APM Papers

of 49
-
Upload
hosseinidokht86 -
Category
Documents
-
view
251 -
download
0
Transcript of APM Papers
-
8/3/2019 APM Papers
1/49
Modeling of Microporosity, Macroporosity, and Pipe-Shrinkage Formation during the Solidification of AlloysUsing a Mushy-Zone Refinement Method: Applications toAluminum Alloys
Ch. PEQUET, M. GREMAUD, and M. RAPPAZ
A microporosity model, based on the solution of Darcys equation and microsegregation of gas, hasbeen developed for arbitrary two- (2-D) and three-dimensional (3-D) geometry and coupled for thefirst time with macroporosity and pipe-shrinkage predictions. In order to accurately calculate thepressure drop within the mushy zone, a dynamic refinement technique has been implemented: a fineand regular finite volume (FV) grid is superimposed onto the finite-element (FE) mesh used for theheat-flow computations. For each time-step, the cells, which fall in the mushy zone, are activated,and the governing equations of microporosity formation are solved only within this domain, withappropriate boundary conditions. For that purpose, it is necessary to identify automatically the variousliquid regions that may appear during solidification: open regions of liquid are connected to a freesurface where a pressure is imposed, partially closed liquid regions are connected to an open regionvia the mushy zone, and closed regions are totally surrounded by the solid and/or mold. For partiallyclosed liquid pockets, it is shown that an integral boundary condition applies before macroporosityappears. Finally, pipe shrinkage (i.e., shrinkage appearing at a free surface) is obtained by integrationof the calculated interdendritic fluid flow over the open-region boundaries, thus ensuring that thetotal shrinkage (microporosity plus macroporosity and pipe shrinkage) respects the overall massbalance. This very general approach is applied to Al-Cu and Al-Si alloys.
I. INTRODUCTION developed mainly in one-dimensional (1-D) geometry,[2,6,8]
occasionally in two dimensions[4,9,10] but rarely in threePOROSITY is one of the major defects in castings,dimensions.[11,12] Lee et al.[13] recently made a fairly exten-
which results in a decrease of the mechanical properties, insive review of existing microporosity models for Al-Si
particular the fatigue and ultimate tensile strengths.[1] It isalloys. Models were classified according to the proposed
induced by two mechanisms, solidification shrinkage and gasapproach (analytical, criteria functions, numerical model,
segregation, which occur concomitantly but with differentetc.), and their advantages and drawbacks were pointed out.intensities.[17] Solidification shrinkage, which induces a
Recently, Vo et al.[14]
developed a two dimensional (2-D)negative volume variation during the phase transformationaxisymmetric model, which is coupled with ABAQUS*.of most alloys, has to be compensated for by interdendritic
liquid flow (i.e., feeding) to avoid porosity. Feeding induces *ABAQUS is a registered trademark of Hibbit, Karlsson & Sorenson,a pressure decrease in the mushy zone, which combined Inc., Pawtucket, RI.with a decrease in temperature, lowers the limit of solubility
Microporosity predictions are limited to qualitative informa-of dissolved gases in the liquid.* In addition, during solidifi-tion because of restrictive assumptions of criteria functions.
*For some alloys, the pressure might even fall below the vapor pressure Sabau and Viswanathan[15] have attempted to solve the equa-of some volatile solute elements (e.g., zinc).
tions governing the pressure in the entire liquid and mushyregions, which introduces inherent numerical difficulties:cation, the gas rejection at the solid/liquid interface leads tothe dynamic pressure in the fully liquid zone (usually smalleran increased gas concentration in the liquid. If this concentra-than 1 Pa) is significantly lower than the pressure drop in thetion reaches a critical value, based on the limit of solubilitymushy zone (usually on the order of several KPa). Bounds etof gas in the liquid, then pores can nucleate and grow (Figureal.[11] proposed a model for macrodefect predictions based1). Quantitative information on the development of porosityon the coupling of the free-surface flow, heat transfer, andas a function of alloy variables and casting parameters issolidification. Numerical schemes for solving the Navierparticularly important for thefoundryman, in order to controlStokes equation are complex and convergence may be diffi-and limit the formation of such a defect.cult to obtain. Furthermore, some of the assumptionsDetailed modeling of microporosity formation has beenunderlying the physics of microporosity formation areunclear.
Ch. PEQUET, PhD. Student, and M. RAPPAZ, Professor, are with On the other hand, pipe shrinkage, i.e., solidificationthe Institute of Materials, Faculty of Engineering, Ecole Polytechnique shrinkage appearing at a free surface, and macroporosity,Federale de Lausanne, CH-1015 Lausanne, Switzerland. Contact e-mail:
i.e., solidification shrinkage appearing in a [email protected] M. GREMAUD, Managing Director, is with Cal-
pocket(Figure 2(ab)), canbe predictedby most commercialcom SA, CH-1015 Lausanne, Switzerland.Manuscript submitted October 11, 2001. casting software but with information obtained mainly from
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022095
-
8/3/2019 APM Papers
2/49
Fig. 2(a) Schematic representation of pipe shrinkage at a top free surfaceFig. 1Schematic representation of (a) a 1-D columnar mushy zone; (b)and of a partially closed liquid pocket. (b) A macropore, which might starttemperature and pressure profiles (gravity g is toward the left); and (c) gasto form in a partially closed liquid region (black area) when this liquidconcentration, [H]l, and gas solubility limit in the liquid, [H]*l (T, p, cl).region is closed. (c) A magnified view of the mushy zone shows that onlyfew FE nodes fall within its thickness (filled circles). (e) The FE elementsare refined into small regular squares or cells (a), and those falling withinmushy elements (gray elements in (d)) are activated.
the thermal field. Up to now, such calculations have neverbeen coupled with microporosity prediction in a consistentway. Moreover, the transition between open regions of liquid
while improving the accuracy in the mushy zone, a mushy-(i.e., liquid regions connected to a free surface) and closed
zone refinement technique has been developed (Section II).regions (i.e., liquid regions totally surrounded by the solid
The volume elements of the refined grid (hereafter, calledor the mold) has never been taken into account. At some cells)* are activated as the mushy zone moves across thestage, a liquid region may become totally surrounded by the
*This denomination of cell is introduced to clearly distinguish anmushy zone but not by the solid: for such partially closedelement of the refined structured grid from an element of the unstructuredliquid pockets, feeding can still occur via the mushy zone.coarse mesh (called element).The accuracy is another problem arising in microporosity
prediction for geometry other than 1-D. One of the main coarse unstructured mesh, and the equations governingadvantages of unstructured meshes (typical of the finite- microporosity formation are solved only for those cells.element (FE) method) over structured ones (typical of the Second, since the governing equations of the problem, whichfinite-difference (FD) method)* is that fewer elements and are presented in Section III, are only solved in the refined
mushy region, conditions must be defined at the boundaries*The so-called finite-volume (FV) method can be based on either struc-of this zone (Section IV). For that purpose, it is necessarytured or unstructured meshes.to distinguish the nature of various liquid pockets that may
nodes are required to accurately describe the geometry and form during solidification (open, partially closed, andsolidification of complex cast parts.[16] However, as a conse- closed). It is shown that an integral boundary conditionquence, fewer nodes are also present across the mushy zone (IBC) applies for partially closed liquid pockets. In Sectionto calculate the pressure drop and microporosity formation. V, the numerical method is briefly described, whereas numer-On the other hand, structured meshes used to calculatesolidi- ical results validating the method and showing the influencefication in complex geometry are fine everywhere: this dras- of various parameters are presented in Section VI. Althoughtically increases the total number of nodes and central the method is mainly applied to aluminum alloys, it is gener-processing unit (CPU) time, without necessarily producing ally valid and can be easily extended to other systems.enough nodes across the mushy zone.
Although the present contribution is based on a fairlyII. MUSHY-ZONE REFINEMENT TECHNIQUEclassical approach of porosity modeling, first initiated by
Piwonka and Flemings,[2] it introduces several new concepts. In the present approach, it is assumed that macroscopicphenomena occurring at the scale of the whole casting, suchFirst, in order to keep the advantages of unstructured meshes
2096VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
3/49
as heat and mass transfer, can be described using a fixed pores). The local pressure in the liquid, pl(x, t), is made ofseveral components:and coarse unstructured mesh. A FE method formulation of
the average conservation equation is applied, but equivalent pl pa pm pd [2]methods based on unstructured meshes, such as FV method,
where pa is the atmospheric (or external) pressure, pm is thework as well. However, at any given time-step, the mushymetallostatic contribution, andpdis the dynamic contributionzone, sl , may only occupy a small fraction of the wholeresponsible for the movement of the liquid in the mushydomain, , occupied by the metal (volume, V) (Figure 2).zone (not to be confused with the much smaller dynamicThis is particularly true for alloys solidifying with a shortpressure in fully liquid regions). In Figure 1, the negativesolidification interval, To, in a strong thermal gradient,slope of the pressure profile close to the dendrite tips is dueG. In order to accurately describe the pressure drop and
to gravity (i.e., slope of pm), whereas the contribution of pdmicroporosity formation in such a zone, a refinement ofis clearly visible near the roots of the dendrites. Assumingthis zone rather than an adaptive grid method[17] is selectedthat Darcys equation describes the flow in the mushy region,because it is much simpler to implement, especially forthe superficial velocity of the interdendritic liquid, v(x, t),three-dimensional (3-D) geometry, and is much faster. Onis given bythe other hand, this approach is close to that previously
used for the modeling of grain structure formation (Cellularv
K
grad pd
K
[grad pl lg] [3]Automation-Finite Element (CAFE) model[18]), and there-
fore, some existing numerical tools could be adapted to ourwhere K is the permeability of the solid skeleton, is theneeds. In the present case, the cell size, a, of the fine grid isdynamic viscosity of the liquid, l is its specific mass, andnot directly connected to the microstructure (e.g., secondaryg is the gravity vector. The dynamic viscosity is expresseddendrite-arm spacing as in the CAFE model) but is dictatedas a function of temperature, T,by the required number of nodes across the mushy zone,
Nsl , along the thermal gradient (typically 10 to 102). IfGmax
0 exp
E
RT
[4]is the maximum thermal gradient in the casting and To is
the solidification interval, a is given by
Here, 0 is the viscosity at very high temperature, E isan activation energy, and R is the universal gas constant.a
T0
Gmax
1
Nsl[1]
The permeability, K, which reflects the resistance of thesolid pattern to the fluid flow, has been deduced here fromThe total number of cells in the casting is, therefore, equalthe KozenyCarmans equation:[8]to Va
d, where d is the dimensionality of the problem (2or 3).
