or faces. The maximum
countersink diameter (d a ) shall be not greater than the value given in Figure 3.1.
-
8/16/2019 AS1252.1-2016 (Draft)
25/53
DRAFT ONLY 23 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
3.2.5 Finish
3.2.5.1 General
High-strength steel nuts shall be cleanly finished, sound and free from defects detrimental
to their end use. The surface discontinuities shall be not greater than the limits given in
ISO 6157-2.3.2.5.2 Surface roughness
All surfaces of high-strength steel nuts, except screw threads, may be in the as-forged or
machined condition. Screw threads shall be machined or have a surface quality equivalent
to machining.
3.2.5.3 Surface finish and coating
High-strength steel nuts may be supplied with either decorative or corrosion resistant
coatings. Coatings of all components of an assembly shall be compatible and shall have
similar corrosion resistance.
Hot-dip galvanized nuts shall be supplied in accordance with AS 1214 unless otherwisespecified.
Electroplated nuts shall be supplied in accordance with AS 1897 (ISO 4042) unless
otherwise specified. Electroplated nuts shall not be coated in cadmium or cadmium alloy.
Uncoated nuts shall be in the dull black as-heat-treated condition.
NOTES:
1 The assembly test in Appendix D is a suitable test for the effectiveness of the lubricant
coating.
2 Coatings should be specified to the relevant coating specification, e.g. AS 1897, and indicated
in the enquiry or order.
3.2.5.4 Lubrication
All coated nuts shall be provided with an additional lubricant coating to prevent seizure on
assembly. The coating shall be clean and dry to the touch.
All uncoated nuts shall be provided with an additional lubricant coating to prevent seizure
on assembly.
3.3 MATERIAL AND MECHANICAL PROPERTIES
The material of high-strength steel nuts shall be as given in AS/NZS 4291.2 for property
class 8. The mechanical properties shall be as given in Tables 3.1 and 3.2 of this Standard.
-
8/16/2019 AS1252.1-2016 (Draft)
26/53
1 0 3 3 4 3 A S NZ S 1 2 5 2 .1 P u b l i c
C omm en t . d o c - 0 9 / 0 3 / 2 0 1 6 9 : 2 9 : 1 9
s m m
c
e dw dw
15° to 30°15° to 30°
(a) Double-chamfered nut (b) Washer-faced nut
Thread*
Pitch
of
thread
Width across
flat
Width across
cornersNut height Squareness
tolerance†
Symmetry
tolerance†
Washer-face or
chamfer dia.
(s) (e) (m) (d w)
(p) Max. Min. Max. Min. Max. Min. (Max.) (Min.) Max. Min.
M12 1.75 21.0 20.16 24.25 22.78 13.1 12.0 0.22 1.04 19.20
M16 2.0 27.0 26.16 31.2 29.56 17.1 16.4 0.76 1.04 Actual 24.90
M20 2.5 32.0 31.00 36.9 35.03 21.3 20.0 0.90 1.24 size 29.50
(M22) 2.5 36.0 35.00 41.6 39.55 23.6 22.3 1.00 1.24 cross 33.30
M24 3.0 41.0 40.00 47.3 45.20 24.2 22.9 1.04 1.24 flats 38.00
(M27) 3.0 46.0 45.00 53.1 50.85 27.6 26.3 1.28 1.24 42.80
M30 3.5 50.0 49.00 57.7 55.37 30.7 29.1 1.40 1.24 46.50
M36 4.0 60.0 58.80 69.3 66.44 36.6 35.0 1.68 1.48 55.90
*
†
Threads in parentheses are non-preferred.
Values equal to FIM (full indicator movement).
FIGURE 3.1 SHAPE AND DIMENSIONS OF HIGH-STRENGTH STEEL NUT
Licensed to Mr Andrew Brown on 17 March 2016. Personal use licence only. Storage, distribution or use on netwo
-
8/16/2019 AS1252.1-2016 (Draft)
27/53
DRAFT ONLY 25 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
Ø 0.8s d d
t Ø t
s
(a) Squareness to lerance (b) Symmetry tolerance
FIGURE 3.2 SQUARENESS AND SYMMETRY OF HIGH-STRENGTH
STEEL NUTS
TABLE 3.1
MECHANICAL PROPERTIES OF HIGH-STRENGTH STEEL NUTS
Nut finish
Proof
stress
Hardness
Vickers HV Rockwell HRC HRB
MPa Max. Min. Max. Min.
