Arvind
100
NATIONAL INSTITUTE OF FASHION TECHNOLOGY Textile Internship Report At Arvind Naroda By: Akshita Sabharwal, Hitee Singh and Prachi The document contains the report for a Fifteen day internship 0 | Page
-
Upload
akshita-sabharwal -
Category
Documents
-
view
113 -
download
4
description
Arvind Naroda
Transcript of Arvind
NATIONAL INSTITUTE OF FASHION TECHNOLOGY
Textile Internship Report
At Arvind Naroda
By:
Akshita Sabharwal, Hitee Singh and Prachi
The document contains the report for a Fifteen day internship at Arvind Mills, Naroda plant.
0 | P a g e
TABLE OF CONTENTSI Acknowledgement 2
II Introduction
Objective......................................................................................................................................3
Indian Textile Industry 4
Company Profile 5
Company’s Vision 7
PPC Department 8
Raw Material Storage and Inspection Section 10
III Blow Room Section 12
IV Carding Section 17
V Drawing 20
VI Spinning 22
VIII Warping25
VII Dyeing 30
Rope Dyeing 31
Slasher Dyeing 36
VIII Sizing 40
VIII Weaving44
IX Finishing
Singeing Unit 48
Mercerizing Unit 50
Stentering Unit 53
Foam Finisher 56
Wet Finishing 60
X Inspection 64
XI Testing 68
XII Packaging 72
XIII Environmental Factors at Arvind Mills 73
XIV References……………………………………………………………………………...74
1 | P a g e
ACKNOWLEDGEMENT
We would like to thank Arvind, Naroda unit for giving us the opportunity to undergo training in the textile department and for extending their support towards us all throughout our internship.
We would also like to thank NIFT, Gandhinagar for giving us this opportunity and facilitating our internship.
It was a great learning experience throughout to see one of the most well planned and advanced textile units. We take the opportunity to thank all the people who guided us through the entire process and made our training a success by sharing their knowledge.
We would like to thank Ms. Richa Ahuja, Sr. H.R. at Arvind, without whose support and guidance the internship couldn’t have been completed satisfactorily.
We are also grateful to our College mentor Ms.Amisha Mehta for guiding us at every stage and making this project a success.
2 | P a g e
OBJECTIVE OF INTERNSHIP
The project is based on a fifteen day internship, in Arvind Mills denim Department. It covers all the information and learning experiences related to manufacturing of textiles, denim in this case and all the processes involved namely:
• Spinning
• Dyeing
• Weaving
• Finishing
• Testing
• Packaging
The main objectives of the project/internship were:
1. Understanding basic principles of production of textiles.
2. In-depth study and understanding of all processes involved in textile production and the machinery and equipment used.
3. Knowledge about the company
4. Understanding the company’s process flow in production
5. Study the work environment and practices followed for textile production.
6. Assess the faults and critical factors of production and determine the practices adopted by Arvind Mills.
3 | P a g e

INDIAN TEXTILE INDUSTRY
Indian textile industry and Market Size - Textiles sector contributes to 14 per cent of industrial production - 4 per cent of National GDP - 10.63 per cent of country's export earnings
Market Size - India's share of global textile exports is expected to increase from the current 4%
to around 7% over the next three-years Growth Rate
- 3-4 percent during the last six decade - 9-10 percent during last five year
4 | P a g e

COMPANY PROFILE
Arvind Limited started with a share capital of Rs. 2,525,000 ($55,000) in the year 1931. With the aim of manufacturing the high-end superfine fabrics Arvind invested in very sophisticated technology. With 52,560 ring spindles, 2552 doubling spindles and 1122 looms it was one of the few companies in those days to start along with spinning and weaving facilities in addition to full-fledged facilities for dyeing, bleaching, finishing and mercerizing. The sales in the year 1934, three years after establishment were Rs 45.76 lakh and profits were Rs 2.82 lakh.
In the mid 1980’s the textile industry faced another major crisis. With the power loom churning out vast quantities of inexpensive fabric, many large composite mills lost their markets, and were on the verge of closure. Yet that period saw Arvind at its highest level of profitability. At this point of time Arvind’s management coined a new word for it new strategy – Renovision. It simply meant a new way of looking at issues, of seeing more than the obvious and that became the corporate philosophy.
The national focus paved way for international focus and Arvind’s markets shifted from domestic to global, a market that expected and accepted only quality goods. Cottons were the largest growing segments. But where conventional wisdom pointed to popular priced segments, Reno vision pointed to high quality premium niches. Thus in 1987-88 Arvind entered the export market for two sections -Denim for leisure & fashion wear and high quality fabric for cotton shirting and trousers. By 1991 Arvind reached 1600 million meters of Denim per year and it was the third largest producer of Denim in the world.
In 1997 Arvind set up a state-of-the-art shirting, gabardine and knits facility, the largest of its kind in India, at Santej. With Arvind’s concern for environment a most modern effluent treatment facility with zero effluent discharge capability was also established.
Arvind has carved out an aggressive strategy to increase its current operations by setting up world-scale garmenting facilities and offering a one-stop shop service, by offering garment packages to its international and domestic customers.
Of Lee, Wrangler, Arrow and Tommy Hilfiger and its own domestic brands of Flying Machine, Newport, Excalibur and Ruf & Tuf, is setting its vision of becoming the largest apparel brands company in India.
5 | P a g e

6 | P a g e

COMPANY’S VISION
(Information as collected from Company Website)
WE BELIEVE
In people and their unlimited potential; in content and in focus on problem solving; in teams for effective performance, in the power of the intellect.
WE ENDEAVOUR
To select, train and coach people to obtain higher responsibilities; to nurture talent, and to build leaders for the corporations of tomorrow; to reward, celebrate and activate all intellectual business contributions.
WE DREAM
Of excellence in all endeavors; of mutual benefit and prosperity; of making the world a better place to live in.
7 | P a g e

PRODUCTION PLANNING AND CONTROL DEPARTMENT
The production Planning and Control department is the one that materializes the production flow and monitors it. The head of PPC department is Mr Ajay Dwivedi. The main objective of the production planning department is to execute mass production.
Sometimes the buyer selects the designs that he wants to get mass produced from the fabric database of over 8000 design collection developed by the Research and Development Department of Arvind Mills known as the DNTG department.
Other times the customer sends samples and requires the mass production for it. In such cases, the DNTG department develops the procedures involved for production of that sample by reverse engineering.
The PPC department then allots the machinery and time required for fulfilment of each procedure accordingly. The lead time is also decided by PPC based on the order size, machine availability, profits involved and the urgency as per the consumer.
In case of orders of lower quantities, the PPC has to strategize the execution of the order and plan whether or not to accept it, since slasher and rope dyeing machines have limitations as to the minimum amount of dyeing, for best results and avoidance of wastage.
The PPC department also plans separately for orders of export and domestic market as the demand vary from region to region. Arvind also has its own retail brands, like Ruf and Tuf jeans, but they are treated as buyers and not subsidiaries.
8 | P a g e
The bottle neck operation that determines the lead time for the production is the weaving procedure. The loom capacity depends on the following factors:
Construction of fabric Loom Speed Efficiency
The production planning team needs to coherently work on deciding whether the capacity of the plant is enough to fulfil the order in the given lead time.
Usually the lead time for any particular order is 50 to 55 days, including all quality checks inspection etc.
The thumb rule for calculation of lead time:
Pre- spinning procedures: 3 days Spinning: 15-20 days Warping and dyeing: 3 days For every weaving cycle: 3 to 4 days(weaving cycle depends on the order quantity
and above mentioned factors) Usually for one order about 8 to 10 weaving cycles are required Finishing processes: 1 day for each process, if not covered in the integrated finish
processing machine. Inspection: 2 to 3 days Washing: 2 to 3 days
The production planning process for denims in Arvind is done on Excel. Though an attempt was made previously to employ an ERP system, the project failed causing major loss of capital because an ERP system does not work for such a huge company with such diversification in the process. The PPC head, Mr. Dwivedi and his team are the ones, to plan each and every step of the production process, and it is their responsibility to deliver high quality products at the promised time.
9 | P a g e

RAW MATERIAL STORAGE AND INSPECTION SECTION
Objective
The Raw Material Storage Department is the department from where the work starts in the plant. The main objectives of raw material department are storing, issuing, and reconciliation of raw material intended for manufacturing.
System And Procedure
Work takes place in the following systematic order: 1. The orders are placed in the Marketing Department, at the Head Office stationed at Naroda road, Ahmedabad. The customer specifies its requirements in the order. 2. A sales order is then prepared giving a systematic description of the requirements by the Marketing Department, which is then sent to the factory. 3. The Sales Order is received at the Production Planning and Control Department (PPC). 4. The PPC Department then makes the production planning chart which includes all the characteristics of the yarn required. 5. The Production Program is then sent to the Raw Materials Department.
Raw Material
100 kilo cotton = 88 kilo of yarn (for combed yarn) (75% yarn realisation)
Loss: 1 % sizing, 2.3 to 2.5 % weaving, 1% warping (total 4 to 4.5%)
Role of Raw Material Department
It receives the material, which is ordered by production department and issues the required material to the department. In case of rejection, it stores the rejected material and returns it to the seller end.
Types of cotton Arvind Mills use: 1. Pakistan Cotton
2. J34 SG It is a selection from non-descriptive hirustum mixtures. It is a re-selection from Bikaneri Narma. It is sown in the months of April/May and the crop is ready for picking by October/December. J34RG and SG are grown in the states of Punjab, Haryana and Rajasthan and total production per annum is around 2.6 million bales of each of 170 Kg.
3. Shankar-6 Gujarat cotton It is sown in the month of June-July and is ready for picking in November and may extend upto February. It is cultivated in an area of 4.4 million Acres in the state of Gujarat.
10 | P a g e

4. Organic cotton Organic cotton is being produced in-house by Arvind mills, and also being procured from fully organic certified farms, as some environment conscious customers prefer to use it. ( Arvind’s organic cotton contract farming project is located in the cotton growing belt district of Maharashtra; Akola. )
Capacity of Raw Material Department
The textile industry is based on raw material capacity, which costs from 70 to 80% of industry cost. Its capacity is about 1870 tons.
Material Purchase
In Raw Material, they source both long staple fibres and short staple fibres from Andhra Pradesh, Rajasthan, Punjab, Gujarat and imports from Pakistan. Certain prerequisites are considered as to what kind of cotton fibres are required like Length, Strength, Fineness (micronium per inch), and Uniformity Ratio. • Geeta cotton Co. Pvt. Ltd. (Andhra Pradesh) • Sai Venkata agro industries Pvt. Ltd (Andhra Pradesh) • Sri Ganganagar Pvt. Ltd. (Rajasthan)
11 | P a g e
BLOW ROOM SECTION
Process Flow
A. Blending
12 | P a g e
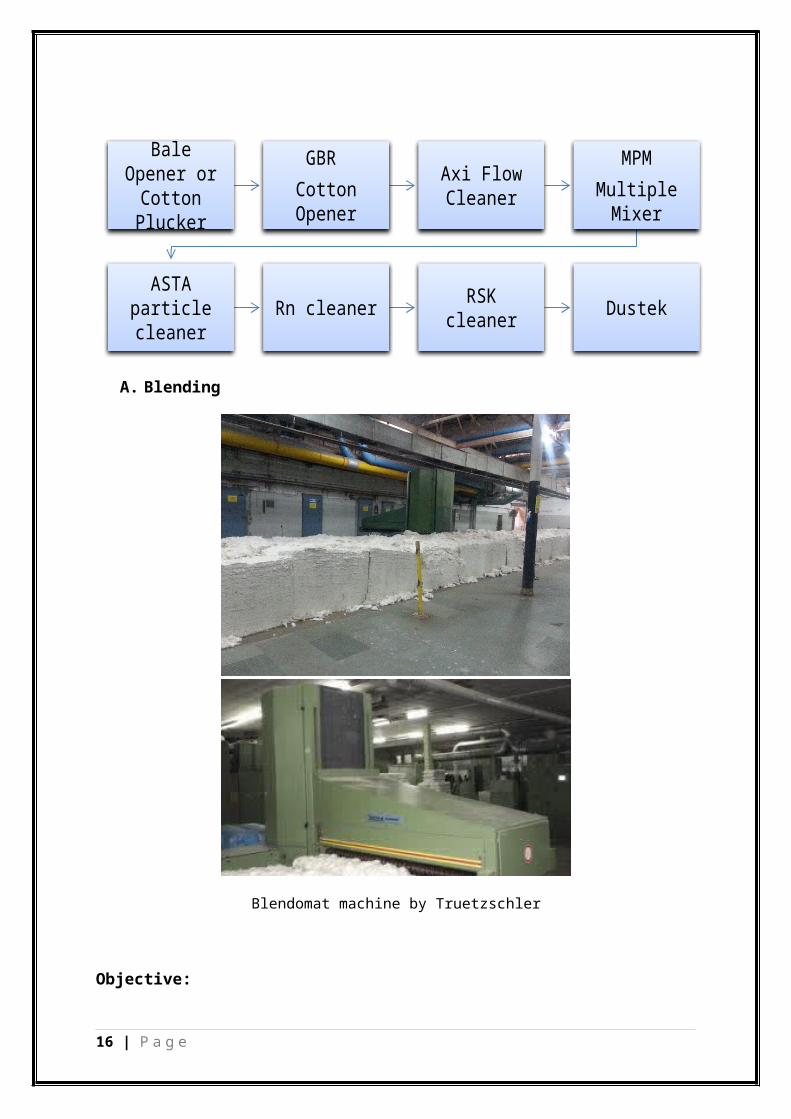
Bale Opener or Cotton Plucker
GBR Cotton Opener
Axi Flow Cleaner
MPMMultiple Mixer
ASTA particle cleaner Rn cleaner RSK cleaner Dustek

