An Experimental Study on the Effect of Power Honing on Gear … · 2014-07-17 · produces...

If you can't read please download the document
Transcript of An Experimental Study on the Effect of Power Honing on Gear … · 2014-07-17 · produces...
-
- - ------- --
TECHNI,CALFOCUS •• - __ ..- -------- ---
An Experimental Study on theEffect of Power Honing onGear Surface Topography
:IntroductionGear noise a ociated
wilhl.'ooth urface topogra-phy is a fundamemal prob-lem in man)' applications,Operations uch as having,gear grinding and gear hon-ing are usually used to finishthe gear surface. Often, gearshave to be treated by a com-bination of 'the e operations,e.g .. grinding and honing.Thi is because gear honingoperations do [lot removeenough, stock although theydo create ,3 mace lay favor-able for quiet operation. SeeFig. I. for typical honingprocess characterl lies.Gear grinding proce es, onthe other hand, do removestock efficiently but create IInoisy surface Jay.
A combination of severalcomplementary operation isexpensive. often involvingheavy in trument • mainte-nance, operation co I ' and
in gearbox
N.,.mini .•H. Westberg,. f: Klocke and T. Kollner
fabrication. Power honing isone way to reduce gear mall-ufacturing cost by reducingthe number of processsequenc,e .
AccordirJ.g 10' Amini et al,
(Ref. [)'. gear urface topogra-phy can be characterized, dueto the noise, by three parame-ters that describe the profileundulation. Undulation occurson gear surfaces irrespectiveof the gear finishing processused, the differences appear-ing inamplimde •.wavelengthand the direction of the un-dulation. Accoming to Am.injand Ro en (Ref. 2)" thesethree parametefll significantlyaffect the noise caaracteris-tics. Moreover, they aredirectly correlated to the noiselevel, noise perception in thehuman ear and vibrat.ory per-formance of tbe entire systemin which the gear works.
Gear grinding 'operations(Fig. 2) create (ille wor t con-
II, geometrically I:!ndeMed,culling, 'edge'
II Internally toothed 1001II crossed !IlIls angle• looth hetgl'1l IHldi WldIh orten'led
surface 'slnll::ture.. lOW' cutting speecls
'Ie" 0,5 ...3 mis,'" cutting con .ons clirT .. liang
tooth helgl'1l
They produce undulation i and Production Engineeringwith the highest amplitude ! (WZL) of Aachen Universitylevel. the longest wavelength I of Technology (RWTH).and direction almost perpen- I Germany. These gears, weredienlar to the path of contact. ! !hen evaluated 'in the Iabom-
IConventional gear honing ! tory of Chalmer SurfaceI
'operations are used 'Iooay [0 i Geometry Group' (CSGG),i .
reduce the 'undulation ampli- i Sweden. The urface evalua-tude and to create a new. 1 tion was carded. oul u ingmore favorable direction of i three-dimensional (3 D)undulation (for more exten-: devices and 3D surfacesive discussion see Ref. 1).1 topography analysis,
A fewcompanies have jrecently introduced new hen- Iing machines on to the mar-!ket, Most publishedpaper j
iii' !on the technology of gear!honing or shave grinding!describe both the prin iple of j
. . ,such a proces (Ref. 3) as !wen as the surface ropogra- [pbyobtained. However, they Ido not discuss the surface Itopograpbyin detail in termsof surface undulation para-meters ..The intere ting que -tion aries: What are rhecharacteristics of this opera.-
I arl! researchers aillil!'ion with respect to noise- II Chalml!r9 Sut/act! .r;t!U71It!Yy
related. surface parameters? I Group oflhl! Chalmt!rThe objective of this ani- University of Tuhnology hI
ele is to evaluate gears man- I GothtnbllfS. SWl!drn,ufactured using this kind ofoperation. particularly powerhoning. ill terms of the threeparameters mentioned. To. dothat, a set of gear with dif-ferent operational conditionswere produced in the Lab-oratory for Machine Tool
N. Amini IH. Westbergl
IF.KI'ock,e 8&T.IKo'llnerau researchers Qllhr GI!QrR'estarch Group O/IheLaboralory/or Machi.l!~ Toolsand ProdllClion Enginl!l!rillR(WZl.)al1M A.achnlUnivtrsiry ofTt Alto/ORY(RWTHJ in Aach 11. Gt!l'many.