Hot-dip galvanized 1165 353 260 36 24 —
Other than hot-dip
galvanized1075
353 188 36 — 89
NOTE: The coat ing sha ll be removed before hardness testing.
TABLE 3.2
PROOF LOADS FOR HIGH-STRENGTH STEEL NUTS
Thread
Tensile stress area of
threaded test mandrel
( As)
Proof load
kN
mm2 Hot-dip
galvanized
Other than hot-dip
galvanized
M12
M16
M20
84.3
157
245
98.2
182.9
285.4
90.6
168.9
263.4
M22
M24
M27
303
353
459
353.0
411.2
534.7
325.7
379.5
493.4
M30
M36
561
817
653.6
951.8
603.1
878.3
-
8/16/2019 AS1252.1-2016 (Draft)
28/53
DRAFT ONLY 26 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
S E C T I O N 4 F L A T R O U N D W A S H E R S
4.1 METHOD OF MANUFACTURE
Washers shall be manufactured from steel produced by a basic oxygen or an electric arc
process.
4.2 SHAPE, DIMENSIONS AND FINISH
4.2.1 Shape and dimensions
The shape and dimensions of washers for high-strength structural bolting shall be in
accordance with Figure 4.1. For coated washers, the dimensions apply before coating.
NOTE: Dimensions of square taper washers are given in Appendix E.
4.2.2 Flatness
When a straight edge is placed along a line passing through the centre of the hole, thedeparture from flatness determined by inserting thickness gauges at a point midway
between the edge of the hole and the edge of the washer shall be not greater than 0.25 mm.
4.2.3 Finish
4.2.3.1 General
Washers for high-strength steel bolts shall be cleanly finished, sound and free from defects
detrimental to the end use.
4.2.3.2 Surface roughness
All surfaces of washers for high-strength structural bolting may be in the as-rolled or
machined condition.4.2.3.3 Surface finish and coating
Washers may be supplied with either decorative or corrosion-resistant coatings. Coatings of
all components of an assembly shall be compatible and shall have similar corrosion
resistance.
Hot-dip galvanized washers shall be supplied in accordance with AS 1214 or AS/NZS 4680
unless otherwise specified.
Electroplated washers shall be supplied in accordance with AS 1897 (ISO 4042) unless
otherwise specified. Electroplated washers shall not be coated with cadmium or cadmium
alloy.
Uncoated washers shall be in the dull black as-heat-treated condition.
4.3 MATERIAL AND MECHANICAL PROPERTIES
All washers shall be hardened and tempered and the hardness shall be 345–455 HV (35–
45 HRC).
-
8/16/2019 AS1252.1-2016 (Draft)
29/53
DRAFT ONLY 27 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
DRAFTING NOTE: The hardness of structural washers in accordance with AS 1252-1983
was 35HRC (345HV)–45HRC (455HV). This was since changed to 26HRC (275HV) –
45HRC (455HV) in AS 1252-1996.
This change has made certain concerns when used in combination with the Load Indicating
Washers (LIW). As the maximum hardness for LIW in accordance with I.S. EN 14399-9 is380HV or 38HRC, a lower hardness on the structural washer would indent the washer
instead of deforming the LIW making LIW not reliable. In order to address this issue (at
least partially), the hardness range for structural washers in the new revision of AS 1252.1
is set at 35HRC (345HV)–45HRC (455HV) which is same as that of the AS1252-1983.
There is a concern by the HDG applicators that achieving a minimum hardness of 35HRC
(345HV) is not practical due to 550C bath temperature used in some HDG processes.
HDG structural washers having hardness greater than 35HRC are currently and were
previously available in the Australian Market while some currently available HDG
structural washers are below this hardness.
We seek your comments on this matter. NOTES:
1 These hardness requirements are for all coating types.
2 Where direct tension indicators (DTI) are used, if the minimum hardness is below 35 HRC,
the DTI indentation may indent the steel and provide erroneous results.
d2
1
d1
h
millimetres
Nominal
diameter of
bolt
Inside diameter Outside diameter Thickness
(d 1) (d 2) (h)
(d )* Max. Min. Max. Min. Max. Min.