Blendomat machine by Truetzschler
Objective:
•To open the cotton from matted condition to the loose open state in which it was before baling.
Bale Specification:
•1 Bale : 110-167 Kgs
Machine Specification (Blendomat BDT 019):
Place of Origin GermanyBrand Name TruetzschlerModel Number Blendomat BDT 019/2300Depth (Limit) 93-1789 MetresThe machine takes up 50-60 cotton bales (approx.) in 8.5 hours. Each cotton bale weighs 110-167kgs. Machine main supply 3Ph/Ac, 415V, 50HzControl circuit 1Ph/Ac, 24V, 50HzMode of bale laying ManualMaterial in process Cotton with seeds and impuritiesProduction Upto 1600kg/hrPower Consumption 12.6kW
Observations:
2 Hooks in reverse directions (Forward and backward). The hook movement is opposite to the direction of machine movement. Hooks are used to lift the cotton fiber so that opening can take place. Sensors to prevent any disturbances. Upto three bale groups at a time. Feeding in upto three lines. Upto 180 bales.
Process:
Cotton is passed from bales and then to apron. Apron moves cotton to blending apron. Blending apron has sharp spikes that raise cotton until part of it is knocked off by the
roll. Some of the cotton stays on apron.
13 | P a g e
The cotton is knocked back by roll and continues to blend until picked up again by apron.
Another roll strips off cotton that was not knocked back by previous roll. Cotton falls on conveyor belt and is carried to next process that is blending through an
overhead duct.
Why is it done?
It is necessary so as to obtain uniformity of fiber quality.
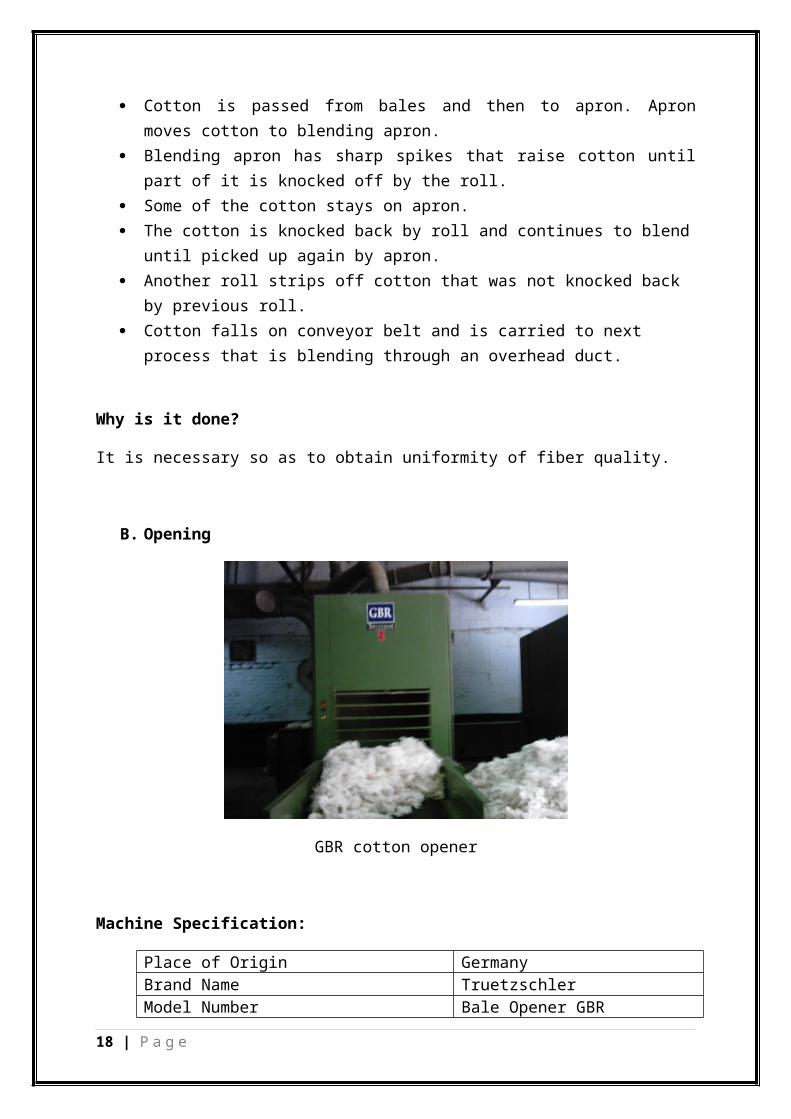
B. Opening
GBR cotton opener
Machine Specification:
Place of Origin GermanyBrand Name TruetzschlerModel Number Bale Opener GBRMaterial in process CottonProduction Upto 400kg/hrPower Consumption 4.59kW
Process:
Lint cotton falls on apron and passes between feeder rolls to beater cylinder. The rapidly whirling beater blades take off small tufts of cotton, knock out trash, and loosen up the mass.
The two screen rolls are made of screen material and air is sucked out of them by fan.
14 | P a g e

This draws the cotton from beater and condenses it on the surface of the screen rolls from which it is taken and passed on by the small rolls.
Air suction through cotton takes out dirt and trash. Conveyor belt passes cotton to another type of beater. From beater the cotton passes to a conveyor and is carried to picker.
Why is it done?
It is necessary in order to loosen hard lumps of fiber and disentangle them; cleaning is required to remove trash such as dirt, leaves, burrs, and any remaining seeds, thus forming homogenous mixtures.
C. Axi Flow Cleaner
This is fitted with beaters. Cotton moves from GBR to axiflow by suction and impurities fall below in a bin under the gravitational pull. The opened up mass of fiber rotates around two cleaning rollers (beaters) with cylinder steel pins which beat the fiber material, allowing the coarse particles to be separated. The time (in hours) of the passage of material can be regulated. The speed range of the beaters varies from 400-600 rpm.
Objective:
Separation of heavy parts (impurities) from cotton.
Machine Specification:
Place of Origin GermanyBrand Name TruetzschlerModel Number 052-2502
Pressure 50-75 bar
Major parts Two metallic perforated cylinders and waste collector
D. MPM Multiple Mixer
Fitted with eight beaters. This sucks cotton from Axiflow and pumps to ASTA, meanwhile sorting the cotton fibers. It is generally used for homogenous mixture of fibers.
Machine Specification:
Place of Origin GermanyBrand Name TruetzschlerModel Number 10236Motor speed 1750 rpmOpening rolls speed 800-850 m/minNumber of chambers 10Output 30-36%Pressure 350 bar
Major parts This machine consists of material feed, reserve tank, reserve tank flaps, optical sensor delivery, rollers, and material suction
15 | P a g e
funnel.
E. ASTAObjective: Heavy trash separation from cotton. The air and material enters the separation tank in a stream via upper channel and hit baffle plates. Heavy particles are removed away from the lighter fibers by negative acceleration and the force of gravity. The lower channel generates an opulent air stream in the area of baffle plates, which guides the fibers to the outlet.
Machine Specification:
Place of Origin GermanyBrand Name TruetzschlerModel Number ASTA 800Principle Principle of aerodynamics
F. DUSTEXDust removal is not an easy operation since the dust particles are completely enclosed in the flocks & hence are back during suction. The suction units remove dust 64% dust.
Machine Specification:
Place of Origin GermanyBrand Name TruetzschlerModel Number CVT-4 1600Principle Principle of aerodynamicsCleaning efficiency 64%
16 | P a g e

CARDING SECTION
Carding is the heart of the entire spinning process and as such requires utmost care. Next to blow room, carding is the only major stage for cleaning cotton.
(Gutenberg.org)
Objective
The object of carding is to open out thoroughly the tiny lumps or locks to a state where every fibre becomes individualized and the cotton is no more in an entangled state. Equally important is the removal of all the impurities, short fibres and finally it has to prepare the well cleaned material into a compact sliver form and lay into containers for subsequent processing. The main objectives of carding are:
Elimination of impurities To open the flock into individual fibres Fibre Blending Short fibre separation Elimination of dust Fibre Alignment Sliver Formation
17 | P a g e
(Clicked from Manual)
Carding Machine
Input: Clean and Open small tuftsOutput: SliverNumber of Machines: 14Machine Make: Trutzschler (Germany)Machine Speed: 220 mpmModel: DK 803Average Cycle Time: 30 minNo. of Workmen/Shift: 2Humidity: 56.5%Temperature: 33.3 degree CelsiusProduction: 1 ton/dayCard Cleaning Efficiency: 62-67%CV%: 1.2-1.7Front Delivery Speed: 210-240 meters per minutePressure: 325 pa
Machine Specifications
18 | P a g e

Cylinder Speed: 450-550 rpmLicker-in Speed: 1100-1200 rpmDoffer Speed: 25-30 rpmFlat Speed: 22-25 cm/minCylinder Diameter: 1290 mmLicker-in Diameter: 250 mmDoffer Diameter: 500 mmCan Diameter: 24 inchesCan Height: 42 inches
Technical Specifications
Linear Density of Lap fed 400 gm/mRate of Feed 500 gm/minLength of Sliver/Can 5500 mWeight of Sliver/Can 26 kgLinear Density of Sliver 4.8 gm/mProduction/min 85 m/minProduction/hr 5100 m/hrProduction (kg/hr) 25 kg/hr
19 | P a g e

DRAWING
In the spinning process, the next important stage in the cotton process is draw frame. After carding the individual fibres lay criss-cross in the web. These fibres require straightening and parallelizing to the possible extent. Drawing is the process where the fibres are blended, straightened and the number of fibres in the sliver increased in order to achieve the desired linear density in the spinning process. The drawing process also improves the uniformity or evenness of the sliver. The number of drawing passage utilised depends on the spinning system used and the end products.
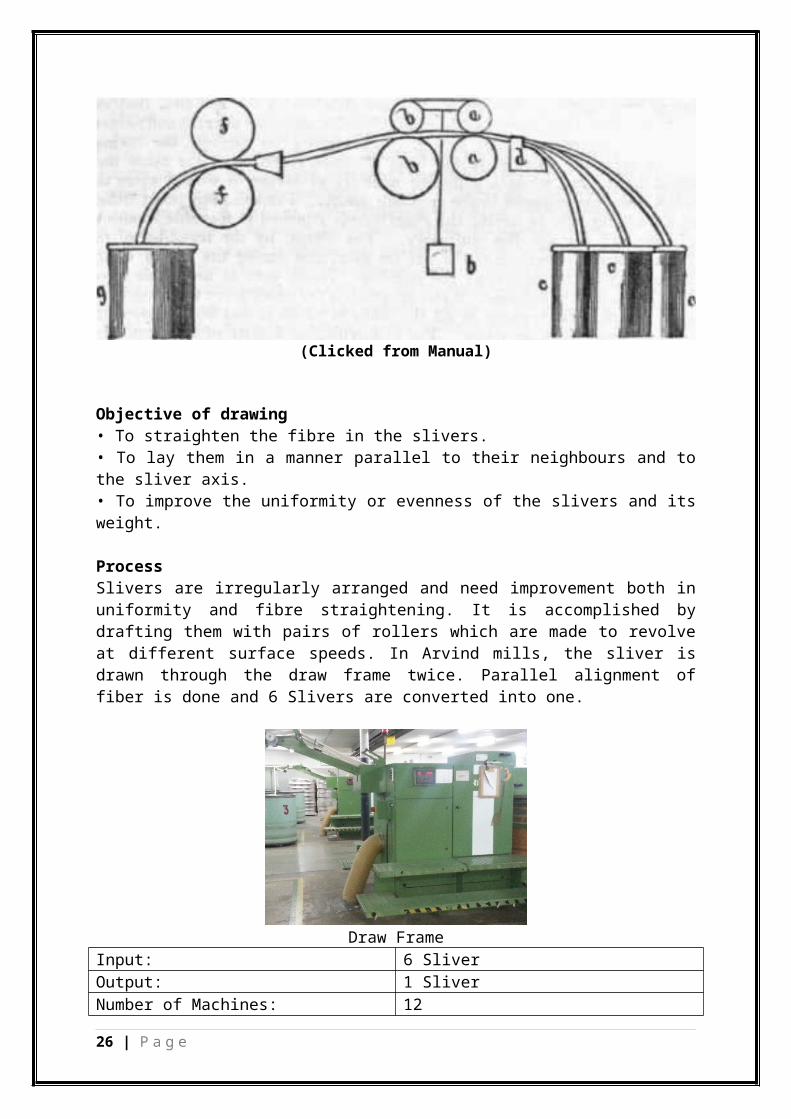
(Clicked from Manual)
Objective of drawing • To straighten the fibre in the slivers. • To lay them in a manner parallel to their neighbours and to the sliver axis. • To improve the uniformity or evenness of the slivers and its weight.
ProcessSlivers are irregularly arranged and need improvement both in uniformity and fibre straightening. It is accomplished by drafting them with pairs of rollers which are made to revolve at different surface speeds. In Arvind mills, the sliver is drawn through the draw frame twice. Parallel alignment of fiber is done and 6 Slivers are converted into one.
20 | P a g e

Draw Frame
Input: 6 SliverOutput: 1 SliverNumber of Machines: 12Machine Make: Padmatex/Trutzschler Model: Padmatex 720/ HSR 900Average Cycle Time: 15 minNo. of Workmen/Shift: 3No. of Doubling: 6No. of Drafting: 6Production:0 3.5 tons/dayMachine Speed: 650 rpmDrafting System: 4 over 3 – Spring loaded top arm
Waste Collection Box
21 | P a g e

