Analysis the property changes of the thermal recycled HDPE ...
50
Analysis the property changes of the thermal recycled HDPE and LDPE Shiying Zhang Examensarbete / Degree Thesis Material Processing and Design 2020
Transcript of Analysis the property changes of the thermal recycled HDPE ...

Förnamn Efternamn
Analysis the property changes of the thermal recycled HDPE and LDPE
Shiying Zhang
Examensarbete / Degree Thesis
Material Processing and Design
2020

2
DEGREE THESIS Arcada Degree Programme: Material Processing and Design Identification number: 21131 Author: Shiying Zhang Title: Analysis the property changes of thermal recycled HDPE
and LDPE materials Supervisor (Arcada): Mirja Andersson Commissioned by: Abstract: Polyethylene (PE) is the largest output, the most widely utilized and the biggest consump-tion variety in the plastic industry. With the growing consumption of polyethylene materi-als and highly demanding of diverse plastic products in different markets, the quantity of the post-consumer plastic products is annually increasing as well. PE is thermoplastic, therefore, by recycling and regenerating the post-consumer plastic products into new di-versity polyethylene products is the most sustainable and environmental method to reduce polyethylene waste plastics. Thus, in this thesis will emphasis and focus on the mechanical recycling method and the recycled polyethylene materials will be focus on High Density Polyethylene (HDPE) and Low Density Polyethylene (LDPE) materials. By conducting three times thermal mechanical recycling process to achieve experiments data, in order to analysis the changes of the thermal recycled HDPE and LDPE material properties which is compared with the virgin materials properties. The project experimental practice will be conducted in Arcada Lab, the experimental HDPE and LDPE materials are collected from Arcada Lab Materials. The pelletizer and extruder will be used to recycle virgin HDPE and LDPE materials, by using injection moulding to make tensile test specimens for testing and analysing recycled material properties. Tensile test machine will be used to analysis me-chanical properties of the thermal recycled HDPE and LDPE respectively, MFI for analysis flow properties. After the practical experiments, the mechanical property results of thermal recycled HDPE and LDPE materials compare with the virgin materials are slightly de-creased, the recycled materials are suspected more easily to degrade than the virgin mate-rials, and the flow property has insignificant change by repeating MFI testing process.
Keywords: High Density Polyethylene, Low Density Polyethylene, Recycled Material, Virgin Material, Material properties.
Number of pages: 50 Language: English Date of acceptance:

3
CONTENTS
1 INTRODUCTION..................................................................................................... 8
1.1 Aim and Objectives.......................................................................................................................9
1.2 Background .................................................................................................................................10
1.3 Method..........................................................................................................................................10
2 THEORETICAL BACKGROUND.................................................................................. 10
2.1 Polyethylene...............................................................................................................................11
2.1.1 Thermoplastics ...............................................................................................................12
2.1.2 HDPE..............................................................................................................................13
2.1.3. LDPE..............................................................................................................................15
2.2 Recycling.................................................................................................................................16
2.2.1 Plastic recycling.....................................................................................................17
2.2.2 Mechanical recycling…………………………………………………………………………..17
2.3 Laboratory equipment............................................................................................................19
2.3.1 Plastic shredder.................................................................................................................19
2.3.2 Extruder.................................................................…………………………………………..20
2.3.3 Pelletizer………………………………………………………………………………………….21
2.3.4 Injection molding machine……………………………………………………………………..22
2.3.5 Tensile test machine…………………………………………………………………………….25
2.3.6 Melt flow index machine………………………………………………………………………26
2.4 Formula for analyzing material properties............................................................................. 27
2.4.1 Tensile strength ............................................................................................................28
2.4.2 Young’s modulus.......................................................................................................... 30
2.4.3 Melt flow index .............................................................................................................31

4
3 METHOD......................................................................................................................31
3.1 Experimental material............................................................................................................ 31
3.1.1 Specimen preparation………………………………………………………………………….34
3.1.2 Extrusion and pelletizing……………………………………………………………………….35
3.1.3 Injection molding………………………………………………………………………………..37
3.1.4 Tensile test…………………………………………………………………………………………39
3.1.5 Melt flow index test……………………………………………………………………………..39
4 RESULT ................................................................................................................. 41
4.1 Tensile strength ........................................................................................................... 41
4.2 Young’s modulus ......................................................................................................... 42
4.3 Melt flow index............................................................................................................. 42
4.4 Result summary………………………………………………………………………………..43
5 CONCLUSION ......................................................................................................... 44
6 SUGGESTION FOR FUTHURE WORK..................................................................45
7 REFERENCE ......................................................................................................... 46

5
List of Figures
Figure 1. Polyethylene Structure
Figure 2. Thermoplastic Profile
Figure 3. HDPE Profile
Figure 4. LDPE Profile
Figure 5. Plastic Shredder Machine profile.
Figure 6. Extruder systematic profile
Figure 7. The procedure of extrusion processing
Figure 8. Pelletizer Profile
Figure 9. Injection Molding Machine
Figure 10. Injection Molding process
Figure 11. Tensile test machine structure
Figure 12. Melt Flow Index machine working structure
Figure 13. Melt Flow Index machine
Figure 14. The specimen for tensile test
Figure 15. Overview of stress-strain graph.
Figure 16. The virgin Low Density Polyethylene.
Figure 17. The virgin High Density Polyethylene.
Figure 18. The thermal recycling extrusion processing in Arcada Lab.
Figure 19. The thermal recycled HDPE pellets.
Figure 20. The injection molding machine for preparing specimens in Arcada Lab.
Figure 21. The specimens are made by the injection molding machine in Arcada Lab.
Figure 22. The broken LDPE and HDPE testing specimens after tensile test.

6
List of Tables
Table 1. Properties of High Density Polyethylene.
Table2. Properties of Low Density Polyethylene.
Table3. Description of plastic recycling code and applications
Table 4. Extrusion processing temperatures for thermal recycled LDPE material
Table 5. Extrusion processing temperatures for thermal recycled HDPE material.
Table 6. Injection Molding processing data for producing both virgin and thermal recycled HDPE and LDPE material specimens.
Table 7: HDPE Tensile strength results
Table 8: LDPE Tensile strength results
Table 9: HDPE Young’s modulus results
Table 10: LDPE Young’s modulus results
Table 11: HDPE Melt flow index results
Table 12: LDPE Melt flow index results
Table 13: HDPE properties results
Table 14: LDPE properties results

7
FOREWORD
First of all, I would like to give my appreciation to Arcada University of Applied Science for offering me this opportunity to study abroad in Helsinki, Finland. Thanks for letting me to experience the exotic study system and the international atmosphere, and specially to the lectures at the material processing and design department, which made the most profound impression and influence for me. Secondly, I would like to give my appreciation to my supervisor Mirja Andersson and all the helps from other Arcada teachers and lab engineers, especially thanks to Silas and Harri for giving me enormous support and guidance in the Lab to complete my thesis experimental work. Last but not the least, millions thanks to my parents for unconditionally supporting and loving me. To make me through all the tough time to be brave and stay stronger. Thanks to everyone for being in my life, making my days and helping me to grow up.
Thank you for all.