12
16
20
14.43
18.43
22.52
14.0
18.0
22.0
26.0
34.0
42.0
24.4
32.4
40.4
3.3
4.6
4.6
2.7
3.1
3.1
(22)
24
(27)
24.52
26.52
30.52
24.0
26.0
30.0
44.0
50.0
56.0
42.4
48.4
54.1
4.6
4.6
4.6
3.4
3.4
3.4
30
36
33.62
39.62
33.0
39.0
60.0
72.0
58.1
70.1
4.6
4.6
3.4
3.4
* Values in parentheses are non-preferred.
FIGURE 4.1 SHAPE AND DIMENSIONS OF FLAT ROUND WASHERS FOR
HIGH-STRENGTH STRUCTURAL BOLTING
-
8/16/2019 AS1252.1-2016 (Draft)
30/53
DRAFT ONLY 28 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
S E C T I O N 5 B O L T A S S E M B L I E S
5.1 GENERAL
A bolt assembly shall comprise a bolt meeting the requirements of Section 2, a nut meeting
the requirements of Section 3 and a washer meeting the requirements of Section 4.
Bolt assemblies shall be supplied containing components only from the same manufacturing
lot.
5.2 FUNCTIONAL CHARACTERISTICS OF THE BOLT ASSEMBLY
5.2.1 General
The functional characteristics of the bolt assembly shall meet the requirements defined in
Clauses 5.2.2, 5.2.3 and 5.2.4 when tested in accordance with the basic assembly test or
extended assembly test, as appropriate, detailed in Appendix D.
5.2.2 Minimum bolt tension force
The minimum tension force developed in the bolt during the basic assembly test shall be in
accordance with Table 5.1.
TABLE 5.1
MINIMUM BOLT TENSION
FOR ASSEMBLY TEST
Nominal diameter
of bolt
Minimum bolt tension
kN
M12
M16
M20
M22
M24
M27
M30
M36
63
117
183
227
264
343
419
610
NOTE: The minimum bol t tensions given in Table 5.1
are approximately equivalent to 0.9 × (minimum
ultimate tensile load) as specified in AS 4291.1.
5.2.3 Minimum nut rotation
The minimum nut rotation shall be assessed using the basic assembly test.
The minimum nut rotation from when the tension of the bolt is equal to 0.7 × (minimum
ultimate tensile load) condition achieved during the basic assembly test without fracture of
the bolt or stripping of the bolt or nut thread or reaching the bolt tension of 0.7 × (minimum
ultimate tensile load) again shall be as given in Table 5.2.
-
8/16/2019 AS1252.1-2016 (Draft)
31/53
DRAFT ONLY 29 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE 5.2
NUT ROTATION REQUIREMENTS
Bolt length
(nominal)
Nut rotation (minimum)
after snug tightdegrees
≤3d 300
>3d ≤7d 360
>7d ≤11d 420
5.2.4 Torque-tension relationship
Where the bolt installation procedure relies on a known and documented relationship
between the torque applied to the nut (or bolt) and the tension developed in the bolt
assembly, the relationship shall be defined by—
M r,i = k m d F p,C where
M r,i = torque required to develop minimum bolt tension F p,C
k m = k m for k-class K1 or K2 as appropriate (refer to Appendix D)
d = nominal diameter of the bolt
F p,C = minimum bolt tension (preload) defined in the relevant Standard
The extended assembly test detailed in Appendix D shall be used to establish the relevant
values of k m for k-class K1 or K2 as appropriate.
-
8/16/2019 AS1252.1-2016 (Draft)
32/53
DRAFT ONLY 30 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
S E C T I O N 6 I D E N T I F I C A T I O N ,
C E R T I F I C A T I O N A N D T E S T I N G
6.1 GENERAL
6.1.1 Availability of test certificates
A test certificate shall be available to the purchaser for all products manufactured to this
Standard for each manufacturing lot produced.
NOTE: The term ‘certificate’ is in common use, however, for fastener inspection documents the
terminology used by ISO is ‘test report’.
6.1.2 Transmission of test certificates
An original or a copy of the inspection documents provided by the manufacturer or its
approved representative, without any alteration, shall be provided. This documentation shall
be accompanied by suitable means of identification of the product, in order to ensure the
traceability between the manufacturing lot and the corresponding test certificate.
Copying of the original documentation is permitted, provided that—
(a) traceability of product is maintained; and
(b) the original document is available on request.
When producing copies, the information on the original delivered quantity may be replaced
by the actual delivered partial quantity.
