
Annexure XII 1 - Indian Railway No... · Annexure XII 1 ANNEXURE - X LIST OF ...
M/s. PI Industries Ltd. (Unit-II) 1
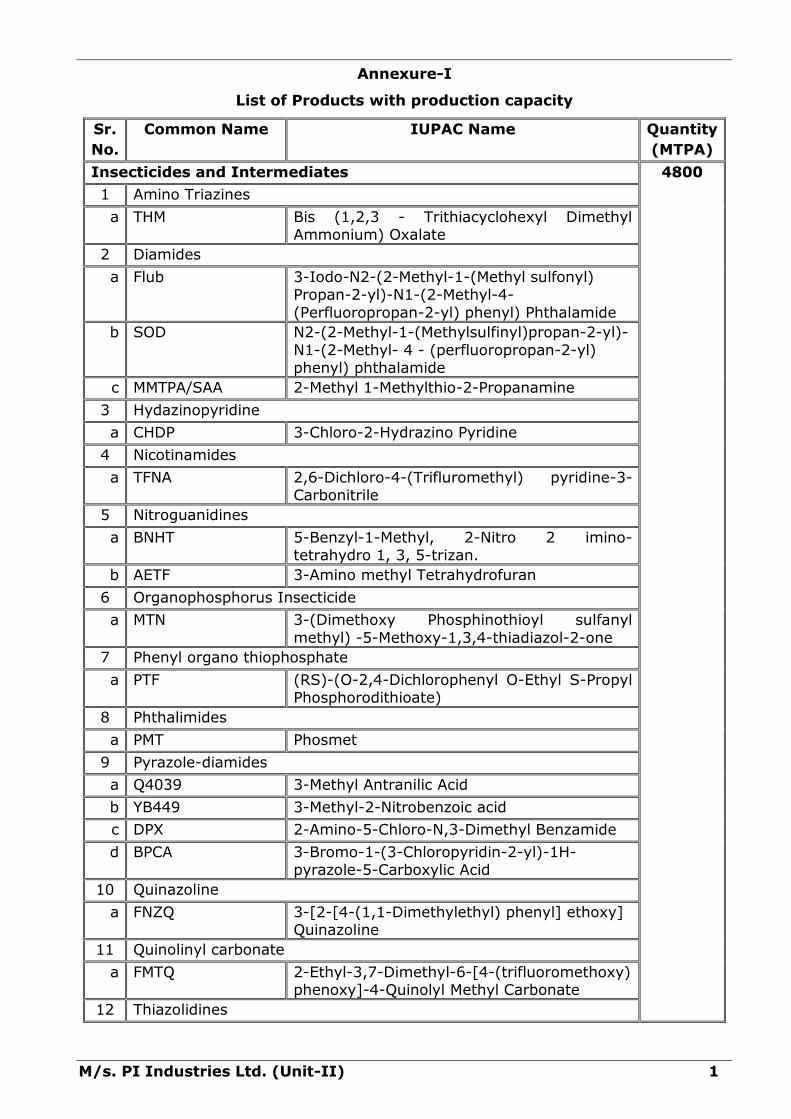
Annexure-I
List of Products with production capacity
Sr.
No.
Common Name IUPAC Name Quantity
(MTPA)
Insecticides and Intermediates 4800
1 Amino Triazines
a THM Bis (1,2,3 - Trithiacyclohexyl Dimethyl Ammonium) Oxalate
2 Diamides
a Flub 3-Iodo-N2-(2-Methyl-1-(Methyl sulfonyl) Propan-2-yl)-N1-(2-Methyl-4-
(Perfluoropropan-2-yl) phenyl) Phthalamide
b SOD N2-(2-Methyl-1-(Methylsulfinyl)propan-2-yl)-
N1-(2-Methyl- 4 - (perfluoropropan-2-yl) phenyl) phthalamide
c MMTPA/SAA 2-Methyl 1-Methylthio-2-Propanamine
3 Hydazinopyridine
a CHDP 3-Chloro-2-Hydrazino Pyridine
4 Nicotinamides
a TFNA 2,6-Dichloro-4-(Trifluromethyl) pyridine-3-Carbonitrile
5 Nitroguanidines
a BNHT 5-Benzyl-1-Methyl, 2-Nitro 2 imino-tetrahydro 1, 3, 5-trizan.
b AETF 3-Amino methyl Tetrahydrofuran
6 Organophosphorus Insecticide
a MTN 3-(Dimethoxy Phosphinothioyl sulfanyl
methyl) -5-Methoxy-1,3,4-thiadiazol-2-one
7 Phenyl organo thiophosphate
a PTF (RS)-(O-2,4-Dichlorophenyl O-Ethyl S-Propyl Phosphorodithioate)
8 Phthalimides
a PMT Phosmet
9 Pyrazole-diamides
a Q4039 3-Methyl Antranilic Acid
b YB449 3-Methyl-2-Nitrobenzoic acid
c DPX 2-Amino-5-Chloro-N,3-Dimethyl Benzamide
d BPCA 3-Bromo-1-(3-Chloropyridin-2-yl)-1H-pyrazole-5-Carboxylic Acid
10 Quinazoline
a FNZQ 3-[2-[4-(1,1-Dimethylethyl) phenyl] ethoxy] Quinazoline
11 Quinolinyl carbonate
a FMTQ 2-Ethyl-3,7-Dimethyl-6-[4-(trifluoromethoxy) phenoxy]-4-Quinolyl Methyl Carbonate
12 Thiazolidines

M/s. PI Industries Ltd. (Unit-II) 2
a CCITM Dimethyl Cyano Dithioimido Carbonate
b CCMP 2-Chloro-5-Chloromethyl Pyridine
Herbicides and Intermediates 5650
1 Alkylazines
a DMI 2,6-Dimethylindanone
b DMAI 2,6-Dimethyl-2,3-Dihydro-1H-inden-1-amine
2 Amide-triazolones
a IAT 3H-1,2,4-Triazol-3-one, 4-amino-2,4-
dihydro-5-(1-methylethyl)-
3 Aryloxyphenoxy propionates
a FPES Ethyl(2R)-2-{4-[6-chloro-1,3-benzoxazol-2-
yl)oxy] phenoxy} propanoate
4 Benzoyl cyclohexanediones
a AE 473 (2-{2-chloro-4-mesyl-3-[(RS)]-tetrahydro-2-
furylmethoxymethyl} benzoyl)-cyclohexane-
1, 3-Dione)
b Tembutrion 2-{2-chloro-4-(methylsulfonyl)-3-[(2,2,2-
trifluoroethoxy)methyl]benzoyl}cyclohexane-
1,3-dione
c 747 Either 2-Chloro-4-(methyl sulfonyl)-3-[(2, 2, 2-
trifluoroethoxy) methyl] Benzoic acid
d 2C6SMT 3-Chloro-2-Methylthioanisole
5 Furanones
a FLURT 5-(Methylamino)-2-Phenyl-4-[3-
(Trifluoromethyl) phenyl] furan-3(2H)-one
6 Intermediate of Herbicide
a MTAA Methyl (methylthio) Acetate
7 Active nitrile Herbicide
a PYCL 1-(3-Chloro-4,5,6,7-tetra hydropyrazolo [1,5-a] pyridin-2-yl)-5-[methyl (prop-2-ynyl)amino] pyrazole-4-carbonitrile
8 Oxazinones
a MY-100 3-[1-(3,5-dichlorophenyl)-1-methylethyl]-3,4-dihydro-6-methyl-5-phenyl-2H-1,3-
oxazin-4-one
9 Oxazoles
a Lake Palace 3-[[(2,5-dichloro-4-ethoxyphenyl) methyl]
sulfonyl]-4,5-dihydro-5,5-dimethylisoxazole
10 Oxazolidinediones
a KPP Pantoxazone
11 Phosphinates
a MPBS Methyldichlorophosphine
12 Pyrimidinediones
a PCM N-(2 Chloro-4 Fluoro-5-((ethoxy carbonyl)-amino)-benzoyl)-N-iso-propyl-N-methyl-

M/s. PI Industries Ltd. (Unit-II) 3
sulfamid
b EATB Ethyl 3-amino-4,4,4-trifluorobut-2-enoate
13 Pyrimidinyloxybenzoic acid
a Bispyribac sodium 2,6-bis(4,6-dimethoxypyrimidin-2-yloxy)benzoic acid
14 Pyrimidinylsulfonylurea
a FRSF N,N-Dimethyl-2-[ N-[ N-(4,6-dimethoxy pyrimidin-2-yl)-Amino carbonyl] Amino
sulfonyl]-4-(N-formylamino) benzamide, sodium salt
b ESPS 3-ethylsulfonyl-2-pyridine sulfonamide
15 Sulfonylurea
a AMSB(Mesylamide) Methyl 2-Amino-4-{[(methyl sulfonyl)amino] methyl} benzoate
b OTMA 2-(Trifluoro Methoxy) Aniline
16 Triazines
a CNZ Cyanazine
17 Triazopyrimidine sulfonamides
a DTPBS N-(5,8-Dimethoxy [1,2,4] Triazolo [1,5-c] pyrimidine-2-yl)-2-Fluoro-6-(Trifluoro
Methyl) Benzene Sulfonamide
Fungicides and intermediates 3550
1 Active amide Fungicides
a SSF-126/OXIME (2E)-2-(methoxyimino)-N-Methyl-2-(2-Phenoxy Phenyl) Acetamide
b TRFRN N,N'-[1,4-Piperazinediyl-bis(2,2,2-Trichloro
Ethylidene)]-Bis-[Formamide]
c FNXL N-(1-Cyano-1,2-Dimethylpropyl)-2-(2,4—
Dichlorophenoxy) Propanamide
d MIPD (1E)-1-(2,5,5-Trimethyl-1,3-dioxan-2-yl) Propane -1,2-dione 1-(O-Methyloxime)
e ORST Orysastrobin
2 Benzamides
a ZXMD (RS)-3,5-Dichloro-N-(3-Chloro-1-Ethyl-1-
Methyl-2-Oxopropyl)-p-Toluamide
3 Carboxamides
a AMB 3,4,5-Trifluoro-Amino biphenyl
4 Organophosphates
a KTZ(Kitazin) S-benzyl O,O-Diisopropyl Phosphorothioate
5 Pyridine Fungicides
a CTPE 2-[3-Chloro-5-(Trifluoro methyl) Pyridin-2-yl] Ethanamine
6 Pyrimidines
a AZST Methyl (E)-2-{2-[6-(2-Cyanophenoxy) pyrimidin-4-yloxy] phenyl}-3-Methoxy acrylate
7 Quinoxalines

M/s. PI Industries Ltd. (Unit-II) 4
a CMTH 4-(Methoxy-6-(trifluoro methyl)-1,3,5-triazin-2-amine
8 Triazoles
a IPCZ (1RS, 2SR, 5RS; 1RS, 2SR, 5SR)-2-(4-Chlorobenzyl)-5-Isopropyl-1-(1H-1,2,4-triazol-1-ylmethyl) Cyclopentanol
b FTL 1-(2-Fluorophenyl)-1-(4-Fluorophenyl)-2-(1,
2, 4-Triazol-1-yl) Ethanol
c FOX 2-(2-Fluorophenyl)-2-(4-Fluoro phenyl)
Oxirane
d IBCZ (4-Chlorophenyl) Methyl N-(2,4-
Dichlorophenyl)-1H-1,2,4-Triazole-1-Ethanimidothioate
Fine Chemicals 7500
1 Substituted Anthraanilic acid
a ACBM 2-Amino-3-Chlorobenzoic Acid Methyl Ester
2 Substituted 1,2,4-Triazole
a AMT 5-Amino-1,2,4-Triazole-3-thiol
3 Substituted tetrahydo pyran
a ATHP 1-(Tetrahydropyran-4-yl) Ethanone
4 Dimethyl halo substituted benzene
a CDMA 4-Chloro-2,6-Dimethyl Aniline
b CDMB 4-Chloro 2,6-Dimethyl-Bromo benzene.
5 Substituted cyclopropyl ethanone
a CPFK 1-Cyclopropy-2(2 Fluorophenyl) Ethanone
6 Substituted alkyl diamine
a DAEEA N,N'-Bis(2-Hydroxyethyl) Ethylene Diamine
7 Substituted dihalo pyridine
a DCTFP 2,3-Dichloro-5-(Trichloromethyl) Pyridine
8 Subsituted dimethyl dioxane methanol
a DHD 2, 2-Dimethyl-5-Hydroxymethyl-1, 3-Dioxane
9 Substituted Butanone
a DMB 4,4-Dimethoxy-2-Butanone
10 Substituted Butanoic acid
a EMBA 2-Ethyl-2-Methyl Butanoic acid
11 Substituted Hydrazine
a MMH Mono Methyl Hydrazine
b UDMH 1,1,-Dimethyl Hydrazine
C SDMH 1,2-Dimethyl Hydrazine
12 Substituted Phenothiazine
a 10-H Phenotiazine 10-H Phenotiazine
13 Substituted diphenyl ether
a Metaphenoxy benzaldehyde
3-Phenoxy Benzaldehyde

M/s. PI Industries Ltd. (Unit-II) 5
Pyrazoles 5500
1 n-alkyl 3,4,5 sustituted pyrazoles
a PFD N-{3-Isobutyl-4-[1,2,2,2-tetrafluoro-1-(trifluoromethyl) ethyl] phenyl}-1,3,5-
Trimethyl Pyrazole -4- Carboxylic Amide
b TBFN 4-Chloro-N-[[4-(1,1-Dimethylethyl) Phenyl] Methyl]-3-Ethyl-1-Methyl-1H-Pyrazole-5-Carboxamide
c TLF Tolfenpyrad
d IBA 3-Isobutylanoline
e OCTOPUSSY 3-[[[5-(Difluoro methoxy)-1-methyl-3-(Trifluoromethyl)-1H-pyrazol-4-yl] methyl] sulfonyl]-4,5-Dihydro-5,5-Dimethyl isoxazole
f MY-71 3-[1-(3,5-Dichlorophenyl)-1-Methylethyl]-
3,4-Dihydro-6-Methyl-5-Phenyl-2H-1,3-oxazin-4-one
g MTP 1-Methyl-3-(Trifluro methyl)1H-Pyrazol-5-ol
h DCPA 1,3-Dimethyl-5-Chloro-4-Pyrazolyl Carboxylic Acid Chloride
i CFPA 3,4-Dichloro-5-Fluoro Biphenyl-2-Amine
j ACH 3-(Difluoro Methyl)-1-Methyl-1H-Pyrazole-4-Carboxylic Acid
k BDB 4-Bromo- 1,2-Dichloro Benzene
l PRZ Difluoro Methyl-N-Methyl Pyrazolic acid
Fluorospeciality products 2000
1 Fluoro substituted alkyl amine
a DFEA 2,2-Difluoro Ethylamine
Pharma intermediates 1000
1 Substituted triazole carboxylate
a EMTC Ethyl-4-Methyl-1,3-Thiazole-5-Carboxylate
Specialty Chemicals 1000
1 Substituted cyclohexane carboxylate
a ETMD Methyl cis-1-[2-(2,5-Dimethyl phenyl)-Acetyl
amino]-4-Methoxy-Cyclohexane Carboxylate
2 Hepta Fluoro Alkane
a HFMOP 1,1,1,3,3,3-Hexafluoro Isopropyl Methyl
Ether
3 Substituted 1,3-dioxalane
a MDO 2,2-Dimethyl-4-Methylene-1,3-Dioxalane
4 Substituted Isobutyrate
a CMIBA Chloromethyl 2-Methyl Propanoate
5 Substitued plenyl ether
a CMTB 2-Chloro-4-(Methyl sulfonyl)-3-[(2,2,2-trifluoro ethoxy) methyl] Benzoic Acid

M/s. PI Industries Ltd. (Unit-II) 6
Performance Chemicals 13000
1 Substituted phenyl morpholoine Ketone
a PCBM 1-(4-Chlorophenyl)-2-methyl-2-(morpholin-4-yl)propan-1-one
2 Catecol mixed salt
a Negolyte Titanium Biscatecholate Monopyrogallate Sodium Potassium Salt
New R&D product for Pilot scale 240
Total 44240
List of by products
Sr. No. List of By-products Quantity (MTPA)
1 27% NaSH 1000
2 30 % HCl 12000
3 Ammonia Solution 15% 1000
4 H2SO4 300
5 Distill Solvent 6900
6 Sodium Propionate 2400
7 Acetic Acid 1200
8 Orthocresol 300
9 Propionic Acid 900
10 Ammonium Chloride 500
11 HBr 1000
12 Sodium hypochloride solution 900
13 AlCl3 1800
Total 30200

M/s. PI Industries Ltd. (Unit-II) 7
List of Raw Materials
Sr. No.
List of Raw Materials Quantity (MT/MT)
Insecticides and intermediates
1. THM
Monosultap 1.48
Xylene 0.56
Sodium hydroxide 0.78
Sodium Sulfide 0.59
Hydrogen Peroxide 0.04
Oxalic acid Dihydrate 0.47
2. Flub
Sodium Bicarbonate 0.31
Sodium hydroxide 0.11
Toluene 1.63
SAA 0.31
Phthaloyl dichloride (PDC) 0.50
Tert butyl methyl ether 0.84
RFBr 0.69
O-Toluidine 0.33
Sodium hydrosulfite 0.43
N,N-Dimethyl acetamide 0.28
DIH 0.35
Dimethyl Acetamide 0.08
98% Formic acid 0.09
Conc. Sulfuric Acid 0.07
Hydrogen Peroxide 0.56
Caustic solution 0.58
3. SOD
Sodium Bicarbonate 0.33
Sodium hydroxide 0.11
Toluene 1.73
SAA 0.33
Phthaloyl dichloride (PDC) 0.53
Tert butyl methyl ether 0.89
RFBr 0.73
O-Toluidine 0.35
Sodium hydrosulfite 0.45
N,N-Dimethyl acetamide 0.30
Hydrogen Peroxide 0.37
4. MMTPA
2-amino-2-methyl-1-propanol 0.75
Sulfuric Acid 0.82
Sodium Methyl Mercaptide 0.59
Caustic Soda 0.34
5. CHDP
Hydrochloric acid 0.95
3-Amino Pyridine 1.08

M/s. PI Industries Ltd. (Unit-II) 8
Chlorine 0.98
Sodium Nitrate 0.58
Copper Chloride 0.08
Hydrazine hydrate 1.31
6. TFNA
Potassium Hydroxide 0.81
2-Cyanoacetamide 1.11
Ethyl 3-oxo Trifluoro Acetoacetate 0.97
Methanol 0.50
Phosphoryl chloride 1.42
Sodium acetate 1.08
Sodium Hydroxide 0.46
Hydrochloric acid 0.16
7. BNHT
1-Phenylmethanamine 0.74
Methylnitro Guanidine 0.74
Formaldehyde 0.87
8. AETF
2-butene-1,4-diol 1.43
Carbon monoxide 0.02
Hydrogen 0.01
Sulfuric acid 0.03
Toluene 0.74
Raney Nickel 0.11
Ammonia 0.49
Ethyl Acetate 0.62
9. MTN
Toluene 0.44
Phosphorous pentasulfide 0.73
Methanol 0.42
Tertbutyl Amonium bromide 0.01
Dry HCl gas 0.24
Ethylene Dichloride 1.27
M-Thiazone 0.50
Paraformaldehyde 0.12
Sulfuric acid 0.04
10. PTF
Sulphur 0.13
Phosphorous trichloride 0.76
n-Propyl Mercaptane 0.30
Toluene 0.40
Methyl Ethyl Pyridine 1.78
Ethanol 0.22
2,4 Dichlorophenol 0.56
Sodium Hydroxide 0.15
11. PMT
Methanol 0.30
Phosphorous pentasulfide 0.54
Catalyst 0.00

M/s. PI Industries Ltd. (Unit-II) 9
23.5 % Caustic sol. 0.38
Phthalimide 0.62
37% formalin 0.52
Thionyl Chloride 1.04
Sodium Hydroxide 0.09
12. Q4039
Acetic Acid 1.98
2-Nitro-1,3-dimethylbenzene 1.26
Acetaldehyde 0.48
Oxygen 0.85
Methanol 1.82
Hydrogen Gas 0.04
13. YB449
Acetic Acid 0.36
2-Nitro-1,3-dimethylbenzene 1.20
Acetaldehyde 0.38
14. DPX
Acetic Acid 5.20
Oxygen 0.09
2-Nitro-1,3-dimethylbenzene 3.35
Acetaldehyde 1.17
Caustic flakes 0.08
Methanol 5.40
Hydrogen Gas 0.04
Aq. Sodium Hydroxide 1.85
Potassium carbonate 1.00
Toluene 2.63
Ethyl chloroformate 0.80
Hydrochloric acid 2.35
Hydrogen Peroxide 0.57
Sodium sulfite 0.08
Methane sulpfonic acid 0.02
Ethyl acetate 0.97
Methylamine 0.23
15. BPCA
3 chloro-2-pyridinone hydrazone 0.46
Acetonitrile 3.02
Diethyl maleate 0.64
Hydrochloric acid 0.36
phosphorous oxy bromide 0.76
potassium per sulphate 0.52
Sodium Hydroxide 0.16
Sulphuric Acid 0.76
16. FNZQ
Caustic Solution 1.64
4-Hydroxyquinazoline 0.58
Tert-butyl phenyl ethanol 1.00
Thionyl Chloride 5.01
17. FMTQ

M/s. PI Industries Ltd. (Unit-II) 10
3-Pantanone 0.56
Aluminium trichloride 0.68
Chlorine gas 0.62
Dimethyl Acetamide 2.30
Hydrogen 0.03
Iron chloride 0.00
Isopropyl Alcohol 0.96
Methanol 0.19
Methyl chloroformate 0.24
Methylene Dichloride 0.43
Nitric Acid 0.36
Potassium carbonate 0.45
p-Toluyl chloride 0.46
Sodium hydroxide 0.20
Sulfolane 0.52
Sulphuric Acid 0.61
Tetra butyl ammonium bromide 0.04
Toluene 0.24
Trifluoro methoxy phenol 0.58
Xylene 0.49
18. CCITM
50% Aq. Cynamide 0.65
Carbondisulphide 0.75
Methylchloride 1.35
19. CCMP
3-Picoline 1.55
Azo Isobutyro nitrile 0.03
Benzoyl Chloride 0.69
Chlorine Gas 0.68
Hydrochloric acid 0.13
Hydrogen Peroxide 1.35
Methylene dichloride 0.74
Sodium Hydroxide 0.31
Sodium Tungstate 0.01
Sulphuric Acid 0.09
Triethyl Amine 0.99
Herbicides and Intermediate
20. DMI
Propionic anhydride 1.81
Sodium Propionate 1.08
4-methyl benzaldehyde 1.27
Hydrogen 0.03
Caustic lye (30%) 0.35
Toluene 3.21
Phosphorous trichloride 0.30
21. DMAI
Formamide 1.70
Formic Acid 0.67
DMI 0.76
M/s. PI Industries Ltd. (Unit-II) 11
Hydrochloric acid 0.81
Caustic Soda 1.07
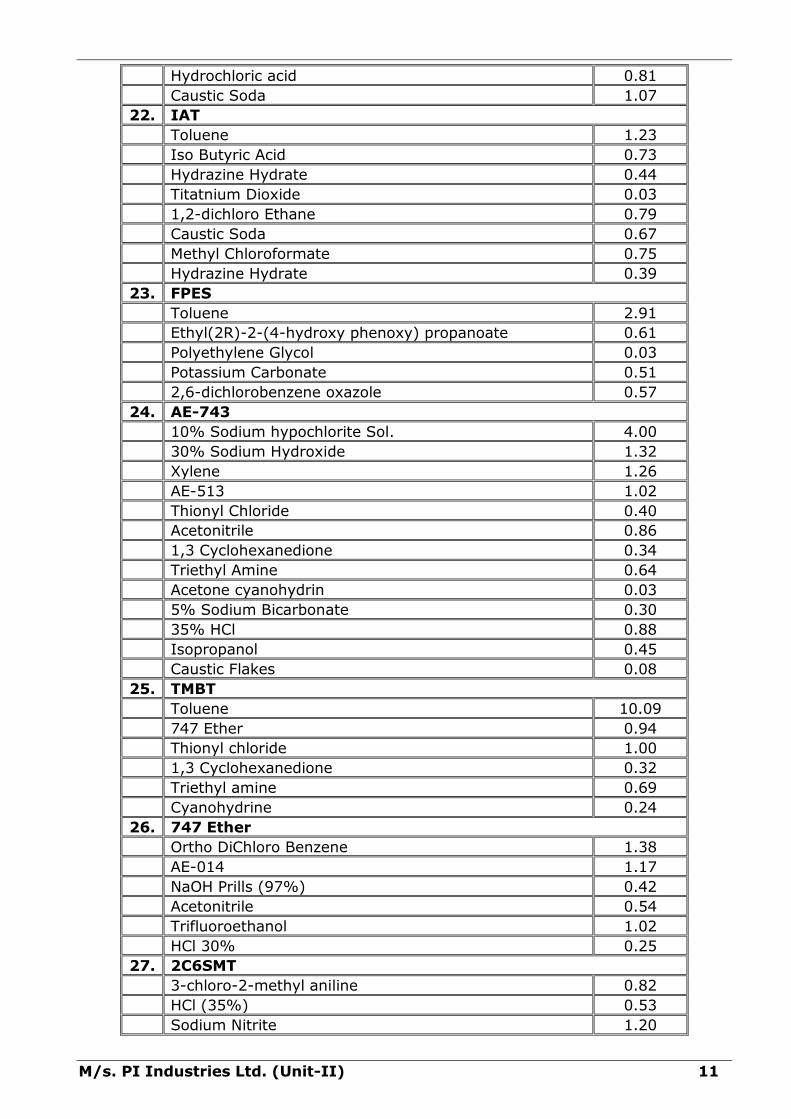
22. IAT
Toluene 1.23
Iso Butyric Acid 0.73
Hydrazine Hydrate 0.44
Titatnium Dioxide 0.03
1,2-dichloro Ethane 0.79
Caustic Soda 0.67
Methyl Chloroformate 0.75
Hydrazine Hydrate 0.39
23. FPES
Toluene 2.91
Ethyl(2R)-2-(4-hydroxy phenoxy) propanoate 0.61
Polyethylene Glycol 0.03
Potassium Carbonate 0.51
2,6-dichlorobenzene oxazole 0.57
24. AE-743
10% Sodium hypochlorite Sol. 4.00
30% Sodium Hydroxide 1.32
Xylene 1.26
AE-513 1.02
Thionyl Chloride 0.40
Acetonitrile 0.86
1,3 Cyclohexanedione 0.34
Triethyl Amine 0.64
Acetone cyanohydrin 0.03
5% Sodium Bicarbonate 0.30
35% HCl 0.88
Isopropanol 0.45
Caustic Flakes 0.08
25. TMBT
Toluene 10.09
747 Ether 0.94
Thionyl chloride 1.00
1,3 Cyclohexanedione 0.32
Triethyl amine 0.69
Cyanohydrine 0.24
26. 747 Ether
Ortho DiChloro Benzene 1.38
AE-014 1.17
NaOH Prills (97%) 0.42
Acetonitrile 0.54
Trifluoroethanol 1.02
HCl 30% 0.25
27. 2C6SMT
3-chloro-2-methyl aniline 0.82
HCl (35%) 0.53
Sodium Nitrite 1.20

M/s. PI Industries Ltd. (Unit-II) 12
Sodium Carbonate 0.14
Ethylene Dichloride 0.78
Sodium Methyl Mercaptane 2.10
28. Flurt
3-trifluoromethylphenyl acetonitrile 2.00
Sodium Ethoxide 2.00
Ethyl Phenyl Acetate 1.55
Bromine 1.90
Glacial Acetic Acid 0.67
Methylamine 2.07
HCl 0.44
29. MTAA
32 % NaOH 0.07
Phosphoric Acid (H3PO4) 0.16
Tetra butyl ammonium bromide (TBAB) 0.02
Methyl chloro acetate 1.01
Sodium Methyl Mercaptane 0.25
Methylene dichloride 0.69
30. PYCL
1,1,7-trichloroheptene-3-one 0.76
Caustic Lye 0.56
Conc. HCl 0.25
Hydrazine Hydrate 1.06
Hydrogen Peroxide 0.63
Malononitrile 0.58
NaOH Soln 0.55
n-Butanol 0.56
Propargyl chloride 0.71
Tetra butyl ammonium bromide (TBAB) 0.14
Trimethylorthoformate 0.92
Zinc chloride 0.00
31. MY-100
Methyl phenyl Acetate 1.03
Ethyl acetate 0.54
Sodium Methanoate 1.20
HCl 0.19
3,5-dichlorobenzoyl Chloride 1.09
Chloromethane 1.46
Magnesium metal 0.12
Tetrahydrofuran 1.11
Acetonitrile 0.41
Sulphuric Acid 1.00
Sodium Hydroxide 2.25
Hexanol 2.13
Formaldehyde 1.10
Xylene 0.61
32. LakePalace
2,5 Dichloro Phenol 0.54
Sodium hydroxide 1.07

M/s. PI Industries Ltd. (Unit-II) 13
Diethyl Sulfate 0.61
Paraformaldehyde 0.59
HCl 0.29
BIO 4.31
Thiourea 0.30
Hydrogen Peroxide 0.76
Iso propyl alcohol 0.89
33. KPP
4 Fluorophenol 0.62
Chlorine 0.43
Caustic 0.59
Ethyl Chloroformate 0.74
Sulphuric Acid 0.52
Nitric Acid 0.58
Hydrogen Gas 0.06
Chloroformate 0.67
Alkyl Bromide 0.54
Alkyl Butaneoat 0.20
Toluene 0.73
34. MPBS
Phosphorous trichloride 2.42
Aluminium Chloride 1.18
Methyl Chloride 0.47
Diethyl phthlate 1.56
Yellow Phosphorous 0.18
N-Butanol 0.90
NaOH 0.66
35 PCM
2-chloro 4 fluoro toluene 1.13
Chlorine gas 1.63
Oleum 0.74
Ethanol 0.51
N-isopropyl-N-methylamine 1.24
Ammonia 0.19
Thionyl Chloride 1.41
Methanol 0.32
Hydrogen 0.01
Ethyl chloro formate 1.10
Toluene 0.16
36. EATB
Ethyl trifluoro acetate 0.93
Ethyl Acetate 0.82
Sodium Ethoxide 0.47
Acetic Acid 0.59
Ammonium Acetate 0.95
Sodium Bicarbonate 0.98
37. BPS
Tetrahydrofuran 0.62
Sodium hydride 0.33

M/s. PI Industries Ltd. (Unit-II) 14
Dihydroxy benzoic acid 0.42
2-Methylsulfonyl-4,6-dimethoxypyrimidine 1.28
38. FRSF
Tetrahydrofuran 0.83
2-Amino-4,6-dimethoxypyrimidine 0.45
Phenyl chloroformate 0.71
Acetonitrile 2.20
NSA 0.82
Potassium Carbonate 0.46
Hydrogen Gas 0.04
Sulphuric Acid 0.35
Formic Acid 0.56
Acetic anhydride 0.61
Acetone 0.33
Sodium Methanoate 0.47
39. ESPS
3-Aminopyridine 1.26
HCl 0.58
Ferric Chloride 0.08
Chlorine gas 0.83
Sodium Hydroxide 0.75
Sodium Bisulfite 0.70
Sodium Nitrite 0.53
Copper chloride 0.01
Caustic solution 0.26
Sodium Sulfite 1.68
Sodium bicarbonate 0.18
Ethyl Bromide 0.18
Potassium carbonate 0.23
Sodium hydro sulfide 0.51
Ammonia 0.26
40. AMSB
Methyl 2-nitro 4-cyanobenzoate 1.05
Acetic Acid 0.97
Hydrogen Gas 0.04
Toluene 0.73
HCl Gas 0.11
Dimethyl Acetamide 0.80
Triethyl Amine 0.93
methane sulfonyl chloride 0.53
Methylene dichloride 1.40
41. OTMA
Trifluoromethoxy benzene 1.52
Bromine 1.50
Fuming Nitric Acid 0.34
Sulphuric Acid 0.11
Methylene Dichloride 0.31
Hydrogen Gas 0.08
42. CNZ

M/s. PI Industries Ltd. (Unit-II) 15
2-hydroxy-2-methylpropanenitrile 1.16
Ammonia 0.80
2,4,6-trichloro-1,3,5-triazine 1.88
Aq. Ethyl amine 0.47
43. DTPBS
4-amino-2,5-dimethoxypyrimidine 0.60
Ethoxy carbonylisothiocyanate 0.58
Toluene 0.44
Hydroxylamine 0.15
Methanol 0.26
2-fluoro-6-(trifluoromethyl) benzenesulfonyl chloride 0.74
44. SSF
Molten Phenol 0.44
1,2-dichloro benzene 1.41
Potassium Hydroxide 0.58
Xylene 1.45
Magnesium Turnings 0.17
Ethyl Bromide 0.05
Di Butyl Oxalate 1.19
Methylamine 1.45
Hydroxyl amine sulphate 0.64
HCl 0.79
Potassium Carbonate 0.26
Dimethyl Sulphate 0.58
45. TRFRN
Trichloroacetaldehyde 0.85
Formamide 0.25
Phosphorous Trichloride 0.90
Piperazine 1.09
46. FNXL
Caustic solution 0.26
DCPPA 0.80
Toluene 0.90
Thionyl Chloride 0.43
ADMBN 0.45
Sodium bicarbonate 0.02
47%NaOH 0.04
47. MIPD
Acetyl Acetone 0.54
Sulphuric Acid (50%) 0.53
Sodium Nitrite 0.94
NaCl 0.05
Potassium Carbonate 0.02
Dimethyl Sulphate 0.74
NPG 90% Neopentyl glycol 0.80
48. ORST
MIPD-Ketal 0.92
25% NaOH 0.50
Methoxy Amine hydrochloride 1.81