8
1 INTRODUCTION
Plastic is one of the most foundational materials in today’s world. The plastic industry
developing history in China is shorter than in other developed countries, such as Ameri-
can and Japan. However, the plastic industry in china is developing rapidly which has
been among the major plastic industry countries. (Zhengpin Liao,2011) China is one of
the largest plastic consumer countries, but it lacks of plastic resources and raw materials.
In china, almost half of plastic raw material depends on imports from other countries.
(Saizhen Tang, 2011) Due to the continuous expanding of the plastic products utilization,
the disposal of post-consumer plastic products has become a difficult issue, and which
cause the white pollution has been a global hazard. Lack of plastic resources and envi-
ronment pollution have seriously limited the plastic industry developing in China.
According to the concept of circular economy, saving resources, low carbon economy
and sustainable development strategy, the best and the most efficient method is to speed
up recycling process and regenerate plastic waste materials into new products. Recycling
and reuse plastic waste material is one way to solve the lack of raw resources, in order to
protect the environment and save energy.( Qunhui Wang, Qingbao Gu, 2004) in recent
years, plastic industry in China is still growing at an average annual rate around 10%, the
consumer amount of packaging materials with short service life and daily necessities ac-
count for more than 50% of the total plastic products consumption, thus, the task of plastic
waste disposal in China is challenging, but this is a great potential for plastic resource
reutilization.(Sanchez, Rossa, 2008)
Polyethylene is the largest output, the most widely used and the largest consumption in
the plastic industry, therefore, the quantity of polyethylene waste products is also quite
huge. According to the incomplete statistics, the waste polyethylene amount accounts for
48% in total plastic waste product consumption. High Density Polyethylene and Low
Density Polyethylene are the most common and widely used categories in Polyethylene
materials. ( Wang Yapeng, 2006, pp.13-17)
Because of the PE molecular structure, polyethylene waste is difficult to degrade in the
natural environment which cause serious pollution to the environment. Due to the contin-
uous expansion of the polyethylene consumer market, the increasing and diversification
of polyethylene consumer products, the amount of PE waste is raising up continuously as

9
well. Therefore, increase recycling and regenerating of waste polyethylene is the focus of
post-consumer plastic recycling. (F.P. La Mantia, M.Morreale, 2006)
The major methods for recycling Polyethylene waste are: 1. Landfill, 2. Incineration, 3.
Recycling and Regenerating. However, the landfill and incineration methods will cause
second pollution, and the added value of recycling is quite low. (Guiliang Qi, 2011)
Therefore, the recycling and regenerating of PE waste products is the focus of future
plastic recycling research as well as the major approach to recycle post-consumer PE
products.
The thesis topic has been chosen as to compare the properties of virgin HDPE and LDPE
materials with recycled HDPE and LDPE materials, because PE recycling is the focus
topic in Chinese plastic industry, and which is worth to do profound research. It is a chal-
lenging research topic that will be conducted by different laboratory practical experiments.
1.1 Aim and Objectives
The aim of this thesis is about comparing the mechanical and flow properties of the virgin
HDPE and LDPE materials with the recycled HDPE and LDPE materials respectively, in
order to achieve the aims,
l The recycle processing for each material will be conducted three times, extrusion
will be done 3 times, injection molding will be conducted 4times. (1time with
virgin material, 3times with thermal recycled material.)
l The mechanical property will be tested by Tensile test machine to get tensile
strength and young’s modulus,
l Flow property will be tested by Melt Flow Index experiment.

10
1.2 Background
The thesis theoretical background is consisted of the literature review of plastic material,
the material processing method, plastic material recycling, and processing machines. An
overview of the detail information of the HDPE and LDPE are introduced in this thesis.
The equipment and the methodologies for studying and investigating HDPE and LDPE
material mechanical property and flow property are being discussed. The overall experi-
ment results of the thermal recycling for HDPE and LDPE will be analyzed and explained,
the outcomes and changes of the mechanical properties, and flow properties will be dis-
cussed.
1.3 Method
The thesis is separated into two sections which are literature review and the practical
experiments which are conducted in the Arcada Laboratory. All the data and technical
gulidlines for literature review section are collected from online sources. The studied
materials HDPE and LDPE are collected from Arcada Laboratory virgin materials and
being thermal recycled for this thesis research. The thermal recycling by extruder will be
run three times. The specimens made by injection molding will be conducted four times,
once for virgin material, three times for recycled material, five pieces of specimens are
made by each injection. The machines are used for practical experiments are operated
according to the machine instructions and supervised under the lab teacher. After each
experiment, the experiment results and data will be recorded for analyzing and making
conclusions according to the theoretical formulas and guidelines.
2. Theoretical Background
Overall literature review has been studied for writing this thesis research will be briefly
introduced in this chapter. This chapter contains four parts:
The first part is about polyethylene, the properties and categories of the polyethylene are
introduced. The mechanical property, thermal property, physical property, flow property

11
and the manufacturing process and requirements of HDPE and LDPE are explained in
detail.
The second part introduces the concept and the aim of recycling, plastic recycling as well
as this thesis is focus on thermal mechanical recycling method.
The third part gives the information about the machines which are going to be utilized for
this thesis research, the processing method, the function of the machine, and what kind of
outcomes will be get from each experiment machine.
The final part concerns about the material properties formula.
2. 1 Polyethylene
Polyethylene (PE) is a thermal polymer resin that has various structures and properties.
PE is the largest output in the world synthesis resin industry, and the most widely used
polymer. PE has low stiffness and modulus, but high impact strength, good toughnes,
great chemical corrosion resistance and excellent processability. However, the drawbacks
of polyethylene are combustible and poor resistance to environmental stress cracking.
Usually, PE could not be used for long time at the temperature above 50 degree. (Strapas-
son, Amico, Pereira, 2005)
PE has various categories, according to the different density which can be divided into
four categories: High Density Polyethylene (HDPE), Low Density Polyethylene (LDPE),
Liner Low Density Polyethylene (LLDPE) and Ultra-High Molecular Weight Polyeth-
ylene (UHMWPE). Because of the different processing method, the produced PE has big
difference in density and structure, thus has different properties. HDPE is produced by
low pressure method, in the contrary, LDPE is produced by high pressure method. (Da-
vis.G, 2006)
12
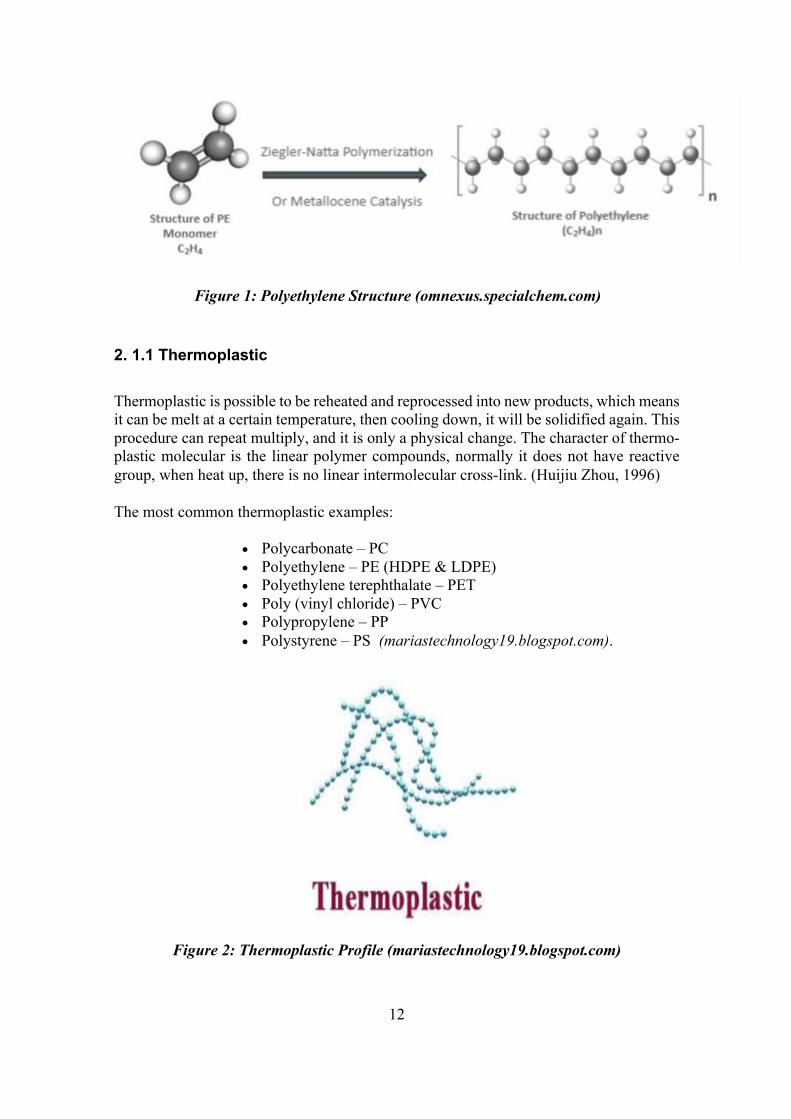
Figure 1: Polyethylene Structure (omnexus.specialchem.com)
2. 1.1 Thermoplastic
Thermoplastic is possible to be reheated and reprocessed into new products, which means it can be melt at a certain temperature, then cooling down, it will be solidified again. This procedure can repeat multiply, and it is only a physical change. The character of thermo-plastic molecular is the linear polymer compounds, normally it does not have reactive group, when heat up, there is no linear intermolecular cross-link. (Huijiu Zhou, 1996)
The most common thermoplastic examples:
• Polycarbonate – PC • Polyethylene – PE (HDPE & LDPE) • Polyethylene terephthalate – PET • Poly (vinyl chloride) – PVC • Polypropylene – PP • Polystyrene – PS (mariastechnology19.blogspot.com).
Figure 2: Thermoplastic Profile (mariastechnology19.blogspot.com)

