ANL-6193 Reactors - General AEC Research and Development …/67531/metadc870573/... · heat...
57
ANL-6193 Reactors - General (TID-4500, 15th Ed.) AEC Research and Development Report ARGONNE NATIONAL LABORATORY 9700 South Cass Avenue Argonne, Illinois STUDY OF THE PACKED-BED FUEL ELEMENT CONCEPT by M. B. Rodin Reactor Engineering Division Contributions by: W. B. Loewenstein D. R. Mac Far lane J. J. Santori A. Smaardyk August I960 Operated by The University of Chicago under Contract W-31-1 09-eng-38
Transcript of ANL-6193 Reactors - General AEC Research and Development …/67531/metadc870573/... · heat...

ANL-6193 Reactors - General ( T I D - 4 5 0 0 , 15th Ed.)
AEC Resea rch and Development Report
ARGONNE NATIONAL LABORATORY 9700 South Cass Avenue
Argonne, Illinois
STUDY OF THE PACKED-BED FUEL ELEMENT CONCEPT
by
M. B. Rodin
Reactor Engineering Division
Contributions by:
W. B. Loewenstein D. R. Mac Fa r lane J. J . Santori
A. Smaardyk
August I960
Operated by The Universi ty of Chicago under
Contract W-31-1 09-eng-38

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.

2
TABLE OF CONTENTS
Page
ABSTRACT 5
I. INTRODUCTION. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
II. CONCEPTUAL DESIGN CRITERIA. 7
A. Descript ion of a Conceptual Fuel Element Design. . . . . . 7
B. Design Cr i t e r i a . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
III. REACTOR MATERIALS. 10
A. General . . . . . . . . . . . . . . . . . . . . . . . . 10
B. Fuels 10
C. Structural 15
D. Solid Mechanics 23
E. Corros ion 26
F . Erosion 27
G. Radiation Effects . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
IV. HEAT TRANSFER AND FLUID FLOW . . . . . . . . . . . . . . . . 30
V. REACTOR CONCEPTS USING PACKED-BED FUEL
ELEMENTS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
A. General 41
B. He-U02 Fas t Reactor Concept. 42
C. UC-H^ Reactor Concept 45
VI. CONCLUSIONS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
VII. RECOMMENDATIONS 50
NOMENCLATURE 51
R E F E R E N C E S . 54

LIST OF TABLES
No. Title Page
1. Geometr ic Relat ionships and Poros i ty of Various Sphere Packings . 12
2. Phys ica l and Thermodynamic P r o p e r t i e s of Refractory
Metals 16
3. P r o p e r t i e s of Refractory Oxides 17
4. Phys ica l P r o p e r t i e s of the Refractory Sulfides 18
5. Phys ica l P r o p e r t i e s of the Refractory Nitr ides 19
6. Phys ica l P r o p e r t i e s of the Refractory Carbides 20
7. U02-He Reactor Concept Data 43-44
8. UC-H2 Reactor Concept Data 46-47
LIST OF FIGURES
No. Title Page
1. Fuel Assembly . 7
2. Schematic - Reactor 8
3. UO2-AI2O3 Phase Equi l ibr ium Diagram. 11
4. U02-2.i-MgO Phase Equi l ibr ium D i a g r a m . , 11
5. U02-Zr02 Phase Equi l ibr ium D i a g r a m . . . . . . . . . . . . . . . . 11
6. U02-Th02 Phase Equi l ibr ium D i a g r a m . 11
7. P a r t i c l e s P r e p a r e d in Denitrat ion Fluidized Bed 13
8. Tensi le Strength of Some Refractory Metal Alloys (Density Compensated) . , . . . . , , . , . . 21
9. E l e v a t e d - T e m p e r a t u r e Tensi le Strength of Various Pur i ty Grades of Tantalum Metal 21
10. Effect of T e m p e r a t u r e on Impact Strength of Some Oxide Mater ia l s , , 21
11. Shor t -T ime Tensi le Strength of Various High Tempera tu re Mater ia l s 21
12. Effect of T e m p e r a t u r e on the Short-Tim.e Strength of Several Oxide Mater ia l s , . . , , , 21

LIST OF FIGURES
No. Title Page
13. Effect of Poros i ty on Creep Strength of Sintered AI2O3 22
14. Effect of Grain Size on Strength of BeO 22
15. Tensi le Breaking Strength of Graphite 24
16. The rma l Conductivity of Pyrographi te as Compared to Polycrys ta l l ine Oxides vs T e m p e r a t u r e 24
17. Thermal Conductivity of Pyrograph i te , Copper and Graphite vs T e m p e r a t u r e 24
18. Strength to Weight Ratio vs Tempera tu re for Various Mater ia l s 24
19. Cor re la t ion of the Activation Energ ies and Melting Tempera tu re 26
20. Fr ic t ion Fac tor vs Reynolds Number (Modified) 35
21 . Profi le of Gas P r e s s u r e vs Bed Depth 36
22. Gas P r e s s u r e vs Bed Depth 36
23. Frac t iona l Pumping Power , r] vs Power Density, Q 36
24. Frac t iona l Pumping Power , r) vs Mass Flow Rate , G 37
25. Frac t iona l Pumping Power , r] vs Inlet P r e s s u r e , p 37
26. F rac t iona l Pumping Power , T) vs Pa r t i c l e Diameter for Various Poros i t i e s 37
27. Heat Transfer Coefficient vs Mass Flow Rate for Packed Bed 38
28. T e m p e r a t u r e Difference Between Gas and Solid for Packed Bed 39
29. Relat ive T e m p e r a t u r e Difference (tg - tg) vs Pa r t i c l e Diameter 39
30. P r e s s u r e Drop A c r o s s Wall vs Flow Rate for Different Inlet P r e s s u r e s 39

5
STUDY OF THE PACKED-BED FUEL ELEMENT CONCEPT
by
M. B. Rodin
ABSTRACT
A pre l imina ry study on the application of packed-bed technology to the design of nuclear fuel elements is p resented . The study is l imi ted p r i m a r i l y to problems in ma te r i a l s , fluid flow and heat t r ans fe r , and to pa r t i c l e s 50-300 microns in d iameter . F a c t o r s affecting bed per formance , such as par t ic le size and shape, bed porosi ty , and sys tem p r e s s u r e s , were studied. The repor t indicates that packed beds can be designed to operate at high t e m pera tu re and high power density, and methods for calculating bed per formance a r e provided. It appears that the containment of f i s sion products within the par t i c les in the s izes of in te res t would be difficult.
For purposes of i l lus t ra t ion the study desc r ibes two potential r eac to r concepts , one for breeding and one for rocket p r o pulsion. The b reede r concept studied the use of a hel ium-cooled bed of 200-mic ron- s i zed UO2 fuel pa r t i c l e s ; the coolant is heated from 150 to 980°C at which a peak fuel power density of 3 .75 M w / i is achieved. The propulsion concept studied the use of a hydrogen-cooled bed of 200-mic ron- s i zed uran ium carbide fuel pa r t i c l e s ; the coolant is heated froin 93 to 2320°C, and a peak fuel power density of about 11 M w / i is reached . In addition, the studies show that the hel ium-cooled UO2 bed can be operated as high as 8 M w / i of fuel for extended per iods and the hydrogen-cooled UC bed can be opera ted as high as 50 M w / i , with 100-micron sized par t ic les for short pe r iods .
The study notes the highly empir ica l na ture of theory in packed-bed technology and desc r ibes a p r o g r a m of r e s e a r c h and development w^hich is deemed n e c e s s a r y to provide data for use in designing packed-bed fuel e lements for r e a c t o r s .
I. INTRODUCTION
Based upon a survey and review on some of the work repor ted in the l i t e r a t u r e on porous media , a study and evaluation of some of the potent ial i t i es of the gas-cooled, packed-bed type fuel element was m a d e .

The packed-bed fuel e lements appear to offer significant advantages to r e a c t o r s designed for high t empe ra tu r e and high power density operat ion. The packed-bed fuel e lement sys tem is a lso amenable to use with liquid coolants : water or liquid m e t a l s . Because of the high power densi t ies pos sible, the fuel e lement may lend itself to use with two-phase coolants , those which undergo change of state ( i .e. , liquid to gas) in passing through the bed. Studies on these applications a r e , however, beyond the scope of this r epor t .
There a r e a number of applications where high power density or h igh - t empera tu re gas effluent, or the combination of both, a r e des i r ed . For rocket propulsion, high power densi t ies and t e m p e r a t u r e s of 2200°C and up provide p r emium per fo rmance . Coal gasification p r o c e s s e s , chemical fuel ce l l s , thermionic devices , and some p lasma thermocouples r equ i re t e m p e r a tu res of 1300°C and up for efficient operat ion. Systems using the magneto-hydrodynamic pr inciple for d i rec t convers ion of heat to e lec t r ic i ty have been studied for operat ion at 2000°C using hel ium as coolant. High t empe ra tu r e is especia l ly des i rab le for generat ion of power in space to reduce the size and weight of the equipment. H igh- tempera tu re r e a c t o r s , as a source of radiant energy, and high power density r e a c t o r s , as a source of high neutron fluxes, may a lso prove useful. There may, of cou r se , be chemical p r o c e s s e s that a r e dependent on high t e m p e r a t u r e , high heating r a t e s , or fission recoi l pa r t i c l e s which can be provided by this fuel e lement concept. Useful r eac to r l i fe t imes may vary from a few hundred seconds for rocket propulsion to yea r s for space power appl ica t ions .
This r epo r t , in genera l , is l imi ted to studies on m a t e r i a l s , heat t r a n s fer, fluid flow, and to pa r t i c l e s 50-3 00 mic rons in d i ame te r . A chapter d e s cribing two poss ible applicat ions of the packed-bed fuel e lement , one for breeding and one for rocket propulsion, a r e included for purposes of i l lus t ra t ion .
The design work was per formed, as has been cus tomary , in both English and m e t r i c un i t s . All English units were la te r conver ted to the m e t r i c sys t em. On some cu rves , both units a r e shown and, where convenient, units in the m e t r i c sys tem may have been rounded.

II. C O N C E P T U A L DESIGN CRITERIA
GAS INLET
PACKED FUEL BED
SCREEN
GAS OUTLET
A. D e s c r i p t i o n of a Concep tua l F u e l E l e m e n t Des ign
A s i m p l e p a c k e d - b e d fuel e l e m e n t c o n s i s t s of a l a y e r of fuel p a r t i c l e s a r r a n g e d in a h o l d e r to p e r m i t the coolant to flow th rough the
bed of p a r t i c l e s . Thin p l a t e s of p o r o u s m e d i a o r w i r e s c r e e n s m a y be used to suppor t the bed. A r e a c t o r fuel a s s e m b l y can be m a d e by connec t ing a n u m b e r of t h e s e e l e m e n t s to c o m m o n in le t and out le t h e a d e r s . F i g u r e s 1 and 2 i l l u s t r a t e a s c h e i n a t i c a r r a n g e m e n t of the fuel e l e m e n t s into a fuel a s s e m b l y and a p o s s ib le a r r a n g e m e n t of the fuel a s s e m b l i e s in a c o r e of a fas t r e a c t o r . It is a s s u m e d t h r o u g h out th i s r e p o r t tha t the n u c l e a r hea t ing can be a c c o m p l i s h e d so tha t a l l c a l cu l a t i ons a r e r e d u c e d to the p r o b l e m of r e m o v i n g the hea t f r o m the bed.
INLET GAS HEADERS
GAS OUTLET HEADER
INLET GAS HEADERS
FUEL ELEMENT
GAS OUTLET - TOP
The u s e of p o r o u s m e d i a i m p r e g n a t e d with f i s s i l e m a t e r i a l s a s a fuel e l e m e n t has cons i d e r a b l e m e r i t . The b a s i c d i f f e rence in concep t b e t w e e n a packed bed, which is the sub jec t of t h i s r e p o r t , and a p o r o u s fuel e l e m e n t i s in d e g r e e r a t h e r than in concept , and c e r t a i n a n a l y t i ca l m e t h o d s a r e app l i cab le to both s y s t e m s . The p o r o u s e l e m e n t m a y have a h ighe r d e g r e e of p h y s i c a l s t ab i l i ty and m a y in the fu ture be m a n u f a c t u r e d to p r o v i d e lower flow r e s i s t a n c e
than tha t p o s s i b l e in a packed bed . A p o r o u s fuel e l e m e n t , however , is s u b j e c t to i r r e p a r a b l e f r a c t u r e which can c o m p l i c a t e con t ro l of the flow of coo lan t in the r e a c t o r .
GAS OUTLET - BOTTOM
FUEL ASSEMBLY
F I G . I

8
BLANKET
CORE
GAS INLET HEADERS
(BETWEEN HEXES]
GAS ANNULUS
HEX FUEL ASSEMBLIES
GAS OUTLET HEADERS (CENTER OF HEXES)
CORE - SCHEMATIC
CONTROL RODS
LID »f "^1
J3 Q. i:^ GAS OUTLET —6 - * — x /
UPPER PLENUM-EXIT
^ — ^ ,^-— GAS OUTLET
- UPPER PLENUM-INLET
LOWER PLENUM-INLET
GAS OUTLET • ^
> GAS
INLET
GAS OUTLET
LOWER PLENUM-EXIT
SCHEHATIC - REACTOR
F I G . 2
B. Design Cr i t e r i a
The basic equation for convection heat t ransfer from a solid to a gas is :
where
Q = h A At na
Q = power density, Mw/..^or kw/cm^ of fuel A = a r ea density (or specific surface a rea) , that is , the total
surface a rea of par t ic les in a given volume, cmYcm^. h = average heat t ransfer film coefficient between solid and
gas , kw/(cm^)(°C) Atjj^ = mean t empera tu re difference between the solid fuel and
the gas , °C.