JANU,i,AYIF EIIAU,i,AY III' '"
-
TE.CHlNICAL FOCUS
advantagu ,ofp_.' honing-_I'!g1modftlgcoolby_P""'""'"~- D!!ItII'!g1• ......,. otrvo;!"" ool~ In. tlr _.goer 00..
GnhnbeUO
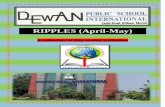
Fig. S--SUrf'lCIIS, meBlurad by stylus technique,. sam,pling lengtll18 11m.SlLbfiglll'lllll ~., 11811were prolluced by I.g-nlifIsiZl or 1l1li\ wbile, tImu tD tilerighl. werl prod'lH:adWith, Ullllrains. Diflltrllntsubfigurn aJII tile mulli 'of dill.I.rellt tolllilleeds. -12 GE"!'I TECHNOLOGY
rurr/>o(dtllO!h z,=41"""""'m!lli". m.=2,2mmI1I:rTI'IIIf IJ'OSSUro '"IJIO' ... ·17.S"_~ flrI7.S"'
tlllnk(lirKfill1 """.Ilios
-
Ouro
HELIX 400Gear diameta'400 mm (16-)Grinding stroke210 mm (8.5-)Helix angle :t 450Module 0.5 • 10 mID(OP.50 -2.5)
HELIX 700Grar cIameta'700 mID (28-)Grinding sb'ok£350 mm (14-)IIeIb. ~ :t45°Module 1 - 15 mm(OP 25· 1.6)
For more info.rmation call or write:
~i 1111CIRCLE 112
HOHerCorp.P.O. Box 127. Sky Manor RoadFittstown. N.J. 08867Phone (908) 996·6922Fu (908) 996-6971
HOfter fIIMdJIncubau GmbH1ndu5trie8tr. 191>-76175 ~WingenIGamanyTel. +49 7n] 599-0Fax: +497243 599165
-
_-------------TECHNICAL FOCUS _shaving tool cannot be usedfor machining hardenedtooth flanks because of itsgeometrically defined cut-ting edges. All cutting edgeswould have to penetrate thehardened workpiece elasto-plastically along the line ofcontact, resulting in veryhigh contact pressures. Forthis reason, tools with geo-metrically undefined cuttingedges must be used for gearhoning in order to reduce thesurface contact between the
tool and the workpiece flank,thus also reducing the con-tact pressure (Refs. 5-7).
Generally, the grid mate-rials used for tooth flank:grinding can also be used forhoning tools. Conventionalinternally toothed honingstones are made tip of grainsof refined aluminum oxidewhich are synthetic resinbound. The contact pressurecauses the grinding grains topenetrate into the workpieceand remove very fine parti-
8--+--·Rz.120
• Ra-1207
•0+----,----,--
6 .'5
2
., Rq-120
- - .. - ·Rp-120
~ Rpm-120
• Rt-120
- - • - ·Rtmc120
---4-Rz-180
---4-Rq-180
--G--Rp.1BO
-----&--Rpm .180
----e---RI-180
--9--Rtm-1S0
100 300 500
Tool rotary speed. Rpm
0,7
0,8IS'. ._ 0,5,'"c::'V 0,4eI'"U"0:: (J,3
1J,2+-------r----~~-·-------"tOO: m±te
Loaiion alorg the imdl.tetip
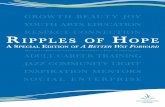
Figure, 6: Con,ventiona.ll surface parameters. The subfigure to the left illus-Uates paral1leter variationBs a function of 10011speed. TIle, subfigure' on the'right shows parameter variations along the involute.14 GEAR TECHNOLOGY
Comparative studies carried process and on suitable gear
des from the tooth flanks,The conventional honingstone is dressed with a dia-mond dressing tool beforemachining the first work-piece and whenever it startslosing its original form aftermachining a specific numberof gears (Refs. 8, 16).
