3 TEX (Ballistic & Armor System Div.) Achidatex Nazareth Elite ...

Armor Plate Produced Using 100%
Titanium Scrap Solids Presented by Michael Trzcinski Senior Technology Consultant Defense Metals Technology Center International Titanium Association Conference Waikoloa, Hawaii September 13-16, 2009

2
INDEX
Executive Summary ...................................................................................................................................... 3 Introduction ................................................................................................................................................... 4 Current Methods and Economics .................................................................................................................. 7 Processing Scrap Solids into Plate ................................................................................................................ 9 Testing ........................................................................................................................................................ 11 Business Case.............................................................................................................................................. 12 Summary ..................................................................................................................................................... 15 Tests by ARDEC......................................................................................................................................... 17 Appendix A ................................................................................................................................................ 16 Mechanical Tests on Plate after Rolling ..................................................................................................... 18

3
Executive Summary
The Defense Metals Technology Center (DMTC) initiated this project with DSN Innovations. The following four companies were also involved: Mega Metals (scrap processing), Metalwerks (melting & toll processing for plate), True Fit Solutions (business case analysis) and Cost Vision (cost analysis). The U.S. Army’s Armament Research, Development and Engineering Center (ARDEC) participated in the final testing and evaluation of the armor plate. A 500 lb. billet was made, forged and rolled. The yield obtained for making plate was 300 lbs. Typically, the expected yield for full production is 60-70%. The chemical analysis, mechanical and ballistic testing for the ½- inch armor plate met the requirements for MIL-DTL-46077G Titanium Armor Specification Class 2. This corresponds to Grade 5 Ti-6V-4Al. The oxygen content for the tested material was 0.20 wt.%, which is the maximum limit for the existing specifications. For 2008, the business case projected that a savings of 19% was possible for commodity prices using titanium scrap solids. The business case to use scrap is dependent upon market conditions. The greater the spread between the price of scrap solids and sponge, the greater the cost advantage. In the past twenty years, there were a few instances where the price of scrap was higher than sponge. At the time the ingot was made, the price of scrap solids was slightly less that 50% of the price of sponge. Further, a savings of 28% could be achieved using a melt-to-slab method. Investing in such a method would enable the existing SMEs (Small Manufacturing Enterprises) to scale from 250,000 lbs. to 1 million lbs. of armor plate per year. Based on the production of 1 million pounds of plate per year, the melt-to-slab process could result in a sustainable reduction in CO2 of up to 1.5 million pounds. In addition, this process could be replicated with other SMEs to scale up using Network Centric Manufacturing (NCM) concepts. The availability of another supply chain might provide the Army with additional benefits.

4
Introduction
Purpose This study evaluated the use of 100% titanium scrap solids (Ti-6Al-4V) for armor plate applications. The primary goal of this study was to determine if the armor plate could be made from titanium scrap with a significant reduction in cost. In addition, the use of SMEs using a NCM model was studied as an additional avenue in reducing costs and increasing military readiness. Note: NCM is the rapid assembly and seamless coordination of dynamic supplier networks to accelerate production and reduce costs.
Background Aerospace applications represent the largest use for titanium produced in the U.S. In terms of performance and quality, these applications are the most demanding. Titanium for armor plate does not require the same high-performance specifications as those used in aerospace applications. From a cost standpoint, the U.S. Army might benefit if less stringent manufacturing methods were available. This is not easily achieved. Titanium companies cannot simply process non-aero grade titanium with the same equipment that is used for aero-grade titanium. With aerospace applications representing the largest and most profitable market for titanium, there is little financial incentive to design a new facility for lower-volume production for non-aero grade titanium; however, lower-cost titanium which would meet the Army’s requirement could easily find large civilian applications. A mechanism does not exist for long-term purchase agreements. This hinders the Army’s ability to place large orders; consequently, market conditions and stringent controls used in manufacturing processes strongly influence existing metals suppliers in their development of specific processes. We wanted to test the hypothesis that ½-inch armor plate made from scrap titanium will meet the U.S. Army’s specifications and provide a cost savings under certain market conditions. The U.S. Army has a significant need for a lightweight and high-strength material, such as titanium. For example, lowering the weight of vehicles would:
• Reduce fuel consumption on the battlefield and in the air for the planes transporting vehicles. • Allow a vehicle to be dropped by helicopter to an exact location. • Increase operational time in the battlefield and improve maneuverability on terrain where vehicle
weight is a major factor. • Permit designers to have alternatives to balance the need for weight savings and armor protection.