In order to achieve high values of Q, it is nece s sa ry that the product of the th ree r ight-hand t e r m s be as la rge as possible . To achieve high gas t emp e r a t u r e s , of course , it is n e c e s s a r y that the fuel surface be operated at high t e m p e r a t u r e .
The a r e a density for spher ica l par t ic les can be determined from the following equation:
A = 6( 1 - X)/Dp
where
X = poros i ty volume fract ion of voids , Dp = d iamete r of pa r t i c l e , cm.
A compar i son between packed beds and plate- type elements is made to i l lus t ra te the advantage of the par t ic le beds. The a rea density for a 200-micron d iamete r pa r t i c l e with a bed porosi ty of 0.4 is 180 cmycm^ . Application of an a r b i t r a r y surface cor rec t ion of 50%, for surface losses due to a r e a s of contact and other i r r e g u l a r i t i e s as will be d iscussed la ter , r e su l t s in a net value of 90 cm^/cm^. If a plate fuel element, 200 microns in th ickness , we re used with an equivalent porosi ty, the a r ea density would be 50 c m / c m ^ . However, a m o r e r ea l i s t i c plate thickness would be of the o rde r of 750 mic rons and with a porosi ty of 0.5; the a rea density would then be only 13.3 c m / c m ^ . Thus, the packed-bed fuel element has an a rea density advantage of about seven over an equivalent pla te- type element.
In r e g a r d to h, the heat t r ans fe r film coefficient, the calculations indicate that values for packed beds a r e substantial ly higher than those calculated for p la te- type fuel e lements and a r e probably due to the m o r e tor tuous and hence more turbulent flow of gas through the bed. Values for Atj-(-̂ shown in the r epor t a r e lower than those achieved with p la te -type fuel e lements and a r e due to the high a r ea densi t ies of packed-bed e lements , which p e r m i t the gas to approach very closely the t empera tu re of the fuel par t ic le in the bed. In addition, the t empe ra tu r e gradient in the fuel par t ic le is very smal l compared to a heterogeneous plate of r ea son able th ickness . It is these differences between plates and par t i c les that pe rmi t the achievement of high power densi t ies and high coolant t e m p e r a tu re s with the packed-bed fuel e lement .
High ra t ios of pumping power to heat output a r e general ly assoc ia ted with gas-cooled r e a c t o r s . The magnitude of this value in this sys t em is de te rmined by the sys t em p r e s s u r e , par t ic le s ize, bed thickness , and t e m p e r a t u r e r i s e of the coolant. It should be noted that although the r e s i s t ance of the bed to gas flow may be higher than for pla te- type fuel e l e ments , the m a s s flow r a t e will be substantial ly lower because of the higher gas t e m p e r a t u r e r i s e poss ible in the bed because of this; by optimizing the values for par t ic le size and bed th ickness , re lat ively low net values for pumping power a r e possible .

III. REACTOR MATERIALS
A. General
The genera l design c r i t e r i a for selecting ma te r i a l s for use as m o d e r a t o r s , coolants , fuel, and s t ruc tu re for a pa r t i cu la r r eac to r design a r e well known and will not be repea ted h e r e . Phys ica l p rope r t i e s of some potential fuels and s t r u c t u r a l m a t e r i a l s a re tabulated in the repor t for informat ion. Helium and hydrogen coolants a r e used for purposes of i l lus t ra t ion in this study, although other gases can cer ta in ly be used. F r o m a review of the t ab les , but with some exceptions of course , it can be seen that with r ega rd to s t rength of m a t e r i a l s , r e f rac to ry meta l s and alloys a re useful up to 1200°C; c e r a m i c s and c e r m e t s may be used up to t e m p e r a t u r e s of 2200°C; and graphi te , carbon, and some carbides may be used over the t empera tu re range from room t e m p e r a t u r e up to 3000°C. This t e m p e r a t u r e appears to be the upper l imit of operat ion for convection-cooled sys t ems using m a t e r i a l s which a r e p re sen t ly avai lable . The use of m a t e r i a l s at any t e m p e r a t u r e , of cou r se , is n e c e s s a r i l y qualified by such factors as compatibi l i ty with each other and t ime , if the m a t e r i a l is subject to c reep s t rength l imi ta t ions . Some d iscuss ion reflecting problems of fabricat ion, cor ros ion , and other factors a r e mentioned.
B. Fue l s
The repor t covers those u ran ium compounds for which a r e a sonable annount of information exis ts and which a r e readi ly avai lable . Cons idera t ion for other u ran ium and plutonium compounds will develop as additional data, availabil i ty, and handling exper ience is accumula ted .
Uranium dioxide (UO2) is the mos t readi ly available fuel and one for which the g rea t e s t amount of information ex i s t s . It has very good h igh - t empera tu re p r o p e r t i e s , and extensive engineering and t e s t data a r e avai lable . F u r t h e r , it can be read i ly obtained from a number of different sources and to var ious specif ica t ions . Fo r these reasons mos t r e fe rences in this r epo r t a r e d i rec ted to the use of UO2.
The Th02-U02 c e r a m i c has also rece ived substant ia l test ing and is ve ry s table in oxidizing a t m o s p h e r e s . Th02 has a high melt ing point, and the melt ing points of var ious composit ions of the Th02-U02 sys tem a re higher than for pure UO2. The phase d i ag rams( l ) for the s y s t e m s U02-Th02 U02-MgO, U02-Zr02 , and UO2-AI2O3 a r e shown in F i g s . 3 to 6. Uranium monocarbide (UC) mel t s at a somewhat lower t e m p e r a t u r e , but has a high t h e r m a l conductivity.

ALUMINA (WT. ( 1
10 20 30 50 60 80
- 2200 o
I 2000
3 1800
1600
- \
\ \
° \ uo +LIOUID •
I930'C
—
—
_
1 1
1 1 1
Lioum
/ \ ^ / 2 LIQUIDS .
^ ^ ° e !>
uo tAl 0
1 1 1 1
- ^ ° ^ ^ Al 0 tLIQUID
! 3
1 0 uo
>KI 60 ALUMINA (MOLEtl
- \
2000
1800
1600
, \ V
MAGNESIA ( t rr . %)
10 20 30 50 100
1 \ I I I I I I
LIQUID
/ /
2 LIQUIDS \ / MoO
LIQUID ^
U02«MqO
VO 60 MA8NESIA (MOLE i)
4-
100 M90
f I G . t
U 0 2 . 2 . r M i j O PHASE EOUILIBRIUM DIAGRAM.
ZIRCONIA (WEIGHT PERCENT) 20 30 «0
^ ^
—
V-
—
—
1 1 1 1 1 1 1 1 1
LIQUID
^ ^ ^ ~ . — ^ 1
FACE CENTERED CUBIC | UNKNOWN SOLID SOLUTION SOLID SOLUTION
r ^̂ " FCC +
TETRAGONAL 1 SOLID SOLUTION
, 1 , TETR. SOLID
SOLUTION
A - LIQUID
n = SOLID
O = SOLID AND LIQUID
FACE CENTERED CUBIC SOLID
SOLUTION
W 60
ZIRCONIA (HOLE PERCENT)
100
ZrO,
0 UO,
1)0 60
THORIUM OXIDE (MOLE »)
100 TNO,
F I G . 5
U 0 2 - Z r O 2 PHASE E O U I L I B R I U M DIAGRAM. F I G . 6
UO2-THO2 PHASE E O U I L I B R I U M DIAGRAM

P y r o g r a p h i t e ^ ^ ) is an a n i s o t r o p i c f o r m of g r a p h i t e and exh ib i t s t h e r m a l conduc t iv i ty a long one ax i s equa l to tha t of coppe r and a long a n o the r ax i s c o m p a r a b l e to tha t of the b e s t i n s u l a t o r s . " D e v e l o p m e n t s of a l loys and compounds of u r a n i u m m a d e with p y r o g r a p h i t e m a y p r o v i d e h igh ly d e s i r a b l e c h a r a c t e r i s t i c s . "(2)
O t h e r u r a n i u m c o m p o s i t i o n s , s u c h as the n i t r i d e s and s u l p h i d e s , a r e a l so of i n t e r e s t . ( 3 ) The f i s s ion ing of an oxide fuel a t o m wil l r e l e a s e O2 which , for c e r t a i n a p p l i c a t i o n s , m a y be u n d e s i r a b l e . The u s e of nonoxide fuels e l i m i n a t e s t h i s diff icul ty.
T a b l e l\'^) i n d i c a t e s v a r i o u s g e o m e t r i c a l a r r a n g e m e n t s for s p h e r i c a l p a r t i c l e and the r e s u l t i n g p o r o s i t i e s . Al though the t ab l e i n d i c a t e s tha t bed p o r o s i t i e s of 0.2595 to 0.4764 can be a c h i e v e d , e x p e r i m e n t a l d a t a i nd i ca t e tha t r e p r o d u c i b l e s t a b l e b e d s of s p h e r i c a l p a r t i c l e s p r e p a r e d by bulk hand l ing m e t h o d s u s u a l l y r e s u l t in b e d s wi th p o r o s i t i e s b e t w e e n 0.38 and 0 .42 .
Table 1
GEOMETRIC RELATIONSHIPS AND POROSITY OF VARIOUS SPHERE PACKINGS*
Spacing of l ayers**
Tangent neighbors
Face angles
Interfacial angles
Porosity-
Cubic
r ^
6
90°
90°
0.4764
Or tho-rhombic
r 73
8
90°, 60°-120°
90°, 60°-120°
0.3954
Rhombo-hedra l
r ^
12
90°, 60°-120°
54° 44' 125° 16'
0.2595
Ortho-rhombic
r ^
8
90°, 60°-120°
90°, 60°-120°
0.3954
Tetragonal sphenoidal
r y i
10
60°-120° 75° 31 ' 109° 29'
90° 63° 26' 116° 34'
0.3019
Rhombo-hedra l
r 7 2 / 3
12
60°-120°
70° 32' 109° 28'
0.2595
*A par t ia l l ist ing of possible a r r a n g e m e n t s .
**The radius of the par t ic le is denoted by r .
H r u b i c e k w ^ r e p o r t s tha t s t ab l e beds having p o r o s i t i e s up to 86% can be p r e p a r e d by a r c h i n g and b r i d g i n g s p h e r i c a l p a r t i c l e s , a l though u n i f o r m s p a c i n g s b e t w e e n the p a r t i c l e s a r e not a c h i e v e d . T e c h n i q u e s for p r e p a r i n g t h e s e h i g h - p o r o s i t y beds a r e not g iven .

Work done by Se ld in and MrozowskiV") on fixed g r a n u l a r beds m a d e by coa t ing g r a p h i t e p a r t i c l e s with c a r b o n a c e o u s b i n d e r s which a r e t hen baked to f o r m r ig id b o d i e s , m a y offer a m e thod for ach iev ing high p o r o s i t y b o d i e s .
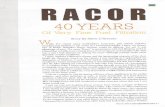
F i g u r e 7 i s a p h o t o g r a p h of p a r t i c l e s p r o d u c e d in a f lu idized d e n i t r a t i o n b e d . It is no ted tha t t he s u r f a c e s of s o m e of the p a r t i c l e s a r e c o v e r e d by a r a n d o m d i s t r i b u t i o n of c o n i c a l p r o t r u s i o n s . Beds c o m p o s e d of t h e s e p a r t i c l e s could a l s o p r o v i d e a m e thod for ach iev ing high bed p o r o s i t i e s .
** " • uS" •I'C*. 6 ^ ^ J r t . . • * * ^ ' ^ . A ^ .. ^
r • ^ '^ib
26791 16X
FIG. 7
P A R T I C L E S P R E P A R E D IN DENITRATION F L U I D I Z E D BEDS

