
Applying low-friction wear-resistantthin solid films by ... Bound... · Applying low-friction...
15
186 Philips Tech. Rev. 41,186-197,1983/84, No. 6 Applying low-friction wear-resistant thin solid films by physical vapour deposition H. Dimigen and H. Hübsch The techniques of applying thin solid films to substrates have made great advantages owing mainly to their many applications in IC technology. In recent years this has also led to a marked growth of interest in thin films that have a beneficial effect on mechanical properties such asfriction and wear. Thin solid films of this type are the subject of extensive investiga- tions at Philips GmbH Forschungslaboratorium Hamburg, where the films are applied to the substrates mainly by means of physical processes in the vapour phase, referred to as PVD (physical vapour deposition). Introduetion For covering tools of various kinds a growing need has arisen in recent times for thin solid films possessing special mechanical properties. This is partly because of the increasing scarcity and expense of many raw materials, and partly because the use of such films makes it possible to optimize the surface properties of tools and their other properties independently of each other. An important area of applications is the dry lubrica- tion of moving parts under conditions where fluid lubrication is beset with difficulties, e.g. at high and low pressures, high and low temperatures and slow oscillations. For this dry lubrication the bearing sur- faces are coated with a thin low-friction film. During operation this film must retain its good lubricating properties as long as possible, since the bearing can- not usually be lubricated again later. Some metals and alloys can be used for dry lubrication, but the mat- erials that seem most suitable are certain chalcogen- ides. The one that has been most extensively studied is molybdenum sulphide [11. Other suitable materials include oxides, fluorides and fluorinated hydrocar- bons [21. Another interesting application is the coating of tools to reduce surface wear, which can be a problem in metal-cutting operations. In this application the thin solid films have to be hard and wear-resistant. Dr H. Dimigen and H. Hübsch are with Philips GmbH Forschungs- laboratorium Hamburg, Hamburg, West Germany. Materials of interest here include various carbides, nitrides, oxides and alloys [21, as well as diamond-like carbon [31 and mixtures of metal and carbon [41. These materials cannot usually be used for the entire tool, mainly because they may be too brittle or too hard. However, they are very useful for improving the surface properties of tools. The application of thin solid films possessing the required properties imposes its own special require- ments on working procedures and materials. Precise control ofthe growth rate of a film is essential during the application. Depending on the application and the materials, it will be necessary to produce final film thicknesses from 0.1 to 10 urn. The substrate to be coated must be able to stand up to high temperatures during the application. To give a long useful life the film must adhere well to the substrate. It must also be possible to coat uneven surfaces uniformly. There are various methods that can be used for ap- plying thin solid films. One ofthem, 'chemical vapour deposition' (eVD), is particularly suited for applying wear-resistant films of materials like titanium carbide or titanium nitride on tool steel, as described earlier in this journal [51. This method is preferred when the substrates to be coated are unaffected by high tem- peratures and very hard coatings with maximum ad- hesion are required. For coating substrates that can- not stand up to high temperatures, however, and to obtain thin films possessing good lubricating proper-
Transcript of Applying low-friction wear-resistantthin solid films by ... Bound... · Applying low-friction...

186 Philips Tech. Rev. 41,186-197,1983/84, No. 6
Applying low-friction wear-resistant thin solid filmsby physical vapour deposition
H. Dimigen and H. Hübsch
The techniques of applying thin solid films to substrates have made great advantages owingmainly to their many applications in IC technology. In recent years this has also led to amarked growth of interest in thin films that have a beneficial effect on mechanical propertiessuch as friction and wear. Thin solid films of this type are the subject of extensive investiga-tions at Philips GmbH Forschungslaboratorium Hamburg, where the films are applied to thesubstrates mainly by means of physical processes in the vapour phase, referred to as PVD(physical vapour deposition).
IntroduetionFor covering tools of various kinds a growing need
has arisen in recent times for thin solid films possessingspecial mechanical properties. This is partly becauseof the increasing scarcity and expense of many rawmaterials, and partly because the use of such filmsmakes it possible to optimize the surface properties oftools and their other properties independently of eachother.An important area of applications is the dry lubrica-
tion of moving parts under conditions where fluidlubrication is beset with difficulties, e.g. at high andlow pressures, high and low temperatures and slowoscillations. For this dry lubrication the bearing sur-faces are coated with a thin low-friction film. Duringoperation this film must retain its good lubricatingproperties as long as possible, since the bearing can-not usually be lubricated again later. Some metals andalloys can be used for dry lubrication, but the mat-erials that seem most suitable are certain chalcogen-ides. The one that has been most extensively studiedis molybdenum sulphide [11. Other suitable materialsinclude oxides, fluorides and fluorinated hydrocar-bons [21.
Another interesting application is the coating oftools to reduce surface wear, which can be a problemin metal-cutting operations. In this application thethin solid films have to be hard and wear-resistant.
Dr H. Dimigen and H. Hübsch are with Philips GmbH Forschungs-laboratorium Hamburg, Hamburg, West Germany.
Materials of interest here include various carbides,nitrides, oxides and alloys [21, as well as diamond-likecarbon [31 and mixtures of metal and carbon [41.
These materials cannot usually be used for the entiretool, mainly because they may be too brittle or toohard. However, they are very useful for improving thesurface properties of tools.The application of thin solid films possessing the
required properties imposes its own special require-ments on working procedures and materials. Precisecontrol ofthe growth rate of a film is essential duringthe application. Depending on the application and thematerials, it will be necessary to produce final filmthicknesses from 0.1 to 10 urn. The substrate to becoated must be able to stand up to high temperaturesduring the application. To give a long useful life thefilm must adhere well to the substrate. It must also bepossible to coat uneven surfaces uniformly.There are various methods that can be used for ap-
plying thin solid films. One ofthem, 'chemical vapourdeposition' (eVD), is particularly suited for applyingwear-resistant films of materials like titanium carbideor titanium nitride on tool steel, as described earlier inthis journal [51. This method is preferred when thesubstrates to be coated are unaffected by high tem-peratures and very hard coatings with maximum ad-hesion are required. For coating substrates that can-not stand up to high temperatures, however, and toobtain thin films possessing good lubricating proper-
Philips Tech. Rev. 41, No. 6 LOW-FRICTION WEAR-RESISTANT COATINGS BY PVD 187
SSub
B B BSub T Sub
~So C2:~1~tU ==,]lAr P
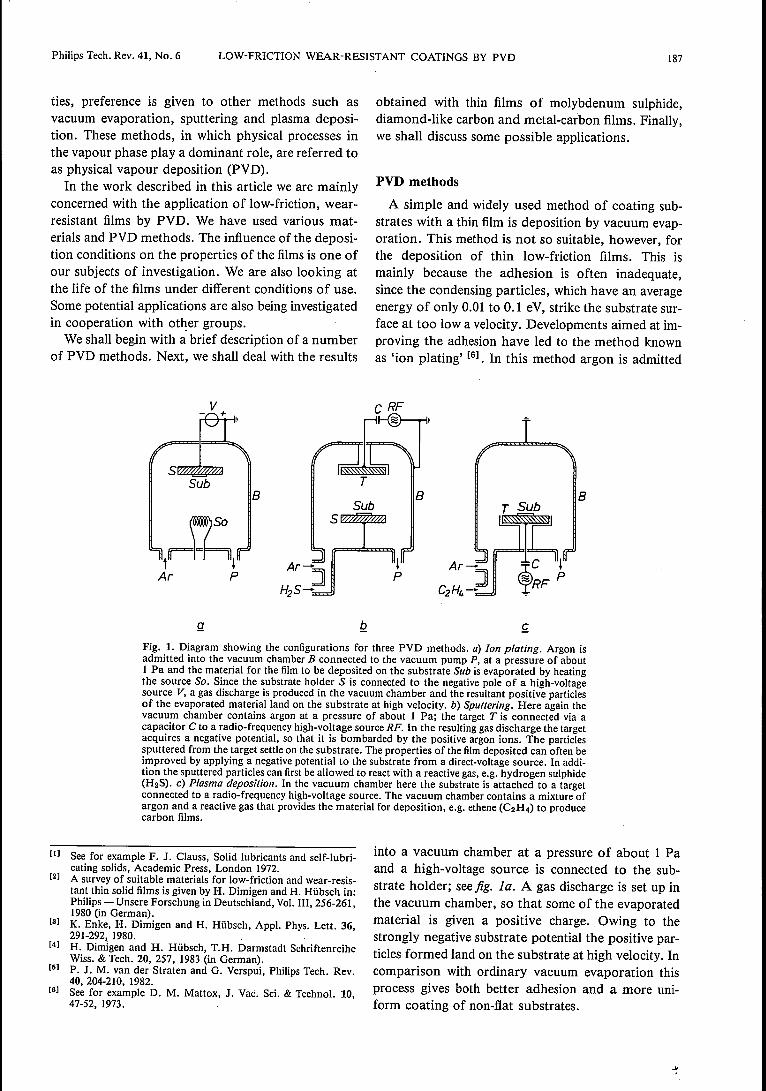
Q Q fFig. 1. Diagram showing the configurations for three PVD methods. a) Ion plating. Argon isadmitted into the vacuum chamber B connected to the vacuum pump P, at a pressure of about1 Pa and the material for the film to be deposited on the substrate Sub is evaporated by heatingthe source So. Since the substrate holder S is connected to the negative pole of a high-voltagesource V, a gas discharge is produced in the vacuum chamber and the resultant positive particlesof the evaporated materialland on the substrate at high velocity. b) Sputtering. Here again thevacuum chamber contains argon at a pressure of about 1 Pa; the target T is connected via acapacitor C to a radio-frequency high-voltage source RF. In the resulting gas discharge the targetacquires a negative potential, so that it is bombarded by the positive argon ions. The particlessputtered from the target settle on the substrate. The properties of the film deposited can often beimproved by applying a negative potential to the substrate from a direct-voltage source. In addi-tion the sputtered particles can first be allowed to react with a reactive gas, e.g. hydrogen sulphide(H2S). c) Plasma deposition. In the vacuum chamber here the substrate is attached to a targetconnected to a radio-frequency high-voltage source. The vacuum chamber contains a mixture ofargon and a reactive gas that provides the material for deposition, e.g. ethene (C2H4) to producecarbon films.