5
In addition to evaluating the performance and economics of making plate, the research team wanted to determine if there were advantages to using SMEs and NCM. These supplier networks have three key traits:
• Agility: The ability to quickly change form and structure • Connectivity: Coordination and collaboration of manufacturing regardless of disparate computer
systems • Visibility: The monitoring of individual processes throughout the network
Methodology The final team involved in this report consisted of:
Participants Roles DMTC Sponsor DSN Innovations Project Manager working for DMTC and
NCM Consultants Mega Metals Scrap Metal Processor Metalwerks Titanium Melter and Management of Ingot into Plate Truefit Solutions Business Case Analyst Cost Vision Cost Analyst
1. At the beginning of the project, industry consultants and people from industry were used to help identify the scope of work. This in-depth information provided:
a. An understanding of historical commodity prices for scrap titanium and sponge, and how
this would influence a process for making plate from scrap. b. A determination of the availability and abundance of the material under various market
conditions. c. An evaluation of alternative procurement and processing methods, and the economics
associated with them. d. An assessment of how formalizing the purchase of scrap with private and governmental
organizations could lower the cost of scrap and insure better supply. e. An understanding of how the industrial base could meet the processing needs for armor
plate, including the use of SMEs. f. An establishment of minimum properties required to achieve armor plate requirements. g. A determination if the non-traditional plate sizes would offer a specific advantage for the
shapes used at ARDEC. h. The creation of a business case for using scrap titanium. i. An assessment of potential sustainability benefits using a melt-to-slab process.

6
The team decided that the use of scrap solids represented an optimum choice for this project. Published prices for scrap solids that sold for about 50% of sponge prices were used in the economic evaluation for this study; however, 6/4 Ferro Ti solids were bought at a significantly lower price than scrap solids. The 6/4 Ferro Ti solids were used to make the titanium plate. The difference between the two types of solids is that 6/4 Ferro Ti solids do not possess the documentation of past processing associated with them. Because of this limitation, these solids cannot be used for aerospace applications.
2. A group (of SMEs) was engaged to carry out the process of manufacturing plate from scrap. 3. In tandem with the acquisition of the scrap, melting and forming, a study of all the variables
affecting this project was undertaken. This study included existing published information, expertise and experience from industry consultants, and personnel interviews with people in the industry.
4. Material properties were obtained after the ingot was made (VAR and double-melt) by a testing laboratory, and after ARDEC performed mechanical and ballistic tests on plates that were 12 x 12 x ½-inch.
5. The study occurred from June, 2008 to March, 2009. Ballistic tests occurred after March, 2009.

7
Current Methods and Economics In times of high demands, the price of armor plate is contingent upon the market price for sponge and capacity limitations. Historically, there were times when market conditions caused the price of scrap solids to be more expensive in price than sponge. When these conditions occur, there is no cost advantage to make armor plate from scrap solids. Table 1 provides a historical analysis of the relative price of small scrap solids to the price of sponge.
Table 1: Historical Ratio of the Price of Scrap Solids Compared to the Price of Sponge
Material July‐08 2007 2005 1990s Sponge 1.00 1.00 1.00 1.00 Solids (small) 0.50 1.45 1.23 0.45 No comparisons were made for 2006 because ARDEC did not purchase armor plate in 2006. Typical Categories of Scrap:
• Turnings (Prepared) • Mixed Turnings • Solids (Small) • Bulk-Weldable • Reusable Plate • 6/4 Ferro Ti Solids

8
Figure 1 depicts the existing manufacturing process to make armor plate. Surface finishing, depicted as a grinding operation in the process on the next page, may not always be necessary before the final plate. The starting ingot is made predominantly from sponge. It is estimated that 30-40% of the melt may be composed of a high grade of scrap solids, material that has documentation regarding how and when it was first produced.
Figure 1: Legacy Titanium Plate Manufacturing Process

9
Processing Scrap Solids into Plate The SMEs and other companies engaged to make the plate are shown in Table 2.
Table 2
For the finished plate, the primary purchase order was placed with Metalwerks. In order for the scrap to be shipped to Metalwerks, a separate purchase order was placed with Mega Metals. Metalwerks melted the scrap into an ingot, and then outsourced the other steps to Specialty Metals Corp and Niagara Specialty Metals. Metalwerks was responsible for the final testing of the plate before shipping the plate to the Picatinny Arsenal, where additional tests were conducted along with the ballistics testing.
Figure 2 outlines the process used to manufacture the sample batch of armor plate. The process was essentially the same as the legacy process, with the exception that scrap titanium solids were processed and tested before melting. Another difference between this method and traditional methods is that large suppliers of plate tend to have long-term purchase agreements with the companies that contract the forging and rolling.
Figure 2

