Analisis Integral
40
11ª Conferencia Mexicana de Pruebas No Destructivas Ricardo Flores C . Jueves 20 de agosto 2015. 03:45 a 04:30 pm
-
Upload
jose-luis-roca-cordova -
Category
Documents
-
view
32 -
download
3
description
analisis integral
Transcript of Analisis Integral

11ªConferencia Mexicana
de Pruebas No Destructivas
Ricardo Flores C. Jueves 20 de agosto 2015.
03:45 a 04:30 pm

11ª
Conferencia Mexicana de Pruebas No Destructivas
•INTRODUCCIÓN1
•ETAPAS DE EVALUACIÓN DE RECIPIENTES2
•CÓDIGOS APLICABLES3
•MECANISMOS DE DEGRADACIÓN (API-571)4
•CÓDIGOS, NORMAS Y ESTANDARES DE EVALUACIÓN EN SERVICIO5
•PROCESO DE INSPECCIÓN, INTERPRETACIÓN, EVALUACIÓN Y REPARACIÓN6
•CORRELACIÓN ENTRE LOS CÓDIGOS DE EVALUACIÓN7
•CASOS PRÁCTICOS8
•CONCLUSIONES9
C O N T E N I D O
11ª
Conferencia Mexicana de Pruebas No Destructivas
• INTRODUCCIÓN1
Actualmente se están llevando a cabo campañas de inspección masivas de recipientes a presión
en diversas instalaciones industriales, principalmente para determinar las condiciones
mecánico-estructurales de los mismos y en base a eso establecer si pueden seguir en
operación, requieren reparación, reclasificación o poner fuera de servicio.
Al mismo tiempo, dar cumplimiento a los requisitos de seguridad para el funcionamiento de
los recipientes sujetos a presión, recipientes criogénicos y generadores de vapor o calderas en
los centros de trabajo, a fin de prevenir riesgos a los trabajadores y daños en las instalaciones,
de acuerdo a lo establecido a la NOM-020-STPS-2011.
Para llevar a cabo esto, se requiere de una serie de actividades técnicas que van desde la
revisión de la documentación del historial de fabricación, operación, inspección,
mantenimiento y reparación. Se emplean diversos códigos y criterios para la inspección,
interpretación y certificación, que demandan conocimientos y experiencia en materiales,
soldadura, inspección y pruebas en la etapa de fabricación; END, mecanismos de daño, códigos
de Inspección, evaluación, FFS, RBI, mecánica de la fractura en la Etapa de Servicio. Bajo estas
condiciones los resultados serán técnicamente confiables.

11ª
Conferencia Mexicana de Pruebas No Destructivas
• ETAPAS DE EVALUACIÓN DE RECIPIENTES2
Los códigos, estándares y normas establecen los requisitos de diseño, fabricación e
inspección.
ANSI/API-6D Specification for Pipeline Valves
- 10.1 NDT Requirements.
ISO 3183/ API 5L Petroleum and natural gas industries- Steel pipeline
transportation systems.
API-1104 Welding of Pipeline and Related Facilities
- Section 6 Acceptance Standards for Non Destructive Testing.
ASME Sec VIII Div. 1 Rules for Construction of Pressure vessels
- Inspection and Test. UG-103 Non Destructive Test.
ASME B31.3 ASME Code for Pressure Piping.
- Chapter VI Inspection, examination and Testing.
AWS D1.1 Structural Welding code–Steel .
6. Inspection, 6.11 Non Destructive Testing.
ASTM American Society of Testing Materials.
CALIDAD
SEGURIDAD
FABRICACIÓN E INSPECCIÓN.

11ª
Conferencia Mexicana de Pruebas No Destructivas
• EVALUACIÓN DE RECIPIENTES EN LA ETAPA DE FÁBRICACION.(CALIDAD)
NRF-028-PEMEX-2010, Diseño y Construcción de
Recipientes a Presión.
ASME Sec. VIII, Div. 1 Rules for Construction
of Pressure vessels.
• Part UG: General requirements for all methods of
Construction and all Materials.
• Part UW: Requeriments for Pressure Vessels Fabricated by
Welding.
• UW-51: Radiographic examination of Welded joints.
• Part UCS: Requeriments for Pressure Vessels Constructed
of Carbon and Low Alloy Steels
• Appendix 12: Ultrasonic examination of welds (UT)
12-3 Acceptance–Rejection Standards.
• UCS-56: Requirements for Postweld Heat Treatment
• UG-99: Standard Hidrostatic Test.

11ª
Conferencia Mexicana de Pruebas No Destructivas
Fluido
Presión de operación
Temperatura de operación
Tiempo de servicio
Degradación
Fabricación
Inspección
PruebasCalidad
DegradaciónServicio
E t a p a s
• EVALUACIÓN DE RECIPIENTES EN LA ETAPA DE SERVICIO.