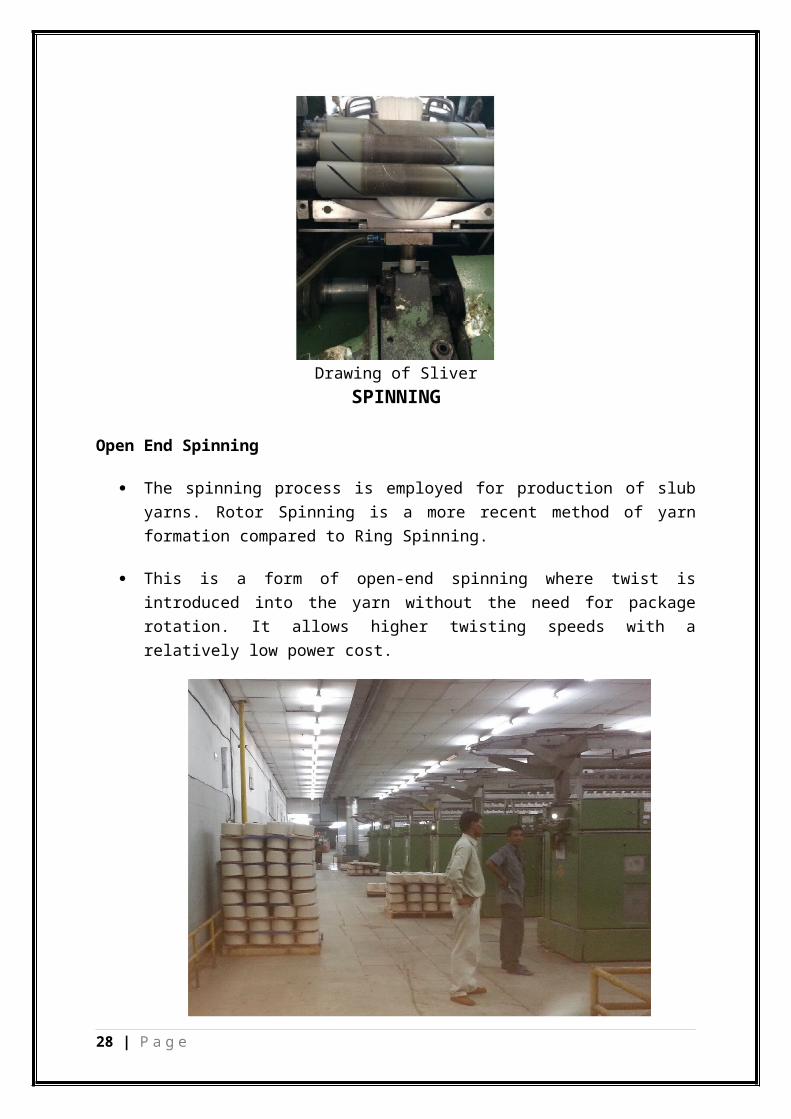
Drawing of SliverSPINNING
Open End Spinning
The spinning process is employed for production of slub yarns. Rotor Spinning is a
more recent method of yarn formation compared to Ring Spinning.
This is a form of open-end spinning where twist is introduced into the yarn without
the need for package rotation. It allows higher twisting speeds with a relatively low
power cost.
Open End Spinning Department
22 | P a g e

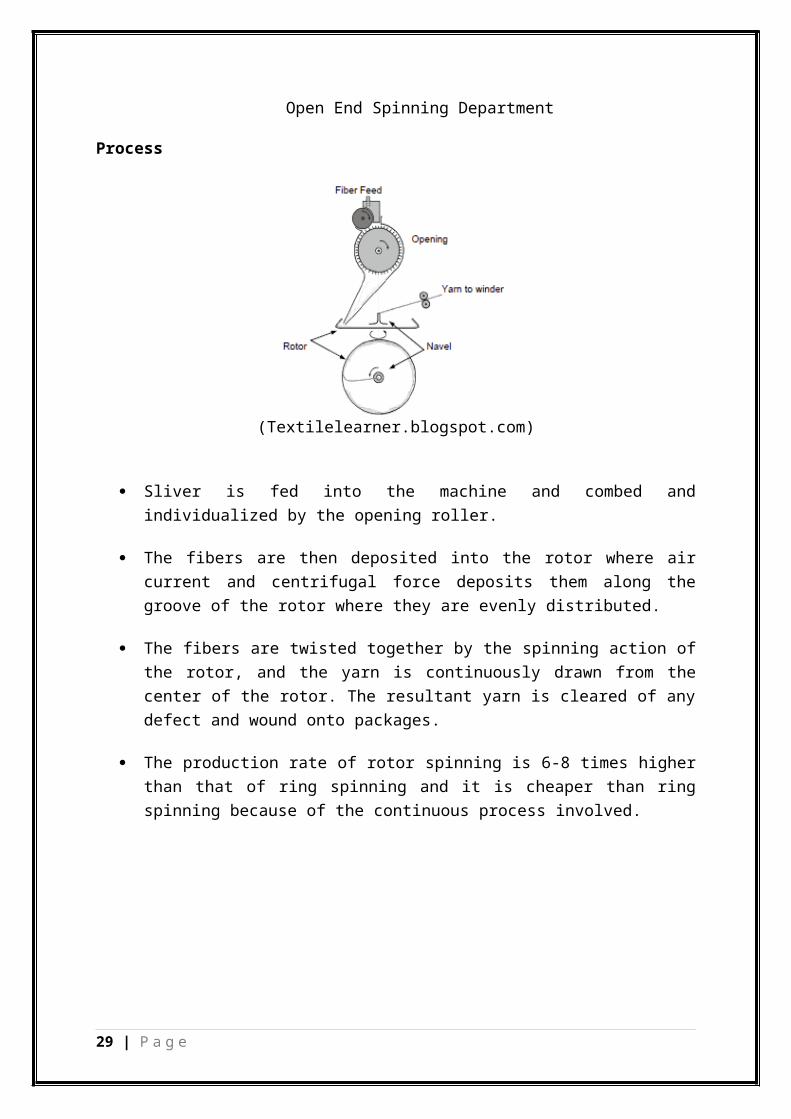
Process
(Textilelearner.blogspot.com)
Sliver is fed into the machine and combed and individualized by the opening roller.
The fibers are then deposited into the rotor where air current and centrifugal force
deposits them along the groove of the rotor where they are evenly distributed.
The fibers are twisted together by the spinning action of the rotor, and the yarn is
continuously drawn from the center of the rotor. The resultant yarn is cleared of any
defect and wound onto packages.
The production rate of rotor spinning is 6-8 times higher than that of ring spinning
and it is cheaper than ring spinning because of the continuous process involved.
23 | P a g e

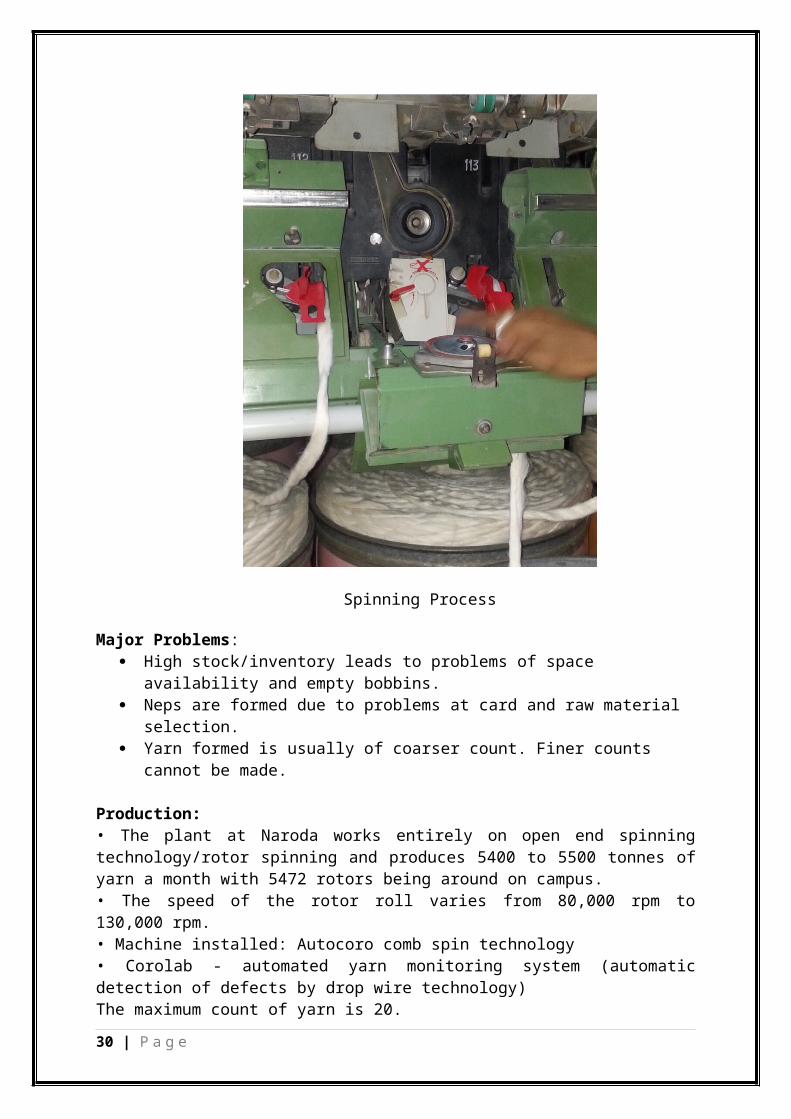
Spinning Process
Major Problems: High stock/inventory leads to problems of space availability and empty bobbins. Neps are formed due to problems at card and raw material selection. Yarn formed is usually of coarser count. Finer counts cannot be made.
Production:• The plant at Naroda works entirely on open end spinning technology/rotor spinning and produces 5400 to 5500 tonnes of yarn a month with 5472 rotors being around on campus. • The speed of the rotor roll varies from 80,000 rpm to 130,000 rpm. • Machine installed: Autocoro comb spin technology • Corolab - automated yarn monitoring system (automatic detection of defects by drop wire technology) The maximum count of yarn is 20.
Autocoro Machine Specifications:
Input: SliverOutput: YarnNumber of Machines: 7Machine Make: Schlafhorst Autocoro 6E 9Average Cycle Time: 8 hrs
24 | P a g e