K(gs(t), 2(t)) (1 gs(t))
3
gs(t)2
22(t)
180[5]The fine and regular FV grid, covering the whole domain
filled with metal, is generated and superimposed onto thewhere gs(t) is the volume fraction of solid, and 2(t) is theFE mesh prior to the calculations (Figure 2). For each ele-secondary dendrite-arm spacing, which may be evaluated atment to which they belong, the cells are numbered in aany point of the mushy zone using a coarsening law: [19]sequential order according to a scan in thex-, y-, and possibly
z-directions. Since the mushy zone,sl(t), evolves with time,
only those cells located in the mushy elements must be 2 (t)
32,0 M(t)(t tL)
1/3
with [6]activated at a given time. An element (e) is considered tobe mushy when its temperature interval, [min T, max T](e),defined by the minimum and maximum temperatures of all M(t)
slDlTM
L(1 k)m
ln cl(t) ln cl,0
cl(t) cl,0its nodes, overlap the solidification interval defined by theliquidus temperature, TL , and the solidus or eutectic tempera- 2,0 is the arm spacing before ripening (i.e., close to theture, TS/TE. dendrite tips), which is assumed to be equal to twice the tip
The number of activated cells during one time-step, Nc , radius. The M term is the coarsening factor (written hereis of the order of Nsl (V)
(d1)/d a(1d) if the gradient is fairly for a binary alloy, but similar law can be deduced for astrong (i.e., ToG
1 (V)1/d) or (Va
d) if the whole multicomponent system[20]). The time, tL corresponds to thecasting is mushy. During solidification, an inactive cell can instant when thetemperaturereaches theliquidus (i.e., begin-become active, while an active cell can remain active or ning of solidification), and thus, (t tL) is the time elapsedbecome inactive. since the local temperature became lower than the liquidus.
The parameters of this coarsening factor are the interfacial
solid-liquid energy, sl; the diffusion coefficient of solute inIII. MICROPOROSITY MODELthe liquid, Dl; the melting point of the pure system, TM; the
As in most previous works,[2,4,6,810] the present model of volumeric latent heat of fusion, L; the partition coefficient,microporosity formation is based on two main phenomena: k; the slope of the liquidus, m; and the current and thepressure drop in the mushy zone, on one hand, and segrega- nominal concentration of solute in the liquid, cl(t) and cl,0,tion of gas/precipitation of gas bubbles (cavitation), on respectively. Consequently, the coarsening factor is also athe other. function of time.
A. Pressure Drop in the Mushy Zone B. Mass Conservation
Assuming that the solid phase is not moving and thatThe motion of liquid metal in the mushy zone is supposedto be governed by the pressure field only (in the absence of there is no deformation[21] and, furthermore, neglecting the
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022097
-
8/3/2019 APM Papers
4/49
specific mass of the bubbles, the average conservation equa- C. Hydrogen Mass Balancetion of mass written for both phases gives
In most metallic alloys, there is a certain amount of gasdissolved in the liquid or of solute elements having a fairly
t[sgs lgl] div (lglvl) 0 [7] high vapor pressure. Since the present contribution focuses
on aluminum alloys, we will consider in the following thewhere s is the specific mass of the solid, and vl is the segregation of one gas species only, namely, hydrogen andeffective velocity of the fluid between the solid skeleton neglect the influence on porosity formation of other ele-(i.e., v glvl). If porosity formation has already occurred, ments, such as zinc*the volume fraction of liquid, gl , is given by:
*At 730 C, the vapor pressure of zinc is 13 kPa.
gl 1 gs gp [8]
where gp is the volume fraction of pores. Combining Eqs. 1. When no pore has formed. Yet at a given location[3], [7], and [8], one gets (gp 0), there is only one variable, the pressure, appearing
in Eq. [9], and the problem is well defined. Assuming lever-rule and a locally closed system for the segregation of suchdiv l K
(grad pl lg) l gp
t [9a]
a gas, the mass balance of hydrogen can be written, in thiscase, as
(s l)gs
t (1 gs gp)
l
t gs
s
t [H]0l [H]ssgs [H]ll(1 gs) if gp 0
[11]In other words, solidification shrinkage and specific massvariations, respectively, the first and two last terms on the
where [H]0 is the nominal concentration of hydrogen in theright-hand side (RHS) of Eq. [9a], can be compensated formelt, and [H]s and [H]l are the hydrogen concentrations inby feeding (the first term on the left-hand side (LHS)) and/the solid and liquid, respectively. These last two concentra-
or by microporosity formation (the second term on the LHS). tions are assumed to be related by the partition coefficientThe RHS terms are supposed to be known from a heat-flow
kH, i.e., [H]s kH[H]l , taking this value as equal to that ofcomputation (including fluid flow in the liquid region orthe saturated solutions (i.e., given by Sieverts law). Equa-
not) and from the knowledge of the specific mass of thetion [11] then allows one to directly calculate the effective
solid and of the liquid phases. Since the product of theconcentration in the liquid, [H]l(gs), as a function of thefraction of porosity and variation of the specific mass of thevolume fraction of solid only.
liquid is second-order, Eq. [9a] can also be written as:
2. As soon as porosity formation occurs. Hydrogen (orgas) conservation can be written asdiv l K
(grad pl lg) l gp
t [9b]
[H]0l [H]ssgs [H]ll(1 gs gp) [12]
0
t
d0
dT
T
t gppp
Tif gp 0
where 0 (sgs l(1 gs)) is the average mass of the is a gas conversion factor, pp is the pressure in the pores,solid-liquid mixture without porosity. This value could beand T is the temperature (in K). The gas concentrations inmeasured for example by densitometric measurements oreach phase are given by Sieverts law:calculated by using a solidification model for gs(T) and
knowing the specific mass (also possibly a function of T)of each individual phase. In many alloys, the variations of [H]*s (T, pp, cl) Ss(T, cs)ppp0 and
[13a]specific mass in the liquid are much more pronounced thanthat in the solid[22] because of the fact that the partitioncoefficients, ki , are usually much smaller than unity. The [H]*l (T, pp, cl) Sl(T, cl)ppp0term l can be written as
where Ss and Sl are the temperature and solute-dependentl l,0 [1 T(T T0) c(cl cl,0)] [10]equilibrium constants, p0 is the standard pressure, and cl is
where l,0 is a reference specific mass of the liquid taken at the solute concentration per unit mass. Sieverts constantthe nominal temperature, T0, and liquid composition, cl,0. for the liquid, Sl(T, cl), is correlated with temperature andThe terms T and c are the thermal and solutal expansion
composition of the liquid by the use of the followingcoefficients, respectively. The specific mass of the primary relationship:[7]
solid phase, s , can be considered as constant until a eutecticreaction occurs (specific mass of the eutectic, e s). Sl (T, cl)
1
K1fHAs can be seen, two scalar fields appear in Eq. [9]: thepressure in the liquid, pl(x, t), and the volume fraction ofmicroporosity, gp(x, t). This elliptic-type equation can be with ln K1
5872
T 3.284 and log10 fH e
clH cl r
clHcl
2
solved, provided appropriate boundary conditions are givenforthe pressure (Section IV), andthesetwo fieldsare coupled
[13b]via a supplementary equation of state. In the case of alumi-num alloys, thisadditional equation is furnished bythe segre- where eclH and r
clH are interaction solute coefficients on hydro-
gen of the first and second order.gation and precipitation of hydrogen.
2098VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
5/49
The concentrations in the liquid and solid phases are givenby the pressure in the existing pores and not in the liquid,since the reservoir of gas (i.e., the bubbles) with whichthese two phases are assumed to be in equilibrium is curved.The pressure in the pores is given by
pp pl pr [14]
where pr is the overpressure due to the capillarity effect.The radius of curvature of the pore being r (refer to sectionIIID), pr is given by Laplaces law:
pr pp pl 2 lg
r[15]
where lg is the interfacial tension between the liquid andthe pore (gas), which is notto be confused with the interfacialenergy, sl , between the solid and the liquid (Eq. [6]).
D. Nucleation Criterion and Growth Law of Pores
As for the formation of a primary phase, pores mustnucleate in a supersaturated liquid (cavitation) in order toovercome the curvature contribution. Three concomitantphenomena lead to a supersaturation in gas of the interden- Fig. 3Various stages of a pore development: (a) just after nucleation on
dritic liquid phase:[1]
increase of [H]l due to segregation, an oxide particle/inclusion, (b) during initial growth (constant radius), (c)later during growth (variable radius), and (d) when it is constrained by thepressure drop due to feeding, and temperature decrease.dendrite arms.When [H]l exceeds, by a certain amount, the equilibrium
value given by Sieverts law, [H]l* (T,pl , cl) (Figure 1), poresare assumed to nucleate with a given and fixed density, n0**.
express the increasing difficulty for the pores to grow in**The present model of nucleation is, therefore, equivalent to setting abetween the dendritic network (i.e., pinching effect). TheDirac function of weight, n0, at the supersaturation, [H]ln. As compared
with more sophisticated nucleation models used in formation of solid evolution of this radius of curvature is assumed to bephases,[23] this can be viewed as a Gaussian distribution of zero standard given bydeviation, i.e., all nucleation sites becoming active at a uniquesupersaturation.
r(gs, 2) max r0; min 3gp4n01/3
;2
2
(1 gs)
gs [17]
Defining the supersaturation for nucleation as [H]ln, pores
will form ifuntil gs (1 ge)
[H]l(gs) [H]*l (T, pl, cl) [H]ln
[16]In fact, [H]l
n can be converted into a critical radius of where ge is the final volume fraction of eutectic aftersolidification.curvature of the pore nucleus, r0, by writing [H]l*(T, pl ,
cl) [H]ln [H]l*(T, pp , cl), thus allowing to find pp via
Eq. 15. Since pore nucleation is heterogeneous in natureIV. BOUNDARY CONDITIONS
(i.e., significantly large value of r0 and small value of[H]l
n), the presence of a nonwetting phase in the liquid, Since the coupled Darcy- and mass-conservation equa-tions must normally be solved only in the mushy zone, it issuch as oxide particles,[1] is required (Figure 3).