13
2. 1.2 HDPE
HDPE is liner structure polymer contains few short branches, high crystallization which
can be up to 80-90%, the density is 0.941-0.965 g/cm3, the melting temperature is 120-
140℃, the producing temperature is 180-230℃, therefore it is low cost and it has high
tensile strength, good chemical resistance, low water absorption ability ,good electrical
insulating properties, and easy to be processed, HDPE material can be used in the tem-
perature up to 100℃, but HDPE is easy to deform and aging, it is flammable, poor UV-
and low heat resistance. The mechanical property and thermal property are better than
LDPE, but the hardness, flexibility and scalability is lower than LDPE, thus, HDPE are
mainly utilized for making packaging bottles, ice boxes, pipes, ropes and so on. (Perez,
Cassano, Valles,2002)
Figure 3. HDPE Profile (Ferdinand, Gordon, Bierwagen, 04. 2016)
Table 1. Properties of High Density Polyethylene. (Material Property Data, MatWeb)

14
15
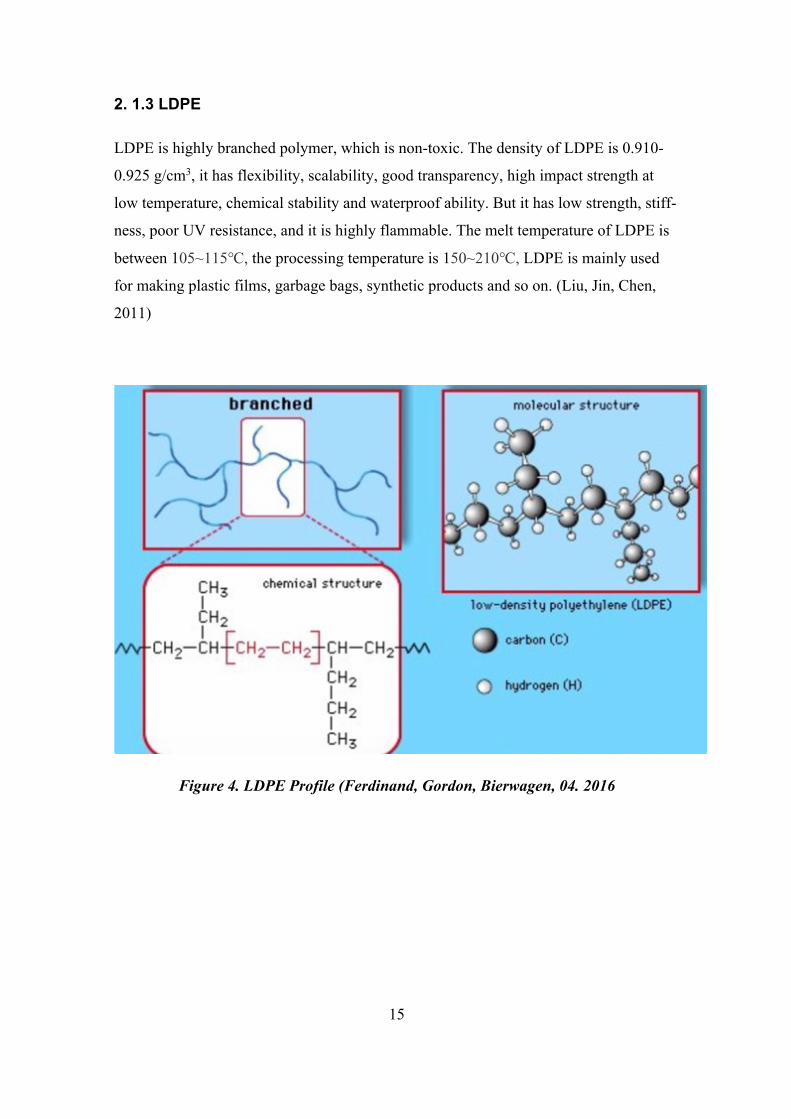
2. 1.3 LDPE
LDPE is highly branched polymer, which is non-toxic. The density of LDPE is 0.910-
0.925 g/cm3, it has flexibility, scalability, good transparency, high impact strength at
low temperature, chemical stability and waterproof ability. But it has low strength, stiff-
ness, poor UV resistance, and it is highly flammable. The melt temperature of LDPE is
between 105~115℃, the processing temperature is 150~210℃, LDPE is mainly used
for making plastic films, garbage bags, synthetic products and so on. (Liu, Jin, Chen,
2011)
Figure 4. LDPE Profile (Ferdinand, Gordon, Bierwagen, 04. 2016

16
Table2. Properties of Low Density Polyethylene. (Material Property Data, MatWeb)
2. 2 Recycling
Recycling means collecting the products which has potential properties to be reused from
the wastes by physical or mechanical processing method to reproduce them into new us-
able products. Mostly it is the process to convert the post-consumer products into new
materials and products. (J. Liening, H, Bruemmer 2017) Recycling can help to save re-
sources and prevent wasting raw materials in order to reduce the amount of producing

17
new post-consumer products, therefore, it can decrease the energy usage, air pollution
which caused by incinerating the post-consumer products, and water pollution which due
to the landfill of the waste products. The aim of recycling is to create a sustainable envi-
ronment and society, and a circular economic system. (Geissdoerfer, Savaget, Hultink,
01, 2017)
2. 2.1 Plastic recycling:
The aim of plastic recycling is to minimize the air pollution and water contamination. It
is the process to recover the waste plastic materials which have potential ability to be
reproduced into useful new products. Usually it can be converted into different forms
compare with its originals. For instance, recycled HDPE bottles could be melted down
and injected into plastic chairs. (Layton Julia, 2009) Recycling plastic takes 88% less
energy than producing plastics from the virgin materials (Rick Leblanc, 01.2019). How-
ever, some plastic can only be recycled 2-3 times due to its properties will be changed
during melting process. (geographic, 2018)
There are three governing types of plastic recycling methods:
1. Chemical recycling,
2. Energy recovery,
3.Mechanical recycling,
2. 2.2 Mechanical recycling
Mechanical recycling is the most commonly used to recycle post-used plastic products,
and it is feasible, therefore, this thesis focus on the mechanical recycling research.
Plastic mechanical recycling process is conducted step by step, firstly, collect the plastic
products from the wastes, then wash them and make them dry. After that, sorting the
plastic products by similar categories, colors and properties. The third step is to shred and
melt the plastic, then by extrusion process to produce new useful plastic pellets. Finally,
by using effectively recycled plastic pellets to manufacture new plastic products. There-
fore, to successfully recycle post-consumer plastic products, and sorting them into correct
groups, it is important to know the plastic category labelling numbers. ( Elzubair, Carlos,
Suarez, 2012)