ties, preference is given to other methods such asvacuum evaporation, sputtering and plasma deposi-tion. These methods, in which physical processes inthe vapour phase play a dominant role, are referred toas physical vapour deposition (PVD).In the work described in this article we are mainly
concerned with the application of low-friction, wear-resistant films by PVD. We have used various mat-erials and PVD methods. The infiuence of the deposi-tion conditions on the properties of the films is one ofour subjects of investigation. We are also looking atthe life of the films under different conditions of use.Some potential applications are also being investigatedin cooperation with other groups.
We shall begin with a brief description of a numberof PVD methods. Next, we shall deal with the results
U) See for example F. J. Clauss, Solid lubricants and self-lubri-cating solids, Academic Press, London 1972.
[2) A survey of suitable materials for low-friction and wear-resis-tant thin solid films is given by H. Dimigen and H. Hübsch in:Philips - Unsere Forschung in Deutschland, Vol. lIl, 256-261,1980 (in German).
[3) K. Enke, H. Dimigen and H. Hübsch, Appl. Phys, Lett. 36,291-292, 1980.
[4) H. Dimigen and H. Hübsch, T.H. Darmstadt SchriftenreiheWiss. & Tech. 20, 257, 1983 (in German).
[5) P. J. M. van der Straten and G. Verspui, Philips Tech. Rev.40, 204-210, 1982.
[6) See for example D. M. Mattox, J. Vac. Sci. & Technol. 10,47-52, 1973.
obtained with thin films of molybdenum sulphide,diamond-like carbon and metal-carbon films. Finally,we shall discuss some possible applications.
PVD methods
A simple and widely used method of coating sub-strates with a thin film is deposition by vacuum evap-oration. This method is not so suitable, however, forthe deposition of thin low-friction films. This ismainly because the adhesion is often inadequate,since the condensing particles, which have an averageenergy of only 0.01 to 0.1 eV, strike the substrate sur-face at too Iowa velocity. Developments aimed at im-proving the adhesion have led to the method knownas 'ion plating' [61. In this method argon is admitted
into a vacuum chamber at a pressure of about 1 Paand a high-voltage source is connected to the sub-strate holder; see fig. la. A gas discharge is set up inthe vacuum chamber, so that some of the evaporatedmaterial is given a positive charge. Owing to thestrongly negative substrate potential the positive par-ticles formed land on the substrate at high velocity. Incomparison with ordinary vacuum evaporation thisprocess gives both better adhesion and a more uni-form coating of non-fiat substrates.

H. DIMIGEN and H. HÜBSCH Philips Tech. Rev. 41, No. 6
Another method of applying thin low-friction filmsis sputtering. In this method argon is admitted into avacuum chamber at a pressure of about 1 Pa and aradio-frequency high-voltage source is connected to atarget; see fig. lb. A gas discharge forms between thetarget and a substrate holder electrically connected tothe vacuum chamber. Since electrons are more mobilethan ions and since the target has a much smaller areathan the combination of substrate holder and vacuumchamber, the substrate holder has about the samepotential as the plasma, while the target acquires amuch lower potential 171. The positive argon ions pro-duced in the discharge therefore strike the target withso much energy that they knock particles out of it.These particles then settle on the substrate to form athin coating.
The use of high-energy ions makes sputtering a ver-satile method that can be used for coating all kinds ofsubstrates with a wide variety of materials. Since thetarget is cooled during the sputtering there is no diffu-sion in it, so that targets made of alloys and chemicalcompounds can be sputtered virtually quantitatively.Some non-conducting targets can also be sputteredsatisfactorily. The scope of the method can be widenedby admitting a reactive gas during the sputtering. Forexample molybdenum-sulphide films can be depositedby sputtering with a molybdenum-disulphide (MOS2)target in an argon atmosphere, and also by reactivesputtering with a molybdenum target in an atmos-phere containing hydrogen sulphide. There are onlyfew restrictions on the substrates that can be coated.During the deposition the substrate temperature isrelatively low, between 100 and 300°C. Substratesthat are not completely fiat can also be coated fairlyuniformly, but for coating workpieces of complicatedshape the uniformity that can be achieved is definitelyless than with the CVD method [51. To increase theuniformity the substrate is often given a negativepotential, so that local protrusions can be etchedaway by the positive argon ions landing on them. Anegative substrate potential also helps to improve theadhesion.
Depending on the process conditions and the mat-erials, the deposition rate from sputtering can be variedbetween 0.005 and 0.5 urn/min. With magnetronsputtering [81 a deposition rate as high as 2.5 urn/mincan be achieved. The various properties of the de-posited films depend on a large number of param-eters. Finding the optimum process conditions for aparticular application therefore usually requires anextensive series of experiments to determine the effectof the different parameters.
A useful method for applying thin carbon films isplasma deposition [91. In this method a plasma is
generated in an argon-filled vacuum chamber by con-necting a radio-frequency voltage source to a targetcarrying the substrate to be coated (fig. le). A gaseoushydrocarbon such as ethene (C2H4) or ethyne (C2H2)is added to the plasma. The ions in the plasma causethe hydrocarbon to break down and the carbonformed settles in the form of a thin film on the sub-strate. In this way carbon films with a thickness of 0.1to 2.5 J.1mcan be applied to substrates such as silicon,aluminium oxide, glass and steel. The properties ofthe films depend closelyon the potential and the gascomposition during the plasma deposition.
PVD methods are already applied in many differentfields, and it seems highly likely that these methodswill be very useful for applying low-friction wear-resistant films. The particular PVD method to bechosen for a particular application will depend on theworkpiece to be coated, the material to be depositedand the properties required. In mass production theprice will also be important. Careful considerationwill have to be given to the cost of the equipment andmaterials required, and also to the deposition rate andthe size and shape of the workpiece surfaces to becoated.