10
Some metrics from the sample order include:
1. The initial purchase was placed in September, 2008. The final shipment to Picatinny was in February, 2009.
2. This was a very small order and was not a priority project for some of the participants.
Scheduling needed to be adjusted to their primary work due to economic-related shutdowns and holiday schedules at four of the facilities.
3. A 500 lb. billet was made via a double-melt, forged and rolled. The yield obtained for making
plate was 300 lbs.
4. The final products were three 1-foot square half-inch armor plates, with the balance of the material held by Metalwerks.
11
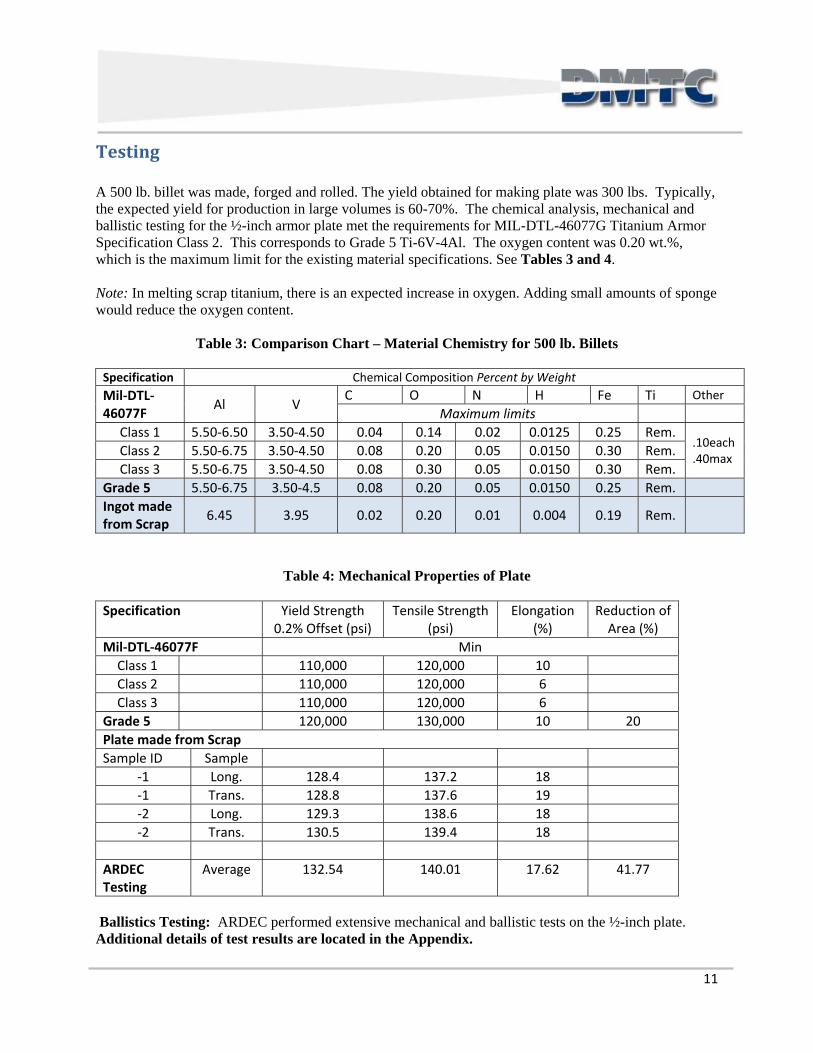
Testing A 500 lb. billet was made, forged and rolled. The yield obtained for making plate was 300 lbs. Typically, the expected yield for production in large volumes is 60-70%. The chemical analysis, mechanical and ballistic testing for the ½-inch armor plate met the requirements for MIL-DTL-46077G Titanium Armor Specification Class 2. This corresponds to Grade 5 Ti-6V-4Al. The oxygen content was 0.20 wt.%, which is the maximum limit for the existing material specifications. See Tables 3 and 4. Note: In melting scrap titanium, there is an expected increase in oxygen. Adding small amounts of sponge would reduce the oxygen content.
Table 3: Comparison Chart – Material Chemistry for 500 lb. Billets Specification Chemical Composition Percent by Weight Mil‐DTL‐46077F
Al V C O N H Fe Ti Other
Maximum limits Class 1 5.50‐6.50 3.50‐4.50 0.04 0.14 0.02 0.0125 0.25 Rem.
.10each
.40max Class 2 5.50‐6.75 3.50‐4.50 0.08 0.20 0.05 0.0150 0.30 Rem. Class 3 5.50‐6.75 3.50‐4.50 0.08 0.30 0.05 0.0150 0.30 Rem.
Grade 5 5.50‐6.75 3.50‐4.5 0.08 0.20 0.05 0.0150 0.25 Rem. Ingot made from Scrap
6.45 3.95 0.02 0.20 0.01 0.004 0.19 Rem.
Table 4: Mechanical Properties of Plate
Specification Yield Strength 0.2% Offset (psi)
Tensile Strength (psi)
Elongation (%)
Reduction of Area (%)
Mil‐DTL‐46077F Min Class 1 110,000 120,000 10 Class 2 110,000 120,000 6 Class 3 110,000 120,000 6
Grade 5 120,000 130,000 10 20 Plate made from Scrap Sample ID Sample
‐1 Long. 128.4 137.2 18 ‐1 Trans. 128.8 137.6 19 ‐2 Long. 129.3 138.6 18 ‐2 Trans. 130.5 139.4 18
ARDEC Testing
Average 132.54 140.01 17.62 41.77
Ballistics Testing: ARDEC performed extensive mechanical and ballistic tests on the ½-inch plate. Additional details of test results are located in the Appendix.