18
The table below illustrate the different plastic types with its own code, characters and its
applications.
Table1. Description of plastic recycling code and applications (Wansbrough, Yuen)
In this thesis will only focus on thermal mechanical recycling. The virgin HDPE and
LDPE are collected in the Arcada Lab, the recycled materials are directly achieved by
thermal recycling of the virgin materials by extruder machine. Therefore, the thermal re-
cycled materials are not being used by consumers, the damage of the material is caused

19
by utilizing is less than the recycled material which collected from post-consumer prod-
ucts.
2. 3 Laboratory Equipment
All the equipment and devices will be used for this thesis research are all located in Ar-
cada Laboratory, in this section will introduce the equipment and devices are going to be
used, their functions and operating processes. Plastic shredder, extruder, injection mold-
ing machine, tensile test machine and melt index flow machine will be utilized for this
thesis research.
2.3.1 Plastic Shredder
Figure 5. Plastic Shredder Machine profile. (Akshay Deshpande, 2016)
Plastic shredder machine is widely used in recycling post-consumer plastic products, it
can shred the bulk plastic waste products into tiny scrapes in order to be processed by
extruder without blocking the extruder. As the picture above illustrates, the profile of the
shredder, it consists of a hopper, from where the plastic waste will be inserted into the
machine, inside of the hopper, there are shaft, belt, cutting blade and the shredding blade,
the plastic wastes will pass through the blades and turn into small plastic flakes, which is

20
going to be collected into the collector. The bigger and uneven scrapes will be filtered
and shredded again, the purpose of using plastic shredder is to get the even shape plastic
flakes for extrusion process, in case of the uneven plastic flakes will block and break the
extruder machine. (UNTHA, 2020)
2.3.2 Extruder
Extrusion is the most common and important part in plastic industry, it is usually used for
volume plastic production, thermal plastic recycling and molding, the picture below de-
picts the structure and parts of the plastic single screw extruder. The plastic pellets are
put into the barrel from the hopper, the plastic pellets gravity go through the feed throat,
then being heated up in the melting zone and melt into fluid mixture, then the melt plastic
mixture will be pushed forward by the screw to the die, and squeezed out for next step.
(Oleg Kulikov, 2005, pp.127-131)
Figure 6. Extruder systematic profile (Mechanical Engineering)
21
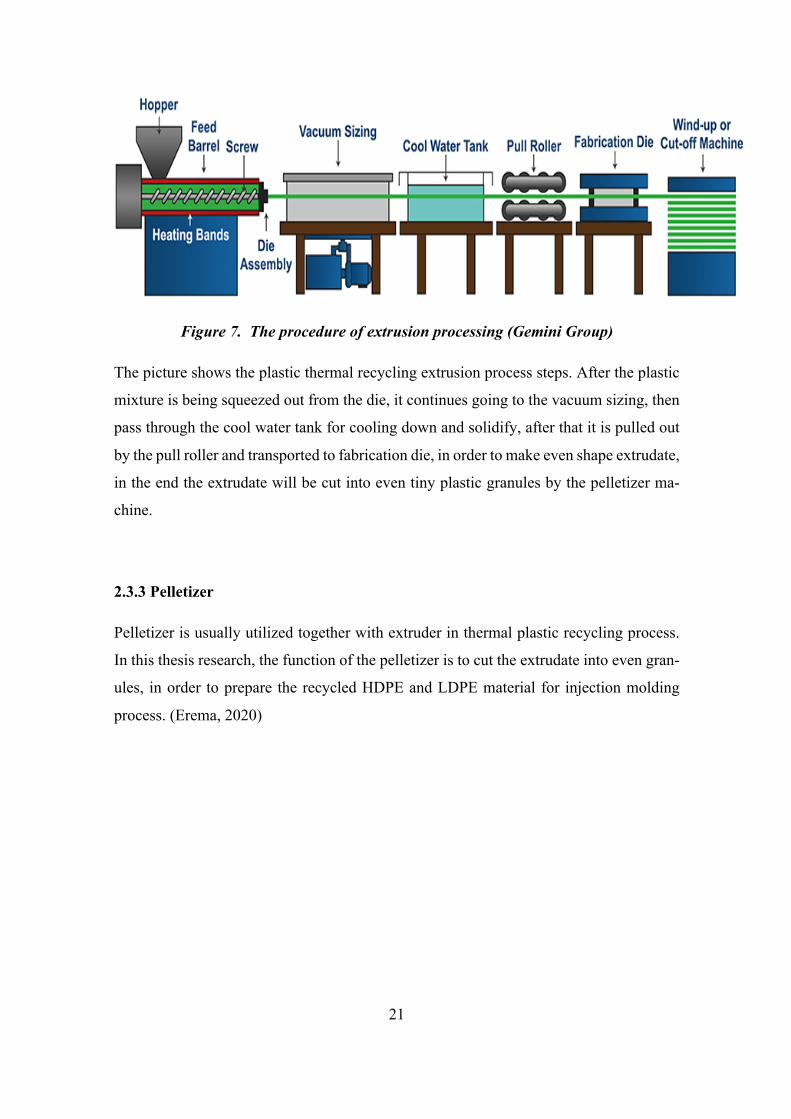
Figure 7. The procedure of extrusion processing (Gemini Group)
The picture shows the plastic thermal recycling extrusion process steps. After the plastic
mixture is being squeezed out from the die, it continues going to the vacuum sizing, then
pass through the cool water tank for cooling down and solidify, after that it is pulled out
by the pull roller and transported to fabrication die, in order to make even shape extrudate,
in the end the extrudate will be cut into even tiny plastic granules by the pelletizer ma-
chine.
2.3.3 Pelletizer
Pelletizer is usually utilized together with extruder in thermal plastic recycling process.
In this thesis research, the function of the pelletizer is to cut the extrudate into even gran-
ules, in order to prepare the recycled HDPE and LDPE material for injection molding
process. (Erema, 2020)

22
Figure 8. Pelletizer Profile (Mehnaz Ahmed, 2016)
2.3.4 Injection Molding Machine
Injection molding is wildly used in plastic industry, which can produce thermo plastic
and thermosetting polymer products by injecting the molten plastic material into the de-
signed mold. In this thesis research the injection molding machine will be used for man-
ufacturing the plastic property testing samples.
The figure below illustrates the parts of the injection molding machine,which are di-
vided into two sections, in the injection section contains hopper, screw, barrel, heater, and
nozzle, in the clamping section includes mold cavity, mold and moveable platen. The
injection molding machine is driven by the motor, which gives the power to the screw to
rotate forward inside of the barrel. (Custompartnet, 2020)

23
Figure 9. Injection Molding Machine (Brendan Rockey, 2009)
Once the mold is closed, then the process of plastic injection molding begins with insert-ing the plastic granules into the hopper, then the plastic granules will melt when get inside of the barrel, because the barrel has been heated up by the heater units in order to melt the plastic granules. The drive motor provides power for the screw to rotate and move forward to transport the molten plastic granule materials to go through the barrel, the molten plastic material will be pushed into the mold cavity, it will be shaped in the mold, when the process reaches the cooling time, the mold clamp parts will open, the solidified pieces will be automatically or manually removed from the mold.
The figure below depicts the process of using injection molding to make the plastic prod-ucts.