6.2 IDENTIFICATION
Each package or box of bolt assembly components shall be from the same manufacturing
lot. Each package or box shall be identified with the following:
(a)
Product designation (see Clause 1.7).
(b)
The name and address of the manufacturer or supplier.
(c)
Batch and heat identification number for the manufacturing lots from which the bolt,
nut and washer were taken.
(d) The k-class (K0, K1 or K2) with the corresponding values required by the applicable
Standard. Where not shown, K0 shall be assumed. See Clause 5.2.4.
(e) A manufacturing lot number. A trace lot number may replace or complement the
manufacturing lot number.
6.3 TESTING AND TEST REPORTS
6.3.1 General
Testing shall be performed by a laboratory accredited by a signatory to the International
Laboratory Accreditation Corporation (ILAC) through their Mutual Recognition Agreement
(MRA) for the specific tests set out in this Standard. The appropriate logo or further details
of the ILAC (MRA) signatory shall be noted on the test certificate.
NOTE: In Australia, ILAC (MRA) bodies include the National Association of Testing Authorit ies
(NATA); in New Zealand, they include International Accreditation New Zealand (IANZ).
Additional tests not considered in this Standard may also be reported, as agreed between the
purchaser and supplier.
NOTE: To comply with ILAC requirements, any additional tests will either need to have
accreditation or, if not accredited, be reported such that it is clear the testing is not accredited. A
separate report may be necessary.
-
8/16/2019 AS1252.1-2016 (Draft)
33/53
DRAFT ONLY 31 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
6.3.2 Minimum requirements for test reports
All test reports shall be in English alphanumeric characters, issued by the manufacturer or
supplier as appropriate, and have the following:
(a) The name and address of the fastener manufacturer or supplier who establishes the
inspection document.(b)
The report number (unique identification allocated by the fastener manufacturer or
supplier for its own traceability to test/inspection results).
(c) Indication of the quality system(s) operated by the fastener manufacturer or supplier.
(d) Product designation (see Clause 1.7).
(e) Batch, heat and manufacturing lot number (or trace lot number) for each
manufacturing lot.
(f)
Size of the manufacturing lot.
(g)
The fastener marking (see Clause 1.6).
(h)
The manufacturer identification (trade) mark of the labelling, if any, unless identical
to the fastener marking.
(i) Identification and address of the test laboratory and accreditation details of the test
laboratory and the test identification number(s) for the measured values [refer to
Item (j)] date of issue, page number and total number of pages on each page.
(j) Measured values in comparison to specified values for each of the properties required
to be reported in this Standard.
The test report shall be accompanied by a declaration of conformity from the manufacturer
that the products supplied comply with the requirements of this Standard and Items (a) to (j)
above. This shall be validated by the manufacturer’s or supplier’s authorized representative,
including their name, signature and position.
NOTE: The above requirements are consistent with a Type F3.1 test report according to
ISO 16228. A Type F3.1 test report is acceptable for alternative bolt assembly types (see
Clause 1.7.4).
6.4 TESTING OF DIMENSIONAL REQUIREMENTS
6.4.1 Bolts
The critical dimensions to be tested and tolerances for bolts are provided in Table 6.1.
Standard gauges or measuring equipment of the required accuracy shall be used.
-
8/16/2019 AS1252.1-2016 (Draft)
34/53
DRAFT ONLY 32 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE 6.1
DIMENSIONAL TESTS FOR BOLTS
Critical dimension1 Accuracy (mm) Method
Width across flats (s) ≤0.05 Measurement
Width across corners (e) ≤0.05 Measurement
Head height (k ) ≤0.05 Measurement
Shank diameter (d s) ≤0.05 Measurement
Nominal length (l ) ≤0.1 Measurement
Shank length (l s) ≤0.1 Measurement
Grip length (b) ≤0.1 Measurement
Thread dimensions — Gauge
Underhead radius (r) — Gauge
1 Symbols are defined in Figure 2.1.
6.4.2 Nuts
The critical dimensions to be tested and tolerances for nuts are provided in Table 6.2.
Standard gauges or measuring equipment of the required accuracy shall be used.
TABLE 6.2
DIMENSIONAL TESTS FOR NUTS
Critical dimension1 Accuracy (mm) Method
Width across flats (s) ≤0.05 Measurement
Width across corners (e) ≤0.05 Measurement
Nut height (m) ≤0.05 Measurement
Thread dimensions — Gauge
1 Symbols are defined in Figure 3.1.
6.4.3 Washers
The critical dimensions to be tested and tolerances for washers are provided in Table 6.3.