Par t i c l e surfaces should be r e s i s t an t to s in ter ing. The s inter ing cha rac t e r i s t i c s of pa r t i c l e s a r e difficult to specify. In the maniifacture of UO2 pe l l e t s , for example , where substantial exper ience ex i s t s , a t tempts to es tabl ish specifications for s in terabi l i ty have not been pa r t i cu la r ly s u c c e s s ful. In addition to differences in m a t e r i a l manufactured by different vendors , it is r epor ted that the s inter ing c h a r a c t e r i s t i c s of each lot of ma te r i a l rece ived from the same vendor has to be es tabl ished exper imenta l ly . It would appear , there fore , that the select ion of ma te r i a l s for use as fuel pa r t i c l e s will be subject to exper imenta l tes t ing.
The t e m p e r a t u r e at which pa r t i c l e s s in ter can be inc reased by a firing t r ea tmen t . The firing t r ea tment reduces the surface energy of the individual p a r t i c l e s . Fo r example , h igh-f i red UO2, with or without p r e s su re , may be heated to 1 700°C before agglomerat ion or s inter ing can be detected.(' ' ') Sinter ing, however , can be detected in calcined UO2 ma te r i a l at 500-700°C.
P a r t i c l e s m a y b e made by a number of p r o c e s s e s , some of which include crushing of l a r g e r p ieces or using shot techniques in which the m a t e r i a l is mel ted in p l a s m a je ts and sprayed into space , where the pa r t i c l e s f reeze in spher ica l shapes . There a r e a lso p r o p r i e t a r y p r o c e s s e s for producing smal l c e r amic s p h e r e s .
Stoichiometr ic composi t ions of oxide fuel a r e requ i red since ei ther in te rs t i t i a l or su r f ace -adso rbed oxygen when r e l e a s e d on heating can affect the co r ros ion and s t rength p rope r t i e s of other m a t e r i a l s in the sys tem. Approximate s to ich iomet r ic composit ions can be made by heating the fuel pa r t i c l e s m e i ther hydrogen or NaK. UO2.04. which is c o m m e r cially avai lable , can be reduced to UO2.003 by heating in H2 at 900°C or to U2.001 by heating in NaK at 500°C.
Separat ing pa r t i c l e s of different s izes is most eas i ly pe r fo rmed by sc reen ing . This method produces a product having a spec t rum of s izes over a fair ly na r row range. P a r t i c l e s izes in the 200-micron d iameter range if sifted between s c r e e n s (either U.S. or Tyler mesh) will produce a cut of pa r t i c l e s varying about ±10% in d i ame te r . Air e lutr ia t ion nnethods can provide batches of pa r t i c l e s with sma l l e r d iamet r ica l t o l e rances .
The pa r t i c l e d iamete r is only a nominal indication of s ize , since fuel pa r t i c l e s a r e not n e c e s s a r i l y perfec t ly smooth and spher i ca l . Somet imes a spher ic i ty factor ip is introduced in the ca lcula t ions , where tj/ is the ra t io of the surface a r e a of a perfect sphere to the surface a r e a of the pa r t i cu la r pa r t i c l e . Fuel costs a re favorably influenced by l ibera l to le rances which mus t be balanced against potential l o s s e s in pe r fo rmance .
The bulk densi t ies of fuel pa r t i c l e s va ry in accordance with the method of p repa ra t ion and a r r angemen t . The theore t i ca l density of UO2,

for example, is 10.96 g m / c m , but the bulk density of a bed of par t ic les will vary from 4 to 6.5 g m / c m using no rma l handling techniques (porosity 0.38-0.42). This var ia t ion in bulk density can be due to (a) i r r egu la r i t i e s in p a r t icle a r r angemen t s , (b) voids in the pa r t i c l e s , and (c) variat ions in par t ic le s ize and spher ic i ty .
The application of thin nonreact ive re f rac tory coatings to pa r t ic les could beneficially suppress the s inter ing charac te r i s t i c s of a par t ic le , reduce spallation, fuel evaporat ion l o s se s , and fission product r e l e a s e . Very thin films of re f rac to ry coatings a r e reported to have been s u c c e s s fully applied to ce ramic par t i c les by means of vapor deposition or plating techniques . Other coating methods may also be applicable.
C. S t ruc tura l
In designing such components as fuel holders , gas ducts , support p la tes , and ve s se l s , it is n e c e s s a r y that these member s have sufficient s t rength at the design t empe ra tu r e to provide for the the rmal , mechanical forces , weight and fluid s t r e s s e s p resen t in the sys tem, and that as few pa r t s of the sys tem as possible be exposed to high t empera tu re gas .
The schemat ic shown in F ig . 1 is a conceptual h igh- tempera ture fuel element design which might be developed. The fuel pa r t i c l e s , which a r e the hottest m a t e r i a l in the sys t em, a re supported by the bed sc reen . Since the fuel par t ic les a r e at a t e m p e r a t u r e somewhat above that of the coolant, they may, there fore , r a i s e the s c r een to that t e m p e r a t u r e . The balance of the components in the fuel assembly , with the exception of the outlet ducts which a r e at the coolant outlet t empera tu re , a re ei ther at the inlet gas t empera tu re or some in termedia te t e m p e r a t u r e . An iner t granular m a t e r i a l having low t h e r m a l conductivity may be interposed between the bed and the s c reen so that the t empera tu re of the sc reen can be l imited to the t e m p e r a t u r e of the coolant. The benefit derived from this smal l difference at high t e m p e r a t u r e , however, may be significant. The outlet ducts r e s i s t the fluid and t h e r m a l s t r e s s e s and need not support the weight of the e l ements .
Tables 2-6 and F i g s . 8-12 indicate physical and t he rma l p rope r t i e s of potential s t ruc tu ra l m a t e r i a l s ^ / and can se rve as a guide for developing conceptual des igns . Many of the published values for these p roper t i e s vary substant ial ly, and h igh- tempera ture measu remen t s also a r e not made with the precis ion commonly achieved at the lower t e m p e r a t u r e s . Allowances in design must be made for these uncer ta in t ies .
F igures 13 and 14 show that the s t rength is adverse ly affected by c rys ta l s ize and porosity'-^/ of a m a t e r i a l . Data a re presented for a specific ma te r i a l , but a r e represen ta t ive of the problem. Many useful h igh- t empera tu re ma te r i a l s a re made by sinter ing p rocesses in which poros i ty and c rys t a l s ize can va ry .

o
Table 2
PHYSICAL AND THERMODYNAMIC PROPERTIES OF REFRACTORY METALS
Proper ty
Melting point, "C
Boiling point, °C
Crystal s t r uc tu r e^
Density, g/cm^
Thermal conductivity, c a l / c m y c m / c / s ec
Elect r ica l resis t ivi ty . mic rohm-cm at 20°C
Specific heat. ca l /g at 20 °C
Coefficient of linear expansion, 10-y°C, near 20°C
Metals
Tungsten
3410
6700
BCC
19.3
0.48
5.5
0.032
4.5
Rhenium
3180
5630
H C P
21.0
0.17
19.3
0.033
6.7
Osmium
3000
5500
H C P
22.5
-
9.5
0.031
6.6
Tantalum
2996
6100
BCC
16.6
0.13
13.5
0.033
6.6
Molybdenum
2610
4800
BCC
10.2
0.35
5.21
0.061
5.4
Columbium
2415
3300
BCC
8.56
0.125
14.8
0.065
7.1
Hafnium
"1 1975
5400
HCpb
13.36
0.053
30
0.035
6.0
Vanadium
1900
3350
B C C
6.11
0.074
24.8
0.119
9.7
Chromium
1875
2469
BCC
7.20
0.16
12.8
0.107
6.2
3-BCC designates body-centered cubic; HCP designates hexagonal close packed; FCC designates face-centered cubic.
HCP lattice t ransforms to BCC at 1310°C.
• •

Table 3
P R O P E R T I E S O F REFRACTORY OXIDES
Sapphire c r y s t a l
S in te red a lumina
S in te red be ry l l i a
S in te red ca l c i a
C h r o m e - a lumina c e r m e t (Haynes -Stel l i te LT-1)
S in te red m a g n e s i a
S in te red mul l i t e
S in te red f o r s t e r i t e
S in te red spinel
S in te red t i tania
S in te red tho r i a
S in te red y t t r i a
S in te red u r a n i a
S in te red s t ab i l i zed z i r con ia
S in te red z i r c o r
Si l ica g l a s s
MuUite p o r c e l a i n
High a lumina P o r c e l a i n
Compos i t ion
99 9 AI2O3
99 8 AI2O3
99 8 BeO
99 8 CaO
77 C r , 23 AI2O3
99 8 MgO
72 AI2O3, 28 S1O2
99 5 Mg2 S1O4
99 8 MgAl204
99 5 T1O2
99 8 ThO^
99 8 Y2O3
99 8 UO2
92 ZrO^, 4 HfOa, 4 CaO
99 5 Zr S1O4
99 8 S1O2
70 AI2O3, 27 S1O2, 3 MO + M2O
90-95 AI2O3, 4-7 S1O2, 1 -4 MO + M2O
Fus ion Temp (°c)
2030
2030
2570
2600
1850
2800
1800
1885
2135
1840
3050
2410
2800
2550
2420
1710
1750
1800
Max N o r m a l
U s e T e m p (°c)
1950
1900
1900
2000
1300
1900
1750
1750
1850
1600
2500
2000
2200
2200
1800
1100
1400
1500
Density, [Bulk (b).
T r u e (t)] ( gm/cc )
3 97(t)
3 97(t)
3 03(t)
3 32(t)
5 9 (b)
3 58( t )
3 03(t)
3 22(t)
3 58(t)
4 24(t)
10 50(t)
4 50(t)
10 96(t)
5 6 (t)
4 7 (t)
2 20(t)
2 8 (b)
3 75(b)
L inear Expans ion
( 1 0 - ' m / m / " C ) 20-1000°C
8 6
8 6
8 9
13 0
8 9
13 5
5 3
10 6
8 8
8 7
9 0
9 3
10 0
10 0
4 2
0 5
5 5
7 8
Modulus of Rupture (MR) or Tens i l e S t reng th (TS)
(p
at 20°C
40 ,000-150,000 (MR)
30,000 (MR)
20,000 (MR)
-
45,000 (MR)
14,000 (MR)
12,000 (MR)
10,000 (MR)
12,300 (MR)
8,000 (MR)
12,000 (MR)
-12,000 (MR)
20,000 (MR)
12,000 (MR)
15,500 (MR)
10,000 (MR)
50,000 (MR)
5 1 )
at 1000°C
30,000-100,000 (MR)
22,000 (MR)
10,000 (MR)
-
20,000 (MR)
12,000 (MR)
7,000 (MR)
-11,000 (MR)
6,000 (MR)
7,000 (MR)
-18,000 (MR)
15,000 (MR)
6,000 (MR)
-
6,000 (MR)
-
Modulus of E l a s t i c i t y d o ' psi)
55
53
4 5
-
37 5
30 5
21
-34 5
-21
-25
22
30
10 5
10
53
T h e r m a l S t r e s s
R e s i s t a n c e
Ve ry good
Good
Excel lent
F a i r - p o o r
Exce l len t
F a i r - p o o r
Good
F a i r - p o o r
F a i r
F a i r - p o o r
F a i r -poor
F a i r -poor
F a i r -poor
F a i r -good
Good
Excel lent
Good
Very good

Table 4
PHYSICAL PROPERTIES OF THE REFRACTORY SULFIDES
C e S
T h S
B a S
Nd^Sa
HfS
L a j S s
Zr4S3
T i S
06384
US
B e S
Th4S7
U2S3
S r S
M g S
T h ^ S j
Y2S3
ThS2
SmzSa
Ce2S3
US2
VS
M e l t i n g P o i n t rc)
2450
> 2 2 0 0
> 2 2 0 0
2 2 0 0
2 1 0 0 - 2 2 0 0 ( e s t )
2 1 1 0 - 2 1 5 0
2 0 5 0 - 2 1 5 0 ( e s t )
2 0 0 0 - 2 1 0 0
2050
2010
> 2 0 0 0
2 0 0 0
> 2 0 0 0
> 2 0 0 0
> 2 0 0 0
1950
1 9 0 0 - 1 9 5 0
1905
1900
1890
1850
1 8 0 0 - 2 0 0 0
D e n s i t y ( g / c m ^ )
5 . 9 3
9 . 5 7
4 . 2 5 , 4 . 3 3
5 . 3 4
-
4 . 8 5 , 5 .01
-
4 . 0 5
5 .3
1 0 . 8 7
2 . 3 6
7 .78
8 .81
3 . 6 4 , 3 . 6 7
2 . 8 5
7 .88
-
7 .36
5 .73
5 .19
7 .90
4 - 4 . 4
E l e c t r i c a l R e s i s t i v i t y ( o h m - c m )
90 X 1 0 " ^
<io-^
I n s u l a t o r
-
-
-
-
-
4 0 0 X 1 0 - ^
C o n d u c t o r
-
1 0 " ^ t o 1 0 - 3
C o n d u c t o r
-
I n s u l a t o r
1 0 " ^ t o 1 0 - 3
-
I n s u l a t o r
-
> 1 0 3
I n s u l a t o r
-
T h e r m a l E x p a n s i o n C o e f f i c i e n t
(io-V°c)
9 .8
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
13 .2
-
-
H a r d n e s s ( k g / m m ^ )
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
4 . 5 0
-
-

Table 5
PHYSICAL PROPERTIES OF THE REFRACTORY NITRIDES
HfN
TaN
ZrN
T i N
ScN
UN
ThN
Th3N4
NbN
VN
CrN
BN
AIN
BejNe
Si3N4
Melting Point (°C)
3310
3100
2980
2950
2650
2650
2630
2360
2050(dec)
2030
15G0(dec)
3000(dec)
2400(subl)
2200
1900(subl)
Density (g/cm^)
14.0
14.1
7.32
5.43
4.21
13.52
11.5
-
7.3
6.04
6.1
2.27
3.05
-
3.44
E lec t r i ca l Resis t ivi ty (ohm-cm)
(a) M
Cond
135 x 10"^
13.6 X 10"^
21.7 X 10"^
-
-
-
-
200 X 10"^
85.9 X 10'^
-
Thermal Conductivity
(ca l / cm sec °C)
etall ic
_
-
0.040
0.070
-
0.011
-
-
-
-
-
1 (b) Nonmetall ic
>10"
>10"
-
1.43 X 10^
0.04-0.12
0.048-0.072
-
0.045
Thermal Expansion Coefficient (io-y°c)
-
6 to 7
-
-
-
-
-
-
-
-
0.05-10
4.03-6.09
-
2.47
Ha rdnes s* (kg/mm^)
(8)
1510(8)
1770(8 to 9)
-
-
-
-
(8)
-
-
100(1.2)
1200(7+)
-
-
*Hardness values in pa ren thes i s a r e on Mohs scale of h a r d n e s s .