M/s. PI Industries Ltd. (Unit-II) 16
Hydroxylamoniumsulfate 2.22
Sodium Methylate 0.18
CLMO 0.78
Methylamine 0.30
49. ZXMD
3-Methyl-1-pentyne-3-ol 1.12
Phosphoryl chloride 1.94
Ammonia 0.76
Methyl-p-Toluate 1.09
Chlorine gas 0.61
HCl 0.32
NaOH 0.59
Thionyl Chloride 1.10
Methyl Isobutyl ketone 0.57
Silver nitrate 0.00
Trichloroisocyanuric acid (TClA) 0.41
50. AMB
Magnesium turnings 0.15
Dry Tetrahydrofuran 0.66
AAA-BrTFB 1.21
Trimethoxyborane 0.66
10% HCl 0.22
47% Caustic lye 0.43
51. Kitazin
SDTP 1.88
Toluene 0.25
Benzylchloride 0.44
52. CTPE
2,3 dichloro-5-trifluoromethyl)pyridine 1.10
N-Methyl-2-pyrrolidone 2.51
Potassium Hydroxide 0.64
Ethyl acetoacetate 0.69
HCl 1.47
Acetic anhydride 0.28
Acetic acid 0.43
Hydrogen 0.01
53. AZST
2(3H)-Benzofuranone 0.96
Trimethyl orthoformate 1.14
Acetic anhydride 1.42
Sodium methoxide 0.44
4,6-Dichloropyrimidine 1.15
2-cynophenol 0.48
Potessium carbonate 0.04
Dimethyl Formamide 0.50
54. CMTH
Methyl trifluoroacetate 0.58
Methanol 0.46
2-Cyanoguanidine 0.08

M/s. PI Industries Ltd. (Unit-II) 17
Sodium methoxide 0.36
55. IPCZ
Dimethyl Adipate 1.96
Dimethyl Formamide 1.03
Isopropyl Bromide 1.47
N-methyl pyrrolidone 3.69
p-chlorobenzyl chloride 1.75
Potassium Iodide 0.15
Sodium Hydroxide 0.67
Sodium Methoxide 1.32
Sodium salt of 1,2,4-Triazole 0.77
Sodium tert-butoxide 0.44
TMSOB 1.60
Toluene 6.69
56. FTL
Dimethyl Formamide 0.74
1,2,4-Triazole 0.46
Potassium carbonate 0.17
FOX 1.44
57. FOX
2-fluorobenzoyl Chloride 0.56
Fluorobenzene 0.30
Aluminium Chloride 0.43
dimethyl sulfoxide 0.81
dimethyl sulphate 0.87
Potassium hydroxide 0.08
DABCO 0.02
Toluene 0.41
58. IBCZ
2,4-dichloroaniline 0.90
Chloro Acetyl Chloride 0.86
Sodium Carbonate 0.43
Phosphorous pentachloride 0.60
Toluene 0.74
1-Chloro-4-(chloromethyl) benzene 1.01
Thiourea 0.55
HCl 0.35
NaOH 0.57
1,2,4-Triazole 0.58
Cyanomethane 0.34
59. ACBM
2,3 dichloro benzoic acid 1.06
Copper chloride 0.04
Ammonia 0.95
Hydrochloric acid 0.53
Methyl Isobutyl ketone 1.36
Dimethyl Sulphate 0.14
Tertabutyl ammonium bromide 0.18
Potassium carbonate 0.04

M/s. PI Industries Ltd. (Unit-II) 18
60. AMT
Aminoguanidine Bicarbonate 0.95
Ammonium Thiocynate 0.85
HCl 0.42
Caustic Soda 0.24
61. ATHP
Bis dichloro diethylether 1.83
Dimethyl Formamide 3.61
Potassium carbonate 0.10
Potassium Iodide 0.22
Methyl Acetoacetate 1.00
H2SO4 (49%) 0.96
Sodium bicarbonate 0.05
Ethylene Dichloride 1.00
62. CDMA
2,6-Dimethylaniline 1.24
Ethylene Dichloride 1.58
Sulphuric Acid 1.11
Caustic 0.03
Chlorine Gas 0.24
63. CDMB
Ethylene Dichloride 1.35
2,6-Dimethyl Aniline 0.99
Sulphuric Acid 0.98
Chlorine Gas 1.04
Hydrobromic Acid 1.89
Sodium Nitrite 0.60
64. CPFK
Magnesium Turnings 0.38
2-Chloropropane 4.90
2-Fluoro Toluene 1.04
CPCM 0.46
HCl 0.51
65. DAEEA
Ethylene Diamine 1.50
2-Chloro Ethanol 2.24
Sodium Carbonate 0.07
66. DCTFP
Phosphorous Trichloride 1.55
Nicotinic Acid 0.35
Chlorine 1.32
Hydrogen fluoride 0.57
67. DHD
Methanol 0.92
Paraformaldehyde 0.63
Diethylmalonate 1.52
Triethyl Ortho Formate 0.89
Sodium Bisulphate 0.11
Acetone 0.71
M/s. PI Industries Ltd. (Unit-II) 19
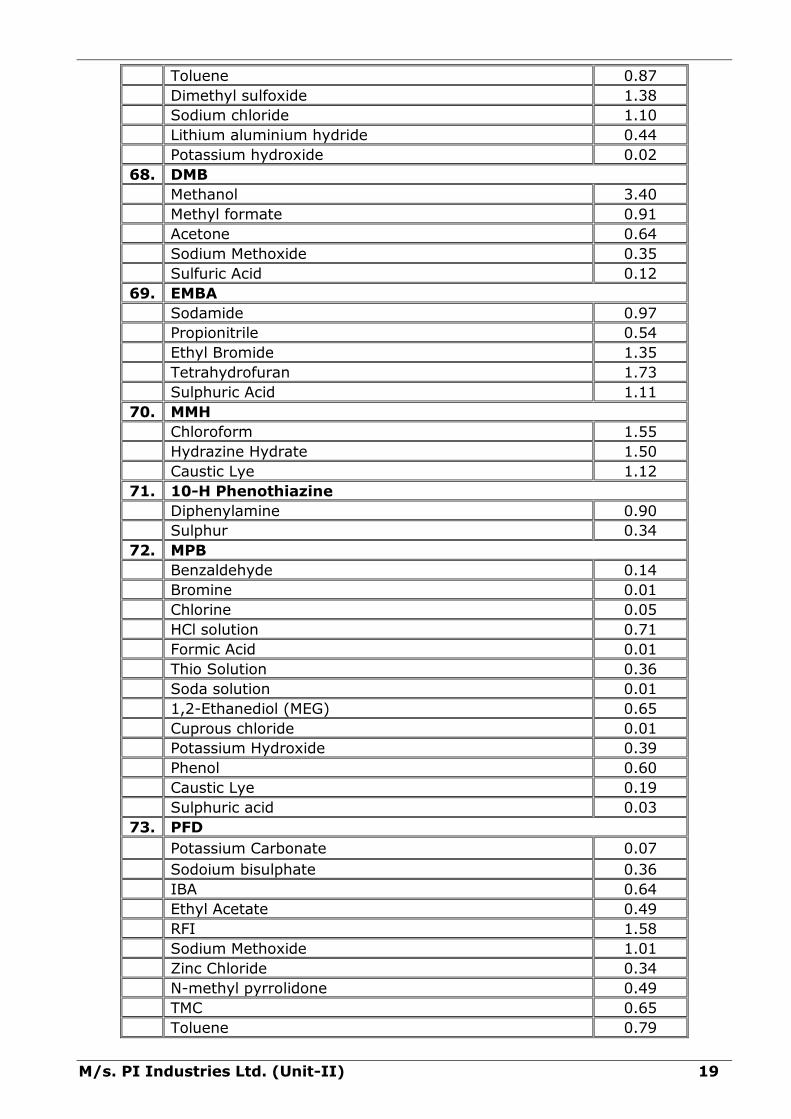
Toluene 0.87
Dimethyl sulfoxide 1.38
Sodium chloride 1.10
Lithium aluminium hydride 0.44
Potassium hydroxide 0.02
68. DMB
Methanol 3.40
Methyl formate 0.91
Acetone 0.64
Sodium Methoxide 0.35
Sulfuric Acid 0.12
69. EMBA
Sodamide 0.97
Propionitrile 0.54
Ethyl Bromide 1.35
Tetrahydrofuran 1.73
Sulphuric Acid 1.11
70. MMH
Chloroform 1.55
Hydrazine Hydrate 1.50
Caustic Lye 1.12
71. 10-H Phenothiazine
Diphenylamine 0.90
Sulphur 0.34
72. MPB
Benzaldehyde 0.14
Bromine 0.01
Chlorine 0.05
HCl solution 0.71
Formic Acid 0.01
Thio Solution 0.36
Soda solution 0.01
1,2-Ethanediol (MEG) 0.65
Cuprous chloride 0.01
Potassium Hydroxide 0.39
Phenol 0.60
Caustic Lye 0.19
Sulphuric acid 0.03
73. PFD
Potassium Carbonate 0.07
Sodoium bisulphate 0.36
IBA 0.64
Ethyl Acetate 0.49
RFI 1.58
Sodium Methoxide 1.01
Zinc Chloride 0.34
N-methyl pyrrolidone 0.49
TMC 0.65
Toluene 0.79

M/s. PI Industries Ltd. (Unit-II) 20
NaH in Paraffin 0.12
Isobutyryl chloride 0.33
74. TBFN
4-chloro-3-ethyl-1-methyl-1H-pyrazole-5carbonyl Chloride
1.80
1-(4-tert-butylphenyl)methanamine 1.00
NaOH 0.40
75. TLF
Methyl Ethyl Ketone 0.82
4-chloro benzonitrile 2.13
4-methyl Phenol 1.54
Diethyl Ethanedioate 1.63
Dimethyl Formamide 1.22
Dimethyl sulfate 1.41
HCl 0.40
Hydrazine Hydrate 1.17
Hydrogen 0.10
Methanol 1.11
Sodium Ethoxide 0.96
Sodium Hydroxide 3.35
Sodium Oxychloride 1.10
Thionyl Chloride 1.56
Toluene 0.82
76. IBA
Mono chlorobenzene 0.70
Aluminium Chloride 1.80
Diethylene Gylcol 0.49
Fuming Nitric Acid 2.17
Hydrazine Hydrate 0.61
Hydrogen gas 0.13
Isobutyl chloride 1.58
Potassium Carbonate 0.08
Potassium Hydroxide 0.62
77. Octopussy
Hydroxyl amine sulfate 0.42
Glyoxalic acid 0.75
NaOH sol 0.87
Na2CO3 sol. 0.13
Bromine 1.68
Sodium carbonate 0.69
Butyl acetate 1.14
Thiourea 0.27
HCl soln. 0.45
78. MY-71
1,3-dimethyl-5-pyrazolone 0.99
2,6- Dichloro Toluene 0.62
Acetyl Chloride 1.18
Aluminium trichloride 1.13

M/s. PI Industries Ltd. (Unit-II) 21
Caustic 1.21
Hydrochloric Acid 0.45
Potassium carbonate 0.97
Sodium Hypochlorite 0.99
Thionyl chloride 2.76
Triethyl Amine 0.64
79. MTP
Ethyl Acetate 1.92
Ethyl trifluoro acetate 1.03
Sodium Ethoxide 0.52
HCl 1.16
Acetic Acid 0.65
Monomethyl Hydrazine 0.90
80. DCPA
DPMO 0.77
Dimethyl Formamide 0.99
Phosphoryl chloride 1.25
NaOH 1.50
Hydrogen Peroxide 0.78
HCl 0.22
Caustic solution 0.08
Toluene 1.00
Thionyl chloride 0.46
81. CFPA
Magnesium turnings 0.16
Tetrahydrofuran 1.13
Bromo dichloro benzene 1.15
Tetramethyl benzidine 0.67
98% Sulphuric Acid 0.70
Toluene 0.51
2-bromo-4-fluoroaniline 0.93
Tripotassium phosphate 0.30
82. ACH
Ethyl 4,4-difluoro-3-oxobutanoate 0.94
Trimethyl Orthoformate 1.73
Acetic Anhydride 0.55
O-Ethyl Acrylate 1.06
Mono Methyl Hydrazine 1.17
Acetone 0.41
HCl 0.04
Sodium hydroxide 0.09
Sulfuric acid 0.13
Thionyl chloride 0.49
83. BDB
Ortho dichloro benzene 0.28
Aluminium trichloride 0.02
Bromine 1.13
HCl 0.05
Sodium thiosulfate 0.09

M/s. PI Industries Ltd. (Unit-II) 22
84. PRZ
Ethyl 4,4-difluoro-3-oxobutanoate 0.62
Acetic anhydride 1.36
Trimethylorthoformate 0.75
Acetone 0.45
Mono Methyl Hydrazine 0.79
Aq. HCl 0.07
Sodium Hydroxide 0.36
Sulfuric acid 0.19
85. DFEA
N methyl pyrolidine 2.27
Ammonia 1.04
Difluoro chloro ethane 0.79
86. EMTC
Ethyl acetoacetate 1.43
Sulfuryl Chloride 1.48
Tetrahydrofuran 2.28
Formamide 0.71
Phosphorous Pentasulphide 0.86
87. ETMD
2,5-Dimethylphenyl acetyl chloride 0.99
4-methoxy-cyclohexanone 0.77
Ammonia 1.80
Carbon Dioxide 0.17
HCl 0.22
Potassium Hydroxide 1.01
Chlorobenzene 1.70
Methanol 0.35
Sodium hydroxide 0.10
Sodium cyanide 0.32
Sulphuric Acid 0.04
88. HFMOP
OIME 2.48
Tetramethyl ammonium chloride 0.03
Potassium Hydroxide 0.08
Sodium Bicarbonate 0.04
Sodium Hypochlorite 0.06
Dimethyl sulfate 0.93
Sodium Hydroxide 1.70
Dimethyl Formamide 0.72
KF 0.13
89. MDO
Acetone 1.40
Epichlorohydrin 1.10
Tributyl amine 0.01
Tetra Ethylene Glycol 0.47
Potassium hydroxide 0.05
90. CMIBA

M/s. PI Industries Ltd. (Unit-II) 23
Isobutyryl Chloride 0.92
Paraformaldehyde 0.26
Anhydrous Zinc Chloride 0.02
91. CMTB
AE-014 0.73
Dimethyl Formamide 1.46
Sodium hydride 0.29
Tri Fluoroethanol (TFE) 1.46
Toluene 2.08
NaOH 0.23
92. PCBM
Chlorobenzene 1.99
Aluminum Chloride 1.77
Isobutyryl Chloride 1.25
1,2-Dichloro Ethane 0.71
Bromine 2.01
Sodium Bicarbonate 0.25
Sodium Methoxide 1.96
Morpholine 1.04
93. Negolyte
Catechol 0.88
Toluene 1.97
Titanium chloride 0.52
Sodium hydroxide 0.22
Potassium Hydroxide 0.31
Ethylene diamine tetra acetic acid 0.03

M/s. PI Industries Ltd. (Unit-II) 24
Annexure-II
Manufacturing Process
Insecticides and Intermediates
1. Bis (1, 2, 3-trithiacyclohexyl dimethyl lammonium) oxalate
Manufacturing Process:
Step-1 Thiosultape or Monosultape treated with Na2S5H2O and NaOH forms TCB
Step-2 TCB along with oxalic acid hydrate forms Thiocyclam Oxalate (THM)
Chemical reaction:
N
CH3
CH3
S
S
S
O
O OH
S
O
O
O Na
.H2O + Na2S.5H + NaOH N
CH3
CH3
S
S
S +2 Na2SO3.7
N
CH3
CH3
S
S
S
Thiosultap/Monosultap M.W.: 351.4
TCBM.W.:181.4
+
TCBM.W.:181.4
O
OHO
OH
.2H
Oxalic Acid HydrateM.W.:126.0
N
CH3
CH3
S
S
S .
O
OHO
OH
+2H2O
Thiocycalm OxalateM.W.: 271.40
Mass Balance:
Kg Kg
Monosultap 737 196 Effluent to ETP
Water 290
NaOH 80
Na2S 177
Hydrogen Peroxide 32
Oxalic acid Dihydrate 233 78 Residue to Incinerator
275 Effluent to MEE
1000 THM
Total 1549 1549
Formation of Step-1
Mass Balance of THM
Formation of THM

M/s. PI Industries Ltd. (Unit-II) 25
2. 3-Iodo-N2-(2-methyl-1-(methylsulfonyl)propan-2-yl)-N1-(2-
methyl-4-(perfluoropropan-2-yl) phenyl) phthalamide
Manufacturing Process:
Step-1 SAA and PDC react together along with Toluene, NaOH and NaHCO3 and
forms ISM. O-Toludine and RFBr are agitated with Na2S2O4, NaHCO3 p-PTSA and
TBAB to form RFA. Side by side SOD and DIH reacts in presence of Pd(AcO)2
and DMAC forms ISO.
Step-2 ISO is oxidized with H2O2 along with HCOOH and H2SO4 forms FLUB and
a wash with NaOH gives final Product FLUB.
Chemical Reaction:
ISM synthesis
CH3
CH3
NH2
SCH3
+
COCl
COCl
O
O
N
CH3
CH3
S
CH3
SAA PDCISM
1NaOH +
1NaHCO3
+Toluene
2NaCl + 2H2O + CO2
RFA Synthesis
NH2
CH3
F3C CF3
Br
F
NH2
CH3
F3C CF3F
Na2S2O4 + NaHCO3
2NaOH + NaBr + 2SO2 + H2O + CO2
o - Touledine RFBr
RFA
+TBME
SOD intermediate synthesis
O
O
N
CH3
CH3
S
CH3+
CF3F
CF3
NH2
CH3
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
ISMRFA
SOD intermediate
Toluene/DMAC

M/s. PI Industries Ltd. (Unit-II) 26
SOD Synthesis
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
SOD intermediate
+ H2O2
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
O
+ H2O
SOD
ISO synthesis
+
O
O
NH
NH
CH3CH3
S
CH3
O
CH3
F
F3CCF3
SOD
N
N
I
I
O
O
CH3
CH3
DIH
O
O
NH
NH
CH3CH3
S
CH3
O
CH3
F
F3C
CF 3
I
ISO
DMAC
22 +
NH
NHO
O
CH3
CH3
FLUB Synthesis
O
O
NH
NH
CH3CH3
S
CH3
O
CH3
F
F3CCF 3
I
ISO
+ H2O
2
Hydrogen peroxide
O
O
NH
NH
CH3CH3
CH3
F
F3CCF 3
I
S
O
O
CH3
FLUB
HCOOH
H2SO4 +H2O
2NaOH
O
O
NH
NH
CH3CH3
CH3
F
F3CCF 3
I
S
O
O
CH3
+ 3H2O + CO 2 + Na 2SO4 + H 2
FLUB

M/s. PI Industries Ltd. (Unit-II) 27
Mass Balance:
Kg Kg
Stage-I
Water 133 8 Effluent to incinerator
NaHCO3 21 1159 ISM
NaOH 65
Toluene 467
SAA 184
Phthaloyl dichloride (PDC) 298
Stage-II
TBME 839 822Rec. Tert butyl methyl
ether
RFBr 413 200 Effluent to ETP
O-Toluidine 195 245 Residue to Incinerator
Sodium bicarbonate 65 659 RFA
Na2S2O4 43
DM Water 372
RFA (Stage-I) 659 695 Effluent to MEE
ISM (Stage-II) 1159 832 Toluene recycled
N,N-Dimethyl acetamide 283 889 Effluent to ETP
Toluene 849 272N,N-Dimethyl
acetamide recycledH2O2 206
DIH 209 309 Effluent to ETP
DMAC 75 72 DMAC recovered
DM Water 250
98% Formic acid 55 108 Effluent to ETP
Conc. H2SO4 41 302 Residue to Incinerator
Hydrogen Peroxide 132 1000 Flub
DM Water 504
Caustic soln 58
Total 7572 7572
Formation of Flub
Mass balance of Flub
Formation of ISM
Formation of RFA
Formation of SOD
Formation of ISO
M/s. PI Industries Ltd. (Unit-II) 28
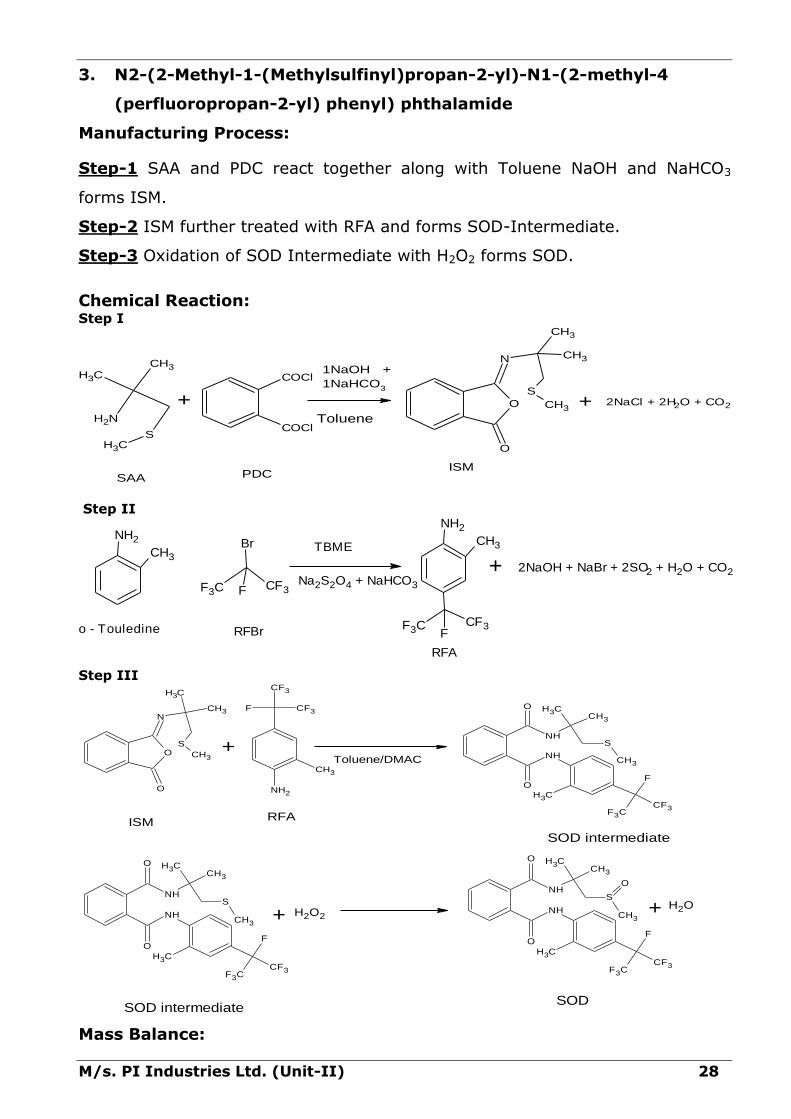
3. N2-(2-Methyl-1-(Methylsulfinyl)propan-2-yl)-N1-(2-methyl-4
(perfluoropropan-2-yl) phenyl) phthalamide
Manufacturing Process:
Step-1 SAA and PDC react together along with Toluene NaOH and NaHCO3
forms ISM.
Step-2 ISM further treated with RFA and forms SOD-Intermediate.
Step-3 Oxidation of SOD Intermediate with H2O2 forms SOD.
Chemical Reaction: Step I
CH3
CH3
NH2
SCH3
+
COCl
COCl
O
O
N
CH3
CH3
S
CH3
SAA PDCISM
1NaOH +
1NaHCO3
+Toluene
2NaCl + 2H2O + CO2
Step II
NH2
CH3
F3C CF3
Br
F
NH2
CH3
F3C CF3F
Na2S2O4 + NaHCO3
2NaOH + NaBr + 2SO2 + H2O + CO2
o - Touledine RFBr
RFA
+TBME
Step III
O
O
N
CH3
CH3
S
CH3+
CF3F
CF3
NH2
CH3
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
ISMRFA
SOD intermediate
Toluene/DMAC
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
SOD intermediate
+ H2O2
O
O
NH
NH
CH3CH3
S
CH3
CH3
F
F3CCF3
O
+ H2O
SOD
Mass Balance:

M/s. PI Industries Ltd. (Unit-II) 29
Kg Kg
Stage-I
Water 141 9 Effluent to incinerator
NaHCO3 22 1229 ISM
NaOH 68
Toluene 496
SAA 195
Phthaloyl dichloride (PDC) 316
Stage-II
TBME 890 872Rec. Tert butyl methyl
etherRFBr 437 313 Effluent to ETP
O-Toluidine 311 257 Residue to Incinerator
Sodium bicarbonate 68 699 RFA to next step
Na2S2O4 39
DM Water 613
RFA (Stage-II) 699 792 Effluent to MEE
ISM (Stage-I) 1229 882 Toluene recycled
N,N-Dimethyl acetamide 300 243 Effluent to ETP
Toluene 540 288N,N-Dimethyl acetamide
recycledH2O2 219 1000 SOD
Total 6584 6584
Mass Balance of SOD
Formation of ISM
Formation of RFA
Formation of SOD

M/s. PI Industries Ltd. (Unit-II) 30
4. 2-Methyl 1-Methylthio-2-Propanamine
Manufacturing Process:
Step-1 The AMP (2-amino-2-methyl-1-propanol) solution reacted with ~ 50%
sulfuric acid to form intermediate (2-amino-2-methylpropyl hydrogen sulfate).
Step-2 Intermediate is reacted with sodium methyl mercaptide solution in
presence of caustic solution to form MMTPA. The reaction mass is subsequently
worked-up to get crude MMTPA. Thereafter, crude MMTPA is fractionated to
obtain final MMTPA
Chemical Reaction:
Step I
CH3
NH2
CH3OH
H2SO4 H2O
CH3
H3N+
CH3OSO3 -
2-amino-2-methyl-1
-propanol
2-amino-2-methylpropyl
hydrogen sulfate (Ester)
++
Sulfuric acid
Step II
CH3
H3N+
CH3OSO3 -
2-amino-2-methylpropyl
hydrogen sulfate (Ester)
CH3SNa NaOH
CH3
H2N
CH3SCH3
2-methyl-1-methylthio
-2-propanamine
(MMTPA)
+ + Na2SO4 + H2O
Sodium methyl
mercaptide
+
Mass Balance:
Kg Kg
2-amino-2-methyl-1-
propanol748
Sulfuric Acid 330 151 Effluent to ETP
Sodium Methyl
Mercaptide588 1120 Effluent to MEE
Caustic Soda 34 225 Salt to Incinerator
Water 797 1000 MMTPA
Total 2496 2496
Formation Step 1
Mass Balance of 2-Methyl 1-Methylthio-2-Propanamine/MMTPA/SAA
Formation of 2-methyl 1-
methylthio-2-
propanamine/MMTPA/SA
A

M/s. PI Industries Ltd. (Unit-II) 31
5. 3-chloro-2-hydrazinopyridine
Manufacturing Process:
Step-1 Chlorine gas along with AMP and hydrochloric acid gives CAMP
Step-2 CAMP is further reacted with NaNO2 with charging of HCl produce DCP
Step –3 DCP is further reacted with Hydrazine mono hydrate to form final
product 3-chloro-2-hydrazinopyridine (CHDP)
Chemical Reaction: Step I
N
NH2
N
NH2
Cl
3-Aminopyridine
(AMP)
2-Chloro-3-Aminopyridine
(CAMP)
Cl Cl+
Chlorine gas
+ ClH HCl
Step II
N
NH2
Cl N
Cl
Cl
2-Chloro-3-Aminopyridine
(CAMP)
2,3-Dichloropyridine
(DCP)
+ NaCl +N2(g)++ NaNO2 + 2 2 H2
Step III
N
Cl
Cl
2,3-dichloropyridine
+ NH2.NH2 H2O
N
Cl
NHNH2
3-chloro-2-hydrazinopyridine(DCP)
(CHDP)
+ H2O+ HCl
Hydrazine mono hydrate
Mass Balance:
Kg Kg
HCl 33 187 Effluent to Incinerator
3-Amino Pyridine 431 251 Effluent to MEE
Chlorine 390
DM Water 453
HCl 12 686 Effluent to MEE
Sodium Nitrate 231 118 Residue to incinerator
DM Water 348
Copper Chloride 32
Hydrazine hydrate 524 312 Effluent to ETP
DM Water 178 78 LOD to incinerator
1000 CHDP
Total 2633 2633
Formation of
Step 1
Formation of
Step 2
Mass Balance of CHDP
Formation of
Step 3

M/s. PI Industries Ltd. (Unit-II) 32
6. 2, 6- dichloro-4-(trifluromethyl) pyridine-3-carbonitrile
Manufacturing Process:
Ethyl 4,4,4-trifluoroacetoacetate and Cyanoacetamide along with KOH and
MeOH forms 2,4-dioxo-6-(trifluoromethyl)-1H-pyridine-3-carbonitrile. 2, 4-
dioxo-6-(trifluoromethyl)-1H-pyridine-3-carbonitrile is further treated with
POCl3 and Chlorine is added with benzene ring. Hydrogen gas is allowed to pass
in the reaction vessel in presence of sodium acetate which removes the chlorine
from benzene ring. And in the end sodium hydroxide and hydrochloric acid are
added to form final product TFNA.
Chemical Reaction:
O
OO
F
FF
+ N NH2
O
C C
KOH
MeOH
NH
F
FF
N
OH
O
C
+ + H2OCH3CH2OK
NH
F
FF
N
OH
O
C
N
F
FF
N
Cl
Cl
POCl
C
+ H3PO4 + HCl
H2O
N
F
FF
N
Cl
Cl
C
NaOAc
N
F
FF
N
C
+ CH3COOH + NaCl2 2H2
N
F
FF
N
C
NaOH
HCl
N
F
FF
OH O
C
+ NH3 + NaCl

M/s. PI Industries Ltd. (Unit-II) 33
Mass Balance:
Kg Kg
KOH 81 238 Effluent to ETP
2-Cyanoacetamide 332
ethyl 3-oxo
trifluoroacetoacetate291
methanol 150
Water 399
Water 445 470 Effluent to ETP
POCl3 566
Sodium acetate 432 696 Effluent to MEE
69 Residue to Incinerator
Sodium Hydroxide 46 370 Effluent to ETP
HCl 16 87 LOD to incinerator
Water 172 1000 TFNA
Total 2930 2930
Formation of Step 1
Formation of Step 2
Formation of Step 4
Mass Balance of TFNA
Formation of Step 3

M/s. PI Industries Ltd. (Unit-II) 34
7. 5-Benzyl-1-Methyl, 2-Nitro 2 imino-tetrahydro 1, 3, 5-trizan
Manufacturing Process:
1-Phenylmethanamine, Methylnitroguanidine & Formaldehyde are charged in the
reaction mixture to form BNHT
Chemical Reaction:
N
NH2
NH CH3O2N
+
NH2
+ O CH2
N
NH
NH
N
NO2
Methylnitroguanidine 1-phenylmethanamine Formaldehyde BNHT
+ H2O
Mass Balance:
Kg Kg
Water 873 1289 Effluent to ETP
1-Phenylmethanamine 446 1000 BNHT
Methylnitro Guanidine 446
Formaldehyde 524
Total 2289 2289
Formation of
BNHT
Mass Balance of BNHT

M/s. PI Industries Ltd. (Unit-II) 35
8. 3-Aminomethyl tetrahydrofuran
Manufacturing Process:
2-butene 1, 4-diol & 4-hydroxy 2-(hydroxyl methyl) butanal is added and
agitated with H2SO4 and toluene, forming tetrahydrofuran -3-carbaldehyde
mass. Ammonia is gradually added to agitator forming final product 3-
Aminomethyl tetrahydrofuran.
Chemical Reaction:
O
NH2
Raney Ni, Aq. NH 3
OH
OH
CHO
4-hydroxy-2-(hydroxymethyl)butanal
H2SO4
Toluene O
CHO
tetrahydrofuran-3-carbaldehyde
+ H2O
AETF
OH
OH2-butene-1,4-diol
CO
H2
Mass Balance:
Kg Kg
2-butene-1,4-diol 855
Carbon monoxide 12
Hydrogen 14
Sulfuric acid 15 144 Effluent to MEE
Toluene 735 713 Toluene recovered
70 Residue to Incineration
Raney Nickel 1 674 Effluent to ETP
Ammonia 292 551 Ethyl Acetate Recovered
Water 651 47 Residue to Incineration
Ethyl Acetate 623 1000 AETF
Total 3198 3198
Mass Balance of AETF
Formation of
Step 1
Formation of
Step 2
Formation of
AETF

M/s. PI Industries Ltd. (Unit-II) 36
9. 3-(dimethoxy phosphinothioyl sulfanyl methyl)-5-methoxy-1, 3, 4-
thiadiazol-2-one
Manufacturing Process:
Step-1 Reaction of Phosphorous-pentasulfide with Methanol along with toluene
and catalyst forms DMTP
Step-2 Chloromethylation of M-Thiazone with paraformaldehyde and HCl gas
along with EDC froms CMMT
Step-3 Reaction of CMMT and DMTP with conc. H2SO4 form final product MTN.
Chemical Reaction
Step I
Step II
Step III
S
N N
OH3CO
Cl
CMMT
S
N NH
OH3CO
M-Thiazone
+ (CH2O)
n + HCl (gas)
Paraformaldehyde
EDC
+ H2O
P4S10 + 8 CH3OH
Toluene
TBAB catalystP
SOCH3
OCH3
SH + 2 H2S
DMTP
4
Phosphorouspentasulphide
S
N N
OH3CO
Cl
+ P
SOCH3
OCH3
SH
Con. H2SO
4
P
S OCH3
OCH3S
S
N N
OH3CO
+ HCl
CMMT / EDC DMTP MTN

M/s. PI Industries Ltd. (Unit-II) 37
Mass balance:
Kg Kg
Stage-I
Toluene 436 34 Effluent To MEE
P2S5 509 425 Rec Toluene
Methanol 293 742 DMTP
TBAB 5 42 NaSH by-product
Stage-II
Dry HCl gas 171 33 Effluent to MEE
EDC 1146 1723 CMMT solution in EDC
M-Thiazone 353
Paraformaldehyde 86
CMMT solution in EDC
(Stage-I)
1723 592 Effluent to ETP
DMTP (Stage-I) 742 1236 EDC Distillate recycled
98% H2SO4 37 86 Residue to incineration
Water 287 1000 MTN
EDC 125
Total 5913 5913
Formation of
DMTP
Formation of
CMMT
Formation of
MTN
Mass Balance of MTN