The longitudinal table canbe oscillated (longitudinalhoning) to improve the regu-larity of the workpiece sur-face. The workpiece is dri-ven parallel to its center ofrotation, backwards and for-wards, on the honing stone.The oscillation has a smooth-ing effect on the surfacequality and results in lesssurfac~ irregularities thanplunge honing, a method thatdoes not use oscillation.
Conventional Honing.The stock removal andmachining quality of gearboning are dependent onpreliminary quality, desiredfinal quality, gear geometryand machining time.
out within the framework ofa research project (Ref. 12)using different hard finish-ing processes showed thatgear honing possesses a highperformance potential withrespect to the qualityachieved, influence on theworkpiece surface zone,noise qualities and econom-ic viability .. It was alsonoted that this method wascapable of generating a pro-file mismatch, in addition toimproving the surface struc-ture of the tooth flank.Owing to the above-described advantages. theimportance of the processbas increased, and it is CUl'-rently used in various pro-duction chains with lowstock removal of some 5-10um per tooth flank.
Power Honing. The pres-sure of international compe-tition forces industrial usersto reduce their number ofmanufacturing programs.The latest efforts aim atemploying gear honingdirectly after case hardeningwith increased stock removalas a substitute for gear grind-ing andlor shaving, depen-dent on the prior manufactur-ing programs. in order tolower manufacturing costs(Fig. 3). This method iscaned "power honing" todistinguish it from conven-tional gear honing becausestock removal rates of 20 to40 11m are aimed at (Ref.10). With power honing, it ispossible to minimize theexisting process chains andreduce production costswhile producing high-quali-ty, low-noise gear systems.The success of power honingdepends both on appropriateprocess control for gear cut-ting with the gear hobbing
honing machines with opti-mized technology.Experiments-Test Setup
and ManufacturingWorkpieces. The parts
used for the surface topogra-phy tests were machined on aFassler K-400 gear boningmachine. This unit has fivenumerically-controUed axesof motion-two linear axesand three axes of rotation.The specimen workpieceswere case-hardened industri-al gears prepared by hob-bing, the kind used as inter-mediate gears in highly-stressed utility vehicle gearsystems, As will be apparentfrom Fig, 4, they were heli-cal gears with z:/.=41 teeth,normal module ffin=2.2 mmand a normal pressure anglectn=n.5°. The helix angle is
-
______ liECHNICAL.IF:OCUS 1 _
!i!!~!~
stone was, however, ~i
flo=27.5°, resulting ill an axis, ! roughne parameters. It uti-intersection angle of 11=100 1 lized a stylus with 2 jlm lip
~for the gear honing proce . ! radius set at a 900 con-angle.The honing stone is ]2 mm I The ampling length, in the ewider than the workpiece. ! measurement was S urnin
~ensuring COil rant contact ~ both direction. The opticalbetween the tool and the ! machine was, used to investi-workpiece flanks in pite of I gale parameter vrulaLions onthe axial pendulum m tion of 1 different parts of 'the urfaceIlbe honing stone thaI 'typifies, ! and, investigate the surfacelongitudinal honing. ~ ,itself with a finer resolution
The grit material wa a ! than the stylus can provide.mixture of refilled aluminum I The sampling length in the eoxide (70%). and Sol-Gel- i measurement wa 3.20 urn,Corundum (30%) with 11 \ Surface amplitude para-
l meter are shown on thei! upper right side of every!!,.! subfigure in Figure 5. Tile
determine the extent to expression for one, namelyi
which the surface roughne ! the arithmetic mean devia-of ihe machined tooth flanks; tion R., is recalled here.is influenced by rhe grain i Other parameter definitionize. The grain. in both mix- i can be found in the reference
!tures were bonded in ,3 yn- i section.I Filters and Errori Estimates. To remove thei! macrogeometry,a Itigh-pa s
fl2=I7.S0. The specimenworkpiece had a face widthof b2=48 mm and the flankwere modified with a tiprelief of 9 J.UD and a crown-ing 7' um,
The pecimen workpiecewere machined from17CrNiMo6, a commonmaterial for highly-sires edlarge module gears. The ur-face hardnes of the gearswas approximately 61 HRCwith a case hardening depthof Eht5SO=O.9mm. The hard-ness of the substrate W.I:ISonly about 39 HR .