Molybdenum-sulphide films by sputtering
The production of molybdenum-sulphide films bycathode sputtering has already been extensively de-scribed in the literature. Until recently, however, little
2.0,....-------------,
x
------ Si_·_·-c................ Si02/Si
11.5
1.0
.............-;:;-"'''''.::::::::::=:..•.... 1/ """"""...,.,....,..".
0° ."."..'.: .......-("! _...' Iy' I
/. I• I II ! I
i ! "• i II i I• ; II : I· II I· I, I
i /iiiii
on:--- steel
0.5
o 2 4Pa3-PAr
Fig. 2. Sulphur content x of McS; films as a function of the argonpressure PAr during sputtering with an MOS2 target and differentsubstrates. Increasing the argon pressure leads to an increase in thesulphur content, which depends on the substrate. At all argon pres-sures the films deposited on steel have the highest sulphur content.All the films have a sulphur deficit in relation to the compositionMOS2; the deficit is very considerable at low argon pressures.

with an MOS2 target in an argon atmosphere the com-position of the deposited film can come closest toMOS2 when the substrate is made of steel.
Reactive sputtering by the addition of H2S gas gen-erally gives films of higher sulphur content. In jig. 3the composition of films deposited on steel and on sili-con is plotted against the H2S pressure during reactivesputtering with a molybdenum or molybdenum-disul-phide target, As might be expected, with the molyb-denum target the effect of the H2S pressure is greaterthan with the MOS2 target. When the H2S pressure is
Philips Tech, Rev. 41, No. 6 LOW-FRICTION WEAR-RESISTANT COATINGS BY PVD NJ PHIUPS'IJtOflAMPffif~
was known about the effects of process conditions onthe composition of the films or about the resultanteffects on properties such as friction and wear. Togain a better understanding of these matters we haveperformed experiments in which.various molybdenum-sulphide films were deposited under different condi-tions, and the composition of the films was then deter-mined, usually by X-ray-fluorescence analysis nor Inthese experiments we paid particular attention to theinfluence of the gas composition and substrate tem-perature, and of the material and potentialof the sub-strate. We applied the films with a molybdenum-di-sulphide target and also with a molybdenum targetin an atm~ere of argon and hydrogen sulphide.During the sputtering the target potential was 1.5 kV,the residual gas pressure in the vacuum chamber wasabout 5 x 10-4 Pa and the distance between target andsubstrate was about 50 mm.Films deposited by sputtering in an argon atmos-
phere with an MOS2 target almost invariably containless sulphur than would be expected from this compo-sition. The magnitude of the deficit depends on thesubstrate material and increases rapidly as the argonpressure is decreased; see jig. 2. The sulphur deficitis caused by 'resputtering' , an effect in which moresulphur than molybdenum is sputtered away from thegrowing film because of the weaker bonds between thesulphur atoms and the substrate [111. The resputteringoccurs because some of the argon ions are neutralizedduring the bombardment of the target and the reflectedargon atoms then settle on the substrate. On the wayto the substrate they collide repeatedly with otherargon atoms, losing some of their energy at every col-lision. When the argon pressure is low the number ofcollisions is small, so that the argon atoms can landon the substrate with a high energy. This leads tostrong resputtering and hence to a considerable sul-phur deficit and a low growth rate.The composition of molybdenum-sulphide films
depends not only on the substrate material and theargon pressure but also on the potential and the tem-perature of the substrate. The use of a negative sub-strate potential considerably reduces the sulphur con-tent and the growth rate. This is the result of increasedresputtering, because high-energy positive argon ionscan now land on the substrate as well. An increase inthe substrate temperature from say 150 to 300 oe hasthe effect of increasing the sulphur content, partic-ularly at low argon pressures. Less resputtering thentakes place, probably because the sulphur atoms aremore strongly bound to the molybdenum and sub-strate atoms. The results obtained show that repro-ducible deposition depends on good control of theprocess conditions. They also show that for sputtering
3.------------------------------,x
rvia MaS2
_----------- PAr =2.6Pa
~ T.=150oC/' viaMo,PAr=o.8Pa
2 P';::!_~---;~----~-----. ::.T. -1500C / T,;=150oC 300°CVIQ ,·,0, s- / <
/
,/'/',3.3Pa,/
1 on:___ steel
------ Si
O~-------L--------L--------L~0.01 0.04 0.16 0.64Pa
-.. PH2S
Fig. 3. Sulphur content x of MoSx films as a function of the H2Spressure PH,S (logarithmic scale) during reactive sputtering of amolybdenum target and a molybdenum-sulphide target on sub-strates of steel and silicon. The increase in the sulphur content athigher H2S pressures depends on the target material, the argonpressure PAn the substrate and the substrate temperature Ts.
low an increase in the argon pressure leads to films oflower sulphur content. Evidently the increased molyb-denum sputtering has a greater effect on the composi-tion than the reduction in the resputtering mentionedearlier. Even when the substrate temperature is in-creased, the reduction in the resputtering is of minorsignificanee in view of the reduced sulphur content inthe films. Reactive sputtering with a molybdenum tar-get has not yet resulted in films with the compositionMOS2 or with an excess of sulphur. In reactive sput-tering with a molybdenum-sulphide target, on the[7] H. Dimigen and H. Lüthje, Philips Tech. Rev. 35, 199-208,
1975.[8] J. J. Scheer and J. Visser, Philips Tech. Rev. 39, 246-255, <
1980.[9] An extensive list of references is given by K. Enke, Thin Solid
Films 80, 227-234, 1981.[lOl M. L. Verheijke and A. W. Witmer, Philips Tech. Rev. 34,
339-343, 1974.[ll] W. R. Gesang, H. Oechsner and H. Schoof, Nucl. Instrum -Ó:&
Methods 132, 687-693, 1976.
190 H. DIMIGEN and H. HÜBSCH Philips Tech. Rev. 41, No. 6
other hand, even a low H2S pressure may be sufficient 0.04 r------------------,---,for the deposition of films with an excess of sulphur.