M/s. PI Industries Ltd. (Unit-II) 38
10. (RS)-(O-2,4-dichlorophenyl O-ethyl S-propyl phosphorodithioate)
Manufacturing Process:
Step-1 n-Propyl Mercaptane Phosphorus trichloride and sulful reacts together
with MEP to forms Propyl phosphorodichlorido dithioate.
Step-2 In second step K-500 and ethanol reacted with methlethyl pyridine
along with toluene to form k-550.
Step-3 K-550 treated with 2, 4-DCP and NaOH to form PTF.
Chemical reaction: Step I
Step II
Step III
CH3
SH
+ +
CH3
SP
Cl
Cl S
n-Propyl mercaptane Phosphorous trichloride
MEP
PCl 3S
HCl
Sulphur
+Propyl
phosphorodichloridodithioate
K-500
P
Cl
ClS
SCH3 + CH3OH P
Cl
OS
SCH3 CH3 +
K-550Ethanol
+N
CH3
CH3
Methylethyl pyridine
Toluene
N
CH3
CH3HCl
methylethyl pyridine.HCl
P
OO
SS
CH3
CH3
Cl
Cl
MW 345.24
PTF
P
Cl
OS
SCH3
CH3
K-550
+
2,4-DCP
OH
Cl Cl
MW 163
+ NaCl+ NaOH
+ H2O

M/s. PI Industries Ltd. (Unit-II) 39
Mass Balance:
Kg Kg
Sulphur 76 36Residue To
incinerationPCl3 380
n-Propyl Mercaptane 150
Toluene 402 107 Effluent to ETP
Methyl Ethyl Pyridine 535 374 Toluene Recycled
Ethanol 108
2,4 Dichlorophenol 278 981 Effluent to MEE
NaOH 15 1000 Final PTF
DM water 555
Total 2498 2498
Mass Balance of PTF
Preparation of K-
550
Preparation of
PTF
Preperation of K-
500

M/s. PI Industries Ltd. (Unit-II) 40
POCH3S
OCH3SH+ + H2S
O,O-dimethyl hydrogen dithiophosphate
CatalystCH3OH P2S5
POCH3S
OCH3SH + Na OHP
OCH3S
OCH3S
Na
+ OH2
O,O-dimethyl hydrogen dithiophosphate sodium salt O,O-dimethyl hydrogen dithiophosphate
11. Phosmet
Manufacturing Process:
Step-1 Phosfuruspenta sulfide and methanol forms Intermediate
Step-2 Intermediate further treated with NaOH forms O, O-diethyl hydrogen
dithiophosphate sodium salt.
Step-3 1Hisoindole-1,3-(2H) dione and HCHO forms HMP.
Step-4 HMP with Thionyl chloride forms mass of CMP
Step-5 CMP treated with O, O-diethyl hydrogen dithiophosphate sodium salt
form PNT along with NaCl.
Chemical Reaction:
Step I
Step II
Step III
NH
O
O
+ CH2O (Aq.) N
O
O
OH
1H-isoindole-1,3(2H)-dione 2-(hydroxymethyl)-1H-isoindole-1,3
(2H)-dione
formaldehyde
(Phthalimide (S)) (HMP)
Step IV
N
O
O
OH+ SOCl2 N
O
O
Cl
+ SO2 + HCl
2-(hydroxymethyl)-1H-isoindole-1,3(2H)-dione
2-(chloromethyl)-1H-isoindole-1,3(2H)-dione
Thionyl chloride
Sulfur dioxide
(HMP) (CMP) Step V

M/s. PI Industries Ltd. (Unit-II) 41
N
O
O
Cl
+S
P
SO
O
CH3
CH3
Na N
O
O
S P
S
O
O CH3
CH3
S-[(1,3-dioxo-1,3-dihydro-2H-isoindol-2-yl)methyl] O,O-dimethyl dithiophosphate
+ NaCl
2-(chloromethyl)-1H-isoindole-1,3(2H)-dione
Na-DMTA
(CMP) (PMT)
Mass Balance:
Kg Kg
Stage-I
23.5 % NaOH sol. 380 492 27% NaSH-by product
328 H2S Gas
Methanol 295 10 Filter Solid to incinerator
Phosphorous
pentasulfide536 36 Pre Cut recycle
Catalyst 2 88 Residue to incinerator
Caustic 31 618 Na-DMTA
Stage-II
Water 355 327 Effluent to ETP
Phthalimide 370 708 HMP
37% formalin 310
Na-DMTA (Stage-I) 618 361 SO2+HCl Scrubber spent
HMP (Stage-II) 708 957 Effluent to ETP
Thionyl Chloride 627 1000 PMT
Water 308
NaOH 56
Total 4596 4596
To caustic scrubber
Formation of Na-DMTA
Mass Balance of PMT (Phosmet)
Formation of HMP
Formation of CMPand
PMT, Crystallisation,
Filtration and drying

M/s. PI Industries Ltd. (Unit-II) 42
12. 3-Methyl Antranilic Acid
Manufacturing Process:
Step-1 2-Nitro 1, 3-diMethyl Benzene and Acetaldehyde react with each other in
presence of oxygen and Acetic Acid forms 2-Nitro 3-Methyl Benzoic Acid.
Step-2 2-Nitro 3-Methyl Benzoic Acid along with Hydrogen gas reacts with
methanol. Agitation of the reaction mass provides the final product 3-Methyl
antranilic acid.
Chemical Reaction:
Step I
Step II
Mass Balance:
Kg Kg
Acetic Acid 1981 1942 Acetic acid recovered
2-Nitro-1,3-
dimethylbenzene757 910 Effluent to MEE
Acetaldehyde 289
DM Water 532
Oxygen 509
Methanol 1815 7 H2 to atmosphere
Hydrogen Gas 25 513 Effluent to ETP
DM Water 234 1770 Methanol recycled
1000 Q4039
Total 6142 6142
Formation of
Step 1
Mass Balance of Q4039
Formation of
Q4039
NO2
CH3 CH3
NO2
CH3 COOH
Acetic acidCH3
O
HCH3
O
OH++
2-Nitro-1,3-dimethyl benzene Acetaldehyde2-Nitro-3-methyl
benzoic acid
+ H2O
+ 2O2
Oxygen Acetic acid
NO2
CH3 COOH
2-Nitro-3-methyl benzoic acid
+ 3H2
Methanol
NH2
CH3 COOH
+ 2H2O
3-Methyl anthranilic acid

M/s. PI Industries Ltd. (Unit-II) 43
13. 3-Methyl-2-Nitrobenzoic acid
Manufacturing Process:
2-Nitro 1,3-dimethyl benzene along with acetaldehyde reacts with each other in
addition to Co(CH3CO2)2 and Acetic Acid, in presence of air forms 3-Methyl-2-
Nitrobenzoic acid.
Chemical Reaction:
Mass Balance:
Kg Kg
Acetic Acid 357 547 Effluent to ETP
2-Nitro-1,3-
dimethylbenzene840 343
Acetic Acid
recovered
Acetaldehyde 264 156 LOD to incinerator
DM Water 585 1000 YB449
Total 2046 2046
Mass Balance of YB449
Formation
of Step 1
NO2
CH3 CH3
NO2
CH3 COOHCo(CH3CO2)2
Acetic acidCH3
O
HCH3
O
OH+ +
MW 151.16 MW 44.05 MW 181.14MW 60.05
2-Nitro-1,3-dimethyl benzene Acetaldehyde
110°C
700-900 psgi
+ H2O
Air
MF C8H
9NO
2MF C
2H
4O MF C
8H
7NO
4MF C
2H
4O
2
+ 2O2
Acetic acidYB449

M/s. PI Industries Ltd. (Unit-II) 44
14. 2-amino-5-chloro-N, 3-dimethylbenzamide
Manufacturing Process:
Step-1 2-Nitro 1, 3-diMethyl Benzene and Acetaldehyde react with each other in
presence of oxygen and Acetic Acid forms 2-Nitro 3-Methyl Benzoic Acid.
Step-2 Along with Hydrogen gas 2-Nitro 3-Methyl Benzoic Acid. Will reacts with
Methanol and agitation provides final product 3-Methyl antranilic acid.
Step-3 Ethyl Chloro Formate along with toluene, NaOH and K2CO3 is agitated
with 3-Methyl antranilic acid further to form Compound-C Na Salt. In this mass,
hydrochloric acid is passed which removes the Sodium and forms Compound-C.
Step-4 Compound C is further treated with aq. HCl or H2O2 as oxidizing reagent
and Acetic Acid forms compound-D.
Step-5 Reaction of Compound-D with Methane sulphonic acid and Toluene
reflux forms Compound E.
Step-6 Compound E and Methylamine reacts together along with acetic acid or
ethyl acetate to form intermediate which further converts to final product DPX.
Chemical Reaction:
Step I
Step II
NO2
CH3 CH3
NO2
CH3 COOH
Acetic acidCH3
O
HCH3
O
OH++
2-Nitro-1,3-dimethyl benzene Acetaldehyde2-Nitro-3-methyl
benzoic acid
+ H2O
+ 2O2
Oxygen Acetic acid
NO2
CH3 COOH
2-Nitro-3-methyl benzoic acid
+ 3H2
Methanol
NH2
CH3 COOH
+ 2H2O
3-Methyl anthranilic acid

M/s. PI Industries Ltd. (Unit-II) 45
Step III
Step IV
Step V
Step VI
+
Ethylchloroformate
MW 108.52
NH2
COOH
CH3
DPX-Q4039
MW 151.16
Cl
O
O CH3NaOH
NH2
COONa
CH3
DPX-Q403Na-Salt
+
NHCOOC 2H5
COONa
CH3
+ NaCl
MW 58.5
Toluene
Water
Aq. NaOH
Aq. K2CO3
HCl
NHCOOC 2H5
COOH
CH3
Compound-C Na-Salt
Compound-C
MW 223.22
+ NaCl
MW 58.5
NHCOOC 2H5
COOH
CH3
Cl
Compound-D
MW 257.67
NHCOOC 2H5
COOH
CH3
Compound-C
MW 223.22
aq. HCl / H2O2
+ 2 H2O
Acetic acid
Yield 90%
Compound-E
MW 211.60
NHCOOC 2H5
COOH
CH3
Cl
Compound-D
MW 257.67
CH3
ClO
NH
O
O
+Toluene
C2H
5OH
Methane sulphonic acid
MW 46
Reflux
+
Methylamine
MW 31.05 MW 242.65
CH3
ClNH
NH
O
CH3
O
OH
Compound-E
MW 211.60
CH3
ClO
NH
O
O
CH3 NH2
Ethylacetate / Acetic acid
Yield 95%
CH3
ClNH
NH2
O
CH3
+ CO2
DPX-G2S78 or Compound-FMW 198.64
Intermediate
55-60oC

M/s. PI Industries Ltd. (Unit-II) 46
Mass Balance:
Kg Kg
Acetic Acid 762 383 Effluentto MEE
Oxygen 36 729 Effluent to ETP
2-Nitro-1,3-
dimethylbenzene
1004732 Acetic Acid recovery
Acetaldehyde 352 35 Residue to Incinerator
DM Water 744
NaOH flaks 78
Methanol 1097 1064 Methanol recycle
H2 Gas 41
Water 872 814 Toluene recovered
Aq. NaOH 185
Aq. K2CO3 100
Toluene 857
Ethyl chloroformate 80
HCL 55
Acetic Acid 969 372 Effluent to Incinerator
Conc. HCl 16 416 Effluent to MEE
Hydrogen Peroxide 57 616 Effluent to ETP
Na2SO3 8 930 Acetic acid recovery
Water 213
Toluene 1771 1700 Toluene recovered
Methane sulpfonic
acid)
20484 Effluent to ETP
DM Water 228
Ethyl acetate 965 927 Ethyl acetate recycle
Acetic acid 480 456 Acetic acid recovered
Methylamine 228 250 LOD to incinerator
DM Water 254 8 CO2 gas
555 Effluent to ETP
1000 DPX
Total 11471 11471
Formation of setp-
6
Mass Balance of DPX
Formation of
Step 1
Formation of
Step 2
Formation of
Step 3
Formation of
Step 4
Formation of
Step 5

M/s. PI Industries Ltd. (Unit-II) 47
15. 3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylic acid
Manufacturing Process:
Step-1 3-Chloro-2-hydrazinopyridine and diethyl maleate is mixed in agitator to
form intermediateEthyl-(3-choropyridine-2-yl)-5ox-o-pyrazolidine-3-carboxylate
Step-2 ACN and Potassium oxy bromine are added to this intermediate to form
Ethyl-3-bromo-1-(3-chloropyridine–2-yl)-4, 5-oxo-pyrazolidine-3- carboxylate.
Step-3 Furthe H2SO4 is added with CH3CN to Ethyl-3-bromo-1-(3-chloropyridine
– 2-yl) -4,5-oxo-pyrazolidine-3-carboxylate and agitated to form Ethyl-3-bromo-
1-(3-chloropyridine – 2-yl) 1-H pyrazole-5- carboxylate.
Step-4 Ethyl group is substituted by Sodium Hydroxide to forms Sodium -3-
bromo-1-(3-chloropyridine-2-yl) 1-H pyrazole-5- carboxylate. Hydrochoric acid
is gradually added to the solution to remove the Sodium and to form final
product 3-bromo-1-(3-chloropyridine-2-yl) 1-H pyrazole-5-carboxylic acid
(BPCA).
Chemical Reaction:
Step I
NCl
NHNH2
+ CH3 O
O CH3
O
O
N
NNH
O
O
O
CH3
Cl
3-Chloro-2-hydrazino pyridine
FW: 143.574
Diethyl maleate
FW : 172:178
Ethyl-(3-chloropyridin-2-yl)-5-oxo-pyrazolidine-3-carboxylate
FW : 269.689
+ C2H5OH
Step II
N
NNH
O
O
O
CH3
Cl
POBr3
N
NN
Br
O
O
CH3
Cl+ H3PO4
Ethyl-(3-chloropyridin-2-yl)-5-oxo-pyrazolidine-3-carboxylate
FW : 269.689
Ethyl-3-bromo-1-(3-chloropyridin-2-yl)-4,5-oxo-pyrazolidine-3-carboxyate
FW : 332.581
+
ACN
3
3
Step III
N
NN
Br
O
O
CH3
ClN
NN
Br
O
O
CH3
Cl
+
ethyl-3-bromo-1-(3-chloropyridin-2-yl)-4,5-oxo-pyrazolidine-3-carboxylate
FW : 332.581
ethyl-3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylate
FW : 330.565
H2
H2SO4, Potassium Per Sulphate
CH3CN
Step IV

M/s. PI Industries Ltd. (Unit-II) 48
N
NN
Br
O
O
CH3
Cl
NaOH N
NN
Br
ONa
OCl C2H5OH+
ethyl-3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylate
FW : 330.565
Sodium3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylic acid
FW : 324.493
+
N
NN
Br
ONa
OCl +
FW : 36.46
HClN
NN
Br
OH
OCl
3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylic acid
FW : 302.512 FW : 58.44
+ NaCl
Sodium3-bromo-1-(3-chloropyridin-2-yl)-1H-pyrazole-5-carboxylic acid
FW : 324.493
Mass Balance:
Kg Kg
Water 752
3 chloro-2-pyridinone
hydrazone460 732 Ethanol Recovered
diethyl maleate 640
Acetonitrile 1770 1717 Acetonitrile recovered
phosphorous oxy bromide 760 523 Effluent to ETP
Water 2105 250 Solid Waste to incinerator
Acetonitrile 385 122 Effluent to MEE
Sulphuric Acid 760 18 H2 to atmosphere
potassium per sulphate 523 373 Acetonitrile recovery
Acetonitrile 868 850 Acetonitrile recovery
Water 72 2500 Effluent to MEE
Sodium Hydroxide 160 1525 Effluent to incineration
HCl 355 1000 BPCA
Total 9610 9610
Mass Balance of BPCA
Formation of
Step 1
Formation of
Step 2
Formation of
Step 3
Formation of
Step 4

M/s. PI Industries Ltd. (Unit-II) 49
16. 3-[2-[4-(1, 1-dimethylethyl) phenyl] ethoxy] Quinazoline
Manufacturing Process:
Step-1 4-OHQ is added in solution of Thionyl Chloride in reactor to form 4-CQ
Step-2 4-CQ and TBPE both chemical are treated in a reaction vessel to form
FNZQ.
Chemical Reaction:
N
N
OH
+ SOCl2
4-OHQ Thionyl Chloride
N
N
Cl
4-CQ
+ SO2 + HCl
Step-I
OH
CH3 CH3
CH3
CH3
CH3CH3
N
N
O
N
N
Cl
4-CQ
+
TBPE FNZQ
+ HCl
Step-II
Mass Balance:
Kg Kg
Caustic Solution 492 564 Scrubber spent to MEE
34 SO2
38 HCl
Thionyl Chloride 1504
4-OHQ 175 1420 Effluent to ETP
Water 954
TBPE 229 143 HCl By-Product
Water 366 593 Effluent to MEE
1000 FNZQ
Total 3720 3720
Mass Balance of FNZQ
Formation of
Step 1
Formation of
Step 1

M/s. PI Industries Ltd. (Unit-II) 50
17. 2-ethyl-3, 7-dimethyl-6-[4-(trifluoromethoxy)phenoxy]-4-quinolyl
methyl carbonate
Manufacturing Process:
Step-1 PTC reacts with chorine and forms CMBC
Step-2 CMBC reacts with IPA forms CMBP
Step-3 CMBP is treated with HNO3, MDC and Sulfuric Acid to form CMNBP
Step-4 CMNBP and TFMP are treated in an agitator with K2CO3 and DMAC to
form NPBP.
Step-5 NPBP autoclaved with hydrogen and methanol forms APBP
Step-6 APBP treated with 3-Pentanol and Xylene forms PQO
Step-7 PQO reacts with NaOH, TBAB, DMC and Toluene to forms FMTQ
Chemical reaction:
Step I
Step II
Step III
Step IV
Cl O
C H 3 Cl
O
C H 3
Cl + HCl
PTC CMBC +
Cl 2
Chlorine Hydrochloric acid
FeCl3
O
O
CH3
Cl
CH3
CH3
+ HCl
CMBC
Cl
O
CH3
Cl
CMBP
+
CH3
CH3OH
IPA
O
O
CH3
Cl
CH3
CH3
CMBP CMNBP
O
O
CH3
Cl
CH3
CH3
NO2
+ H2O
MDC
H2SO4HNO3+
O
O
CH3
Cl
NO2
CH3
CH3
CMNBP TFMP
+
NPBP
DMAc
+
OH
F3CO
O
O
CH3 NO2
CH3
CH3
O
F3CO+
K2CO3
+ KClKHCO3

M/s. PI Industries Ltd. (Unit-II) 51
Step V
Step VI
Step VII
APBPNPBP
O
O
CH3 NO2
CH3
CH3
O
F3CO + 3H2
Methanol
In Autoclave O
O
CH3 NH2
CH3
CH3
O
F3CO +2H2O
CH3 CH3
O
O
O
CH3 NH2
CH3
CH3
O
F3CO+
3-Pentanone
AlCl3
O
CH3 NH
O
F3CO
CH3
CH3
APBP
PQO
+CH3
CH3
OH
+
Isopropanol
+ H2O + 3HCl + Al(OH)
3
+ 3H2O
Xylene
DMAC,Toluene
DMAC
Toluene
+
Cl O
O
CH3
O
CH3 N
ONa
CH3
CH3
F3CO
O
CH3 N
H
O
CH3
CH3
F3CO
PQOPQO-Na salt
MCF
O
CH3 N
O
CH3
CH3
F3CO
OCH3
O
+
H2O
NaCl
FMTQ
TBAB+ NaOH

M/s. PI Industries Ltd. (Unit-II) 52
Mass Balance:
Kg Kg
PTC (p-Toluyl chloride) 462
FeCl3 (Iron chloride) 2 86 HCl by-product
Cl2 gas (Chlorine gas) 624
IPA 956 348 HCl by-product
494 Effluent to ETP
MDC 430 1198 Effluent to MEE
H2SO4 183 421 MDC-recycled
HNO3 107 250 Residue to incinerator
Water 193
DMAC 817 278 Effluent to ETP
TFMP 581 800 DMAC-recycled
K2CO3 45
Water 162
Methanol 191 262 Effluent to MEE
Water 620 188 Methanol Recovered
Hydrogen 3
Xylene 486 672 Effluent to MEE
AlCl3 68 101 Residue to Incinerator
3-Pantanone 337 392 HCl by-product
Sulfolane 314 471 Xylene recovered
337 Isopropanol recovered
DMAC 1485 395 Effluent to MEE
Methyl chloroformate 243 1433 DMAC-recycled
NaOH 20 241 LOD to incinerator
TBAB 40 225 Toluene recycled
Toluene 237 1000 FMTQ
Water 986
Total 9592 9592
Mass Balance of FMTQ
Preparation of
CMBC
Formation of FMTQ
Preparation of
CMBP
Formation of
CMNBP
Formation of NPBP
Formation of PQO
Formation of APBP

M/s. PI Industries Ltd. (Unit-II) 53
18. Dimethyl Cyanodithioimido Carbonate
Manufacturing Process:
Carbon Disulfide and Cyanimide are mixed with Methyl Chloride to form
Dimethyl cyano dithioimido carbonate (CCITM)
Chemical Reaction:
N
N S
S
CH3
CH3
Mol. Formula = C4H6N2S2
Mol. Wt. = 146.23384
dimethyl cyanodithioimidocarbonate
++SS
Mol. Formula = C S2
Mol. Wt = 76.143
N NH2
Mol. Formula = C H2 N2
Mol.Wt. = 42.040
Cyanamide
CH3
Cl
Carbon disulfide
Mol. Formula = C H3 Cl
Mol. Wt.= 50.487
Methyl chloride
2 + 2HCl
Hydrochloric acid
Mol. Formula = HClMol. Wt. = 36.5
Mass Balance:
Kg Kg
Aq. Cynamide 129 462 Effluent to Incinerator
Carbondisulphide 448 610 Effluent to ETP
Methylchloride 810 74 HCl by-product
DM Water 759 1000 CCITM
Total 2146 2146
Mass Balance of CCITM
Formation of
CCITM

M/s. PI Industries Ltd. (Unit-II) 54
19. 2-chloro-5-chloromethyl pyridine
Manufacturing Process:
Step-1 3-Picoline when reacted with H2O2 and H2SO4 in a reaction vessel forms
3-Picoline –N-Oxide Solution.
Step–2 This 3-Picoline-N-Oxide Solution is further treated with triethyl amine,
benzoyl chloride and MDC to form CMP Isomers.
Step–3 Chlorine gas along with CMP and AIBN gives 2-Chloro 5- Chloro Methyl
Pyridine (CCMP)
Chemical Reaction:
Step I
N
CH3
+ H2O2
H2SO4
N
CH3
O-
+ H2O
3 - PicolineHydrogen Peroxide
3 - Picoline - N- Oxide
Step II
+
CMP
N+
CH3
O-
N
CH3
Cl
MDC
3- Picoline-N-Oxide CMP Isomer
N
CH3
Cl
+
ClO
benzoyl chloride
+ N
CH3
CH3
CH3
+
H
N+
CH3
CH3
CH3
O-
O
Triethyl amine
Triethyl amine benzoate
H
N+
CH3
CH3
CH3
O-
O
Triethyl amine benzoate
H O
O
N
CH3
CH3
CH3
+ NaOH + + NaCl
Sodium hydroxide Triethyl amine benzoic acid
Sodium chloride
+ HCl
+ H2O
Water

M/s. PI Industries Ltd. (Unit-II) 55
Step III
Mass Balance:
Kg Kg
Water 1028 997 Effluent to ETP
Sodium Tungstate 10 97 Salts to incinerator
Sulphuric Acid 93
3-Picoline 927
Hydrogen Peroxide 812
MDC 739 724 MDC-recycled
Triethyl Amine 989 959 Triethylamine recycled
HCl 13 652 Benzoic acid recycled
Benzoyl Chloride 412 206 Effluent to MEE
Sodium Hydroxide 31 423 Effluent to ETP
Water 50 345 Effluent to MEE
Chlorine Gas 407 142 Residue to incinerator
AIBN 34 1000 CCMP
Total 5545 5545
Formation of
Step 1
Formation of
Step 2
Formation of
Step 3
Mass Balance of CCMP
Cl N
CH3
2-Chloro-5-methyl pyridine (CMP)
2-Chloro-5-chloromethyl pyridine (CCMP)
Cl
Cl NAIBN
Water
+ Cl Cl
Chlorine gas
+ H Cl
Hydrochloric acid

M/s. PI Industries Ltd. (Unit-II) 56
Herbicides and Intermediates
20. 2, 6-dimethylindanone
Manufacturing Process:
Step-1 Water along with Sodium Propionate, 4-Methyl Benzaldehyde and
Propionic Anhydride is treated in a reactor. With further distillation followed by
agitation gives an intermediate, C-acid.
Step-2 C-acid is treated with Sodium Hydroxide; Nickel and Hydrogen gas along
with water gives another intermediate DHC- Acid which is obtained after
distillation and filtration of mass.
Step-3 DHC- acid is now agitated with Phosphorous Trichloride and Toluene to
form an intermediate DHC- Acid Chloride, which is obtained by distillation of the
mass.
Step-4 DHC-Acid Chloride is now treated further with water and Toluene to give
the final product DMI followed by distillation and cooling.
Chemical Reaction:
Step I
+
4-Methyl bezaldehyde
(CH3 CH
2 CO)
2O
Propionic anhydride
CH3CH2COONa
Mol. wt-130.14Mol. wt-120.4 Mol. wt-176.2
CH3
COOH
CH3
+ CH3CH
2COOH+
Sodium propionate
Mol. wt-96.07
+ CH3CH2COONa
CHO
CH3
C - Acid
Step II
Step III
CH3
COOH
CH3
CH3
CH3
COCl
+
2-Me-3-(4-Me-Phenyl)propionic acid 2-Me-3-(4-Me-Phenyl)propanoyl chloride
Mol-wt-178.22 Mol-wt-196.67
H3PO3 +
+ PCl3
Phosphorous acid
Hydrochloric acid
Mol-wt-36.45Mol-wt-82.00
Phos.trichloride
Mol-wt-137.33
HCl
Solvent: Toluene
Step IV
CH3
CH3
COOH
CH3
COOH
CH3
(2E)-2-methyl-3-(4-Me-Phenyl) acrylic acid
M.Wt-176.2
2-Methyl-3-(4-Me-Phenyl) Propionic acid
M.Wt-178.22
+ H2
Hydrogen
M.Wt-2.00
Solvent: Toluene

M/s. PI Industries Ltd. (Unit-II) 57
CH3
COCl
CH3
O
CH3
CH3
DMI
+
2-Me-3-(4-methylphenyl) propanoyl chloride
Mol.wt-196.67 Mol.wt-160.20
Hydrochloric acid
Mol.wt-36.46
HCl
Solvent: Toluene
Mass Balance:
Kg Kg
Propionic anhydride 1809 2934
Mixture of Sodium
Propionate & Propionic
anhydride-sodium
propionate recoverySodium Propionate 1076
4-methyl benzaldehyde 1265
Water 466
Hydrogen 25 899 Effluent to ETP
Caustic lye (30%) 346 1269 Toluene recycled
DM Water 178
Toluene 1295
PCl3 300 1058 Rec.Toluene-recovery
Toluene 1079
Toluene 831 500 Effluent to MEE
Water 188 806 Rec. Toluene recovery
61 Residue to Incinerator
332 HCl by-product1000 DMI
Total 8859 8859
DMI Frationation
Mass Balance of DMI (2,6-dimethylindanone)
C-ACID Formation
DHC-Acid
Formation
DHC-acid Chloride
Formulation

M/s. PI Industries Ltd. (Unit-II) 58
21. 2, 6-dimethyl-2, 3-dihydro-1H-inden-1-amine
Manufacturing Process:
Step-1 DMI reacts with HCONH2 and HCOOH and produce the Intermediate. The
Intermediate is further agitated with HCl and NaOH in a closed reactor which
forms DMAI Isomers.
Chemical Reaction:
Mass Balance:
Kg Kg
Formamide 852 312Organic layer to
IncineratorFormic Acid 333 762 Effluent to MEE
DMI 454 672 Effluent to ETP
Water 920 1000 DMAI
HCl 81
Caustic Soda 107
Total 2746 2746
Mass Balance of DMAI
Formation of
Step 1
O
CH3
CH3
+ +HCONH2HCOOH
CH3
CH3
NH
O
H
+ H2O + CO2
DMI Intermediate
CH3
CH3
NH
O
H
+ HCl +
CH3
CH3
NH2
+ NaCl + HCOONa
Intermediate DMAI
2NaOH+ H
2O
CH3
CH3
NH2
trans-DMAI
CH3
CH3
NH2
DMAI
+CH3
CH3
NH2
cis-DMAI

M/s. PI Industries Ltd. (Unit-II) 59
22. 3H-1, 2, 4-Triazol-3-one, 4-amino-2,4-dihydro-5-(1-methylethyl)-
Manufacturing Process:
Step-1 Isobutyric acid agitated with hydrazine hydrate and toluene form 2-
methyl propane hydrazide.
Step-2 2-methyl propanehydrazide reacts along with methylcarbonochloridate,
NaOH and EDC forms methyl2-(2-methylpropanoyl) hydrazinacar boxylate.
Step-3 The methyl2-(2-methylpropanoyl) hydrazine carboxylate is reacted with
hydrazine forms IAT.
Chemical Reaction:
O
OH
Isobutyric acid
+ N2H4.H2O
NN
NH
O
NH2
O
NHNH2
Cl
O
Omethyl carbonochloridate
NaOH+EDCO
NHNH
O
O
N2H4.H2O
2-methylpropanehydrazide
methyl2-(2-methylpropanoyl)hydrazinecarboxylate
+ NaCl+H2O
+CH3OH + H2O
Hydrazine
hydrate
Toluene
Step 1Step 2
Step 3
Mass balance:
Kg Kg
Toluene 1225 286 Effluent to MEE
Iso Butyric Acid 727 1201 Toluene-recycled
Hydrazine Hydrate 438 121 Residue to incinerator
Titatnium Dioxide 26
1,2-dichloro Ethane 476 452 Effluent to MEE
Caustic Soda 67 7811,2-dichloro ethane-
recycleMethyl Chloroformate 452 66 Residue to incinerator
Water 778
Hydrazine Hydrate 235 361 Effluent to ETP
157 Effluent to Incinerator
1000 IAT
Total 4425 4425
Formation of Iso
Butyric Acid
Hydrazide
Formation of
hydrazine caboxilic
acid
Mass Balance of IAT
Formation of
hydrazine caboxilic
acid

M/s. PI Industries Ltd. (Unit-II) 60
23. Ethyl (2R)-2-{4-[6-chloro-1, 3-benzoxazol-2-yl) oxy] phenoxy}
propanoate
Manufacturing Process:
2,6-Dichloro-1,3-benzoxazole and ethyl propanoate derivative reacts with K2CO3
and toluene in an agitation reaction and forms FPES.
Chemical Reaction:
O
OH
O
O CH3
CH3
+N
O
Cl
Cl
ethyl (2R)-2-(4-hydroxyphenoxy)propanoate
2,6-dichloro-1,3-benzoxazole
N
O
O
Cl
O
O
O CH3
CH3
ethyl (2R)-2-{4-[(6-chloro-1,3-benzoxazol-2-yl)oxy]phenoxy}propanoate
+ 2 KCl+ CO2 + H2O
K2CO3,Toluene
Mass Balance:
Kg Kg
Toluene 2910 87 Residue Incinerator
ethyl(2R)-2-(4-hydroxy
phenoxy)propanoate428 2823 Toluene recovered
Polyethylene Glycol 32 433 Effluent to ETP
Potassium Carbonate 152 1000 FPES
Water 478
2,6-dichlorobenzene
oxazole344
Total 4343 4343
Mass Balance of FPES
Formation of
Step 1

M/s. PI Industries Ltd. (Unit-II) 61
24. (2-{2-chloro-4-mesyl-3-[(RS)]-tetrahydro-2-furylmethoxymethyl}
benzoyl)-cyclohexane-1, 3-Dione)
Manufacturing Process:
AE-513 is now treated with Xylene and Thionyl Chloride with Acetonitrile,
Triethyl Amine and 1, 3-Cyclohexanedione. This mass is agitated after which
addition of Acetone Cyanohydrins and Sodium Bicarbonate is done. Filtration
and distillation process further give the final product AE-473.
Chemical Reaction:
Mass Balance:
Kg Kg
Emission 739 N2 + CO2
10% NaOCl Sol. 3997 Hypo
Scrubber
3772 Scrubber effluent to
MEE
NaOH 396 Caustic
Scrubber
684 Scrubber Effluent to
MEE
319 CO2 105 HCl
196 HCN 183 SO2
Xylene 1260 1239 Effluent to ETP
AE-513 1022 43 Solid to Incineration
Thionyl Chloride 400 1210 Recovered Xylene
Acetonitrile 860 551 Residue to Incinerator
1,3 Cyclohexanedione 204 432 Recycled IPA
Triethyl Amine 382 843 ACN recycled
Acetone cyanohydrin 28 1000 AE-473
Sodium Bicarbonate 15
Water 1330
HCl 88
Isopropanol 450
Caustic Flakes 81
Total 10513 10513
AE-473
Mass Balance of AE-473 ((2-{2-chloro-4-mesyl-3-[(RS)]-tetrahydro-2- furylmethoxymethyl}
benzoyl)-cyclohexane-1, 3-Dione))