24
Figure 10. Injection Molding process (geomiq manufacturing blog, 2019)

25
2.3.5 Tensile Test Machine
Tensile test is mostly used for testing the material mechanical properties in material sci-
ence and engineering field. In this thesis research, the tensile test machine is used for
testing the tensile strength of the virgin HDPE and LDPE materials and the thermal recy-
cled materials respectively.
In tensile test, the testing specimen is put between the two holding grips and secured by
these two clamps. The testing specimen is being pulled upwards until it breaks or de-
formed. The tensile test machine is connected to a software in the computer called Win-
Test analysis, which can monitor the testing figures and provides the results of material
tensile strength and young’s modulus as a stress-strain curve. (Instron, 2020)
As the figure below demonstrates the structures of tensile test machine.
Figure 11. Tensile test machine structure (Arcus Dynamic in stainless)

26
2.3.6 Melt Flow Index Machine
Melt flow index test is helpful for monitoring material quality control and the develop-
ment of plastic materials. Due to melt flow index can determine the plastic material melt
flow ability, therefore, it is commonly measured in g/10min. Usually there are 5-6 gram
mass of plastic testing materials will be inserted into the machine barrel, then being pre-
heated at a specific constant temperature around 5 minutes, after that the molten material
will be pushed downwards by the weight giving the force to the piston, then the molten
material starts to flow through the die which typically around 2mm diameter, the extru-
date material will be collected and cut off after 10 minutes. Normally the high melt flow
index rate means low molecular density, on the contrary, the lower melt flow index rate
equals to high density molecular. As the figures shows below are the overview of the melt
flow index machine and structures. (Shenoy, Saini, 1996)
Figure 12. Melt Flow Index machine working structure (Miladfarhani, 2014)

27
Figure 13. Melt Flow Index machine (Author, Arcada Lab, 2020.)
2.4. FORMULA FOR ANALYZING MATERIAL PROPERTIES
In this section, few formulas of the material properties are explained for calculating and
analyzing the experiments data, such as material tensile strength, young’s modulus and
melt flow index.
The symbols of the material properties will be introduced as well.
28
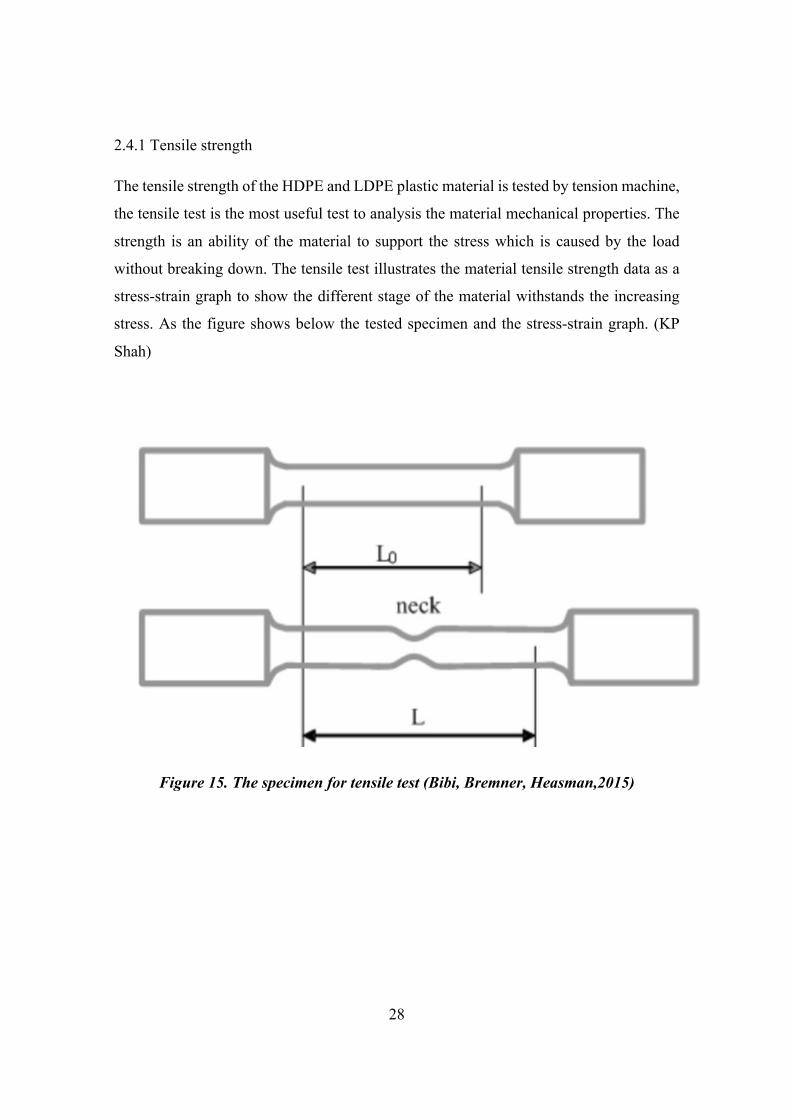
2.4.1 Tensile strength
The tensile strength of the HDPE and LDPE plastic material is tested by tension machine,
the tensile test is the most useful test to analysis the material mechanical properties. The
strength is an ability of the material to support the stress which is caused by the load
without breaking down. The tensile test illustrates the material tensile strength data as a
stress-strain graph to show the different stage of the material withstands the increasing
stress. As the figure shows below the tested specimen and the stress-strain graph. (KP
Shah)
Figure 15. The specimen for tensile test (Bibi, Bremner, Heasman,2015)

29
Figure 16. Overview of stress-strain graph. (KP Shah,2015)
The formula to determine tensile strength of the testing material is given below:
Where,
The strain is calculated by the formula as below:
Where,

30
L0 = Original length of the testing specimen (mm)
L = The final length of the testing specimen (mm). (Wikipedia, 2020)
2.4.2 Young’s Modulus
In material science and many material engineering applications, the material stiffness
property is must be considered for material safety, which is measured by Young’s Mod-
ulus, also it is called the Modulus of Elasticity. A higher Young’s Modulus is required
when material deflection is undesirable, vice versa, low Young’s Modulus material is
needed for flexibility. In the stress-strain diagram, due to the stress (σ) and strain (ε) are
portion to each other, thus, the slop of the straight- line portion on the stress-strain dia-
gram is the Modulus of Elasticity (E). (Instron, 2020)
The Young’s Modulus is calculated as below:
Where,
E = The Young’s Modulus / The Modulus of Elasticity,
F = The Force put on the testing material under tension,
A= The actual cross-section area of the testing material,
ΔL= The length changed amount between the final length and the original length of the
testing material.
L0 = The testing material original length. (Wikipedia, 2020)

31
2.4.3 Melt Flow Index
The melt flow index is a measure to study the flow property of the melt thermoplastic
materials, it is mostly utilized in plastic industry for quality control of thermoplastics. The
data will be acquired is the mass amount of the extrudate in grams and the time is ac-
counted in 10 minutes. (Polymer Properties Database, 2015)
The calculation of melt flow index shows below:
Mass Flow rate = m/t= (600*m)/t [g/10min]
Where,
m = The total mass of the extrudate material,
t = The time used for getting extrudate in seconds
600 = The factor for alternating the grams per second into grams in per 10 minutes.
3. METHOD
In this chapter, the thermal recycling process of the HDPE and LDPE material and the
material property testing processes of the HDPE and LDPE material have been introduced
and analyzed.
3.1 Experimental Material
The virgin materials used for this thesis research are HDPE and LDPE, which are col-
lected from Arcada Laboratory. The recycled HDPE and LDPE materials are obtained
from extruding the virgin materials. The thermal recycling process of virgin HDPE and
LDPE material will be conducted three times respectively to get the first, the second and
the third time thermal recycled materials.
The virgin and thermal recycled HDPE and LDPE materials are the figures at the below:

32
.
Figure 17. The virgin Low Density Polyethylene. (Author, Arcada Laboratory 2020)