12
Business Case During 2008, research was conducted by the project team to determine the economics involved in the use of titanium scrap solids versus the use of sponge. This research suggests that in 2008, ARDEC could have saved 19% per pound if the ½-inch plate they purchased had been made from scrap solids. The process methods for plate and sponge are essentially the same as those used in making plate; however, the major difference lies in the cost of the starting material. The greater the spread between the prices of scrap solids and sponge, the greater the savings. See Table 5. Table 6 shows the relative cost structure of making plate from sponge in terms of percent.
Table 5: Index of the Content of Scrap Solids to the Cost of Plate to ARDEC
2008 2007 2005
Picatinny armor plate 1.00 1.00 1.00 Small Scrap Solids 0.18 0.70 0.68 6/4 Ferro Ti solids 0.13 ‐ ‐
Notes: - No comparisons were made for 2006 because ARDEC did not purchase armor plate in 2006. - 6/4 Ferro Ti Solids were used to make the plate that was tested.
Table 6: Relative Cost Structure to Manufacture ½-inch Ti-6Al-4V Plate in Percent
Cost Category 2008 Relative Cost in % Minimum Maximum Sponge 41 34 Cost of Loss Yield (% 70 yield) 12 10 Melt 14 13 Forge 10 11 Grind 2 1 Roll 5 6 Anneal 3 3 Finish/Cut 13 21 Ship .1 1 Total 100% 100%
Melt-to-Slab: Utilizing a melt-to-slab method would eliminate the forging step. In high volumes, this could result in reducing the manufacturing cost of 10-11%.

13
Research Alternative Processes to Reduce Cost Mega Metals and Metalwerks have extensive experience with the manufacturing of titanium. They identified several areas for cost reductions that warrant for further investigation.
• Using a melt-to-slab furnace provides two areas of cost savings. The forging operation is eliminated and a higher material utilization is achieved.
• Employ skull melt-to-slab technology.
• Evaluate making plate to the length and width of single or multiple parts used by Picatinny.
Research alternatives for customizing part sizes as required by the customer (rather than to the standard plate sizes).
• Investigate the capability and advantages for having a centralized system that would collect scrap
titanium from programs which are sponsored by the Department of Defense (DOD).
• Research other forms of scrap, e.g., scrap turnings for the production of armor plate.
Capital Equipment Required for SMEs for Scaleup Process The 4 SMEs identified in this report have the current capacity to produce up to 250,000 lbs. of armor plate. The limiting factor on the volume they could produce is the amount of melt capacity. The process of skull melt-to-slab was evaluated as a potential means of increasing the supply capability for armor plate and further reducing the costs. Skull melting is a double-melt process using water-cooled crucibles. This alternative would require an investment of approximately $6 million in a furnace, related facilities and equipment. The operation could produce 1,000 tons per year with a power usage of 2.0 -2.5 MW per melt. The advantage of this process is that it includes sustainable benefits for significant CO2 savings based on the reduction of the second melt associated with VAR, and the elimination of the forging process. Table 7 documents the possible yearly CO2 savings for melting 1 million lbs. of scrap titanium.
Table 7: Energy Used, CO2 Tons and Carbon Credits
Step Eliminated Energy Used CO2 Tons Carbon Credits Forging (Natural Gas) 8.224 billion BTUs 481.10 $7,120Second Melt (Electricity) 0.43 Million KWH 287.36 $4,254