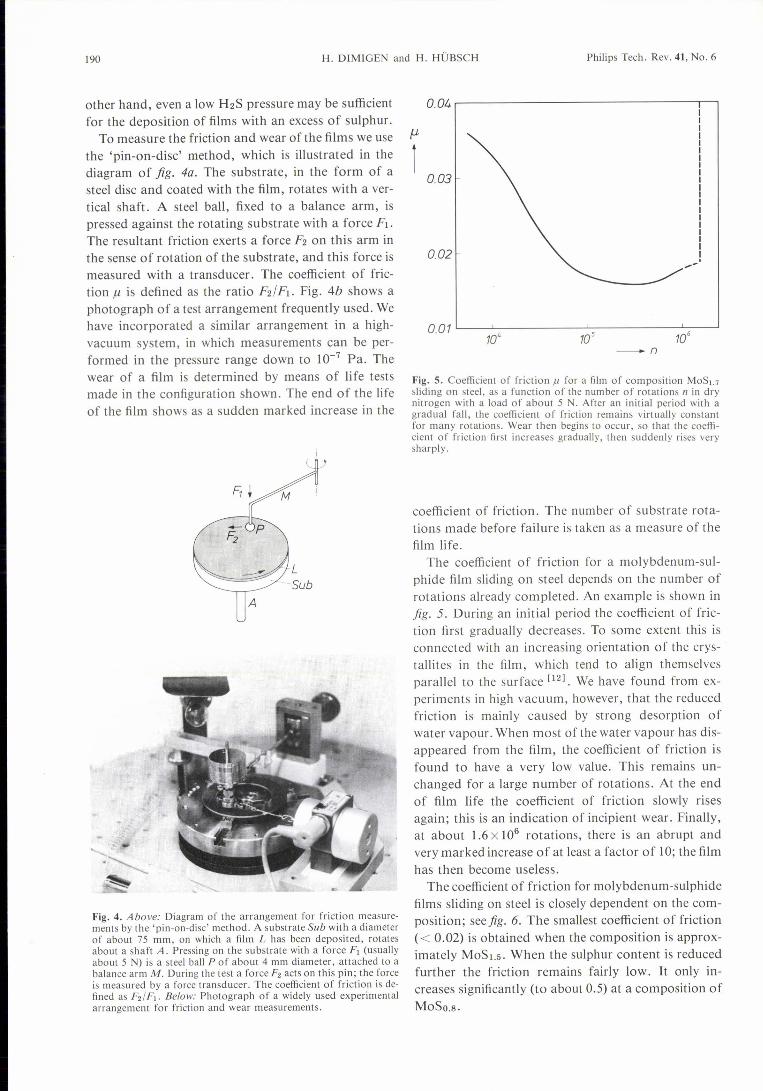
To measure the friction and wear of the films we usethe 'pin-an-disc' method, which is illustrated in thediagram of jig. 4a. The substrate, in the form of asteel disc and coated with the film, rotates with a ver-tical shaft. A steel ball, fixed to a balance arm, ispressed against the rotating substrate with a force Fl.The resultant friction exerts a force F2 on this arm inthe sense of rotation of the substrate, and this force ismeasured with a transducer. The coefficient of fric-tion u is defined as the ratio F2/Fl. Fig. 4b shows aphotograph of a test arrangement frequently used. Wehave incorporated a similar arrangement in a high-vacuum system, in which measurements can be per-formed in the pressure range down to 10-7 Pa. Thewear of a film is determined by means of life testsmade in the configuration shown. The end of the lifeof the film shows as a sudden marked increase in the
Fig. 4. Above: Diagram of the arrangement for friction measure-ments by the 'pin-an-disc' method. A substrate Sub with a diameterof about 75 mm, on which a film L has been deposited, rotatesabout a shaft A. Pressing on the substrate with a force Fl (usuallyabout 5 N) is a steel ball P of about 4 mm diameter, attached to abalance arm M. During the test a force F2 acts on this pin; the forceis measured by a force transducer. The coefficient of friction is de-fined as F2/ Fs . Be/ow: Photograph of a widely used experimentalarrangement for friction and wear measurements.
0.01 L-_-'-- --..L -'--____l
104 105 106
---n
Fig. S. Coefficient of friction f.l for a film of composition MoSJ.7sliding on steel, as a function of the number of rotations n in drynitrogen with a load of about 5 N. After an initial period with agradual fall, the coefficient of friction remains virtually constantfor many rotations. Wear then begins to occur, so that the coeffi-cient of friction first increases gradually, then suddenly rises verysharply.
coefficient of friction. The number of substrate rota-tions made before failure is taken as a measure of thefilm life.
The coefficient of friction for a molybdenum-sul-phide film sliding on steel depends on the number ofrotations already completed. An example is shown infig. 5. During an initial period the coefficient of fric-tion first gradually decreases. To some extent this isconnected with an increasing orientation of the crys-tallites in the film, which tend to align themselvesparallel to the surface [121. We have found from ex-periments in high vacuum, however, that the reducedfriction is mainly caused by strong desorption ofwater vapour. When most of the water vapour has dis-appeared from the film, the coefficient of friction isfound to have a very low value. This remains un-changed for a large number of rotations. At the endof film life the coefficient of friction slowly risesagain; this is an indication of incipient wear. Finally,at about 1.6 X 106 rotations, there is an abrupt andvery marked increase of at least a factor of 10; the filmhas then become useless.
The coefficient of friction for molybdenum-sulphidefilms sliding on steel is closely dependent on the com-position; seefig. 6. The smallest coefficient of friction« 0.02) is obtained when the composition is approx-imately MoS1.5. When the sulphur content is reducedfurther the friction remains fairly low. It only in-creases significantly (to about 0.5) at a composition ofMOSO.8.

Philips Tech. Rev. 41, No. 6 LOW-FRICTION WEAR-RESISTANT COATINGS BY PYD 191
f.1-
i
001 L-___j_-,-- __ L- __ -L- _ _____J
1.0 1.5 20 2.5-x
Fig. 6. Coefficient for friction J.1. of MnS, films sliding on steel at arate of rotation of 2500 min-1 and a load of about 5 N, as a func-tion of x. The lowest value for the coefficient of friction is foundwhen x is about 1.5. The very marked increase in J.1. (up to about 0.5)at x '" 0.8 is not shown.
006fJ
r 004
too-c-----------
002
Fig. 7. Coefficient of friction fl for a film of composition MoS!. ••sliding on steel, as a function of the oxygen partial pressure Po,with a load of about 5 N and at different rates of rotation. An in-crease in the oxygen partial pressure has the effect of reducing thecoefficient of friction, the reduction becomes greater as the rate ofrotation decreases. At 100°C the coefficient of friction is almost in-dependent of the oxygen pressure.
In general the results of the measurements in highvacuum are comparable with those in dry nitrogen.With a film deficient in sulphur a low oxygen partialpressure of say 10-4 Pa gives a considerable reductionin the friction. This reduction can be attributed to theadsorption of oxygen by the unsaturated bonds in thefilm, and this is confirmed by measurements of thepressure dependence at different rates of rotation; seens. 7. The pressure at which the coefficient of friction,begins to fall decreases as the rate of rotation de::'creases. At the lowest rate (4 min-I) the probabilityof adsorption is greatest, so that even with an oxy-gen partial pressure of only 2 X 10-7 Pa there thefriction coefficient has begun to fall. At a tempera-ture of 100 oe, however, no decrease is observed;evidently there is no oxygen adsorption at this tem-perature.
Life tests in dry nitrogen and high vacuum showthat the life of a film is proportional to its thickness.This indicates 'normal' wear, with the film beinggradually worn away by contact with the pin (fig. 4).Usually, however, this wear is not the main cause ofthe end of film life. The life of a film is in fact foundto depend strongly on the temperatures during the de-position of the film and the life test. The effect seemsto be related to stresses between the film and the sub-strate. We have deduced from this that the adhesionto the substrate largely determines the life of a film.An indication of the quality of the adhesion can beobtained by making a scratch on the film. If the ad-hesion is insufficient part of the film will break awayfrom the substrate; seefig. 8. The adhesion may oftenbe improved by taking some precautionary measures,such as a special pretreatment for the substrate or theuse of a bonding layer.
The measurements showed that molybdenum-sul-phide films are suitable for lubrication both in drynitrogen and in high vacuum. The coefficient of fric-tion between the film and steel can be less than 0.02and a life of about 3 X 106 rotations can be reached. Ina humid atmosphere the properties of molybdenum-sulphide films are less satisfactory. Higher humidityleads to more friction and a shorter life. The effect ofhumidity decreases with the sulphur content of a film.At a relative humidity of say 80070 the longest life (forMOS2.3) is about 104 rotations, while the coefficient offriction is about 0.14.
Because of the less satisfactory properties of molyb-denum sulphide in humid conditions we tried to findother materials that do have good friction and wearproperties in a humid atmosphere. This led us to aninvestigation of films containing carbon.
Fig. 8. Photograph of a poorly adhering molybdenum-sulphide filmthat has started to break away from the steel substrate after ascratch. [12] T. Spalvins, Thin Solid Films 73, 291-297, 1980.

192 H. DIMIGEN and H. HÜBSCH Philips Tech. Rev. 41, No. 6
Plasma deposition of diamond-like carbon
The properties of carbon films produced by plasmadeposition are closely dependent on the partial pres-sure of the hydrocarbon used (e.g. ethene) and on thepotentialof the target during deposition [131. Hard-ness measurements on the films thus obtained showthat there are three different existence regions; seejig. 9. At low target potentials ($100 V) soft poly-meric films are produced that are transparent andelectrically insulating. At high potentials (? 1000 V)hard graphitic films are obtained that are opaque andweakly conductive. In the intermediate regions harddiamond-like films are obtained. These are slightlytransparent and electrically insulating.