Standard gauges or measuring equipment of the required accuracy shall be used.
TABLE 6.3
DIMENSIONAL TESTS FOR WASHERS
Critical dimension1 Accuracy (mm) Method
Hole diameter (d 1) ≤0.1 Measurement/gauge
Outer diameter (d 2) ≤0.1 Measurement
Thickness (h) ≤0.05 Measurement
1 Symbols are defined in Figure 4.1.
6.5 TESTING OF MECHANICAL CHARACTERISTICS
6.5.1 Bolts
The mechanical properties of bolts shall be tested in accordance with Table 6.4.
-
8/16/2019 AS1252.1-2016 (Draft)
35/53
DRAFT ONLY 33 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE 6.4
TESTS FOR MECHANICAL PROPERTIES OF BOLTS
Mechanical property Test
Reference Standard
for the test procedureAS 4291.1:2015
Test assessment
criteria(Note 1)
AS 4291.1:2015
Minimum tensile strength
Rm, MPa
Tensile test under
wedge loading(Note 2)
Clause 9.1 Clause 9.1.6.1.2
Tensile test Clause 9.2 Clause 9.2.6.2
Stress at 0.2% non-
proportional elongation
R0.2 , MPa
Tensile test Clause 9.7 Clause 9.7.7.2
Stress under proof load S p,
MPa
Proof load test Clause 9.6 Clause 9.6.6
Percentage elongation after
fracture for machined testpieces A, %
Tensile test Clause 9.7 Clause 9.7.7.2
Percentage reduction of
area after fracture for
machined test pieces Z , %
Tensile test Clause 9.7 Clause 9.7.7.2
Hardness Hardness test Clause 9.9 Clause 9.9.5
Height of non-carburization
thread zone E , mm
Decarburization test Clause 9.10 Clause 9.10.3.4
Reduction of hardness after
retempering, HV
Retempering test Clause 9.12 Clause 9.12.4
Impact strength K V, J Impact test Clause 9.14 Clause 9.14.6
Surface integrity Surface discontinuity
inspection
Clause 9.15 Clause 9.15
NOTES:
1 The test assessment criteria column specifies the relevant Clause in AS 4291.1.
2 Applicable to bolts of length ≥2.5d .
6.5.2 Nuts
The mechanical characteristics of nuts shall be tested in accordance with Table 6.5.
TABLE 6.5
TESTS FOR MECHANICAL CHARACTERISTICS OF NUTS
Mechanical
characteristicTest
Reference Standard for
the test procedure
Test assessment criteria
Hardness Hardness test AS/NZS 4291.2 Table 3.1 of this Standard
Stress under proof load Proof load test AS/NZS 4291.2 Table 3.2 of this Standard
6.5.3 Washers
The mechanical characteristics of washers shall be tested in accordance with Table 6.6.
-
8/16/2019 AS1252.1-2016 (Draft)
36/53
DRAFT ONLY 34 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE 6.6
TESTS FOR MECHANICAL CHARACTERISTICS
OF WASHERS
Mechanical
characteristic
TestReference Standard for
the test procedure
Test assessment criteria
Hardness Hardness testAS 1817.1 for Vickers method
AS 1815.1 for Rockwell methodClause 4.3 of this Standard
The Vickers method shall be used for any referee tests.
6.6 TESTING OF FUNCTIONAL CHARACTERISTICS
The functional characteristics of the bolt assembly shall be tested in accordance with
Table 6.7.
TABLE 6.7
TESTS FOR FUNCTIONAL CHARACTERISTICS OFBOLT ASSEMBLY
Functional characteristic Test Test procedure
Suitability for tensioning Assembly test Refer to Appendix D
-
8/16/2019 AS1252.1-2016 (Draft)
37/53
DRAFT ONLY 35 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
APPENDIX A
A DISCUSSION OF THE BASIS FOR ‘HR’ AND ‘HV’ SYSTEM TYPESIN THE EN 14399 SERIES
(Informative)
A1 CONTEXT
The European EN 14399 series introduced two parallel systems for achieving the necessary
ductility in tensioned (‘preloaded’) bolt, nut and washer assemblies. This was largely a
response to the two approaches implemented in Europe at the time. The HR (British/French)
and HV (German) systems adopted in the EN 14399 series reflect these two approaches.