14
Sources of Information: The information on the energy used for forging and melting was provided by Mega Metals. The CO2 savings for natural gas are based on Wikipedia statistics of CO2 per million BTUs. The CO2 savings for electricity are based on a Department of Energy study (from the year 2000) of the CO2 emissions from the generation of electricity.
15
Summary This study demonstrates that an alternative process for manufacturing armor plate from titanium scrap solids is possible, and that the amount of cost savings depends on the price differential between scrap solids and sponge. This price differential varies with market conditions. The economic analysis indicated that at 2008 commodity prices, with a volume of 250,000 lbs., ARDEC could have saved 19% on their cost of grade 5 Ti-6Al-4V plate. The four SMEs used in this study had the capacity to produce 250,000 lbs. of titanium ingot. The melting operation was the limit to producing higher volumes. If a melt-to-slab method was used a savings of 28% could be achieved. Investing in such a method would enable the existing SMEs to scale from 250,000 lbs. to 1 million lbs. of armor plate per year. Using NCM processes, IT infrastructure and SMEs offer an additional alternative for cost savings and better management of lead times. Recommendations
1. Industry should be supported to reproduce and verify this study with much higher volumes. 2. Other non-defense product applications should be sought for material manufactured via this
process. 3. Investigations should be made into insuring the availability of scrap solids at as low a cost as
possible. This could be done by identifying government and private sources of supply and formalizing relationships for supply. The Defense Logistics Agency may offer value in pursuing this area.
4. Evaluate NCM processes for additional cost savings. 5. Investigate a melt-to-slab method for material properties and cost reductions. 6. Evaluate the benefits of recycling other metals of strategic importance to the U.S. ARMY.
___________________________________________________________________________________ Presented by Michael Trzcinski, Senior Technology Consultant, Defense Metals Technology Center, 6200 Frank Ave. NW, North Canton, Ohio 44720 [email protected] International Titanium Association Conference Waikoloa, Hawaii September 13-16, 2009 Program Managed by Edwin P. Bacheson, Program Manager, DSN Innovations, 2000 Technology Drive, Suite 102, Pittsburgh, PA 15219 [email protected]

16
Appendix

17
Tests by ARDEC 7/9/2009
Sample ID: Ti 64 Recycled Armor.mss Test Date: 7/9/2009 Method: Tensile -1in - Strain - Rnd - Removal MH.msm Operator: MTS
Specimen Results:
Specimen #
Actual Gage
Length in
Measured Elongation
in
Diameter in
Diameter Reduced
in
Failure Mode
Hardness HRB
Area in^2
1 0.9965 1.1832 0.2500 0.1924 Ductile 30.0 0.04909
2 0.9962 1.1695 0.2477 0.1842 Ductile 30.0 0.04819
3 0.9952 1.1760 0.2488 0.1930 Ductile 30.0 0.04862
Mean 0.9960 1.1762 0.2488 0.1899 30.0 0.04863
Std. Dev. 0.0007 0.0069 0.0012 0.0049 0.0 0.00045
Specimen #
Modulus Mpsi
Load At Offset
Yield lbf
Stress At 0.002 in/in Offset
Yield ksi
Peak Load lbf
Peak Stress ksi
Break Load lbf
Break Stress ksi
1 17.31 6548 133.40 6896 140.48 5719 116.51 2 17.28 6420 133.23 6799 141.10 5473 113.57 3 16.60 6369 131.00 6731 138.45 5464 112.40 Mean 17.06 6446 132.54 6809 140.01 5552 114.16 Std. Dev. 0.40 92 1.34 83 1.38 145 2.12
Specimen #
Calculated Elongation %
Strain At Break %
Redux'n in Area %
Load Rate to Yield ksi/min
1 18.32 16.63 40.77 118.93 2 16.95 15.38 44.70 103.68 3 17.60 15.43 39.83 102.21 Mean 17.62 15.81 41.77 108.27 Std. Dev. 0.69 0.71 2.58 9.26

18
Mechanical Tests on Plate after Rolling

Armor Plate Produced Using 100% Titanium Scrap Solids
International Titanium AssociationWaikoloa, Hawaii September 13‐16, 2009
Presented by: Michael TrzcinskiDefense Metals Technology Center

Defense Metals Technology CenterDMTC was founded in 2007 to help establish an industrial base capable of affordably producing strategic metals necessary for national defense.
Focused on Eight Strategic Metals
Titanium Cobalt Tantalum
Beryllium Vanadium Rhenium
Molybdenum Manganese Rare‐Earth Metals

Purpose
This study evaluated the use of 100% titanium scrap solids (Ti‐6Al‐4V) for armor plate applications.