The carbon films deposited have a compressivestress that is again closely dependent on the ethenepressure and the target potential. Fig. 10 shows someschematized lines of equal compressive stress, derivedfrom a large number of measured results. Relativelyhigh compressive-stress values are observed in the dia-mond-like region.: For this reason diamond-like car-bon films thicker than 1 urn have a tendency to breakaway from the substrate. Relatively low values are ob-tained with polymeric films deposited at high ethenepressure and low target potential, and with graphiticfilms deposited at a low ethene pressure and hightarget potential. The low compressive stress usuallyfound in polymeric films is not so surprising in viewof their softness. The lower compressive stress ofgraphitic films compared to that of diamond-like filmsis probably connected with a reduced incorporationof the hydrogen contained in the plasma [131.
Films of diamond-like carbon have good lubricatingproperties. Because of the combination of high hard-ness and low coefficient of friction they show littlewear. In some cases a life of more than 4 x 106 rota-tions can be reached. The coefficient of friction fordiamond-like carbon sliding on steel is strongly de-pendent on the relative humidity in the test atmos-phere; see jig. 11. Up to a humidity of about one percent very low values (0.01 to 0.02) are found. Aboveone per cent there is noticeably more friction. At ahumidity of nearly 100070the coefficient of friction hasrisen to about 0.2. This friction behaviour is the oppo-site of that in graphitic films, which have high frictionand pronounced wear at low humidity. The frictionbetween diamond-like carbon films and diamond orbetween two diamond-like carbon films is less sensitiveto humidity than the friction between diamond-likecarbon film and steel. In both dry and humid atmos-pheres the coefficient of friction is less than 0.05.The wear of diamond-like carbon films is only partly
connected with an increase in the coefficient of fric-tion. Whereas the coefficient of friction for a dia-
p
1000V
100
o /'"/"
. ..."",'"-------------------~
0.1 10Po-Fig. 9. Existence regions (schematic) of three modifications of car-bon film, as a function of the ethene pressure PC,H, and the targetpotential VT during plasma deposition. The dashed lines indicatethe transitions between the regions where the carbon films are poly-meric (?), diamond-like (D) and graphitic (G).
Vr
t
1000V
100
10L-------~----~~------~~0.01 0.1 10Po-
Fig. 10. Lines of equal compressive stress (schematic, in 109 N/m2)
in carbon films, as a function of the ethene pressure PC,H, and thetarget potential VT during plasma deposition.
0.2r----------------------------,
. 0.1
1-h
100%
Fig. 11. Coefficient of friction f.I. for a diamond-like carbon filmsliding on steel, as a function of the relative humidity h. Up toabout one per cent humidity the coefficient of friction is very small;there is a marked increase when the humidity becomes greater.

Philips Tech. Rev. 41, No. 6 LOW-FRICTION WEAR-RESISTANT COATINGS BY PVD 193
01mm
Fig. 12. Wear of a diamond-like carbon film due to sliding frictionwith a steel ball. Above: Photomicrograph of an indentation trackafter 10070of film life. Below: Height profile of the track.
mond-like carbon film sliding on steel rises monotonic-ally with increasing humidity (fig. 11), maximum life isreached at a relative humidity of about 0.50/0. The lifeof the film is virtually independent of the rate of rota-tion. As the load is increased, the life decreasessharply, since the film is more quickly destroyed byfriction or breaks away from the substrate. Life is alsoadversely affected by surface roughness of the coatedsubstrate. The film covering the higher parts of arough steel surface may be prematurely rubbed awayby a steel pin, so that high friction between steel andsteel can arise. To counteract this effect the film shouldbe appreciably thicker than 0.3 urn. In view of thehigh compressive stress in thicker films a film thick-ness of 0.5 urn is usually a good compromise.
As with molybdenum-sulphide films, the wear maybe caused by gradual erosion of the film due to con-tact with the other frictional surface, and by the filmbreaking away from the substrate when the adhesionis insufficient to resist the forces that arise. To deter-mine which of these two effects is more important, weinterrupted the life-test experiments at different timesto take photomicrographs and determine the height
profile in the film. This revealed that the behaviour ofa diamond-like carbon film is entirely different fromthat of a molybdenum-sulphide film: provided theload is not unduly high, the wear is mainly caused bythe film being locally rubbed away. Early signs of thisare found right at the start, when the pin only touchesa very small part of the film and therefore produces ahigh local pressure. This becomes less as soon as thepin has rubbed away part of the surface. Fig. 12 showsa photomicrograph and a height profile of a smallindentation after 10% of film life. After about 30%of the life of the film the wear increases sharply be-cause of the grinding action of the resulting carbonwalls. Until about 900/0 of life has been reached thefilm shows no tendency to break away from the sub-strate.
The good wear characteristics of diamond-like car-bon films can be seen from plots of the rate of wear atdifferent contact pressures. We obtained these resultsby measuring the loss in thickness of the ball and thecontact path travelled at various times during the fric-tion experiments (fig. 4), at the prevailing contactpressure; the ratio of thickness loss to the path lengthis regarded as the rate of wear. In fig. 13 the rate of
w
o 100 200 300N/mm2
--p
Fig. 13. Above: Rate of wear w - defined as the ratio of the thick-ness reduction to the pathlength - as a function of the contactpressure p, for the friction between a steel ball and a steel substrate,both coated with a diamond-like carbon film (circles) and both un-coated (crosses). The coating with a diamond-like carbon gives aconsiderable reduction in the rate of wear. Below: Interferencefringes at the surface of the coated ball at different stages of thewear experiment. The patterns correspond to the four measuredpoints indicated by circles (pattern a with circle a, etc.). An increasein the number of interference fringes indicates increasing wear, cor-responding to a reduction in the contact pressure.
[13] See the article by K. Enke listed in [9].

194 H. DIMIGEN and H. HÜBSCH Philips Tech. Rev. 41, No. 6
wear determined at different times is plotted againstthe contact pressure, for the friction between a steelpin and a steel substrate, both with no coating andboth with a coating of a diamond-like carbon film.With no coating the rate of wear is very high and canonly be determined at low contact pressures. With acoating the rate of wear is considerably lower. For thecoated surfaces the wear of the pin lias been pic-torially represented in the form of interference fringesthat correspond to the four measured points. Greaterwear, accompanied by a lowering of the contact pres-sure, appears as an increase in the number of inter-ference fringes.
To summarize, therefore, diamond-like carbonfilms of thickness up to about 0.5 J.Lmcan readily beapplied by plasma deposition; the films adhere firmlyto the substrate and have great hardness and a lowcoefficient of friction. On a polished substrate theyoffer good proteetion against wear for moderatelyhigh loads and temperatures.
Metal-carbon films produced by sputtering
The favourable experience with diamond-like car-bon films prompted us to investigate the possibilitiesof metal-carbon films. These films can be deposited ona steel substrate, for example, by reactive sputteringwith a metal target in an argon-hydrocarbon atmos-phere or by non-reactive sputtering with a metal-car-bon target in an argon atmosphere. A great advantageof reactive sputtering is that after some initial ionetching of the substrate pure metal can be depositedon it, followed by metal-carbon in stages. This proce-dure results in very good adhesion to the substrate. Infriction and life-test experiments we found no ten-dency for the films to break away from the substrate.Metal-carbon films deposited by non-reactive sputter-ing, on the other hand, have poor adhesion on a steelsubstrate.
Metal-carbon films with a metal content of less than500/0 have a low coefficient of friction. Fig. 14 showsthe coefficient of friction for iron-carbon films slidingon steel and for tungsten-carbon films on steel at arelative humidity of about 40%, as a function of themetal content in the films. Below 50 at. % of metal thecoefficient of friction depends very little on the com-position. In this range the films have a hardness of1500 to 2500 kg/mrrr". At high metal contents thecoefficient of friction increases sharply from about0.15 to 0.4.