11ª
Conferencia Mexicana de Pruebas No Destructivas
• *: Recipientes Sujetos a Presión, Recipientes Criogénicos y Generadores
de Vapor o Calderas - Funcionamiento - Condiciones de Seguridad.
• : Evaluación de la Integridad Mecánica de Tuberías de Proceso y
Recipientes a Presión en Instalaciones Marinas.
• : Evaluación de la Integridad Mecánica de Tuberías y Equipos Estáticos.
• Pressure Vessel Inspection Code: In-service Inspection, Rating, Repair, and Alteration.
• Pressure Piping Inspection Code: Inspection, Repair, Alteration, and Rerating of In-
service Piping Systems.
• Tank Inspection, Repair, Alteration.
• National Board Inspection Code.
• Repair of Pressure Equipment and Piping.
• Fitness-For-Service, FFS.
• Risk Based Inspection.
• CODIGOS APLICABLES3
* Recipientes nuevos y en servicio.
11ª
Conferencia Mexicana de Pruebas No Destructivas
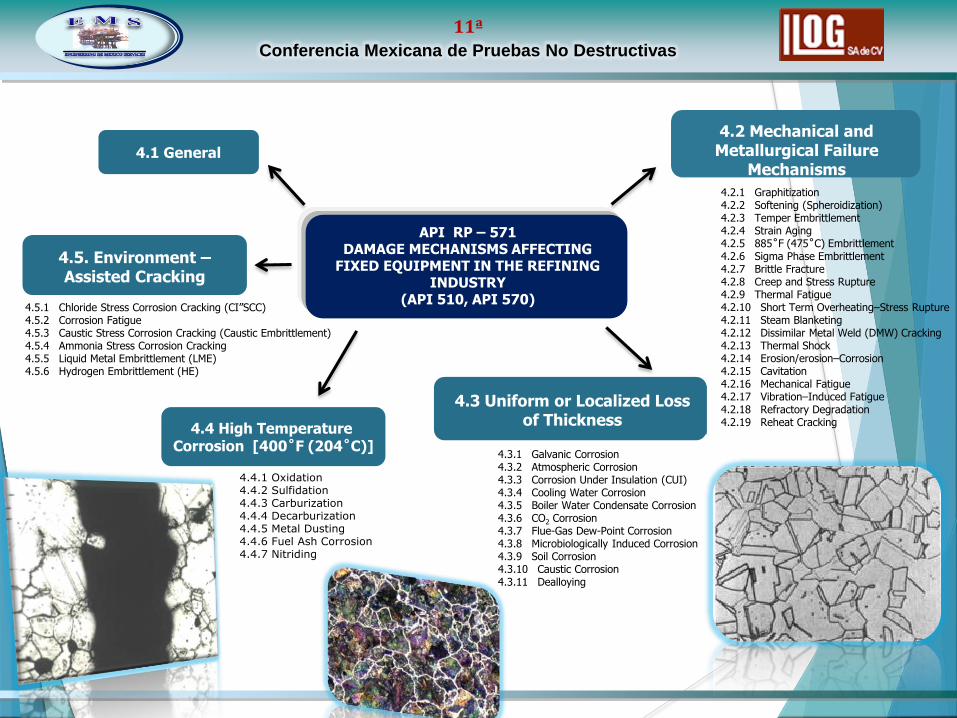
• MECANISMOS DE DEGRADACIÓN (API-571)4
API RP – 571
DAMAGE MECHANISMS AFFECTING FIXED EQUIPMENT IN THE REFINING INDUSTRY
(API-510, API-570)
PREÁMBULO
Esta publicación es resultado de la necesidad de un documento que describa los mecanismos de
daño que afectan a los equipos en la industria petroquímica y de refinación. Un primer paso clave
en la administración segura y confiable de equipos, es identificar y entender lo relevante de los
mecanismo de daño. Una identificación apropiada es importante cuando se emplean los códigos
de inspección API (API 510, API 570 y API 653) y en el desarrollo de inspecciones basada en riesgo
por API 580 y API 581. Cuando se desarrolla una evaluación de FFS empleando API 579, el
mecanismo de daño necesita ser entendido y considerado cuando se evalúa la vida remanente.
Esta publicación contiene guías para las consideraciones combinadas de:
• Información práctica de mecanismo de daño que pueden afectar a equipos de proceso.
• Ayuda con respecto al tipo y extensión del daño que puede ser esperado.
• Este conocimiento puede ser aplicado para la selección de métodos efectivos para detectar
dimensiones y características del daño.
11ª
Conferencia Mexicana de Pruebas No Destructivas
API RP – 571DAMAGE MECHANISMS AFFECTING
FIXED EQUIPMENT IN THE REFINING INDUSTRY
(API 510, API 570)
4.5. Environment –Assisted Cracking
4.1 General
4.2 Mechanical and Metallurgical Failure
Mechanisms
4.4 High TemperatureCorrosion [400˚F (204˚C)]
4.2.1 Graphitization4.2.2 Softening (Spheroidization)4.2.3 Temper Embrittlement4.2.4 Strain Aging4.2.5 885˚F (475˚C) Embrittlement4.2.6 Sigma Phase Embrittlement4.2.7 Brittle Fracture4.2.8 Creep and Stress Rupture4.2.9 Thermal Fatigue4.2.10 Short Term Overheating–Stress Rupture4.2.11 Steam Blanketing4.2.12 Dissimilar Metal Weld (DMW) Cracking4.2.13 Thermal Shock4.2.14 Erosion/erosion–Corrosion4.2.15 Cavitation4.2.16 Mechanical Fatigue4.2.17 Vibration–Induced Fatigue4.2.18 Refractory Degradation4.2.19 Reheat Cracking
4.3.1 Galvanic Corrosion4.3.2 Atmospheric Corrosion4.3.3 Corrosion Under Insulation (CUI)4.3.4 Cooling Water Corrosion4.3.5 Boiler Water Condensate Corrosion4.3.6 CO2 Corrosion4.3.7 Flue-Gas Dew-Point Corrosion4.3.8 Microbiologically Induced Corrosion4.3.9 Soil Corrosion4.3.10 Caustic Corrosion4.3.11 Dealloying
4.4.1 Oxidation4.4.2 Sulfidation4.4.3 Carburization4.4.4 Decarburization4.4.5 Metal Dusting4.4.6 Fuel Ash Corrosion4.4.7 Nitriding
4.5.1 Chloride Stress Corrosion Cracking (CI”SCC)4.5.2 Corrosion Fatigue4.5.3 Caustic Stress Corrosion Cracking (Caustic Embrittlement)4.5.4 Ammonia Stress Corrosion Cracking4.5.5 Liquid Metal Embrittlement (LME)4.5.6 Hydrogen Embrittlement (HE)
4.3 Uniform or Localized Lossof Thickness