33
Figure 18. The virgin High Density Polyethylene. (Author, Arcada Laboratory 2020)

34
3.1.1 Specimen preparation
5.5kg virgin granular materials of each LDPE and HDPE plastic are used for extruding
process to acquire the first time, second time and third time thermal recycling LDPE and
HDPE material pellets respectively, in order to use the thermal recycled pellets for injec-
tion molding process to get the first time, second time and third time thermal recycled
specimens of LDPE and HDPE for mechanical properties testing experiments.
3.1.2 Extrusion and Pelletizing
The thermal recycled processes of LDPE and HDPE material are done in the Arcada La-
boratory with the extruder machine and pelletizer machine together, the big particles are
shredded by shredder into small granules. The virgin material properties and processing
temperature for each extrusion are illustrated below.
During the extrusion process, the virgin material and the thermal recycled materials are
getting harder by increasing the operation times of extrusion process. From the extru-
sion process also can tell the LDPE material is soft and flexible, the HDPE material is
harder and more rigid than LDPE, especially after thermal recycled procedures, how-
ever, both LDPE and HDPE material are quite easy to process and solidify.
Table 4. Extrusion processing temperatures for thermal recycled LDPE material.
LDPE Die Head Adapter Melt Processing
1st time
tempera-
ture
185
Degree
185
degree
183
degree
179
degree
179
Degree
2nd time
tempera-
ture
192
Degree
190
degree
190
degree
190
degree
190
Degree
3rd time
tempera-
ture
197
Degree
195
degree
195
degree
190
degree
190
Degree

35
The extruder speed and pelletizer speed for thermal recycling process of LDPE is 70-
80rpm and 8- 10m per minute respectively. And the virgin LDPE material is 1840H LDPE,
the density of the virgin LDPE is 0.919g/cm^3, tensile strength is 9MPa, the Young’s
Modulus is 0.2GPa, melting point is 108 °C, data was collected by ISO methods. The
total weight of the virgin 1840H LDPE material used for thermal recycling process is
5.5kg.
Table 5. Extrusion processing temperatures for thermal recycled HDPE material.
HDPE Die Head Adapter Melt Processing
1st time
tempera-
ture
195
Degree
195
degree
195
degree
195
degree
190
Degree
2nd time
tempera-
ture
210
Degree
210
degree
210
degree
200
degree
190
Degree
3rd time
tempera-
ture
210
Degree
210
degree
210
degree
200
degree
190
Degree
The extruder speed and pelletizer speed for thermal recycling process of LDPE is 60-
70rpm and 5-6m per minute respectively. And the virgin HDPE material is BB2581
HDPE, the density of the virgin HDPE is 0.958g/cm^3, tensile strength is 29MPa, the
Young’s Modulus is 1.3GPa. The total weight of the virgin BB2581 HDPE material used
for thermal recycling process is 5kg.
The picture below is the thesis laboratory research experiments for thermal recycling ex-
trusion processing which is carried out in Arcada Lab with the Eco EX Extruder No: 04-
001E machine.

36
Figure 19. The thermal recycling extrusion processing in Arcada Lab.
Figure 20. The thermal recycling HDPE pellets.

37
As the figure illustrated above is the thermal recycled HDPE material pellets after multi-
ple extrusion processes. From the left to the right side is the first time thermal recycled,
second time thermal recycled and third time thermal recycled HDPE pellets respectively,
which are prepared for forward injection molding process to make mechanical property
testing specimens.
3.1.3 Injection Molding
The final step of material recycling is injection molding, which is used to produce the
testing specimens. The injection molding machine used for thesis research experiment is
Sumitomo -DEMAG intelect2 100/460-450 in Arcada Lab as the figure shows below.
Figure 21. The injection molding machine for preparing specimens in Arcada Lab.
38
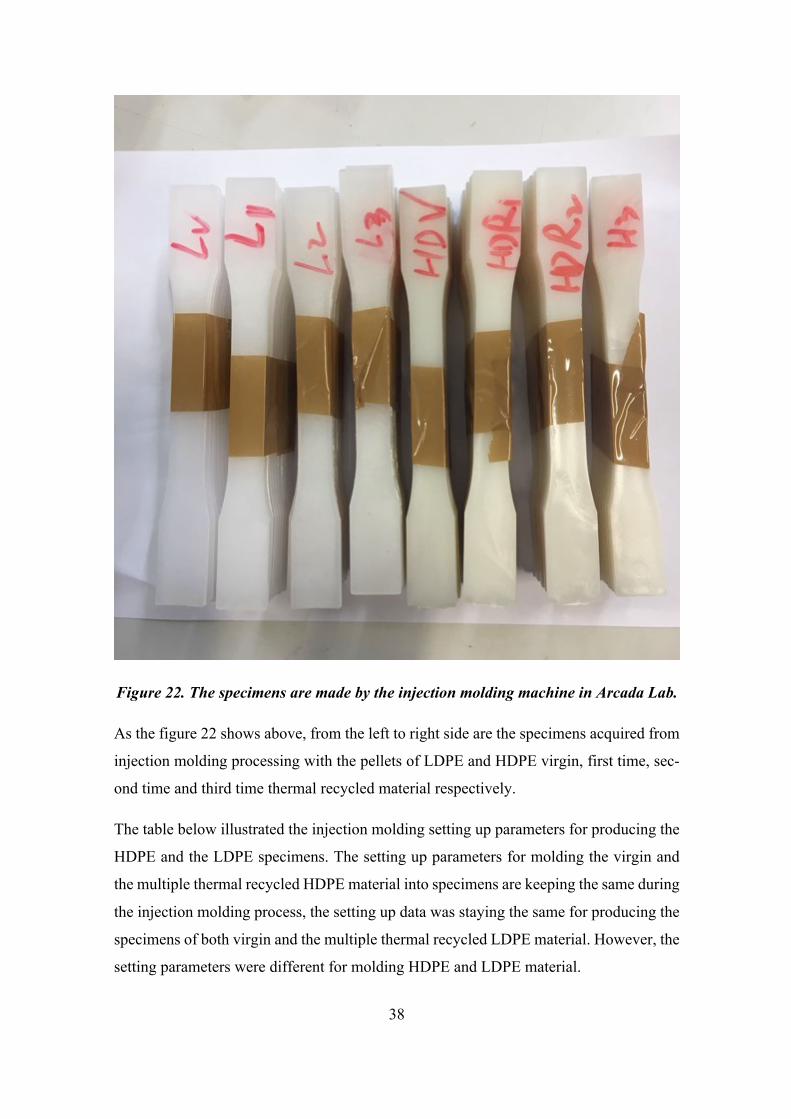
Figure 22. The specimens are made by the injection molding machine in Arcada Lab.
As the figure 22 shows above, from the left to right side are the specimens acquired from
injection molding processing with the pellets of LDPE and HDPE virgin, first time, sec-
ond time and third time thermal recycled material respectively.
The table below illustrated the injection molding setting up parameters for producing the
HDPE and the LDPE specimens. The setting up parameters for molding the virgin and
the multiple thermal recycled HDPE material into specimens are keeping the same during
the injection molding process, the setting up data was staying the same for producing the
specimens of both virgin and the multiple thermal recycled LDPE material. However, the
setting parameters were different for molding HDPE and LDPE material.