A2 THE HR (BRITISH/FRENCH) SYSTEM
The HR system uses thick nuts and long thread lengths in the bolt assembly to obtainductility. The failure mechanism is predominantly by plastic elongation of the bolt, with
eventual tensile failure of the bolt shank, usually in the threaded portion. The longer thread
length is necessary to ensure that the induced strain is not localized.
A3 THE HV (GERMAN) SYSTEM
In contrast to the HR system, the HV system uses thinner nuts and shorter thread lengths to
obtain the required ductility by plastic deformation of the threads within the nut. The failure
mechanism is essentially local thread stripping.
A4 COMPARING THE SYSTEM BEHAVIOUR
HR bolts are relatively insensitive to overtightening during tensioning, although control isstill necessary to ensure gross overtightening and failure does not occur. Failure of the bolt
is predominantly by bolt breakage, which is readily detectable. The form of the failure
surface can indicate whether the bolt has failed in essentially pure tension (desirable) or
whether excessive torque (not desirable) has occurred. A failure due to torque may be
symptomatic of excessive binding of the nut on the bolt shank during the tensioning
operation, caused by factors such as galling of the galvanized coatings or bolts and nuts that
have been allowed to weather and rust before installation. Figure A1 indicates typical
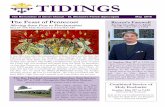
failure modes for tension predominant and torque predominant failures respectively.
-
8/16/2019 AS1252.1-2016 (Draft)
38/53
DRAFT ONLY 36 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
(a) Tension predominant failure form (b) Torque predominant failure form
NOTE: Figure A1 provided courtesy of Research Council on Structural Connections.
FIGURE A1 FAILURE FORMS FOR HR BOLTS
HV bolts fail by thread deformation. It may be argued that in the event of failure by thread
plastic deformation, the assembly still acts as a non-tensioned assembly. HV assemblies are
more sensitive to over-tightening during tensioning and therefore require more site control.
The mode of failure by deformation of the engaged thread provides little indication of
failure.
A5 AUSTRALIAN AND NEW ZEALAND STANDARDS CONTEXT
The bolt and nut geometries in this Standard are most closely aligned with those of the HR
bolt system. Therefore, the ductility assumptions and methodology for bolting outlined in
AS 4100 and NZS 3404 has been based on performance requirements for bolts closely
aligned with the HR bolt system. Adoption of the HV bolt system would require review of
the performance requirements in AS 4100 and NZS 3404 and how those might be affected
by HV bolt system performance attributes.
-
8/16/2019 AS1252.1-2016 (Draft)
39/53
DRAFT ONLY 37 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
APPENDIX B
PRODUCT CONFORMITY
(Normative)
B1 SCOPE
This Appendix sets out the means by which product conformity evaluation can be
demonstrated by the manufacturer or supplier by—
(a) initial type testing (ITT); and
(b)
factory production control (FPC) including a minimum testing and inspection
frequency plan.
B2 INITIAL TYPE TESTING
B2.1 General
An initial type testing program shall be carried out in accordance with Paragraph B2.2
before the products are first placed onto the market.
Initial type testing shall be performed on first application of this Standard. Tests previously
performed in accordance with the provisions of this Standard (same product,
characteristic(s) test method, sampling procedure, system of attestation of conformity, etc.)
may be taken into account.
In addition, the initial type testing shall be performed at the beginning of a new method of
production or where using a new facility or equipment.
B2.2 Minimum sampling and testing plan
The initial type testing program comprises of routine testing at a higher frequency to
establish the capabilities of the manufacturing process to produce the product. The
minimum sampling and testing frequency plan for type testing is indicated in Table B1.