11ª
Conferencia Mexicana de Pruebas No Destructivas
NOM-020-STPS-2011RECIPIENTES SUJETOS A PRESIÓN, RECIPIENTES CRIOGÉNICOS Y
GENERADORES DE VAPOR O CALDERAS - FUNCIONAMIENTO - CONDICIONES DE SEGURIDAD.
Numeral Título Descripción
Objetivo
Establecer los requisitos de seguridad para el funcionamiento de los recipientes sujetos a presión,
recipientes criogénicos y generadores de vapor o calderas en los centros de trabajo, a fin de prevenir
riesgos a los trabajadores y daños en las instalaciones.
Clasificación de los
equiposCategoría I, II y III.
Expediente de los
equipos
a) Nombre genérico del equipo,
b) Número de serie, clave del equipo o TAG,
c) Número de control asignado,
d) Año de fabricación,
e) Código o norma de construcción aplicable,
f) Certificado de fabricación, cuando exista,
g) Fotografía o calca de la placa de datos del equipo, adherida o estampada por el fabricante,
h) Ficha técnica del equipo,
i) Descripción breve de su operación,
j) Memoria de cálculo actualizada,
k) Croquis de localización del (los) equipo(s) fijo(s) dentro del centro de trabajo, y tratándose de
equipos móviles, la bitácora de ubicación, y
l) Dictamen de evaluación de la conformidad o el dictamen de evaluación de la conformidad con
reporte de servicios emitido por una unidad de verificación.
Procedimientos para la
operación, revisión y
mantenimiento de los
equipos
Categoría I, II Y III.
• CÓDIGOS, NORMAS Y ESTANDARES DE EVALUACIÓN EN SERVICIO5
11ª
Conferencia Mexicana de Pruebas No Destructivas
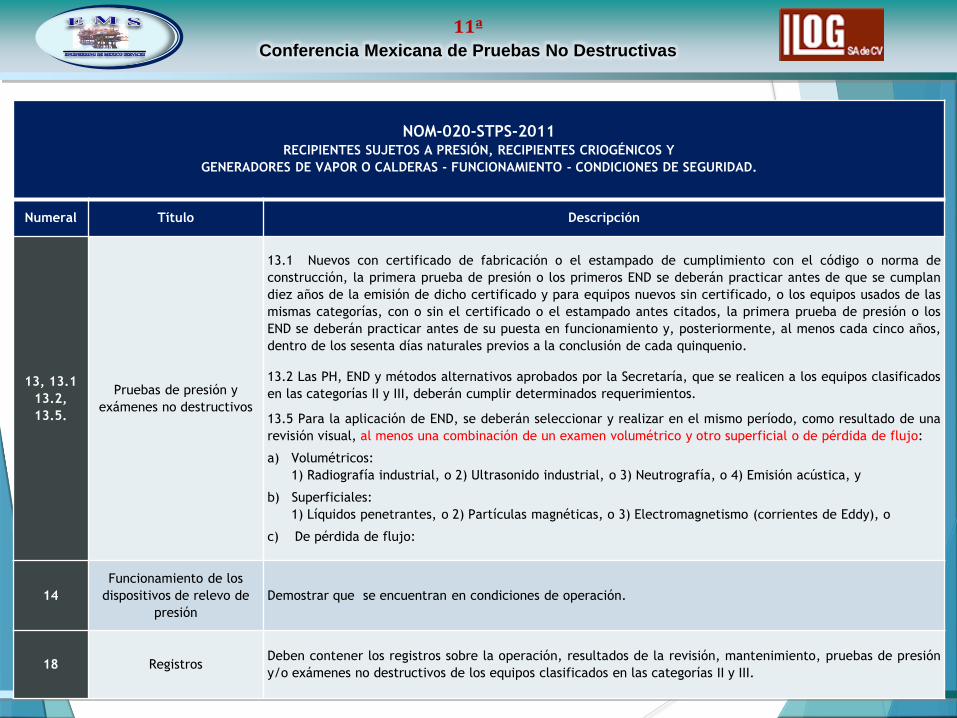
NOM-020-STPS-2011RECIPIENTES SUJETOS A PRESIÓN, RECIPIENTES CRIOGÉNICOS Y
GENERADORES DE VAPOR O CALDERAS - FUNCIONAMIENTO - CONDICIONES DE SEGURIDAD.
Numeral Título Descripción
13, 13.1
13.2,
13.5.
Pruebas de presión y
exámenes no destructivos
13.1 Nuevos con certificado de fabricación o el estampado de cumplimiento con el código o norma de
construcción, la primera prueba de presión o los primeros END se deberán practicar antes de que se cumplan
diez años de la emisión de dicho certificado y para equipos nuevos sin certificado, o los equipos usados de las
mismas categorías, con o sin el certificado o el estampado antes citados, la primera prueba de presión o los
END se deberán practicar antes de su puesta en funcionamiento y, posteriormente, al menos cada cinco años,
dentro de los sesenta días naturales previos a la conclusión de cada quinquenio.
13.2 Las PH, END y métodos alternativos aprobados por la Secretaría, que se realicen a los equipos clasificados
en las categorías II y III, deberán cumplir determinados requerimientos.
13.5 Para la aplicación de END, se deberán seleccionar y realizar en el mismo período, como resultado de una
revisión visual, al menos una combinación de un examen volumétrico y otro superficial o de pérdida de flujo:
a) Volumétricos:
1) Radiografía industrial, o 2) Ultrasonido industrial, o 3) Neutrografía, o 4) Emisión acústica, y
b) Superficiales:
1) Líquidos penetrantes, o 2) Partículas magnéticas, o 3) Electromagnetismo (corrientes de Eddy), o
c) De pérdida de flujo:
14
Funcionamiento de los
dispositivos de relevo de
presión
Demostrar que se encuentran en condiciones de operación.
18 RegistrosDeben contener los registros sobre la operación, resultados de la revisión, mantenimiento, pruebas de presión
y/o exámenes no destructivos de los equipos clasificados en las categorías II y III.
11ª
Conferencia Mexicana de Pruebas No Destructivas
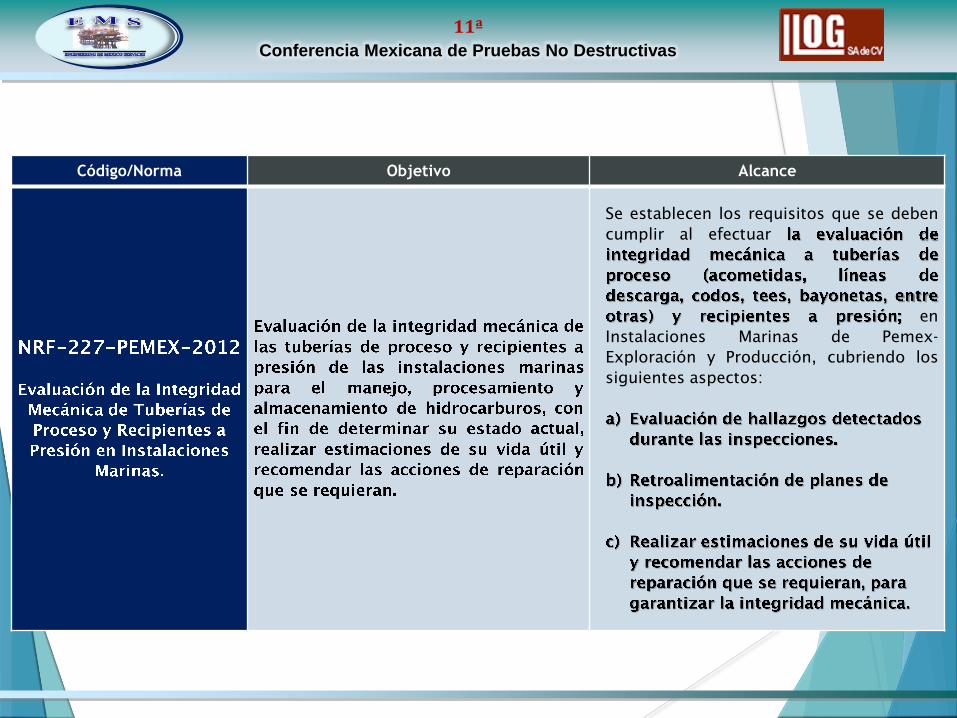
Código/Norma Objetivo Alcance
Se establecen los requisitos que se deben
cumplir al efectuar
en
Instalaciones Marinas de Pemex-
Exploración y Producción, cubriendo los
siguientes aspectos:

11ª
Conferencia Mexicana de Pruebas No Destructivas
NRF-227-PEMEX-2012
Evaluación de la Integridad Mecánica de Tuberías de Proceso y Recipientes a Presión en Instalaciones Marinas.
Numeral Título Descripción
Criterios de
evaluación de
recipientes a presión
sin indicaciones.
• Para el cálculo del espesor mínimo requerido por presión interior (Pop) y de la
presión máxima de trabajo en función del espesor mínimo encontrado en el
reporte de medición de espesores, se deben utilizar las fórmulas indicadas en los
puntos A y B del Numeral 8.2.3.
• Si la diferencia entre el espesor mínimo requerido comparado con el espesor
mínimo medio en campo es mayor a 10 mm (3/8 pulg.), se recomienda el análisis
de cargas externas tal como lo recomienda la NRF-028-PEMEX-2004, el Código
ASME Sección VIII, División 1, Parte UG-22 o equivalente).
Criterios de
evaluación de
recipientes a
presión con
indicaciones
• Las alternativas de evaluación depende del tipo de anomalía de acuerdo a lo
indicado en la Tabla 4.

11ª
Conferencia Mexicana de Pruebas No Destructivas
CRITERIOS DE ACEPTACIÓN DE DEFECTOS EN RECIPIENTES A PRESIÓN Y MÉTODOS DE REPARACIÓN
Tipo Alternativa 1 Alternativa 2
Acciones de reparación
cuando no se cumpla el
criterio de aceptación.
Abolladura
Cuando afecta la curvatura del recipiente en la
soldadura longitudinal o en cualquier soldadura
circunferencial.
ASME Sección BPVC VIII, Div. 1, UG-80 o
equivalente
Mecánica de la fractura.
Parte 12 de API 579 1 Las que contengan algún concentrador de esfuerzos
tal como tallón o muesca.
Las que excedan una profundidad de 1 por ciento
del diámetro nominal del recipiente.
Desgaste uniforme
generalizadoEspesor mínimo requerido de acuerdo a Código. De acuerdo a el numeral 8.2.3 de esta norma.
API 579 capítulo 4 o equivalente.
ASME BPVC Sección VIII, Div. 1, UG-
22, UG-27, UG-32 o equivalente De
acuerdo a los numerales 3.4, 5.7.2,
7.1, 7.2, 7.3. del API 510 o
equivalente.
1, 2, 3 ó 4
Corrosión
localizada
Espesor mínimo requerido de acuerdo a métodos de
análisis.De acuerdo a los numerales 3.4, 7.4, 7.5,
7.6, 7.7 y 7.8 del API- 510 o equivalente.
API 579 capítulos 5 y 6 o equivalente.
P5 EPLM – P6 ECP 1, 2, 3 ó 4
En soldaduras longitudinales y circunferenciales en
tuberías. Mecánica de la fractura.
P5 EPLM – P6 ECP ------------ 1 ó 2
Daños calientes y
áreas esmeriladas
Espesor mínimo requerido de acuerdo a métodos de
análisis (para efecto de análisis incrementar un 10
por ciento de la profundidad del daño).
De acuerdo a los numerales 5.4 y 8 del API
510 o equivalente
API 579 capítulos 5 y 6 o equivalente.
Dureza – Réplicas.1, 2, 3 ó 4
Grietas o Fisuras Inaceptable a menos que se realice un estudio. De acuerdo a los numerales 9.3 y 9.4 del API
579 o equivalente.
Mecánica de la fractura.
P9 EIG 1, 3 ó 4.
Desalineamiento
en soldadura Lo que resulte del análisis.
De acuerdo a los numerales 8.3.4, 8.3.4.2,
8.4.3, 8.4.4, 8.6, 8.7 del API 579 o
equivalente. P8 ESDIDC
1
Imperfecciones en
soldadurasLo que resulte del análisis.
ASME BPVC Sección VIII, División 1, párrafo
UW-51 (b) y Apéndice 4 o equivalente.
Mecánica de la fractura.
Parte 9 API 579 1 ó 2
Laminación Lo que resulte del análisis.
De acuerdo a los numerales 7.1.2, 7.1.3,
7.1.4, 7.1.5, 13.1, 13.2, 13.3, 13.4 del API-
579 o equivalente.
Mecánica de la fractura.
Parte 13 API 579 1, 3 ó 4
REPARACIONES:
1. Sustitución del recipiente.
2. Parches con Soldadura de Filete.
3. Placas Insertadas.
4. Refuerzo mediante una placa superpuesta de metal de aporte y reparaciones a soldaduras existentes

11ª
Conferencia Mexicana de Pruebas No Destructivas
Código/Norma Objetivo
This Division contains mandatory requirements, specific prohibitions, and
nonmandatory guidance for pressure vessel materials, design, fabrication,
examination, inspection, testing, certification, and pressure relief. Este
código es utilizado para calcular el espesor minimo requerido y presión
maxima de operación permisible en tapas, envolvente y boquillas
(Envolvente: UG-27, Tapas: UG-32, Boquillas: UG-45).
This inspection code covers the in-service inspection, repair, alteration, and
rerating activities for pressure vessels and the pressure-relieving devices
protecting these vessels.