No. of Workmen/Shift: 3Production: 2.2-4.5 tons/day (depending on count)Machine Speed: 60000 to 90000 rpm (depending on count)Objective: To convert sliver into twisted yarn
To wind yarn onto the package
WARPING
Warping is transferring many yarns from creel of single-end package forming parallel sheet of yarn wound on to be a beam or section beam. Warping machines can process all type of materials including coarse and fine filament and staple yarns, monofilament, textured and smooth yarns, silk and other synthetic yarn such as glass.
25 | P a g e
A warp beam that is installed on weaving machine is known as weaver beam. A weaver beam contains thousands of ends, but in denim production a beam obtained from warping is known as section beam because denim is made from dyed yarn. Therefore first section beam is obtained and then these section beams are combined on the stage dyeing and sizing to get required number of ends for weaving process. In denim production initially the yarns are first dyed and then weaving process is carried out.
There are two method of yarn dyeing in denim production:
Rope dyeing. Slasher dyeing.
Warping method used for both methods of dyeing are different. The process used for rope dyeing is known as “BALL WARPING” and for slasher dyeing “BEAM WARPING” method is used.
Beam Warping Ball Warping
Ball Warping
26 | P a g e
Ball Warping Department
In this system of warping the yarns are wound on a large cylindrical roll in the form
of twist less rope.
The balls are used for dyeing of denim fabrics. In Arvind Mills, Ball warping involves creeling multiple ends of yarns (normally
350 to 500) and collecting them into an untwisted rope for dyeing. This rope is wound onto a long cylinder called a log on a machine developed
specifically for this purpose (the ball warper). All of the packages are then loaded into a creel. The packages are placed onto adapters which are located on steel support pins
throughout the creel. These adapters support the packages of yarn and insure that the package remains
aligned to the tensioning devices. The next step involves threading the tensioners. The warp beam, so produced is then combined on sizing for applying the size paste
and making the weaver beam.
(Techmechwarp.com)
27 | P a g e
Machine specification of Benninger’s warping machine
Model AGCH 9240.
Max. Creel Capacity 640. (V-Creel used).
Min. Creel Capacity 334.
Speed 20m/min to 1200m/min.
Tensioner Type Electronic.
Pressure 200daN to 600daN.
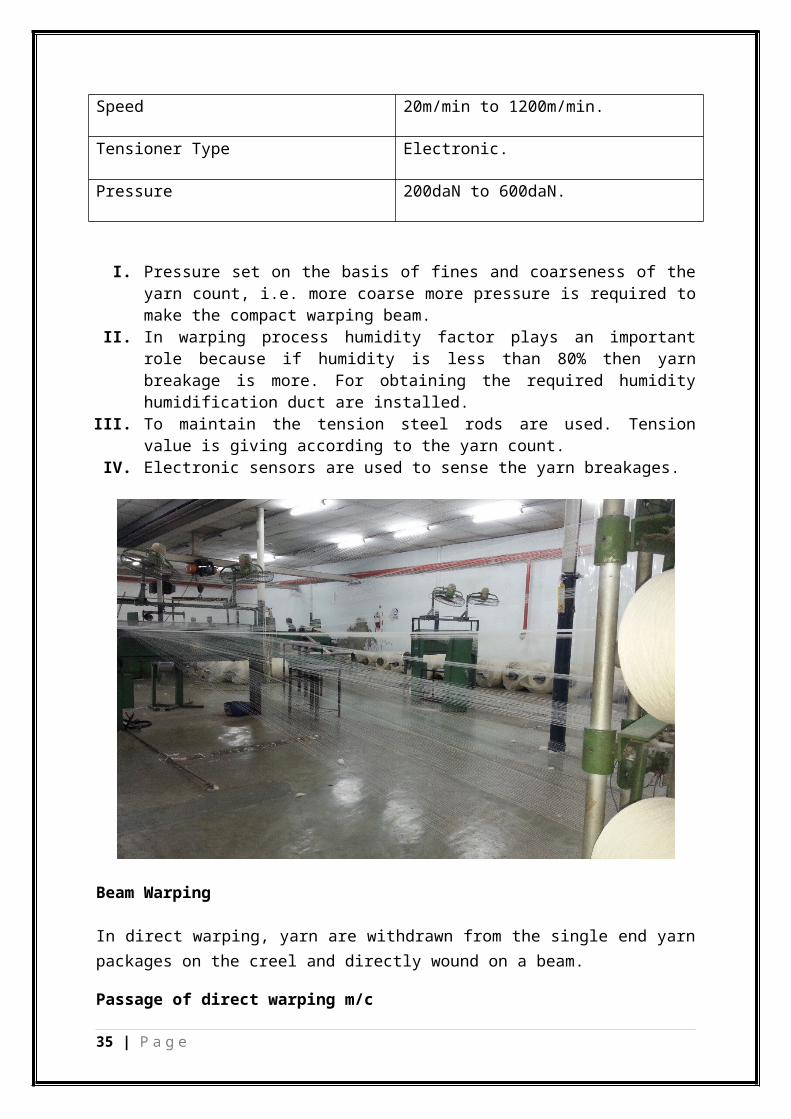
I. Pressure set on the basis of fines and coarseness of the yarn count, i.e. more coarse more pressure is required to make the compact warping beam.
II. In warping process humidity factor plays an important role because if humidity is less than 80% then yarn breakage is more. For obtaining the required humidity humidification duct are installed.
III. To maintain the tension steel rods are used. Tension value is giving according to the yarn count.
IV. Electronic sensors are used to sense the yarn breakages.
Beam Warping
In direct warping, yarn are withdrawn from the single end yarn packages on the creel and directly wound on a beam.
28 | P a g e
Passage of direct warping m/c
Direct warping is used in two ways:
a.) Direct Warping can be used to directly produce the weavers beam in a single operation. This is especially suitable for stronger yarns that do not require sizing and when the number of warp end are relatively small.
b.) Direct Warping is used to make smaller intermediate beam called warpers beam. The smaller beam are combined later at the slashing stage (in the case of denim production they will combine at the stage of dyeing and sizing range) to produce weaver beam. This process is called beaming. For example if weaver beam contain 9000 ends then there would we say 9 warper beams of 1000 ends. If this weaver beam were to be made at one stage, the creel capacity must have 9000 yarn packages, which is hardly possible to manage and accommodate. In the production of denim option “b” is applied.
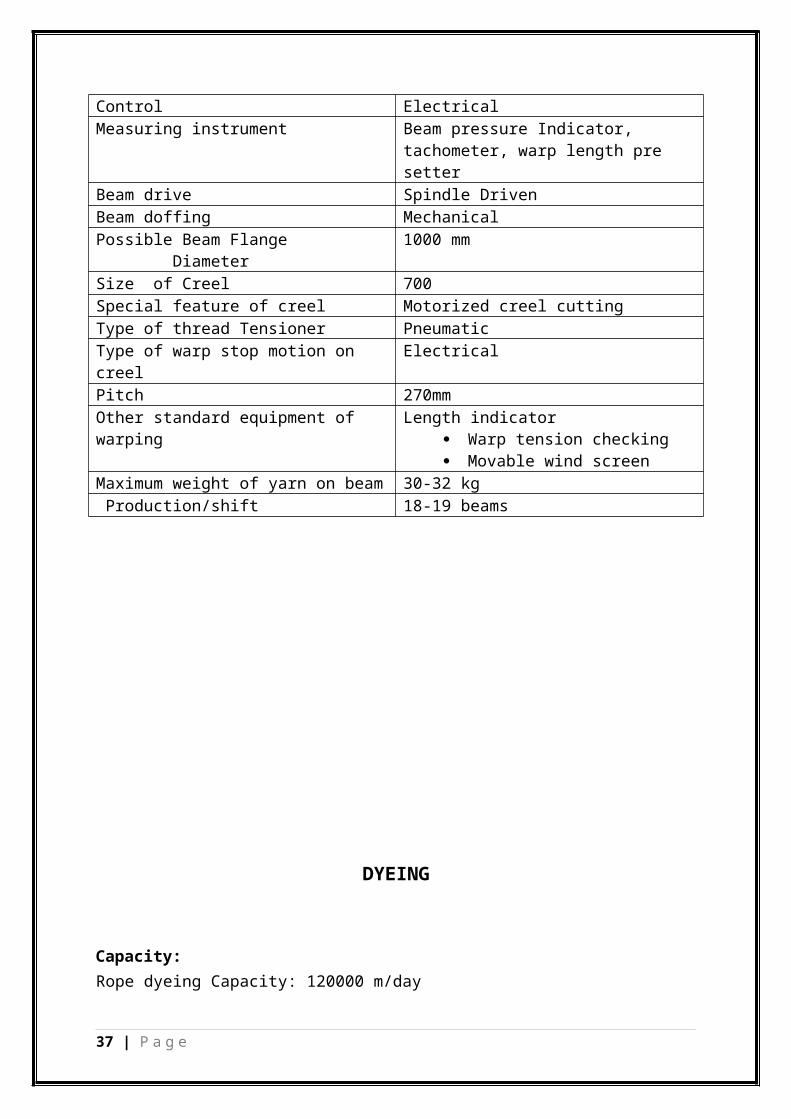
Manufacturer Sucker Muller HakobaDesignation NZB D1000 SensowarpWorking width 1600Suitable for processing the following yarn A11Speed range 30 to 1000 mpmRunning speed 475 mpmBraking mechanism Electromagnetic brakeTension range 8 to 50 cmMeasuring roller device NoPressing roller force 600 N/mPressure 6.0 barComb Zig zag (+ve)Control ElectricalMeasuring instrument Beam pressure Indicator, tachometer, warp
length pre setter
Beam drive Spindle DrivenBeam doffing MechanicalPossible Beam Flange Diameter
1000 mm
Size of Creel 700
29 | P a g e
Warping BeamDrumZig-Zag
GuideTensionerStop motionGuideCreel
Special feature of creel Motorized creel cuttingType of thread Tensioner PneumaticType of warp stop motion on creel ElectricalPitch 270mmOther standard equipment of warping Length indicator
Warp tension checking Movable wind screen
Maximum weight of yarn on beam 30-32 kg Production/shift 18-19 beams
DYEING
Capacity: Rope dyeing Capacity: 120000 m/day
Dyes used:
• Indigo blue
• Sulphur dye- Black, Brown, Green
In Arvind Mills the yarn is dyed and then it is weaved. The yarn dyeing is done by two methods:
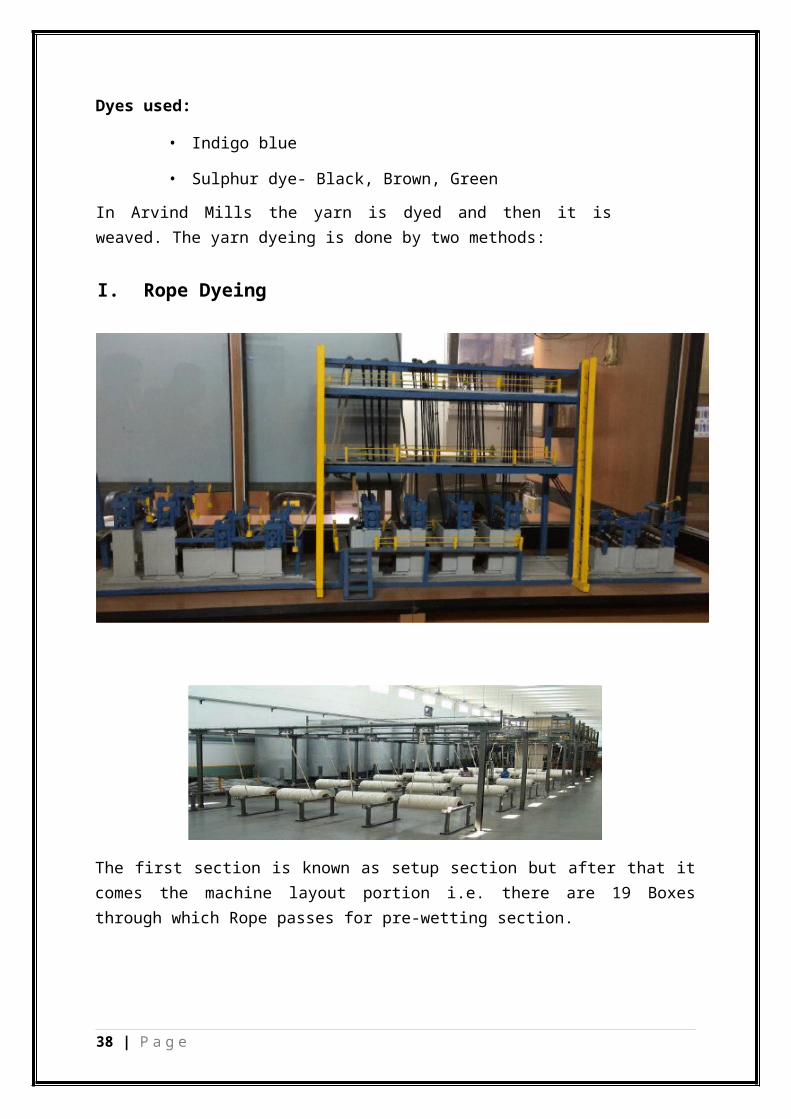
I. Rope Dyeing
30 | P a g e
The first section is known as setup section but after that it comes the machine layout portion i.e. there are 19 Boxes through which Rope passes for pre-wetting section.
Denim dyeing is highly sophisticated. Indigo is a vat dye and is insoluble in water. Although full shades can be obtained from the concentrated dyeing vats in only one pass, such dyeing
31 | P a g e

have inadequate fastness because indigo in the vatted or reduced state has only limited affinity for cotton.
Dyeing is not in the fabric form but in the yarn stage. The warps are dyed; fabric is made using undyed or different coloured weft. Yarn dyeing is basically of two types: ROPE DYEING and SLASHER DYEING (sheet dyeing).The dyeing principle is same i.e. passing the material through a dip vat, a subsequent squeezing to remove the excess and giving air passage to allow the dyeing to oxidize.
Dyeing Styles:
- IBST: Indigo Bottom Sulphur Top - SBIT: Sulphur Bottom Indigo Top
- Indigo
- Sulphur
Others: GBIT(Green Bottom Indigo Top), VBIT, IBVT, IBBT, IBKT, Super Dark, IBIT etc.
The first section is known as setup section but after that it comes the machine layout portion i.e. there are 19 Boxes through which Rope passes for pre-wetting section.
Tank-1
PREWETTING: - This process is used to increase dye uptake and wet ability by mild scouring to remove wax material and impurities. Bath contains sequestering agent, wetting agent and caustic. In SBIT, Sulphur bottoming is done in this tank
Type: 1dip, 1 nip; Temperature: 50◦C Tank Capacity: 6000l Dip Time: 39 sec.; Aeration Time: 24 sec (at speed of 20m/min) Prewetting Solution: Caustic (15gpl), PrimasolNF(wetting)
Tank-2-6
PRE-WASHING:- Used for removal of caustic and other chemicals from the rope. Mercerization can also be carried out but again it is mild as there is no provision for stretching and shrinkage. Mercerization (Floating Roller Type) is done to increase dimensional stability, lustre and absorbency.
Temperature: 50◦C (Tank 2 and 3), R.T. (Tank 4), Tank 5 and 6 are usually bypassed. (Note: Bath temperatures are maintained by steam-heated coils)
32 | P a g e

Pre Washing Bath
Tank-7-12
DYE BATH: - Used to carry out ring dyeing of denim with indigo. Repetitive dip and nip are
carried out. Aeration length is provided for oxidation of indigo. Type: 1 dip 1 nip;
Temperature: R.T.; Tank Capacity: 7200l pH-12.7-12.8; Potential: Dependent on dyeing
style. Dip time: 27 sec Aeration Time: 3 min (at speed 20m/min)
Tank-13
This bath may contain sulphur/indigo as per IBST or SDI style. For sulphur topping Temperature: 85oC. (Note hardness of nip rollers varies from 70 to 80)
Tank-14
This bath may contain indigo if we are going for dark indigo or it may contain water for washing if IBST style is running on the machine.
Tank-15
WASH BATH: - Detergent is used to remove superficial dye from the rope. Water jets are also used at nip to remove unfixed dye. Temperature: 65OC; Tank Capacity: 3200-4000l. Detergent used: Refnol DSW
Tank-16-18
33 | P a g e

POST-WASHING: To remove detergent or superficial dye
Tank-19
Softener helps in separation of ends in the Rebeaming process. Softeners for SDI style – SWPI (80gpl) and SRPL (pH-5.9). SBIT style- BA and Acid. IBST style- SPWBA (4-6 pH).
DRYING UNIT: Steaming/drying unit has 48 cylinders (3 sets) each with 5kg pressure.
COILING: The dyed rope is coiled in cans and taken to Rebeaming section
34 | P a g e
Dyed Rope in Coiled Form
Facts and figures:
• Circulation is provided in each tank to ensure uniformity using overflowing system.
• The machine has 2 jumbo pumps and 3 centrifugal pumps.
• Redox and pH are measured after every 30 min.
• Auto levellers are there to adjust tension using resistors.
• Dyeing Capacity: 50 balls which is the highest in the world.
• Rope dyeing unit has a control room which controls the concentration of various baths via dosages and checking the shades using hunter lab.
• About 97% shade consistency is there.
• The machine stops for 5 hrs. If the new styles come.
• 30 different styles can be worked with different machine.
• No of machines: -1.
• There are one operator, two asst. operators and 6 workers.
• Three workers are for colour preparation and the rest are for oiling and patrolling.
Dye preparation
a. Indigo preparation:
200kg indigo + 150kg caustic + 250kg hydrosulphite in 700-1000l water
Mix indigo and caustic in water for 2-3 hrs, cool for 1 hr and then add hydrosulphite and again cool for 1 hr.
b. Sulphur dye preparation:-
Sulphur(x) + sulphite (1.2x) + premasol + decol + setapol (2gpl) + caustic (.5x) Dosage is set and controlled by air valve
REBEAMING The dyed rope is re-beamed in a beam of width same as that of weaver’s beam. The rope is opened by passing it through a reed which ensures that the first end in the ball remains the first end in the weaver’s beam.
35 | P a g e