M/s. PI Industries Ltd. (Unit-II) 62
25. 2-{2-chloro-4-(methylsulfonyl)-3-[(2, 2, 2-trifluoroethoxy) methyl]
benzoyl} cyclohexane-1,3-dione
Manufacturing Process:
747-Either treated with Thionyl Chloride along with toluene forms Acid Chloride
derivatives which is further treated with 1, 3-CHD forms O-acyl intermediate.
Acetone cyclohydrin is allowed in reaction vessel to form final product TMBT.
Chemical Reaction:
Mass Balance:
Kg Kg
Toluene 1830 1794 Toluene-recycled
747 Ether 566
Thionyl chloride 200
Toluene 1764 683 Effluent to MEE
1,3 CHD 160 1711 Toluene-recovered
Triethyl amine 344
Cyanohydrine 118 316 Effluent to ETP
Water 520 1000 TMBT
Total 5503 5503
Mass Balance of Tembutrion(TMBT)
Fromation of
Step-1
Formation of
Step-2
Formation of
TMBT
+ SOCl2
Toluene
O
O
TEA
Toluene
Cl
O
S
CH3
OO
O
O
O CF3
O
O
Cl
O CF3
S
CH3
OO
O
(C2H5)3N.HCl+
Acid chloride derivatie
1,3-CHD
Thionyl chloride
+ HCl
Cl
HOOCO
SCH3
O O
CF3
Cl
ClOCO
SCH3
O O
CF3
O-Acyl intermediate
747-Ether
Acetone cynohydrin
TMBT

M/s. PI Industries Ltd. (Unit-II) 63
26. 2-chloro-4-(methylsulfonyl)-3-[(2, 2, 2-trifluoroethoxy) methyl]
benzoic acid
Manufacturing Process:
AE-014 and TFE both raw materials treated with NaOH prills and ACN along with
o-DCB to forms 747-Ether.
Chemical Reaction:
Mass Balance:
Kg Kg
ODCB 1378 865 Effluent to MEE
AE-014 816 949 Effluent to ETP
NaOH Prills126 1344 Rec ODCB recovered
Acetonitrile 540 529 Rec ACN recovered
Trifluoroethanol 713 1000 747-Ether
Water 1089
HCl 25
Total 4687 4687
Mass Balance of 747-Ether
Formation of 747
Ether

M/s. PI Industries Ltd. (Unit-II) 64
27. 3-Chloro-2-Methylthioanisole
Manufacturing Process:
35 % HCl solution is mixed with 3-Chloro-2-Methyl Aniline, NaNO2, Sodium
Carbonate under controlled condition. The mass is then reacted with Sodium
Methyl Mercaptane to carry out coupling reaction. Then EDC is charged to wash
the reaction mass and separate the organic & aqueous layer. EDC is being
recovered by distillation. The final product 2C6SMT is separated from the mass
by fractionation under vacuum.
Chemical Reaction:
Mass Balance:
Kg Kg
3-chloro-2-methyl
aniline410 140
Residue to
incinerator
HCl 53 788 Effluent to MEE
Sodium nitrite 480 761 Recovered EDC
Sodium carbonate 7 1057 Effluent to ETP
EDC 777 1000 2C6SMTSodium Methyl
Mercaptane1052
Water 967
Total 3746 3746
Mass Balance of 2C6SMT(3-chloro-2-methylthioanisole)
Formation of
2C6SMT
Cl C H 3
N H 2 Cl C H 3
S C H 3
2 NaCl N2
3-chloro-2-methylaniline +
NaNO2 + 2 HCl + CH3` SNa + + +
2H 2 O
sodium methyl mercaptane
2C 6 SMT Formula Weight = 141.59812 Formula Weight = 172.67506
Solvent: EDC

M/s. PI Industries Ltd. (Unit-II) 65
28. 5-(methylamino)-2-phenyl-4-[3-(trifluoromethyl) phenyl] furan-
3(2H)-one
Manufacturing Process:
Step-1 (3-trifluoromethylphenyl) acetonitrile and ethyl phenyl acetate are
treated with in an agitation reactor to form Phenyl butane nitrile compound.
Step-2 Phenyl butane nitrile further treated with acetic acid forms APTPF
Step-3 Reaction of APTPF with Methyl Amine forms final product Flurtamone
Chemical Reaction:
Step I
Step II
Step III
F
FF
N
+
O
O CH3
NaOEt
O
N
F
F
F
3-oxo-4-phenyl-2-[3-(trifluoromethyl)phenyl]butanenitrile(3-trifluoromethylphenyl)acetonitrile
Ethylphenylacetate
+ C2H5OH +NaCl
O
O
NH2
F
F F
Br2, CH3COOH
O
N
F
F
F
3-oxo-4-phenyl-2-[3-(trifluoromethyl)phenyl]butanenitrile 5-amino-2-phenyl-4-[3-(trifluoromethyl)phenyl]furan-3(2H)-one
+ H2O
+ 2HBr + CH3COOH
NH3+
O
O
NH
F
F F
CH3
Flurtamone
O
O
NH2
F
F F
5-amino-2-phenyl-4-[3-(trifluoromethyl)phenyl]furan-3(2H)-one
+ CH3 NH2
Methyl amine

M/s. PI Industries Ltd. (Unit-II) 66
Mass Balance:
Kg Kg
3-trifluoromethylphenyl
acetonitrile400 350 Effluent to ETP
Sodium Ethoxide 400 247 Effluent to MEE
Ethyl Phenyl Acetate 310
Bromine 380 203 Efffluent to MEE
Glacial Acetic Acid 665 600 Acetic Acid recovered
Water 138
Methylamine 413 223 Effluent to MEE
HCl 44 607NH3 solution as by-
productWater 767 287 Effluent to ETP
1000 FLURT
Total 3517 3517
Formation of
Step 1
Formation of
Step 2
Formation of
Step 3
Mass Balance of FLURT

M/s. PI Industries Ltd. (Unit-II) 67
29. Methyl (methylthio) Acetate
Manufacturing Process:
Methyl chloroacetate and Sodium Methyl Mercaptane reacts in a reactor and
forms MTAA
Chemical Reaction:
ClO
CH3
O+ CH3
SNa
CH3
OS
CH3
OMethyl chloroacetate
M.W.=108.523
Sodium methyl mercaptane
M.W. =70
Methyl(methylthio)acetate
M.W.=120.171
+ NaCl
Mass Balance:
Kg Kg
DM Water 537 190 Effluent to MEE
NaOH 65 97 Residue to incinerator
Phosphoric Acid (H3PO4) 157 359 Effluent to ETPTetrabutyl ammonium
bromide (TBAB)24 681 Rec MDC
Methyl chloro acetate 604 1000 MTAA
Sodium Methyl Mercaptane 246
MDC 694
Total 2327 2327
Mass Balance of MTAA
Formation of
MTAA

M/s. PI Industries Ltd. (Unit-II) 68
30. 1-(3-chloro-4, 5, 6, 7- tetrahydropyrazolo [1, 5-a] pyridin-2-yl)-5-
methyl (prop-2-ynyl) amino] pyrazole-4-carbonitrile
Manufacturing Process:
Step-1 TMOF and Malononitrile react with zinc chloride to form MMMN
Step-2 1, 1, 7-TCHO and Hydrazine hydrate reacts and form Int-2a
Step-3 Int-2A and MMMN and BMMM react together and form Int-3a
Step-4 Int-3a and HCl oxidized with H2O2 forms Int 4a
Step-5 Int-4a along with NaOH forms Int 4b
Step-6 Int 4b treated with TMOF, TBAB and p-TSA forms Int-5c
Step-7 Int 5c and proparygyl chloride treated with NaOH forms PYCL
Chemical Reaction:
Step I
OMe
OMe
OMe
H +
CN
CN
ZnCl2+
O
CN
CNCH3
Malononitrile MMMN
2MeOH
TMOF
n-butanol
O
CN
CNCH3
MMMN
n -Bu O
CN
CN
BMMN
+C4H10O+
CH3 O
CN
CN
MMMNButanol
+ MeOH
Step II
Cl
O
Cl
Cl
NNH
NH
NH2
Cl
1,1,7-TCHO
+
Hydrazine hydrate
+ 2HCl
2 NH2 NH2
H2O+
Int-2a
Step III
NNH
NH
NH2
Cl +N
NHN
N
Cl
NH2
CN
Int-2a
CN
NC
OCH3
MMMN+BMMN
+ MeOH + C4H
10O
MethanolInt-3a Butanol

M/s. PI Industries Ltd. (Unit-II) 69
Step IV
NNH
N
N
Cl
NH2
CNN
NH
N
N
NH2
CN
Cl
Cl
Int-4aInt-3a
+ 2H2O+HCl + H2O
2
Step V
NNH
N
N
Cl
NH2
CN
Cl
NN
N
N
NH2
CN
Cl
Int-4bInt-4a
+ H2O+NaOH + NaCl
Step VI
NN
N
N
NH2
CN
Cl
OMe
OMe
OMe
Int-4b
TMOF
TBAB 2 H2O+ + +
NN
N
N
NH
CN
Cl
CH3Int-5c
2CH3OH
Methanol
TBAB HCOOH p-TSA + H2O+ + + +
Step VII
NN
N
N
NH
CN
Cl
CH3
NN
N
N
N
CN
Cl
CH3
CH
CH Cl
Int-5c
+ + NaCl
PYCL
Propargyl chloride
+NaOH
sodium hydroxide
+H2O

M/s. PI Industries Ltd. (Unit-II) 70
Mass Balance:
Kg Kg
Malononitrile 577 830 Recovered Methanol
Zinc chloride 1 115 Recovered n-Butanol
n-Butanol 561
Trimethylorthoformate 1113
Hydrazine Hydrate 531 643 n-butanol recycled
1,1,7-trichloroheptene-3-
one458 597
Nitrogen to Wet
Scrubber
Conc. HCl 50 141 Effluent to ETP
Water 152 51 Effluent to MEE
Hydrogen Peroxide 188 149 HCl by-product
NaOH Soln 55
Trimethylorthoformate 922 733 Effluent to ETP
TBAB 27 590 Recovered TMOF
DM Water 262
Caustic Lye 167 646 Effluent to MEE
Water 556 338 Effluent to ETP
Propargyl chloride 212 1000 PYCL
Total 5833 5833
Mass Balance of PYCL
Formation of Step 4
Formation of Step 1
Formation of Step 3
Formation of Step 2

M/s. PI Industries Ltd. (Unit-II) 71
31. 3-[1-(3, 5-dichlorophenyl)-1-methylethyl]-3,4-dihydro-6-methyl-5-
phenyl-2H-1,3-oxazin-4-one
Manufacturing Process:
Step-1 Mehtyl phenylacetate and Ethyl acetate reacts with Sodium Methanolate,
Hydrochloric acid and Ethyl Acetate and forms EAPA.
Step-2 EAPA reaction with Chloromethane and Magnesium Metal and TFH forms
DCAL
Step-3 DCAL treated with acetonitrile, sulfuric acid, sodium hydroxide forms
DCAA
Step-4 DCAA dissolved in hexanol with sodium hydroxide forms DCAM
Step-5 DCAM treated with -1-methylethylamine and formaldehyde with solvent
xylene forms DCIM.
Step-6 EAPA and DCIM reaction in xylene forms MY-100
Chemical Reaction:
Step I
OCH3
O
OC2H5
O
CH3 O
CH3 O
O
CH3
+ + +
methyl phenylacetate
M F = C9H
10O
2
F W = 150.17
ethyl acetate
M F = C4H
8O
2
F W = 88.10
EAPA
M F = C12
H14
O3
F W = 206.23
+
M F = CH3NaO
F W= 54.02
sodium methanolate
HClCH3ONa
Solvent: Ethyl acetate2 CH3OH + NaCl
Step II
Cl
O
Cl
Cl
3,5-dichlorobenzoyl chloride
OH
Cl
Cl
CH3CH3
2-(3,5-dichlorophenyl)propan-2-olM F = C
7H
3Cl
3O
F W = 209.45
+
M F = CH3Cl
F W = 50.48
chloromethane
+ Mg2+
M F = MgF W= 24.3
Magnesium Metal
M F = C9H
10Cl
2O
F W = 205.08
+ ++ 2H+2 CH3Cl MgCl2 HClSolvent: THF

M/s. PI Industries Ltd. (Unit-II) 72
Step III
OH
Cl
Cl
CH3CH3
NH
Cl
Cl
CH3CH3
CH3
O
( DCAA)M F = C9H
10Cl
2O
F W = 205.08
2-(3,5-dichlorophenyl)propan-2-ol
+
M F = C2H
3N
F W= 41.05
acetonitrile
+
M F = H2O
4S
F W = 98.07
sulfuric acid
M F = C11
H13
Cl2NO
F Wt= 246.13
+
M F = HNaOF W = 39.99
sodium hydroxide
+
M F = Na2O
4S
F W= 142.04
sodium sulfate
+
M F = H2O
F W= 18
Water
CH3CN H2SO4 2 NaOHSolvent: Acetonitri le
Na2SO42 H2O
Step IV
NH2
Cl
Cl
CH3CH3
DCAM
NH
Cl
Cl
CH3CH3
CH3
O
( DCAA)
M F = C11
H13
Cl2NO
F Wt= 246.13
+
M F = HNaOF W = 39.99
sodium hydroxide
+
M F = C9H
11Cl
2N
F W = 204.09
sodium acetate
M F = C2H
3NaO
2
F W = 82.03
NaOH CH3COONa
Solvent: Hexanol
Step V
N
Cl
Cl
CH3
CH3
CH2
+H O +NH2
Cl
Cl
CH3CH3
1-(3,5-dichlorophenyl)-1-methylethylamine
M F = C9H
11Cl
2N
F W = 204.09
formaldehyde
M F = CH2O
F W = 30.025
M F = C10
H11
Cl2N
F W = 216.10
( DCIM)
H2O
Solvent: Xylene
Step VI
O
O CH3
CH3 O
Cl
Cl
CH3
CH3N
CH2
N
O
O CH3 CH3
Cl
ClCH3
CH3 OH
EAPA
Xylene
EthanolDCIM MY-100
Molecular Formula = C12
H14
O3
Formula Weight = 206.26Molecular Formula = C
10H
11Cl
2N
Formula Weight = 216.1
++
Molecular Formula = C20
H19
Cl2NO
2
Formula Weight = 376.27
Molecular Formula = C2H
6O
Formula Weight = 46.06

M/s. PI Industries Ltd. (Unit-II) 73
Mass Balance:
Kg Kg
Stage-I
Methyl phenyl Acetate 205 510 Ethyl Acetate recycled
Ethyl acetate 536 129 Effluent to ETP
Sodium Methanoate 359 1030 EAPA
Water 512
HCl 56
Stage-II
3,5-dichlorobenzoyl
Chloride217 205 Effluent to ETP
Chloromethane 292 1063 THF recycled
Water 638
Magnesium metal 1
THF 1108
Acetonitrile 41 98 Effluent to MEE
Sulphuric Acid 100 464 Incineration salt
DM Water 401
Sodium Hydroxide 64
Hexanol 2126 504 Effluent to ETP
NaOH 97 1956 Hexanol recycled
Formaldehyde 221 324 Effluent to MEE
Xylene 506 491 Xylene recovered
706 DCIM
EAPA (Stage-I) 1030 738 Effluent to ETP
DCIM (Stage-II) 706 103 Xylene recovered
Xylene 106 1000 MY-1000
Total 9321 9321
Formation of DCIM
Formation of
MY_100
Formation of DCAM
Mass Balance of MY-100 (3-[1-(3,5-dichlorophenyl)-1-methylethyl]-3,4-dihydro-6-methyl-
5-phenyl-2H-1,3-oxazin-4-one)
Fractionation of
DCAL
Formation of DCAA
Formation of EAPA

M/s. PI Industries Ltd. (Unit-II) 74
32. 3-[[(2, 5-dichloro-4-ethoxyphenyl) methyl] sulfonyl]-4, 5-dihydro-
5, 5-dimethylisoxazole
Manufacturing Process:
Step-1 2, 5 DCP reacts with Diethyl sulfate in presence of caustic lay in agitator
reactor to form DCEB.
Step-2 DCEB and Paraformaldehyde react in presence of acidic nature, so HCl is
charged in reactor to maintain the acidity of mass and after reaction EBC is
formed.
Step-3 BIO and Thiourea reacts to each other in reactor to forms ITCA for next
step.
Step-4 ITCA reacts in presence of Caustic to convert into SIO.
Step-5 EBC and SIO are charged in reactor, agitating the mass its forms ISB.
Step-6 ISB reacts with oxidizing agent H2O2. IPA is added to remove the
impurity. After getting the lake palace the IPA was recovered through distillation
process.
Chemical Reaction:
Step I
Cl
OH Cl
Cl
H5C2O Cl
Diethyl sulphate
2,5-DCP DCEBNaOH
Step II
(HCHO)n
35 %aq.HCl
Cl
H5C2O Cl
Cl
H5C2O Cl
Cl
DCEB EBC
Step III
O
N CH3
CH3Br
BIO
+ NH2 NH2
S
Thiourea
ON CH
3
CH3
S
NH2
NH
HBr.
ITCA

M/s. PI Industries Ltd. (Unit-II) 75
Step IV
Step V
Step VI
Mass Balance:
ON CH3
CH3S
NH2
NH
HBr.
ITCA
+ 2 NaOH
ON CH3
CH3NaS
SIO
+ NH2
O
NH2+ NaBr + H
2O
ON CH3
CH3NaS
SIO
+
Cl
Cl
Cl
H5C2O
EBC
Cl
ClH5C2O
ONCH3
CH3S
ISB
+ NaCl
Cl
H5C2O Cl
S
O
NCH3
CH3
Lake Palace ISB
Cl
H5C2O Cl
S
O
NCH3
CH3O
O+ 2H2O
2+ 2H2O
IPA

M/s. PI Industries Ltd. (Unit-II) 76
Kg Kg
Stage-I
DCP 161 200 Effluent to MEE
NaOH 60 25 Effluent to ETP
Water 340
Diethyl Sulfate 183
Paraformaldehyde 176 350 Effluent to ETP
HCl 29 775 EBC
Water 401
Stage-II
BIO 1292 752Organic Layer to
Incinerator
Thiourea 89
Water 420
NaOH 77 209 Effluent to MEE
917 SIO
EBC (Stage-I) 775 323 Effluent to MEE
SIO (Stage-II) 917
Water 589
Hydrogen Peroxide 455 884 Effluent to ETP
IPA 890 543 LOD to incinerator
876 IPA Recovery1000 LP
Total 6853 6854
Mass Balance of LP
Formation of LP
Formation of Step
2
Formation of Step
3
Formation of Step
1
Formation of Step
4
Formation of Step
5

M/s. PI Industries Ltd. (Unit-II) 77
33. Pantoxazone
Manufacturing Process:
Step-1 A solution of para flurophenol in Ethylene DiChloride (EDC) is prepared
in an agitated vessel. Now chlorine is fed to form reaction mass
Step-2 Caustic lye along with Ethyl Chloro Formate treated with reaction mass
as received from step-1. This mass is neutralized with caustic lye solution. Now
to the reaction mass is added Ethyl Chloro Formate. When the feed is over mass
is washed with water and is sent to next step.
Step-3 In a vessel mixture of sulfuric acid and nitric acid is prepared and mass
of Step-2 is received in a reactor; Nitrating mixture is now slowly fed into this
mass forms an organic Mass
Step-4 Reaction mass receive from step-3 is taken in a reactor. Hydrogen gas is
fed in this mass. The reduced mass is sent for next step.
Step-5 In a vessel Cyclo Pentyl Bromide is treated with caustic lye. Mass of
Step-5 is added Cyclo Pentyl Bromide. Toluene is distilled off from the reaction
mass. This mass is than sent to next step.
Step-6 Toluene is taken and metal sodium is charged under nitrogen
atmosphere and agitated. Ethyl alcohol is fed. Mass a mixture of ethyl chloro
acetate & acetone is fed to get alkyl butanoate. The mass is than reacted with
Alkyl Butanoate forms KPP.
Chemical Reaction:

M/s. PI Industries Ltd. (Unit-II) 78

M/s. PI Industries Ltd. (Unit-II) 79
Mass Balance:
Kg Kg
4 Fluorophenol 620 1718 HCl byproductChlorine 430 1842 NaBr - byproduct
Caustic 590 828 Effluent to ETP
Ethyl Chloroformate 736 30Solid waste to
incineratorSulphuric Acid 520 690 Toluene recycledNitric Acid 582 1000 KPP-314Hydrogen Gas 64
Chloroformate 670
Alkyl Bromide 536Alkyl Butaneoat 200Water 432
Toluene 728
Total 6108 6108
Mass Balance of KPP (Pentaxozone)
KPP-314

M/s. PI Industries Ltd. (Unit-II) 80
34. Methyl Dichloro Phosphine
Manufacturing Process:
Step-1 Methyl Chloride, Aluminum Chloride and Phosphorus trichloride reacts
with Diethyl phthalate forms mass of Methyldichlorophosphine.
Step-2 Methyldichlorophosphine treated with n-Butanol forms final product
MPBS
Chemical Reaction:
Step I
Step II
Mass Balance:
Kg Kg
Phosphorous
trichloride2422 2373
Phosphorous
trichloride-recycled
Aluminium Chloride 1176 2469AlCl3.Diethyl Phthalate-
recoveryMethyl Chloride 472 18 Residue to incinerator
Diethyl phthlate 1558 13 Cut-1-recycled
Yellow Phosphorous 176
N-Butanol 899 356 HCl By-product
NaOH 657 577 Effluent to ETP
DM Water 333 887 n-Butanol-recycled
1000 MPBS
Total 7693 7693
Formation of
Step 1
Mass Balance of MPBS
Formation of
Step 2
PCl3+ AlCl
3 +CH3Cl
PCH3
Cl
Cl
+ AlCl3
Methyl dichlorophosphine
Methyl Chloride Aluminum chloride Phosphorous trichloride
Diethyl phthalate
O
O
CH3
O
O CH3
+
Diethyl phthalate.+Cl2
PCH3
Cl
Cl
+ OH CH32P
CH3
O
H
O CH3
Methyl dichlorophosphine n-Butanol Methyl phosphonic butyl ester
+ +n-BuCl HCl

M/s. PI Industries Ltd. (Unit-II) 81
35. N-(2 Chloro-4 Fluoro-5-((ethoxy carbonyl)-amino)-benzoyl)-N-iso-
propyl-N-methyl-sulfamid
Manufacturing Process:
Step-1 Chlorine gas along with CFT, AIBN is agitated in a reactor to form an
intermediate product CFN thereby producing 30% HCl as a byproduct.
Step-2 CFN is then treated with DM water and Iron Chloride. The mass is then
quenched with Chlorobenzene which is then treated with Sodium Hydroxide and
water to form another intermediate product SLFD.
Step-3 This intermediate SLFD is further treated with Hydrogen gas and water
in presence of catalyst to form the final product PCM.
Chemical Reaction:
Step I
F
CH3
Cl
F
CCl 3
Cl
CCl 3
F
Cl
O2N
2-chloro-4-fluorotoluene 2-chloro-4-fluorobenzotrichloride 2-chloro-4-fluoro-5-nitrobenzotrichloride
Cl2
AZO INITIATOR
HNO3 / H2SO4
Step II
O2N
F Cl
CCl 3
1-chloro-5-fluoro-4-nitro-2-(trichloromethyl)benzene
hydrolysis
O2N
F Cl
O
Cl+ ClH2
2-chloro-4-fluoro-5-nitrobenzoyl chloride
+ OH2
CH3
NH
CH3
CH3 + SO2Cl 2
CH3
N
CH3
CH3
SO
O
Cl
+ClHNH3 gas
CH3
N
CH3
CH3
SO
O
NH2
N-isopropyl-N-methylamine isopropyl(methyl)sulfamoyl chloride N-isopropyl-N-methylsulfamide
+ ClH
O2N
F Cl
O
Cl
+CH3
N
CH3
CH3
SO
O
NH2
O2N
F Cl
OCH3
N
CH3
CH3
SO
O
NH
+ ClH
2-chloro-4-fluoro-N-{[isopropyl(methyl)amino]sulfonyl}-5-nitrobenzamide
N-isopropyl-N-methylsulfamide
2-chloro-4-fluoro-5-nitrobenzoyl chloride

M/s. PI Industries Ltd. (Unit-II) 82
Step III
NO2
F Cl
O
NHS
O O
N
CH3
CH3
CH3 Step 4A
Catalyst
Methanol
+ 3H2
H2N
F Cl
O
NHS
O O
N
CH3
CH3
CH3
+ 2H2O
H2N
F Cl
O
NHS
O O
N
CH3
CH3
CH3
+
Cl
O
O CH3
CH3
O
NH
F
Cl
O
NHS
O O
N
CH3
CH3
CH3
+ HCl
Step 5A
Toluene
800-Cl-Sulfonamid 800-Cl-Anil in Water
800-Cl-Anil in Ethyl Chloroformate800-Chlorid
Hydrochloric Acid
Hydrogen
Mass Balance:
Kg Kg
Stage I
2,4-CFT 451 548 Effluent to ETP
Chlorine gas 652 242 Effluent to MEE
Oleum 297 488 Recovered Ethanol
Ethanol 508
Water 535 175 Effluent to ETP
990 Intermediate-1
Stage II
N-isopropyl-N-
methylamine495 196 Effluent to MEE
NH3 112 186 HCl by-product
SO2Cl2 283
Water 282 790 Intermediate-2
Intermediate-1
(Stage-I)990 642 Effluent to ETP
Intermediate-2
(Stage-II)790 165 Residue to Incinerator
Water 346
Methanol 320 287 Methanol recovered
Hydrogen 11
ECF 330 462 Effluent to ETP
Toluene 163 158 Toluene recovered
236 HCL by-product
1000 PCM
Total 6565 6565
Mass Balance of PCM (N-(2 Chloro-4 Fluoro-5-((ethoxy carbonyl)-amino)-benzoyl)-N-
iso-propyl-N-methyl-sulfamid)
Formation of CFN
Formation of SLFD
intermediate-1
Formation of SLFD
intermediate-2
Formation of SLFD
Formation of
Intermediate-3
Formation of PCM

M/s. PI Industries Ltd. (Unit-II) 83
36. Ethyl 3-amino-4,4,4-trifluorobut-2-enoate
Manufacturing Process:
Step-1 Ethyl trifloroacetate and ethyl acetate are charged in a reactor for
agitation reaction with HCOONa to obtain ETFAA.
Step-2 ETFAA treated with ammonium acetate along with acetic acid produce
EATB.
Chemical reaction:
Step I
ethyl trifluoroacetate ethyl acetate ETFAA
F3C O
O
+O
O
HCOONa F3C
O
O
O
+ CH3CH2OH
Step II
ETFAA
F3C
O
O
O
+ CH3COONH4
AcOH F3C
NH2
O
O
+
EATB
CH3COOH + H2O
Mass Balance:
Kg Kg
ETFA 558 1353 Distillate recycled
Ethyl Acetate 493 248 Residue to incinerator
Sodium Ethoxide 283 323 Effluent to ETP
Acetic Acid 354 1000 EATB
Ammonium Acetate 570
Sodium Bicarbonate 98
Water 568
Total 2924 2924
Formation of
Step 1
Mass Balance of EATB

M/s. PI Industries Ltd. (Unit-II) 84
37. 2, 6-bis (4,6-dimethoxypyrimidin-2-yloxy)benzoic acid
Manufacturing Process:
DHBA and DMMSP are agitated with NaH and THF to form BPS.
Chemical Reaction:
Mass Balance:
Kg Kg
THF 617 18 H2 to atmosphere
NaH 200 669 Effluent to ETP
DHBA 253 598 THF recovery
DMMSP 770 1000 BPS
Water 445
Total 2285 2285
Formation of
Step 1
Mass Balance of BPS
OHOH
O OH
+NN
S OO
CH3
OCH3H3CO
2 + 3 NaH
MW 154.12
THF N
N N
N
OO
COONa
OCH3
OCH3
H3CO
OCH3
BPS
MW 218.23
+ 2 CH3SO2Na + 3 H2
DHBA DMMSPMW 452.35
Na-Salt MSA
MW 102.08MW 24
Sodium hydride
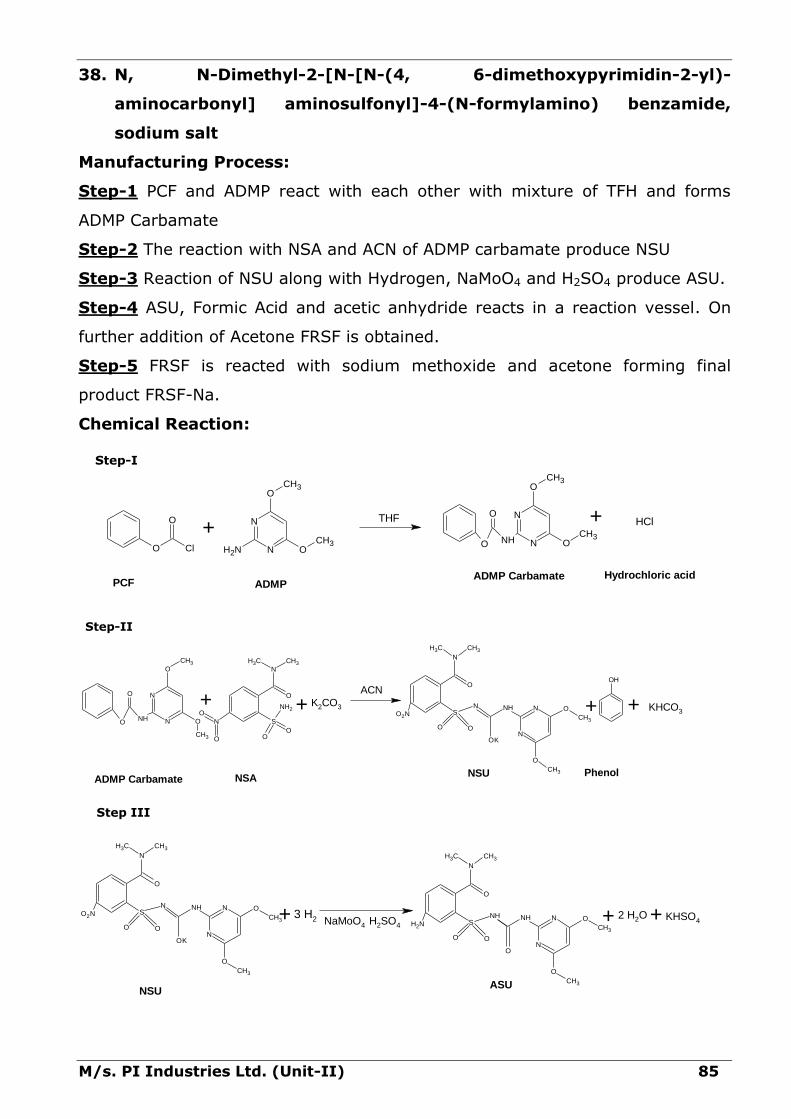
M/s. PI Industries Ltd. (Unit-II) 85
38. N, N-Dimethyl-2-[N-[N-(4, 6-dimethoxypyrimidin-2-yl)-
aminocarbonyl] aminosulfonyl]-4-(N-formylamino) benzamide,
sodium salt
Manufacturing Process:
Step-1 PCF and ADMP react with each other with mixture of TFH and forms
ADMP Carbamate
Step-2 The reaction with NSA and ACN of ADMP carbamate produce NSU
Step-3 Reaction of NSU along with Hydrogen, NaMoO4 and H2SO4 produce ASU.
Step-4 ASU, Formic Acid and acetic anhydride reacts in a reaction vessel. On
further addition of Acetone FRSF is obtained.
Step-5 FRSF is reacted with sodium methoxide and acetone forming final
product FRSF-Na.
Chemical Reaction:
PCF
THF
O Cl
O
+N
N
OCH3
OCH3
NH2
ADMPADMP Carbamate
Step-I
+ HCl
Hydrochloric acid
O NH N
N
OCH3
OCH3
O
K2CO3 +
NSANSU
+O
NH N
N
O
CH3
O
O
CH3
N
O
O
N
CH3 CH3
O
S
NH2
OO
N
NNH
O
O
CH3
CH3
OK
N
O
CH3 CH3
SN
O O
O2N
ADMP Carbamate
+ ACN
OH
+ KHCO3
Phenol
Step-II
3 H2 NaMoO4 H2SO4
ASU
+
NSU
+ + KHSO4
N
NNH
O
O
CH3
CH3
OK
N
O
CH3 CH3
SN
O O
O2N
N
O
CH3 CH3
SNH
O O
NH2
N
NNH
O
O
CH3
CH3
O
2 H2O
Step III

M/s. PI Industries Ltd. (Unit-II) 86
HCOOH
FRSF
+
ASU
+ Ac2O
N
O
CH3 CH3
SNH
O O
NH
N
NNH
O
O
CH3
CH3
O
O
2CH3COOH
Formic Acid
N
O
CH3 CH3
SNH
O O
NH2
N
NNH
O
O
CH3
CH3
O
+
Acetic anhydride
Acetone
Step IV
Step V
NaOMe Acetone
FRSF-Na
++
N
O
CH3 CH3
SN
-
O O
NH
N
NNH
O
O
CH3
CH3
O
O
Na
CH3OH
Sodium Methoxide
N
O
CH3 CH3
SNH
O O
NH
N
NNH
O
O
CH3
CH3
O
O
FRSF

M/s. PI Industries Ltd. (Unit-II) 87
Mass Balance:
Kg Kg
Water 522 539 HCl by-product
17 HCl
THF 832 199 Effluent to ETP
ADMP 272 33 LOD to Incinerator
Phenyl chloroformate 423 799 THF Recyled
Acetonitrile 2200 2145 Acetonitrile-recycled
NSA 490
K2CO3 92
Water 1050
Water 406 806 Effluent to MEE
Hydrogen Gas 22 1100 Effluent to ETP
Sulphuric Acid 69 435 Effluent to Incinerator
Formic Acid 335
Acetic anhydride 368 272 Acetone-Recovery
Acetone 278
Acetone 330 216 Effluent to MEE
Sodium Methanoate 280 102 LOD to incinerator
323 Acetone-Recovery
1000 FRSF/FSS
Total 7970 7970
Mass Balance of FRSF-FSS
Formation of
Step 4
Formation of
Step 5
Formation of
Step 2
Formation of
Step 3
Formation of
Step 1
Scrubber