11ª
Conferencia Mexicana de Pruebas No Destructivas
Determinación de la velocidad de
corrosión
A largo plazo:
𝑉𝐶𝑙𝑎𝑟𝑔𝑜 𝑝𝑙𝑎𝑧𝑜 =𝑡𝑖𝑛𝑖𝑐𝑖𝑎𝑙 − 𝑡𝑎𝑐𝑡𝑢𝑎𝑙
𝑇𝑖𝑒𝑚𝑝𝑜 𝑒𝑛𝑡𝑟𝑒 𝑡𝑖𝑛𝑖𝑐𝑖𝑎𝑙 𝑦 𝑡𝑎𝑐𝑡𝑢𝑎𝑙 (𝑎ñ𝑜𝑠)
A corto Plazo:
𝑉𝐶𝑐𝑜𝑟𝑡𝑜 𝑝𝑙𝑎𝑧𝑜 =𝑡𝑝𝑟𝑒𝑣𝑖𝑜 − 𝑡𝑎𝑐𝑡𝑢𝑎𝑙
𝑇𝑖𝑒𝑚𝑝𝑜 𝑒𝑛𝑡𝑟𝑒 𝑡𝑝𝑟𝑒𝑣𝑖𝑜 𝑦 𝑡𝑎𝑐𝑡𝑢𝑎𝑙 (𝑎ñ𝑜𝑠)
Cálculo de vida remanente 𝑇𝑉𝑅 =𝑡𝑎𝑐𝑡𝑢𝑎𝑙 − 𝑡𝑅𝑒𝑞𝑢𝑟𝑖𝑑𝑜
𝑉𝐶
Determinación de la Presión de
Trabajo Máxima Permisible (MAWP)
La MAWP para el uso continuo de un recipiente a presión, deberá estar basada en los cálculos, que son
determinados usando la última edición aplicable del código ASME o el código de construcción, con el cual, el
recipiente fue construido, la MAWP resultante no deberá ser mayor que la MAWP original.
Análisis de adecuación para el
servicio de regiones corroídas
El espesor real y la máxima velocidad de corrosión para cualquier parte del recipiente, pueden ser ajustados
en cualquier inspección.
Evaluación de áreas localizadas
adelgazadas
Para un área corroída de tamaño considerable, los espesores de pared pueden ser promediados sobre una
longitud que no exceda lo siguiente:
a) Para recipientes con diámetros internos menores o iguales a 60 pulgadas (150 cm), la mitad del
diámetro del recipiente o 20 pulgadas (50 cm), lo que sea menor.
b) Para recipientes con diámetros interiores mayores a 60 pulgadas (150 cm), un tercio del diámetro del
recipiente o 40 pulgadas (100 cm), lo que sea menor.
Evaluación de picaduras (pitting)
Las picaduras aisladas dispersas pueden ser ignoradas, si se cumple lo siguiente:
a) El espesor remanente por debajo de la picadura sea mayor que la mitad del espesor requerido
1 2 𝑡𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜b) El área total de las picaduras en la superficie del metal base, que son más profundas que la tolerancia
a la corrosión no exceda de 7 pulgadas2
(45 cm2) dentro de cualquier circulo de 8 pulgadas (20 cm) de
diámetro.
c) La suma de las dimensiones de las picaduras que son más profundas que la tolerancia de corrosión a
lo largo de cualquier línea recta de 8 pulgadas (20 cm), no exceda de 2 pulgadas (5 cm).
Métodos alternativos
Una alternativa a los puntos 7.4.2 y 7.4.3 es que componentes con adelgazamientos por debajo del espesor
requerido pueden ser evaluados, empleando el método de diseño por análisis de ASME sección VIII, División
2, Apéndice 4, o API 579-1/ASME FFS-1, Anexo B-1.

11ª
Conferencia Mexicana de Pruebas No Destructivas
Código/Norma Objetivo
cuando existe un defecto de fabricación en
particular o se ha generado degradación del material durante el tiempo en
operación y puede afectar la integridad del equipo o línea. Estos análisis
ofrecen para determinar si el equipo continúa en servicio, se
modifica, se repara, se monitorea, se retira o reemplaza.
Las evaluaciones de adecuación al servicio (FFS) son evaluación cuantitativas con bases de ingeniería que son
desarrolladas para demostrar la integridad estructural de un equipo en servicio, que puede presentar una
discontinuidad o daño.
Las guías proporcionadas en este estándar pueden ser empleadas para tomar decisiones que permitan
determinar si un equipo que contiene discontinuidades o algún daño que ha sido identificado mediante
inspección y que puede seguir operando de manera segura por un periodo de tiempo.
El API 579 es reconocido, referenciado y avalado por los códigos y estándares API 510, 570, 653 y NB-23.

11ª
Conferencia Mexicana de Pruebas No Destructivas
Código/Norma Objetivo
This standard provides methods for repair of equipment and piping within
the scope of ASME Pressure Technology Codes and Standards after it has
been placed in service. These repair methods include relevant design,
fabrication, examination, and testing practices and may be temporary or
permanent, depending on the circunstances. The methods provided in this
Standard address the repair of components when repair is deemed
necessary based on appropriate inspection and flaw assessment.
Scope of PCC-2 Standard:
• Convers equipment within the scope of API and ASME Pressure Equipment codes and Standards,
including:
- Piping and pipelines including piping components (such as valves, flanges and fittings).
- Boilers/Heaters.
- Pressure vessels (including heat exchanger bundles).
- Storage tanks.
• Coverage is not limited to equipment built to ASME Codes.
• Convers repairs after equipment has been placed in service.
• Repairs during construction are covered by the new construction codes (supposedly).
IPEIA - 2009