In gas porosity,[1] pores can be considered as spherical, necessary to introduce conditions at all the boundaries ofthis region. In previous articles dealing with microporositysince they appear at an early stage of solidification and are
not too much constrained by the solid network. Conse- formation, such computations were extended in the solidand liquid phases by using a penalty method, i.e., by settingquently, Eq. 15, applied during the entire growth of the
pores, allows the deduction of the pressure field, pl , and the a very small, respectively large, permeability. However, asshown by Ampuero et al.,[6] special care has to be taken forfraction of porosity field, gp . However, initial nucleation
and growth of pores in a constraining network of well- the boundary condition imposed on the eutectic front grow-ing in between the dendrites in order to respect mass conser-developed dendrites, require to describe an average radius
of the curvature of the pores. The complete growth of a vation and predict accurately the pressure field.In the present mushy-zone refinement technique, it is alsopore, from the instant of heterogeneous nucleation until the
last growth stage when the pore morphology is constrained essential to define appropriate boundary conditions at allthe boundaries. As illustrated in Figure 2, it is, therefore,by the secondary dendrite arms, is shown schematically in
Figure 3. In such cases, the radius of nucleation, r0, is kept necessary to first distinguish the nature of the remainingliquid regions that can be present in a casting. A region ofconstant until the volume fraction of pores corresponds to
spherical pores. From that instant, the average radius of liquid is a continuous portion of the solidifying domainwhere only the liquid phase is present. It can be one ofcurvature is a function of the volume fraction of solid, gs ,
and of the secondary dendrite-arm spacing, 2, in order to the following.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022099
-
8/3/2019 APM Papers
6/49
(1) Open if a portion of its boundary is in direct contactwith another medium (usually a gas) forwhich a pressurecan be defined (free surface). Such regions act as feedersof the mushy zone, and thus, their upper level can belowered during solidification (i.e., formation of pipeshrinkage, Figure 2).
(2) Partially closedif it is totally surrounded by a mushyzone, which is connected to an open-liquid region (i.e.,this zone can still be fed by some liquid flowing froman open region of liquid).
(3) Closedif it is totally surrounded by a mushy zone, whichis surrounded by the solid or the mold.
The boundary conditions applied on the various bound-aries are as follows (Figure 4).
(1) For an open-liquid region, a Dirichlet condition isimposed for the pressure at the liquidus front:
pl pa pm pa lgh [18]
where pa and pm are the atmospheric and metallostaticpressures, respectively h being the height separating thefree surface and the actual position of the liquidus front.
(IIa) As long as the eutectic phase has not yet appeared at
the surface of the mold (situation not represented in Fig. 4Boundary conditions applied at the boundary of the mushy zoneFigure 4), the condition to be applied at the roots offor (I) the liquidus front of an open region of liquid, (II) the root of the
the dendrites is that of a zero velocity in the liquid.mushy zone, (III) the liquidus front of a partially closed liquid pocket, (IV)
Using Darcys equation, this is equivalent to a Neu- the liquidus front of a closed liquid pocket, and (V) the free surface.mann condition for the pressure field:
enthalpy formulation of the heat-flow equation); (b)vl,n 0 orpl
n lgn 0 [19]
keeping the permeability constant during the eutecticreaction and equal to the value calculated at the onsetwhere n is the unit normal to the boundary, pointingof this reaction, i.e., K K(1 ge); and (c) settingoutward of the mushy zone and gn g n.*the normal velocity of the fluid equal to zero at the
*This boundary condition is equivalent to assuming that the oxide skin end of the eutectic reaction (i.e., when gs 1). In theat the surface prevents the interdendritic liquid from flowing in between case of a 1-D geometry, Ampuero et al.[6] showed thatthe dendrite arms. Another possibility would have been to assume some
this penalty method gives values very close to those(unknown) flow from the surface by setting a Dirichlet condition, p pa
obtained with a front-tracking technique. pmeniscus, where pmeniscus is a (negative) curvature contribution associ-ated with the concave shape of the liquid surface in between dendrite arms. (IIIa) For a partially closed liquid pocket and as long as noThe calculated flow at the surface would then have been used to calculate macropore has formed in such region, an IBC mustsurface porosity in a way similar to (IIIb). be prescribed along the liquidus front. The pressure,
pQ , at some point, Q, of the boundary is set to an a(IIb) At the dendrite roots, the formation of a eutecticpriori unknown value, which must satisfy the follow-imposes the following mass balance,[6]ing integral mass balance:
vl,n el 1 ve,n [20]
l
div(lvl) dV l
lvl ndS 0 [22]
if no microporosity has formed. The term ve,n is thewhere l is the boundary of the partially closednormal component of the eutectic front velocity, andliquid pocket, and n is itsunit normal pointing outwarde is the average specific mass of the eutectic. Usingof the mushy zone. The values at the other points ofDarcys equation, this condition gives a Neumann con-the boundary are then given by p pQ lgh, where
dition again: h is the height separating this point and Q. In orderto predict macropore formation in such a partiallypl
n
Kgl e
l 1 ve,n lgn 0 [21] closed liquid pocket (IIIb), point Q is chosen as the
highest location (with respect to gravity) of this region(lowest value of pQ).Condition [20] would normally imply the use of a
front-tracking method at the eutectic/liquid interface (IIIb) For a partially closed liquid pocket, when the pressurepQ falls below a cavitation pressure, pc , a macropore(due to the presence of ve,n). Instead of this, a penalty
method, developed by Ampuero et al.,[6] has been used forms. If nucleation of a macropore is neglected, thispressure, pc , is directly given by Sieverts law Eq.to account for this condition on a fixed grid. It is
equivalent to: (a) spreading the eutectic reaction over [13], calculated with the corresponding solute concen-tration and temperature. In such a case, the pressurea few time-steps (this is the case anyhow with an
2100VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
7/49
is then prescribed (i.e., pQ p0 [H]02 Sl(T,cl,0))
2) at process, the volume of the void is also calculated at eachtime-step from (Eq. [9b]):point Q and the mass balance, Eq. [22], is no longer
satisfied. The growth rate of the macropore volume,Vp , is directly given by
Vp
t ad
Nc
i1
1
l,i
o,i
t[24]
dVp
dt
l
vl n dS [23] where the summation is carried out over all the mushy cells.This mass balance is then compared with the summation of
Please note that the concentration of gas in the microporosity, macroporosity, and pipe shrinkage volumes.remaining liquid should normally be recalculated at The various surface integrals, Eq. [23], intervening in macro-
each time-step according to a mass balance similar porosity and pipe shrinkage are corrected in proportion withto Eq. [12] in order to account for the amount of gas the balance, Eq. [24], if it is necessary.in the macropore and to update the cavitation pressurewith p0 [H]l
2 Sl(T, cl)2. However, considering all the
V. NUMERICAL METHODother assumptions, the cavitation pressure is kept tothe value given by Sieverts law for [H]0. A macroscopic heat-transfer calculation is first performed
(IV) Closed-liquid regions are treated exactly as partially in order to obtain the temperature and the solid fractionclosed ones in which a macropore has already formed histories at all the nodes of the FE mesh falling in the(i.e., boundary condition (IIIb)). The only difference solidifying domain. These results, interpolated for all theis that the algorithm automatically prevents any liquid activated cells of the FV grid, are the input data for theto flow in such regions, i.e., the closed-liquid pocket porosity calculation.and its surrounding mushy zone constitute a closed The FV formulation of Eq. [9] leads to the following setsystem. of equations:
(V) At the boundary of the mushy region directly in contact
with the ambient air (Figure 4), two situations might Kijplj Mii l,idgp,i
dt (s,i l,i)
dgs,i
dt[25]
arise:
(a) When the volume fraction of the solid, gs , at a point of (1 gs,i gp,i)
dl,i
dt Gi bi for i 1, Ncthe surface is smaller than a critical value, gs,c , mass
feeding is supposed to occur. Therefore, the whole sur-face can move downward in order to compensate for where the indices i and j refer to cell locations; Kij and Miishrinkage, and a Dirichlet condition, Eq. [18], (p pa) are the rigidity and (diagonal) mass matrices, respectively;is applied. The volume of pipe shrinkage appearing at Gi is the contribution of gravity; and bi the term obtainedthis surface is obtained by evaluating the integral of the from boundary conditions (implicit summation over repeatedfluid flow over the open-region boundary (Eq. [23]). indices has been assumed). For the time discretization, theThis volume is distributed evenly among all the cells of following implicit scheme has been used in order to avoidthe surface for which gs gs,c . When all these cells are an instability-driven limitation of the time-steps:empty, a next row of cells is automatically considered,
thus allowing to predict the shape of pipe shrinkage. Kijpn1lj Mii
l,ig
n1
p,i
gn
p,i
t (s,i l,i) gs,i
t
(b) When gs gs,c at some point, the solid is supposed toremain fixed and a homogeneous Neumann condition,Eq. [19], is imposed. (The remark already made for
(1 gs,i gp,i)l,i
t Gi bi [26]liquid in contact with the mold (IIa) applies here.)