M/s. PI Industries Ltd. (Unit-II) 88
39. 3-ethylsulfonyl-2-pyridine sulfonamide
Manufacturing Process:
Step-1 3-AMP reacts with aq. HCl and NaOH along with Chlorine Gas and forms
CAMP.
Step-2 CAMP further treated with NaNO2 and NaHSO3 forms CAPS
Step-3 CAPS with K2CO3, NaHCO3, NaSO3 and C2H5Br is charged in agitation
reactor to form CESP.
Step-4 CESP further reacted with NaSH, chlorine Gas and Ammonia Gas in
presence of hydrogen forms finals product 3-ethylsulfonyl-2-pyridine
sulfonamide.
Chemical Reaction:
Step I
N
NH2
N
NH2
Cl
Aq.HCl
Cl2 NaOH + NaCl + H2O+ +
3-AMP CAMP
Step II
N
NH2
ClN
S
O
O
Cl
Cl
NaHSO3,+ N2 + NaCl + H2O
+ ++H Cl NaNO2
CAMPCAPS
32 3
Step III
N
S
O
O
Cl
Cl
N
S
O
O
Cl
NaHCO3 + CO2+ + NaClNa2SO3
K2CO3+ + +C2H
5Br
CAPSCESP
NaBr + SO2 + H OH
Step IV
N
S
O
O
ClN
S
O
O
SO
O
NH2
NaSH, + + NH4Cl2Cl
26 NH
3+ +
CESP
ESPS
+ + H2O
4NaOClO2+

M/s. PI Industries Ltd. (Unit-II) 89
Mass balance:
Kg Kg
3-Aminopyridine 378 20 Effluent to ETP
DM Water 384
HCl 44
Ferric Chloride 1
Chlorine gas 84
Sodium Hydroxide 75
Sodium Bisulfite 281 510 Effluent to MEE
Sodium Nitrite 213
HCl 42
DM water 201
Copper chloride 1
Caustic solution 158 185 Spent to MEE
27 SO2
Sodium Sulfite 337 609 Effluent to MEE
Sodium bicarbonate 18
Water 82
Ethyl Bromide 37
Potassium carbonate 23
NaSH 202 530 Effluent to ETP
Chlorine Gas 219 611 Effluent to Incinerator
Water 582 1000 ESPS
Ammonia 103
Total 3465 3465
Formation of Step 1
Formation of Step 2
Formation of Step 3
Mass Balance of ESPS
Formation of ESPS

M/s. PI Industries Ltd. (Unit-II) 90
40. Methyl 2-amino-4-{[(methylsulfonyl) amino] methyl}benzoate
Manufacturing Process:
Step-1 Reaction is carried out between Methyl 4-cyano 2-nitrobenzoate and HCl
charging hydrogen gas, Toluene and CAcOH to produce Intermediate.
Step-2 Methane sulfonyl chloride and trimethyl amine along with thionyl
chloride is added to intermediate and agitated further to produce final Product.
Chemical Reaction:
Step I
OO
NO2
CN
OO
NH2
NH2
HCl
+ 5 H + 2 H2+ HClii) Toluene
OO
NH2
NH2
HCl
OO
NH2
NH
SO O
MeSO2Cl
Et3N
+ S
O
O
Cl + 2 Et3 + 2 Et3
AMSB
methyl 4-cyano-2-nitrobenzoate
Step II
DMAc
i) CAcOH
Mass Balance:
Kg Kg
Methyl 2-nitro 4-
cyanobenzoate627 712 Toluene recycled
Acetic Acid 969 895Acetic acid
recycled
Hydrogen Gas 23
Toluene 727
HCl Gas 66
DMAC 800 768 DMAC recycled
Triethyl Amine 560 1372 MDC recycled
methanesulfonyl
chloride320 688 Effluent to MEE
Water 1067 1124 Effluent to ETP
MDC 1400 1000 Mesylamid
Total 6559 6559
Mass Balance of Mesylamid
Formation Step 1
Formation Step 2

M/s. PI Industries Ltd. (Unit-II) 91
41. 2-(trifluoromethoxy) aniline
Manufacturing Process:
Step-1 Bromine along with trifluromethoxy benzene forms 4-bromophenyl
trifluoromethyl ether
Step-2 4-bromophenyl trifluoromethyl ether treated with H2SO4, MDC with
fuming HNO3 forms mass of 4-bromo 2-nitrophenyl trifloromethyl ether and 4-
bromo 3-nitrophenyl trifloromethyl ether
Step-3 Mass of 4-bromo 2-nitrophenyl trifloromethyl ether and 4-bromo 3-
nitrophenyl trifloromethyl ether along with hydrogen gas forms the final product
Chemical Reaction:
Step I
O F
F
F
+ Br2
O F
F
F
Br
Trifluoromethoxy benzene Bromine 4-bromophenyl trifluoromethyl ether
+ HBr
Step II
+ Fuming HNO3
O F
F
F
Br
N+ O
-O
O F
F
F
Br
4-bromophenyl trifluoromethyl ether
H2SO4
4-bromo-2-nitrophenyl trifluoromethyl ether
+
O F
F
F
Br
N+
O-
O
4-bromo-3-nitrophenyl trifluoromethyl ether
MDC
- 2H2O
Step III
+O F
F
FNH2
+
O F
F
FNH2O F
F
F
Br
N+ O
-O
4-bromo-2-nitrophenyl trifluoromethyl ether
O F
F
F
Br
N+
O-
O
4-bromo-3-nitrophenyl trifluoromethyl ether
2-(trifluoromethoxy)aniline 3-(trifluoromethoxy)aniline
4 H2
+2 H2O + HBr

M/s. PI Industries Ltd. (Unit-II) 92
Mass Balance:
Kg Kg
Trifluoromethoxy
benzene1219 761 HBr By-Product
Bromine 1203
Fuming Nitric Acid 205 339 Effluent to ETP
Sulphuric Acid 22
Methylene
Dichloride185
DM Water 521
Hydrogen Gas 75 761 HBr By-product339 Efluent to MEE
232Residue to
Incinerator
1000 OTMA
Total 3431 3431
Formation of step-1
Formation of step-2
Formation of OTMA
Mass Balance of OTMA

M/s. PI Industries Ltd. (Unit-II) 93
42. Cyanazine
Manufacturing Process:
Step-1 2-hydroxy 2-mrthyl propanenitrile and ammonia gas react with each
other in a reactor from 2-amino 2-methylpropanenitrile.
Step-2 2, 4, 6-trichloro-1, 3, 5-triazine react with 2-amino 2-
methylpropanenitrile and forms CNZ.
Step–3 CNZ wash with DM water and form final product CNZ.
Chemical Reaction:
CH3
CH3
OH N
2-hydroxy-2-methylpropanenitrile
CH3
CH3
NH2N
2-amino-2-methylpropanenitrile
NH3
AMP
+ H2O
Step I
N
N
N
ClCl
Cl
2,4,6-trichloro-1,3,5-triazine
CH3
CH3
NH2
N
N
N
N
Cl
NH
Cl
CH3
CH3
N
+
CNZ-I
+ HCl
2-amino-2-methylpropanenitrile
Step II
N
N
N
Cl
NH
Cl
CH3
CH3
N
N
N
N
NH
NH
Cl
CH3
CH3
N
CH3
CNZ-II
+ HCl
Aq. Ethyl amine solution+H2O
Step III

M/s. PI Industries Ltd. (Unit-II) 94
Mass Balance:
Kg Kg
2-hydroxy-2-
methylpropanenitrile693 845 Effluent to MEE
Ammonia 481
2,4,6-trichloro-1,3,5-
triazine939 300 Effluent to ETP
145 HCl By-product
DM Water 787 422 Effluentto ETP
Aq. Ethyl amine 281 468 HCl by-product
1000 CNZ
Total 3180 3180
Formation of CNZ
Mass Balance of CNZ(Cynazine)
Formation of
intermediate-1
Formation of CNZ-I

M/s. PI Industries Ltd. (Unit-II) 95
43. N-(5, 8-dimethoxy [1, 2, 4] triazolo [1, 5-c] pyrimidine-2-yl)-2-
fluoro-6-(trifluoromethyl) benzenesulfonamide
Manufacturing Process:
Step-1 1, 4 dimethoxy benzene and Ethyl carbon isothiocyanatidate and
carbonate compound in reactor to form Intermediate.
Step-2 The intermediate is treated with FTBSC to form final Product DTPBS
Chemical reaction:
Step I
NN
O
O
CH3
CH3
NH2
1,4-dimethoxybenzene
S N
O
O CH3
ethyl carbonisothiocyanatidate
NN
O
O
CH3
CH3
NH NH
S O
O CH3
NN
O
O
CH3
CH3
NH NH
N O
O CH3
OH
NN
O
O
CH3
CH3
N
N
NH2
ethyl [(2,5-dimethoxypyrimidin-4-yl)carbamothioyl]carbamate
5,8-dimethoxy[1,2,4]triazolo[1,5-c]pyrimidin-2-amine
Step 2
+ HSH
+O
O CH3H
ethyl formate
+ H OH
Step II
NN
O
O
CH3
CH3
N
N
NH2
CF3
S
O
O
Cl
F
F3C
S
O
O
F
NN
O
O
CH3
CH3
N
N
NH
5,8-dimethoxy[1,2,4]triazolo[1,5-c]pyrimidin-2-amine
N-(5,8-dimethoxy[1,2,4]triazolo[1,5-c]pyrimidin-2-yl)-2-fluoro-6-(trifluoromethyl)benzenesulfonamide
FTBSC
+HCl

M/s. PI Industries Ltd. (Unit-II) 96
Mass Balance:
Kg Kg
Water 360 406 HCl by-product
46 HCl
4-amino-2,5-
dimethoxypyrimidine 600 1337 Effluent to ETP
ethoxy carbonyl
isothiocyanate 583 110 LOD to incinerator
Toluene 38
deionized water 57
hydroxylamine 154
Water 196Methanol 258
Toluene 223 219 Effluent to ETP2-fluoro-6-
(trifluoromethyl)
benzenesulfonyl
chloride
588 268 Effluent to MEE
Water 498 215 Toluene recycled
1000 DTPBS
Total 3555 3555
Mass Balance of DTPBS
Formation of Step 1
Formation of Step 2

M/s. PI Industries Ltd. (Unit-II) 97
Fungicides and intermediates
44. (2E)-2-(Methoxyimino)-N-Methyl-2-(2-Phenoxyphenyl) Acetamide
Manufacturing Process:
Step-1 Phenol reacts with 1, 2-dichlorobenzene and potassium hydroxide and
forms 1-chloro-2-phenoxybenzene.
Step-2 1-chloro-2-phenoxybenzene further treated with magnesium, THF or
Xylene in presence of Ethyl bromide forms Grignard mass which with further
addition of water forms butyl oxo (2-phenoxyphenyl) acetate.
Step-3 Methyl amine is further added to butyl oxo (2-phenoxyphenyl) acetate
forms N-methyl-2-oxo-2-(2-phenoxyphenyl) acetamide.
Step-4 N-methyl-2-oxo-2-(2-phenoxyphenyl) acetamide treated with
hydroxylamine sulphate forms (2E)-2-(Hydroxykmino)-N-methyl-2-(2-
phenoxyphenyl) acetamide.
Step-5 (2E)-2-(Hydroxykmino)-N-methyl-2-(2-phenoxyphenyl) acetamide
treated with dimethyl sulphate and potassium carbonate forms the final product.
Chemical Reaction:
Step I
OH Cl
Cl
+
O
Cl
Phenol 1,2-dichlorobenzene1-chloro-2-phenoxybenzene
KOH + + +KCl H2O
Step II
O
Cl
1-chloro-2-phenoxybenzene
MgO
MgCl
O
COCOOBu
butyl oxo(2-phenoxyphenyl)a
cetate
THF / Xylene
+Ethyl Bromide
Grignard mass
+ BuOH
H20+ Mg(OH)Cl
MW : 76.8
Step III
O
COCOOBu
O
COCONHCH3
butyl oxo(2-phenoxyphenyl)acetate N-methyl-2-oxo-2-(2-phenoxyphenyl)acetamide
40 % MeNH2
+ BuOH

M/s. PI Industries Ltd. (Unit-II) 98
Step IV
O N
O
NH
CH3
OH
N-methyl-2-oxo-2-(2-phenoxyphenyl)acetamide
(2E)-2-(hydroxyimino)-N-methyl-2-(2-phenoxyphenyl)acetamide
O O
O
NH
CH3
(NH2OH)2.H2SO4
+ H2SO4 H2O+ NH2OH
30% HCL
+ HCL
Step V
(CH3)2SO4O N
O
NH
CH3
OH
O N
O
NH
CH3
O
CH3
(2E)-2-(hydroxyimino)-N-methyl-2-(2-phenoxyphenyl)acetamide
(2E)-2-(methoxyimino)-N-methyl-2-(2-phenoxyphenyl)acetamide
H2O/K 2CO3
Mass Balance:
Kg Kg
Molten Phenol 442 13851,2-dichloro benzene-
recovery1,2-dichloro benzene 1406
KOH 117
Water 52
Xylene 1447
Magnesium Turnings 8 1404 Xylene-Recovery
Ethyl Bromide 20
Di Butyl Oxalate 476
Water 378
Methylamine 582 1120 Effluent to MEE
Water 521
Hydroxyl amine
sulphate255 765 Effluent to ETP
HCl 79 84 LOD to incinerator
Potassium Carbonate 13 850 Effluent to ETP
Dimethyl Sulphate 233 56 LOD to IncineratorWater 636 1000 SSF-126/OXIME
Total 6664 6664
Mass Balance of SSF-126-OXIME
Formation of Step 4
Formation of Step 5
Formation of Step 1
Formation of Step 2
Formation of Step 3

M/s. PI Industries Ltd. (Unit-II) 99
45. N, N'-[1, 4-Piperazinediyl-Bis (2,2,2-Trichloroethylidene)]-Bis-
[Formamide]
Manufacturing Process:
Step-1 Trichloroacetaldehyde and Formamide together forms 2,2,2-trichloro-1-
hydroxy ethylformamide
Step-2 2, 2, 2-trichloro-1-hydroxy ethylformamide treated with Phosphorus
Trichloride forms 1,2,2,2-tetrachloro ethylformamide.
Step-3 1, 2, 2, 2-tetrachloro ethylformamide treated with Piperazine forms
TRFRN
Chemical Reaction:

M/s. PI Industries Ltd. (Unit-II) 100
Mass Balance:
Kg Kg
Trichloroacetaldehyde 849
Formamide 251
Phosphorous
Trichloride
538 278 Effluent to MEE
Piperazine 656 1242 n-Butyl acetate
ByproductWater 622 397 Effluent to ETP
1000 TRFRN
Total 2917 2917
Mass Balance of TRFRN (Triforine)
Formation of step-1
Formation of step-2
TRFRN formation

M/s. PI Industries Ltd. (Unit-II) 101
46. N-(1-Cyano-1, 2-Dimethylpropyl)-2-(2,4—Dichlorophenoxy)
Propanamide
Manufacturing Process:
Step-1 DCPPA reacts with SOCl2 forms DCPPA-Cl
Step-2 DCPPA-Cl and ADMBN when treated with each other form FNXL in
combination with NaCl, CO2 and H2O.
Chemical Reaction:
Mass Balance:
Kg Kg
Caustic solution 264 321Scrubber effluent to
MEE
21 HCl
37 SO2
DCPPA 800 302 Residue to solid
incineratorToluene 900 882 Toluene Recovery
Thionyl Chloride 430
ADMBN 445 217 Residue
NaHCO3 2 577 Effluent to ETP
Water 450 1000 FNXL
NaOH 8
Total 3299 3299
Formation of DCPPA-Cl
Formation of FNXL
Mass Balance of FNXL
Caustic scrubber
CH3
O
OHO
ClCl+ SOCl
2 CH3
O
Cl
O
ClCl
Step-I
DCPPA-ClDCPPA
+ SO2 + HCl
CH3
CH3
CN
CH3
NH2
FNXL
CH3
O
O
ClCl
CH3
CH3
NC
CH3
NH
ADMBN
Step-II
NaCl+ H2OCO
2+ ++CH3
O
Cl
O
ClCl
DCPPA-Cl
NaHCO3

M/s. PI Industries Ltd. (Unit-II) 102
47. (1E)-1-(2, 5, 5-Trimethyl-1,3-Dioxan-2-yl)Propane -1,2-Dione 1-
(O-Methyloxime)
Manufacturing Process:
Step-1 Sulphuric Acid & Sodium Nitrite are charged in the reaction mixture of
Acetyl acetone & DM water & further MTBE (Methyl tert-Butyl Ether) is charged
in the above mixture to form HIPD, an intermediate.
Step-2 HIPD is charged in mixture of MTBE, Potassium Carbonate, DMF, and
Dimethyl Sulphate and then methylation is being done in presence of DMA to
form intermediate.
Step-3 The intermediate from step-2 is being added into mixture of toluene,
Neopentyl Glycol & TSA under agitation to form final product MIPD.
Chemical Reaction:
OO
CH3 CH3
+ NaNO 2 + H2SO4
OO
CH3CH3
NOH
+ Na2SO4 + H2O
Acetyl
acetone
mw:100.116HIPD
mw:129.114
mw:68.99 mw:98.07mw:142.03
OO
CH3CH3
NOH
HIPD
mw:129.114
+ K2CO 3 + (CH3)SO4
mw:138.18mw:126.127
OO
CH3CH3
NOCH 3
MIPD
mw:143.141
pentane-2,3,4-trione 3-(O-methyloxime)
pentane-2,3,4-trione 3-oxime
pentane-2,3,4-trione 3-oxime
KHCO 3CH3KSO 4+ +
potassium bicarbonate
potassium methyl sulfate
mw:100.12 mw:150.20
Step-I
Step-II
Step-III
OO
CH3CH3
NOCH 3
CH3
CH3
CH2CH2 OHOH
MIPD
mw:143.141
pentane-2,3,4-trione 3-(O-methyloxime)
Neopentyl glycol
mw:104.148
+ H2O
CH3
O
N
CH3 O
O
CH3 O CH3
CH3
(1E)-1-(2,5,5-trimethyl-1,3-dioxan-2-yl)propane-1,2-dione 1-(O-methyloxime)
mw:229.273
MIPD-ketal
2 2 2 2

M/s. PI Industries Ltd. (Unit-II) 103
OO
CH3 CH3
+ NaNO 2 + H2SO4
OO
CH3CH3
NOH
+ Na2SO4 + H2O
Acetyl
acetone
mw:100.116HIPD
mw:129.114
mw:68.99 mw:98.07mw:142.03
OO
CH3CH3
NOH
HIPD
mw:129.114
+ K2CO 3 + (CH3)SO4
mw:138.18mw:126.127
OO
CH3CH3
NOCH 3
MIPD
mw:143.141
pentane-2,3,4-trione 3-(O-methyloxime)
pentane-2,3,4-trione 3-oxime
pentane-2,3,4-trione 3-oxime
KHCO 3CH3KSO 4+ +
potassium bicarbonate
potassium methyl sulfate
mw:100.12 mw:150.20
Step-I
Step-II
Step-III
OO
CH3CH3
NOCH 3
CH3
CH3
CH2CH2 OHOH
MIPD
mw:143.141
pentane-2,3,4-trione 3-(O-methyloxime)
Neopentyl glycol
mw:104.148
+ H2O
CH3
O
N
CH3 O
O
CH3 O CH3
CH3
(1E)-1-(2,5,5-trimethyl-1,3-dioxan-2-yl)propane-1,2-dione 1-(O-methyloxime)
mw:229.273
MIPD-ketal
2 2 2 2
Mass Balance:
Kg Kg
DM Water 482 338 Effluent to ETP
Acetyl Acetone 543
Sulphuric Acid 106
Sodium Nitrite 563
NaCl 32
Potassium Carbonate 2 1260 Effluent to MEE
Dimethyl Sulphate 445
Dm Water 358
NPG 90% 801 152 Effluent to ETP
Dm Water 188 770Recovered NPG to
Incinerator1000 MIPD-Ketal
Total 3520 3520
MIPD-KETAL
FORMATION
Manufacturing process of MIPD
NITROZATION
METHYLATION

M/s. PI Industries Ltd. (Unit-II) 104
48. Orysastrobin
Manufacturing Process:
Step-1 Oximether reaction is carried out between Aqueous Methoxy Amine
Hydrochloride and MIPD Ketal at room temperature and atmospheric pressure.
Toluene is used as a solvent which is distilled off to get the Step1 product in
crude form.
Step-2 Hydroxyl Ammonium Sulphate is reacted with above product in presence
of catalyst and Sulphuric Acid is used to maintain the pH of the reaction mass.
Isopropyl Alcohol and Toluene are used as solvent which are distilled off giving
step II product in crude form.
Step-3 Methylamide is formed by addition of Sodium Methylate to above
intermediate. Distillation of mass helps recovering Methanol and giving final
product ORST.
Chemical reaction:
Step I
Step II
BOO-EZE/EZZ/EEE
MF 172.18
+ CH3ONa +
Cl
N
O
O
H3C
OCH3
241.5
CLMO
MF C11
H12
ClNO3
N
CH3
N
N
CH3
O
CH3
O
CH3
OH
MF C7H
13N
3O
3
+ CH3NH
2 N
NH
O
H3C
OCH3
N
CH3
N
N
CH3
O
CH3
O
CH3
O
ORST-EEEE / EEEZ
MW 391.42
+ 2CH3OH + NaCl
MF C18
H25
N5O
5
O
O
CH3CH3
CH3N
N
CH3
O
CH3
O
CH3
MW 258
BOK-EE/EZ/ZE
MF C12
H22
N2O
4
+ 2H2O + (NH
2OH)
2H
2SO
4
N
CH3
N
N
CH3
O
CH3
O
CH3
OH
+
MF C7H
12N
2O
3
BOO-EZE/EZZ/EEE
MW 172.18
CH3
CH3
OH
OH
MF C5H
12O
2
H2SO
4+2 2H2O+2
2

M/s. PI Industries Ltd. (Unit-II) 105
Step III
Mass Balance:
Kg Kg
MIPD-Ketal 366 1060 Effluent to MEE
NaOH 100
Methoxy Amine
hydrochloride
723
DM Water 581 625 Effluent to ETP
Hydroxylamoniumsulfate 890 500 H2SO4 Byproduct
Sodium Mithylate 72 608 Effluent to ETP
CLMO 310 1000 ORST
Methylamine 119
DM Water 633
Total 3794 3794
Mass balance of ORST (Orysastrobin)
Formation of BOK
Formation of BOO
Formation of
methylamide
BOO-EZE/EZZ/EEE
MF 172.18
+ CH3ONa +
Cl
N
O
O
H3C
OCH3
241.5
CLMO
MF C11
H12
ClNO3
N
CH3
N
N
CH3
O
CH3
O
CH3
OH
MF C7H
13N
3O
3
+ CH3NH
2 N
NH
O
H3C
OCH3
N
CH3
N
N
CH3
O
CH3
O
CH3
O
ORST-EEEE / EEEZ
MW 391.42
+ 2CH3OH + NaCl
MF C18
H25
N5O
5

M/s. PI Industries Ltd. (Unit-II) 106
49. (RS)-3, 5-Dichloro-N-(3-Chloro-1-Ethyl-1-Methyl-2-Oxopropyl)-p-
Toluamide Manufacturing Process:
Step-1 3-methyl, 1-pentyne-3-ol reacts with Phosphoryl Chloride forms mass of
3-Chloro-3-Methyl-1- pentyne.
Step-2 Along with Ammonia gas under Amination reaction, 3-Chloro-3-Methyl-
1- pentyne forms 3-Amino-3-Methyl-1-pentyne.
Step-3 Methyl p-toluene and chlorine gas forms Methyl-3, 5-dichloro-4-
methylbenzoate.
Step-4 Mehtyl-3, 5 -dichloro-4-methylbenzoate along with hydrochloric acid and
sodium chloride forms 3 ,5-dichloro-4-methyl benzoic Acid form.
Step-5 3, 5-dichloro-4-methyl benzoic Acid along with thionyl chloride forms 3,
5-dichloro-4-methyl benzoyl chloride derivatives.
Step-6 3, 5-dichloro-4-methyl benzoyl chloride and 3-amino 3-mehtyl 1-
pentane together reacts with each other and charge with MIBK to forms 3, 5-
dichloro-4-methyl benzoyl chloride solution in MIBK.
Step-7 3, 5-Dichloro-4-Methyl Benzoyl Chloride solution in MIBK reacts in
presence of silver nitrate to form Methyl 3,5-Dichloro-4-Methyl Benzoic acid in
MIBK.
Step-8 Methyl 3, 5-Dichloro-4-methyl benzoic acid in MIBK is treated with TCIA
powder then given caustic wash and water wash to form MIBK Solution of
Zoxamide.
Step-9 MIBK Solution of Zoxamide is given water wash to remove MIBK and
drying process carried out to get dry ZXMD.
Chemical Reaction:
Step I
CH3
OH
CH3 CH
CH3
Cl
CH3 CH
3-Methyl-1-pentyne-3-ol
POCl3
3-Chloro-3-Methyl-1-pentyne
+ H3PO
4+
Phosphoryl chloride

M/s. PI Industries Ltd. (Unit-II) 107
Step II
Step III
Step IV
Step V
Step VI
Step VII
CH3
Cl
CH3
CH
CH3
NH2
CH3
CH
Amination
3-Chloro-3-Methyl-1-pentyne3-Amino-3-Methyl-1-pentyne
+ 2 NH3
Ammonia gas
+ NH4Cl
CH3
COOCH3
CH3
COOCH3Cl
Cl
Methyl-p-toluate methyl 3,5-dichloro-4-methylbenzoate
+ 2 Cl2
Chlorine gas
+ 2 HCl
Hydrochloric acid
CH3
COOCH3Cl
Cl
CH3
COOHCl
Cl
methyl-3,5-dichloro-4-methylbenzoate
3,5-dichloro-4-methylbenzoic acid
NaOHHCl+ + CH3OHNaCl+ +
CH3
COOHCl
Cl
CH3
COClCl
Cl
3,5-dichloro-4-methylbenzoic acid
3,5-dichloro-4-methylbenzoyl chloride
SOCl2+
Thionyl chloride
SO2HCl+ +
CH3
COClCl
Cl
CH3
NH2
CH3
CH
+CH3
Cl
Cl
O
NH
CH3
CH3
CH
3,5-dichloro-4-methylbenzoyl chloride 3-Amino-3-Methyl-1-pentyne
+ HCl
3,5-dichloro-4-methyl benzoyl chloride solution in MIBK
MIBK
CH3
Cl
Cl
O
NH
CH3
CH3
CHCH3
Cl
Cl
N
OCH2
CH3
CH3
3,5-Dichloro-4-methyl benzoic acid in MIBK methyl 3,5-Dichloro-4-methyl benzoic acid in MIBK
AgNO3

M/s. PI Industries Ltd. (Unit-II) 108
Step VIII
Step IX
Mass Balance:
CH3
Cl
Cl
N
OCH2
CH3
CH3
CH3
Cl
Cl
N
O
CH3
CH3
Cl
TCIA
methyl 3,5-Dichloro-4-methyl benzoic acid in MIBK
NaOH
MIBK solution of Zoxamide
CH3
Cl
Cl
N
O
CH3
CH3
Cl
CH3
Cl
Cl
O
NH
CH3
CH3
ClO
ZXMD
+ H2O
MIBK solution of Zoxamide

M/s. PI Industries Ltd. (Unit-II) 109
Kg Kg
Stage-I
3-Methyl-1-pentyne-3-ol 559 79 Effluent to MEE
POCl3 581
Ammonia 303 491 Effluent to MEE
8743-Amino-3-methyl-1-
pentyne
Stage-II
Methyl-p-Toluate 437 361 HCl by-product
Chlorine gas 245
HCl 96 98 Effluent to ETP
NaOH 110
Thionyl Chloride 662 117 Effluent to MEE
129SO2 + HCl spent to
scrubber
8443,5-dichloro-4-methyl
benzoyl chloride
3,5-dichloro-4-methyl
benzoyl chloride (Stage-
II)
844 793 HCl By-product
MIBK 572 680 Effluent to MEE
3-Amino-3-methyl-1-
pentyne (Stage-I)874 561 MIBK Recovery
AgNO3 1 113 Effluent to ETP
Water 492
TClA 162 205 Effluent to ETPNaOH 46
Water 532
Water 205 376 Effluent to ETP
1000 ZXMD
Total 6720 6720
Formation of
intermediate-3
Formation of
intermediate-4
Mass balance of ZXMD (Zoxamide)
Formation of
intermediate-1
Formation of
intermediate-2
Formation of
Intermediate-5
Formation of
Intermediate-6
Formation of
Intermediate-7
Formation of
Intermediate-8
Formation of Step-9

M/s. PI Industries Ltd. (Unit-II) 110
50. 3, 4, 5-Trifluoro-aminobiphenyl
Manufacturing Process:
Magnesium and THF is added to AAA BrT FB raw material forming AAA-Mg Br
which is further reacted with trimethoxy boron in presence of THF forming
intermediate mixture of AAA – Boronic Ester and agitating the same mixture for
a while gives final product AAA-Boronic Acid (AMB)
Chemical Reaction:
Br
F
F
F
Mg
THF
MgBr
F
F
F
B OCH3
H3CO
H3CO
B-
F
F
F
OCH3
OCH3
H3CO
MgBr+
+
B
F
F
F
OCH3H3CO
HCl / H2O
B
F
F
F
OHOH
AAA-BrTFB
AAA-MgBr
AAA-Boronic ester
AAA-Boronic acid
MW: 210.979 MW: 235.284
MW: 339.21
MW: 203.96
MW: 175.9
MW: 103.9
THF
+ Mg(Br)(Cl) + 3 CH3OH
+ H2O
Mass Balance:
Kg Kg
Magnesium turnings 15 522 Effluent to ETP
Dry THF 664 644 THF recycled
AAA-BrTFB 967 264 Residue to incinerator
B(OCH3)3 531 531 Effluent to MEE
HCl 22 1000 AMB
Water 676
Caustic lye 86
Total 2961 2961
Mass balance of AMB (3,4,5-Trifluoro-aminobiphenyl)
Formation of AMB

M/s. PI Industries Ltd. (Unit-II) 111
51. S-Benzyl O, O-DiIsopropyl Phosphorothioate
Manufacturing Process:
SDTP and Benzyl Chloride reacted with toluene forms KTZ (Kitazin).
Chemical Reaction:
P
(CH3)2CHO
(CH3)2CHO SNa
OCl
+ P
(CH3)2CHO
(CH3)2CHO S
O
+ NaCl
Benzyl Chloride KTZSDTPMW 220.2 MW 126.59 MW 288.35
Toluene
Mass Balance:
Kg Kg
SDTP 1130 750 Effluent to MEE
Toluene 254 248 Rec. Toluene
Benzylchloride 444 25 Reside to incinerator
Water 768 572 Effluent to ETP
1000 Kitazin
Total 2595 2595
Mass balance of KITAZIN
Kitazin

M/s. PI Industries Ltd. (Unit-II) 112
52. 2-[3-Chloro-5-(Trifluoromethyl) Pyridin-2-yl] Ethanamine
Manufacturing process:
Step-1 2,3–dichloro-5-(trifluoromethyl) pyridine, Ethylcyno acetate, Potasium
Hydroxide and Hydrochloric acid are agitated in a reactor to form [3-Chloro-5-
(trifluoromethyl) pyridine-2-yl ]acetonitrile
Step-2 Dimethyle Ethar with charging of Hydrogen gas forms N-{2-[3-chloro-5-
(trifloromethyl) pyridine-2-yl] ethyl} acetamide.
Step–3 Just the solution of HCl is added to above mention intermediate to form
final product CTPE.
Chemical Reaction:
Step I
N
Cl
Cl
F3C
+NC
OEt
O
N
Cl
F3C
CN
2,3-dichloro-5-(trifluoromethyl)pyridine
(ethyl cyanoacetate)
[3-chloro-5-(trifluoromethyl)pyridin-2-yl]acetonitrile
+ CO2 + EtOH + +KCl 2H2O+ + HClKOH
N
Cl
F3C
CN
N
Cl
F3C
NH
O
[3-chloro-5-(trifluoromethyl)pyridin-2-yl]acetonitrile
N-{2-[3-chloro-5-(trifluoromethyl)pyridin-2-yl]ethyl}acetamide
Step II
+ 2 H (CH3CO)2OAcOH
+ + CH3COOH
N
Cl
F3C
NH
O
N-{2-[3-chloro-5-(trifluoromethyl)pyridin-2-yl]ethyl}acetamide
N
F
FF
Cl
NH2
(CTPE)
c. HCl
Step III
+ H2O + CH3COOH
NMP
H2