39
Table 6. Injection Molding processing data for producing both virgin and thermal re-
cycled HDPE and LDPE material specimens.
3.1.4 Tensile Test
The mechanical property of the virgin HDPE, LDPE and the multiple recycled HDPE,
LDPE materials was acquired from the tensile test experiments with the experimental
material specimens which are made from injection molding machine. The tensile test ma-
chine used for this thesis research is Testometric M350-5CT. There were 8 different group
experimental material specimens, as mentioned above in the injection molding part, and
illustrated in the figure 22. The tensile test for each experimental group material will be
conducted 3 times to get an average result. All the testing specimens are in same dimen-
sion, the length of the testing specimens is 100mm, the width is 13mm, the thickness is
3mm. The procedure of tensile test was described before as in the 2.3.5 chapter, the load
speed, the testing original length is 80mm, the result figures showed in the connected
computer software and saved as PDF files will be discussed below in the Results chapter.
3.1.5 Melt Index Flow Test
Melt Index Flow test was conducted by T-MFI MEP2/PC machine and the setting param-
eters are following the ISO 1133 standard. The purpose of melt index flow test is to de-
termine how easily or badly material is able to flow, which is measured in grams per
minutes. since the aim of this thesis research is to compare different properties of virgin

40
material and recycled material between HDPE and LDPE. The MIF machine operation
procedure is discussed as in 2.3.6 chapter. There are about 15g sample pellets collected
from each experimental HDPE and LDPE material groups during the recycling runs,
therefore, there are 8 runs operation conducted in total, once for each sample pellets group.
The preheating temperature for MIF machine is 200℃, the press down load is 5kg, when
the MIF machine heated up to 200℃, 6g experimental pellets are inserted into the ma-
chine barrel to preheat 5 minutes precisely. After the preheating 5 minutes, the 5kg load
will push down the molten material go through the die, the extrudate will be cut off man-
ually after every 30 seconds, then the cutoff extrudate will be collected to weight in order
to calculate the flow property of experimental samples, afterwards, the results will be
converted into the total amount in per 10 minutes. The melt index flow results will be
introduced in the results chapter afterwards.

41
4. RESULT
The acquired properties result from the testing experiments are demonstrated in this part.
The testing results are tensile strength, young’s modulus, melt flow index, melting tem-
perature, crystallization temperature and glass transition temperature of HDPE and LDPE
materials illustrated in the tables below respectively.
4.1 Tensile strength
Figure 23. the broke LDPE and HDPE testing specimens after tensile test respectively.
As the figure 23 shows above, all of the testing LDPE specimens were broken by the
tensile test, for the HDPE testing specimens, only the first-time recycled material speci-
mens showed necking under the tensile strength, others were broken into two parts. The
results in the tables below illustrate the changes respectively, and the testing speed of
tensile machine is 40mm/min, the width, thickness and the testing length of testing sam-
ples are 13mm, 3mm, and 80mm respectively.
Table 7: HDPE Tensile strength results
Sample
HDPE
Test 1
N/mm2
Test 2
N/mm2
Test 3
N/mm2
Average
N/mm2
Virgin 24.256 24.185 25.423 24.621
R1 25.641 25.410 25.572 25.541
R2 25.682 25.779 25.869 25.776
R3 25.815 25.431 25.613 25.619

42
Table 8: LDPE Tensile strength results
Sample
LDPE
Test 1
N/mm2
Test 2
N/mm2
Test 3
N/mm2
Average
N/mm2
Virgin 13.403 13.292 13.026 13.240
R1 13.523 13.551 13.641 13.571
R2 12.767 13.482 12.956 13.068
R3 11.595 11.568 11.581 11.581
4.2 Young’s Modulus
Table 9: HDPE Young’s modulus results
Sample
HDPE
Test 1
MPa
Test 2
MPa
Test 3
MPa
Average
MPa
Virgin 717.214 740.930 761.281 739.808
R1 759.451 750.493 766.169 758.704
R2 774.105 755.461 853.308 794.291
R3 744.925 699.549 762.438 735.634
Table 10: LDPE Young’s modulus results
Sample
LDPE
Test 1
MPa
Test 2
MPa
Test 3
MPa
Average
MPa
Virgin 114.449 102.152 109.997 108.886
R1 116.056 112.199 111.543 113.266
R2 104.846 112.949 127.085 114.960
R3 139.997 174.416 157.580 157.331
4.3 Melt Flow Index test
Table 11: HDPE Melt flow index results (200℃/5kg)
Sample
HDPE
Test 1
g/10min
Test 2
g/10min
Average
G10/min
Virgin 1.5 1.52 1.5

43
R1 1.5 1.51 1.5
R2 1.54 1.52 1.54
R3 1.38 1.38 1.38
Table 12: LDPE Melt flow index results (200℃/5kg)s
Sample
LDPE
Test 1
g/10min
Test 2
g/10min
Average
g/10min
Virgin 7.15 7.3 7.2
R1 5.86 5.9 5.9
R2 8.5 8.54 8.5
R3 8.3 8.27 8.3
4.4 Result Summary
HDPE properties results
HDPE
Properties
Virgin R1 R2 R3
Tensile Strength 24.62 N/mm2 25.54 N/mm2 25.77 N/mm2 25.61 N/mm2
Young’s Modulus 739.8MPa 758.7 MPa 794.29 MPa 735.63 MPa
Melt Flow Index 0.15g/min 0.15g/min 0.154g/min 0.138g/min
LDPE properties results
LDPE
Properties
Virgin R1 R2 R3
Tensile Strength 13.24 N/mm2 13.57 N/mm2 13.06 N/mm2 11.58N/mm2
Young’s Modulus 108.88 MPa 113.26 MPa 114.96 MPa 157.33 MPa
Melt Flow Index 7.15g/10min 5.86g/10min 8.5g/10min 8.3g/10min

44
5. CONCULSION
This thesis work demonstrated the range of thermal cycled HDPE and LDPE material
process experiments and property testing results. According to the experiments data, it is
obvious that compare with the virgin HDPE and LDPE material, there are few different
small changes in the recycled material, since the recycled HDPE and LDPE materials
have lost some of its original properties due to the processing temperature, heating, melt-
ing, reforming and recycling operations.
As the results illustrated above, changes in mechanical properties were observed through
the tensile test experiment, the tensile strength was consistently increased as repeated the
recycling process twice time and slightly decreased at the third time thermal recycling for
HDPE material as well as the young’s modulus for HDPE testing material were performed
in the same way. For the LDPE material, the tensile strength was increased at the first-
time thermal recycling and consistently drop down at the second and the third time ther-
mal recycling process, however the young’s modulus was consequently rising up during
the thermal recycling process. Compare the mechanical property data of HDPE and LDPE,
obviously the tensile strength of HDPE is almost twice time bigger than LDPE, and HDPE
young’s modulus is about 7 times bigger than LDPE. But for both HDPE and LDPE, the
changes of recycled material mechanical properties compare with the virgin material are
quite small, there was no significant rise or drop even after three times thermal recycling,
it means that material was losing its stiffness to withstand the force, but turning into more
elastic or flexible and the thermal recycling influence was quite low, therefore, in this
way it is possible to use the recycled HDPE and LDPE material to manufacture new prod-
ucts even the materials have been recycled three times, however HDPE is more suitable
for making stiff plastic products and LDPE is more suitable for making flexible plastic
products. The flow property of HDPE recycled material remained almost same at the first
time and second time thermal recycling materials, only slightly decreased at the third time
recycled material, the flow rate of the recycled materials slowed down. It means that the
recycled materials have higher molecular weight and more viscous than virgin materials.
However, for LDPE material, the flow rate is decreased at the first-time recycled material
and it is increased at the second time and third time recycled material compare with the
virgin material. Therefore, the first-time recycled material is more viscous and has higher
molecular weight than the virgin material, after repeating recycling process, the LDPE