Table 6
PHYSICAL PROPERTIES OF THE REFRACTORY CARBIDES
H f C
T a C
Z r C
N b C
Ta2C
T i C
V C
W2C
M o C
M02C
T h C j
W C
The
UC2
U C
Cr3C2
S i C
A14C3
B4C
BejC
M e l t i n g P o i n t
ro
3887
3875
3530
3500
3400
3250
2830
2730
2692
2687
2655
2630(dec)
2625
2450
2350
1895
2830(dec )
2800
2450
2150(dec)
D e n s i t y (g / cm^)
12.20
14.48
6.70
7.82
15.1
4 . 7
5.36
17.20
8 . 4
8 .9
9 . 6
15.50
10.65
11 .28
13 .63
5 . 6
3.21
2 .99
2.51
2 .26
E l e c t r i c a l R e s i s t i v i t y ( o h m - c m )
T h e r m a l C o n d u c t i v i t y
( c a l / c m s e c °C)
1 (a) M e t a l l i c
109 X 10"^
30 X 10"^
63 .4 X 10"*
74 X 10"*
-
68 X 1 0 ' *
156 X 10"*
81 X 1 0 - *
49 X 10"*
97.5 X 10"*
-
12 X 10"*
-
-
-
-
(b) Non
0 . 1 - 1 0 ' ^
-
0 . 3 - 0 . 8
0 .063
0 .053
0 .049
0 .034
-
0.041
-
-
-
-
-
-
-
0.079
0 .20
-
m e t a l l i c
. 0 . 1 0
-
0 . 0 7 - 0 . 2
0.05
T h e r m a l E x p a n s i o n Coef f i c i en t
(io-*/°c)
6.61
. 6.93
6.84
-
7.61
-
5 . 9
-
-
-
6.1
~
12.5
-
8 . 8 - 1 1 , 0
4 . 3 - 4 . 5
-
4 . 5
10.5
H a r d n e s s ( k g / m m ^ )
2910
1800
2600
2400
1000
2500
2800
3000
-
1800
-
2400
-
-
-
1300
2480
-
2750
2410

21
'A^s (762) 300
(508) 200
jS (2B») IOC
(0) 0
MOLYBDEKUM (O.5Ti-0.07Jr) ( I I I .3) ITO
leoo
(870)
2000
(1090)
2W0
(1316)
TEt(PER*TURE-°F- •c)
2800
(1538)
FIG. 8
TENSILE STRENGTH OF SOME REFRACTORY METAL ALLOYS. (DENSITY COMPENSATED) (METRIC UNITS IN PARENTHESES)
i (0.30) 1.6
.; (0.225) 1.2
fe (0.15) 0.8
g (0.075) 0.»
-HEATED TO 6 M " C , COOLED
AND TESTED IN DRY t I R
0 2TO 400 600 800 lOOO 1200 l « 0 0 I60C 1800
TEKPER4TIIRE, °C
FIG. 10
EFFECT OF TEMPERATURE ON IMPACT STRENGTH OF SOME OXIDE MATERIALS. (METRIC UNITS IN PARENTHESES)
(6.7) ITO.OOO
(0.020) 300
(0.0067) 100 4TO 8 0 0 I20O 1600
TEMPERATURE, ' C
2>I00 2800
FIG. 12
EFFECT OF TEMPERATURE ON THE SHORT-TIME STRENGTH OF SEVERAL OXIDE MATERIALS. (METRIC UNITS IN PARENTHESES)
, r ( 10.72) 75
( 7 . 1 5 ) 50
(3,67) 25
ELECTRON-BEAM MaTED
BASE * SeO ppa 02
ELECTRON-BEAM MELTED
200 400 TEMPERATURE, C
FIG. 9
ELEVATED-TEMPERATURE TENSILE STRENGTH OF VARIOUS PURITY GRADES OF TANTALUM METAL
(METRIC UNITS IN PARENTHESES)
(2.67) 40
(2.33) 35
(2.0) 30
,(1,67) 26
;(l.33) 20
:(I.O) 15
(0.67) 10
(0.33) 5
(0) ^ ^ I6TO 2400
TEMPERATURE (°C)
FIG. 11
SHORT-TIME TENSILE STRENGTH OF VARIOUS HIGH TEMPERATURE MATERIALS. (METRIC UNITS IN PARENTHESES)

22
(2.67) 40.000
(0.0067) 100
STRESS AT CREEP RATE
2.SxlO''ln./ln, hr.
0.2 0.3 0.4 VOLUME FRACTION PORES
|0-«
FIG. 13
EFFECT OF POROSITY ON CREEP STRENGTH OF SINTERED AI2O3 (METRIC UNITS IN PARENTHESES)
W 60 80 100 200
AVERAGE CRYSTAL DIAMETER (MICRONS)
FIG. 14
EFFECT OF GRAIN SIZE ON STRENGTH OF BeO (METRIC UNITS IN PARENTHESES)

2
Graphite has unusually des i rab le h igh- tempera ture p rope r t i e s . The s t ruc tu r a l p roper t i e s of graphi te , as indicated in F i g s . 15-18, improve with t e m p e r a t u r e to about 2700°C.
The poros i ty of o rd ina ry graphite normal ly var ies between 14 and 20% and can be var ied over g r ea t e r ranges by controlling the manufactur ing p r o c e s s e s . Thus the poros i ty of porous graphite can be increased over 50%. Methods for manufacturing impervious graphite a re being developed. Recent work using furfural alcohol impregnation to plug the pores is repor ted to have reduced the pe rmeab i l i ty of f ine-grained graphite from 1 X 10"^ c m y s e c to 5 x 10" ' c m y s e c . This la t ter ra te is sufficiently low to pe rmi t considerat ion of graphite for impervious applicat ions. P y r o graphite is also repor ted to be available in impervious quality. Graphite has a high s t rength- to-weight ra t io which is a decided advantage, since the weight of nnater ia ls , at high t e m p e r a t u r e , can add appreciably to the total s t r e s s in the m e m b e r . Carbides of niobium, tantalum, and tungsten a r e repor ted to have good r e s i s t ance to hydrogen at high tennperature .
D. Solid Mechanics
The rma l s t r e s s e s and t empe ra tu r e gradients generated in p a r t i c les in the d i ame te r s of in te res t should be re la t ively smal l .
The t empera tu re gradient a c r o s s a sphere can be calculated f rom the equation
At = Q rY6kt
where
At = t empe ra tu r e difference between surface and center of pa r t i c l e , Q = volumetr ic heat generat ion ra te r = par t ic le radius
and
k^ = t h e r m a l conductivity.
At a power densi ty of 8 Mw/t of fuel, the t empera tu re r i se At in a par t ic le 200 mic rons in d iamete r is a few degrees ('"->^2°C).
The t h e r m a l s t r e s s in a spher ica l par t ic le can be calculated from the equation
a = 0 E Q r y 6 k t ( l - e)

(467) 7TO0
(40C) 6000
-(334) 5000
A (268) 4000
!(2001 3000
•(134) 2000
(0) 0 500 2000 4000 6000
(33) (828) (1940) (3969)
TEMPERATURE "R-(°C)
100 200 300 400 500 600 700 BOO 900
TEMPERATURE, °C
FIG. 15
TENSILE BREAKING STRENGTH OF GRAPHITE (METRIC UNITS IN PARENTHESES)
FIG. 16
THERMAL CONDUCTIVITY OF PYROGRAPHITE AS
COMPARED TO POLYCRYSTALLINE
OXIDES VS. TEMPERATURE
(6) 300
(4) 200
i(.,
(0) 400 800 1200 I60O 200O 2400 2800 3200 3600 4000 4400
(200) (650) (IC93) (1540) (1980) (2430)
TEMPtRATURE-°F-CC)
-
- ^ ^ ^
TUMSTEII - ,
- ^ \
1 1
PYROORAPHITE - ^
1 — 310 STAINLESS STEEL
\
^ ^ ^ V . ^ 8RAP1IITE -^
1 1 1 1 1 1 1 1 400 BOO 1200 1600 2000 2400 2B00 3200 360O 4000 4400
(200) (650) (1093) (IS40) (1980) (2430)
TEMPERATURE-"F-("C)
FIG. 17 FIG. 18
THERMAL CONDUCTIVITY OF PYROGRAPHITE, COPPER AND GRAPHITE STRENGTH TO WEIGHT RATIO VS. TEMPERATURE FOR VARIOUS VS TEMPERATURE. (METRIC UNITS IN PARENTHESES) MATERIALS. (METRIC UNITS IN PARENTHESES)

w h e r e
O - t h e r m a l s t r e s s 0 = coef f ic ien t of e x p a n s i o n
E = Y o u n g ' s m o d u l u s
and
e = P o i s s o n ' s r a t i o .
At 1700°C, the t e n s i l e s t r e n g t h of UO2 is r e p o r t e d to be about 350 kg/cm^o(^) The t h e r m a l s t r e s s is t h e n c a l c u l a t e d to b e ' ^ O . S k g / c m ^ .
If, h o w e v e r , a g g l o m e r a t i o n o r s i n t e r i n g of p a r t i c l e s o c c u r s , t h e n the c e n t r a l p a r t i c l e t e n n p e r a t u r e and s t r e s s e s in the a g g l o m e r a t i o n c a n b e c o m e s i g n i f i c a n t . F u e l s hav ing h igh t h e r m a l conduc t iv i ty wil l be l e s s a f fec ted . The b e h a v i o r of an a g g l o m e r a t i o n of p a r t i c l e s would be diff icul t to d e t e r m i n e s i n c e the c u m u l a t i v e effect of i r r e g u l a r s h a p e , p e r t u r b e d coo l ing , and c r e e p a r e not c o n d u c i v e to a c c u r a t e c a l c u l a t i o n s . A l lowance for t h i s p o s s i b i l i t y n o r m a l l y i s i nc luded in the ho t c h a n n e l o r s a fe ty f a c t o r .
A f i r s t a p p r o x i m a t i o n for e s t i m a t i n g c r e e p r a t e in m e t a l s W / is e x p r e s s e d by the r e l a t i o n s h i p
, - ( Z / R T )
w h e r e
CQ = c r e e p r a t e R = u n i v e r s a l gas c o n s t a n t T = a b s o l u t e t e m p e r a t u r e Z = a c t i v a t i o n e n e r g y for t h e c r e e p p r o c e s s
and
k = c o n s t a n t .
The e q u a t i o n i n d i c a t e s t h a t c r e e p r a t e v a r i e s i n v e r s e l y wi th the a c t i v a t i o n e n e r g y and t h a t t he l a t t e r c a n be c o r r e l a t e d wi th the m e l t i n g po in t . F i g u r e 19 p r e s e n t s s o m e v a l u e s for a c t i v a t i o n e n e r g i e s . T h i s equa t i on is u se fu l a s a guide for m e t a l s o n l y .
Work on c e r m e t s and c e r a m i c s is l e s s we l l d e v e l o p e d . F o r e x a m p l e , s o m e d a t a on UO2 m a y be of i n t e r e s t s i n c e UO2, in add i t ion to be ing a fuel , m a y a l s o be u se fu l a s a s t r u c t u r a l m a t e r i a l . It i s r e p o r t e d t h a t the c r e e p r a t e in b a r s of s i n t e r e d UO2.06 and UO2.16 i s the s a m e at 800°C a s the c r e e p r a t e in UO2.00-1- at 1600°C. Th i s r e f l e c t s the w e l l - k n o w n ,