As well as depending on the composition the coeffi-cient of friction also depends to a great extent on theload and the other friction surface. Fig. 15 shows thecoefficient of friction for four combinations of mat-
erials at a relative humidity of about. 40%, plottedagainst the contact pressure. There are marked differ-ences in behaviour, especially at low contact pressures.Low values are found for the coefficient of friction atcontact pressures higher than 1000 N/mm2
• Effortsare currently being made to find combinations ofmetal-carbon films that also have a small coefficient offriction at low loads.
Whereas with molybdenum-sulphide films and dia-mond-like carbon films the coefficient of frictionalways rises steeply with increasing humidity, thedependence of the friction coefficient of metal-carbonfilms on humidity is largely determined by the compo-sition of the films. An example is shown in fig. 16 foriron-carbon films. The coefficient of friction of a film
0.2
f-L
1o
IIIIIII
x 0'o "--------------_,;_". .... - x 0 x
".'" 0 IC
0.1
10 100%-Xm
Fig. 14. Coefficient of friction J1 for iron-carbon films sliding onsteel (circles) and for tungsten-carbon films on steel (crosses) as afunction of the metal content Xm at a relative humidity of about400/0 and a load of about 3.5 N. Up to a content of roughly 50% thecoefficient of friction is virtually constant; above 50% there is amarked increase.
f-L
1
0.2 ~..=:~"ft. "\\r .\o \
\\\\\\t·.....o .\ .........-D"._._o , ;0-._0-._0_.-6-
"~<,!..__ x
"---0---------x_0-
0.1 .
O~_J J_ _J__~~400 800 1200N/mm2
-p
Fig. IS. Coefficient of friction J1 as a function of contact pressure pat a relative humidity of about 40%, for the combinations TaS2C65-steel (circles), RUlSCS1-steel (crosses), TaO.l C95-steel (triangles) andTaO.l C95-RulSCSl (squares). The variation in the coefficient of fric-tion differs considerably for the four combinations. The lowestvalues are found at high contact pressures.

Philips Tech. Rev. 41, No. 6 LOW-FR[CTION WEAR-RESISTANT COAT[NGS BY PVD 195
Fig. 16. Coefficient of friction f1 for three iron-carbon films sliding examples here.on steel with a load of about 3.5 N, as a function of the relativehumidity h. With increasing humidity, the friction coefficient forFe2.3C93 (circles) increases sharply and the coefficient for Fel5C78(squares) decreases sharply, whereas there is little variation forFe4.1 C84 (crosses).
03,----------------,
02
0.1
O.~------~--------~------~01 10 100%
h
w
o 200 300N/mm2100-p
Fig. 17. Rate of wear was a function of contact pressure p for thefriction between a pin and a substrate (see fig. 13). With a steel sub-strate a solid tungsten-carbon pin of composition W50C50 (circles)gives a much lower rate of wear than a steel pin (crosses). Evenlower rates of wear are obtained if the steel of the substrate and thatof the pin are coated with W2.8C96 (triangles). Very low rates ofwear are obtained when the substrate is coated with Tao.1C95 andthe pin with W2.8C96 (squares).
with the composition Fe15C78 decreases strongly withincreasing humidity (from 0.26 to 0.14), whereas for afilm with a composition Fe2.3C93 there is a sharp in-crease (from 0.03 to 0.17). The coefficient of frictionof a film with a composition Fe4.1C84, on the otherhand, remains virtually constant at about 0.12.
Another difference between metal-carbon films andmolybdenum-sulphide films is that humidity has muchless effect on the life of metal-carbon films. For ex-ample, under standard measuring conditions an iron-carbon film at a relative humidity of about 40070 canreach a life of 2 x 107 rotations, whereas the life of
molybdenum-sulphide films in a dry atmosphere,measured under otherwise identical conditions, is anorder of magnitude less.
The use of metal-carbon can result in a considerablereduction of wear; see fig. 17. The rate of wear of asolid tungsten-carbon pin against an uncoated steelsubstrate is about 10 times less than that of an un-coated steel pin. When the steel is coated with metal-carbon films a very low rate of wear can be achievedeven at relatively high contact pressures.
Applications
Thin solid films that can improve the frictional andwear properties of workpiece surfaces have variouspotential applications. We shall only mention a few
Fig. 18. Components of ball-bearings, coated with molybdenumsulphide (left) and uncoated.
Molybdenum-sulphide films would appear to besuitable for use in ball-bearings. Fig. 18 shows thecomponents of ball-bearings with a coating of amolybdenum-sulphide film and without a coating.Ball-bearings coated with our molybdenum-sulphidefilms are now being studied more extensively at theDarmstadt University of Technology [141. The life ofthese completely dry-running bearings in a non-humidatmosphere is about 60% of the life of conventionalgrease-lubricated bearings under otherwise identicalconditions.
We have made a detailed study of the possible ap-plication of low-friction solid films in plain bearings.Fig. 19 is a diagram of the frictional torque plotted
[14] w. Rüblinger, T.H. Darmstadt Schriftenreihe Wiss. & Tech.20,159, [983.

196 H. DlM1GEN and H. HÜBSCH Philips Tech. Rev. 41, No. 6
against the rate of rotation of the shaft for two jour-nal bearings with a bearing bush of sintered metal anda steel shaft, uncoated and with a coating of diamond-like carbon. In both cases, when the shaft is set inmotion the frictional torque first decreases, becausethe contact between shaft and bearing bush steadilydiminishes. At higher rates of rotation the hydro-dynamic lubrication takes effect and the frictionaltorque gradually increases. Whereas at higher rates ofrotation the divergence between the frictional torquesof the two bearings steadily diminishes, there is a con-siderable difference during the starting-up period.Owing to the low friction of a diamond-like carbonfilm the bearing in which the shaft is coated with thisfilm has a substantially smaller frictional torque thanthe bearing with the uncoated shaft. This has the de-sirable result of a marked reduction in bearing wear.The time that elapses before the first signs of wear aredetected on the shaft can be increased in this way bymore than 100 times.
Our investigations have shown that metal-carbonfilms on shafts running in sintered bearing bushes havewear properties equal to those of diamond-like car-bon films. One possible application of metal-carbonfilms is on the capstan drives of audio tape recorders.Fig. 20 shows a drive spindle coated with a filmof tungsten-carbon and an uncoated spindle. Thesespindles can run in plastic or metal bearing bushes asshown in the figure. In this case the metal-carboncoating serves a dual function. On the one hand thefilm has the effect of reducing the friction between thespindle and the bearing bush. As indicated in fig. 19,the frictional torque at low rates of rotation is con-siderably reduced, so that there is much less wear. Onthe other hand the film has the effect of increasing thefriction between the spindle and the tape, which isnecessary for ensuring slip-free tape transport. Fig. 21shows the results of slip measurements with an un-coated spindle and with a spindle coated with a tung-sten-carbon film, as a function of the tension in thetape. With the coated spindle virtually slip-free tapetransport is possible even at high tape tension. Withthe uncoated spindle, on the other hand, considerableslip occurs even at low tape tension. Life tests haveshown that a film about 0.2 urn thick gives trouble-free operation in the tape-transport mechanism forseveral thousands of hours.
Finally, we should note that for some potential ap-plications of low-friction, wear-resistant films thereare a number of problems still to be overcome in themanufacture of the films. Applications of films foroptimizing the mechanical surface properties not onlyrequire special properties in the films but also requirevery good adhesion to the workpiece surface. Films
OL_ _L J_ L_ __ ~
o 1000 2000 3000min-If
Fig. 19. Diagram of the frictional torque M in arbitrary unitsplotted against the rate of rotation f for two journal bearings con-sisting of a bush of sintered metal and a steel shaft. In one bearingthe shaft is uncoated (solid line) and in the other it is coated with adiamond-like carbon film (dashed line). The presence of this filmleads to a substantial reduction in the frictional torque during thestarting-up period.