Internally toot/,ed honingstone. An internally toothedlIoning stone with. number ofteeth zo= E4S wa used [0machine the pecimen gears.As with !he gears. the h ningstone had a normal moduleof ~=2.2 mID and a normalpre sure angle of un=17.5°.The helix angle of \he honing
grain size of 180. A mix witha grain size of 120 was us edfor comparison in order to
thetie resi n,
MtHJ'f~/acluring. Thegears were machined by len-
gitudinaJ conrinuous-iafeedhoning with a honing Lime of1,70 seconds. The honingstone was dressed after each[est in order to ensure uni-form constraint . The gearswere rna bin d Will!l an axisintersection angle n=IO°, apendulum distance of ±2mm, an oscillation peed of72 mm/min and an infeedrate of 90 j.un/min. The num-ber of rotanons of the honingstone was varied al value of~=140 (cutting peed vc=]m!s), 280, 420 and S60 minotin order to establish influ-
I enee on the surface structure.Surface Topography
MeasurementsThe Tesl.ifJg Macli'ines.
TwOl 3D' measur.ingmachine were utilized dur-ing the study. one stylusmachine and one white-ligh;iruerferometnc measurementmachine. The tylus machinewas used to evaluate surface
W~I~ere!Ido you gOI toan o'ver 70°' H.A.Maslerl 188_ 'r?
We have supplied as highas a 74D Helical Master
Gear, a very difficultjob by any measure.
We supply all types ofMaster Gears, what-'ever the pilch. helIX
angle. etc. We arealso able to supply incarbide if necessary.
1650 Sycamore Avenue,Bohemia, NY 1171'6
1 5,16·567-10001Fa'x: 1-5.16·587·1355,
nd.corn
CIRCLE 123
G~AIR CUTTING TOOILSDIAMETRAL '& M!OIDUILEUN THE SHELF INVENTORY
--- ---
(Mil)• HOBSlDP and finer• SHAPiER CUTIIERSMade to .AGMA standard
CIRCLE 181JANUARY/FEBRU ...FlV 'I ggg 15
-
FasslerFocusing onHard Broaching!
Fassler HS-100Diamond Broaching Machine
This unique FasslerHS·100 raciprncat-ing: hard brollchillgmachine sets itselfapa rt by having IIhigh performanceprocedure in themachining of sur-face hardened inter-nal profiles. Theprocess is a pre-cise and !lory fastproduction methodof removing: heattreat-ment distor-tion of internalsplines, key-ways or polygons. It can also be used as a reclaiming orsalvage procedure that eliminates the need for hand lapping of inter-nal involute or non·invol uta prafiles.
MACHINE FEATURES AND ADVANTAGES:• Vertical axis with III short diamond broach.• Automatic cycle.• Inexpensive,short broach.'. High process reliability and quality,• Simple loading and unloading, manuallor automatic available.
'CHARACTERISTICS iQF DIAMONDI BROACHED' PROFlllS:• Integrity of dimensional accuracy.• Increased load carrying capacity.• Functional assembty maintained.• Sulface finish (texturel of profiles very high.
FasslerIFiissl'er Corpora'ion131 W., ILayton ,AvenueSuite JOBMil'waukee. W,I532__U7Phone: (414) 769!-0072Fax: (414) 769-8610(·.Mail: [email protected].·comi
fiissl'er AG-- rasso 201
--I DiihendodSwitzerlandPhone: 011-4111·821·3745Fax: 011-4H-820-3906Web: www.faessler-8g.·ch
-- - --------
Hissllier makes good gears better!-----
CIRCLE 146'16 GE....R tECHNOL.OGY
IFig.7-Measuremenw Iperformed by the optical machine.gau sian filter with a eut-off !length of 0.8 mm was used. !Leveling (i,e, applying a least !square plane removal of data) icompleted the filtering. The Iformer was due to the removal Iof involute helix surface. The ilatter was due to the linear ~
!