Prescribing all the boundary conditions, as mentioned in for i 1, Nc(I) through (V), allows one to calculate the pressure in the
The last two terms in the square brackets are obtainedliquid, pl, the volume fraction of microporosity, gp, and thefrom the thermal calculation (shrinkage) and specific massvolume of the macropores, Vp (refer to the numerical detailsvariation. Therefore, two unknown fields, {pl,i} and {gp,i},in Section V). Furthermore, the volume of macropores ishave to be calculated from Eq. [26] and by applying thedistributed among the highest cells of isolated liquid regionsmodel of segregation/precipitation of gas (Section III).as solidification proceeds. Finally, at free boundaries whereBecause these two fields are related locally for each cell buta Dirichlet condition is imposed (I) and (Va), the calculatedthrough nonlinear functions, the system is nonlinear. In orderpressure field allows the deduction of the velocity field atto linearize the function gp,i (pl,i , Ti , gs,i), one iteration ofsuch boundaries and, thus, pipe shrinkage, i.e., lowering ofNewtons method is performed for each node.[6]free surfaces. Therefore, the whole model combines micro-
porosity, macroporosity, and pipe shrinkage calculation in aconsistent way. This is done only for the cells falling in gn1p,i g
np,i gp
plni
(pn1l,i pnl,i) [27]
mushy elements, therefore, with a sufficient accuracy andfor the domain of interest.
Finally, it should be noted that the calculation of the gp
Tni
(Tn1i Tni ) gp
gsni
(gn1s,i gns,i)integral, Eq. [23], close to the liquidus has 1 to 2 pct inaccu-
racy because of the very wide range of permeability acrossthe mushy zone. These errors cumulate over time. In order to The first derivatives of gp , with respect to pl , T, and gs
arecalculated analyticallyfrom Eq. [12] andusingthe relatedrespect the overall mass balance over the entire solidification
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022101
-
8/3/2019 APM Papers
8/49
equations, such as Sieverts and Laplaces laws (Eqs. [13]and [14]). The linear system obtained in this way can berewritten as
Aijpl,j fi for i 1, Nc [28]
where Aij is the matrix of the system, and fi is the RHS term.This system is solved using a preconditioned variant of theBi-Conjugate Gradients method.[24]
As soon as a partially closed liquid region appears duringsolidification, the linear system is modified because of thepresence of a new variable, pQ , and of a new equationcorresponding to the formulation of the IBC, Eq. [22]. Forthe cell located at Q, the formulation of the IBC over thewhole boundary gives one equation in which pQ is theunknown. For any other cell, R, located at the boundary,where the unknown pressure pR is related to pQ , the corres-ponding equation is simply: pR pQ lghRQ , where hRQis the height separating these two cells.
Fig. 51-D test of the IBC implemented for the pressure in partially-VI. RESULTS AND DISCUSSION closed liquid regions.
Several test cases of increasing complexity are presentedin this section. First, a 1-D situation is considered in order
to validate the implementation of the IBC for partially closed of Figure 5), the pressure first increases from the atmosphericliquid pockets. Then, several 2-D calculations are performedpressure in the open-liquid pocket because of the metallostatic
in order to illustrate the effects of various parameters andcontribution. The pressure drop in the first mushy zone is such
to verify the accuracy of the model. Finally, a 3-D situationthat the liquid velocity entering the partially closed liquid
with a large number of cells clearly shows the efficiency ofpocket exactly compensates for shrinkage in the second mushy
the algorithms. The 2-D and 3-D versions of microporosityzone near the mold (left boundary). The pressure in this cavity,
formation have been implemented in the corresponding ver-unknown at the beginning, is around 70 kPa at the highest
sions of the software CALCOSOFT,* this later being usedpoint (with respect to gravity) and also increases with depth.Setting up a cavitation pressure of 80 kPa (continuous curve)*The software CALCOSOFT, a joint development of the Ecole Polytech-
nique Federale de Lausanne and Calcom SA, Switzerland, is dedicated to shifts the pressure profile upwards to this value. As a conse-the 2-D/3-D modeling of continuous processes, such as continuous casting, quence, the amount of liquid flowing from the open cavitydirect-chill casting, strip casting, as well as of advanced solidification
will be lowered, while solidification shrinkage in the mushyprocesses.
zone is the same. Therefore, the mass balance given by Eq.[23] directly gives the volume of the macropore that appearsto perform the thermal calculations. This FE method softwarein the partially closed liquid region. The amount of liquidwas also modified to handle the cell definition, and visualiza-flowing from the right boundary is also lowered, but onetion of porosity results.clearly sees the difficulty in predicting the amount of pipeIn order to test the IBC (IIIa), the 2-D model was firstshrinkage from the integral (Eq. [23]) applied to the liquidusapplied to a 1-D thermal situation, neglecting microporosityposition on the right. The pressure profiles of the dashed andformation (Figure 5). For that purpose, a very narrow domaincontinuous curves are nearly identical because the permeabilitywas selected with appropriate thermal boundary conditions atin this region is very large. This is why it is necessary tothe lateral surface. Cooling conditions on the lateral side werecorrect such integral(s) with the help of the overall masschosen in order to obtain a partially closed liquid pocketbalance (Eq. [24]).located in between two mushy zones. The transverse Biot
In all the 2-D and 3-D examples that are shown hereafter,number, i.e., the product of the heat-transfer coefficient andthe volume fraction of microporosity is indicated with the helptransverse dimension of the domain, divided by the thermalof a yellow-green palette, whereas macroporosity and pipeconductivity of the alloy, was very small to ensure a nearlyshrinkage are indicated by orange and red colors. The scaleuniform temperature across the width. The thermal boundaryof the first palette is given for each figure, while orange andconditions at both ends of this 1-D domain were adiabatic.red mean 0 to 50 pct and 50 to 100 pct volume fraction ofThe gray levels at the top of Figure 5 indicate the amount ofvoid, respectively. Moreover, the amount of hydrogen is setsolid according to the scale on the right. For the pressure dropto 0.15 ccSTP/100 g* of metal unless it is explicitly given.calculation, it was assumed that no liquid could flow on the
lateral sides of the domain and on the left (i.e., mold). On the*For aluminum alloys, 0.1 cm3 of hydrogen at standard conditions of
right boundary, a Dirichlet boundary condition was applied, pressure and temperature in 100 g of metal corresponds roughly to 1 ppm.and gravity was assumed to be horizontal, toward the left. Forthe sake of simplicity, the specific masses of the solid and The first 2-D example shown in Figure 6 has been inspired
by the A1-4.5 wt pct Cu sand-mold casting calculated byliquid were assumed to be constant but different. Calculationsof the pressure drop in the domain were performed with and Kubo and Pehlke.[4] For the heat-flow simulation, a uniform
heat-transfer coefficient of 42 W m2 K1 was imposed atwithout introducing a cavitation pressure.When no cavitation pressure is introduced (dashed curve all the sand-metal boundaries, and an adiabatic condition
2102VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
9/49
Table I. Material Properties for the Various Test Cases For columnar structure growing from the side of the moldShown in Figures 6 through 10 (Figure 7(a)), the value of gs,c has been set to zero and
feeding can only occur from the portion of the top surfaceAl-4.5 wt pct Al-7 wt pct Al-11 wt pct
that is fully liquid. As a consequence, feeding of the mushyCu Si Sizone becomes difficult early during solidification, and a
sl 1 101 1 101 1 101 J m2 macroshrinkage cavity forms within the casting. At the same
Dl 5 109 5 109 5 109 m2 s1
time, pipe shrinkage is limited, while the amount of micropo-TM 660 660 660 C
rosity is high (between 8 and 10 pct). With the assumptionsL 1 109 9.5 108 9.5 108 J m3presently made, no pipe shrinkage is predicted near thek 0.173 0.132 0.132 right-top surface of the Y-shaped casting. It is equivalent tom 3.434 6.64 6.64 K (wt pct)1
ge 0.09 0.51 0.85 assuming that the mold is impermeable to air, which mightlg 9 10
1 9 101 9 101 J m2 not be true. However, such hypothesis could be relaxedr0 1 10
5 1 105 1 105 m by setting an appropriate pressure at this surface (Dirichletn0 1 10
9 1 109 1 109 m3 condition) instead of a Neumann condition. Assuming nowl,0 2440 2380 2380 kg m
3
that the alloy was inoculated and equiaxed grains form, masss 2620 2520 2520 kg m
3
feeding can occur, i.e., the free surface can move downwarde 3400 2520 2520 kg m
3
even if the melt is already mushy. Setting arbitrarily theT 1.24 104 C1
value of gs,c to 0.2 (Figure 7(b)), one can see that feedingc 1.09 102 (wt pct)1
is much more effective. The macroshrinkage cavity has dis-cl,0 4.5 7.0 11.0 wt pctappeared, microporosity has been reduced, but pipe shrink-0 5.36 10
4 5.36 104 5.36 104 Pa sE 1.65 10
4 1.65 104 1.65 104 J mole1 age is much more pronounced. In both cases, the total voideciH 3 10
2 3 102 3 102 formation (i.e., cumulated volume of microporosity, macro-rciH 4 10
4 8 104 8 104 porosity, and pipe shrinkage) is equal to 8.33 104 m2,
which corresponds to the overall solidification shrinkage ofR
8.3144 J mole
1 C
1
the alloy (10.25 pct, Table I, volume of the casting equal to 269
ccSTPH2
100 gK s2 m2
8.05 103 m2).In order to test the sensitivity of the model to solute
concentration, the third 2-D example, shown in Figure 8,corresponds to the solidification of A1-7 wt pct Si (AS7)
was applied to the top free surface of this L-shaped casting.and A1-11 wt pct Si (AS11) alloys in a 2-D axisymmetric
The other conditions and parameters are indicated in Tablegeometry. Again, this dummy blade is supposed to be sur-
I. Figure 6 represents the final amount of porosity in therounded by the mold everywhere, except at the top free
casting for two different nominal concentrations of hydrogensurface where the atmospheric pressure is imposed. The two
with and without pipe shrinkage. In Figure 6(a), the amountcalculated results have been mounted in a symmetric fashion
of hydrogen is 0.15 ccSTP/100 g of metal, and the top surface so as to clearly reveal the differences induced solely by theof the L-shaped casting is supposed to be connected to a
alloy concentration; all the other parameters having beenriser (but the metallostatic head of the riser is neglected).