100,000 —
but not u n d e r s t o o d , effect of e x c e s s O2 in s i n t e r e d m a t e r i a l s . T h e r e a r e m a n y u s e s for oxide and m e t a l s t r u c t u r a l m a t e r i a l s m a d e by s i n t e r i n g and w h e r e e x c e s s O2 m a y be p r e s e n t . T h u s , the p r o b l e m of e x c e s s O2 in m a t e r i a l s is doubly d e l e t e r i o u s both f r o m a s t r e n g t h and f rom c o r r o s i o n a s p e c t , a s wi l l be d i s c u s s e d n e x t .
E . C o r r o s i o n
The p o s s i b l e l o s s of fuel and s t r u c t u r e by e v a p o r a t i o n and m a s s t r a n s p o r t of c o r r o s i o n p r o d u c t s is of f u n d a m e n -
~6ooo t a l i m p o r t a n c e in the d e s i g n and o p e r a t i o n of a h i g h - t e m p e r a t u r e , g a s - c o o l e d r e a c t o r , e s p e c i a l l y w h e r e unc lad fuels a r e be ing u s e d . At the h i g h e r t e m p e r a t u r e s of i n t e r e s t , the vapo r p r e s s u r e of s o m e u r a n i u m compounds m a y b e c o m e s ign i f i can t . F o r
e x a m p l e , t he v a p o r p r e s s u r e of UO2 a t 1 700°C is 1.4 x 10"^ a t m o s and inc r e a s e s with t e m p e r a t u r e .
1000 KELTING TEMPERATURE,-°K
F I G . 19
CORRELATION OF THE ACTIVATION ENERGIES AND MELTING TEMPERATURE
An e x a m p l e of the m a s s t r a n s p o r t p r o b l e m in s t r u c t u r a l and fuel m a t e r i a l i s now d e s c r i b e d . H e l i u m and g r a p h i t e (ca rbon) a r e c o m pa t ib le and do not r e a c t with each o t h e r . H o w e v e r , if oxygen is p r e s e n t as a c o n t a m i n a n t , it wi l l r e a c t wi th the c a r b o n in the c o r e to f o r m g a s e o u s CO and CO2, and t h e s e g a s e s when c i r c u l a t e d to the h e a t s ink in the r e a c t o r s y s t e m wil l d e p o s i t c a r b o n and r e l e a s e O2 for r e c i r c u l a t i o n . The c o n t i n uous l o s s of c a r b o n f rom the c o r e as we l l as the d e p o s i t i o n of c a r b o n in the h e a t r e m o v a l s e c t i o n s of the s y s t e m is u n d e s i r a b l e . The p r e s e n c e of w a t e r v a p o r , which m a y b e h a v e e i t h e r as a hyd ro lyz ing agent o r as a s o u r c e of h y d r o g e n and oxygen, wi l l a l so a g g r a v a t e the c o r r o s i o n p r o b l e m .
The m a s s t r a n s f e r effect which o c c u r r e d with c a r b o n and O2 can o c c u r with the UO2 and 02 . ' ^ )
The ox ida t ion m e c h a n i s m for UO2 is b e l i e v e d to o c c u r a s fol lows:
4 UO2 + i O2 — U 4 0 9 ( s )
i U 4 0 9 + | 0 2 - ^ U 0 3 ( g )
The equa t ion for the p a r t i a l p r e s s u r e of UO3 (gas) in e q u i l i b r i u m with U40g i s

w h e r e
(i)AF°(U409)3 - AF°(U03). log PUO2 = ("̂ ) l °g PO2 + ^
A F ° = free energy of activation R = un ive r sa l gas constant T = absolute t e m p e r a t u r e
and
p = pa r t i a l p r e s s u r e .
At 1200°C, the pa r t i a l p r e s s u r e of O2 in equil ibrium with U40g is about 10~^atm. Then,
PUO3 = ^"19 X 10-^ m m Hg
The loss of uran ium from the bed to the coolant under these conditions is given by the equation
f = ^ = 1.6x10-'g/i ,
assuming equil ibr ium is reached .
The oxidation reac t ion may, of course , be inhibited by reducing the O2 impur i ty in the coolant by get ter ing, coating the par t ic le with a p r o tect ive or sacr i f ic ia l l ayer , or stabil izing the UO2 with additives to form a naore ox ida t ion- res i s tan t solid solution. It is believed that the oxidation r a t e s for UO2 can be reduced by a factor of 10 to 10 , using one or a combination of these techniques .
The co r ros ion resistcince of some ma te r i a l s is dependent upon the formation of an adherent coating resul t ing from the react ion of the m a t e r i a l and the coolant. Such coating may be damaged when subjected to bombardment by fission r eco i l s , which will be p resen t with the use of unclad fuels .
F . Eros ion
The amount of m a t e r i a l eroding from the fuel and s t ruc tu re during operat ion is difficult to calculate and will therefore have to be det e rmined by exper ience . Eros ion is sensi t ive to a number of va r i ab les , such as the ab ra s ivenes s and motion of the par t ic les in the bed, the ve locity of entrained solids in the coolant, the geometr ica l a r r angement of

the sys tem, physical p roper t i e s of the s t ruc tu ra l m a t e r i a l s , and t e m p e r a ture and mode of opera t ion. Fo r closed p r i m a r y c i r cu i t s , it appears that continuous fi l tering devices will be requ i red in the external piping sys tems to remove (and to recover) the eroded fuel from the gas s t r e a m . The fineness of f i l t rat ion requ i red would, to a ce r ta in extent, depend upon the cha r ac t e r i s t i c s of the bed. Thus, the upper s ize l imit for eroded products permi t ted to r ema in in the gas s t r eam will depend upon the abili ty of these products to pass through the pa r t i cu la r bed without being t rapped and caus ing plugging.
Limited t rapping of eros ion products in the bed could also se rve as a method for equalizing p r e s s u r e drop between beds in a reac to r c o r e . Some t e s t s were per formed in the l abora to ry to m e a s u r e a t t r i t ion lo s ses in one-cen t imete r thick beds . Insofar as could be de termined, the prec is ion of m e a s u r e m e n t being one in a thousand, no losses were experienced in extended runs using UO2 p a r t i c l e s , 200 mic rons in d i ame te r , and helium coolant at modes t ve loc i t i e s . It is expected that the l a rge difference in densi ty between the gas and pa r t i c l e s min imizes any possibi l i ty of mechanica l move ment between the pa r t i c l e s and hence any tendency to genera te abras ion p roduc t s .
G. Radiation Effects
A survey of the l i t e r a tu re does not r evea l any d i rec t information on radiat ion effects on loosely packed fuel pa r t i c l e s i r r ad ia t ed in iner t a tmospheres and at c losely controlled t e m p e r a t u r e s . The l i t e r a tu re does contain information on radiat ion damage to s in te red pe l le t s , on powder-filled capsules and powders swaged in tubes to high densi ty . These data, however, a r e not pa r t i cu l a r ly appl icable .
The effect of neutron i r r ad ia t ion will be reflected in the d imensional s tabi l i ty of the p a r t i c l e . The effect may be ref lected as f r ac tu re , spal lat ion, surface roughening, and changes in spher ic i ty of the pa r t i c l e . The magni tudes of these fac to r s , depending upon fuel pa r t i c l e s used and the durat ion and t e m p e r a t u r e of operat ion, can influence the abil i ty of the coolant to flow uniformly through the bed and the generat ion of pa r t i c l e f ines .
F r a c t u r e s and spallat ion can resu l t from s t r e s s e s genera ted in the fuel body. S t r e s s e s in a par t i c le r esu l t from a number of s o u r c e s , such as t e m p e r a t u r e grad ien ts , mechanica l force , in te rna l f ission gas p r e s s u r e s , and re ta ined fission p roduc t s . As prev ious ly mentioned, t e m p e r a t u r e gradients in fuel pa r t i c l e s in the s izes of in te res t a re s m a l l .
The d e c r e a s e in t h e r m a l conductivity normal ly assoc ia ted with i r rad ia t ion should not make any appreciable difference.

Since the individual par t ic les will be supported in the fuel holde r s , the individual par t ic le should not be subjected to mechanical forces .
Data on fission product r e l ea se from UO2 a re available. The diffusion of gaseous and volati le fission products out of UO2 depends p r i m a r i l y on the t empera tu re of the fuel and the decay constant of the pa r t icular isotope. An approximation for the r e l ease of the long-lived isotope (half-life g rea t e r than 10 days) is given by the following equation:
F = 3.5 X 10-5 (i /x)° '23
where
F = fractional escape of nuclide
and
^ = decay constant in sec."^
Fo r UO2 at t e m p e r a t u r e s above 1000°C, the fractional escape of each isotope will be inc reased by about a factor of 3 to 4 for each 100°C inc r ea se in t e m p e r a t u r e . In r ega rd to radioactivi ty level in the p r i m a r y sys tem, assuming that the volati le and gaseous products (cesium, iodine, krypton, xenon, etc.) all diffuse out of UO2 at the same ra te , the total activity in a p r i m a r y sys tem will be about 0.06% of the total activity genera ted in the fuel, or 3 x 10"^ cu r i e /wa t t of r eac to r power.
Some data exist on the plating-out cha rac t e r i s t i c s of fission produc ts . In one exper iment , heated air was passed over an active sample of uranium; it was found that mos t of the te l lur ium and ruthenium tended to plate out on the ducting, with l e s s e r amounts of the total s t ront ium p r e s ent. The data on the plating c h a r a c t e r i s t i c s of iodine and bromine were e r r a t i c . At high t e m p e r a t u r e , however, some of these fission products should r ema in in the gaseous state and could be removed at chosen points in the sy s t em.
The range of fission reco i l s in uranium is es t imated to be b e tween 10 and 100 m i c r o n s , and between 2 and 4 cm in ga se s . Thus, the number of f ission reco i l s ejected from a par t ic le will depend upon the size of the par t i c le , and it is obvious that the yield will be r a the r high for the sma l l e r p a r t i c l e s . It further indicates that the use of par t ic le coatings to suppress the r e l ea se of fission product mus t be g rea te r than 100 mic rons in th ickness .
There has been some concern regarding sticking or "st i tching" together of m a t e r i a l s subject to fission recoi l bombardment . Although this effect has been suspected, it has never been confirmed.

IV. HEAT TRANSFER AND FLUID FLOW
There is a substant ial amount of information and a var ie ty of solutions in the l i t e r a tu re for determining fluid flow in packed beds with and without the t r ans fe r of heat . Solutions to fluid flow and heat t r ans fe r p r o b -leras in packed beds a r e sensi t ive to the pa r t i cu la r sys tem, par t i c le shape, and the fluid for which they were developed. Most solutions depend upon the use of empi r i ca l co r r ec t i ons . There fore , caution must be exe rc i sed if equations or data a r e applied to conditions other than those for which they were original ly es tabl ished.
It is general ly accepted that l aminar flow in packed beds is p resen t at low flow veloci t ies and that the change to turbulent flow with increas ing fluid velocity is a gradual p r o c e s s and occurs over a range of veloci t ies . One invest igator has placed the change from laminar to turbulent flow at a Reynolds number as low as in the range from 0.32 to 0.64. Some inves t i ga to rs , however, c la im, because of the tor tuous passage of flow between the in t e r s t i ces of p a r t i c l e s , that only turbulent flow can exist . Other inves t iga tors s tate that since a bed is in rea l i ty a mult ichannel body, the re will always be some l aminar flow through some channels . In addition, there is some quest ion regarding the effect of par t ic le spher ic i ty on fluid flow, some inves t iga tors stating that it is not pa r t i cu la r ly important . However , these differences may be accounted for on the bas i s that mos t invest iga tors worked with different s y s t e m s .
The Reynolds number is usual ly expressed by the equation
Re = GD/jLi
where D, the hydraul ic t e r m , is the d iamete r of the tube, G is the m a s s flow r a t e , and jJ. the v iscos i ty . Fo r flow in packed beds , Dp, the par t i c le d iamete r , is substi tuted for D, and the equation
Re- = GDp/M
is r e f e r r e d to as giving a modified Reynolds number .
Basical ly , although there a r e a numiber of va r ia t ions , the re a re four genera l methods( l 1 >! 2,1 3) used for calculating l aminar fluid flow in packed beds . The Darcy method is based upon the concept of permeabi l i ty . The Hagen-Poiseui l le equation is based on the concept of convert ing the voids in the bed into an a r r a y of pa ra l l e l capi l la ry tubes , the d iamete r of the capi l lary tubes being a function of the pa r t i c l e s ize . The th i rd method, developed independently by Kozeny and Hatch,!^!) is based upon the par t ic le size and bed poros i ty . For many engineering appl icat ions, it has been found prac t icab le to es tabl i sh a cu rve , plotting a fr ict ion factor t e r m as the ordinate and a modified Reynolds number as the absc i s sa . Once es tabl ished, the curve may then be used to solve flow prob lems for both larainar and turbulent conditions.

The D a r c y e q u a t i o n for l a m i n a r flow can be e x p r e s s e d a s fo l lows :
v = PAi(p i - P 2 ) / M L
•where
P = p e r m e a b i l i t y coef f ic ien t L - dep th of b e d v = s u p e r f i c i a l r a t e of f luid flow
Pi - i n l e t p r e s s u r e P2 = o u t l e t p r e s s u r e /i = v i s c o s i t y of f luid
a n d
Ai = a r e a of bed .
The H a g e n - P o i s e u i l l e e q u a t i o n c a n be w r i t t e n a s
V = 7 r D ^ A p / l 2 8 juL
w h e r e
Dj, = d i a m e t e r of the c a p i l l a r y t ube
and
Ap = pi - p2.
The Kozeny e q u a t i o n c a n be e x p r e s s e d a s fo l lows :
^ k A j g 2 Ap " M ( I - X)2 • -^P T T '
w h e r e
k = a c o n s t a n t .
E q u a t i o n s for t u r b u l e n t flow u s u a l l y c o n t a i n two t e r m s in wh ich the v i s c o u s effect and the k i n e t i c e f fec t s a r e e x p r e s s e d by s e p a r a t e t e r m s . L a m i n a r flow c a n be m o d i f i e d for t u r b u l e n t c o n d i t i o n s .
As an e x a m p l e , D a r c y ' s e q u a t i o n h a s b e e n m o d i f i e d by adding a s e c o n d - o r d e r v e l o c i t y ( s q u a r e ) t e r m a s shown be low and u s e d to so lve p r o b l e m s for t u r b u l e n t flow:
Ap M^)-Kiy w h e r e kj and k2 a r e c o n s t a n t s .