trend in the data. Trends origi- !I
nated from misalignment of ithe specimen during !he mea-suring operation"
To estimate the profileundulation error, spectraldensity analy is was used.The sampling strategy wasopti mized to increase theamount of information onthe surface topography.focusing on the intrinsicinformation in the involute,The sampling length wasshortened in the involutedirection to 2 Ilm while thesampling length in the facewidth direction was in-creased to 100 um. In"Optimization of Gear Tooth.Surfaces" il was shown thatthe method, based on averag-ing 40 11m,is one of the mostreliable ways of estimatingprofile undulations, It wasalso shown that parametersobtained by this kind ofanalysis are directly relatedto the surface amplitudeparameters, i.e. the areaunder the spectral curve islinearly proportional to thesurface Rq in square.
ResultsFigure 5 shows measure-
ments performed using the
stylus technique. The SUl-face. are divided into twocolumns. The differencebetween the two columns isthe grain size of the abrasiveparticles in the internallytoothed honing lone. Eachsurface is t.he re ult of a dif-ferent tool speed setting atthe given grain size.
The overall view of theurfaces in Figure 5 indicates
tllat they are dominated byundulations, especially inregions close 1.0 the root.This is typical behavior for a.gear honing operation. It cre-ates severe undulation do eto the pitch line that diminishthe further away they get.The pitch circle between thetool and the workpiece in thisarticle was placed close tothe root. The other importamob ervation is that the pitc.1ldiameter is not located at thesame place on 'these surfaces,although the tool's and thework's geometry had beenthe same, This is a conse-quence of the tool wear dur-ing its life cycle. As itredresses, the ceater distancebetween the work and the100.1 decreases, thu i.tchanges the pitch betweenthe two mating parts,Because of this, the condi-tions for making undulationon, the urface change, alter-ing the quality of the gear(see below).
Surface amplitude para-meters versus the tool rotary
-
_____ -- TECHNICALfOCUS _
peed. in figure 6a, eonsis-tently decrease by increasingrunning speed. An alterna-tion of running speed doesnot. however, change thesurface parameterll by morethan 20% while 'tile average,eIT1>rwas estimated at .0%(par,ameter values were readfrom me subfigures in Fi,gure5,). The grain ize of the gearhoning too] does 1101. tend toaffect the e parameters sig-nificantly (change in para-meters were les " than 10%).Therefore no figure is drawnfor this reason.
Measuremen'ls performedby the optical measuringmachine (fig. 7, the ubfig-ores), mu trate differenl parts,of one tooth flank. [0 'the efigures the dlfference in thesurface IlUclUre is highlight-ed. The urface lay (undu[a-tion direction) turns continu-ously from parallel '10 theface width atthe root toalmost perpendiculal' at thelip. Subfigures dose to. therool. resemble ground' ur-faces, consisting of undula-tions only. Change, due tomeasuring locations in sur-face amplitude parameters,obtained from these mea-surements, are shown infigure 6b. TheRq and theRa value increased signifi-cantly by more than 40%&om.l:ip to mot (It-direction)of tbetooth, but these valuesdid not indicate ignificant.changes when they werecompared to the face widthdireetion (y-diricclion). Thessgnlficence level for theseparameters, was estimated at10.%. The estimation wasbased 0.0. measurement , ondifferent teeth, but 011 thesame location along theinvolute. Moreov,er, ill. wasworth mentioning that allother swface .amplitud para- 1
meters foUow the trends ofthe surface Rq value (seealso Figure ,6b) andale Ibere-[ore not con idered in thediagram.
Fig. 8, using the spectralanalysts, characterizes theprofile undulation of thegears produced. The curvesindicate an Ilndulation wave-~ength (A.a.) in, the range of0..25 to 03 mm-these num-bers refer to the location ofthe highest. peak of thecurves alollg the s-axis. Thesolid line represents the sur-face produced by grain size.80 ata running speed ,of140 rpm. The da hed lineanalyzes the su:rt:ace 120/560,(the lowest right IOlIe inngure 5). A reduction of theundulation amplitude (jwa)and a shortening of w,ave-length (Aa) was observed.The main reason for thereduction of (fwa) was theincreasing too] speed. For thesake of clarity, only ,twocurves, are plotted, Spectralcurves for the other surfacesare not included since theirwaveleDgm content and mag-nimde are within Ihe lWOcurves presented.