11ª
Conferencia Mexicana de Pruebas No Destructivas
Código/Norma Objetivo
El propósito del código NBIC, National Board Inspection Code, es mantener la
integridad de accesorios retenedores de presión proporcionando reglas para la
instalación, operación, inspección, reparación y modificación, para asegurar
que estos puedan continuar en operación de manera segura.
The NBIC recognizes three important areas of post-construction activities where
information, understanding, and following specific requirements will promote
public and personal safety. These areas include:
a) Installation
b) Inspection
c) Repairs and Alterations
11ª
Conferencia Mexicana de Pruebas No Destructivas
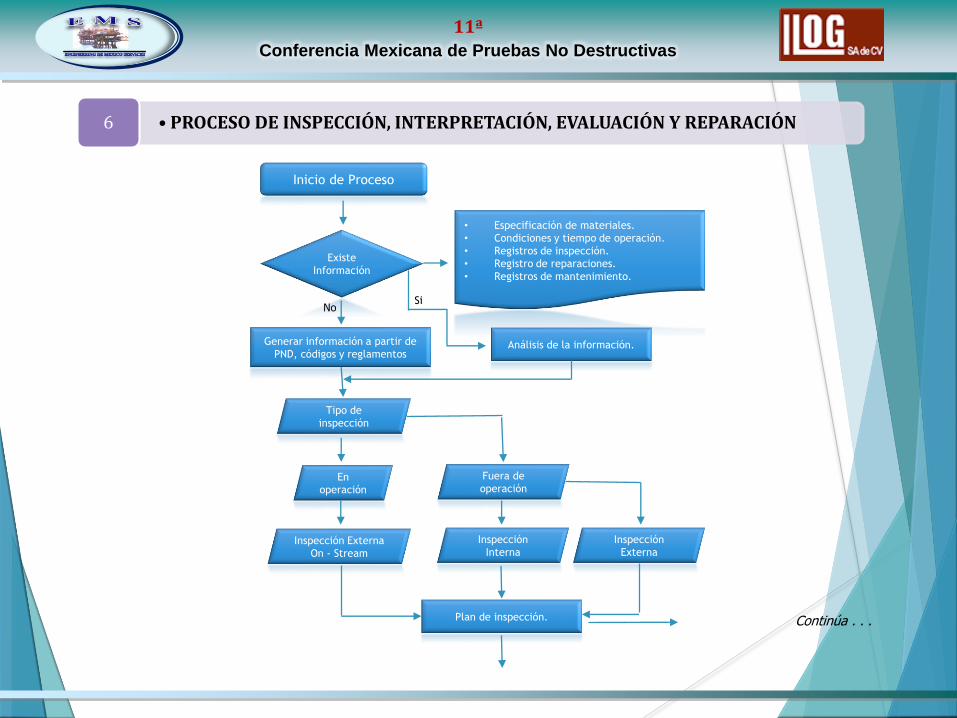
• PROCESO DE INSPECCIÓN, INTERPRETACIÓN, EVALUACIÓN Y REPARACIÓN6
Inicio de Proceso
Existe
Información
No
Generar información a partir de
PND, códigos y reglamentos
• Especificación de materiales.
• Condiciones y tiempo de operación.
• Registros de inspección.
• Registro de reparaciones.
• Registros de mantenimiento.
Si
Análisis de la información.
Tipo de
inspección
En
operación
Fuera de
operación
Inspección Externa
On - Stream
Inspección
Interna
Inspección
Externa
Plan de inspección. Continúa . . .

11ª
Conferencia Mexicana de Pruebas No Destructivas
Continuación . . .Plan de inspección.
Desarrollo de los END
Indicaciones relevantes.
Evaluación.
Reclasificación Fuera de servicioReparación
Temporales Permanentes
Parches de soldadura de filete.
• Desbastar y esmerilar el contorno.• Desbastar y reparar con soldadura.• Colocar una capa de soldadura.• Placas insertadas.• Refuerzos mediante placa.
Inspección Final con END
Informe Final
• Identificar tipo de daño.
• Velocidad de desarrollo.
• Métodos de END.
• Extensión de END
• Tipo de inspección.
• Describir requerimientos de limpiezas y pruebas.

11ª
Conferencia Mexicana de Pruebas No Destructivas
• CORRELACION ENTRE LOS CODIGOS DE EVALUACIÓN7
THE INTEGRATION OF IN-SERVICE INSPECTION AND REPAIR CODES AND STANDARDS
11ª
Conferencia Mexicana de Pruebas No Destructivas
• CASOS PRÁCTICOS8
CASO NO. 1 : AGRIETAMIENTO INDUCIDO POR HIDROGENO, HIC.
Datos técnicos
Diámetro
(pulg)
Espesor
(pulg)
Presión (psi)Especificación
Tipo de
servicio
Años en
servicioOperación Máxima
60 0.500 71.1 96.71ASTM A 516
Gr. 70Amargo 22

11ª
Conferencia Mexicana de Pruebas No Destructivas
Inspecciones realizadas:
Inspección Área Inspeccionada Indicación
Inspección visual. Envolvente, tapas y boquillas. No presenta
Líquidos penetrantes. Cruce de soldaduras No presenta
Ultrasonido haz recto (ME) Envolvente, tapas y boquillas. No presenta
Ultrasonido/Arreglo de fases Zonas especificas HIC
Ultrasonido haz angular. Soldadura circunferencial. No presenta
• Ultrasonido / Arreglo de fases:

11ª
Conferencia Mexicana de Pruebas No Destructivas

11ª
Conferencia Mexicana de Pruebas No Destructivas
Evaluación de las indicaciones:
Inspección por ultrasonido/ Arreglo de fases.
Ubicación Indicación
Longitud
circunferencial
(pulg)
Longitud
axial
(pulg)
profundidad(
pulg)
Espesor
adyacenteDictamen Recomendación
Placa 1
1 HIC 10 11.500 0.189 0.489
RechazadoReparación de la
placa2 HIC 12 12 0.244 0.510
3 HIC 12 23 0.178 0.489
ASME SEC. VIII. DIV. 1 APENDICE 12. “Examinación por UT de soldadura (UT)"
Numeral: 12-3 Estándar de aceptación y rechazo:
a) Indicaciones caracterizadas como grietas, falta de fusión o penetración incompleta son inaceptables sin
importar su longitud.
b) Otras imperfecciones, diferentes a las indicadas en el párrafo anterior, son inaceptables si exceden el nivel de
amplitud de referencia y que sus longitudes exceden de:
1. 1/4” (6mm) para t hasta ¾” (19 mm);
2. 1/3t para t desde 3/4 “ hasta 2-1/4” (19 mm a 57mm);
3. 3/4” (19 mm) para t mayor de 2-1/4” (57 mm).

11ª
Conferencia Mexicana de Pruebas No Destructivas
Análisis técnico:
Se recomienda realizar análisis con API 579
Fitness-For-Service, para determinar si el
recipiente puede seguir en operación bajo las
condiciones de servicio actuales; si el
resultado es negativo se recomienda
reparación permanente con soldadura de
acuerdo a lo indicado en NRF-227-PEMEX-2009
y API 510 con placa de especificación ASTM A
516 Gr. 70.
Para la reparación se requiere preparar una
especificación de procedimiento de soldadura
y calificación del mismo, mediante pruebas de
laboratorio, así mismo calificar la habilidad de
los soldadores que efectuaran la reparación
del tanque.
11ª
Conferencia Mexicana de Pruebas No Destructivas
Caso No. 2 : Inclusión de escoria en soldadura circunferencial.
Datos Técnico
Diámetro
(pulg)
Espesor
(pulg)
Presión (psi)Especificación
Tipo de
servicio.
Años en
servicio.Operación Máxima
60 0.500 71.1 113.78ASTM A 516
Gr. 70Amargo 20