kept identical. As can be expected from the extent of theSince the casting is well fed, the amount of microporosity
mushy zones of these two alloys, the amount of microporos-is fairly limited (around 0.5 pct or lower). Under exactlyity in the AS7 casting is greater than in the AS11 one.
the same conditions, a doubling of the initial concentrationConcomitantly, the cavitation pressure is reached at the mid-of hydrogen (Figure 6(b)) more than doubles the amount ofheight horizontal platform of the dummy blade during themicroporosity (as much as 1.1 pct). As already noted bysolidification of the AS7 alloy, while some liquid remained.Rousset et al.,[22] microporosity must first offset the undersat-As a result, a macroporosity has formed near the upperuration of the melt and then overcome the nucleation barriersurface of this platform, which is not the case for the AS11(Figure 1). Keeping the concentration of hydrogen at 0.15alloy. This example also demonstrates that the model canccSTP /100 g but assuming now that the top surface is notaccount for macrocavity forming near (or at) an internalconnected to a riser (Figure 6(c)) leads to a very large pipe-surface, which is still liquid. On the other hand, the criticalshrinkage cavity: the shape of which is dictated by that ofsolid fraction gs,c , being and equal to 0.2, pipe shrinkage inthe isotherm when gs gs,c . The amount as well as theAS11 is larger than in AS7; the total volume of void in thedistribution of microporosity are also completely different.two castings remaining nearly the same (2.6 105 m3).The largest amount of microporosity is no longer found near
The last 2-D example (Figure 9) demonstrates the abilitythe end of the casting but close to the bottom of the pipeof the model to handle multiple liquid pockets and showsshrinkage. Such behavior seems in agreement with usualthe influence of the metallostatic pressure and cooling condi-casting practices and results obtained by Kubo and Pehlke.[4]
tions on the final microporosity and macroporosity. In thisThe second 2-D example, shown in Figure 7, illustratescross-shaped casting, only the top free surface is exposedtheinfluence of thegrain structureon theamount of micropo-to air. The upper square volume is, therefore, the only partrosity, macroporosity, and pipe shrinkage for an A1-4.5 wtthat can feed three other volumes labeled A, B, and C.pct Cu Y-shaped casting. The mold is assumed to be aroundGravity being downward, the metallostatic head of cavitiesthe whole component, except on the left-top surface of theA and B is the same, while it is larger for cavity C. CoolingY shape (gravity is downward). The parameters being givenconditions of cavities B and C are the same (heat-transferin Table I, two calculations have been performed by justcoefficient equal to 5 Wm2K1), whereas cavity A is cooledchanging the value of the critical volume fraction of solid,
gs,c , above which a free surface is assumed to remain fixed. faster (10 Wm2K1). Cooling conditions on the narrow
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022103
-
8/3/2019 APM Papers
10/49
Fig. 6Influence of the nominal concentration of gas ( a and b) and of theabsence of a riser (c) connected to the top surface on the microporositylevel and pipe shrinkage in a L-shape Al-4.5 wt pct Cu sand mold casting(conditions in Table I).
Fig. 8Influence of the alloy concentration on the final microporosity,macroporosity, and pipe shrinkage in a dummy axisymmetric turbine bladeof Al-Si alloys (conditions in Table I).
Fig. 7(a) and (b) Influence of the microstructure via the critical volumefraction of solid, gs,c , on the final microporosity, macroporosity, and pipeshrinkage in a Y-shape Al-4.5 wt pct Cu sand mold casting (conditions inTable I).
Fig. 9Influence of the metallostatic pressure and cooling conditions onthe final microporosity, macroporosity, and pipe shrinkage in a cross-shapesections of the cross-shaped casting are dictated by a heat-Al-4.5 wt pct Cu alloy (conditions in Table I).transfer coefficient of 150 Wm2K1. Although these cool-
ing conditions are quite far from experiments, the resultshown in Figure 9 clearly indicates that an increased metal-lostatic head simply delays the formation of macroporosity symmetry, only half was modeled. The two extreme risers
were cut by the plane of symmetry, while the two central(compare cavities B and C) and reduces its final volume.Comparing now cavities A and B (same metallostatic head), ones were not. Figures 10(a) and (b) show the temperature
and solid fraction repartitions at a given time in the casting,the macroporosity developing in A is reduced, as the liquidin this region is cooled faster and feeding is more efficient. with the corresponding scale on the top left corner, as
obtained with CALCOSOFT. The porosity model was thenPlease note the important volume of pipe shrinkage in theupper part of the cross-shaped casting. run with more than half-a-million cells (total CPU time of
about 31 hours on a 686 PC running under Linux). FiguresTo conclude this section, Figure 10 shows the case of areal 3-D casting of 4.3 m3. Although this casting was origi- 10(c) and (d) show the final porosity repartition and pipe
shrinkage in the casting, as calculated with the parametersnally made in steel, it was replaced in the present caseby an A1-4.5 pct Cu alloy. The casting having a plane of given in Table I. Figure 10(c) corresponds to the surface
2104VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
11/49
Fig. 10(a) Temperature and (b) solid fraction repartitions at a certain time and (c) final microporosity level and; (c,d) pipe shrinkage in a 3-D Al-4.5wt pct Cu casting.
and symmetry plane section, whereas Figure 10(d) corres- VII. CONCLUSIONSponds to selected transverse sections. As can be seen, pipe
A FV model for the prediction of microporosity, macropo-shrinkage is very important in the extreme right riser, whichrosity, and pipe shrinkage during the solidification of alloyshas the largest volume and remains liquid for a long periodhasbeen developed for2-D (cartesian andaxisymmetric) andof time, whereas the three other risers have moderate pipe3-D geometry. It includes all the basic physical phenomena,shrinkage. There is no macroshrinkage cavity, which indi-which are at the origin of microporosity. In particular, pres-cates that rigging was correctly made, and the amount of
microporosity is maximum near the pipe-shrinkage holes. sure drop in the mushy zone, segregation of gas, equilibrium
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 33A, JULY 20022105
-
8/3/2019 APM Papers
12/49
2. T.S. Piwonka and M.C. Flemings: Trans. AIME, 1966, vol. 236, pp.between gas bubbles and solid-liquid phases, laws of1157-65.nucleation and growth of pores are taken into account. Pipe
3. S. Shivkumar, D. Apelian, and J. Zou: AFS Trans., 1989, vol. 97, pp.shrinkage and macroporosity are predicted by detecting auto- 989-1000.matically open, partially closed, and closed liquid regions 4. K. Kubo andR.D.Pehlke:Metall. Trans.B , 1985,vol.16B,pp. 359-66.and by applying appropriate boundary conditions. A mushy- 5. M. Rappaz: in Advanced Course in Solidification, Calcom SA, Lau-
sanne, Switzerland, 1996.zone tracking procedure has been developed in order to6. J. Ampuero, C. Charbon, A.F.A.Hoadley, andM. Rappaz: inMaterialshave a good accuracy in the mushy zone, while limiting the
Processing in The Computer Age, V.R. Voller, M.S. Stachowicz, andnumber of nodes and CPU time. The model seems to give
B.G. Thomas, eds., TMS, Warrendale, PA, 1991, pp. 377-88.the correct trend for the influence on porosity and pipe 7. D. Carpentier: Ph.D. Thesis, Institut National Polytechnique de Lor-shrinkage of various parameters, such as gas content, alloy raine, Nancy, France, 1994.
8. D.R. Poirier, K. Yeum, and A.L. Mapples: Metall. Trans. A, 1987,concentration, nucleation parameters, cooling conditions,vol. 18A, pp. 1979-87.and gravity. In future work, numerical results will be com-
9. J.D.Zhu andI. Ohnaka: inModelingof Casting,Weldingand Advancedpared with experimental measurements.Solidification Processes V, M. Rappaz, M.R. Ozgu, and K. Mahin,eds., TMS, Warrendale, PA, 1991, pp. 435-42.
ACKNOWLEDGMENTS 10. J. Huang and J.G. Conley: Metall. Mater. Trans. B, 1998, vol. B29,pp. 1249-60.This work was performed within the framework of the
11. S. Bounds, G. Moran, K. Pericleous, M. Cross, and T.N. Croft: Metall.CTI Project, Contract No. 3666.1. This project has been
Mater. Trans. B, 2000, vol. 31B, pp. 515-27.officially certified as Eureka Project No. E!2091 gaining 12. P.D. Lee and J.D. Hunt: Acta Mater., 2001, vol. 49, pp. 1383-98.an internationally recognized quality label of technological 13. P.D. Lee, A. Chirazi, and D. See: J. Light Met., 2001, vol. 1, pp. 15-30.
14. P. Vo, D. Maijer, C. Hermesmann, and S.L. Cockcroft: Light Met.innovation. The financial support of Assan (Turkey), Calcom2001, J.L. Anjier, ed., TMS, Warrendale, PA, 2001, pp. 1115-21.(Switzerland), Doncasters (United Kingdom), Elkem (Nor-
15. A.S. Sabau and S. Viswanathan: Light Metals, TMS, Warrendale, PA,way), Hydro Aluminium (Norway), Pechiney (France),2000, pp. 597-602.
Rolls-Royce (United Kingdom), Sintef (Norway), Snecma 16. M. Gremaud and M. Rappaz: AFS Trans., 2002, in press.
(France), VAW (Germany), and The Swiss Commission for 17. N. Provatas, N. Goldenfeld, and J. Dantzig: J. Comp Phys., 1999, vol.148, pp. 265-90.Technology and Innovation (CTI, Bern) are gratefully18. C.-A. Gandin, J.-L. Desbiolles, M. Rappaz, and P. Thevoz: Metall.acknowledged. The authors also thank S. Pellerin, V.