32
A study by D. MacFar lane outlined a method for calculating the p e r formance of packed beds . The study was based on a simple model of a bed, one square foot in c r o s s sect ion and L feet in depth, in which the f ission heat was uniformly generated. It was further a s sumed that all of the heat was removed by the gas and that the re were no conduction or radiat ion lo s ses from the surface or through the bed.
Bernoui l l i ' s equation in differential form is
dp p = (di)wf
where
dp = change in p r e s s u r e p = density
and
(d-^)wf = p r e s s u r e loss due to fr ict ion
(neglecting the velocity and stat ic head lo s ses which a r e smal l for packed beds) .
Define a fr ict ion factor t e r m as
f = 2gcDp(dp/dx)/v^o
where
and
where
and
by
gc ~ gravi ta t ional constant V = superf icial gas velocity
X = fract ional depth of bed.
The modified Reynolds number is given by
Re' = DpG/u
Re' = Modified Reynolds number
G = vp=mass flow r a t e .
The equation for gas t e m p e r a t u r e at any depth x in the bed is given
^g " ^gi ^ G ^ ""

33
where
and
Cp = specific heat of gas t = t empe ra tu r e of the gas
tg = inlet t empera tu re of the gas .
A t empe ra tu r e v iscos i ty cor rec t ion to the function factor t e r m may be defined as
f' = a + (8 ( X / L )
where a and j3 a r e empi r i ca l ly de te rmined constants .
F r o m these equations and the assumpt ion of ideal gas behavior there r e su l t s
2 _ 2 P2:= Pi D P L
aGx + ( b Y" + mQ j x^ + n ^ x^
which m a y be simplified by assuming a constant f a c r o s s the bed (a reasonable approximat ion if f does not va ry by m o r e than 50%) to
2 2 ^av^ P2 = Pi - r ^ "
6C p
• ^ , X Q 2 /cG X +—— x
where
a n d
I S
Pi = ini t ial p r e s s u r e Pz = final p r e s s u r e a = ot'^/gc
m - ccx/Zgc n =^x /3gc K = R T Q / M
X = R /Mcp TO = ini t ia l gas t e m p e r a t u r e (absolute) M = molecu la r weight of the gas
R = un ive r sa l gas constant .
The equation for determining the ra t io of pumping work to total power
GRt„ ~ — = gay PI
^ ^ p ~ MQLC °^ ^

where
T) = fraction of pumping power to total power output C = factor for e r r o r introduced by using t„ in the formula
. . . y & gav w = work of pumping gas
and
p = Q L .
It may a l so be shown that
* Gc„ LA s (max)
where
t / a ^ ~ max imum surface t e m p e r a t u r e of pa r t i c le ti = inlet gas t e m p e r a t u r e
Q/GCp = t e m p e r a t u r e r i s e of gas passing through the bed
a n d
Q / L A = t e m p e r a t u r e of film between gas and solid
The heat t r ans fe r film coefficient was de te rmined from a m a s s t r ans fe r equation (selected from the l i t e ra tu rev l^ ) as the one mos t a p p r o pr ia te for this sys tem):
jj^= (St)(Pr)^3 ^ 0 585 (Re)-o.30 ^
where
St = Stanton No. = h / c G P r = P rand t l No. = c (ju/k^.)
and
j , = m a s s t rans fe r function.
These equations were applied to a study of a packed bed of 200-micron dianaeter UO2 par t i c l e s having a spher ic i ty of 0.8, and a bed poros i ty of 0.4 with hel ium coolant entering at 93°C and leaving at 1200°C at a sys tem p r e s sure of 40 a tm. For the specific study, the calculat ions showed that a power densi ty in the fuel of about 8 MW/K can be achieved, allowing safety factors for agglomera t ions up to 10 pa r t i c l e s , a 25% var ia t ion in heat genera t ion and flow through the bed, and limiting the max imum par t ic le surface t e m p e r a t u r e to 1700°C.
The effect on bed per formance with changes in t e m p e r a t u r e pa r t i c l e s ize, bed porosi ty , and sy s t em p r e s s u r e was a l so invest igated.

In genera l , the curves indicated that the pumping power var ied inve r se ly with the par t ic le s ize, system p r e s s u r e , porosi ty of the bed, and gas t empera tu re r i s e . Since the power density var ies directly, but not in the same proport ion, with pumping power, care must be exerc ised in establishing bed design p a r a m e t e r s to achieve reasonable values of pumping power.
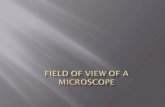
The friction factors were obtained from the solid curve shown in Fig. 20, based on work by Brownell and Katz(14) for a par t ic le diameter of 200 m i c r o n s , a par t ic le spherici ty of 0.8, and a bed porosity of 0.4. The curve was compared with a se r i e s of experimental measurements (individual points on Fig. 20)made by A. Smaardyk and J. Santori in the laboratory on 200-micron pa r t i c l e s (nominal diameter) of commerc ia l UO2 and with helium at ambient t empera tu re and low p r e s s u r e , and found to be in reasonable agreement .
10,000
THE COMPARISON OF BRONHELL AND KATZ CURVE WITH EXPERIMENTAL POINTS'
210 MICRONS
100 0.10 1.0 10
MODIFIED REYIIOLD'S SL'MBER, Re'iOpG/n
F I G . 2 0
FRICTION FACTOR V S . REYNOLDS NUMBER(Re' )
•BY A. SMAARDYK AND J. SANTORI
Figure 21 shows the relat ionship between bed thickness and p r e s sure profile for var ious power densi t ies of fuel. Figure 22 shows the r e lationship between bed thickness and p r e s s u r e profile for various m a s s flow r a t e s . F igures 23-25 show the relat ionships between pumping power with m a s s flow r a t e s , power density, bed thickness, and inlet p r e s s u r e s . Figure 26 ref lects the effect of bed porosi ty and par t ic le size on pumping power.
Variat ions of the heat t ransfer film coefficient with mass flow ra tes and gas outlet t e m p e r a t u r e s a re shown in Fig. 27.

(42.18) 600
{W.78) 580 —
•3 (39.38) 560
= (37.96) BKO —
(36.SS) 520
(35.15) 500
(33.75) W O OA 0.6 0.8
FRACTIONAL BED DEPTH X/L
FIG. 21
PROFILE OF GAS PRESSURE VS. BED DEPTH (METRIC UNITS IN PARENTHESES)
(I»2.I8) 600
(«0.78) 680
: (39.38) 560
, (37.96) 5ltO —
.55) 620
(35.15) 500 0.4 0.6 0.8
FRACTIONAL BED DEPTH X / l
FIG. 22
GAS PRESSURE VS. BED DEPTH
(METRIC UNITS IN PARENTHESES)
1.0
0.001
P=40 atm GAS OUTLET TEMP.=2200 °r, INLET TEMP.=200 "F (93» - 1200 °C) D =200 MICRONS 1=0.40 ^=0.80
QL=8 MW/ft^ (8.8) KW/c.|3)\/ L=O.IO ft
4 mm-(4.4 KHIot?)
0.05 ft (1.5 en)
2 MW/ft' (2.2 Xmlcw?)
1.0
(0.0353)
I MW/ft' (i.l mlon?)
(}L=0.6 MW/ft^ (C.65KW/Ci.')
(0,353) (3.53) POWER DENSITY IN FUEL-Q-MW/ftS-(KW/cii')
FIG. 23
FRACTIONAL PUMPING POWER, 17 VS. POWER DENSITY, Q (METRIC UNITS IN PARENTHESES)

FRACTIONAL PUMPING POWER n=
FRACTIONAL PUMPING POWER n=—
il o z
=! -o m O
I I I I I I I T 1—I I I
II M II II
= §
JO P
2 ^
c <
-a >
n
>
c/1 m
70 > g o z > 1 -
^?
^ !
I
5^ m < Z oo
r~ o
> - 1 m I o
TO > n :H o z >
:;1 -0 73 — — z n o c : -0
S o ^ :£
_ TO Z ~ - D - d > ; D ,
5 < ^ CO -H • X == m Z
-n p L n
-o TO
'
\ X X \ X
\ - \
- o
" 2 OS
• o w
" •
• P
4 3
V £
^ V w ^
C i > • t o
m r -
c = z
•v,
- e I I o
0 0
•v
H
M
s
«> w
r >
• V
n H o
s
V
t o
s K
o
o X
^
o
s 0 1
r*-
s ^
V
o
° f 't> o - n
° "̂ O
s
1 ^ ^ 1 •*
• t l
O l r r i o
oa
g o 3 ^
^^
ts>
o
5 Ft
-Tl
o
FRACTIONAL PUMPING POWER r),=
4000 (2200) 3500 (1925)
3000 (1645)
2500 (1370)
2000 (1090)
J 1500 (815)
- g
1 1
-
-
----
1 1 1 M l | —
Ap=P,
1 \
-P a t B o i p h e n c
^ ^
1 M i l l
» ^ M *-z o o m - -I - no -*= — o o
i
T
-
M
§
- n
o
^
-\ I I
s ^
i o
^
o o CO U l
"^ o
h 3
— s o
.£-
K S
Si iS
o -n
m
"̂ b
"1
o
K
r >
i OS

(1.84) 3200
(1.60) 2800 —
t;(l.36) 2400
i;(l.l4) 2000
(0.91) 1600
(0.68) 1200
S (0.46) 800
(0.23) 400 —
(0)
(0.5) (1.0)
MASS Flow RATE G-#/(ft')(sec.)-[a/(a»')(sec.)]
FIG. 27
HEAT TRANSFER COEFFICIENT VS. MASS FLOW RATE FOR PACKED BED. (METRIC UNITS IN PARENTHESES)
The t empera tu re differences between the gas and solid for a range of m a s s flow ra te s and power densi t ies a r e shown in Fig. 28. This calculation provides for a 50% a r e a density cor rec t ion factor, based upon a par t ic le spherici ty of 0.8, to allow for the packing and compacting of the pa r t i c l e s . The cor rec t ion is based upon work done by Bennett and Baumeister.l-^ 5) The relat ionship between the gas t empera tu re difference with par t ic le size and porosi ty is shown in Fig. 29.
Figure 30, which is also applicable to packed beds , shows the r e lationship of t empera tu re , m a s s flow ra te , and p r e s s u r e drop in a unifornnly heated porous graphite element.(^") It is noted that the p r e s s u r e difference curve falls and then r i s e s with increasing m a s s flow rate and decreas ing t empera tu re .
The minimum point on the curve has been in terpre ted as indicating the change from laminar to turbulent flow with instability of flow being charac te r i s t i c of flow in the laminar region.

(566)
:?
•J
«" •
•=_ (65)
g
3
7 (5-5)
^
1000
100
10
T \ ^ \
- \ ^
— \ ^
- \ \
- \.
- \ \̂^̂
-
1 .
D, = 200 MICRONS
I = 0.40 f = .80
SAS-HELIUM AT 40 ATHOSHPERES
g = POWER DENSITY OF BED
(BASED ON MODIFIED AREA DEKSITY-A/2)
. ^ '— g=640
•̂-̂ ^ _'™ ^^^^^ ' -̂ —____
~̂~~-~-.._̂ •—~_^^_^^ 160
^ 80
—-.____^ no
^^--..^^ ^ ^0^ ̂—̂— ^ ^ ^ ^ ^ ^ ^ ^ ^
1 , 1 , 1
(l[W/c«') (22 .6)
(11 .3)
(5 .6 )
(2.8)
(1.4)
(0.7)
(0 .36)
(0.18)
0
(0) (0.5) (1.0)
GAS MASS FLOW RATE G-»/(f tM(«ec. ) - [g / (c . ' ) (»ec . )
3.0
(1.5)
FIG. 28
TEMPERATURE DIFFERENCE BETWEEN GAS AND SOLID FOR PACKED BED. (METRIC UNITS IN PARENTHESES)
It, = t, - tj FOR D, = 200 MICRONS AND I = 40
it, = t, - tj FOR OTHER VALUES OF Op AND I
GAS-HELIUM
p = 40 ata
1=0.60
1=0.40
• 1=0.20
I I I I I I
DIAMETER OF PARTICLE, D,-MICRONS
FIG. 29
RELATIVE TEMPERATURE DIFFERENCE ( t j - t g ) VS. PARTICLE DIAMETER
(1.40) 20
(1.05) 15
i (0.7) 10
(3500)
6000
T avg-
(2480)(I970)
4000 3000
••R-(»C)
(I370)(II00)
20OO 1500
(860)
IDOO
(0.36) 5 —
(0) 0
Pl=5 ATM
Pl=IO ATM
Pi =20 ATM
I I I I I I I I I I I I I 10-3
(7x10-')
G=lb./(in.M(8ec.)-[g/(cr')(sec.)]
GRADE 30 POROUS GRAPHITE
L = 0.5 inch (1.27 c«)
Q = 10 BTU/lnchS sec. (660 W/ci>')
T| = 500 "R (-5 C)
T ava = T,tT|
I0-'
(7x10-1)
FIG. 30
PRESSURE DROP ACROSS WALL VS. FLOW RATE FOR DIFFERENT INLET PRESSURES. (METRIC UNITS IN PARENTHESES)

If local ized heating occurs in the laminar region, the t empera tu re of the gas will r i s e , which will reduce the flow ra te due to the inc rease of gas v iscos i ty with t e m p e r a t u r e . The reduction in flow ra te will lead to further heating and t e m p e r a t u r e r i s e in the fuel. This is an unstable condition. In the turbulent region, the flow r a t e va r i e s with the p r e s s u r e change to s tabi lize the t e m p e r a t u r e .
It is noted that the p r e s s u r e drop in the packed bed is lower for equivalent flow r a t e s than in this par t i cu la r grade (grade 30) of porous graphi te . The packed bed should, therefore , be l ess susceptible to flow instabil i ty at the lower flow ra t e .
Radiation lo s ses from the bed to cooler port ions of the r eac to r s y s tem and effects of gamma heating on the bed have not been included in this repor t . These effects may be significant in magnitude and should be included in a detai led study of a specific r eac to r sys tem.
In addition, wall effects on flow have not been included. It is believed that this effect will be smal l for the pa r t i c l e s and bed s izes of in te res t .