DisaJs.siOD8
The reason this aeticlediscusses the undufations isthat they negatively influ-ence the functional proper-ties of thegea:r. The andula-tions increase the neiseacriviry of the gear and influ-ence the noise qua[illy, theway the noiseispen:eived ~ythe human ear.~annonics ofthe mesh frequency increasesignificantly when undula-tions like those shown inFigure 2 were present on tilesurfaces (Ref. 2). Th undu-lations on '!he surface hownin Figure 2 was two rimeshigher andlwider than thosemade by the power honing. It
is known that l!.he harmonic . iof a frequency influence dIe Iway it sounds. Therefor,e :
~n,d.'Ulalions ar,e of ~reat 'I'unportance for the funclional •performance of the gear. I
The results presented in !- I
this paper, surfaces obtained !I
by power honing, are consis- !ten:Uy in agreement wid! 'the Iresults r,eporl.ed for other Igear finishingo,pernlions, i.e. ithe results presented for ispheric honing and Ihre ded Igrinding operations (Ref. 1.13). The three most importantresults are: I
• That a. rise in the tool Ispeed reduces theamplicude 1parameters of the sU'rfaceproduced;
• That wbile tool grainsize is of minor significanoedue to gear urfaee topog-raphy .. it does havean indi-reet influence. The grain sizecan shorten the wavelenglb ofthe surface undulations andthis, in tum. can offer a be Itercondition for accomplishinglower amptltnde levels. IIIother words, the problem is Ithat in order ItO produce lower iJwa.shoner Aa are required: Ii
• That undulations areunavoidable 011 gear su..rfaces Iand that they have differentwav.el.englbsand amplitudesfor different ope,.ations,
Figure 7 bears troDg evi-dence of the eriou prob-lems connected with evalua-tion of gear sllrface topogra-phy ba ed only on a minorpan. of the surface. This isbecause gear surfaces are !DOluniform. For example. if theevelnation range .of the nankwe.re based on llIe IIre3i doseto Ilre rool. the surface wouldbe elas ed s a. ground UI'-face alithougb it wa honed.And, if the evalu tion rangewere based Oil, the near-liparea, the measurement wouldnot show th existence ef theundulation . ln both cases ,40% error would occur.Furtherraore. 2D measure-men would also lead 10 _wrong assessment of '!he UT-faees, Non of llIe me are-ments would show the re-I,u:rface :t:ealures.
eondu ICL• The power honing pro-
cess stand between c nven-tional gear honing nelthreaded gear grinding opem-Lions. Since the wa.velengthandlh _ ampLit1ldelevel of theundulation on these surface.lis less thana I:m.I f of thaI. forundulations oeeumng in geargrinding operations, it isexpected that Otis kind of sur-face reduces, noise in thegearbox.
10'Profile w~ ItIrnn'll
JANUAR'iIF 8RUARY 1111 "
-
CONDURSALSTOP-,O'FF PAINTS
1befl~st ,cbok-eo/leading ~earma~u.(acturers !.~rselectIVe
carbunz,ng & nltridlng processes.Condursal 0090 I Gas Garburizing &: Garbonitriding
ICond'wsaJIno I Gas MuriringConduron G55 I Deep Case Gas Garburiring
Condursal N523 I NittidingCondursal 0118 CR I Nitrocarburizing
Condursal N-9/1on NitridingCondursal P' 3621 Pack CarburiringCcndussal Z 009') I Scale Prevention.
The only alternative tocopper plating that works!
TH







![reichenbach, karl - odic-magnetic letters [optimized].pdf](https://static.fdocuments.us/doc/165x107/55cf8f7f550346703b9cf8b9/reichenbach-karl-odic-magnetic-letters-optimizedpdf.jpg)