Machine Specifications:
Make: West point WP No. of Machines: 13 Machine mode: Semi-automatic with manual compression braking system Speed: 100-250m/min Production: 33000meters/shift
Precautions
The thread should not break and the knot should be so small that it should pass through the needle eye.
Objective
The rope is converted into sheet and they also check for the shading yarn, which remains un-dyed during the dyeing process.
One set of 10 beams giving for further sizing. There are 20 workers per shift.
Per Shift Production:
1st -33,000 meter
2nd – 33,000 meter
3rd – 30,000 meter
36 | P a g e
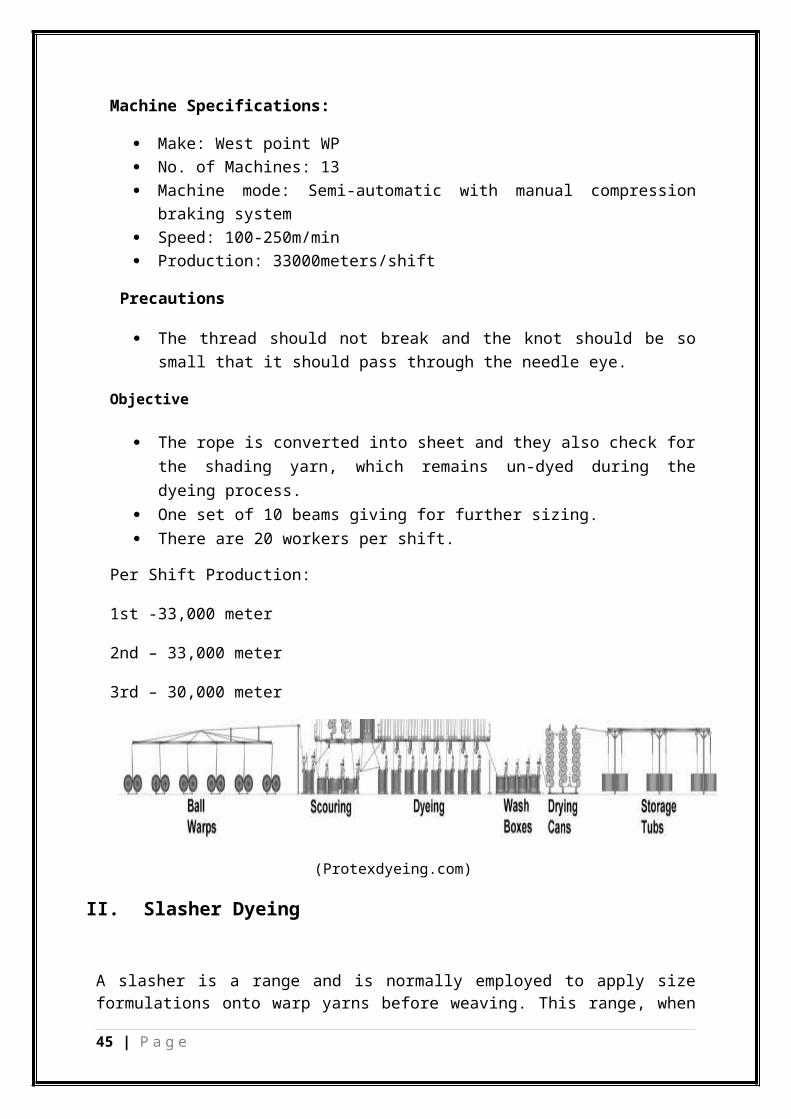
Creel zone Pre-wet zoneWashing zone (50
Dyeing ZoneWashingPre- Drying
Sizing Post drying Compensator
(Protexdyeing.com)
II. Slasher Dyeing
A slasher is a range and is normally employed to apply size formulations onto warp yarns before weaving. This range, when used for slasher dyeing of indigo, consists of section beams of warp yarn, which are forced into a sheet of yarn.
(Rabatex.com)
A slasher is a range is normally employed to apply size formulations onto warp yarns before weaving.
This range when used for slasher dyeing of indigo consists of section beams of warp yarn, which are forced into a sheet of yarn. 1 beam is 2500mts in length.
37 | P a g e
12 beams layers are put together in a sheet.
12 Beams
Each beam has 575 ends.
This yarn sheet is then fed into a scouring and washing section where natural impurities are removed.
Temperature of 50 C is maintained and the sheet of yarns is under water for 4-5 seconds. The next section is where indigo is applied. In order to achieve fairly deep shades, the indigo is applied in a series of 6 dips (After each dip, darker shade is obtained, green oxidises to blue) and sky applications to allow for shade build up. There is continuous colour feed in the dye bath. The dye application is followed by after washing (normal water at 50 T C) and drying. With some machinery arrangement, warp size for weaving is immediately applied. For sizing the temperature of 90 T C is maintained in starch solution.
After starching post drying is carried out (5-7 % moisture) and thereafter there comes the leasing zone, where there is separation of layers which were pressed together. Here the number of beams in the leasing zone is equal to the number of layer pressed together, i.e. 12 beams. The next section is the headstock; here rolls on beams are prepared for weaving.
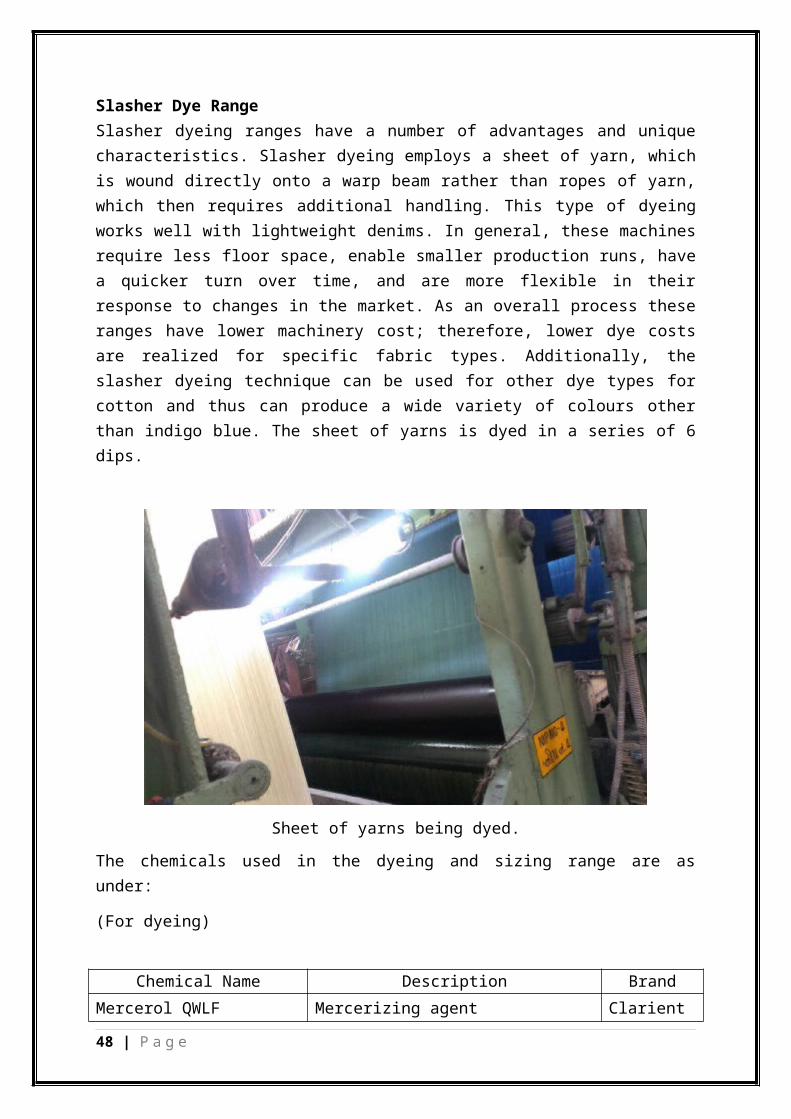
Slasher Dye Range Slasher dyeing ranges have a number of advantages and unique characteristics. Slasher dyeing employs a sheet of yarn, which is wound directly onto a warp beam rather than ropes of yarn, which then requires additional handling. This type of dyeing works well with lightweight denims. In general, these machines require less floor space, enable smaller production runs, have a quicker turn over time, and are more flexible in their response to changes in the market. As an overall process these ranges have lower machinery cost; therefore, lower dye costs are realized for specific fabric types. Additionally, the slasher
38 | P a g e
dyeing technique can be used for other dye types for cotton and thus can produce a wide variety of colours other than indigo blue. The sheet of yarns is dyed in a series of 6 dips.
Sheet of yarns being dyed.
The chemicals used in the dyeing and sizing range are as under:
(For dyeing)
Chemical Name Description Brand
Mercerol QWLF Mercerizing agent Clarient
Indigo Dye stuff China
Hyrdo Reducer for indigo BASF
Caustic soda 50% liquid For general purpose Local
Premasol NF Anti-Foaming Agent BASF
Setamol BL Dispersing Agent BASF
Sodium Sulphide Reducer for Sulphur Black China
Sulphur Black BR-200% Dye stuff Arvind
Formic acid for pH control Local
Hydrogen peroxide for oxidation Local
(For sizing)
Chemical Name Description Brand
39 | P a g e
Texo-Film Maiz Starch Sizing Rafhan
Size-O-Bond Sizing Softener FFD
Wax Sizing wax Local
Size CB Binder BASF
The difference between slasher dyeing and rope dying is:
ROPE DYEING SLASHER DYEING
Warp yarn are in the form of a rope Warp yarn are in the form of a beam
No centre to selvedge shade variation Centre to selvedge shade variation
Good depth of shade and lower wash-down Depth of shade not that good
Dyeing capacity around 11000m Dyeing capacity around 5000m
The process has four steps- Warping, Dyeing, Weaving, Sizing
For this process- Warping, Dyeing and Sizing, Weaving
Require more area Comparatively less area required
More labour required Less labour required
Time consuming since rebeaming is required Rebeaming is not required
SIZING
There are complete automatic computerized sizing machines (Benninger). Here they can load
2 sets at a time. In this machine, 2 sizing boxes having capacity of 400x2 lit in which warp
sheet passes through in such a way that 6beams(half sheet) pass through 1st size box and
other half sheet pass through 2nd size box and then they combine together for weave able
beams. The avg. maximum workable speed is 45-60m/min. the avg. production of this dept.
per day is ~50,000m.
40 | P a g e

(Aliexpress.com)
Following chemicals we are currently using in Sizing are:
Chemical Name Description Company
Texo-Film Maiz Starch Starch Rafhan
Arca Base Acrylic Binder FFD Brothers
Size-O-Bond Sizing Softener FFD Brothers
Checking and monitoring the sizing process
Programming the machine:-
The easy to follow visualization and recipe management, in which all the machine and textile
parameters are stored, permit fast and simple programming.
Sizing monitoring:-
The sizing process is automatically monitored. All set points are specified with upper and
lower tolerance limits. Deviations from the programmed value are displayed at once and
instructions for their rectification are explained in the language of the operator.
Controlled tensions:-
The special arrangement of rollers in the 3- roller set prevents threads from slipping through
and keeps the thread tension constant in the dry split section when changing beams.
41 | P a g e
(Cogliandro.com)
Reproducible size cooking:-
The SIZEMIX cooker, equipped with a high powered agitator ensures homogeneous liquor.
The cooker is programmed via the size recipe at the machine PC. In this way, cooking
temperature, water quantity and cooking time are preset and automatically maintained.
Attendance takes place optionally from the PC or directly at the cooker.
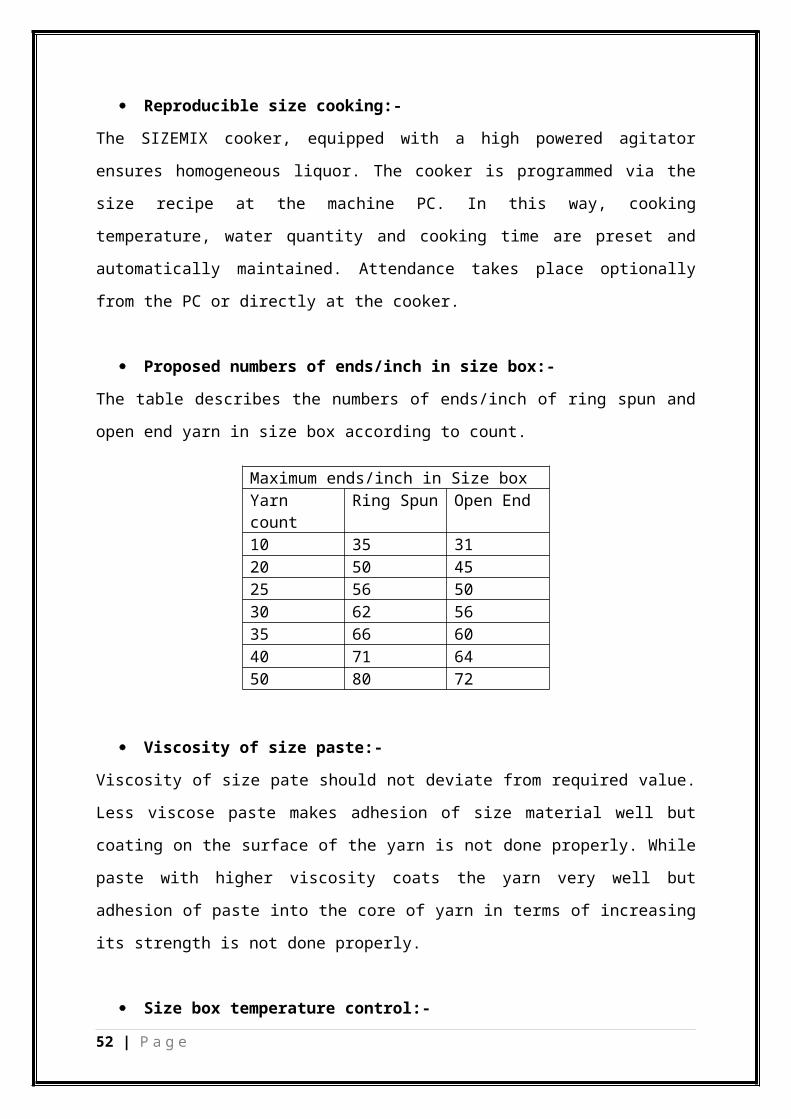
Proposed numbers of ends/inch in size box:-
The table describes the numbers of ends/inch of ring spun and open end yarn in size box
according to count.
Maximum ends/inch in Size box Yarn count Ring Spun Open End 10 35 31 20 50 45 25 56 50 30 62 56 35 66 60 40 71 64 50 80 72
Viscosity of size paste:-
Viscosity of size pate should not deviate from required value. Less viscose paste makes
adhesion of size material well but coating on the surface of the yarn is not done properly.
While paste with higher viscosity coats the yarn very well but adhesion of paste into the core
of yarn in terms of increasing its strength is not done properly.
Size box temperature control:-
The degree of size penetration and coating depends not only on the nature of yarn & the size
solution but also upon the viscosity which in turn largely depends on the temperature. It
42 | P a g e