-
8/16/2019 AS1252.1-2016 (Draft)
40/53
DRAFT ONLY 38 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
TABLE B1
MINIMUM SAMPLING AND TESTING FREQUENCY PLAN FOR
INITIAL TYPE TESTING AND PRODUCTION TESTING
Characteristic
Applicable
Clause Sample size
Bolts
Dimensions 6.4.1 Refer Note
Minimum tensile strength 6.5.1 Refer Note
Stress at 0.2% non-proportional elongation 6.5.1 Refer Note
Stress under proof load 6.5.1 Refer Note
Percentage elongation after fracture for
machined test pieces
6.5.1 Refer Note
Percentage reduction of area after fracture
for machined test pieces
6.5.1 Refer Note
Head soundness 6.5.1 Refer Note
Hardness 6.5.1 Refer Note
Non-carburiza tion, HV 0.3 6.5 .1 Refer Note
Height of non-carburization thread zone 6.5.1 Refer Note
Depth of complete carburization in the
thread
6.5.1 Refer Note
Reduction of hardness after retempering,
HV
6.5.1 Refer Note
Breaking torque 6.5.1 Refer Note
Impact strength 6.5.1 Refer Note
Surface integrity 6.5.1 Refer Note
Nuts
Dimensions 6.4.2 Refer Note
Stress under proof load 6.5.2 Refer Note
Hardness 6.5.2 Refer Note
Washers
Dimensions 6.4.3 Refer Note 1
Hardness 6.5.3 Refer Note 1
Bolt assembly
Suitability for tensioning 6.6 Refer Note 1
k -class and k -factor 6.6 Refer Note 1
NOTE: Five tests for—
(a) each of four different nominal d iameters which should reflect the different
manufacturing methods;
(b) each property class (PC 8.8 only applicable to this Standard);
(c) each type of coating; and
(d) each type and source of material.
The results of all tests shall meet the requirements of this Standard.
-
8/16/2019 AS1252.1-2016 (Draft)
41/53
DRAFT ONLY 39 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
B3 FACTORY PRODUCTION CONTROL
B3.1 General
A factory production control (FPC) system shall be established, documented and maintained
to ensure that the products placed on the market conform to the stated performance
characteristics. The FPC system shall consist of procedures, regular inspections and testsand/or assessments, and the use of the results to control raw and other incoming material or
components, equipment, the production process and the product.
B3.2 Manufacturing controls
B3.2.1 Raw materials and components
The specification of all incoming raw materials shall be documented, as shall the inspection
scheme for ensuring their conformity.
B3.2.2 Manufacturing equipment
All equipment used in the manufacturing process shall be regularly inspected and
maintained to ensure use, wear or failure does not cause inconsistency in the manufacturing process. Inspections and maintenance shall be carried out and recorded in accordance with
the manufacturer’s written procedures.
B3.2.3 Traceability and marking
High-strength structural bolt assemblies, as well as their packaging, shall be identifiable
and traceable in respect to their manufacture. Procedures shall be established to ensure this.
Written procedures shall be utilized to ensure that processes related to affixing
identification and traceability codes are inspected regularly.
B3.2.4 Non-conforming product
Product identified as non-conforming shall be quarantined and disposed of. Documented
procedures shall be in place to record such non-conformance and actions taken.
B3.2.5 Corrective action
Documented procedures shall be established to instigate corrective action to eliminate the
cause of non-conformities.
B3.2.6 Surveillance auditing of the manufacturing process
Surveillance of the FPC shall be undertaken once per year. The surveillance audit shall
include the following:
(a) A review of the FPC test plans and production processes to identify if any changes
have occurred since the last audit, and their significance.
(b)
Checks to ensure that the production equipment is correctly maintained, serviced and
calibrated.
(c) A review of actions taken on any non-compliances.
B3.2.7 Modifications
Where modifications are made to the product, process or FPC system that may affect any of
the product characteristics defined in this Standard, all characteristics that may be affected
by the modification shall be subject to type testing in accordance with Paragraph B2.
The modifications, results of type testing and any re-assessment of the factory or FPC
system that may be required as a result of the modifications shall be reported.
-
8/16/2019 AS1252.1-2016 (Draft)
42/53
DRAFT ONLY 40 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
B3.3 Production testing
B3.3.1 Product testing and sampling plan
Procedures shall be established to ensure that the stated values of all the characteristics are
maintained.
The minimum sampling and testing frequency plan for FPC is indicated in Table B2.
TABLE B2
MINIMUM SAMPLING AND TESTING PLAN FOR
FACTORY PRODUCTION CONTROL
Characteristic Applicable Clause Sample size
Bolts
Head soundness 6.5.1 Refer Notes 1 and 3
Hardness 6.5.1 Refer Notes 1 and 3
Nuts
Stress under proof load 6.5.2 Refer Notes 1 and 4
Hardness 6.5.2 Refer Notes 1 and 4
Washers
Hardness 6.5.3 Refer Note 1
Bolt assembly
Suitability for tensioning 6.6 Refer Note 2
k-class and k-factor 6.6 Refer Note 2
NOTES:
1 One piece per hour for continuous heat treatment or one piece perbatch.
2 Five tests per bolt assembly lot.
3 Either head soundness or hardness may be tested.
4 Either stress under proof load or hardness may be tested.
The results of all tests shall meet the requirements of this Standard.