M/s. PI Industries Ltd. (Unit-II) 113
Mass Balance:
Kg Kg
2,3 dichloro-5-
trifluoromethyl)
pyridine
659 320 CO2 to Scrubber
NMP 2511 10 H2 to atmosphere
KOH 64 713 Effluent to MEE
ethyl acetoacetate 693 2270 Distillate recovery
Water 380
HCl 596
Acetic anhydride 275 935 Distillate recovery
Acetic acid 430
Hydrogen 10
Water 780 1160 Effluent to ETP
HCl 290 280Residue to
incinerator
1000 CTPE
Total 6688 6688
Mass balance of CTPE
Formation of Step 1
Formation of Step 2
Formation of Step 3
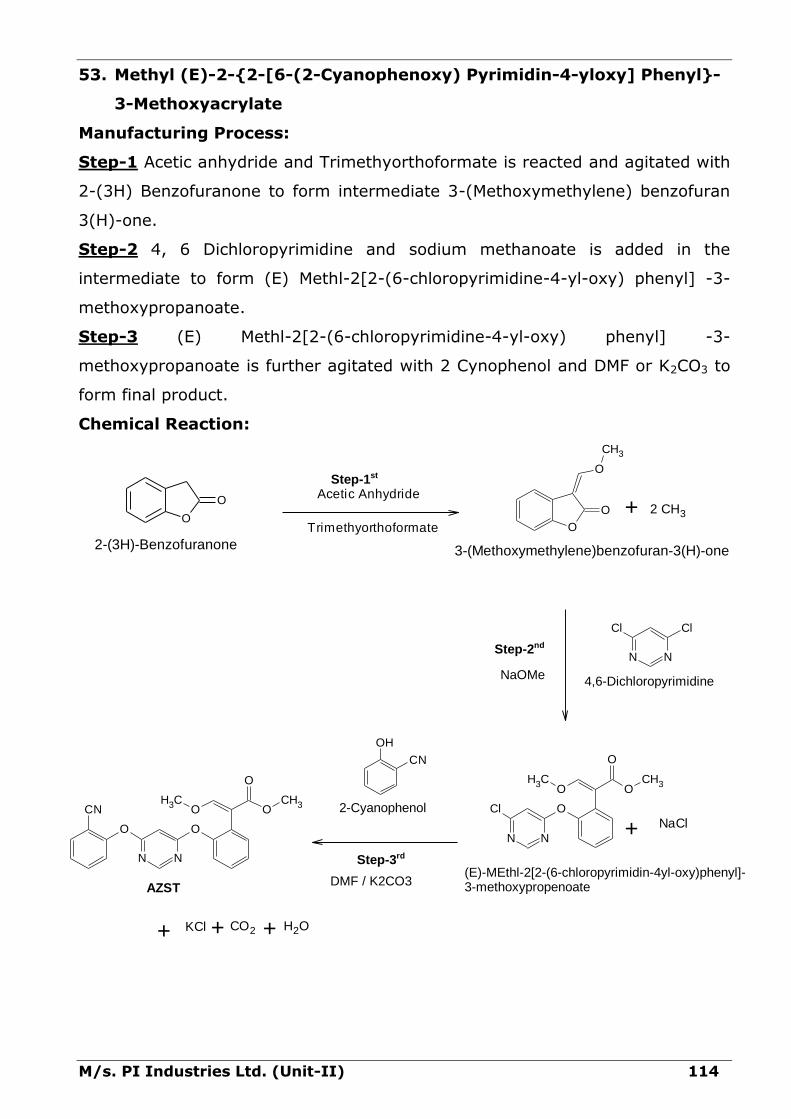
M/s. PI Industries Ltd. (Unit-II) 114
53. Methyl (E)-2-{2-[6-(2-Cyanophenoxy) Pyrimidin-4-yloxy] Phenyl}-
3-Methoxyacrylate
Manufacturing Process:
Step-1 Acetic anhydride and Trimethyorthoformate is reacted and agitated with
2-(3H) Benzofuranone to form intermediate 3-(Methoxymethylene) benzofuran
3(H)-one.
Step-2 4, 6 Dichloropyrimidine and sodium methanoate is added in the
intermediate to form (E) Methl-2[2-(6-chloropyrimidine-4-yl-oxy) phenyl] -3-
methoxypropanoate.
Step-3 (E) Methl-2[2-(6-chloropyrimidine-4-yl-oxy) phenyl] -3-
methoxypropanoate is further agitated with 2 Cynophenol and DMF or K2CO3 to
form final product.
Chemical Reaction:
O
OAcetic Anhydride
Trimethyorthoformate O
O
O
CH3
NN
ClCl
NN
OCl
OCH3
OCH3
O
OH
CN
NN
OO
OCH3
OCH3
O
CN
AZST
Step-1st
Step-2nd
Step-3rd
2-(3H)-Benzofuranone 3-(Methoxymethylene)benzofuran-3(H)-one
4,6-Dichloropyrimidine
2-Cyanophenol
(E)-MEthl-2[2-(6-chloropyrimidin-4yl-oxy)phenyl]-3-methoxypropenoate
NaOMe
DMF / K2CO3
+ 2 CH3
+ NaCl
+ KCl CO2 H2O+ +

M/s. PI Industries Ltd. (Unit-II) 115
Mass Balance:
Kg Kg
2(3H)-Benzofuranone 482 697 Effluent to MEE
Trimethyl orthoformate 686 162 Effluent to ETP
Acetic anhydride 708 47 Filtered solid to incinerator
Water 774 672 Trimethyl to recovery
sodium methoxide 441 77 Filtered solid to incinerator
4,6-Dichloropyrimidine 577 892 Effluent to MEE
180 Residue to incinerator
2-cynophenol 238 123 Filtered solid to incinerator
Potessium carbonate 4 489 Rec. DMF
DMF 500 571 Effluent to ETP
Water 500 1000 AZST
Total 4910 4910
Mass balance of AZST(methyl (E)-2-{2-[6-(2-cyanophenoxy)pyrimidin-4-yloxy]phenyl}-3-
methoxyacrylate)
Formation of
intermediate-1
Formation of
intermediate-2
Formation of AZST,
Crystallisation,
Filtration and drying

M/s. PI Industries Ltd. (Unit-II) 116
54. 4-(Methoxy-6-(Trifluoromethyl)-1, 3, 5-Triazin-2-Amine
Manufacturing Process:
3-Amino-1, 2, 4-triazole is reacted with Methanol and Nitroimidazole to form
CMTH.
Chemical reaction:
N
N
N
O
NH2
F
FF
NH2 NH
NHN + MeOH + O
O
F
FF NaOMe, H2O
C2H4N4 CH4O C3H3F3O2C5H5F3N4O
2 + CF3COONa+ 2 CH3OH
Mass Balance:
Kg Kg
Methyl
trifluoroacetate575 449 Methanol recovered
Methanol 462 265 Effluent to ETP
2-Cyanoguanidine 80 1000 CMTH
Sodium methoxide 360
Water 235
Total 1714 1714
Formation of Step-1
Mass balance of CMTH

M/s. PI Industries Ltd. (Unit-II) 117
55. (1RS, 2SR, 5RS; 1RS, 2SR, 5SR)-2-(4-Chlorobenzyl)-5-Isopropyl-1-
(1H-1, 2, 4-Triazol-1-ylmethyl) Cyclopentanol
Manufacturing Process:
Step-1 Dimethyl hexanediotate treated with sodium methanoate and Toluene or
DMF to form Ketone Intermediate.
Step-2 Ketone Intermediate reacts with toluene forms Methyl 1-(4-
chlorobenzyl)-2-oxocyclopentanacarboxylate.
Step-3 Methyl 1-(4-chlorobenzyl)-2-oxocyclopentanacarboxylate rearrangement
reaction done in presence of sodium methanoate or DMF, forms C14H14ClNaO3.
Isopropylation of the same compound with IPB or KI or DMF adds the ethyl
group in the structure. Followed by Hydrolysis and Decarboxylation forms 2-(4-
chlorobenzyl)-5-isopropylcyclopentanone (Ketone-IP)
Step-4 Ketone-IP treated with TMSOB forms C16H21ClO. This compound treated
with sodium salt forms IPCZ.
Chemical Reaction:
OCOOMe
Cl
COOMe
COOMe
MeONa
Tol / DMF
Cyclisation:-
Step I
dimethyl hexanedioate
O Na
COOMe
Benzylation:-
O Na
COOMe
Cl
Cl
Toluene
+
+ NaCl
2

M/s. PI Industries Ltd. (Unit-II) 118
Step II
Rearrangement Reaction:-
OCOOMe
Cl
methyl 1-(4-chlorobenzyl)-2-oxocyclop
entanecarboxylate
O
COOMeCl
Na
+MeOHDMF
+NaOMe
O
COOMeCl
Na
Isopropylation Reaction:-
O
COOMe
Cl
CH3
CH3
methyl 3-(4-chlorobenzyl)-1-isopropyl-2-oxocyclopentanecarboxylate
+NaBr
KI/DMF
+IPB
Hydrolysis - Decarboxylation:-
O
COOMe
Cl
CH3
CH3
O
Cl
CH3
CH3
2-(4-chlorobenzyl)-5-isopropylcyclopentanone(Ketone-IP)
+ MeOH+ Na2CO3+ NaOH/Toluene
Step III
O
Cl
CH3
CH3
(Ketone-IP)
2-(4-chlorobenzyl)-5-isopropylcyclopentanone
O
Cl
CH3
CH3
4-(4-chlorobenzyl)-7-isopropyl-1-oxaspiro[2.4]heptane
TMSOB / t-BuONa / NMP
CH3 CH3

M/s. PI Industries Ltd. (Unit-II) 119
O
Cl
CH3
CH3
N
N
NNa
Sodium salt of 1H-1,2,4-triazole
Cl
CH3
CH3
OH
N
N
N
2-(4-chlorobenzyl)-5-isopropyl-1-(1H-1,2,4-triazol-1-ylmethyl)cyclopentanol
(IPCZ)
CH3 CH3
Mass Balance:

M/s. PI Industries Ltd. (Unit-II) 120
Kg Kg
Toluene 689 146 Methanol Recovery
Dimethyl Adipate 1177 655 Toluene-recycled
Sodium Methoxide 397
DMF 98
p-chlorobenzyl chloride 1050
Water 1261
Sodium Methoxide 397 188 Methanol Recovered
Toluene 1204 896 DMF Recovered
DMF 933
Potassium Iodide 45 4121 NaBr By-product
Isopropyl Bromide 884
Water 450
Sodium Hydroxide 67 1741 Recovered Toluene
Toluene 1795 1397 Effluent to MEE
Water 1171 581 Methanol Recovered
612 Effluent to ETP
749 Effluent to Incinerator
139 Residue to Incinerator
Sodium salt of 1,2,4-
Triazole 766 1138 N-methyl pyrrolidone
N-methyl pyrrolidone 1185 966 Effluent to MEE
Sodium tert-butoxide 442 167 LOD to incinerator
TMSOB 1596 899 Effluent to ETP
Water 111 321 Effluent to Incinerator
1000 IPCZ
Total 15716 15716
Mass Balance of IPCZ
Formation of IPCZ
Rearrangement
reaction of IPCZ
Isopropylation
reaction of IPCZ
Cyclyzation and
Benzylation reaction
of IPCZ
Decarbonation
reaction of IPCZ

M/s. PI Industries Ltd. (Unit-II) 121
56. 1-(2-Fluorophenyl)-1-(4-Fluorophenyl)-2-(1, 2, 4-Triazol-1-yl)
Ethanol
Manufacturing Process:
2-(2-florophenyl)-2-(4-fluorophenyl) oxirane when reacts with 1, 2, 4-triazol
and K2CO3 with DMF forms Flutriafol.
Chemical Reaction:
Mass Balance:
Kg Kg
DMF 741 507 Effluent to MEE
1,2,4-Triazole 371 384 Effluent to ETP
Potassium carbonate 17 248 LOD to incinerator
FOX 1153 711 DMF recovery
Water 568 1000 FTL
Total 2850 2850
Mass balance of FTL
Formation of Step 1
+DMF
O
F FNH
NN
1,2,4-TriazoleFlutriafol
OH
F
F
N
N
N
2-(2-fluorophenyl)-2-(4-fluorophenyl)oxirane
K2CO
3+ K
2CO
3 +
MW 138.2

M/s. PI Industries Ltd. (Unit-II) 122
57. 2-(2-fluorophenyl)-2-(4-fluorophenyl)-oxirane
Manufacturing Process:
Step-1 2-Florobenzoyl Chloride and fluorobenze are treated with each other in a
closed reactor forms 2, 4-Difluorobenzophenone.
Step-2 2, 4 Difluorobenzophenone is further treated with KOH, dimethyl
sulphate and DABCO along with toluene to form FOX.
Chemical reaction:
F
+
F
O
Cl
F
O
F
Fuorobenzene2-Fuorobenzoyl chloride
2,4'-Difluorobenzophenone
Step I
+ HCl
F
O
F F F
O
2,4'-Difluorobenzophenone 2-(2-fluorophenyl)-2-(4-fluorophenyl)-oxirane (FOX)
Step II
KOH, DABCO
O
SO
O
O
+ + KCH3SO4+ KOH + H2O
Toluene
Mass Balance:
Kg Kg
2-fluorobenzoyl Chloride 564 271 HCl By-Product
Fluorobenzene 304
Aluminium Chloride 255
dimethyl sulfoxide 806 401 Recovered toluene
dimethyl sulphate 521 549 Effluent to ETP
KOH 77 591 Effluent to MEE
DABCO 23 765Dimethyl sulfoxide
recovery
Water 616 1000 FOX
Toluene 412
Total 3577 3577
Mass Balance of FOX
Formation of Step 2
Formation of Step 1
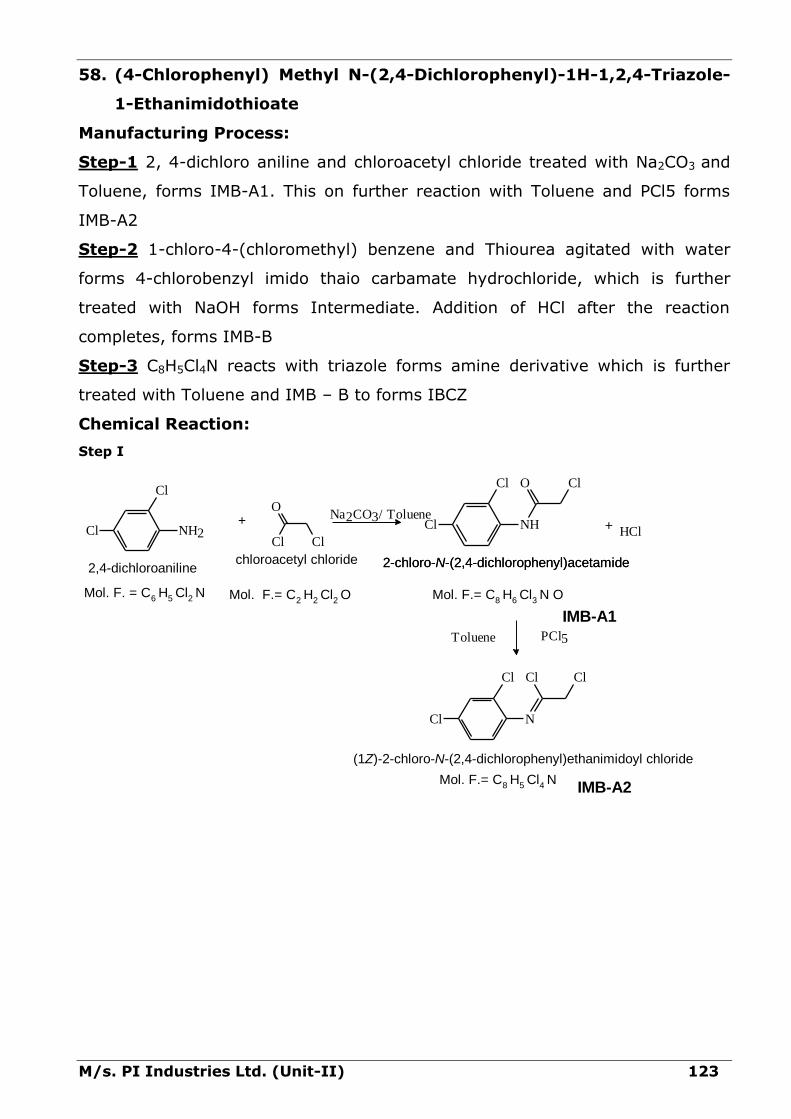
M/s. PI Industries Ltd. (Unit-II) 123
58. (4-Chlorophenyl) Methyl N-(2,4-Dichlorophenyl)-1H-1,2,4-Triazole-
1-Ethanimidothioate
Manufacturing Process:
Step-1 2, 4-dichloro aniline and chloroacetyl chloride treated with Na2CO3 and
Toluene, forms IMB-A1. This on further reaction with Toluene and PCl5 forms
IMB-A2
Step-2 1-chloro-4-(chloromethyl) benzene and Thiourea agitated with water
forms 4-chlorobenzyl imido thaio carbamate hydrochloride, which is further
treated with NaOH forms Intermediate. Addition of HCl after the reaction
completes, forms IMB-B
Step-3 C8H5Cl4N reacts with triazole forms amine derivative which is further
treated with Toluene and IMB – B to forms IBCZ
Chemical Reaction:
Step I
Cl
Cl NH
O Cl
Mol. F. = C6 H
5 Cl
2 N
(1Z)-2-chloro-N-(2,4-dichlorophenyl)ethanimidoyl chloride
Cl
Cl NH2+
O
Cl Cl
2,4-dichloroanilinechloroacetyl chloride 2-chloro-N-(2,4-dichlorophenyl)acetamide
Mol. F.= C2 H
2 Cl
2 O
2-chloro-N-(2,4-dichlorophenyl)acetamide
Mol. F.= C8 H
6 Cl
3 N O
+ ClH
PCl5
Cl
Cl N
Cl Cl
Mol. F.= C8 H
5 Cl
4 N
Toluene
Na2CO3/ Toluene
IMB-A1
IMB-A2

M/s. PI Industries Ltd. (Unit-II) 124
Step II
1-chloro-4-(chloromethyl)benzene
Cl
Cl
+ (NH2)2CSOH2
NaOH / H2O
Cl
S Na
Cl
SH
(4-chlorophenyl)methanethiol
Mol. F. C7 H
6 Cl
2
Mol. F = C7 H
7 Cl S
ClH
NH
NH2
Cl
S
4-chlorobenzyl imidothiocarbamate Hydrochloride
+
NH2
NH2O
urea
IMB-B
Step III
Cl
Cl N
Cl Cl N
H
N
N
Cl N
N N
N
N
N N
Cl
N-(2,4-dichlorophenyl)-N-[(1Z)-1,2-di-1H-1,2,4-triazol-1-ylethylidene]amine
Cl
SH
CH3CN / Toluene
Cl
S
Cl
N
NN
N
Cl
4-chlorobenzyl (1Z)-N-(2,4-dichlorophenyl)-2-(1H-1,2,4-triazol-1-yl)ethanimidothioate
Mol. Formula = C17
H13
Cl3 N
4 S
Mol. F.= C8 H
5 Cl
4 N
1H-1,2,4-triazole
IMB-C
Mass Balance:

M/s. PI Industries Ltd. (Unit-II) 125
Kg Kg
Stage-I
2,4-dichloroaniline 358 538 Recycled Toluene
Chloro Acetyl Chloride 345 311 Effluent to ETP
Sodium Carbonate 43 692 Intermediate-1Phosphorous
pentachloride240
Toluene 555
Stage-II
1-Chloro-4-
(chloromethyl) benzene405 721 Effluent to ETP
CS.(NH2)2 220 655 Intermediate-2
HCl 35
NaOH 114
Water 602
1,2,4-Triazole 232 184 Toluene -recycle
Intermediate-1 (Stage-I) 692 1121 Effluent to MEE
Intermediate-2 (Stage-II) 655 331Cyanomethane
recycleCyanomethane 338 1000 IBCZ
Water 531
Toluene 188
Total 5553 5553
Mass Balance of IBCZ ((4-chlorophenyl)methyl N-(2,4-dichlorophenyl)-1H-1,2,4-
triazole-1-ethanimidothioate))
Formation of
intermediate-1
Formation of
intermediate-2
Formation of IBCZ

M/s. PI Industries Ltd. (Unit-II) 126
Fine Chemicals
59. 2-Amino-3-Chlorobenzoic Acid Methyl Ester
Manufacturing Process:
Step-1 Ammonia gas along with MeOH agitated in reactor to form an
intermediate product 3-CAA
Step-2 3-CAA then treated with K2CO3 and TBAB to form ACBM final Product.
Chemical Reaction:
OHO
NH2
Cl
OHO
Cl
Cl
OO
NH2
Cl
OHO
NH2
Cl
+ S
O
O
O O
(DCBA) (3-CAA)
(3-CAA) (ACBM)
K2CO3, TBAB
Step I
Step II
+ 2 NH + NH4Cl
+ S O
O
O
OH
NH3 / MeOH
CuCl (cat.)
MIBK
Mass Balance:
Kg Kg
2,3 dichloro benzoic
acid638 50
LOD to
incinerator
copper chloride 4 1400 Effluent to MEE
ammonia 571
Water 664
hydrochloric acid 53
MIBK 1360 1333 recovered MIBK
Dimethyl Sulphate 144 394 Effluent to ETP
TBAB 108 1000 ACBM
pottassium carbonate 4
Water 630
Total 4177 4177
Mass Balance of ACBM
Formation of Step
1
Formation of Step
2

M/s. PI Industries Ltd. (Unit-II) 127
60. 5-Amino-1, 2, 4-Triazole-3-Thiol
Manufacturing Process:
Aminoguanidine bicarbonate is agitated with Ammonium thiocyanate forms
intermediate hydrazine carboximidamide. HCl is added further to this
intermediate to form 2-carbamimidoyl hydrazine carbothioamide. Then NaOH is
mixed with this to produce final product 5-amino1, 2, 4 triazole-3-thiol (AMT).
Chemical Reaction:
NH
NH
NH2
NH2
.H2CO3 + NH4SCN
Ammoniumthiocyanate
NH2
NH
NH NH2 HSCN
hydrazinecarboximidamide
HCl
NH2
NH
NH
NH S
NH2
NaOHN
NH
N
NH2
SH
5-amino-1,2,4-triazole-3-thiol
(AMT)
2-carbamimidoylhydrazinecarbothioamide
Aminoguanidine bicarbonate
F.W =136.10F.W =76.12
F.W =133.17
HCl
F.W =169.63
F.W =116.14
+ NH3 + CO2
++ NH4ClH2O
Mass Balance:
Kg Kg
Aminoguanidine
Bicarbonate570 600 Effluent to MEE
Ammonium
Thiocynate510 365 Effluent to ETP
Water 880 84 LOD to incinerator
HCl 42 1000 AMT
Caustic Soda 47
Total 2049 2049
Manufacturing process of AMT
Formation of Step 1

M/s. PI Industries Ltd. (Unit-II) 128
61. 1-(Tetrahydropyran-4-yl) Ethanone
Manufacturing Process:
Step-1 Methyl aceto acetate and DMF is agitated with Bis (2-Chloroethyl) ether
to form ATHC mixture as intermediate.
Step-2 This Intermediate is further dissolved in aqueous H2SO4 solution form
final Product ATHP.
Chemical Reaction:
O
O
O
OCl
OCl +
O
O
O
Bis(2-chloroethyl)ether Methyl acetoacetateATHC
+ + KCl + KIDMF
Potassium carbonate
Potassium Iodide
K2CO3
O
O
O
O
O
O
ATHC ATHP
Aq. H2SO4 + H
O
O
CH3
methyl formate
+ H2SO4
Sulphuric acid
Sodium bicarbonateEDC
Mass Balance:
Kg Kg
Bis dichloro
diethylether1096 1639 DMF recycled
DMF 1707 259Residue to
incineratorPotassium
carbonate99 93
Solid to
incinerator
Potassium Iodide 22
Methyl
Acetoacetate599
H2SO4 192 1083 Effluent to ETP
DM Water 555 984 EDC recycled
Sodium
bicarbonate5 222
Residue to
incinerator
EDC 1004 1000 ATHP
Total 5280 5280
Mass Balance of ATHP
Formation of ATHC
Formation of ATHP

M/s. PI Industries Ltd. (Unit-II) 129
62. 4-Chloro-2, 6-Dimethyl Aniline
Manufacturing Process:
Chlorination of 2, 6- Dimethyl Aniline with H2SO4, EDC NaOH will produce CDMA.
Chemical Reaction:
NH2
+ H2SO4 + Cl Cl
Cl
NH2
2,6-dimethylaniline
+ HCl
(CDMA)
+ii) 2 NaOH
Na2SO4 + 2H2O
i) EDC
Mass Balance:
Kg Kg
2,6-Dimethylaniline 990 236 HCl Recovered
EDC 1580 880 Effluent to MEE
Sulphuric Acid 778 530 Effluent to ETP
Caustic 25 1533 Distilled EDC recovered
Chlorine Gas 194 124 Distilled DMA recovered
Water 737 1000 CDMA
Total 4303 4303
Mass Balance of CDMA
Formation of Step 1

M/s. PI Industries Ltd. (Unit-II) 130
63. 4-Chloro 2, 6-Dimethyl-Bromo Benzene
Manufacturing Process:
Step-1 2, 6 – Dimethyl aniline and H2SO4 is chlorinated in a reactor by adding
the chlorine gas in presence of EDC produce CDMA bisulfate salt.
Step–2 The Salt is further reacted with NaNO2 along with Hydro bromide
produce CDMB
Chemical Reaction:
NH2
+ H2SO4 + Cl Cl
Cl
NH3
+
2,6-dimethylaniline CDMA (bisulfate salt)
EDC
-HSO4
+ HCl
Step I
+ NaNO2 + HBr
Cl
Br
CDMB
Cl
NH3
+ -HSO4
CDMA (bisulfate salt)
+ NaBrN2 +
Step II
Mass Balance:
Kg Kg
EDC 1353 760 HCl by-product
2,6-Dimethyl Aniline 593 1312 Recovered EDC
Sulphuric Acid 585
Chlorine Gas 625
Hydrobromic Acid 189 661 Effluent to MEE
Sodium Nitrite 597 732 Effluent to ETP
Water 822 242N2 Gas to Wet
scrubber
57Residue to
Incinerator
1000 CDMB
Total 4764 4764
Formation of Step 2
Formation of Step 1
Mass Balance of CDMB

M/s. PI Industries Ltd. (Unit-II) 131
64. 1-Cyclopropy-2(2fluorophenyl) Ethanone
Manufacturing Process:
Isopropyl chloride and magnesium metal forms Isopropyl Magnesium chloride.
This solution is further reacted with 2-Floro Toluene to form an Intermediate.
The intermediate is further treated with CPCM and hydrochloric acid to form
CPFK.
Chemical Reaction:
CH3
F
+H3CO
O
O
F
CPFK
+ CH3OH + 2MgCl2
+ CO2
CPCM
+CH3
CH3CH3 CH3
MgCl
+
CH3 CH3
MgCl
CH3 CH3
Cl
Isopropyl magensium chlorideIsopropyl chloride
Propane
Methanol Magenisum Chloride
Carbondioxide
+ Mg+
Magensium Metal
+ 2HCl
Isopropyl magensium chloride
Hydrochoric acid
2
2-Fluoro Toluene
F
Mg --Cl
F
Mg --Cl
2
Mass Balance:
Kg Kg
Magnesium
Turnings38
2-Chloropropane 2450
2-Fluoro Toluene 521 42Propane Gas
incineration
CPCM 460 606 Effluent to MEE
HCl 102 1661 HCl by-product
DM Water 680 601
Methanol
Recovered
340 Effluent to ETP
1000 CPFK
Total 4250 4250
Formation of CPFK
Formation of Step-1
Mass balance of CPFK
Formation of Step-2

M/s. PI Industries Ltd. (Unit-II) 132
65. N, N'-Bis(2-Hydroxyethyl) Ethylene Diamine
Manufacturing Process:
Ethylene diamine treated with 2-chloroethanol in presence of sodium carbonate
forms the product.
Chemical Reaction:
Mass Balance:
Kg Kg
Ethylene Diamine 1498 1438Ethylene Diamine
Recovered
2-Chloro Ethanol 1344 503 Effluent to MEE
Sodium Carbonate 7 554 Effluent to ETP
DM Water 646 1000 DAEEA
Total 3495 3495
Mass balance of DAEEA
Formation of DAEAA
OHNH
NHOH
DAEEA
NH2NH2 OH
Cl
+Ethylenediamine 2-chloroethanol
Na2CO32+ 2 NaCl H
2O CO
2+ ++Sodium
carbonateSodium chloride

M/s. PI Industries Ltd. (Unit-II) 133
66. 2, 3- Dichloro-5-(Trichloromethyl) Pyridine
Manufacturing Process:
Step-1 Nicotinic Acid is react with chlorine gas and PCl3 in auto clave to form 2,
3-dichloro-5-(trochloromethyl pyridine).
Step – 2 2, 3-dichloro-5-(trichloromethyl) pyridine treated with hydrogen
fluoride in auto clave to form final product 2, 3-dichloro-5-(trifloromethyl)
pyridine (DCTFP).
Chemical reaction:
N
O
OH
N
Cl
Cl
Cl
Cl
Cl
Nicotinic acid
3 Cl PCl3 HF
N
F
F
F
Cl
ClAutoclave
Step Step
2,3-dichloro-5-(trichloromethyl)pyridine
2,3-dichloro-5-(trifluoromethyl)pyridine
Autoclave + POCl3
+ HCl
+ H2O
+ 3
Mass Balance:
Kg Kg
Phosphorous
Trichloride1549 120 HCl By-product
Nicotinic Acid 347 1494 Distilled recovered
Chlorine 528 183 Effluent to MEE
Water 483
AHF 565 844 Effluent to ETP
Water 524 355 HCL by-product
1000 DCTFP
Total 3996 3996
Formation of Step
1
Formation of Step
2
Mass balance of DCTFP
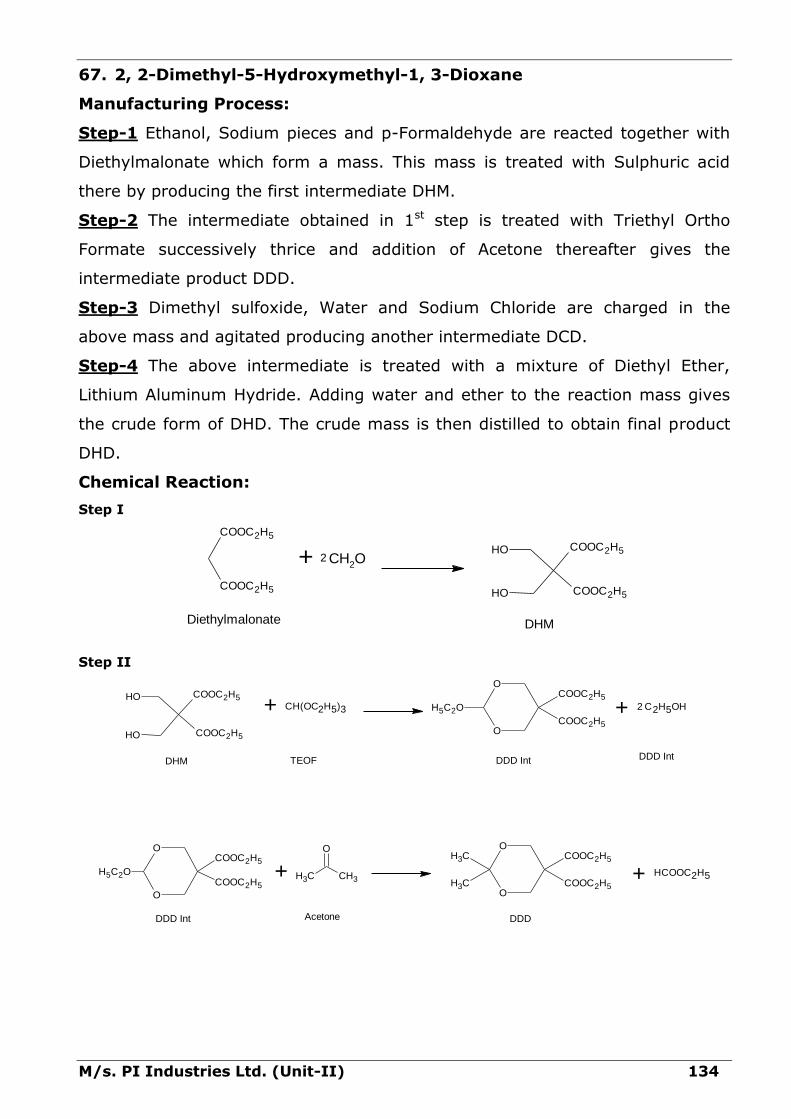
M/s. PI Industries Ltd. (Unit-II) 134
67. 2, 2-Dimethyl-5-Hydroxymethyl-1, 3-Dioxane
Manufacturing Process:
Step-1 Ethanol, Sodium pieces and p-Formaldehyde are reacted together with
Diethylmalonate which form a mass. This mass is treated with Sulphuric acid
there by producing the first intermediate DHM.
Step-2 The intermediate obtained in 1st step is treated with Triethyl Ortho
Formate successively thrice and addition of Acetone thereafter gives the
intermediate product DDD.
Step-3 Dimethyl sulfoxide, Water and Sodium Chloride are charged in the
above mass and agitated producing another intermediate DCD.
Step-4 The above intermediate is treated with a mixture of Diethyl Ether,
Lithium Aluminum Hydride. Adding water and ether to the reaction mass gives
the crude form of DHD. The crude mass is then distilled to obtain final product
DHD.
Chemical Reaction:
Step I
COOC2H5
COOC2H5OH
OHCOOC2H5
COOC2H5
Diethylmalonate
CH2O+ 2
DHM
Step II
COOC2H5
COOC2H5
O
O
CH3
CH3
COOC2H5
COOC2H5OH
OH
DHM
+
CH(OC2H5)3+
TEOF
COOC2H5
COOC2H5
O
O
H5C2O
DDD Int
+ 2 C2H5OH
DDD Int
COOC2H5
COOC2H5
O
O
H5C2O
DDD Int Acetone
CH3 CH3
O
DDD
HCOOC2H5+

M/s. PI Industries Ltd. (Unit-II) 135
Step III
COOC2H5
O
O
CH3
CH3
COOC2H5
COOC2H5
O
O
CH3
CH3 + C2H5OH CO2+
DDD
+ H2ODMSO
DCD
Step IV
COOC 2H5
O
O
CH3
CH3
LiAlH4
DCD
+4H2O
LAH
O
O
CH3
CH3
CH2OH
DHD
+ C2H5OH + LiOH + Al(OH)3 + 2H2
Mass balance:
Kg Kg
Methanol 918 895 Methanol-recovered
Paraformaldehyde 628 239 Residue to incinerator
Diethylmalonate 1522
Triethyl Ortho Formate 888 818 Effluent to MEE
Sodium Bisulphate 108 678 Acetone recovery
Acetone 714 339 Recovered Toluene
Toluene 346
Water 150
Dimethyl sulfoxide 829 250 CO2
Sodium chloride 440 575 Effluent to MEE
Toluene 5221354
Dimethyl sulfoxide
recovery
Water 261 512 Recovered Toluene
Lithium aluminium
hydride265 93
Hydrogen gas to
atmosphere
KOH 20 317 Effluent ETP
Water 431 754Solid to solid
Incinerator219 Residue to Incinerator
1000 DHD
Total 8043 8043
Mass balance of DHD
Formation of Step 4
Formation of Step 2
Formation of Step 1
Formation of Step 3