Objectives1. Fabricate and test ½‐inch Ti‐6Al‐4V plate made from
scrap.2. Understand historical commodity prices for scrap
titanium and sponge.3. Determine the availability and the abundance of the
material under various market conditions. 4. Evaluate alternative procurement and processing
methods. 5. Assess the benefits of formalizing the purchase of scrap
with governmental and private organizations.(continued)

Objectives (continued)6. Understand how the industrial base can meet the
processing needs for armor plate, including the use of Small Manufacturing Enterprises (SMEs).
7. Determine if non‐traditional plate sizes would offer a specific advantage for the shapes used at ARDEC.
8. Create a business case for using scrap titanium.
9. Assess potential sustainability benefits from using this approach.

Project TeamParticipants Roles
DMTC SponsorDSN Innovations Project Management and Network
Centric Manufacturing (NCM) Consultants
Mega Metals Scrap Metal ProcessorMetalwerks Titanium Melter - VARTruefit Solutions Business Case AnalysisCost Vision Cost AnalysisIndustry Consultants Technical, Industry and Economic
InformationARDEC Final Testing and Evaluation

Methodology1. 6/4 Ferro Ti solids represented an optimum choice
of material for this project. 2. Small scrap solid prices were used for the
economic analysis.3. SMEs were engaged to carry out the process.4. A 500 lb. billet was made via VAR (double‐melt).5. A yield of 300 lbs. of plate was obtained from the
500 lb. billet.6. 12 x 12 x ½‐inch plates were tested and evaluated.

The Manufacturing Process for the Sample Batch of Armor Plate

Specifications and Testing
1. Mil‐DTL‐46077F and Grade 5 Ti‐6Al‐4V Plate2. Chemical Analysis and Mechanical Testing by
Metalwerks
3. Ballistic Testing by ARDEC4. Note: Mechanical Testing Information conducted by
ARDEC is outlined in the report.
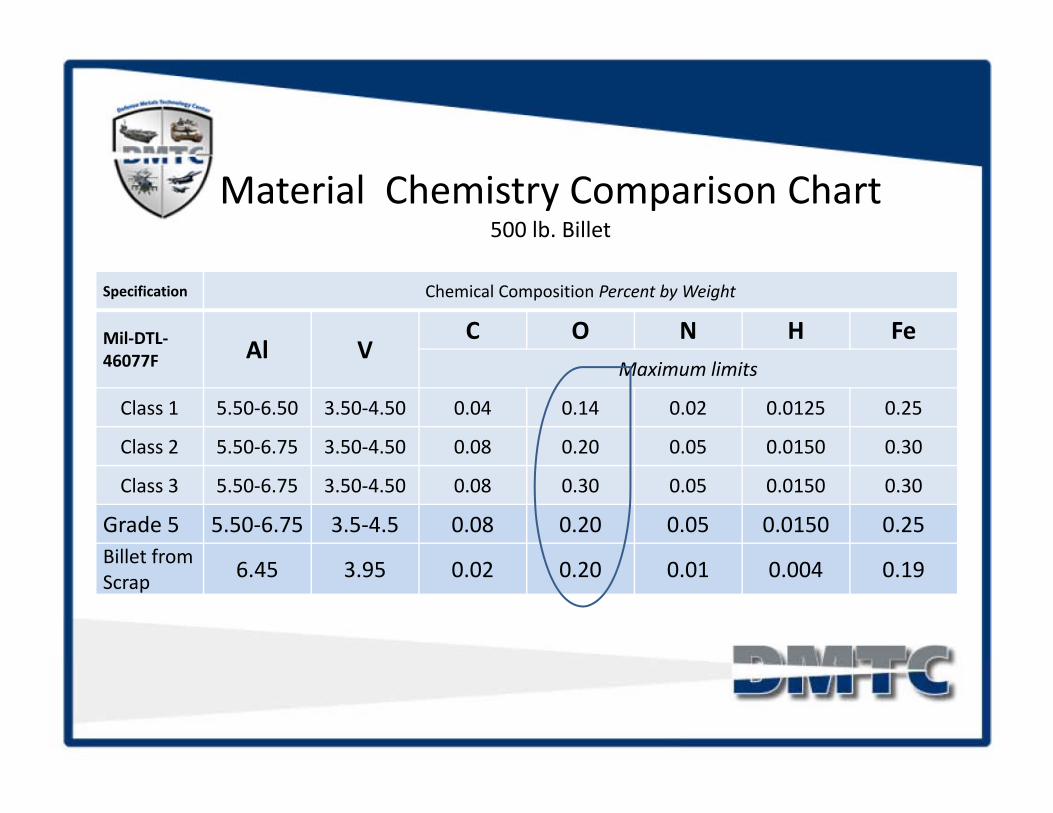
Material Chemistry Comparison Chart 500 lb. Billet
Specification Chemical Composition Percent by Weight
Mil‐DTL‐46077F Al V
C O N H FeMaximum limits
Class 1 5.50‐6.50 3.50‐4.50 0.04 0.14 0.02 0.0125 0.25
Class 2 5.50‐6.75 3.50‐4.50 0.08 0.20 0.05 0.0150 0.30
Class 3 5.50‐6.75 3.50‐4.50 0.08 0.30 0.05 0.0150 0.30
Grade 5 5.50‐6.75 3.5‐4.5 0.08 0.20 0.05 0.0150 0.25Billet from Scrap 6.45 3.95 0.02 0.20 0.01 0.004 0.19