Trans. A, 1999, vol. 30A, pp. 3153-65.Maronnier, and J.-F. Joyeux, Calcom, for the development19. W. Kurz and D.J. Fisher: Fundamentals of Solidification, 4th revised
of the postprocessing, cell definition modules, and integra-edition, Trans Tech Publications, Aedermannsdorf, Switzerland, 1989.
tion of the present model into CALCOSOFT, respectively; 20. M. Rappaz and W.J. Boettinger: Acta Metall. Mater, 1999, vol. 47,J.-L. Desbiolles, EPFL, for his valuable advice and various pp. 3205-19.
21. T. Kajitani, J.-M. Drezet, and M. Rappaz: Metall. Mater. Trans. A,contributions; and B. Commet, Pechiney, for a remark2001, vol. 32A, pp. 1479-91.regarding the hydrogen mass balance.
22. P. Rousset, M. Rappaz, and B. Hannart: Metall. Mater. Trans. A, 1995,vol. 26A, pp. 2349-57.
REFERENCES23. M. Rappaz: Int. Mater. Rev., 1989, vol. 34, pp. 93-123.
1. J. Campbell: Castings, Butterworth-Heinemann, 1991. 24. S.-L. Zhang: Siam J. Sci. Comput., 1997, vol. 18 (2), pp. 537-51.
2106VOLUME 33A, JULY 2002 METALLURGICAL AND MATERIALS TRANSACTIONS A
-
8/3/2019 APM Papers
13/49
MCWASP 2006 Nice France Edited byTMS (The Minerals, Metals & Materials Society), Year
A POROSITY MODEL FOR MULTI-GAS SYSTEMS IN
MULTI-COMPONENT ALLOYS
G. Couturier(1,2)
, J.-L. Desbiolles(1,2)
, M. Rappaz(1)
(1) Computational Materials Laboratory, School of Engineering,
Ecole Polytechnique Fdrale de Lausanne, Station 12, CH-1015 Lausanne, Switzerland(2) Calcom ESI, PSE-A, CH-1015 Lausanne, Switzerland
Keywords: porosity, gas microsegregation, pressure drop, gas thermodynamics.
Abstract
A general framework for the modelling of porosity formation in multi-component alloys with
more than one gaseous element is considered in the present contribution. It offers severaladvantages and accounts for: i) the partial pressure of any gaseous element composed of one or
two chemical elements (e.g., H2, N2, CO, etc.); ii) the influence of the alloy composition on
partial pressures through chemical activities; iii) the account of both trace gaseous elements and
volatile solute elements such as zinc through appropriate mass balances. The set of equationsdescribing multi-gas equilibrium at a given location is first described, with the construction of
appropriate databases for aluminium-, copper- and iron-base alloys. These local state equations
are coupled to a macroscopic resolution of the Darcy-mass balance equations governing the
pressure drop in the mushy zone. This solution is based on an evolving fine volume grid
superimposed to a finite element mesh used for the heat flow computations [1]. A fewapplications illustrate the effects of process and alloy parameters on the final porosity fraction.
Introduction
Porosity in castings is a major defect since it affects the mechanical properties [2-6], in particular
the initiation of fatigue cracks [2-4]. Therefore, the reduction of porosity fraction and size, thecontrol of porosity distribution and morphology are crucial for the optimization of fatigue
behaviour of as-cast components. Porosity is the result of two concomitant mechanisms: (i)
solidification shrinkage induces a suction and thus a liquid pressure drop in the mushy zone(Darcys law [7]), (ii) trace gaseous elements in the liquid being generally less soluble in the
solid phase, solidification induces gas microsegregation in the remaining liquid part. Cavitationmay occur in the mushy zone when the effective gas concentration in the liquid, l
gw , reaches the
gas solubility, l*gw . The solubility furthermore decreases with liquid pressure and temperature.
In aluminium-base alloys, hydrogen is the only diatomic gas enough soluble to lead to porosity
formation [8-10]. Hydrogen in aluminium alloys is due to air moisture decomposition
(H2O2H+O) and aluminium oxidation [11] (3H2O+2AlAl2O3+3H2) and is also produced bythe decomposition of moisture or grease covering tools immersed into the melt. In copper-base
alloys, hydrogen, moisture, and sulphur dioxide are responsible of porosity formation [12],
whereas this defect is due to hydrogen, nitrogen and carbon monoxide in iron-base alloys [13].
The combined effects of hydrogen and nitrogen in steel has already been studied [14,15]. Carbon
solubility in copper-base alloys seems to be too low to form carbon monoxide [10]. As theaffinity of the reaction of formation of FeO is higher than that of SO2 [16], SO2 is never formed
-
8/3/2019 APM Papers
14/49
in iron-base alloys. Some volatile solute elements (e.g., zinc) can also contribute to
microporosity [17]. Several authors reported the effect of alloying elements on gas solubility in
aluminium-, copper-, and iron-base alloys [11, 12, 14, 16].
The general framework of the present contribution is the formation of porosity in the presence ofone or more gases, the solubility of which being dependent on several alloying elements. The
basic conservation and thermodynamics equilibrium equations that govern porosity formation in
the case of a multi-gas system in multi-component alloys are established in the first part. Arealistic growth law for a pore constrained by the dendrite network is proposed in the second
part. In the final part, this multi-gas approach is applied to the case of porosity formation in
copper-base alloys. The impact on porosity fraction of the presence of H, S and O in solution inthe alloy is studied for various solidification conditions.
Multi-Gas and Multi-Component Approach
The purpose of this part is not to describe again the equations that govern porosity formation in
the case of one diatomic gas, g, (e.g., H2 in an aluminium-base alloy). These equations have been
largely explained in previous papers [1,17]. In this part, a method for the extension of theapproach to several gases composed of one or two chemical elements soluble in a multi-
component alloy is proposed.
Gas Thermodynamics
The gases responsible of porosity formation are generally composed of one or two chemical
elements that can be solute elements of the alloy or not (see introduction). While Sieverts lawapplies to diatomic gases, the more general case of a gas composed of one or several elements is
handled through solubility products. The involved reactions for gases made of maximum two
elements are:
Formation of gas ( = 1, ng):
A A Bn A or n A + n B A A Bn n n
with = A or A B (1)
There are ng gases contained in the gaseous phase and ns chemical elements involved in the
formation of these gases (represented by capital letters). An indicates the stoechiometry of the
element A in gas (e.g., 2 for H in H2). On the left hand side of these reactions, the elements
are dissolved in the liquid phase. The solubility product for gas formed from A and B elementsis recalled here:
( ) ( )( )
A B
0
0
n nl l* l l*
A A B B
p p -G= exp = K T
RTf X f X
(2)
p is the partial pressure of gas , ( )0
G T the variation of the standard Gibbs free energy for the
reaction of formation of gas , ( )K T is the constant of the gas formation reaction,l
Af and
l
Bf are the activity coefficients of elements A and B, and
l*
AX andl*
BX the molar fractions in the
liquid phase of elements A and B, respectively, in equilibrium with the gas phase. The Gibbs free
energy variation, ( )0G T , can be expressed as a function of the standard enthalpy, ( )0
H T , and
the standard entropy ( )0S T (usually assumed constant in the temperature range):
( ) ( ) ( )0 0 0G T = H T - T S T (3)
Eq. (2) can be transformed into the following relation:
-
8/3/2019 APM Papers
15/49
( ) ( )( )
A B
0'0
n n' l l* ' l l*
A A B B
p p HA exp K T
RTf X f X
= =
(4)
with ( ) ( )A B
0n n
* l * l
A B
SA f f exp
R
=
and
l
' l A
A * l
A
ff =
f.
The activity coefficient of A, * lAf , corresponding to the pure liquid metal, it follows that' l
Af is
equal to 1 in the absence of solute elements. The parameter A has no physical meaning but willbe called the gas formation coefficient.
Similar expressions to relation (4) are obtained for other gases, and these expressions are the first
ng dependency relations proposed between the (ng + ns) unknown variablesl*
AX (A = 1, ns), p
( = 1, ng). The activity coefficient ratio' l
Af is given by the following relationship [11]:
S S 2e c +r cA S A S
' l S
Af = 10
(5)
where SAe andS
Ar are the first- and second-order interaction coefficients of the solute element S
on the gaseous element A, respectively. In this relation, the solute element concentrations, cs, are
expressed in wt%. Interaction coefficients for several solute elements in various alloys (Al, Cu,
Fe,), as well as0
H and A can be found in the literature [11,12,14,16,18].
A simple thermodynamic analysis [17] has shown that solute elements with a high vapourpressure (e.g., zinc) can contribute to the increase of the pore fraction in high melting point
alloys (e.g., copper-base alloys). Relation (4) is also perfectly adapted to describe the
transformation of such solute elements into a vapour phase.
Gaseous Element Conservations
The gas element conservation equation established in reference [17] for a diatomic gas in thepresence of porosity can be easily extended to a multi-gas system. For each element A, one has:
( ) pl l* l* o gAo l s A s s A A alloy A gg A
g X = 1- g X + g k X + M n p
RT (6)
where lAo
X and l*A
X are the nominal molar concentration and the solubility limit in the liquid
phase, respectively, and kA is the partition coefficient of gaseous element A. l and s are the
specific masses of the liquid and solid, respectively, while is the average specific mass of thesolid-liquid mixture in the absence of porosity. gs and gp are the volume fractions of solid and
porosity, respectively, oalloy
M is the molar mass of the alloy in the initial state (before
solidification), T is the temperature and R the perfect gas constant. In this equation, the
summation of the gas partial pressures is carried out for all the gases containing element A, with
a weight given by the stoechiometry of element A in each gas.
In the presence of porosity, Eqs (6) provide ns additional relationships between the unknown
variablesl* l* l*
A B N X , X , ..., X , p , ..., p and gp. Therefore, Eqs (4) and (6) provide ng+ns relations in
which ng+ns+1 unknown variables are present, i.e., one equation is still missing.