should be about 200F°-206F°. Fluctuation should be ±3 F°. The temperature gauge should be
installed on the size box. Perforated copper pipe lining is laid in the bottom of size box to
supply the steam for keeping the paste warm up to the above mentioned temperature. Low
temperature will make gelling of paste which will not penetrate through the yarn and higher
temperature create thinning of the size paste which is also unsuitable to be used as sticky
paste. So to maintain the temperature of above value is very important. If the size paste is
prepared with rich PVA or CMC then temperature of 75C° to 80C° is sufficient.
Moisture content in the yarn:-
The moisture content in the sized yarn should not go below 6%. Otherwise the coating of size
film will not allow absorbing moisture in the loom shed which is necessary for good working.
For this moisture monitor is being supplied with the machine. The temperature of the drying
cylinders should be kept 140-150 to maintain 6-7% moisture in the yarn.
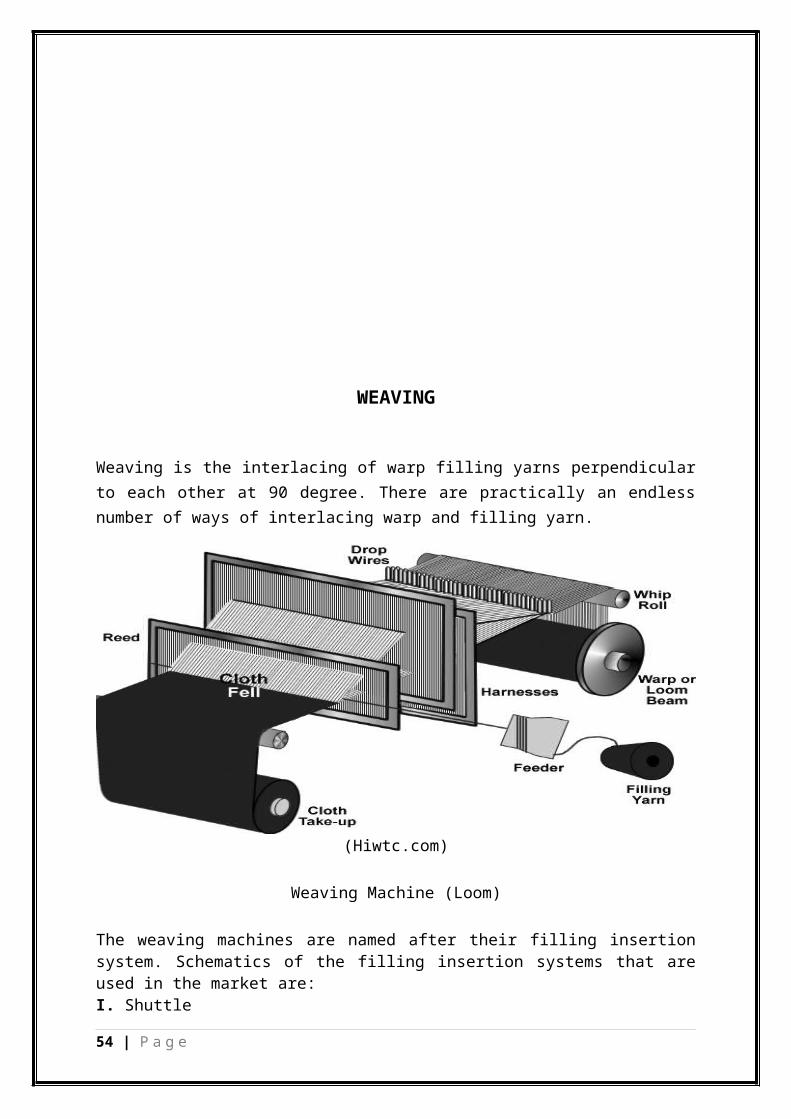
WEAVING
Weaving is the interlacing of warp filling yarns perpendicular to each other at 90 degree. There are practically an endless number of ways of interlacing warp and filling yarn.
43 | P a g e
(Hiwtc.com)
Weaving Machine (Loom)
The weaving machines are named after their filling insertion system. Schematics of the filling insertion systems that are used in the market are: I. Shuttle II. Projectile III. Rigid rapier IV. Flexible rapier V. Air jet VI. Water jet
Based on the filling insertion system, the weaving machine can be classified as shuttle and shuttle less weaving machines. Shuttle looms have been used for centuries to make woven fabrics.
Air Jet Weaving Air-jet weaving is a type of weaving in which the filling yarn is inserted into the warp shed with compressed air. Air-jet system utilizes a multiple nozzle systems and a profiled reed. Yarn is drawn from a filing supply package by the filing feeder and each pick is measured for the filling insertion by means of a stopper. Upon release of the filling yarn by the stopper, the filling is fed into the reed tunnel via tandem and main nozzles, which provide the initial acceleration. The relay nozzles provide the high air velocity across the weave shed. Profiled reed provides guidance for the air and separates the filling yarn from the warp yarn.
Advantages of Air-Jet Weaving Machine
High productivity. High filling insertion system.
44 | P a g e
Reduced hazard because of few moving parts. Low noise and vibration. Low spare parts requirements. To increase the production of loom by increasing the speed and by increasing the
width of loom. Machines are versatile and roust to produces light to heavy value added fabric. Almost all loom motions are being controlled electronically. These looms can be operated up to 40 looms per operated. Fully automatic lubrication system. Produce 100% export quality goods.
LOOM MOTIONS There are three types of loom motions which are given below:
Primary Loom Motions
Shedding Picking Beating Take-up motion Let-off motion
Secondary Motion Warp stop motion Weft stop motion Warp protector motion Weft replenishing motion
Auxiliary Motion Terry motion Selvedge motion Weft petering motion Temples Brake
Weaving Department (Arvind Mill)
Process Flow:
45 | P a g e

LOOMING IN It is process of drawing of warp yarn through the drop pins, heald frames, and reed which is then mounted on the loom for weaving.
KNOTTING IN If the same weft & warp count, same weave are to be employed then the yarn from the new warp beam is tied to the previous one (end-end knotting). A knotting m/c is used for this purpose.
UNIT SPECIFICATIONS: • No. of Looms: 203 Air jet Looms: 155 Air jet looms of model ZAX, 48 looms of type 209i. • Average production capacity-2.7lakh meter/day. • Average monthly production -80 lakh meter/day (product wise vary) . • 100% Denim oriented. • Efficiency: 88%.
Reasons for low efficiency: a) 4-5% efficiency loss due to electrical problems b) 1-2% efficiency loss due to material stock-out c) Absenteeism of workers d) Maximum Operating Speed: 750 picks/min
46 | P a g e

e) Operating speed: 663 picks/min f) Selvedge Types: Loose, Reverse, Mat Selvedge
Defects and Faults commonly found after weaving: Floats Short pick Defective shedding False Stop Breakage Missing Ends Knots, Pulls Fluffs Size Residue Start Marks
Different lights of signals and there meanings: Red: warp stop. Red: waste selvedge stop. Yellow: full leno selvedge stop, right hand. Yellow: full leno selvedge stop, left hand Green: weft stop by WF1 (color1) Green: weft stop by WF2 (color2) White (Flashing): cloth beam full. White (Flashing): cloth beam to be doffed White: stop switch pressed. White Flashing: Emergency stop button pressed. Green-TAPO: processing interrupted by an external access Green-TAPO: Inoperable over.
Man power division in weaving 10 Looms / weaver Around 40 looms /supervisor 1 knotter / 80 looms 2 dressers /80 looms 4 helper / 80 looms 1 maintenance /shift 2 shift in charge
Key Points: 206 machines (154ZAX) 100% denim products Running 24 hours 364 days continuously 1 day in a month to clean the waste 3 shifts Worker strength= 415 251 per shift on machines 15 staff members (1 maintenance in charge, 1 quality in charge, 1 head of the
department)
Technical Details Of The fabric - Twill- 3 by 1
47 | P a g e
5.3s count to 20 s Width of the fabric-64.5, 68.5, 71.5 Maximum width possible is 119 metres. Picks per inch 30ppi-68ppi Ends per inch: 52epi-104epi
Machine specification: 1. ZAX- 750 rpm 2. Tsudakoma-650rpm
Diameter Range: 1100mm 980mmEfficiency: 90% 90%
Machine Details: 2 types of Stop Motion - Warp Stop Motion Weft Stop Motion - 2 stops. H1 (edge), H2 (excess) Leno motion to balance the structure at the ends.
No of ends= no of heald shafts Fabric twill= 3x1 and selvedge= 1x3 so that when it is passed through stenters, it is not damaged.
Preventive measures Ear plugs Mask Safety shoes Safety training Fire extinguisher
Waste percentage: 2.4-2.5 If stoppage more, rpm less, quality less. 750 rpm without stoppage and is calculated per 24 hours. 36 stoppage in 24 hours are acceptable. Mending time will affect the quality of fabric. 1 beam of fabric requires 60 hours with minor stoppage. 1 or 2 hours stop of machine after every beam.
FINISHING
Finishing of greige denim fabric normally carried out after weaving. It takes an important role in fabric properties, appearance, softness and residual fabric shrinkage. The department churns out 3,00,000 meters of finished denim cloth a day. The following are the finishes carried out.
1. SINGEING UNIT
48 | P a g e

Technically, singeing refers to the burning-off of loose fibres not firmly bound into the yarn and/or fabric structure. Singeing is an important part of pre-treatment. If not done properly, unclear print patterns, mottled fabric surfaces, and results in pilling.
Loose yarns not firmly bound into the fabric structure; Protruding fibre ends sticking out of the textile yarns and/or fabrics. The denim fabric
is then passed through a singeing unit. Here the fabric is singed two times on the face side at a temperature of 800 to 990 degrees.
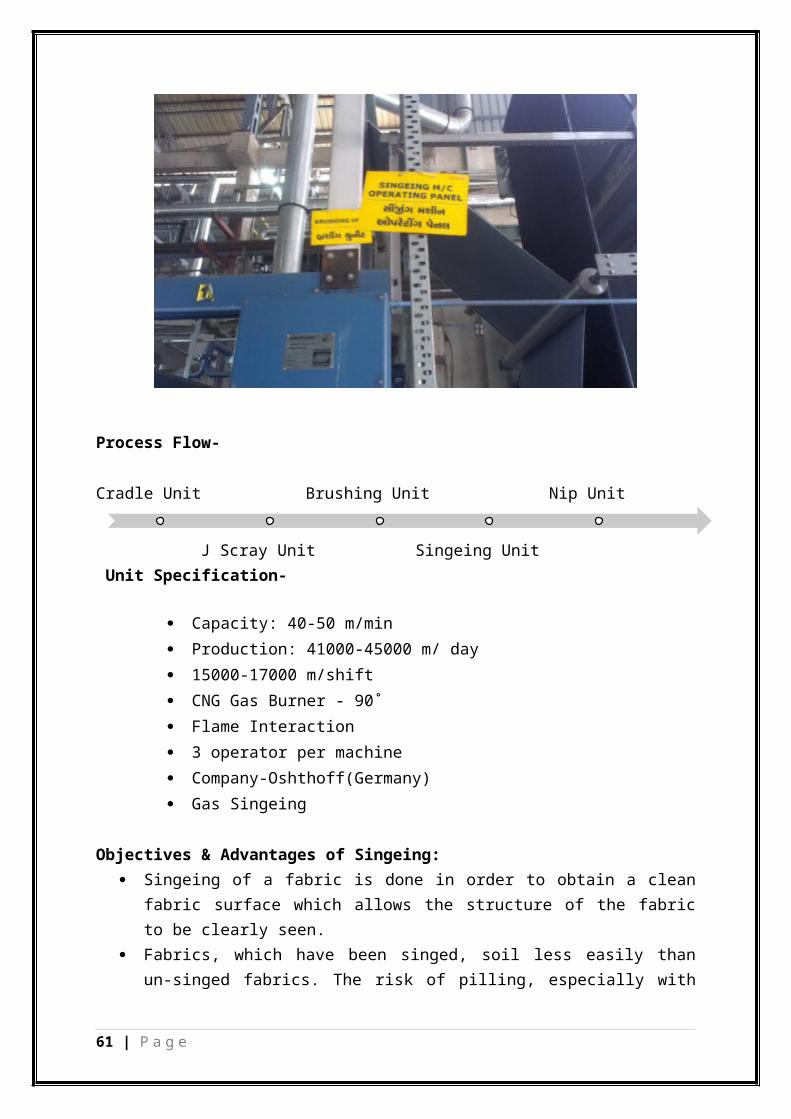
Process Flow-
Cradle Unit Brushing Unit Nip Unit
J Scray Unit Singeing Unit Unit Specification-
Capacity: 40-50 m/min Production: 41000-45000 m/ day 15000-17000 m/shift CNG Gas Burner - 90˚ Flame Interaction 3 operator per machine Company-Oshthoff(Germany) Gas Singeing
Objectives & Advantages of Singeing: Singeing of a fabric is done in order to obtain a clean fabric surface which allows the
structure of the fabric to be clearly seen.
49 | P a g e