Mechanical Properties of PlateYield
Strength 0.2%
Offset (psi)
Tensile Strength (psi)
Elongation (%)
Reduction of Area (%)
Mil‐DTL‐46077F Spec. MinClass 1 110,000 120,000 10Class 2 110,000 120,000 6Class 3 110,000 120,000 6Grade 5 Ti‐6Al‐4V Spec 120,000 130,000 10 20Metalwerks Test Results of Plate made from ScrapSample ID Sample
Sample ID ‐1 Long. 128.4 137.2 18Sample ID ‐1 Trans. 128.8 137.6 19Sample ID ‐2 Long. 129.3 138.6 18Sample ID ‐2 Trans. 130.5 139.4 18
ARDEC Testing Average 132.54 140.01 17.62 41.77

Ballistic Tests
12 x 12 x ½‐inch Plates met ARDEC’s ballistic requirements.

The Business Case1. Scrap: Type, availability, cost and
material performance2. Processing methods: Type, volume,
capacity limitations3. Industry participants: SMEs and NCM4. Investment required

Typical Categories of ScrapRanked Historically from Lowest Cost to Highest Cost
1. Mixed Turnings
2. Prepared Turnings
3. 6/4 Ferro Ti Solids
4. Solids (Small)
5. Bulk‐Weldable
6. Reusable Plate

Comparison Ratio of the Price of Scrap Solids to the Price of Sponge
Material Jul‐08 2007 2005 1990s
Sponge 1.0 1.0 1.0 1.0
Solids (small) 0.50 1.45 1.23 0.45
6/4 Ferro Ti Solids < 0.50Note: ARDEC did not purchase plate in 2006, so price comparisons were not made for that year.