Fig. 20. Tape drive spindles of audio tape recorders. The spindle inthe plastic bearing bush is coated with a tungsten-carbon film, theone in the metal bush is uncoated.
1.5%~-------------r-1
5
1.0
0.5
--------------03 04N02
F
Fig. 21. Relative slip s plotted against the tension F in the tape in anaudio tape recorder when the drive spindle is uncoated (solid line)and when it is coated with a tungsten-carbon film (dashed line). Thepresence of this film makes virtually slip-free tape transport pos-sible even under high tape tension.

Philips Tech. Rev. 41, No. 6 LOW-FRICTION WEAR-RESISTANT COATINGS BY PVD 197
deposited from the gas phase at high temperatures(800-1000 "C) present very few problems here, be-cause the diffusion zone formed as a result of the hightemperatures ensures sufficient adhesion for the films.If, however, the deposition temperature for coatingtemperature-sensitive substrates is no higher than 100to 300 oe, problems can then arise with the adhesion.Efforts are now being made in many laboratories toproduce films that will give good adhesion at thesetemperatures as well. Another problem connectedwith deposition at low temperatures is the difficulty ofobtaining an optimum film 'structure.
In the work described here we cooperated closelywith Dr K. Enke and U. Schaal. The work receivedsome financial support from the Ministry of Science
and Technology in the Federal Republic of Germany.The authors alone are responsible for the contents ofthis publication.
Summary. The friction and wear properties of workpiece surfacescan often be considerably improved if they are coated with a low-friction, wear-resistant thin solid film, by means of'physical vapourdeposition' (PVD). The improvement depends on the PVD methodused, the material deposited and the process conditions. Goodresults have been obtained with films of molybdenum sulphide, dia-mond-like carbon and metal-carbon, deposited by sputtering,plasma deposition and sputtering, respectively. Molybdenum-sul-phide films give little friction in a dry atmosphere. Films of dia-mond-like carbon and metal-carbon films are outstanding for theirgood adhesion to steel and their high resistance to wear. Dependingon their adhesion and wear characteristics the thin solid films de-scribed have various potential applications, such as lubrication ofdry-running bearings and the proteetion of workpieces.

198
Scientific publications
Philips Tech. Rev. 41, 198-200, 1983/84, No. 6
These publications are contributed by staff of laboratories and plants that form part of orcooperate with enterprises of the Philips group of companies, particularly by staff of the re-search laboratories mentioned below. The publications are listed alphabetically by journal title.
Philips GmbH Forschungslaboratorium Aachen, AWei13hausstraf3e,5100 Aachen, Germany
Philips Research Laboratory Brussels, B2 avenue Van Becelaere, 1170 Brussels, Belgium
Philips Natuurkundig Laboratorium, EPostbus 80000, 5600 lA Eindhoven, The Netherlands
Philips GmbH Forschungslaboratorium Hamburg, HVogt-Kölln-Stra13e 30, 2000 Hamburg 54, Germany
Laboratoires d'Electronique et de Physique Appliquée, L3 avenue Descartes, 94450 Limeil-Brévannes, France
Philips Laboratories, N.A.P.C., N345 Scarborough Road, Briarcliff Manor, N.Y. 10510, U.S.A.
Philips Research Laboratories, RCross Oak Lane, RedhilI, Surrey RHI 5HA, England
Philips Research Laboratories Sunnyvale SP.O. Box 9052, Sunnyvale, CA 94086, U.S.A.
M.Auphan L Distributions caractérisant la' réponse acoustique Acustica 52impulsionnele des cibles sphériques rigides
1983
1. P. Boutot, 1. Nussli (Hyperelec, Recent trends in photomultipliers for nuclear physicsBrive) & D. Vallat (RTC, Paris) L
68-85
Adv. Electronics & 223-305 1983Electron Phys. 60
13-22 1983L Review of image reconstruction techniques in Ann. Radio!. 26medical transaxial computed tomography
L Interactions between H2 and N2 plasmas and a App!. Phys, Lett. 42GaAs(IOO) surface: chemical and electronic proper-ties
M. Jatteau & C. Berche
P. FriedeI & S. Gourrier
G. W. 't Hooft & C. van Opdorp E Temperature dependence of interface recombinationand radiative recombination in (Al,Ga)As hetero-structures
M. D. Dawson*, W. Sibbett*, 1. 1.Vukusic* (* Imp, College, London),P. Dawson, G. Duggan & C. T.Foxon R
Streak camera study of short pulse generation in anoptically pumped GaAs/(GaAl)As laser
H. W. M. Salemink (RIV, Bilthoven)& J. W. M. Biesterbos E
Optical stability of narrow stripe, proton-isolatedAlGaAs double heterostructure lasers with gainguiding
P .-1. Courtois B Error minimization in decomposable stochasticmodels
A. K. Niessen & A. R. Miedema E The enthalpy effect on forming diluted solid solu-tions of two 4d and 5d transition metals
1. Landsbergen E Machine translation based on logically isomorphicMontague grammars
M. Davio, 1.-M. Goethals & 1.-1. Authentication proceduresQuisquater B
M. Mormier & M. Monneraye L An original interconnection technique for an elec-tronie payment card
L GaAs digital dynamic IC's for applications up to10GHz
M. Rocchi & B. Gabillard
M. P. A. Viegers, C. W. T. Bulle-Lieuwma & W. 1. Bartels E
Impurity drag on climbing misfit dislocations inphosphorus-implanted (OOI)silicon
509-511 1983
App!. Phys, Lett. 42 813-815 1983
App!. Phys, Lett. 43 226-228 1983
App!. Phys, Lett. 43 434-436 1983
Applied probability- 189-218 1982computer science, Vo!.I, R. Disney & T. J.Ott (eds), BirkhauserBoston, Cambridge,MA
Ber. Bunsenges. Phys. 717-725 1983Chem.87
COLING 82, J. 175-181 1982Horecky (ed.), North-Holland, Amsterdam
Cryptography, T. Beth 283-288 1983(ed.), Lect. NotesComput. Sci. 149,Springer, Berlin
Electrocomponent Sci. 23-29 1982& Techno!. 10
IEEE 1. SC-I8 369-376 1983
Inst. Phys, Conf. Ser. 359-364 1983No.67

Philips Tech. Rev. 41, No. 6
A. H. van Ommen, Y. Tamminga &M. F. C. Willemsen E
A. E. T. Kuiper, F. H. P. M. Habra-ken (Univ. Utrecht), Y. Tamminga &G. E. Thomas E
F. H. P. M. Habraken", E. J. Evers*,G. A. P. Engelbertink" (* Univ.Utrecht) & A. E. T. Kuiper E
SCIENTIFIC PUBLICATIONS
Diffusion of ion implanted Ga, In and Tl in Si02
Interface composition of thin silicon nitride andoxynitride films as prepared by different growthtechniques
The chemical composition of LPCVD silicon oxy-nitride films with emphasis on the hydrogen content
Insulating films onsemiconductors, J. F.Verweij & D. R. Wol-ters (eds), Elsevier,Amsterdam
Insulating films onsemiconductors, J. F.Verweij & D. R. Wol-ters (eds), Elsevier,Amsterdam
Insulating films onsemiconductors, J. F.Verweij & D. R. Wol-ters (eds), Elsevier,Amsterdam