M/s. PI Industries Ltd. (Unit-II) 136
68. 4, 4-Dimethoxy-2-Butanone
Manufacturing Process:
Step-1 Methyl Formate charged with sodium methoxide and methyl formate
forms Sodium Formyl Acetone.
Step-2 Sodium Formyl acetone is further treated with methanol and H2SO4 and
the methanol is added slightly along the wall of the reactor in reaction. Agitation
of the mass gives the final product DMB.
Chemical Reaction:
Step I
H O
O
+O O
ONa
O
O
O
MeOH
MeOH
(Methyl formate)(Sodium formyl acetone)
(DMB)
CH-
O
O
Na+
O
ONa
(Sodium formyl acetone)
++ NaOCH3 2 CH3
2 CH3+
Step II
+ H2SO4 NaHSO4+ + H2O
Mass balance:
Kg Kg
Methanol 851 717Wet cake to
incineration
Water 698 347 Effluent to MEE
Methyl formate 905 834 Methanol Recovered
Acetone 640
NaOCH3 349
Methanol 2553 188Wet cake to
Incineration
Water 397 703 Effluent to ETP
H2SO4 123 2489 Methanol recycled
238Residue to
Incineration
1000 DMB
Total 6516 6516
Mass balance of DMB
Formation of Step 1
Formation of DMB

M/s. PI Industries Ltd. (Unit-II) 137
69. 2-Ethyl-2-Methyl Butanoic Acid
Manufacturing Process:
Step-1 Propionitrile and Ethyl Bromide treated with sodamide in presence of
THF forms 2-Ethyl 2-Methyl Butyronitrile.
Step-2 2-Ethyl 2-Methyl butyronitrile reacts with water and H2SO4 to form final
product Ethyl Methyl Butanoic Acid (EMBA)
Chemical Reaction:
+ CH3 Br
CH3
CH3
CH3
N
THF
COOH
CH3
CH3
CH3
2-Ethyl-2-methylbutanoic acid
Step I
Propionitrile
2-Ethyl-2-methyl butyronitrile
CH3
N
Ethyl bromide+ 2NaBr + 2NH3
+ NH3
+ Na NH2
Sodamide
2
CH3
CH3
CH3
NH OH+
2
2-Ethyl-2-methyl butyronitrile
2
Step II
H2SO
4
Mass Balance:
Kg Kg
Sodamide 583 1701 Recovered THF
Propionitrile 324 236 NH3 by-product
Ethyl Bromide 809 872 Effluent to MEE
Water 339 310Effluent to
Incinerator
THF 1727
Sulphuric Acid 553 739 Effluent to ETP
Water 658 49Residue to
incinerator86 NH3 By-product
1000 EMBA
Total 4993 4993
Formation of Step-1
Formation of EMBA
Mass balance of EMBA

M/s. PI Industries Ltd. (Unit-II) 138
70. Mono Methyl Hydrazine
Manufacturing Process:
Hydrazine Hydrate treated with Methyl chloride with NaOH forms MMH.
Chemical Reaction:
Mass Balance:
Kg Kg
Chloroform 1548 861 Residue to Incinerator
Hydrazine Hydrate 1501 499 Effluent to ETP
Caustic Lye 1116 1909 UDMH
Water 1331 1227 SDMH
1000 MMH
Total 5496 5496
Mass balance of MMH
Formation of Step 1
NH2 NH2 + CH3
Cl
NaOH
NH2 NH
CH3 + NaCl + H2O
Hydrazine hydrate
Methylchloride MMH

M/s. PI Industries Ltd. (Unit-II) 139
71. 10-H Phenothiazine
Manufacturing Process:
Diphenylamine and Sulphur reacts with each other and forms 10H-
phenothiazine.
Chemical Reaction:
NH
S
NH
+ + H2S
diphenylamine10H-phenothiazine
SulphurHydrogen sulphide gas
2 S
Mass Balance:
Kg Kg
Diphenylamine 899 178
H2S Scrubbed in
Caustic solution and
converted to NaSH
byproduct
Sulphur 352 63Solid waste to
incineration
Water 551 561 Effluent to ETP
1000 10-H Phenothiazine
Total 1802 1802
Mass balance of 10-H Phenothiazine
Formation of Step 1

M/s. PI Industries Ltd. (Unit-II) 140
72. 3-Phenoxy Benzaldehyde
Manufacturing Process:
Step-1 Benzaldehyde along with mixture of bromine and chlorine gas forms
MBB.
Step-2 MBB with 1, 2 ethenediol in an agitation reaction forms MBBA.
Step-3 MBBA and Phenol reacts with each other forms mass which on further
reacting with KOH and CuCl forms MPBA.
Step-4 MPBA is dissolved in water and treated with H2SO4 to obtain the product
MPB.
Chemical Reaction:
Step-I
benzaldehyde3-chlorobenzaldehyde3-bromobenzaldehyde
HO
+ Br2 + Cl2HCl
HO
Br
HO
Cl
+ +
MBB
+ HBr2
3-bromobenzaldehyde
HO
Br
+
OH
OH
MEGBr
O
O
+ H2O
MBBA
Step-II
O
O
OBr
O
O
MBBA
+
OH
phenol
+ KOH
CuCl
+ KBr + H2O
MPBA
Step-III

M/s. PI Industries Ltd. (Unit-II) 141
O
O
O
MPBA
+ H2O
H2SO4
O
H
O
3-phenoxybenzaldehyde
+OH
OH
MEG
Step-IV
Mass Balance:
Kg Kg
Benzaldehyde 139 122 HCl by-product
Bromine 13 86 HBr By-product
Chlorine 46
HCl solution 705
Formic Acid 9
Thio Sloution 357
Soda sloution 7
1,2-Ethanediol (MEG) 652 4031,2-Ethanediol (MEG)
Recovery
Cuprous chloride 12 357 Effluent to ETP
KOH 387
Phenol 605
Water 229
Caustic Lye 185
Water 830 1200 Recovered MEG
H2SO4 33 1040 Effluent to MEE
1000 MPB
Total 4208 4208
Mass balance of MPB
Formation of Step 1
Formation of Step 2
Formation of Step 4
Formation of Step 3

M/s. PI Industries Ltd. (Unit-II) 142
Pyrazoles
73. N-{3-Isobutyl-4-[1, 2, 2, 2-tetrafluoro-1-(trifluoromethyl) Ethyl]
phenyl}-1, 3, 5- Trimethyl Pyrazole -4- Carboxylic Amide
Manufacturing Process:
Step-1 IBA and RFI react with each other along with sodium hydrosulfite and
potassium carbonate forms intermediates PRFA and ORFA.
Step-2 PRFA is then treated with zinc chloride and sodium methoxide, which
forms HFMA.
Step-3 HFMA and TMC along with NMP and sodium methoxide forms mass of
PAN.
Step-4 PAN and IBC combine with toluene and sodium hydride forms PFD.
Chemical Reaction:
Step I
NH2
CH3
CH3
NH2
CH3
CF 3
F3C
FCH3
+F3C
F3C
I
F
2 Na 2S2O4
2 K 2CO 3
+
NH2
CH3
CH3
F3C F
CF 3
+ 2 KI + 2 KHCO 3 + 2 Na 2SO4+ SO2
IBA RFIPRFA ORFA
2 2
Step II
NH2
CH3
CF3
F3C
FCH3
NH2
CH3
CF3
F3C
OCH3
CH3
ZnCl2
3 CH3ONa + NaF
2 H2O
Zn (OH )2+
PRFA HFMA
+2 MeOH+ 2NaCl
Step III
N
N
CH3
CH3
CH3
O
O
CH3
NH
CH3
F3
C
CF3O
CH3
N
N CH3
CH3
CH3
O
CH3
+
NH2
CH3
CF 3
F3C
OCH3
CH3
CH3ONa
PAN
+ 2 CH 3OH + NaOH
HFMA TMC
H2O
NMP
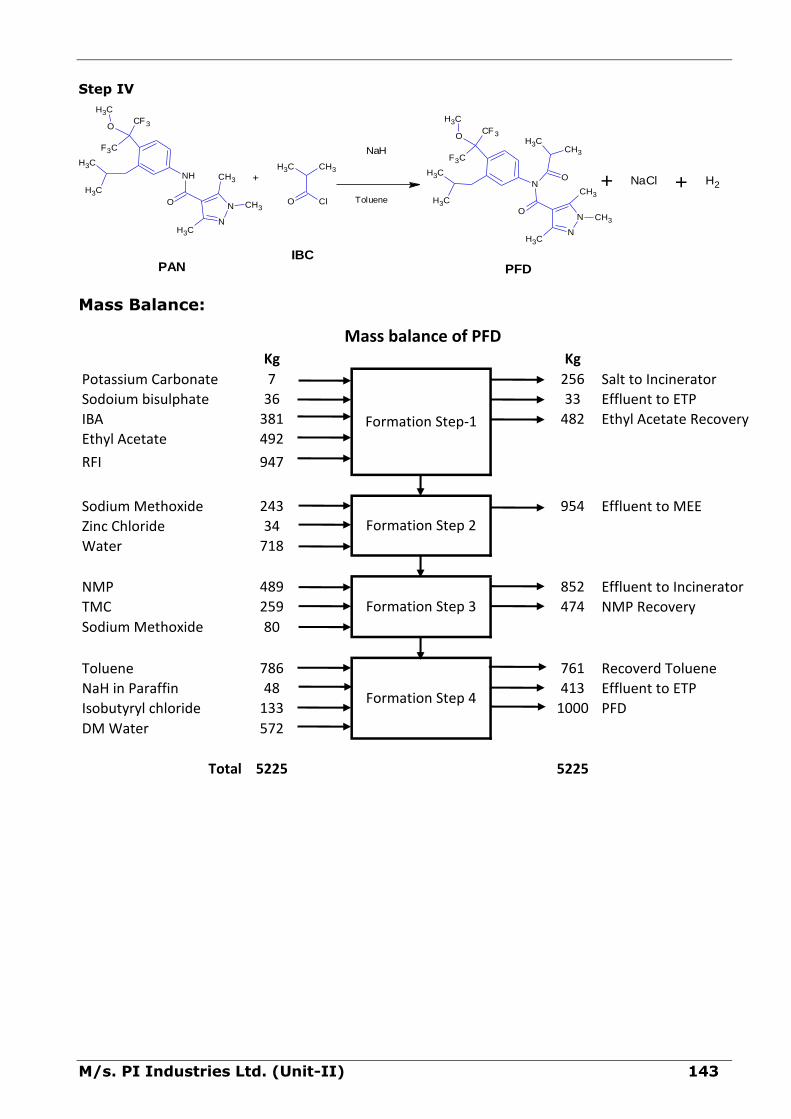
M/s. PI Industries Ltd. (Unit-II) 143
Step IV
NH
CH3
F3C
CF 3O
CH3
N
N CH3
CH3
CH3
O
CH3
N
CH3
F3C
CF 3O
CH3
N
N CH3
CH3
CH3
O
CH3
CH3
CH3
O
CH3 CH3
O Cl
+
Toluene
IBCPFDPAN
+ NaCl + H2
NaH
Mass Balance:
Kg Kg
Potassium Carbonate 7 256 Salt to Incinerator
Sodoium bisulphate 36 33 Effluent to ETP
IBA 381 482 Ethyl Acetate Recovery
Ethyl Acetate 492
RFI 947
Sodium Methoxide 243 954 Effluent to MEE
Zinc Chloride 34
Water 718
NMP 489 852 Effluent to Incinerator
TMC 259 474 NMP Recovery
Sodium Methoxide 80
Toluene 786 761 Recoverd Toluene
NaH in Paraffin 48 413 Effluent to ETP
Isobutyryl chloride 133 1000 PFD
DM Water 572
Total 5225 5225
Formation Step 4
Formation Step-1
Formation Step 3
Mass balance of PFD
Formation Step 2

M/s. PI Industries Ltd. (Unit-II) 144
74. 4-Chloro-N-[[4-(1, 1-Dimethylethyl) Phenyl] Methyl]-3-Ethyl-1-
Methyl-1H-Pyrazole-5-Carboxamide
Manufacturing Process:
4-chloro-3-ethyl-1-mehtyl-1H-pyrazole-5-carbonyl chloride is agitated with 1-
(4-tertbutylphenyl) methanamine and NaOH which gives product TBNF.
Chemical Reaction:
CH3
N
N
CH3
Cl
O
Cl
4-chloro-3-ethyl-1-methyl-1H-pyrazole-5-carbonyl chloride
+
CH3CH3
CH3
NH2
1-(4-tert-butylphenyl)methanamine
CH3 N N
CH3
Cl O
NH
CH3
CH3
CH3
N-(4-tert-butylbenzyl)-4-chloro-3-ethyl-1-methyl-1H-pyrazole-5-carboxamide
NaOH+ NaCl + H2O
Mass Balance:
Kg Kg
4-chloro-3-ethyl-1-
methyl-1H-pyrazole-
5carbonyl Chloride
1081 674 Residue to Incinerator
1-(4-tert-
butylphenyl)methanami
ne
597 406 Effluent to MEE
NaOH 81 505 Effluent to ETP
Water 826 1000 TBFN
Total 2585 2585
Mass balance of TBFN (4-chloro-N-[[4-(1,1-dimethylethyl)phenyl]methyl]-3-ethyl-1-
methyl-1H-pyrazole-5-carboxamide)
Formation of
intermediate-1

M/s. PI Industries Ltd. (Unit-II) 145
75. Tolfenpyrad
Manufacturing Process:
Step-1 Methylethyl Ketone reaction with diethyl ethanedioate, Sodium Ethoxide
and HCl in Toluene forms intermediate DKE.
Step-2 DKE is further treated with Hydrazine Hydrate in toluene forms EPE.
Step-3 EPE along with dimethyl sulfate, Sodium hypochlorite, Sodium
Hydroxide and Hydrochloric Acid forms EMCA.
Step-4 4-methylphenol and 4-chlorobenzonytrile and sodium hydroxide with
Dimethyl Formamide (DMF) forms TOBN.
Step-5 Hydrogen gas is allowed to pass through mass of TOBN with solvent
methanol. This reaction gives TOBA.
Step-6 Reaction of EMCA (obtained in step-3), thionyl chloride, Sodium
Hydroxide and TOBA in solvent Toluene forms final product TLF.
Chemical Reaction:
Step I
CH3
CH3
O+
O
O
OC2H5
OC2H5
CH3
O O
O
O CH3
Methylethyl ketone
M F = C4H
8O
F W = 72.10
diethyl ethanedioate
M F = C6H
10O
4
F W = 146.14
( DKE)
M F = C8H
12O
4
F W = 172.17
+++ +C2H5ONa HCl
Solvent: Toluene
C2H5OH NaCl
Step II
CH3
O O
O
O CH3
( DKE)
Molecular Formula = C8H
12O
4
Formula Weight = 172.17
+ NH
N
CH3
O
O
CH3hydrazine hydrate
Molecular Formula = H6N
2O
Formula Weight = 50.06
+
( EPE)
Molecular Formula = C8H
12N
2O
2
Formula Weight = 168.19308
NH2NH2 . H2O 3 H2OSolvent: Toluene
Step III
N
N
CH3
CH3
O
OH
Cl
NH
N
CH3
O
O
CH3
( EPE)
Molecular Formula = C8H
12N
2O
2
Formula Weight = 168.19
+dimethyl sulfate
Molecular Formula = C2H
6O
4S
Formula Weight = 126.13
+ +
(EMCA)
M F = C7H
9ClN
2O
2
F W = 188.61
+(CH3)2SO4 NaOCl 2 NaOH HCl + CH3OH C2H5OH+ + Na2SO4 + NaClH2O +Solvent: water

M/s. PI Industries Ltd. (Unit-II) 146
Step IV
CH3
OH
+
Cl
CN
O
CNCH3
4-methylphenol
Molecular Formula = C7H
8O
Formula Weight = 108.13
4-chlorobenzonitrile
Molecular Formula = C7H
4ClN
Formula Weight = 137.56
++
(TOBN)
Molecular Formula = C14
H11
NO
Formula Weight = 209.24
+NaOHNaCl H2O
Solvent: DMF
Step V
O
CNCH3
+
4-(4-methylphenoxy)benzonitrile (TOBN)
Molecular Formula = C14
H11
NO
Formula Weight = 209.24
H2
O
CH3NH2
1-[4-(4-methylphenoxy)phenyl]methanamine ( TOBA)
Molecular Formula = C14
H15
NO
Formula Weight = 213.275Molecular Formula = H
2
Formula Weight = 2.01588
Hydrogen Gas
2Solvent: methanol
Step VI
O
H3CNH2
N
N
CH3Cl
OH
OCH3
N
N
CH3
Cl
NH
OCH3
O
CH3
TLF
+ +
thionyl dichloride
Molecular Formula = Cl2OS
Formula Weight = 118.97
Molecular Formula = C7H
9ClN
2O
2
Formula Weight = 188.61
+
+
+
Molecular Formula = C21
H22
ClN3O
2
Formula Weight = 383.87
+
SOCl2 2NaOH
EMCATOBA
SO2 2 NaCl 2 H2O
Solvent: Toluene

M/s. PI Industries Ltd. (Unit-II) 147
Mass Balance:
Kg Kg
Stage-I
Methyl Ethyl Ketone 246 201 Salt to incineration
Diethyl Ethanedioate489
92Effluentto MEE
Sodium Ethoxide 287 199 Toluene recovered
HCl 19 236 Mek recovered
Toluene 208
Hydrazine Hydrate 350 677 Effluent to ETP
Water 361 585 Toluene recovered
Toluene 609
DMS 424 771 Effluent to MEE
Sodium Oxychloride 330 464 Salt to incineration
Sodium Hydroxide 122 370 Effluent to Incinerator
HCl 21 943 EMCA
Water 823
Stage-II
4-methyl Phenol 462 165 Residue to Incinerator
4-chloro benzonitrile 850 63 Effluent to ETP
NaOH 97 1161 DMF recovered
DMF 1222
Hydrogen 31 235 Effluent to ETP
Methanol 1106 1083 Methanol Recovered
810 TOBA
EMCA (Stage-I) 943 339 Salt to Incineration
TOBA (Stage-II) 810 212 SO2 Scrubbed
Thionyl Chloride 156 788 Effluent to ETP
DM Water 371 1000 TLF
NaOH 58
Total 10395 10395
Formation of TLF
Formation of EMCA
Formation of TOBN
Formation of TOBA
Mass balance of TLF(Tolfenpyrad)
Formation of DKE
Formation of EPE

M/s. PI Industries Ltd. (Unit-II) 148
76. 3-Isobutyl Aniline
Manufacturing Process:
Step-1 MBC and IBC reacted with each other in an agitation reaction with
addition of aluminum chloride and water forms CIBP.
Step-2 Nitration of CIBP with HNO3 forms CNIBP.
Step-3 Dechlorination of CNIBP with addition of potassium carbonate with
Hydrogen gas forms AIBP.
Step-4 AIBP is treated with hydrazine and potassium hydroxide forms IBA.
Chemical Reaction:
Step I
Step II
Cl
CH3
O
CH3
O2N
Cl
CH3
O
CH3
CIBP
1-(4-chloro-3-nitrophenyl)-2-methylpropan-1-one1-(4-chlorophenyl)-2-methylpropan-1-one
CNIBP
+ H2O.
HNO3
Step III
CAIBP
O2N
Cl
CH3
O
CH3
NH2
CH3
O
CH3
+NH2
CH3 CH3
OH
+
NH2
CH3 CH3
O
Cl
HIBAAIBPCNIBP
K2CO3,
+ KCl + KHCO3 +
2 H2
4 H
Cl
+CH3 CH3
Cl O
AlCl3
Cl
CH3
O
CH3
Chlorobenzene Isobutyroyl chloride 1-(4-chlorophenyl)-2-methylpropan-1-one
CIBP
+
MCB
+ Al( OH )33 H2
IBC
4

M/s. PI Industries Ltd. (Unit-II) 149
Step IV
NH2
CH3
O
CH3
NH2-NH2.H2O
KOH / DEG
NH2
CH3 CH3
3-Isobutylaniline
AIBP IBA
1-(3-aminophenyl)-2-methylpropan-1-one
+ N2 + 3 H2
Mass Balance:
Kg Kg
MCB 695 445 HCl By-product
Aluminium Chloride 539 84 Effluent to MEE
IBC 475
DM Water 973
Fuming Nitric Acid 652 80 Effluent to MEE
DM Water 236
Potassium Carbonate 8 115 Wet Cake to Incinerator
DM Water 135
Hydrogen gas 26
Diethylene Gylcol 486 177 Residue to Incinerator
Potassium Hydroxide 125 477 DEG recocvered
Hydrazine Hydrate 182 1302 Effluent to MEE
Water 293 1144 Effluentto ETP
1000 IBA
Total 4824 4824
Mass balance of IBA
Formation of Step 4
Formation of Step 1
Formation of Step 2
Formation of Step 3

M/s. PI Industries Ltd. (Unit-II) 150
77. 3-[[[5-(Difluoromethoxy)-1-Methyl-3-(Trifluoromethyl)-1H-
Pyrazol-4-yl] Methyl] Sulfonyl]-4, 5-Dihydro-5,5-Dimethyl
Isoxazole
Manufacturing Process:
Step-1 Glyoxalic Acid with Hydroxy amine sulphate forms an intermediate
which on further addition of bromine and sodium carbonate forms n-butyl
acetate solution.
Step-2 Then thiourea is added to this solution in HCl gives ITCA solution.
Step-3 MTP with formaldehyde and sodium hydroxide gives HTMP which on
further addition of potassium carbonate in acetonitrile gives FMTP in acetonitrile
solution.
Step-4 FMTP dissolved in acetonitrile and thionyl chloride forms CMTP. ITCA
and Sodium hydroxide reaction forms SIO in solvent Butyl Acetate. CMTP and
SIO forms ISFP with solvent Acetonitrile.
Step-5 ISFP oxidized with Hydrogen peroxide in solvent acetonitrile forms the
final product Octopussy.
Chemical Reaction:
Step I
COOH
CHO
+ (HONH2)2H2SO4
HOOC
N
OH
N
OH
Br Br
+ CO2
Hydroxy amine sulphate
H2O
HIA
Br2
H2OBX
n-Butyl acetate solution
CH3 CH3
CH2
Na2CO3
ON CH
3
CH3
Br
n-Butyl acetate solution
BIO
Step-A :BX
Step-B :BIO
Glyoxalic acid
+NaBr
Na2CO3

M/s. PI Industries Ltd. (Unit-II) 151
Step II
Step III
Step IV
N
N
F3C
OCHF2
CH3
OH
FMTP
Acetonitrile solution
N
N
F3C
OCHF 2
CH3
CMTP
SOCl2
ONCH3
C H3S
NH2
NH
HBr
ITCA
ONCH3
CH3NaS
SIO
NN
F3C
OCHF2
CH3
S
N
OCH3
CH3
ISFP
Acetonitrile solutionaq. solutionaq. solution
Cl
NaOH
+ HCl + SO2
Step V
O N C H 3
C H 3 Br
+
n-Butyl acetate solution
BIO
N H 2 N H 2
S
Thiourea
O N C H 3
C H 3 S
N H 2
N H HBr
ITCA aq. Solution
HCl
+
N
N
F3C
ONa
CH3
OH
N
N
F3C
OH
CH3
N
N
F3C
OCHF 2
CH3
OH
MTP HMTP
Aq. solution
CHF 2Cl / K 2CO 3
Acetonitrile
FMTP
Acetonitrile solution
HCHO
NaOH
NN
F3C
OCHF2
CH3
S
O
N
CH3
CH3
ISFP
NN
F3C
OCHF2
CH3
S
O
N
CH3
CH3
O
O
Octopussy
2H2O
2 + 2H2O+
Acetonitrilre

M/s. PI Industries Ltd. (Unit-II) 152
Mass Balance:
Kg KgStage-I
Hydroxyl amine sulfate 250 23 CO2 to caustic scrubber
DM Water 418 598 NaBr By-product
Glyoxalic acid 753
NaOH 174
Na2CO3 13
Bromine 1007
Sodium carbonate 69 89 Effluent to ETP
Butyl acetate 1141 303 NaBr By-product
Thiourea 270 727 HBr by-product
HCl soln. 45 1947 ITCA
Water 642 1096 n-Butyl Acetate
Stage-II
NaOH 38 963 Acetonitrile recovered
MTP 389 173 Effluent to ETP
farmaldehyde 142 983 FMTP
Acetonitrile 983
K2CO3 31
Difluorochloromethane 263
Water 272
NaOH solution 811 997 Effluent to MEE
FMTP (Stage-II) 983
ITCA (Stage-I) 1947 1275 Effluent to ETP
Thionyl chloride 254
NaOH. 74
H2O2 68 298 Effluent to ETP
Water 594 177 Residue to Incinerator
ACN 262 254 Recycled ACN
993 Effluent to MEE1000 Octopussy
Total 11895 11896
Formation of Octopussy
Formation of BIO
Mass balance of Octopussy
Formation of BX
Formation of ISFP
Formation of ITCA
Formation of FMTP
Caustic Scrubber
67 HCl + 118 SO2

M/s. PI Industries Ltd. (Unit-II) 153
78. 3-[1-(3, 5-Dichlorophenyl)-1-Methylethyl]-3,4-Dihydro-6-Methyl-5-
Phenyl-2H-1,3-Oxazin-4-one
Manufacturing Process:
Step-1 DCT reacts with acetyl chloride & aluminum chloride and forms
DCMACP.
Step-2 DCMACP is then treated with sodium hypochlorite and HCl forms
DCMBA.
Step-3 Then thionyl chloride is added to DCMBA, which forms DCMBC.
Step-4 Further DCMBC and 1, 3 Dimethyl 5-pyrazolone is treated with TEA
forms MY-71-OH.
Step-5 DCMHP treated with 2-Chloro-1-(4-methyl phenyl) ethanone along with
K2CO3 forms final product MY-71.
Chemical Reaction:
Step I
ClCl
CH3
CH3
ClCl
CH3
O
2,6-dichlorotoluene (DCT) 1-(2,4-dichloro-3-methylphenyl)
ethanone (DCMACP)
AlCl3
3 H2O + HCl + Al(OH)3
CH3 Cl
O
+
acetyl chloride
+ +
Step II
CH3
ClCl
OH
O
2,4-dichloro-3-methylbenzoic acid(DCMBA)
CH3
ClCl
CH3
O
3 NaOCl+ CHCl
3 + 2 NaOH
+
1-(2,4-dichloro-3-methylphenyl)ethanone
+ HCl+ NaCl
Step III
CH3
ClCl
Cl
O
2,4-dichloro-3-methylbenzoyl chloride(DCMBC)
CH3
ClCl
OH
O
2,4-dichloro-3-methylbenzoic acid(DCMBA)
SOCl2
+ SO2 + HCl
+

M/s. PI Industries Ltd. (Unit-II) 154
Step IV
CH3
ClCl
Cl
O
2,4-dichloro-3-methylbenzoyl chloride (DCMBC)
+
1,3-dimethyl -5-pyrazolone
NN
CH3
CH3
ON
N
CH3
CH3
Cl
CH3
Cl
O
OH
(2,4-dichloro-3-methylphenyl)(5-hydroxy-1,3-dimethyl-
1H-pyrazol-4-yl)methanone (MY-71-OH)
+ TEA. HCl
TEA
Step V
Cl
CH3
ClN
N
CH3
CH3
O
O
O
CH3
Cl
CH3
ClN
N
CH3
CH3
OH
O
(2,4-dichloro-3-methylphenyl) (5-hydroxy-1,3-dimethyl-1H-
pyrazol-4-yl)methanone
(DCMHP)
+
CH3
ClO
2-Chloro-1-(4-methylphenyl)ethanone
K2CO3
MY-71
+ KCl + KHCO3+
Mass Balance:
Kg Kg
AlCl3 901
2,6- Dichloro Toluene 496 239 HCl By-product
Acetyl Chloride 940 676 Al(OH)3 Recovered
Water 817
Sodium Hypochlorite 99 420 Salt to Solid Incinerator
Hydrochloric Acid 45 96 Effluent to ETP
SOCl2 276 100SO2 + HCl scrubber
spent
Caustic 362 200 Effluent to ETP
1,3-dimethyl-5-
pyrazolone296 1356 Effluent to MEE
Triethyl Amine 193
Water 477
Potassium carbonate 98 913 Effluent to Incinerator
1000 MY71
Total 5000 5000
Formation of MY 71,
Formation of
intermediate-4
Formation of Step 1
Mass balance of MY 71
Formation of
intermediate-2
Formation of
intermediate-3

M/s. PI Industries Ltd. (Unit-II) 155
79. 1-Methyl-3-(Trifluromethyl) 1H-Pyrazol-5-ol
Manufacturing Process:
Step-1 Ethyl trifluoro acetate and Ethyl acetate forms ETFAA in reaction with
HCl Gas and Sodium ethanoate.
Step-2 ETFAA treated with Methylhydrazin and acetic acid to form MTP.
Chemical Reaction:
Step I
F3C O CH3
O
+ CH3 O CH3
O
ethyl trifluoroacetate ethyl acetate
F3C O
O O
CH3
ethyl 4,4,4-trifluoro-3-oxobutanoate
ETFAA
ETFA
NaOEt
Hydrochloric acid gas
+ 2 C2H5OH + NaCl
Step II
CH3
NH
NH2
N
N
F3C
OH
CH3CH3 OH
O
MTP
1-methyl-3-(trifluoromethyl)-1H-pyrazol-5-ol
C2H5OH+ H2O+F3C O
O O
CH3
ethyl 4,4,4-trifluoro-3-oxobutanoate
ETFAA
Mass Balance:
Kg Kg
Ethyl Acetate 1920 1730Recovered Ethyl
Acetate
ETFA 618 160 Recovered ETFA
Sodium Ethoxide 313 737 Effluent to MEE
HCl 348 17 Salt to Incinerator
Acetic Acid 521 612Recovered MMH
recycleMonomethyl
Hydrazine541 487
Recovered ETFA
recycle
Water 688 206 Effluent to ETP
1000 MTP
Total 4949 4949
Mass balance of MTP
Formation of MTP
Formation of MTP

M/s. PI Industries Ltd. (Unit-II) 156
80. 1, 3-Dimethyl-5-Chloro-4-Pyrazolyl Carboxylic Acid Chloride
Manufacturing Process:
Step-1 DMPO is reacted with POCl3 and DMF in water and agitation gives CDPC.
Step-2 CDPC is further oxidized with H2O2 along with NaOH and HCl, which at
the end forms CDPA.
Step–3 CDPA in a solution of DMF and Toluene reacts with thionyl chloride and
forms final product DCPA.
Chemical Reaction:
Step I
Step II
Step III
NN
CH3
CH3
O NN
CH3
CH3 H
O
ClDMF
DMPO CDPC
+ NH
CH3
CH3
Dimethylamine hydrochloride
+ POCl3 + .HCl + H
3PO
4
H2O
NN
CH3
CH3
Cl
CHO
NN
CH3
CH3
Cl
COOH
CDPC CDPA
NaCl+ + 2 H2O+ + NaOHH
2O
2 + HCl
NN
CH3
Cl
CH3
COOH
Toluene
CDPA
NN
CH3
Cl
CH3
COCl
DCPA
+ +SOCl2+
DMF
SO2
HCl