B3.3.2 Testing equipment
All weighing, measuring and testing equipment shall be calibrated and regularly inspected
according to documented procedures, frequencies and criteria.
B3.3.3 Recording and analysis of test resultsCompliant and non-compliant results of all testing conducted in accordance with the
established sampling and testing plan shall be recorded.
The test data shall be reviewed in a timely manner to ensure that all values obtained are
consistent with the product characteristics defined in this Standard or, where this is not the
case, any instance of non-compliance is investigated and that any non-conforming product
is dealt with in accordance with Paragraph B3.3.4 and that suitable corrective action is
taken in accordance with Paragraph B3.3.5.
B3.3.4 Review of the sampling and testing plan
An annual review shall be undertaken to establish that the sampling and testing plan is
being followed in all respects. The review shall take into account any changes to the product and/or production processes since the last review and their significance in terms of
the application of the sampling and testing plan.
-
8/16/2019 AS1252.1-2016 (Draft)
43/53
DRAFT ONLY 41 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
B3.3.5 Corrective actions
Where non-conforming product is identified, the corrective actions taken shall be recorded.
The results of the corrective actions shall be reviewed in a timely manner to ensure product
compliance has been re-established.
B4 NON-CONFORMING PRODUCT
B4.1 General
Non-conforming product shall be rejected and quarantined. There shall be written
procedures specifying the processing of non-conforming product.
B4.2 Retests
Retesting shall not be performed where testing to this Standard has proved non-
conformance.
B5 DOCUMENTATION
The results of all testing programs shall be recorded and such records shall be maintained
and be made available for inspection for a period of at least five years after the date when
that last product to which the test program refers to was delivered or the date the tests were
undertaken, whichever is later.
The following documentation shall be made available on request:
(a) Test results for initial type testing.
(b) Test results for factory production testing.
(c) Procedures for meeting the requirements, including sample size, for conducting initial
type testing as detailed in Paragraph B2.
(d)
Procedures for meeting the requirements, including sampling frequency, forconducting production testing as detailed in Paragraph B3.5.
(e) Procedures for meeting the requirements for manufacturing controls detailed in
Paragraph B3.
(f)
Procedures for non-conforming product as detailed in Paragraph B4.
-
8/16/2019 AS1252.1-2016 (Draft)
44/53
DRAFT ONLY 42 DRAFT ONLY
103343 ASNZS1252.1 Public Comment.doc - 09/03/2016 9:29:19
APPENDIX C
PURCHASING GUIDELINES
(Informative)
C1 GENERAL
Australian/New Zealand Standards are intended to include the technical provisions
necessary for the supply of materials referred to in the particular Standard, but do not
purport to comprise all the necessary provisions of a contract. In a number of cases, the
purchaser is asked to state the requirements or is given a choice of optional requirements.
These are contractual matters to be agreed upon between the purchaser and the
manufacturer or supplier.
This Appendix contains detailed explanations, advice and recommendations on the
information to be supplied by the purchaser at the time of enquiry and order. Its aims are to
avoid misunderstandings and to result in the purchaser receiving satisfactory products and
services.
C2 INFORMATION TO BE SUPPLIED BY THE PURCHASER
The purchaser should consider and supply the following information at the time of enquiry
and order, after making due reference to the explanation, advice and recommendations
contained in this Appendix and the requirements of this Standard:
(a)
Quantity, size and length.
(b) Delivery instructions (dates, schedules and delivery point).
(c)
Designation of property class and Standard number (see Clause 1.7).
(d)
Whether a test certificate is required (see Clause 6.1).
(e)
Any information concerning processing or end use that the purchaser considers of
assistance to the manufacturer or supplier.
(f) Any decorative or corrosion resistant coatings required, e.g. galvanizing or
electroplating (see Clause 1.8.5).
(g)
Whether any special testing conditions and procedures are necessary or required.
NOTES:
1 Any special or supplementary requirements additional to the requirement
![Bangladesh epz law 2016 [ draft]](https://static.fdocuments.us/doc/165x107/58ed4e041a28abe9758b46fd/bangladesh-epz-law-2016-draft.jpg)