M. J. Poweil & J. Pritchard R The effect of surface states and fixed charge on the J. Appl. Phys. 54field effect conductance of amorphous silicon
Photoemission studies of molecular beam epitaxiallygrown GaAs(OOI) surfaces exposed to a nitrogenplasma
A Time-dependent behavior of high-pressure mercury J. Appl. Phys. 54discharges
G. J. Parker, S. D. Brotherton, 1.Gale & A. Gill R
S. Gourrier, L. Smit (FOM, Amster-dam), P. Friedel & P. K. Larsen L, E
H. P. Stormberg & R. Schäfer
Measurement of concentration and photoionizationcross section of indium in silicon
J. Appl. Phys. 54
J. Appl. Phys. 54
P. F. Fewster & P. A. C. Whiffin R Crystallographic polarity and etching of cadmium J. Appl. Phys. 54telluride
E Examination of models for Zn diffusion in GaAs J. Appl. Phys. 54
E Static properties of magnetic bubbles in garnet films J. Appl. Phys. 54with orthorhombic anisotropy
L Analysis of silicon crystal growth using low pressure J. Cryst. Growth 61chemical vapour deposition
A. H. van Ommen
D. J. Breed & W. de Geus
F. Hottier & R. Cadoret
R. Cadoret (CNRS, Aubière) & F.Hottier L
C. Jacob (CNET Grenoble, Meylan),M. Duseaux, J. P. Farges, M. M. B.van den Boom &P. J. Roksnoer L, E
W. H. de Roode & J. M. RobertsonE
W. A. P. Claassen, J. Bloem &F. H. P. M. Habraken (Univ.Utrecht) . E
D. M. de Leeuw & G. W. 't Hooft E
K. H. J. Buschow, P. G. van Engen& R. Jongebreur E
G. A. C. M. Spierings
Mechanisms of silicon monocrystalline growth from J. Cryst, Growth 61SiH4/H2 at reduced pressures
Dislocation-free GaAs and InP crystals by isoelec- J. Cryst, Growth 61tronie doping
Inhibitors in LPE growth of garnets J. Cryst. Growth 63
199
E Properties and structure of glasses in the system J. Mater. Sci. 181OK20 .20BaO.70(Si02, Ge02 ,B20s)
P. Friedel & S. Gourrier
C.T.Foxon
J. H. Neave, P. K. Larsen, B. A.Joyce, 1. P. Gowers & J. F. van derVeen (FOM, Amsterdam) R, E
J. Maluenda & P. M..Frijlink
55-58 1983
116-120 1983
121-125 1983
3244-3248 1983
3926-3929 1983
3993-3997 1983
4338-4347 1983
4668-4670 1983
5055-5058 1983
5314-5321 1983
245-258 1983
259-274 1983
417-424 1983
105-110 1983
Influence of carbon addition on the electrical and J. Electrochem. Soc. 1586-1592 1983structural properties of phosphorus and boron 130doped silicon layers
Method for the analysis of saturation effects of J. Lumin. 28 275-300 1983cathodoluminescence in phosphors; applied toZn2Si04:Mn and YsAls012:Tb
Magneto-optical properties of metallic ferromag- J. Magn. & Magn. 1-22 1983netic materials Mater. 38
L Review of oxidation processes in plasmas
R MBE growth of GaAs and lIl-V alloys
2963-2968 1983
J. Phys. & Chem. 353-364 1983Solids 44
J. Vac. Sci. &Technol. 293-297 1983BI
Some observations on Ge:GaAs(OOl) and J. Vac. Sci. &Technol. 668-674 1983GaAs:Ge(OOl) interfaces and films B 1
L Modulation doped GaAs-Gal_xAlxAS heterostruc- Jap. J. Appl. Phys, 22 Ll27-Ll29 1983tures grown by atmospheric pressure MOVPE
A Excitation of acoustic instabilities in discharge Light. Res. &Techno!. 127-132 1983lamps with pulsed supply voltage 15
E Fysica en halfgeleiderelektronica Ned. T. Natuurk. A49 55-58 1983
H.-P. Stormberg & R. Schäfer
J. F. Verwey

W. J. M. J. Josquin & Y. Tamminga De toepassing van implantatie van stikstofionen in Ned. T. Natuurk. A49E de silicium-IC-technologie
200 SCIENTIFIC PUBLICATIONS Philips Tech. Rev. 41, No. 6
63-66 1983
P. A. Devijver & M. Dekesel B Insert and delete algorithms for maintaining dynamic Pattern RecognitionDelaunay triangulations Lett. 1
73-77 1982
R. W. Cooper &K. A. Jaggers (Mul-lard Hazel Grove, Stockport) R
Design and performance of fast high-voltage EPI-diodes
J. Hagelstein B Proving properties of shared data structures; appli-cation of functional programming
R. J. Sluyter E The state of the art in speech coding
R. E. J. van de Grift & R. J. van de A monolithic 8-bit video AID converterPlassche E
C. K. Wong", R. F. Wassenaar" A wideband accurate vector-sum circuit(. Univ. of Technoi., Enschede) &E. Seevinck (Philips Elcoma Div.,Nijmegen)
W. A. P. Claassen, W. G. J. N. Val- Characterization ofthin plasma silicon-nitridelayerskenburg, A. E. T. Kuiper & Y. Tam-minga E
C. H. J. van den Brekel & B. Lers- Low pressure CVD of pyrolytic carbonmach er E,A
P. J. M. van der Straten", M. M. The decarburization of steel during the CVD of TiCMichorius* & G. Verspui" (* PhilipsCentre for Manufact. Technoi.,Eindhoven)
C. Venet, P. Baudet, M. Levent- A 1 W, 20 dB gain, 6-12 GHz FET amplifierVillegas, M. Roussel L
E. Rammos L A new wideband, high gain suspended substrate lineplanar array for 12 GHz satellite T.V.
J.-P. Farges&A. Mircea-Roussel L Growth of InP from "in situ" synthesized and frompolycrystalline charges
PESC '83 Record,Albuquerque 1983
150-153 1983
Proc. ACM '82 Conf.,Dallas 1982
142-148 1982
Proc. ESSCIRC'83Lausanne 1983
33-40 1983
Proc. ESSCIRC'83, 57-60 1983Lausanne 1983
Proc. ESSCIRC'83, 135-138 1983Lausanne 1983
Proc. 4th Eur. Conf. 199-205 1983on Chemical vapourdeposition, Eindho-ven 1983
Proc. 4th Eur. Conf. 321-336 1983on Chemical vapourdeposition, Eindho-ven 1983
Proc. 4th Eur. Conf. 553-566 1983on Chemical vapourdeposition, Eindho-ven 1983
Proc. 13th Eur. Micro- 213-218 1983wave Conf., Nürnberg1983
Proc. 13th Eur. Micro- 227-231 1983wave Conf., Nürnberg1983
Proc. 2nd NATOWorkshop on Mate-rials aspects of InP,Bailrigg 1983
9.1-9.6 1983
K. H. J. Buschow E Effect of short-range ordering on the thermal stabil- Scr. Metall. 17ity of amorphous Ti-Cu alloys .
1135-1139 1983
T. A. C. M. Claasen & W. F. G. Overview of adaptive technqiues in signal processingMecklenbräuker (Tech. Univ., Wien)
E
Signal processing II; 747-754 1983Theories and applica-tions, H. W. Schüssler(ed.), Elsevier, Am-sterdam
P. Dolizy & F. Grolière L AES investigations of chemical composition of some Surf. & Interfacealkali compounds Anal. 5
4-12 1983
J. H. Neave, P. K. Larsen, J. F. vander Veen (FOM, Amsterdam), P. J.Dobson (Imp. College, London) &B. A. Joyce R, E
Effect of arsenic species (As2 or AS4)on the crystal-lographic and electronic structure of MBE-grownGaAs(OOI) reconstructed surfaces
Surf. Sci. 133 267-278 1983
P. G. van Engen E An experimental study of the magneto-optical prop- Thesis, Eindhovenerties of ferromagnetic alloys
1983
H. W. Werner E On the use of sector-type mass spectrometers formeasuring partial pressures and total pressures
P. Friedel & S. Gourrier E On the interactions between H2 and N2 plasmas andGaAs(I00) surface; chemical and electronic proper-ties
M. Davio, J.-P. Deschamps & A. Digital systems with algorithm implementationThayse B
Vacuum 33 521-523 1983
Vide Couches Minces 141-143 198338
Wiley, Chichester 1983
Volume 41, 1983/84, No. 6 pages 169-200 Published 25th June 1984


