Fabrics, which have been singed, soil less easily than un-singed fabrics. The risk of pilling, especially with synthetics and their blends, is reduced in case of singed fabrics.
Singed fabrics allow printing of fine intricate patterns with high clarity and detail. The risk of skitter dyeing with singed articles dyed in dark shades is considerably
reduced, as randomly protruding fibres are removed in singeing which could cause diffused reflection of light.
Singeing Process
To produce a smooth surface finish on fabrics made from staple fibres first the fabric surfaces are brushed lightly to raise the unwanted fibre ends.
Then the fabric is singed with or passed over heated copper plates or open gas flames. The fibre ends burn off.
The fabric is moved very rapidly, and only the fibre ends are destroyed. As soon as the fabric leaves the singeing area, it enters a water bath or desizing bath.
This stops any singeing afterglow or sparks that might damage the cloth. Precaution during Singeing: Some of the precautions to be taken in considerations during singeing:- The fabric to be singed should be dry as wet fabric tends to scorch more readily than
dry. Uneven singeing may cause streaks on fabric or bubbles when the fabric is finished. Improper singeing may lead to loss of 75 % loss in tensile strength loss in warp
direction. The fabric should not contain any acid releasing salt, which may release acid on
heating and tender the fabric. Stopping the machines may cause bars on the fabrics. Singeing may cause hardening of the size thus leading to difficulty in its removal. Possibility of thermal damage to temperature sensitive fabrics. The burning characteristics of fibres must be taken into account when this process is
applied, as heat-sensitive fibres melt, forming tiny balls on the surface of the fabric. These balls interfere with dye absorption, so that, as a general rule, heat sensitive fibres would be singed after dyeing or printing.
Precautions:-
The fabric to be singed should be dry as wet fabric tends to scorch more readily than dry. Uneven singeing may cause streaks on fabric or bubbles when the fabric is finished. Improper singeing may lead to loss of 75 % loss in tensile strength loss in warp direction.
The fabric should not contain any acid releasing salt, which may release acid on heating and tender the fabric.
Stopping the machines may cause bars on the fabrics. Singeing may cause hardening of the size thus leading to difficulty in its removal.
50 | P a g e

Possibility of thermal damage to temperature sensitive fabrics. The burning characteristics of fibres must be taken into account when this process is applied, as heat-sensitive fibres melt, forming tiny balls on the surface of the fabric. These balls interfere with dye absorption, so that, as a general rule, heat sensitive fibres would be singed after dyeing or printing.
Methods of Singeing:
1. Plate Singeing Machine -
2. Roller Singeing Machine -
3. Gas Singeing Machine - Gas Singeing is intended for single and double face singeing of fabric with
passes through the guide roller. Then in brushing zone which rotate in the sense opposite to fabric to be singed. The brushes are placed in a special chamber from which dust and fluff removed from the fabric are exhausted by a fan. Then the fabric passes over gas burner with ceramics nozzles where singeing is covered out. Coming out of the gas singeing machine a box containing water. This bath may also contain desizing agent. In this way after singeing we can desize and batched the fabric.
2. MERCERIZING UNIT Mercerization is a finishing treatment of cotton with a strong caustic alkaline solution in order to improve the lustre, hard and other properties. During mercerization, singeing or desized material is used. The mercerization unit has a total of 7 rollers which move at a speed of 42 rpm. The tank has a capacity of 3 tonnes. Caustic soda is used during this process and full pressure is applied to remove traces of extra caustic soda. This process has a brusher unit as well and reisky padders.
Process Flow –
51 | P a g e
Trolley Feeding Unit Brush Unit Steamer Unit Caustic Tank
Plaiter Drying Range Washing Tanks (7) Stabilizer Unit
Machine Specifications-
Speed- 42m/min. Company- DHALL Temperature of Water Tank- First four at 60°C and fifth at room temperature. Fluid- 2 tanks with caustic acid and last with neutraliser.
Effect of Mercerization -
Improve Lustre. Increase ability to absorb dye. Improve reaction with a verity of chemicals. Improve stability of form. Improve strength/elongation. Improve smoothness. It has been shown that the increase in the lustre occurs because of an effect. The cotton fibre do convoluted. The cross-sectional shape changes.
Factors of Mercerizing - In mercerizing followings are important:
1. Twaddle (Concentration of NaOH): If the concentration of NaOH is increased above 56oTw improvement in lustre will be attained but if it is decrease below 48o Tw. The quality of lustre will begin to be adversely affected.
2. Temperature: High degree of lustre is attained at temperature 18-20oC. As the temperature is increased the quality of lustre is adversely affected but on lowering the temperature no improvement in the lustre is obtained.
3. Tension: For acquiring better lustre the material must be stretch to its original dimension (both in warp and weft direction during mercerization). If the material is allowed to shrink during mercerizing then quality of lustre will be impaired on the other hand if the material is stretched more no improvement in lustre is achieved.
4. Time: The optimum time for mercerizing is 30-60 seconds by increasing the duration of time no applicable improvement in the quality of mercerization can be achieved but if the time limit is less than 30 seconds in the quality of mercerization will be improved.
52 | P a g e
3. STENTERING UNIT Stenter is a finishing machine which dries up the cloth and removes the dimensional instability that occurs during the processing. The final finishing of fabric is always done on a Stenter. The Stenters are normally provided with a padder, a bow and a weft straightener device. The cloth to be finished passes through the padder, where finishing chemicals are added and goes through bow and weft correction device before entering the drying chamber. It can be either pad or dip stenter. The pair chains hold the cloth horizontally. The process is pad-dry and drying is achieved by blowing hot air in the stenter chamber. The stenter is the most important machine in the finishing for stretching or stentering fabrics. The purpose of the stenter machine is to bringing the length and width to pre determine dimensions and also for heat setting and it is used for applying finishing chemicals and also shade variation is adjusted. The main function of the stenter is to stretch the fabric width-wise and to recover the uniform width. Sometimes wetting agent for example a mixture of surface active compound are used as chemical for the heat setting and stretching process.
Process Flow -
Inlet J Scray Chemical Clipping Coiler Batching Unit Padder Unit Drum Unit
Brushing FoamCoating Unit
Chamber•CNG•Blower •Heat Setting
Outlet J ScrayUnit
Function of Stenter Machine:-
Heat setting is done by the stenter for Lycra fabric, synthetic and blended fabric. Width of the fabric is controlled by the stenter. Finishing chemical apply on fabric by the stenter. Loop of the knit fabric is controlled. Moisture of the fabric is controlled by the stenter. Spirality controlled by the stenter. GSM of the fabric is controlled by stenter. Fabric is dried by the stentering process. Shrinkage property of the fabric is controlled. Curing treatment for resin, water repellent fabric is done by the stenter.
Components of Stenter Machine:-
53 | P a g e
Padders Weft straightener Burners - 10 Heat recovery Attraction rollers Circulating fans - 10, 8 Exhaust fans - 2 Winder - 2 Clips Pins I.R Cooling drums – 2
Stentering Unit Components:- Inlet J Unit
Brushing Unit - In the integrated finishing range, the grey denim fabric is first passed through a brushing and suction unit, where loose lint, fluff are removed from the fabric surface. The protruding fibres adhere on the fabric surface are also raised to burned in the next process.
54 | P a g e

Chemical Padder - The denim fabric is then padded to apply finish to the fabric. Here the fabric passes into a full immersion pad and finish is added at high wet pick up. The finish is necessary to properly lubricate fabric for the subsequent skewing operation. The chemical used is caustic soda.
Foam Coating Unit - It depends on the style of the fabric. Foam coating unit is to coat colour on either side of denim. Coating can be done on both sides: Bottom Applicator, Top Applicator. Both have different operators.
55 | P a g e
Mahlo (Weft Pulling) - When the fabric is passed through Mahlo, the fabric is gripped by the clips to elongate the fabric. These clips are joined to endless chains which go to 9 chambers.
Chamber- There are 9 chambers provided in the machine for drying. Each chamber has blowers and filters to separate dust from air.
Outlet J Unit
Batching Unit Working Procedure of Stenter Machine:-
56 | P a g e

The fabric is collected from the batcher to the scray and then it is passed through the padders where the finishes are applied and sometimes shade variation is corrected. The fabric is entered into the weft straightener. The function is to set the bow and also weave of the fabric is gripped by the clips and pins are also provided but the pins has a disadvantage that they pins make holes at the selvedge but the stretching of the pins are greater than the clips. These clips and pins are joined to endless chain. There are 9 chambers provided on the machine each chamber contains a burner and filters are provided to separate dust from air. The circulating fans blow air from the base to the upper side and exhaust fans sucks all the hot air within the chambers. Attraction rollers are provided to stretch the warp yarn.
After stentering we can increase the width of the fabric up to 1.5-2 inch. The speed of the machine is about 7-150 m/min.3 meters fabric can run in each chamber. Temperature is adjusted that according to the fabric as for,
PC 210°C Cotton 110-130°Cc
After dyeing 160-170° C and after print 130°-140° C.
4. FOAM FINISHER
The foam finishing technology (FFT) process is a novel application system for treating porous substrates with foamed chemicals at very low wet pick-ups. It involves the use of a rapidly-breaking low-density foam or froth as the delivery medium for finishing chemicals, precise metering and flow control for delivery of foam to the substrate, pressure-driven impregnation of the foam into the substrate, and an applicator system designed to allow uniform high-speed application and collapse of the foam in a single step.
Machine Specifications – Arrangement-
Foam Unit- Foaming Agent AGROSOFT is used and is uniformly applied with the help of a knife.
Nip Roll-
57 | P a g e

Skew Roll- It is used to correct the distortions in the fabric due to different processes. Skew is done by providing tension through rollers.
58 | P a g e

Sanforizer- A machine that has drums filled with hot steam. This process is done to control the shrinkage of the fabric and gives dimensional stability by applying mechanic forces and water vapour.
Palmer- It is used for ironing and pressing the fabric as it is rolled out of the machine.
59 | P a g e
Outlet- The fabric comes out in a bundle form and is collected in a trolley.
Machine Maker- Monfort Objective- Width wise and lengthwise shrinkage, Skew Machine Speed- 25m/min Capacity Per Day- 30,000 metre/day No. of workmen per shift-3 Input Material- Greige Fabric
Advantages of FFT:-
Get low pick up even down to 5% for various applications, quicker water drying with energy saving of more than 50%.
Chemicals can be saved in many circumstances in textile finishing treatments. Stenter speed can be increased for drying or stenter, predrying can be eliminated. Minimized down time compared to padding process. Shorten the length of equipment, plant and reduce the investment. Reduce environmental pollution and water waste. Can be carried on single or double-side of fabric (can be imposed on both sides with
different agents).
60 | P a g e
5. WET FINISHING
In this, chemical treatment is given to fabric, either to change its appearance or basic properties. These finishes are usually durable and permanent or wet finishes.
Wet process is usually done on the manufactured assembly of interlacing fibres, filaments, and/or yarns having substantial surface (planar) area in relation to its thickness, and adequate mechanical strength to give it a cohesive structure. In other words, wet process is done on manufactured fabric.
The processes of this stream is involved or carried out in aqueous stage and thus it is called wet process which usually covers pre-treatment, dyeing, printing and finishing.
All of these stages are required aqueous medium which is created by water. A massive amount of water is required in these processes per day. It is estimated that, on an average, almost 100 litre of water is used to process only 1 kg of textile goods.
Water can be of various quality and attributes. Not all water can be used in the textile process, it must have some certain properties, quality, colour & attributes for being used in textile processes. That is why water is a prime concerned in wet processing engineering.
Process Flow –
a. Infeed - The fabric is fed through J Scray structure.
61 | P a g e

b. Brushing - Brushes are used to remove extra waste fibre on fabric surface known as pumb.
c. Padding (Chemical) - Chemicals are used and the fabric is dipped in it as it passes through padder tank.
d. Padder Nip - It takes out all the extra chemical and water. Only 15% is left as moisture within the fabric. So nip rollers are used to squeeze the water.
62 | P a g e
e. Mahlo Unit (Skew) - It has 4 rollers and adjusting instrument from which the amount of tension that should be provided is adjusted. It is used to rectify the distortion in the fabric. Moisture Content-11.7%.
f. Drying Zone - 10 Cylinders with hot steam passing is used to dry the fabric and prepared for robber unit with 10 Dragon rolls.
63 | P a g e

g. Rubber Unit - Temp: STD+-5 degree Celsius. It is same as Sanforizer in which rubber belt is used and fabric is passed through roller and rubber belt.
h. Palmer Unit - It is used to iron or press the fabric.
During wet-finishing, any fugitive dye can be dealt with, threads will slide to areas of least resistance so that weave structures such as waffle weave and lace weave will develop to their full potential, woollens can be fulled, and small inconsistencies in the cloth due to reed marks or irregular beating will be reduced or eliminated altogether.
64 | P a g e