In the absence of porosity, relation (6) becomes:
-
8/3/2019 APM Papers
16/49
( )
l
Aol
A
l s s s A
XX
1- g + g k= (7)
Mechanical Equilibrium of a Pore
An additional equation is provided by the mechanical equilibrium condition of a pore:
p l rp = p + ... + p = p + p (8)
where pp and pl are the pressures in the pore and in the surrounding liquid , respectively, while
pr is the Laplace contribution associated with the curvature of the pore:
gl
r
2p =
r(9)
where gl is the surface energy of the pore/liquid interface and r the radius of curvature of the
pore. Relation (8) introduces two unknown variables, pl and r (i.e., ng+ns+3 unknowns withng+ns+1 equations), but two more equations are provided by:
The mass conservation equation coupled with Darcys law that relates the liquid pressurewith the porosity fraction. This relation has been largely detailed in previous papers[1,17] and will not be repeated here.
A relationship between gp and r. For a spherical pore, this relationship is straightforward,while a simple model for a pore constrained to grow within a dendritic network is
developed in the next section.
In order for a pore to nucleate in the liquid, its initial radius of curvature, r o, must satisfy Eq. (9),
i.e., the supersaturation, p + + p - pl, must be equal to the Laplace contribution.
Solution
The mass conservation equation coupled with Darcys law is solved using an evolving finevolume grid superimposed to a finite element mesh used for the heat flow computations [1]. The
set of ng+ns+2 equations governing at a local scale the relationship gp(pl) in a multi-gas system is
strongly non linear. In order to limit the computation time, these equations are solved for eachgrid of the mesh by one step of Newton-Raphtons method. This is equivalent to deriving Eqs
(4), (6) and (8) in order to obtain a linear system with respect tol* l*
A B ldX , dX , ..., dp , dp ..., dp
and dgp.
Growth Law
As the interface energy, gl, is on the order of 1 Jm-2 and the pore curvature radius is equal to a
few tens of micrometers, the curvature contribution (Laplaces overpressure, Eq. (9)) cannot beneglected in Eq. (8) and strongly influences the pore fraction. While the relationship between gp
and r is straightforward for spherical pores (i.e., gas porosity), a simple model for the curvature
of a pore constrained to grow in a well developed dendritic network (i.e, shrinkage porosity) is
derived in this section.
-
8/3/2019 APM Papers
17/49
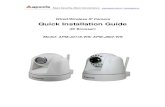
Figure 1. Regular stacking of dendrite arms, showing the space available for pores (rmax):
hexagonal arms without impingement (left), and cylindrical arms with impingement (right).
The left scheme of Fig. 1 is an illustration of a too simple geometrical solution that does not take
into account secondary dendrite arms impingement. The present model considers a simplified
3-dimensional network of cylindrical secondary dendrite arms and takes into account their
impingement (right scheme in Fig. 1). Assuming that pores can grow in between the cylindricalarms, assumed to be infinite in length, the maximum radius of the pore is simply given by:
ifs
g
4 (i.e. before impingement),
1 2
s2max
gr = 2 -
2
(10)
else,
1 22 2
max max maxs
max2 2 2
2
r r r1 1 1g = 2 - 2 + + 4 - arcos -
r4 4 22 - 2
.
As the liquid phase is assumed to completely wet the solid, the contact angle at the triple point
(pore-solid-liquid) is zero. The relationship given by Eq. (10) is shown in Fig. 2, together with
another relation, rmax = 0.5 2(1 - gs0.5), that corresponds to the solution of the left geometry in
Fig. 1. It appears that the new relation (14) seems more adapted to the modelling of shrinkage
porosity. Indeed, with rmax = 0.5 2(1 - gs0.5
), max 2r does not exceed 0.025 for sg 0.9 . Taking
2 = 40 m, rmax will be smaller than 1 m, and pr will be greater than 1.8 MPa. Therefore,pores will have almost no chance to grow if they do not nucleate before g s = 0.9. Doing the same
calculation with Eq. (10) ( max 2r < 0.15 for gs > 0.9), the curvature contribution is on the order
of 300 kPa during the last stage solidification, thus allowing shrinkage porosity formation.Eq. (10) will be retained for the simulations presented in the last part.
Results
The present porosity model has been applied to brass alloys, more specifically to a Cu-10%wtZnalloy. For the solidification path, the Scheil-Gulliver microsegregation model was used. The
solidification range was assumed equal to 43 C (no peritectic reaction was considered). The
resolution of Darcy+mass balance equations is possible if solidification shrinkage is known [1]:the liquid and solid specific masses were assumed constant and equal to 7940 and 8960 kg/m3,
respectively.
In order to speed up the computations, an ideal one-dimensional directional casting was chosen.
The casting velocity, v, and the thermal gradient, G, were equal to 0.01 m/s and
-
8/3/2019 APM Papers
18/49
500 C/m, respectively. The simulation results deal with the porosity fraction for the stationary
regime, showing the impact of hydrogen, moisture and sulphur dioxide on porosity fraction.
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0gs (-)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
rmax
/2(-)
0.5*(1-gs1/2)
relations (10)
0.00
0.25
0.50
0.75
1.00
1.25
1.50
gp
(%)
H, S and O
H and O
H
S and O
2= 50 mshrinkage shrinkage no shrinkage no shrinkage
2= 25 m 2= 50 m 2= 25 m
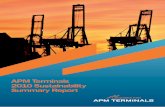
Figure 2. Representation of the maximum
radius of a pore (normalized by the secondary
dendrite arm spacing) growing in a mushy
zone for the two geometrical models shown in
Fig. 1.
Figure 3. Porosity fraction in Cu-10 wt%Zn
for different gaseous element systems
(l
HoX = 30 ppm (at) ,l
SoX = 0.8 % (at) andl
OoX = 20 ppm (at) if present). Two secondary
dendrite arm spacings were tested, without and
with account of solidification shrinkage.
In Fig. 3, the contribution to porosity formation of various gaseous elements is represented for
two secondary dendrite arm spacings, with and without shrinkage. It can be seen that dissolved
H2, H
2O and SO
2can have a concomitant effect on the microporosity level. The selected oxygen
nominal concentration is low (20 ppm (at)) in order to avoid Cu2O precipitation in the liquid
phase (see Cu-O phase diagram), a situation that the model is unable to handle ifl
OX path is
unknown. The chosen sulphur nominal concentration is high (0.8 % (at)), i.e., at least twice theconcentration usually added to improve machinability. It is observed that the presence of
hydrogen creates a significant amount of porosity (diamonds), but this amount is drastically
increased with the presence of oxygen (formation of water vapour). This figure also shows that
the presence of sulphur can produce porosity if no deoxidation step was employed before
pouring.
In Fig. 4, the porosity fraction is represented as a function of hydrogen and oxygen nominal
concentrations for different secondary dendrite arm spacings, without and with account of
solidification shrinkage, using the thermal gradient and isotherm speed mentioned before.Several thousand computations were made, but the presence of sulphur was not considered. InFigs 4(a) and (b), it is observed that, at high O and H nominal concentrations, the porosityfraction slightly decreases with the secondary dendrite arm spacing. At low gaseous element
concentrations, the porosity level is larger for smaller 2 values because the permeability isreduced [19] (i.e., the pressure drop is larger). This effect is apparently larger than the opposite
one associated with the curvature contribution (i.e., higher pr with smaller 2). On the otherhand, solidification shrinkage has a strong influence on the porosity level. This is confirmed in
Fig. 4: (i) for high nominal concentrations of gaseous elements, the porosity fraction issignificantly lower when the shrinkage is not account for, and (ii) the porosity fraction is zero at
low gaseous element concentrations, whereas it is not zero when shrinkage is accounted for.
These maps would allow the determination of the gaseous element nominal concentrations below
-
8/3/2019 APM Papers
19/49
which the porosity fraction will be lower than a given value. Of course, these concentrations
strongly depend on the process and alloy parameters.
X
O
o
(
p
p
m
a
t
)
g
p
(
%
)
X
H
o
(
p
p
m
a
t
)
X
O
o
(
p
p
m
a
t
)
g
p
(
%
)
X
H
o
(
p
p
m
a
t
)
(a) 2 = 50 m, with shrinkage. (b) 2 = 25 m, with shrinkage.
X
O
o
(
p
p
m
a
t
)
g
p
(
%
)
X
H
o
(
p
p
m
a
t
)
X
O
o
(
p
p
m
a
t
)
g
p
(
%
)
X
H
o
(
p
p
m
a
t
)
(c) 2 = 50 m, without shrinkage . (d) 2 = 25 m, without shrinkage.Figure 4. Maps of the porosity fraction in Cu-10wt%Zn as a function of H and O nominal
concentration and for different secondary dendrite arm spacings, without and with account of
solidification shrinkage.
Conclusion
In this paper a general approach to model porosity in multi-component alloys for multi-gas
systems has been detailed. An application to Cu-Zn has shown the influence of various gaselements, of the secondary dendrite arm spacing and of solidification shrinkage. The contribution
of the vapour pressure of volatile solute elements such as zinc is detailed elsewhere [17]. Thismodel is being validated on several aluminium alloys.
-
8/3/2019 APM Papers
20/49
Acknowledgements
The authors would like to thank the financial support of the Commission for Innovation andTechnology, CTI, Bern (grant 6167.1 KTS), and of the industries Alcan (CH), Alcan (FR),
Calcom-ESI (CH), HydroAluminium (DE), General Motors (USA) and Union Minire (BE).
References
1. Ch. Pequet, M. Gremaud, and M. Rappaz, Modelling of microporosity, macroporosity, and
pipe-phrinkage formation during the solidification of alloys using a mushy-zone refinementmethod: applications to aluminium alloys, Met. Mater. Trans., 33A (2002) 2095.
2. M.J. Couper, A.E. Neeson, and J.R. Griffiths, Casting defects and the fatigue life of an
aluminum casting alloy. Fatigue Fract. Eng. Mater. Struct., 13 (1990)213.
3. B. Skallerud, T. Iveland, and G. Hrkegard, Fatigue life assessment of aluminum alloyswith casting defects,Eng. Fracture Mech., 44 (1993) 857.4. Q.G. Wang, D. Apelian, and D.A. Lados, Fatigue behaviour of A356-T6 aluminum cast
alloys. Part I. Effect of casting defects,Journal of Light Metals, 1 (2001) 73.5. M. Garat, Effets respectifs de la finesse de structure et de la compacit sur les
caractristiques mcaniques statiques et dynamiques de lA-S7G06, Fonderie Fondeurs
daujourdhui, nov. (1989) 21.