V. REACTOR CONCEPTS USING PACKED-BED FUEL ELEMENTS
A. General
The use of the packed-bed fuel element introduces some new prob lems into r eac to r design. Some brief, but cer ta inly not al l , comments regarding these new design fea tures a r e l is ted in this p re l iminary repor t . It is evident that m o r e thorough studies a r e required. Two fast reac tor concepts a r e descr ibed: one a He-cooled, U02-fueled, and the other a H2-cooled, UC-fueled sys tem. The fo rmer has a potential application for power generat ion and breeding, and the la t te r for rocket applications. The detai ls for using the nuclear heat follow conventional p rac t i ces and are not d iscussed he r e . The fuel e lement and reac to r schematic design shown in F igs . 1 and 2 a re used for both concepts .
In t h e r m a l r e a c t o r s , bed thickness will be par t icu la r ly important, since the neutron disadvantage factor in the fuel bed will make it difficult to genera te heat uniformly in a bed of reasonable th ickness . It will also be n e c e s s a r y to surround the beds with modera to r .
It may be useful to use stage heating in these sys tems . Stage heating involves pass ing the coolant through two or more beds in se r i e s before discharging it to the exit h e a d e r s . A var ia t ion of stage heating can also be used to reduce peak gas veloci t ies by dividing the exit flow from one bed to other beds connected in s e r i e s before discharging to the exit header .
The t e m p e r a t u r e dis t r ibut ion in both the fast and the rmal r e actor sys tems can differ, depending upon the method of operat ion selected. K the systera is designed for equal r a t ^ s of gas flow to all beds , then the outlet gas t e m p e r a t u r e , assuming a cosine- type flux distr ibut ion, will be the average of exit t e m p e r a t u r e s from the individual beds; beds near the per iphery of the core will d i scharge the colder gas into the exit gas s t r eam. If the systera is designed for constant exit gas t empera tu re from all beds , it will be n e c e s s a r y to m e t e r flow to each bed in accordance with the individual bed hea t -genera t ion r a t e . In this c a se , assuming a heat cell consis ts of the bed and a d is t r ibuted propor t ion of inlet and outlet header volume, all heat cel ls in the core would have the same t empera tu re distr ibut ion. Thus, the core would have a constant t e m p e r a t u r e profile.
Since the inlet gas is at a higher p r e s s u r e than the exit gas , absolute t ightness between the two sys t ems is not requi red; the amount of leakage p e r m i s s i b l e would depend upon engineering considera t ions .
In a r ranging the subassembl ies in the co re , it is noted that there a r e inlet and outlet plenum chamber s at the top and the bottom of the core . In this a r r angemen t , the peak gas veloci t ies in the heade r s a re reduced by

half. Fu r the r , the high gas veloci t ies in the headers a re p resen t only at the inlet of the header for incoming gas and at the exit for the heated gas , with the gas veloci t ies decreas ing to zero towards the midplane of the core . These peak veloci t ies can be reduced by taper ing the h e a d e r s toward the core midplane.
To reduce neutron s t reaming , the beds can be s taggered axially to reduce the symmet ry of voids in the co re .
B. He-U02 F a s t Reactor Concept
A very brief study on the application of the packed-bed fuel e lement to the EBR-II core a r r angemen t is shown for purposes of c o m p a r i son. Power density in the core has been kept as close to EBR-II levels as poss ib le , although t e m p e r a t u r e r i s e of the coolant is neces sa r i l y g r ea t e r . The study is bas ica l ly l imi ted to p rob lems in heat t r ans fe r and fluid flow. The study is based on the substi tution of hel ium at 40 atm p r e s s u r e and operat ing over a t e m p e r a t u r e range of 150 to 980°C for the sodium coolant and 200-mic ron sized UO2 par t i c l e for metal l ic uran ium fuel rods . Substitution of a different meta l for s t ruc tu re is also probably n e c e s s a r y because of the higher outlet gas t e m p e r a t u r e . F u r t h e r , for simplification, the study is l imited to the core only on the assumpt ion that if the packed-bed fuel e lement can pe r fo rm sa t is fac tor i ly in the co re , it will pe r fo rm adequately in the blanket. Separa te coolant sy s t ems may be requ i red to prevent mixing of enr iched u ran ium fines f rom the co re with depleted u ran ium fines f rom the blanket. The use of PUO2 fuels, based upon cu r r en t knowledge, should be prac t icable and may possibly e l iminate the need for separa te coolant sys tems for the blanket and co re .
Based upon e s t ima te s by W. Loewenstein, the c r i t i ca l m a s s for an enr iched uran ium loading will i nc rease by about 10% and the enr ichment of the uran ium from 50% to 90%, due to the higher t e m p e r a t u r e of opera t ion and higher neutron leakage from the co re , resul t ing from the absence of the sodium in the co re . Thus , all breeding will be pe r fo rmed in the blanket. Cores for l a r g e r fast r e a c t o r s can be diluted with U^^^ and provide internal breeding.
The el iminat ion of sodium should improve breeding gain and the use of c e r a m i c fuels should reduce breeding gain, resul t ing in a smal l net effect. More detailed studies a r e requ i red to es tab l i sh quantitative values .
In this study, a constant exit bed t e m p e r a t u r e was used; a rat io of maximum to min imum power density of 2 and a rat io of maximum to average power density 1.5 were assumed . The p r e s s u r e drop a c r o s s the fuel bed (1.27 cm thick) was de te rmined from the c u r v e s . It was a s sumed that the p r e s s u r e drop in the balance of the p r i m a r y sys tem could be held to values consis tent with conventional gas-cooled r e a c t o r s (• '̂0^3 k g / c m ).

T h u s , about 7.5% of the g r o s s p o w e r g e n e r a t e d is r e q u i r e d for p r i m a r y s y s t e m pumping . The m a x i m u m s u r f a c e t e m p e r a t u r e of the p a r t i c l e w a s e s t i m a t e d to be 1080°C.
F r o m a s tudy of the c u r v e s , it w a s deduced tha t subs t an t i a l l y h i g h e r p o w e r d e n s i t i e s and ex i t g a s t e m p e r a t u r e , and hence h i g h e r p e r f o r m a n c e , could be a c h i e v e d u s i n g UO2 fuel and h e l i u m coolan t .
The da t a deve loped for the r e a c t o r concep t a r e shown i n T a b l e 7 .
T a b l e 7
U02-He R E A C T O R C O N C E P T DATA
C o r e
P o w e r output , Mw 50 V o l u m e , H 66 C r i t i c a l m a s s , kg
U"5 160 U"^02 175
P o w e r dens i t y , M w / i
A v e r a g e 0.76 M a x i m u m 1.14 M i n i m u m 0.57
D i a m e t e r , c m 43.3 Height , c m 43.3 V o l u m e t r i c d i s t r i b u t i o n , %
F u e l Axia l ly 62.5 Rad ia l ly 62.5 O v e r a l l 40
Coolan t , o v e r a l l 40 Rat io b e t w e e n in le t and ou t l e t h e a d e r s 1:2 S t r u c t u r e , o v e r a l l 20
F u e l A s s e m b l i e s (See F i g s . 1 and 2)
Shape Hexagona l D i s t a n c e b e t w e e n f l a t s , c m 6.35 N u m b e r ( l a y e r s ) of fuel e l e m e n t s / a s s e m b l y 18 T h i c k n e s s of fuel in bed , c m 1.27 P a r t i c l e s i z e of fuel , m i c r o n s 200 Bed p o r o s i t y 0.4 Su r f ace a r e a of b e d s / l a y e r , cm^ 893 Su r f ace a r e a of b e d s , to ta l cm^ 16,275

Tab le 7 (Cont 'd . )
Coolan t
In le t p r e s s u r e
k g / c m ^ 41.3
a t m 40
Flow r a t e , k g / s e c
T o t a l flow 11.4
A v e r a g e / l a y e r 0.64
M a s s flow r a t e , g / (cm^) ( sec)
P e r l a y e r , a v e r a g e 0.71 P e r bed
M a x i m u m 1.1 M i n i m u m 0.28
M a x i m u m Ap, k g / c m ^ L o s s in beds 0.7
L o s s in p r i m a r y s y s t e m ( l e s s beds ) 0.35
To ta l Ap l o s s in p r i m a r y s y s t e m , k g / c m ^ 1.05
T e m p e r a t u r e , °C
Inlet 150 Out le t 980
Atm 55
Gas Ve loc i ty in V e r t i c a l H e a d e r s ( M a x i m u m ) , m / s e c Inlet 76 Ex i t 99
F u e l
Vo lume in c o r e , £ 26.4 P o w e r dens i ty of the fuel , Q, M w / i
A v e r a g e 2.50 M a x i m u m 3.75 M i n i m u m 1.86
P u m p p o w e r r e q u i r e m e n t s
F r a c t i o n a l pumping p o w e r r a t i o , w / Q L Bed 0.015 P r i m a r y s y s t e m 0.008
Rat io of pumping p o w e r to to t a l p o w e r g e n e r a t e d , p r i m a r y s y s t e m , % 7.5

C. UC-H2 Reactor Concept
A conceptual fast r eac to r sys tem was designed to use hydrogen for coolant, uranium monocarbide for fuel, and hydrogen-res i s tan t metal l ic carb ides for s t ruc tu re , including porous carbides to support the fuel beds. The geomet ry shown in Fig. 2 was used, except that the blanket was replaced by a ref lec tor . Based upon es t imates by Loewenstein, the cr i t ica l m a s s will be 200 kg of U^̂ ^ (220 kg UC, 200-mic ron-s i zed par t ic les) and the core volume will be 95.£. The core volume will provide space for the carbide s t ruc tu re in the sys tem, and for the inc reased gas volumes due to the higher t e m p e r a t u r e r i s e (93 to 2320°C) in the coolant. The inlet gas p r e s s u r e was set at 60 a tm (63 k g / c m ). A p r e s s u r e drop of 5.25 k g / c m in the fuel bed (2.54 cm thick) was calculated, and a p r e s s u r e drop of 1.75 k g / c m was a s sumed for the balance of the p r i m a r y system, result ing in an exit p r e s sure of 56 k g / c m from the r eac to r sys tem. The power output of the core was calculated to be 240 Mw, with an average core density of 2.5 M w / i .
Since exper imenta l data a r e not available for this system, the p r e s s u r e drop calculations were based upon the curves shown in Ref. 12 for fluid flow in packed beds. The m a s s flow ra t e s for constant exit t e m pe ra tu re were calculated to va ry from 0.38 to 0.75 g/(cm^)(sec) of coolant. Using the m a s s t ransfer equation (jj^) for calculating heat t ransfer values, an average value of h was found to be 2.9 w/ (cm )(°C). Assuming a mean t e m p e r a t u r e difference between gas and solid of 80°C, the power density of 11 Mw/i of fuel included a safety marg in of four.
For higher per formance , using m a s s flow ra t e s of 2 g / (cm )(sec), and for the same ini t ial gas t e m p e r a t u r e and an outlet t empera tu re of 2200°C, a fuel par t ic le size of 100-micron d iameter and a mean t empera tu re difference of 120°C gave an average value for h of 4,6 w/ (cm )(°C) and a power density of 200 M w / i of fuel. If a safety factor of 4 is applied to allow for inhomogeneous coolant flow and par t ic le cha rac t e r i s t i c s , then a power density of 50 Mw/ i of fuel can be a s sumed for this system. The application of carbon coatings to the fuel should prevent s intering, since the carbon will sublime r a the r than mel t or soften. Thus, if the maximum permiss ib le carbon t empe ra tu r e is 3000°C, it should be possible to achieve gas t e m p e r a tu re s higher than 2320°C if higher melt ing fuels a r e used.
Table 8 shows the design data for the 95-l i ter core . A maximum to average ra t io of power density of 1.5 and a maximum to minimum ra t io of power density of 2 was assumed, along with constant gas exit t empera tu re .