11ª
Conferencia Mexicana de Pruebas No Destructivas
Inspecciones realizadas:
Inspección Área inspeccionada Indicación
Inspección visual.Envolvente, tapas y
boquillas.No presenta
Líquidos penetrantes. Cruce de soldaduras No presenta
Ultrasonido de haz recto (ME).
Envolvente, tapas y boquillas.
No presenta
Ultrasonido haz recto (Barrido de Sanidad).
Zonas especificas No presenta
Ultrasonido haz angular. Soldadura circunferencial. Inclusiones de escoria
• Ultrasonido haz angular
11ª
Conferencia Mexicana de Pruebas No Destructivas
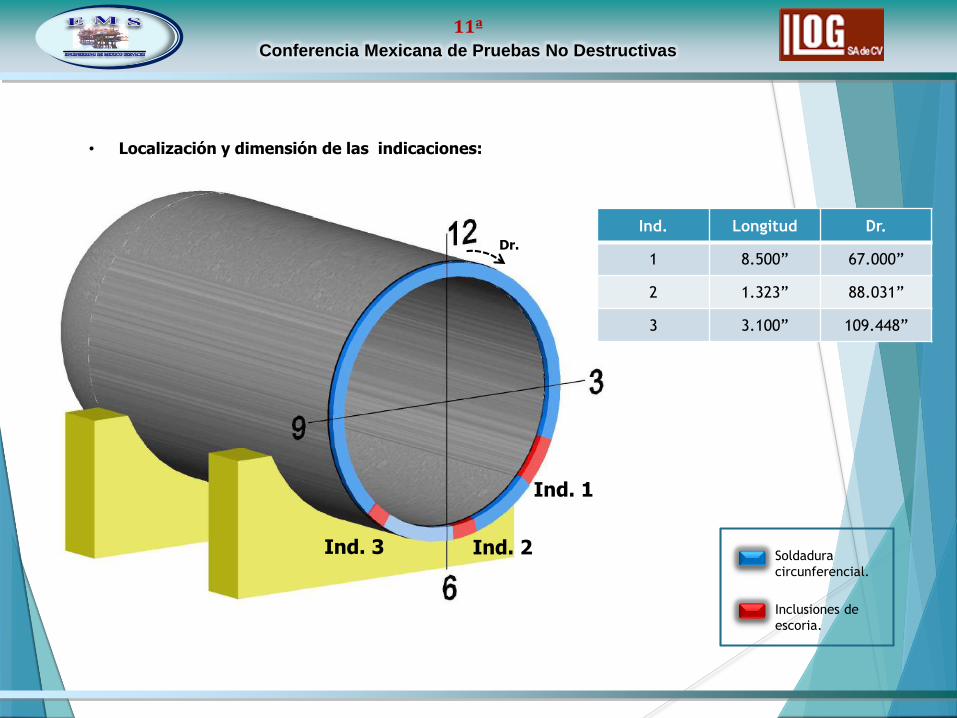
Ind. 1
Ind. 2Ind. 3
Dr.
• Localización y dimensión de las indicaciones:
Ind. Longitud Dr.
1 8.500” 67.000”
2 1.323” 88.031”
3 3.100” 109.448”
Soldadura
circunferencial.
Inclusiones de
escoria.

11ª
Conferencia Mexicana de Pruebas No Destructivas
Evaluación de las indicaciones:
ASME SEC. VIII. DIV. 1 APENDICE 12. “examinación por UT de soldadura” (UT)
Numeral: 12-3 Estándar de aceptación y rechazo:
a) Indicaciones caracterizadas como grietas, falta de fusión o penetración incompleta son inaceptables sin
importar su longitud.
b) Otras imperfecciones, diferentes a las indicadas en el párrafo anterior, son inaceptables si exceden el nivel
de amplitud de referencia y que sus longitudes exceden de:
1. 1/4” (6mm) para t hasta ¾” (19 mm);
2. 1/3t para t desde 3/4 “ hasta 2-1/4” (19 mm a 57mm);
3. 3/4” (19 mm) para t mayor de 2-1/4” (57 mm).
Inspección por ultrasonido haz angular
Ubicación Indicación Longitud
(pulg)
Profundidad
(pulg)
Espesor
adyacente
(pulg)
Dictamen Recomendación
Soldadura
circunferencial
Inclusión de
escoria8.5 0.396 0.536
RechazadoReparación de la
soldara
Inclusión de
escoria1.323 0.397 0.541
Inclusión de
escoria3.100 0.375 0.528

11ª
Conferencia Mexicana de Pruebas No Destructivas
Análisis técnico:
Alternativas de evaluación
Etapa Indicación Código. Dictamen
ServicioInclusiones de
escoria
API 579-1/ ASME FFS-1
FITNESS FOR SERVICEAceptado.
Debido a que las indicaciones detectadas en la soldadura circunferencial se generaron durante la
etapa de fabricación del equipo (20 años aprox.), se recomienda efectuar un análisis con API-579
Fitness For Services y en base a los resultados determinar si se repara o puede seguir en operación.
Sin embargo se esta evaluando la degradación del material a través de 20 años de servicio no la
calidad (inclusiones de escoria en la soldadura), los cuales debieron haber sido reparados en la etapa
de fabricación; el criterio personal es no reparar, se considera que se afecta mas el material y
consecuentemente el comportamiento del recipiente en servicio que dejarlo bajo las condiciones
actuales
11ª
Conferencia Mexicana de Pruebas No Destructivas
Caso No. 3: Corrosión localizada.
DATOS TÉCNICOS
Diámetro
(pulg)
Espesor
(pulg)
Presión (psi)
Especificación.Tipo de
servicio.
Años en
servicio.Operación Máxima
134 0.760 32 61ASTM A 516
Gr. 70Amargo 25

11ª
Conferencia Mexicana de Pruebas No Destructivas
Inspecciones realizadas:
INSPECCIÓN AREA INSPECCIONADA INDICACIÓN
Inspección visual. Envolventes, tapas y boquillas. Corrosión localizada.
Ultrasonido haz recto (Barrido de Sanidad).
Zonas especificas Corrosión localizada.
Ultrasonido haz angular. Soldadura circunferencial. Sin indicaciones

11ª
Conferencia Mexicana de Pruebas No Destructivas
• Indicaciones detectadas
Datos técnicos
Indicación ubicaciónPerdida de espesor
localizada
Longitud (pulg.)
Axial Circunferencial
corrosión localizada envolvente 1 75.06% 27.50 15.50

11ª
Conferencia Mexicana de Pruebas No Destructivas
• Indicaciones detectadas
Datos Técnicos
Indicación ubicación Perdida de espesor
Longitud (pulg.)
Axial Circunferencial
corrosión localizada envolvente 1 51.84% 2.50 2