6. M. Morishita, K. Nakayama, and M.G. Chu, Effect of Hydrogen Porosity and As-Cast
Grain Structure on the Mechanical Properties of Cast and Forged Al-1.0Mg-0.6Si Alloy,Solidification Of Aluminum Alloys, Eds Men G. Chu et al (TMS Pub., Warrendale, USA, 2004)p. 283.
7. H. Darcy, (1856),Les Fontaines Publiques (Dalmont Publ., France).
8. J. Campbell, Castings (Elsevier, 2003).
9. Smithells Metals Reference Book, 7th
edition, Eds E.A. Brandes and G.B. Brook
(Butterworth-Heinemann Publ., Woburn, MA, USA, 1992).10. J. Charbonnier, Gaz dans les alliages daluminium de fonderie, Trait Matriaux
Mtalliques, (Techniques de lIngnieur, 1991) article M218.11. G. K. Sigworth, and T. A. Engh, Chemical and kinetic factors related to hydrogen removal
from aluminium.Met. Mater. Trans., 13B (1982) 447.
12. Series on the metallurgy of copper, (The International Copper Research Association, Libraryof Congress, USA, 1977).
13. ASM Casting Handbook, Vol. 15, 4th edition, Ed. D.M. Stefanescu et al (ASM Intern.,
Metals Park, Ohio, USA, 1998).
14. P.K. Sung, D.R. Poirier, and S.D. Felicelli, Continuum model for predicting microporosityin steel castings,Modelling Simul. Mater. Sci. Eng., 10 (2002) 551.
15. D.R. Poirier, M.M. Andrews, and A.L. Maples, Modeling macrosegregation and porosity insteel castings, 1st International Steel Foundry Congress (Steels Founders' Society of America,
Des plaines, IL, USA, 1985), 307.16. J. Philibert, A. Vignes, Y. Brchet, and P. Combrade, Mtallurgie du minerai au matriau
(Masson, Paris, 1998).
17. G. Couturier, and M. Rappaz, Effect of volatile elements on porosity formation in
solidifying alloys,Modelling Simul. Mater. Sci. Eng., (2005) to appear.
18. Landolt-Bornstein, Phase equilibria, crytallographic and thermodynamic data of binaryalloys, New series, group IV, macroscopic properties of matter, (Springer Verlag, 1994).19. D. R. Poirier, Permeability for flow of interdendritic liquid in columnar-dendritic alloys,
Met. Mater. Trans.18B (1987) 245.
-
8/3/2019 APM Papers
21/49
Symposium on Simulation of Aluminum Shape Casting Processing Edited byQigui WangTMS (The Minerals, Metals & Materials Society), 2006
MODELING OF POROSITY FORMATION IN MULTICOMPONENT
ALLOYS IN THE PRESENCE OF SEVERAL DISSOLVED GASES AND
VOLATILE SOLUTE ELEMENTS
G. Couturier1,2 and M. Rappaz1
1Computational Materials Laboratory, Ecole Polytechnique Fdrale de Lausanne
MXG, Station No 12, CH-1015 Lausanne, Switzerland2Calcom-ESI SA, Parc Scientifique, CH-1015 Lausanne, Switzerland
Keywords: Porosity, Gas microsegregation, Pressure drop, Volatile elements, Zinc
Abstract
Although microporosity is a critical issue for the mechanical properties of cast parts, modeling of
such defects is still not yet fully satisfactory. The present contribution addresses the problem of
multicomponent alloys and multigas systems including volatile solute elements. The effects ofall solute elements on the activity of gas elements (hydrogen in the case of aluminum alloys) are
first taken into account, together with the partial vapor pressure of volatile elements such as zinc.
After writing an overall mass balance for each element contributing to porosity formation, a
linearized system of equations can be solved to relate the increment of porosity to the local
pressure. This general formalism has been implemented in a program that calculates the pressuredrop in the mushy zone using Darcys equation and an adaptive refined mesh. Examples relatedto aluminum alloys will be shown in order to emphasize the various contributions to porosity
formation.
Introduction
Mechanical properties of cast aluminum alloys, in particular fatigue resistance and toughness, are
affected by the presence of microporosity.[1] As shown in Fig. 1, porosity is the result of two
concomitant mechanisms: solidification shrinkage and segregation of gases. The higher density
of the solid induces a suction of the viscous liquid towards the permeable mushy zone, thus
decreasing the pressure in the liquid. On the other hand, dissolved gases such as hydrogen in
aluminum alloys are usually less soluble in the solid phase. Being segregated in the remaining
liquid part, the gas in the liquid can reach a concentration, w
l
g , which exceeds the solubilitylimit, w lg*(T,pl), especially since this limit decreases with the temperature, T, and pressure in the
liquid, pl. At this stage, nucleation and then growth of pores has to be considered.
A previous paper has outlined a general framework for the calculation of microporosity
formation in binary alloys in the presence of one gas element.[2] It is briefly summarized in the
next section. Subsequent improvements of this model for multi-component and multi-gas
systems have been given in [3]. The contribution to porosity formation of volatile solute
elements such as zinc has been considered in [4]. A summary of these extensions follows.
Finally, the last section presents a few applications of this model implemented in the software
CalcoSOFT and ProCAST.[5]
-
8/3/2019 APM Papers
22/49
(a) (b)
Figure 1: Schematic representation of (a) the liquid pressure drop in the mushy zone due to solidification shrinkage
and (b) the increase of gas concentration, lgw , in the mushy zone due to gas microsegregation (thick line) and the
decrease of the solubility limit, l*g
w (T,pl) (thin line). At equilibrium, i.e., without the Laplace overpressure,
cavitation occurs at the crossing point of these two curves.
General Theoretical Framework
Figure 2 shows a schematics of a simplified casting. Solidification induces three types of voids:
(i) at a free surface (e.g., of risers), the level of liquid decreases as solidification proceeds
(piping); (ii) within closed liquid pockets (hot spots), a macropore surrounded by microporositywill be present; (iii) microporosity finally dispersed within the mushy zone might finally appear
at an early stage of solidification (gas porosity) or deep in the mushy zone, especially when a
dense interdendritic phase forms (shrinkage porosity). An open region of liquid has at least one
surface in contact with a gas of known pressure. A closed liquid pocket is totally surrounded bythe solid or mold. Before it becomes closed, it can be partially closed, i.e., it is still connected to
an open region of liquid through the mushy zone.
Closed liquidpocket
Piping
Macroporosity
Open liquidpocket
Microporosity
TSTL
Finite Element Mesh
Fine Volume Grid
Casting
Figure 2 : Schematics of a casting showing piping at a free surface and macroporosity formation in a closed
liquid pocket. A zoom of the unstructured FEM mesh and structured fine volume grid are shown on the right (seetext).
Active elements
-
8/3/2019 APM Papers
23/49
Since microporosity develops within the mushy zone, calculations must be performed for the
solid-liquid two-phase region only. For that purpose, a dynamic mushy-zone tracking
procedure has been developed. Using a fixed finite element (FEM) unstructured mesh, heat andfluid flow computations are performed at the scale of the whole casting + mold. At each time
step, the position of the mushy zone and thus the mushy elements are known. For such
elements, volume elements of a structured grid are activated for the calculation of the pressuredrop.
Pressure In The Liquid
The mushy zone is considered to be a fixed porous medium within which liquid flows according
to Darcys equation:
v = -K
[ ]grad pl - lg (1)
where v is the average velocity of the liquid, l its density and its dynamic viscosity. g is thegravitation vector and K is the permeability of the mushy zone, assumed to be given by Carman-
Kozenys relationship:
K(gs(t), 2(t)) =(1 - gs(t))
3
gs(t)2
22(t)
180(2)
gs is the local volume fraction of solid and 2 is the secondary dendrite arm spacing given by acoarsening law. Combining Eq. (1) with the mass conservation equation of the alloy gives a
second-order partial differential equation in pressure:
div
l
K
[grad pl - lg] + l
gpt
=t
(3)
gp is the volume fraction of porosity and is the average density of the solid-liquid mixture inthe absence of porosity. Such a density can be calculated from the density, (T), of the variousphases () and their volume fraction, g(T).
In the absence of porosity (i.e., gp = 0), Eq. (3) can be solved on the fine structured grid shown in
Fig. 2 providing appropriate boundary conditions are given on the liquidus and solidus surfaces
of all the regions of the mushy zone. These conditions are detailed in [2]. However, in thepresence of porosity, a local equation describing the relationship between pl(r,t) and gp(r,t) must
be found. It is given by thermodynamic considerations.
Thermodynamic Cconsiderations
The gases responsible of porosity formation are generally composed of one or two chemical
elements that can be solute elements of the alloy or not. In the case of aluminum alloys, H 2 is the
main gas responsible of pore formation. In the 7xxx series alloys, the influence of the high vaporpressure of Zn on porosity formation has never been assessed. Once supersaturation is locally
exceeded, a pore of double average curvature, , forms ( = 2R-1 for a spherical portion of aliquid-gas surface, R being the radius of curvature, see Fig. 3). Mechanical equilibrium imposesthat:
pp =i
pi = pl + sl (4)
-
8/3/2019 APM Papers
24/49
where the pis are the partial pressures of the gases present in the pore (internal pressure p p) and
sl is the interfacial gas-liquid energy. For gases made of one or two chemical species (caseusually encountered in solidification processes: H2, N2, CO, CO2, SO2, etc.), the partial pressures
are given by solubility products [3,6]:
pipo
= Ki(T)
'flA X
l*A
niA
'flB X
l*B
niB
for a gas (i) of composition AniABniB
(5)
po is a reference pressure (e.g., atmospheric pressure) and Ki(T) a constant that can be derived
from the enthalpy and entropy of formation of the gas (i). The co