45
recycled material start to lose its viscous property. After analyzing the overall results,
one can argue that there is no drastically changes in recycled material properties, the re-
cycled material still can keep relevant stable in molecule structure and properties even
after few times recycling. Thus, it is safe to use recycled HDPE and LDPE material to
produce other daily life products in order to reduce the consumption and the cost of new
raw material, furthermore, to reduce the pollution caused by post-consumer products
landfills, dropping down into the ocean or incineration.
6. SUGGESTIONS FOR FUTURE WORK
After this thesis work was done, there are few suggestions for future similar thesis work
topics.
First and foremost, before conducting thesis experiments, it is recommended to prepare
enough experimental materials, as much as possible. Because considering about the wast-
age during the experiment processes, as well as some unexpected failure processing oc-
curred. It took far more raw experimental materials than normally planed and calculated.
Secondly, if the thesis work contains extrusion and injection molding process, the recy-
cled materials must be shredded into even small shape granular or pelletized into small
pellets before being inserted into extrusion machine hopper or injection molding machine
hopper. Because the uneven or big or long pellets will absolutely easily block the extru-
sion screw, no exceptions, furthermore it slows down the whole processing time and in-
creases the workload. Therefore, be careful and precisely to prepare the experimental ma-
terial into small even granular or pellets.
As mentioned in the Chapter 3, the raw materials in this thesis research are collected
directly from the Arcada lab, and the recycling process is done with extrusion thermal
cycling, so suggestion for the future similar thesis topic is to recycle enough HDPE and
LDPE material products from the reality in order to get more precise results.
To increase the utility percentage of recycled HDPE and LDPE products by adding the
virgin HDPE and LDPE respectively, or by adding the additives into the recycled mate-
rials are also the interesting topics to investigate.

46
REFERENCES
Amal Elzubair, Jo-ao Carlos, Miguez Suarez, Machanical Behavior of recycled Polyeth-
ylene, Material Science & Engineering, 2012.
Akshay Deshpande, Plastic shredding Machine, SlideShare (08.2016) [Online] Availa-
ble at https://www.slideshare.net/akshay8989/plastic-shredding-machine?from_ac-
tion=save (Accessed 16.01.2020)
A. V. Shenoy and D. R. Saini: Thermoplastic Melt Rheology and Processing, Marcel
Dekker Inc., New York 1996.
Cavalieri F, Padella F. (2002) Development of composite materials by mechanochemi-
cal treatment of post-consumer plastic waste. Waste Manage (Oxford) p.913
Custompart.Net, Injection Molding, Available at https://www.custompartnet.com/wu/In-
jectionMolding. (Accessed 19.01.2020).
Davis G. (2006) The Characterization of two different degradable polyethylene sacks,
Material Characterization, pp. 314-320.
Claudio. Perez, Cuillermo A. Cassano, Enrique M. Valles, Rheological Study of Linear
High Density Polyethylene Modified with Organic Peroxides, Polymer, P2711-2720,
2002.
Erama, Plastic recycling systems, Principles of Using a Pelletizer, Available at
https://www.erema.com/en/pelletising/. (Accessed 19.01.2020)
F.P. La Mantia, M. Morreale. (2006) Mechanical Properties of Recycled Polyethylene
Ecocomposites Filled with Natural Organic Fillers. Polymer Engineering and science,
pp. 1138-1139.
Geissdoerfer, Martin; Savaget, Paulo; Bocken, Nancy M.P.; Hultink, Erik
Jan,(2017) "The Circular Economy – A new sustainability paradigm?". Journal of
Cleaner Production. pp.757–768.

47
Gemini Group, Plastic Single Extrusion & Plastic Co-Extrusion. [Online] Available at:
https://geminigroup.net/plastics/profile-extrusion-gpi-sp/processes/single extrusion/(Ac-
cessed 16.01.2020)
Guiliang Qi, (2011) Post-Consumer Plastic Recycling Applicatiin Technology, Mechan-
ical Industry, p.10.
Mechanical Engineering, [Online] Available at http://mechanicalinventions.blog-
spot.com/2016/04/plastic-extrusion-process-principles.html (Accessed 14.01.2020)
Mehnaz Ahmed, Effect of Recycling in Post-Consumer Polystyrene Cups, 2016
National Geographic,( Apirl 4, 2018) [Online] Available at https://blog.nationalgeo-
graphic.org/2018/04/04/7-things-you-didnt-know-about-plastic-and-recycling/ (Ac-
cessed 16.01.2020).
NETZSCH, Differential Scanning Calorimetry/ Differential Thermal Analysis, Available
at: https://www.netzsch-thermal-analysis.com/en/products-solutions/differential-scan-
ning-calorimetry/. (Accessed 19.01.2020).
Hunag L-J, Wang H-Y, Wang S-Y. (2015) A study of the durability of recycled green
building materials in lightweight aggregate concrete. Construction Build Mater, p.353.
Huijiu Zhou, (1996) The Dictionary of New Material, 1st edition, p. 419.
Instron, What is tensile testing? Available at https://www.instron.se/sv-se/our-com-
pany/library/test-types/tensile-test?region=Sweden, (Accessed 17. 01.2020)
J. Lienig, H. Bruemmer,(2017) "Recycling Requirements and Design for Environmental
Compliance". Fundamentals of Electronic Systems Design. Springer. pp.193–218.
KP Shah, Practical Maintenance, improve the quality of life, Mechanical Maintenance,
[Online] Available at https://practicalmaintenance.net/?p=948 (Accessed 18.01.2020)
Oleg Kulikov (2005), Novel Processing Aids for Extrusion of Polyethylene, Journal of
Vinyl &Additive Technology, pp.127-131.
Photometric Inc, The material characterization lab, Differential Scanning Calorimetry,

48
[Online] Available at
https://photometrics.net/differential-scanning-calorimetry-dsc (Accessed 17.01.2020)
PlasticsEurope What is plastic? – PlasticsEurope, [Online] Available at:
http://www.plasticseurope.org/what-is-plastic.aspx (Accessed: 9 April 2016).
Polymer Property Database, polymerdatabase.com. (2015) [Online] Available at
https://polymerdatabase.com/polymer%20physics/Melt%20Flow.html, (Accessed
18.01.2020)
Qi Guiliang, (2011) Waste Plastic Recycling Technology, Beijing, pp.24-31.
Qunhui Wang, Qingbao Gu, (2004) Solid Waste Treatment and Recycling, Chemical
Industry.
Rich Lebalanc, An Overview of Plastic Recycling, Small Business (01.2019) Available
at https://www.thebalancesmb.com/an-overview-of-plastic-recycling-4018761 (Ac-
cessed 16.01.2020)
R.Strapasson, S.C.Amico, M.F.R.Pereira, (2005) Low Density polyethylene Blends,
Polymer Testing, pp.468-473.
Saizhen Tang, (2011) Plastic Waste Recycling Prospects in China, New Material Indus-
try, Changchun. pp. 62-67.
Sanchez Soto, Rossa, (2008) Blends of HDPE waste, Study of the properties, Waste
Management, Beijing, pp. 2565-2573.
Shahdia Bibi, David H. Bremner, Mae Heasman, Stuart Waddell, A preliminary inves-
tigation to group disparate batches of licit and illicit diazepam tablets using differential
scanning calorimetry, 2015.
UNTHA Shredding Technology, Shredding Plastic/ Plastic Shredder, available at
https://www.untha.com/en/applications/plastic-materials_a10. (Accessed 19.01.2020)

49
United States Environmental Protection Agency, (2017), Recycling Basics [ online].
Available at https://www.epa.gov/recycle/recycling-basics#Benefits, ( Accessed 19.
January 2017)
Wang Yapeng (2006),Polyethylene Modified Study Progress, Shanghai Plastic, pp.13-
17.
Zhengpin Liao, (2011) Chinese Plastic Industry, Chinese Plastic. pp.1-10.
Zhongyang Liu, Jing Jin, Shuangjun Chen, (2011) Effect of crystal form and particle
size of titanium dioxide on the photodegradation behaviour of ethylene-vinyl copoly-
mer/ low density polyethylene composite [J]. Polymer Degradation and Stability,
pp.:43-50.