11ª
Conferencia Mexicana de Pruebas No Destructivas
• Indicaciones detectadas
Datos Técnicos
Indicación Ubicación Perdida de espesorLongitud (pulg)
Axial Circunferencial
corrosión localizada envolvente 3 28.18% 1.75 2
11ª
Conferencia Mexicana de Pruebas No Destructivas
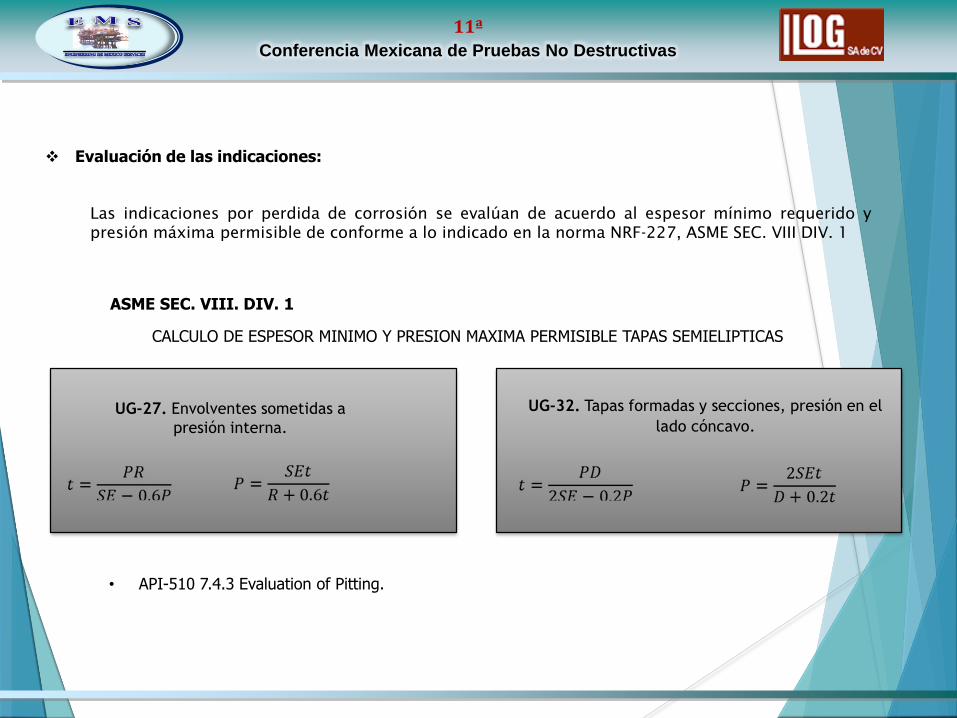
Evaluación de las indicaciones:
Las indicaciones por perdida de corrosión se evalúan de acuerdo al espesor mínimo requerido y
presión máxima permisible de conforme a lo indicado en la norma NRF-227, ASME SEC. VIII DIV. 1
ASME SEC. VIII. DIV. 1
CALCULO DE ESPESOR MINIMO Y PRESION MAXIMA PERMISIBLE TAPAS SEMIELIPTICAS
UG-27. Envolventes sometidas a
presión interna.
UG-32. Tapas formadas y secciones, presión en el
lado cóncavo.
• API-510 7.4.3 Evaluation of Pitting.
11ª
Conferencia Mexicana de Pruebas No Destructivas
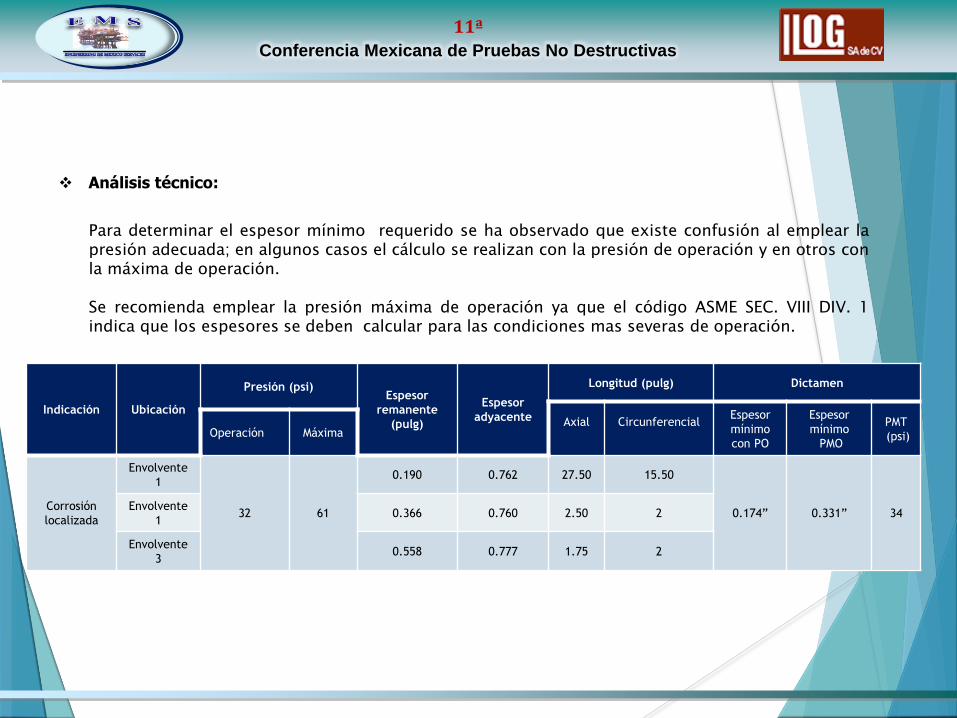
Análisis técnico:
Para determinar el espesor mínimo requerido se ha observado que existe confusión al emplear la
presión adecuada; en algunos casos el cálculo se realizan con la presión de operación y en otros con
la máxima de operación.
Se recomienda emplear la presión máxima de operación ya que el código ASME SEC. VIII DIV. 1
indica que los espesores se deben calcular para las condiciones mas severas de operación.
Indicación Ubicación
Presión (psi)Espesor
remanente
(pulg)
Espesor
adyacente
Longitud (pulg) Dictamen
Axial CircunferencialEspesor
mínimo
con PO
Espesor
mínimo
PMO
PMT
(psi)Operación Máxima
Corrosión
localizada
Envolvente
1
32 61
0.190 0.762 27.50 15.50
0.174” 0.331” 34Envolvente
10.366 0.760 2.50 2
Envolvente
30.558 0.777 1.75 2

11ª
Conferencia Mexicana de Pruebas No Destructivas
• CONCLUSIONES9