Relative Cost Structure of Processing ½‐inch Ti 6Al‐4V Plate in %Cost Category 2008 Relative Cost in %
Min. Max.Sponge 41 34Cost of Loss Yield (based on 70% yield) 12 10Melt 14 13Forge 10 11Grind 2 1Roll 5 6Anneal 3 3Finish/Cut 13 21Ship .1 1Total 100% 100%
Small Manufacturing Enterprises &Network Centric Manufacturing
Small Manufacturing Enterprises (SMEs)• Scrap Processor – Mega Metals• VAR Melting and Toll Processing –Metalwerks• OthersNetwork Centric Manufacturing (NCM)• Agility: The ability to quickly change form and
structure• Connectivity: Coordination and collaboration of
manufacturing• Visibility: The monitoring of individual processes
throughout the network
Participating SME’s
• Capacity limited to 250,000 lbs./year• A cost savings of 19% could be possible based on
2008 commodity prices and volumes of 250,000 lbs./year.
• Investing $ 6 million in a skull melt‐to‐slab process could provide a 28% cost savings at volumes of 2 million lbs./year.– Single melt– Eliminate forging operation
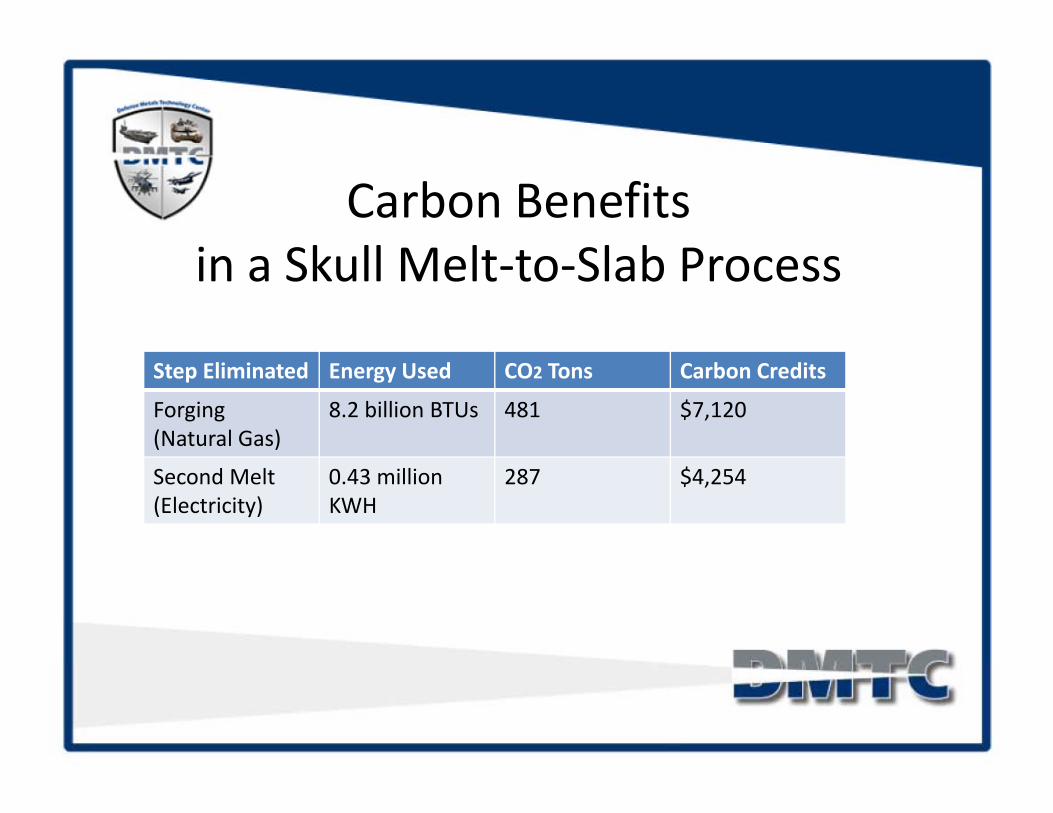
Carbon Benefits in a Skull Melt‐to‐Slab Process
Step Eliminated Energy Used CO2 Tons Carbon Credits
Forging (Natural Gas)
8.2 billion BTUs 481 $7,120
Second Melt (Electricity)
0.43 million KWH
287 $4,254

Summary1. Manufacturing armor plate from titanium scrap solids is
possible.2. The economic analysis indicated that at 2008 commodity
prices with a volume of 250,000 lbs., ARDEC could have saved 19%.
3. The amount of cost savings depends on the price differential between scrap solids and sponge.
4. Using a melt‐to‐slab process could save 28%.5. The four SMEs used in this study had the capacity to produce
250,000 lbs. of titanium ingot. 6. Using NCM processes, IT infrastructure and SMEs would offer
additional cost savings and better management of lead times.

Recommendations1. Industry should be supported to reproduce and verify this
study with much higher volumes.2. Other non‐defense product applications should be sought for
material made via this process. 3. Investigations should be made into ensuring the availability of
scrap solids at a low cost. This could be done by identifying government and private sources of supply and formalizing relationships for supply. The Defense Logistics Agency (DLA) may offer value in pursuing this area.
4. Investigate a melt‐to‐slab method for material properties and further cost savings.
5. Evaluate the benefits of recycling other metals of strategic importance to the U.S. ARMY.

Michael Trzcinski
Senior Technology Consultant
Defense Metals Technology Center
6200 Frank Ave. NW
North Canton, Ohio 44720
Program Managed by
Edwin P. Bacheson, Program Manager
DSN Innovations
2000 Technology Drive
Suite 102
Pittsburgh, PA 15219
![Ballistic-Resistant Body Armor for Women Focus Group...standard for ballistic protection [1] and included a sample of body armor subjected to compliance testing showing an embedded](https://static.fdocuments.us/doc/165x107/60165185ad1c497a145e9cf1/ballistic-resistant-body-armor-for-women-focus-group-standard-for-ballistic.jpg)