M/s. PI Industries Ltd. (Unit-II) 157
Mass Balance:
Kg Kg
DPMO 384 220 Effluent to ETP
DMF 985 935 DM.HCl Recocvered
POCl3 626
Water 1278
NaOH 164
NaOH 135 1809 Effluent to MEE
Hydrogen Peroxide 313
HCl 65
Caustic Solution 481 488 Scrubber spent to MEE
SO2+ HCl
Toluene 998 979Recovered Toluene-
recycled
DMF 6 465 Residue to incinerator
SOCl2 461 1000 DCPA
Total 5896 5896
Formation of Step 1
Formation of Step 2
Mass balance of DCPA
Formation of Step 3
6.83
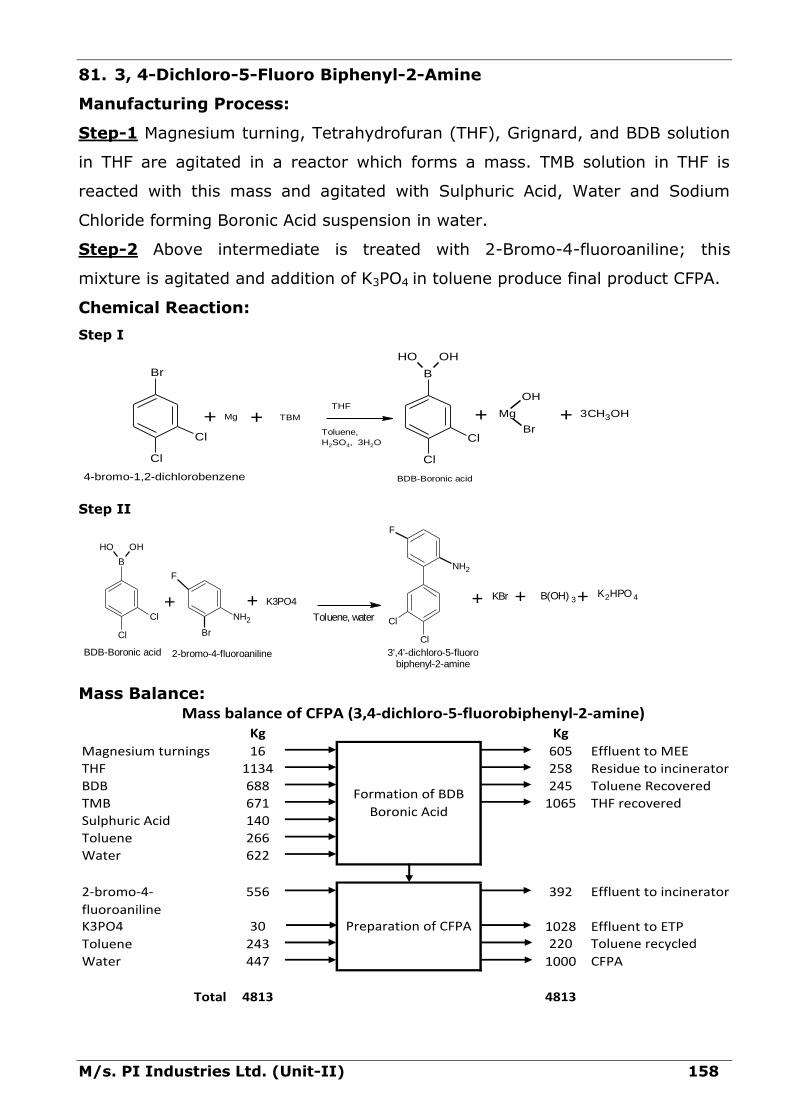
M/s. PI Industries Ltd. (Unit-II) 158
81. 3, 4-Dichloro-5-Fluoro Biphenyl-2-Amine
Manufacturing Process:
Step-1 Magnesium turning, Tetrahydrofuran (THF), Grignard, and BDB solution
in THF are agitated in a reactor which forms a mass. TMB solution in THF is
reacted with this mass and agitated with Sulphuric Acid, Water and Sodium
Chloride forming Boronic Acid suspension in water.
Step-2 Above intermediate is treated with 2-Bromo-4-fluoroaniline; this
mixture is agitated and addition of K3PO4 in toluene produce final product CFPA.
Chemical Reaction:
Step I
Cl
Cl
Br
THF
Toluene,
H2SO4, 3H2OCl
Cl
B
OHOH
4-bromo-1,2-dichlorobenzene BDB-Boronic acid
+ Mg
OH
Br+ 3CH3OH+ Mg TBM+
Step II
3',4'-dichloro-5-fluorobiphenyl-2-amine
Cl
Cl
B
OHOH
BDB-Boronic acid
Cl
Cl
NH2
F
+NH2
Br
F
2-bromo-4-fluoroaniline
Toluene, water
+ KBr + B(OH) 3+ K2HPO 4K3PO4+
Mass Balance:
Kg Kg
Magnesium turnings 16 605 Effluent to MEE
THF 1134 258 Residue to incinerator
BDB 688 245 Toluene Recovered
TMB 671 1065 THF recovered
Sulphuric Acid 140
Toluene 266
Water 622
2-bromo-4-
fluoroaniline
556 392 Effluent to incinerator
K3PO4 30 1028 Effluent to ETP
Toluene 243 220 Toluene recycled
Water 447 1000 CFPA
Total 4813 4813
Mass balance of CFPA (3,4-dichloro-5-fluorobiphenyl-2-amine)
Formation of BDB
Boronic Acid
Preparation of CFPA

M/s. PI Industries Ltd. (Unit-II) 159
82. 3-(Difluoro Methyl)-1-Methyl-1H-Pyrazole-4-Carboxylic Acid
Manufacturing Process:
Step-1 Ethyl 4, 4-difluro 3-Oxo butanoate, trimethyl orthoformate and acetic
anhydride are agitated in reactor and forming Ethyl 4, 4 difluro -2-
(methoxymethylidene)-3-oxobutenoate mixture.
Step-2 Ethyl 4, 4 difluro -2-(methoxymethylidene)-3-oxobutenoate mixture is
again mixed with Mono methyl hydrazine in presence of acetone and HCl forms
a Mass. NaOH and H2SO4 is added in to that mass and after reaction further
SOCl2 is added and agitated producing the final product ACH.
Chemical Reaction:
Step I
CHF2 OC2H5
O O
+H3CO
H3CO
H3CO H +CH3
O
CH3
O
O2
CHF2 OC2H5
O O
OCH3
+ 2 CH3COOH 2 CH3COOMe+
ethyl 4,4-difluoro-2-(methoxymethylidene)-3-oxobutanoate
Acetic acid Methyl acetate
Acetic anhydride
Trimethyl orthoformate
ethyl 4,4-difluoro-3-oxobutanoate
Step II
MMH
+
F
F
OEt
O O
MeO
CH3
NH
NH2 +F
F
OEt
O O
EtO
(Mixt. of O-Me/Et acrylate)
NN
F
F
CH3
COOC 2H5
NN
F
F
CH3
COOH
PRZ-ester
47%NaOH
40% H2SO4
PRZ
Acetone
30% HCl + NaCl+ Na2SO4
NN
F
F
CH3
O Cl
SOCl2
+SO2+HCl

M/s. PI Industries Ltd. (Unit-II) 160
Mass Balance:
Kg Kg
Ethyl 4,4-difluoro-3-
oxobutanoate374 438 Acetic Acid recycle
Trimethyl Orthoformate 690 783 Effluent to ETP
Acetic Anhydride 551
Water 867
O-Ethyl Acrylate 424 716 Effluent to MEE
Mono Methyl Hydrazine 466 734 Salt to Incinerator
Acetone 406 398 Acetone recovery
HCl 37 146 Effluent to ETP
NaOH 94 104SO2 + HCl Scrubber
spent to MEEH2SO4 134 1000 ACH
SOCl2 275
Total 4319 4319
Mass balance of ACH (3-(difluoro methyl)-1-methyl-1H-pyrazole-4-carboxylic acid)
Formation of
intermediate-1
Formation of ACH

M/s. PI Industries Ltd. (Unit-II) 161
83. 4-Bromo- 1, 2-Dichloro Benzene
Manufacturing Process:
Aluminum Chloride, dichlorobenzene, and Bromine are charged in a reactor and
agitated forming final product BDB.
Chemical Reaction:
Cl
Cl
+ Br BrAlCl3
Cl
Cl
Br
+ BrH
1,2-dichlorobenzene
bromine
4-bromo-1,2-dichlorobenzene
hydrogen bromide
Mass Balance:
Kg Kg
ODCB 251 330 Effluent to MEE
AlCl3 18 232 Residue to incinerator
Bromine 1018 209 Effluent to ETP
HCl 44 1000 BDB
Water 351
Na2S2O3 88
Total 1771 1771
Mass balance of BDB
Formation of BDB

M/s. PI Industries Ltd. (Unit-II) 162
84. Difluoro Methyl-N-Methyl Pyrazolic acid
Manufacturing Process:
Step-1 Ethyl 4, 4-difluro-3-oxobutanoate and Trimethyloethoformate along with
Acetic anhydride forms Oxobutanol derivative intermediate
Step-2 MMH with mixture of O-Me/Et acrylate treated with acetone and HCl
form PRZ Ester which is further forms PRZ after addition of NaOH and H2SO4.
Chemical Reaction:
Step I
CHF2 OC2H5
O O
+H3CO
H3CO
H3CO H +CH3
O
CH3
O
O2
CHF2 OC2H5
O O
OCH3
+ 2 CH3COOH 2 CH3COOMe+
ethyl 4,4-difluoro-2-(methoxymethylidene)-3-oxobutanoate
Acetic acid Methyl acetate
Acetic anhydride
Trimethyl orthoformate
ethyl 4,4-difluoro-3-oxobutanoate
Step II
Mass Balance:
Kg Kg
Ethyl 4,4-difluoro-3-
oxobutanoate371 454 Rec. distillate to MEE
Acetic anhydride 816 500Recovered Acetic Acid
as By-product
Trimethylorthoformat
e448
Acetone 449 777 Effluent to ETP
MMH 475 440 Acetone Recover
Water 467
Aq. HCl 71
NaOH 72 529 Effluent to ETP
Water 495 1000 PRZ
H2SO4 37
Total 3700 3700
Mass balance of PRZ (Difluoro Methyl-N-Methyl Pyrazolic acid)
Formation of PRZ
Formation of
intermediate-2
Formation of
intermediate-1
MMH
+
F
F
OEt
O O
MeO
CH3
NH
NH2 +F
F
OEt
O O
EtO
(Mixt. of O-Me/Et acrylate)
NN
F
F
CH3
COOC 2H5
NN
F
F
CH3
COOH
PRZ-ester
47%NaOH
40% H2SO4
PRZ
Acetone
30% HCl + NaCl+ Na2SO4

M/s. PI Industries Ltd. (Unit-II) 163
Fluorospeciality Products
85. 2, 2-Difluoro Ethyl Amine
Manufacturing Process:
2, 2-Difluoro -1-chlorethane and Ammonia react with each other in auto clave to
form 2, 2-difloroethyl amine
Chemical Reaction:
Mass Balance:
Kg Kg
NMP 2272 2204 NMP Recovered
Ammonia 520 417 Effluent to MEE
DFCE 395 333 Effluent to ETP
Water 815 48 Residue to Incinerator
1000 DFEA
Total 4002 4002
Mass balance of DFEA
Formation of Step 1
F
F
Cl
2,2-Difluoro-1-chlorethane
+ 2 NH3 (gas)
NH2
F
F
2,2-Difluoroethyl amine
NH4Cl+
Ammonia
Autoclave
NMP
Ammonium chloride

M/s. PI Industries Ltd. (Unit-II) 164
Pharma Intermediates
86. Ethyl-4-Methyl-1, 3-Thiazole-5-Carboxylate
Manufacturing Process:
Step-1 Ethyl acetoacetate and Sulfuryl Chloride reacts and forms Ethyl -2-
chloroacetoacetate
Step-2 Formamide and Phosphorus pentasulfide treated with each other and
THF to form Thioformamide.
Step-3 Ethyl -2-chloroacetoacetate and Thioformamide aging treated with THF
to form final product EMTC
Chemical Reaction:
Step I
+
Ethyl-2-chloroacetoacetate
SO2 + HCl
O
OEt
O
+ SO2Cl2
O
OEt
O
Cl
Ethyl acetoaetate Sulfuryl chloride
Step II
H NH2
O
+ P2S5H NH2
S
+ P2O55 5
FormamidePhosphorus pentasulfide Thioformamide
THF
Step III
Ethyl-2-chloroacetoacetate
O
OEt
O
Cl
+H NH2
S
Thioformamide
N
SO
OEt
EMTC
+ HCl + H2O
THF

M/s. PI Industries Ltd. (Unit-II) 165
Mass Balance:
Kg Kg
Stage-I
Ethyl acetoacetate 1433 701 SO2 to scrubber
Sulfuryl Chloride 1478 400 HCl By-Product
1811 Conc. Mass ECAA
Stage-II
THF 1138 632Phosphorous Pentoxide
to Incinerator
Formamide 707 1115 Recovered THF
Phosphorous
Pentasulphide859 958 Thioformamide
Conc. Mass ECAA (Stage-
I)1811 888 Effluent to MEE
THF 1138 1115 THF Recovered
Thioformamide (Stage-II)958 743 HCl By-product
DM Water 746 340 Residue to Incinerator
566 Effluent to ETP
1000 EMTC
Total 10268 10268
Mass balance of EMTC
Formation of Step-1
Formation of Step-2
Formation of EMTC

M/s. PI Industries Ltd. (Unit-II) 166
Speciality Chemicals
87. Methyl cis-1-[2-(2, 5-Dimethylphenyl)-Acetylamino]-4-Methoxy-
Cyclohexane Carboxylate
Manufacturing Process:
Step-1 Ammonia gas and Carbon dioxide gas dissolved in water forms
Ammonium Carbonate in equilibrium with ammonium carbamate.
Step-2 4-methoxy cyclohexanone treated with NaCN and (NH4)2CO3 in solution
of Water forms Isomers of Hydantoin which is further treated with NaOH for cis-
Isomer of Hydantoi-Na
Step-3 Cis-Isomer of Hydantoi-Na treated with KOH and Water forms Amino
Acid salt.
Step-4 Amino Acid is treated with (2, 5-dimethyl phenyl) acetyl chloride, KOH
and HCl, forms Acid Amide
Step-5 Acid amide reaction with methanol, H2SO4 and Chlorobenzene forms
Ester Amide.
Chemical Reaction:
Step I
2 NH + CO2 H2O+ (NH4)2CO3
Ammonium carbonate
(FW:96.08)(FW:44.01)(FW:17.03)
Ammonia
H2NCOONH4
Ammonium carbamate
(FW:78.07)
+ H2O
Step II
O
O
+ (NH4)2CO3+NaCN ONH
NH
O
O
ONH
N Na
O
OH2O
NaOH
(FW:128.17) (FW: 49.01) (FW:96.08) (FW:198.22) (FW:220.2)
4-Methoxycyclohexanonecis/trans - Hydantoin cis - Hydantoin -Na
NH4OH+ + NaOH H2O+(35.05) (40) (18.02)
Step III
ONH
N Na
O
O
(FW:220.2)
cis - Hydantoin -Na
+ 2 O
NH2
O
ONa + K2CO3 + NH3
(FW:17.03)
Amino Acid (salt)
(FW:138.21)(FW:195.2)(FW:56.12)
+ H2O
(FW:18.01)
KOH

M/s. PI Industries Ltd. (Unit-II) 167
Step IV
O
NH2
O
ONa
Amino Acid (salt)
+Cl
O
O
NH
O
O OH
+ KCl
(2,5-dimethylphenyl)acetyl chloride
i) KOH
ii) HCl+ NaCl +H2O
(FW:195.2) (FW:182.65) (FW:319.4)
Acid amide
Step V
O
NH
O
OOH
(FW:319.4)
Acid amide
+ CH3OH
O
NH
O
O O
(FW:333.42)
H2SO4
chlorobenzene
Ester amide
(FW:32.04)
+ H2O
Mass Balance:
Kg Kg
Ammonia 901 614 Effluent to ETP
Carbon Dioxide 67Water 345
Sodium cyanide 162 964 Effluent to ETP
4-methoxy-
cyclohexanone385
NaOH 96
Water 605
KOH 71 760 Effluent to MEE
DM Water 545
KOH 92 452 Effluent to MEE
DM Water 20
2,5-Dimethylphenyl
acetyl chloride394
HCl 22
MCB 1700 163 Effluent to MEE
Methanol 173 1659Distilled MCB
recovered
Sulphuric Acid 35 1000 ETMD
Total 5612 5612
Formation of Step 5
Mass balance of ETMD
Formation of Step 1
Formation of Step 2
Formation of Step 3
Formation of Step 4

M/s. PI Industries Ltd. (Unit-II) 168
88. 1, 1, 1, 3, 3, 3-Hexafluoro Isopropyl Methyl Ether
Manufacturing Process:
Step-1 OIME and KOH along with TMAC form intermediate HIME.
Step-2 HIME, sodium hypochlorite, NaHCO3, and H2O forms MTTHP.
Step-3 MTTHP reacts with dimethyl sulphate along with NaOH and forms
MTTMP.
Step-4 NaOH is gradually added to the above reaction mass and agitation
of the same produce TTMP.
Step-5 After giving appropriate settling to the above intermediates provides two
isomers of the same and forms HFMOP isomer along with another isomer
Olefine.
Step-6 Both isomers are then treated with KF and H2O in addition of DMF forms
HFMOP.
Chemical Reaction:
Step I
CF3
F3CO
F
F
CH3
OIME
KOH TMAC
CF3
F3CO
F
CH3
HIME
+ + H2OKF+
Step II
CF3
F3CO
F
CH3
HIME
12%NaClO F3C
F3C
COOCH3
OH
MTTHP
NaFNaCl ++ NaHCO3+ CO2+ H2O++ H2O +
Step III
F3C
F3C
COOCH3
OH
MTTHP
Me2SO4+ NaOH +F3C
F3C
COOCH3
O CH3
MTTMP
+CH3NaSO4 H2O+

M/s. PI Industries Ltd. (Unit-II) 169
Step IV
F3C
F3C
COOCH3
O
CH3
MTTMP
48%NaOH
F3C
F3C
COONa
O
CH3
TTMP
+ CH3OH+
Step V
F3C
F3C
COONa
O
CH3
TTMP
H2O
CF3
F3C OCH3
HFMOP
O
CF3
F
CH3
F
Olefine
+NaHCO3
+NaF CO2+ H2O+
+ DMF
HFMOP+Olefine in DMF Solution
Step VI
+KF
CF3
F3C OCH3
HFMOPO
CF3
F
CH3
F
Olefine
+ H2O + KOH
+
CF3
F3C OCH3
HFMOP
HFMOP+Olefine in DMF Solution

M/s. PI Industries Ltd. (Unit-II) 170
Mass Balance:
Kg Kg
Water 298 745 Effluent to MEE
OIME 1983
TMAC 31
KOH 76
Sodium Bicarbonate 44 155 Salt to incinerator
Sodium Hypochlorite 60
Dimethyl sulfate 927 102 Effluent to MEE
Sodium Hydroxide 255
Sodium Hydroxide 170 1404 Methanol_Recover
Water 420 59 Residue to Incineration
Water 75 737 Effluent to ETP
DMF 715
Water 122 225 Effluent to ETP
KF 133 202 Residue to incinerator
680 DMF Recovered
1000 HFMOP
Total 5309 5309
Mass balance of HFMOP
Formation of Step 5
Formation of Step 6
Formation of Step 1
Formation of Step 2
Formation of Step 3
Formation of Step 4

M/s. PI Industries Ltd. (Unit-II) 171
89. 2, 2-Dimethyl-4-Methylene-1, 3-Dioxalane
Manufacturing Process:
Step-1 Acetone and Epichlorohydrin is treated with TBA forms CMDD.
Step-2 CMDD on further reaction with KOH forms MDO.
Chemical Reaction:
+
4-(Chloromethyl)-2,2-dimethyl-1,3-dioxalane
CMDD
Step I
CH3 CH3
O
Cl
O
ECH
OO
CH3CH3
Cl
Acetone Epichlorohydrin
Tributylamine
+
Potassium Hydroxide
Step II
(KOH) MDO
OO
CH3CH3
Cl
4-(Chloromethyl)-2,2
-dimethyl-1,3-dioxalane
CMDD
K OHOO
CH3CH3
CH2
2,2-dimethyl-4-methylene-1,3-dioxalane
+ KCl + H2O
Mass Balance:
Kg Kg
Acetone 981 687Distilled Acetone-
recycled
Epichlorohydrin 1100 364 Effluent to ETP
Tributyl amine 13
Tetra Ethylene Glycol 472 526 Effluent to MEE
KOH 51 97Filtered solid to
IncineratorDM Water 519 462 TEG recovered
1000 MDO
Total 3136 3136
Formation of Step 2
Formation of Step 1
Mass balance of MDO

M/s. PI Industries Ltd. (Unit-II) 172
90. Chloro Methyl 2-Methyl Propanoate
Manufacturing Process:
Isobutyryl chlorine and Paraformaldehyde react with each other in an agitator
and form Chloromethyl 2-Methyl Proponoate.
Chemical Reaction:
Cl
O
CH3
CH3
Cl O
O
CH3
CH3
Isobutyryl chloride
chloromethyl 2-methylpropanoate
(HCHO)n+
Paraformaldehyde
Mass Balance:
Kg Kg
Isobutyryl Chloride 918 17Wet Cake to
incinerator
Paraformaldehyde 260 177Residue to liquid
incinerator
Anhydrous Zinc
Chloride17 1000 CMIBA
Total 1195 1195
Formation of
CMIBA
Mass balance of CMIBA

M/s. PI Industries Ltd. (Unit-II) 173
91. 2-Chloro-4-(Methyl sulfonyl)-3-[(2, 2, 2-Trifluoroethoxy) Methyl]
Benzoic Acid
Manufacturing Process:
AE-014 and TFE are treated with NaOH prills and acetonitrile along with Dichloro
benzene to forms CMTB.
Chemical Reaction:
Mass Balance:
Kg Kg
AE-014 438 20 H2 to atmosphere
DMF 1463 556 Effluent to MEE
NaH 175 422 Effluent to ETP
Tri Fluoroethanol 878 2042 Toluene recovered
Toluene 2083 200 Residue to Incinerator
NaOH 68 1404 DMF recycledWater 540 1000 CMTB
Total 5644 5644
Mass balance of CMTB (2-chloro-4-(methylsulfonyl)-3-[(2,2,2-trifluoroethoxy) methyl]
benzoic acid)
Formation of CMTB
Cl
O
OH
Br
S
CH3
O
O
+ OH
F
F
F
Cl
O
OH
O
S
CH3
O
O
F
F
F NaBr
AE-014 TFE
+ + H2
DMF/Toluene
Na+
2-chloro-4-(methylsulfonyl)-3-[(2,2,2-trifluoroethoxy) methyl] benzoic acid

M/s. PI Industries Ltd. (Unit-II) 174
Performance Chemicals
92. 1-(4-Chlorophenyl)-2-Methyl-2-(Morpholin-4-yl) Propan-1-one
Manufacturing Process:
Step-1 Acylation of Chlorobenzene and 2-methyl propanoyl chloride in addition
of Aluminum Chloride forms CIBP
Step-2 Bromination of CIBP along with EDC forms BCIBP.
Step-3 BCIBP treated with sodium methanoate forms CIBO.
Step-4 A coupling reaction of CIBO with morpholine forms final product PCBM.
Chemical Reaction:
Step I
Cl +CH3
CH3 O
Cl AlCl
Cl
O
CH3
CH3
chlorobenzene 2-methylpropanoyl chloride 1-(4-chlorophenyl)-2-methylpropan-1-one
(CIBP)
+ 4 + Al(OH)3
Step II
Cl
O
CH3
CH3
1-(4-chlorophenyl)-2-methylpropan-1-one
+ Br Cl
O
CH3
CH3
Br
EDC
2-bromo-1-(4-chlorophenyl)-2-methylpropan-1-one
(BCIBP)
+ HBr
Step III
Cl
O
CH3
CH3
Br
2-bromo-1-(4-chlorophenyl)-2-methylpropan-1-one
NaOMe
Cl O
OMe
CH3 CH3
2-(4-chlorophenyl)-2-methoxy-3,3-dimethyloxirane
(CIBO)
NaBr+
Step IV
Cl O
OMe
CH3 CH3
2-(4-chlorophenyl)-2-methoxy-3,3-dimethyloxirane
+
NH
O
morpholine
Cl
O
CH3
CH3
N
O
1-(4-chlorophenyl)-2-methyl-2-(morpholin-4-yl)propan-1-one
(PCBM)
+ MeOH

M/s. PI Industries Ltd. (Unit-II) 175
Mass Balance:
Kg Kg
MCB 1991 1286 HCl by-product
Aluminum Chloride 1770 392 Effluent to ETP
Isobutyryl Chloride 1247 1416 Al(OH)3
Water 208
1,2-Dichloro Ethane 428 837 HBr By-product
Bromine 1204 924 Effluent to ETP
NaHCO3 76 6981,2-Dichloro Ethane-
recycled
Water 1539
Sodium Methoxide 1178 1032 NaBr By-product
Morpholine 623 543 Methanol-recycled
2136 Effluent to MEE
1000 PCBM
Total 10264 10264
Mass balance of PCBM
Formation of Step 3
Formation of Step 1
Formation of Step 2
Formation of Step 4

M/s. PI Industries Ltd. (Unit-II) 176
93. Titanium Biscatecholate Monopyrogallate Sodium Potassium salt
Manufacturing Process:
Step-1 Mass of catechol and toluene treated with TiCl4 forms Intermediate
mass
Step-2 Further this Intermediate mass is treated with NaOH followed by KOH
and EDTA-H forms Negolyte.
Chemical Reaction:
OH
OH
+ Ti
Cl
ClCl
Cl
+ NaOH + KOH
4HCl + 2
OH
OHOH
+
O
Ti2-
O
OH
O
OHO
OH
O
Ti2-
O
OH
O
OHO
OH
+ EDTA -H
O
Ti2-
O
ONa
O
OKO
OH+EDTA -Na -K
+ 2H2O
H2TiCat2Py
H2TiCat2Py
NaKTiCat2Py
Ticl4
NEGOLYTE
Catechol Toluene
Mass Balance:
Kg Kg
Catechol 883 398 HCl by-product
Toulene 1970 1880 Toluene recycled
Ticl4 517 1438 Effluent to ETP
NaoH 218 1000 Negolyte
KOH 305
DM water 793
EDTA 28
Total 4716 4716
Mass balance of Negolyte
Formation of Negolyte

M/s. PI Industries Ltd. (Unit-II) 177
Annexure-III
Water Balance
Sr.
No.
Source Water
Consumption (KLD)
Wastewater
Generation (KLD)
I Domestic 60 50
II Gardening 148 00
III Industrial
a) Process 253 522
b) Scrubber 125
c) Water treatment 177 177
d) Boiler 460 70
e) Cooling 1480 296
f) Lab 20 20
g) Washing 250 250
Total Industrial 2765 1335
Total (I+II+III) 2973 1385*
Recycle water 134 --
Actual fresh water
requirement
2839
* Total w/w generation will be tune around 1385 KLD; out of which 60 KLD
goes to incinerator, 19 KLD system loss & salt generation and 134 KLD treated
water recycle and resulted 1172 KLD waste water generation goes to ETP.
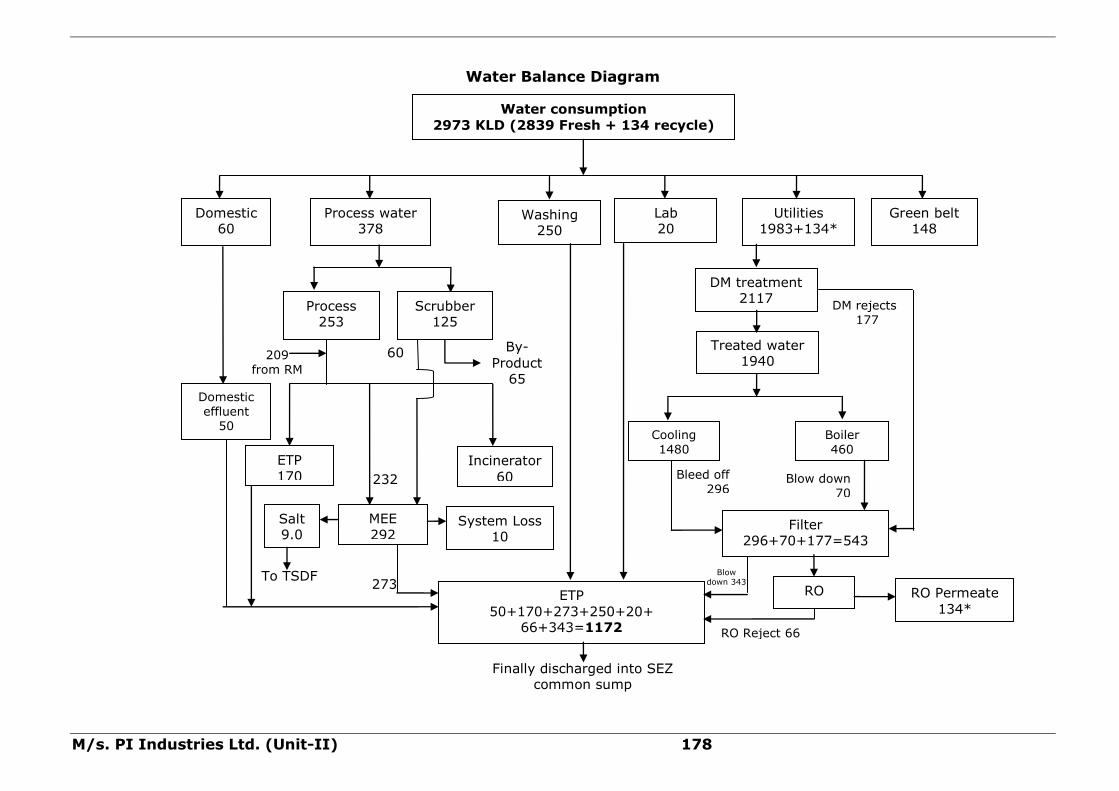
M/s. PI Industries Ltd. (Unit-II) 178
Water Balance Diagram
232
Water consumption
2973 KLD (2839 Fresh + 134 recycle)
Domestic 60
Process water 378
Washing 250
Utilities 1983+134*
Green belt 148
Boiler 460
Cooling 1480
ETP
50+170+273+250+20+ 66+343=1172
Domestic effluent
50
DM treatment 2117
60
Bleed off 296
Process 253
Scrubber 125
MEE
292
DM rejects 177
Blow down 70
Finally discharged into SEZ common sump
ETP
170 Incinerator
60
By-
Product 65
Salt 9.0
System Loss 10
Lab 20
To TSDF
Filter 296+70+177=543
RO
RO Reject 66
RO Permeate
134*
Treated water 1940 209
from RM
273 Blow
down 343

M/s. PI Industries Ltd. (Unit-II) 179
Annexure IV
Effluent Treatment Plant
Oil & Grease Trap Equalization Tank
Clariflocculator Tank Aeration Tank - 1 Clarifier -1 Aeration Tank - 2
Clarifier -2
Activated Carbon Filter
Sand Filter
Collection Tank
Sludge Holding Tank
Dewatered Sludge to SLF
Effluent collection tank
Flash Mixer Tank
Sludge Dewatering
Treated Effluent Discharge to SEZ common sump

M/s. PI Industries Ltd. (Unit-II) 180
MEE Flow Diagram

M/s. PI Industries Ltd. (Unit-II) 181
Annexure-V
Details of Hazardous/Solid waste
Sr.
No.
Type of
Waste
Category of
Waste as per
HWM Rules
2016
Quantity Disposal facility
1. ETP Sludge &
MEE salt
35.3 900 MTPM
2700 MTPM
Collection, Storage,
Transportation & Disposal in
approved common TSDF/co-
processing.
2 Used Oil 5.1 25
KL/month
Collection, storage and reused
or sold to registered refiners
3 Residues after
distillation,
fractionation,
condensation
recovery etc./Solvent
Distillation Residue
20.3 20000
MTPM
Collection, storage, &
Incineration in house or in
approved common incineration
facility or co-Processing /
incineration
4 Spent Carbon 36.2 50 MTPM Collection, storage &
Incineration in house or in
approved common incineration
facility or Send to Authorized
recyclers/ re-processors for
recovery/co-processing
5 Process Waste
(Process Waste
Sludge/residue)
29.1 1800 MTPM Collection, storage, &
Incineration in house or in
approved common incineration
facility or Co-processing/co-
incineration facility
6 Incineration Ash 37.2 1000 MTPM Collection, Storage,
Transportation & Disposal in
approved common TSDF site.
7 Discarded containers
/ drums/
liners
33.1 300 MTPM
&
50000
NOSPM
Recycled or sold to authorized
scrap dealer or end users or
disposal in approved common
TSDF/incineration in-house as
well approved common facility
or sent for common
decontamination facility
8 Date Expired off
specification products
29.3 100 MTPM Collection, storage, &
Incineration in house or in
approved common incineration
facility/co-processing
9 Spent/Crude Solvent 29.4 30000
MTPM
Collection, storage, &
Incineration in house or at
authorized CHWI facility or Co-
processing or reuse by in-house
solvent distillation. In Some of
the product where purity
requirements are very high,
recycling is not possible due to
build-up of moisture or some
specific impurity, such solvents
are required to be sent to
authorized as well as CPCB
registered solvent distillation
unit. Sold to GPCB Authorized
recyclers/distillators/re-
M/s. PI Industries Ltd. (Unit-II) 182
processor
10. Spent Catalyst 29.5 50 MTPM Collection, storage &
Incineration in house or in
approved common incineration
facility or co-processing, Send
to Authorized recyclers/ re-
processors for recovery or sent
for regeneration to supplier.
11. Spent Acid 29.6 1500 MTPM Collection, storage, &
Incineration in house or in
approved common incineration
facility or co-processing, Send
to Authorized recyclers/ re-
processors, reuser
12. Spent Resin 34.2 2 MTPM Collection, storage,
transportation and disposal in
approved common TSDF
13. NaBr/MgBr 5000 MTPM Collection, storage,
transportation and sold to
bromine manufacture or any
recovery or processing or
incineration/co-processing/
common effluent treatment

M/s. PI Industries Ltd. (Unit-II) 183
Annexure-VI
Source of Air Emissions
Sr.
No.
Stack attached to Fuel
Type
Stack
Height
in m
APC measures Probable
emission
Flue Gas Stacks
1 Boiler (03 Nos.) FO/NG 30 -- PM <150 mg/Nm3
SO2 <100 ppm
NOx <50 ppm
2 Thermic Fluid
Heater (01 Nos.)
FO/NG 20 -- PM <150 mg/Nm3
SO2 <100 ppm
NOx <50 ppm
3 DG Set (06 Nos.) -
4000 kVA each
HSD 30 -- PM <150 mg/Nm3
SO2 <100 ppm
NOx <50 ppm
Process Gas stacks
1 Reactor of Multi
Product Plant -10
-- 27 Alkali Scrubber HCl <20 mg/Nm3
Cl2 <9 mg/Nm3
NH3 <175 mg/Nm3
SO2 <40 mg/Nm3 2 Reactor of Multi
Product Plant -11 -- 27 Alkali Scrubber
3 Reactor of Multi
Product Plant -12 -- 27 Alkali Scrubber
4 Reactor of Multi
Product Plant -13 -- 27 Alkali Scrubber
5 Reactor of Multi
Product Plant -14 -- 27 Alkali Scrubber
6 Reactor of Multi
Product Plant -15 -- 27 Alkali Scrubber
Stack attached to Incinerator and MEE
7 Incinerator FO/NG 40 Venturi
scrubber
followed by
packed bed
scrubber
SPM <50 mg/Nm3
SOx<200 mg/Nm3
HCl<50 mg/Nm3
Cl2<9 mg/Nm3
8 MEE -- 30 Alkali Scrubber SPM<150 mg/Nm3
HC <15 mg/Nm3


