46
Table 8
UC-H2 REACTOR CONCEPT DATA
Core
Power output, Mw 240 Volume, i 95 Cr i t ica l m a s s , kg
U"^ 200 U"^C 220 Volume (X = 0.4), i 33
Power density, M w / i
Average 2.5 Maximum 3.75 Minimum 1.87
Diameter , cm 50.3 Height, cm 50.3 Cross sectional a r ea , cm 1980 Volumetr ic Distribution, %
Fuel Radial 70 Axial 50 Overal l 35
Coolant Radial 20 Axial 25 Overal l 35
Structure Radial 10 Axial 25 Overall 30
Fuel Assembl ies (See F igs . 1 and 2)
S t ruc tura l m a t e r i a l (H2 res i s t an t ) c a rb ides / ca rbon /g raph i t e Shape of a s sembly Hexagonal Distance between flats, cm 7.62 Number of e l e m e n t s / a s s e m b l y ( layers in core) 10 Number of a s sembl i e s 37 D , par t ic le s ize, mic rons 200 Area density, c m y c m ~1.8 x 10' ^2

T a b l e 8 (Con t ' d . )
A x i a l t h i c k n e s s / b e d , c m
F u e l 2.54 Coolan t 1.27 S t r u c t u r e ( i nc ludes p o r o u s bed s u p p o r t ) 1.27
Coolan t
F l o w r a t e , k g / s e c
T o t a l 7
P e r l a y e r a v e r a g e 0.7
M a s s flow r a t e , g / ( c m ) ( sec )
A v e r a g e 0.5 M a x i m u m 0.75
M i n i m u m 0.38
G a s v e l o c i t i e s - s u p e r f i c i a l ( m a x i m u m ) , c m / s e c
In le t 192 Out le t 1525
Ve loc i ty , m / s e c
In le t h e a d e r M a x i m u m 366 A v e r a g e 183
Out l e t h e a d e r M a x i m u m 366 A v e r a g e 183
T e m p e r a t u r e s , °C
Inle t 93 Out le t 2320 At 80
P r e s s u r e , k g / c m
In le t 63 Out le t 56 Ap a c r o s s bed 5.25 Ap, b a l a n c e of r e a c t o r p r e s s u r e l o s s e s 1.75
F u e l
P o w e r d e n s i t y , M w / i
M a x i m u m 11 A v e r a g e "7-56 M i n i m u m 5.5
F r a c t i o n a l punnping p o w e r 7), W / Q < 0 . 0 2 4

VI. CONCLUSIONS
This p re l imina ry study ref lects some possible applications and performance cha rac t e r i s t i c s of the convection-cooled, packed-bed fuel element to h igh - t empera tu re and high-power density r e a c t o r s .
This study was l imited to the use of hel ium-cooled beds. Curves for evaluating the effect of par t ic le s ize bed thickness and porosi ty on bed per formance with var ious coolant flow r a t e s a r e included.
Although the study was p r i m a r i l y l imited to re la t ively modest values of t e m p e r a t u r e s and power density, it is c lear that the basic featu re s of the packed-bed fuel e lement lend themselves to operat ion at substantial ly higher per formance . The r epor t a lso contains an example of a H2-cooled, UC-fueled bed which is shown capable of operating at much higher t e m p e r a t u r e s and power dens i t ies .
In genera l , it appears that re l iable data requ i red for the engineering design of packed-bed fuel e lements , especia l ly with r e spec t to fluid flow and i r rad ia t ion , mus t be de te rmined experimental ly .
Lis ted below a r e the specific conclusions resul t ing from this study:
1. The power density in a fuel bed var ied with the m a s s flow ra te of coolant and specific heat of the coolant, and va r i ed inverse ly with the fuel par t ic le s ize . For the s ize of pa r t i c les used, the power density was not pa r t i cu la r ly affected by t he rma l conductivity of the par t ic le m a t e r i a l or t h e r m a l s t r e s s in the par t ic le .
2. Tempera tu re of the effluent gas va r i ed inverse ly with the m a s s flow ra te of coolant and d i rec t ly with the maximum pe rmiss ib l e fuel surface t e m p e r a t u r e . The fuel t empera tu re was l imited by the sintering c h a r a c t e r i s t ics of the fuel for l ong- t e rm operation, and the melt ing, .softening point, or sublimation t empe ra tu r e of the fuel for s h o r t - t e r m operations
3. Pumping efficiency va r ied d i rec t ly with the sys tem p r e s s u r e , par t ic le s ize , porosi ty of the bed, and t empera tu re r i s e of the coolant, and var ied inverse ly with the bed th ickness .
4. Data on the effects of radiat ion damage to the individual pa r t ic les in a packed bed or on the per formance of the bed could not be de termined from information in the l i t e r a tu re , but it is expected that any effect will be smal l .

5. Reasonably accura te values for a r ea densi t ies can theoret ical ly be calculated for clean uniform beds. The effects of variat ion in s i zes , shapes and surfaces of p a r t i c l e s , and contact a r eas between par t ic les for var ious a r r angemen t s indicate that these values must be determined exper imental ly .
6. Confidence in values of heat t ransfe r coefficients for use in par t ic le beds of in te res t de te rmined by p resen t solutions is not justifiable. Reasonably rel iable values should be determined experimental ly .
7. Provis ions for mete r ing flow to individual beds will be requi red to provide des i red cooling r a t e s , although preferent ia l and l imited deposition of entra ined solids in the gas bed may provide a natural orificing sys tem. Retention of pa r t i c l e s in the bed can be achieved.
8. The use of iner t coatings on pa r t i c l e s may provide means for improving cor ros ion r e s i s t a n c e , de te r r ing sintering and spallation, and limiting fission product r e l ea se from the pa r t i c l e s .
9- Stable bed poros i t i e s from 0.38 to 0.42 can be achieved by nor mal handling methods . Studies indicate that stable bed poros i t ies up to 0.86 can be achieved by arching and bridging the spher ical pa r t i c l e s . P r a c t ical methods for achieving the high poros i t i es have not been developed. The use of i r r egu l a r l y shaped pa r t i c l e s may provide a method of achieving higher bed po ros i t i e s .
10. The p r e sence of contaminants in the coolant, such as H2O and O2, may ser ious ly affect the cor ros ion ra t e s of the fuel and s t ruc tu re . Identification and control of the co r ros ion mechanism will be neces sa ry for extended bed operat ion.
11. Stability of flow through the bed is enhanced by minimizing p r e s s u r e drop through the bed.

VII. RECOMMENDATIONS
The order of the recommendat ions a re based upon the assumption that capability of the fuel should be demonst ra ted exper imental ly to a sat isfactory degree before undertaking detailed engineering and design of reac to r sys tems and components to use this fuel element concept. It is obvious, of cour se , that fuel development cannot proceed completely independently of the other phase s , and the amount of concurrent effort on the other design phases will depend upon the urgency of the project and the availabil i ty of funds and manpower.
A recommended p r o g r a m to be followed is descr ibed herewith:
1. Expand the p resen t exper imenta l study to include m a t e r i a l s and coolants other than UO2 and hel ium, and develop methods for p repar ing fuel pa r t i c l e s and pa r t i c l e beds to provide optimum per fo rmance . The work should also cover development of new m a t e r i a l s , where indicated.
2. Undertake fluid flow studies which approach rea l i s t i c conditions of p r e s s u r e and t e m p e r a t u r e , and develop re l iable calculating methods for sys tems of in te res t , as well as determining the c r i t i ca l p a r a m e t e r s of fuel-bed design.
3. P e r f o r m out-of-pile m e a s u r e m e n t s on heat t r ans fe r coefficients in packed beds , and develop re l iable calculating methods for sys tems of in te res t .
4. Undertake a s e r i e s of in-pi le functional t es t s to confirm and to demonst ra te the feasibi l i ty of the packed-bed fuel e lement , and confirm insofar as is possible any changes in heat t ransfe r and fluid flow due to radiat ion.
5. Undertake p r e l i m i n a r y worthwhile conceptual r eac to r designs which are amenable to the packed-bed fuel element based on data generated by the exper imenta l p r o g r a m .
6. Undertake detailed design and development of fuel e lements and a s sembl i e s and other c r i t i ca l components for the more p romis ing reac to r concepts .
7. Based upon favorable p r o g r e s s on p rob lems noted above, undertake the detailed design, construct ion, and operat ion of a r eac to r exper i ment that will dennonstrate the utili ty of the packed-bed fuel e lement for a pa r t i cu la r ly promis ing application.

51
N O M E N C L A T U R E
A A r e a d e n s i t y
Aj A r e a of bed
/c R T Q / M
X R / M C
/ p c Speci f ic h e a t ( cons t an t p r e s s u r e )
ir
C C o r r e c t i o n f a c t o r
C D e g r e e s C e n t i g r a d e o,
D D i a m e t e r of p a r t i c l e P
D D i a m e t e r of c a p i l l a r y tube
E Young ' s m o d u l u s
e P o i s s o n ' s r a t i o
f F r i c t i o n f ac to r
F F r a c t i o n a l e s c a p e of n u c l i d e s
AF F r e e e n e r g y of f o r m a t i o n
G M a s s flow r a t e
g G r a v i t a t i o n a l c o n s t a n t
h. Hea t t r a n s f e r f i lm coef f ic ien t
°K D e g r e e s Kelv in
k A c o n s t a n t
kt T h e r m a l c o n d u c t i v i t y of g a s
L Depth of bed
M M o l e c u l a r we igh t of g a s
T] F r a c t i o n a l pumping power
P P e r m e a b i l i t y coef f ic ien t
p P r e s s u r e
Ap P r e s s u r e d i f f e r e n c e
pi I n i t i a l p r e s s u r e
P2 E x i t p r e s s u r e
(d^)w£ P r e s s u r e l o s s due to f r i c t i o n
a. E m p i r i c a l c o n s t a n t u s e d to c o r r e c t for change in v i s c o s i t y wi th t e m p e r a t u r e

^ EaxLpirical c o n s t a n t u s e d to c o r r e c t for change in v i s c o s i t y wi th t e m p e r a t u r e
0 Coeff ic ient of e x p a n s i o n
CS T h e r m a l s t r e s s
^ D e c a y c o n s t a n t
^0 C r e e p r a t e
P D e n s i t y
jU Viscosity
a a/c/g^
b ^/c/Zg^
m ax/Zg^
Ax/3gc
r R a d i u s of p a r t i c l e
R U n i v e r s a l g a s c o n s t a n t
°R D e g r e e s Rank ine
Q V o l u m e t r i c h e a t g e n e r a t i o n r a t e
Re R e y n o l d s N u m b e r
R e ' Modif ied R e y n o l d s n u m b e r
St S tan ton n u m b e r
P r P r a n d t l n u m b e r
ji M a s s t r a n s f e r funct ion
T A b s o l u t e - t e m p e r a t u r e
To A b s o l u t e in l e t t e m p e r a t u r e
A t T e m p e r a t u r e d i f f e r e n c e
At M e a n t e m p e r a t u r e d i f f e r e n c e
ti In le t t e m p e r a t u r e
tz Out le t t e m p e r a t u r e
t T e m p e r a t u r e of g a s
tg T e m p e r a t u r e of so l id
t A v e r a g e t e m p e r a t u r e
V v e l o c i t y - when u s e d wi th p a c k e d b e d s i n d i c a t e s s u p e r f i c i a l v e l o c i t y ; (ve loc i ty of g a s in tube a p p r o a c h i n g / l e a v i n g the bed) .

53
V volume
w work of pumping
W mass
X Fractional depth of bed
X Porosity of bed
Z Activation energy for creep process
ip Particle sphericity

REFERENCES
1. W. A. Lamber t son and M. A. Muel ler , Uranium Oxide Equi l ibr ium Sys tems , J. Am. Ce ramic s Soc. 36, 329-334, 365-368, 397-399 (1953).
2. Pyrograph i te , Raytheon Company High Tempera tu re Mater ia l s Depar tment , Waltham, Massachuse t t s .
3. International Symposium on High Tempera tu re Technology, Stanford R e s e a r c h Inst i tute, Pa lo Alto, California (1959).
4. L. Groton and H. E r a s e r , Systemat ic Packing of Spheres , J. of Geology 43, No. 8, P t . 1, 785-909 (November-December 1935).
5. J. Hrubicek, F i l t r a t ion Geometry of Spherical Sys tems , Kolloid B e c h e f t i l , 385 (1941).
6. E . J. Seldin and S. Mrozowski , Pe rmeab i l i t i e s of Baked Carbons and Beds of Carbon Powders to the Flow of a Gas, Proceedings of 1957 Conference on Carbon, pp. 687-703, P e r g a m o n P r e s s .
1. H. Kittel , ANL. (Pr ivate Communicat ion).
8. R. J. Ackermann, et a l . , F r e e Energ ies of Format ion of Gaseous Uranium.. Molybdenum and Tungsten Oxides, J. Phys . Chem. 64, 350 (I960).
9. J. A. Lane and Ad Hoc Study Group, A Study of P r o b l e m s Associa ted with Release of F i s s ion Produc t s from Ceramic Fue l s in Gas-Cooled R e a c t o r s , ORNL-2851 (1959).
10. B. M. Abraham and H. E. Flotow, UOz-NaK Slur ry Studies, Nuc. Sci. SG Engr . 2, 501 (1957).
11. J. M. Dalla Valle, M i c r o m e t r i c s , P i tman Publishing Company (1948).
12. G. G. Brown and Assoc ia t e s , Unit Opera t ions , Wiley and Sons, New York (1950).
13. A. E. Scheidegger , The Phys ics of Flow Through Porous Media, MacMillan Company, New York (1957).
14. L. E . Brownel l and D. L. Katz, Flow of Fluids through Porous Media, Chemical Engineer ing P r o g r a m , 43 . No. 10, 537-548 (1947).
15. E. B. Baume i s t e r and A. O. Bennett , Fluid P a r t i c l e Heat Trans fe r in Packed Beds , AICHE Journa l 4, No. 1, 69-74 (March, 195 8).

55
16. L. Green, J r . , Gas Cooling of a Porous Heat Source, J. Applied Mechanics 19, 173-178 (1952).
17. R. W. Bussa rd and A. D. Delauer, Nuclear Rocket Propulsion, McGraw-Hil l Book Co., New York (1959).