INSPECTION
Arvind follows 100 percent inspection procedures. The acceptance level of the fabric depends on the customer preferences.
Rolls are also made according to customer needs e.g. in Western countries customers demand bigger rolls (250m) since their production processes are mostly mechanized where the roll changing activity is supported by robotic arms and other heavy duty machines; whereas in South-East Asian countries, things are generally done manually so the customers demand smaller roll sizes (80-85m) owing to their smaller heights.
4-point grading system is used for inspection of fabrics
Size of defect Penalty Points
3” or less 13” to 6” 26” to 9” 3More than 9” 4Holes or Openings (Largest Dimensions)1” or less 2More than 1” 4
Points per 100 square yards = Total points scored in the roll x 3600 Fabric width in inches x Total yards inspected
The inspection of fabric is carried out at 3 different departments:
- Rope Dyeing inspection (30 machines)
- AML inspection(10 machines)
- CDR inspection(4 machines)
65 | P a g e
+
Finished FabricInspection Machine
Inspection Board
Tube Light
+
Inspected Roll
The machine made by Microtek has an inspection board, guide rollers and a winding unit.
The inspection frame is aligned at an angle between 45 and 60 degrees.
Speed of fabric on inspection machine : 25m/min
Light of 100 Lux
Inclination: 57 T
Cost of inspection : Rs0.65/metre
At the beginning of the month the inspection department gets the production plan for the entire month and they plan their procedures accordingly. The finishing department gives the material transfer note to the inspection department where the material is checked for the following defects:
Spinning related Defects
- Warp Slub
- Weft Slub
- Thick end
- Coarse/fine weft
- Weft bar
- Moiré
Weaving preparatory related defects
- Knot
- Slack end
- Ball formation
- Size patches
Weaving related defects
- Starting mark
- White patti
- Pick finding
- Tight end
- Weft float
66 | P a g e
- Bent pick
- Chira
- Knot
- Repaired warp
- Double end
- Weft patti
Fabric Dyeing/Sizing related defects
- Blue patches
- Slack end
- Ball formation
- Size patches
Finishing related defects
- Finishing crease
- Fluff daghi
- Foam mark
- Bent selvedge
- Blanket impression
- Stitch
- Shade variation
The finished cloth roll ranging from 500m to 1800m (big roll) is loaded onto the machine where the fabric is unrolled, checked visually for any defects and the rewinding is done into smaller rolls of 85-135m (a roll can maximum be cut into 2 parts) which are as per the customer demands.
The fabric is graded into categories ranging from Category 9 to Category 1 depending on the points scored per 100m according to the Four Point Grading System. Lesser the points obtained better the fabric and vice-versa.
67 | P a g e
Total Defect Points/ 100sq. yards
Grade Length of fabric
0 – 11 9 More than 30mMore than 11 8/7 More than 30mMore than 20 6/5 More than 30mMore than 40 4 More than 30mContinuous Pattern 32 Part with no defect 2 10- 30mContinuous Defect 1 More than 10m
A 30cm strip of fabric is cut from the end of every roll before a new roll starts winding. This strip is a representative of that roll. It cut into 6 parts width-wise and sent to the sampling department and DNTG. The DNTG prepares a blanket by stitching all the swatches together along with the original sample swatch provided by the buyer and conducts various tests and washes.
The fabric is then packed and is dispatched to the buyer in three categories-
Light, Medium, Dark according to their depth of shade. This helps the buyer in reducing garment shade variation.
`
68 | P a g e

TESTING
Arvind Mills has five departments for Quality Assurance: Cotton, Yarn, Calibration, Chemical and Fabric.
Laboratory
Offline On floor
They conduct physical and chemical tests. Chemical test includes pH and colour fastness.
Physical test includes shrinkage, dimensional stability, skewness, width, weight of fabric, stiffness of fabric, and strength of fabric.
The samples are tested for/by:
1. Yarn unevenness: USTER TESTER 5
2. Statex CSP(cascade strength tester) system: yarn count and strength, trash separator
3. Single Yarn Strength Tester : UTR3 : for stretchable yarns
4. Instron 4465:ASTM D5034 : Tensile Test for fabric
5. Elemendorf Tearing Strength: ASTM D1424 : tearing strength check by application of 9000g force
6. Chatillon Stiffness Tester- ASTM D4032 resistance to bending
7. Paramount humidity checker- for humidity control. %RH = Instrument Reading + 1%
8. Stretch/elongation test-ASTM 3107 - weight of 1.35 kg applied on a designated swatch sample for half an hr (for Levis). Total process is of 1 hr 30 minutes.
9. Dimensional Stability and skew movement test
69 | P a g e

10. Shrinkage test- measure shrinkage after washing thrice + conditioning
11. Twist tester- Statex (14.4 tpi)
70 | P a g e
Shade testing:The software used for shade testing is EASY MATCH.
HunterLab's EasyMatch QC software gives unprecedented flexibility to process, display, analyze and report color measurement results.
Color measurement and analysis software reports absolute and color difference data in all widely used color scales, for various lighting and observing conditions. Pass/Fail functions provide fast go/no-go decisions.
Data can be reported numerically in tabular or spreadsheet form. Data can also be graphically displayed as color difference plots, trend plots and
spectral curves. All results can be viewed, stored, printed or imported into your database programs. The software uses a spectrophotometer to record observations, and plots deviations
from avg and perfect sample for each roll. It also provides pass and fail options for rolls that deviate too much from noraml
value making it very easy for the operator to assure quality and minimise shade variation.
It also helps in shade wise differentiation and categorisation of rolls. So that the consumer may be able to easily distinguish between lots of various shades
71 | P a g e

Chemical testingTests requested by preferred customers:
LEVI’s Test method
Ph ISO-3071
Crocking AATCC-8
SPOT TEST SI 1005
WATER repellancy ISO 105-E01
Acid ISO 105-E02
Alkali ISO 105-E04
72 | P a g e

VF corporation Test method
Ph AATCC-81
Crocking AATCC-8
WASHING AATCC-81
POLO method
Ph ISO-3071
Crocking ISO 105*12
SPOT TEST SI 1005
WATER repellancy ISO 105-E01
Acid ISO 105-E02
Alkali ISO 105-E04
Washing C06-AIM
Physical tests Conducted in the lab:
Fibre testing – USTER HVI Spectrum
Sample is received after opening from cotton lint opener machine.
PACKAGING
73 | P a g e

Shrink wrap packaging is being done, to resist humidity.
Details on the packages:
1. Shipment no.
2. Date/ Shift
3. Sort no
4. F.M.C
5. Code no
6. Meters
7. Flags/points
8. 4 points
9. Opt no.
Rolls of approx. 135m each sealed by polythene
Specification of polythene cover: Plastic bags of 23 micron used
Inspection = 5000m/shift/machine
Thus, packing= 35-40 rolls/shift
ENVIRONMENTAL FACTORS AT ARVIND MILLS
74 | P a g e
Arvind Mills commits itself to continually improve our environmental management. It strives to go beyond the requirements of the applicable environmental laws & other regulations through:
Optimizing usage of cotton, energy, chemicals & water. Adopting preventive strategies to reduce the generation of effluents, waste & air
emissions. Maximizing the recycling of inevitable wastes. Encouraging suppliers & buyers to become environmentally responsible. Maintaining a safe working environment. Increasing the green cover. Training employees on environmental issues.
Water Treatment at Arvind Mill
Arvind Limited also possesses chemical, biological treatment facilities to treat 10000 m3/day of effluents to meet the pollution control board norms.
Effluents due to washing:
The effluents are generated from the washing carried out in between successive processes.
In the dye house, after dyeing activity, fixation of dye is one of the most important stages.
Usually, 70-80% of fixation is practicable and the rest i.e. 20% of the dye used comes out in the effluent generated due to washing.
Effluent generated from the dye house has high concentration of pollutant as compared to other processes in the textile processing unit.
It also contains high amount of inorganic salts like sodium sulphate or sodium chloride which is used for dye fixing and acts as an electrolyte.
Effluents due to Mercerization Mercerization imparts shining characteristic to the fabric. Washing after mercerization generates typical effluent containing caustic solution
and other impurities. Bleaching is done by peroxide method.
Treatment:The treatment processes at the water treatment plant at Arvind is divided into three parts:
i) Main treatment facility,ii) Pre-treatment (prior to reverse osmosis) iii) Reverse osmosis.
Main treatment facility:
Effluent in the form of generated from the sizing & de-sizing, bleaching & sections are subjected to processes, both physical and chemical
75 | P a g e

Effluent is collected in an equalization tank. After pH adjustment there is addition of poly electrolytes Then the effluent is sent to the clarifier for sedimentation.
Effluent from the dyeing unit is collected separately in an equalization tank where:
pH is adjusted and a chemical is added in acidic medium (pH 5.5) to decolorize the effluent. The unit uses a chemical Micro Plus which is claimed to act as a colour removal agent.
This effluent is then mixed with the entire effluent from the mercerized, sizing & humidification sections.
These effluents are then fed into biological system comprising of degradation of organic components by microorganisms
Then it is sent to sedimentation in clarifier and to the aeration unit. In the aeration unit it is kept for a time of approximately 16 hours DO level is
maintained at 2.5 to 3.0.
Pre-treatment facility:
Pretreatment or primary treatment facilities are adopted before the effluent is subjected to reverse osmosis. This stage comprises of two unit operations in succession turbocirculator followed by pressure sand filter. Turbo circulator is basically a flash mixer.
After main treatment facility, poly aluminium chloride, poly electrolyte are added in the effluent and are passed to turbo-circulator and then to the sand filter before being subjected to reverse osmosis. The unit has intermediate storage tank of capacity 2400 cubic meter for storage of the treated effluent.
Reverse Osmosis:
After pre-treatment the effluent is sent to the reverse osmosis plant. Reverse osmosis is just the reverse process of osmosis. Osmosis as we know, is a natural process and is the tendency of two liquids of different concentrations separated by a semi permeable membrane, to move from low to high concentrations for chemical potential equilibrium. But in reverse osmosis, when high pressure is applied, liquid moves from high concentration to lower concentration. Reverse (RO) is a method that removes many types of large and from solutions by applying pressure to the solution when it is on one side of a selective. The result is that it is retained on the pressurized side of the membrane and the pure is allowed to pass to the other side.
Reject of the reverse osmosis plant is fed into the desalination plant (thermal). Backwash of the sand filter is fed into the main treatment facility.
Total cost of treating the effluent for the said unit is approximately Rs. 4.5/ cu.m. of effluent including RO plant cost.
76 | P a g e

Air pollution Control:Arvind Limited has switched from liquid fuel to Natural gas for all their heating & steam requirements in order to avoid the air pollution.
Solid Waste ManagementAll the units believe in waste minimization measures. The plant is provided with adequate sludge Dewatering facilities with decanter centrifuges. De-watered sludge is dried in solar evaporation pans for further volume reduction. Waste oil generated in all the units is recycled. Polythene liners, discarded containers are disposed-off to the respective buyers.
CONCLUSION
Our college gave us this opportunity to intern in a prestigious textile company-Arvind Limited, located in Naroda, Ahmedabad and we exploited it to our advantage. Our supervisors in the industry helped us in understanding of the working of machines which we
77 | P a g e

studied in theory and helped in increasing our practical knowledge. It not only helped us with technical knowledge, it also taught us how does an industry work and how the man force is managed. This internship proved as a useful tool for increasing our experience and knowledge which will help us further in studies.
REFERENCE
About Arvind, http://www.academia.edu/4948484/ARVIND_LIMITED_DENIM_DIVISION_ARUSHI_SRIVASTAVA_VAISHALI_RAI, 08/06/2015
78 | P a g e

Analysis on the defects in Yarn Manufacturing Process & its Prevention in Textile Industry, Neha Gupta
Blow Room, http://www.truetzschler.com/fileadmin/user_upload/truetzschler-spinning/brochures_downloads/Putzerei/indisch/Blow%20Room_EN.pdf, 26/05/2015
Cotton Carding, https://archive.org/details/practiceincotton00lind, 26/05/2015
Dyeing, http://www.thiestextilmaschinen.com/104/Textile_Machines/Fabric_Dyeing/eco-flow_95.htm, 27/05/2015
Dyeing Machines, http://www.nptel.ac.in/courses/116104046/19.pdf, 27/05/2015
Fabric Inspection, http://arxiv.org/ftp/arxiv/papers/1405/1405.6177.pdf, 03/06/2015
Fabric Inspection, http://nordstromsupplier.com/npg/PDFs/Quality%20and%20Manufacturing/E%20-%20Fabric%20Inspection%20Guidelines%208-24-10.pdf, 03/06/2015
Fabric Inspection, http://designer-entrepreneurs.com/blog/illustrations/NPG_fabric_inspection.pdf, 03/06/2015
Initiating coverage, JM Financial, March 2014
Overview of Textile Processing, http://www.teonline.com/knowledge-centre/textile-processes.html, 2/06/2015
Packaging, http://textilelearner.blogspot.co.uk/2013/01/packtech-textile-packaging-material.html, 03/06/2015
Processing of Textiles, http://www.greenpeace.to/publications/textiles_2005.pdf, 2/06/2015
Quality Assurance, http://www.design-technology.info/QAandQC/, 4/06/2015
Quality Assurance, http://www.fibre2fashion.com/industry-article/9/847/quality-assurance-in-textile-education1.asp, 4/06/2015
Quality Assurance, http://richagroup.com/test_process.aspx, 4/06/2015
Quality Assurance, http://www.texanlab.com/documents/downloads/4.pdf, 4/06/2015
Quality Assurance, http://richagroup.com/test_process.aspx, 4/06/2015
Quality Assurance , http://www.jaking.com/products/tft/textile-testing-consumables/light-fastness-standards-iso-aatcc/, 4/06/2015
Spinning, www.rieter.com/cz/machinessystems/.../the-rieter-manual-of-spinning.pdf, 28/05/2015
Spinning Machines, http://www.exapro.com/textile-machines-texapro-spinning-spinning-machines-c547/, 28/05/2015
79 | P a g e

Textile Technology, https://www.cotton.org/journal/2007-11/3/upload/jcs11-141.pdf, 2/06/2015
Textile Machines, http://www.exapro.com/textile-machines-texapro-spinning-spinning-machines-c547/, 03/06/2015,
80 | P a g e