Ammonia - znu.ac.ir
44
1 (Applied Chemistry) Inorganic Industrials Chemistry Ammonia R. Pourata In the Name of God 2 Outline Introduction (short history) Properties Nitrogen cycle Ammonia Production Haber Bosch process Effects of parameter Ammonia Synthesis Reaction Synthetic Ammonia Manufacture Uses of Ammonia Economic Aspects
Transcript of Ammonia - znu.ac.ir

1
(Applied Chemistry)
Inorganic Industrials Chemistry
Ammonia
R. Pourata
In the Name of God
2
Outline Introduction (short history)
Properties
Nitrogen cycle
Ammonia Production
Haber
Bosch process
Effects of parameter
Ammonia Synthesis Reaction
Synthetic Ammonia Manufacture
Uses of Ammonia
Economic Aspects

2
3
Introduction
4
Introduction
The name ammonia for the nitrogen - hydrogen compound NH3 is
derived from the oasis Ammon (today Siwa) in Egypt, where
Ammonia salts were already known in ancient times and also the
Arabs were aware of ammonium carbonate.
In the form of sal-ammoniac, ammonia was known to the Arabic
alchemists as early as the 8th century, first mentioned by Geber
(Jabir ibn Hayyan), and to the European alchemists since the 13th
century, being mentioned by Albertus Magnus. It was also used by
dyers in the Middle Ages in the form of fermented urine to alter the
colour of vegetable dyes.

3
5
Introduction In the 15th century, Basilius Valentinus showed that ammonia could
be obtained by the action of alkalis on sal-ammoniac.
Before the start of World War I, most ammonia was obtained by
distillation of nitrogenous vegetable and animal waste products,
including camel dung, hoofs and horns of oxen and neutralizing the
resulting carbonate with hydrochloric acid, the name "spirit of
hartshorn" was applied to ammonia.
2 NH4Cl + 2 CaO CaCl2 + Ca(OH)2 + 2 NH3
Distillation of coal
Electric arc process
Cyanamid process
Introduction
In 1913, the first Haber
Bosch plant went on stream, representing
the first commercial synthesis of ammonia from the elements. Today
ammonia is a commodity product of the chemical industry.

4
7
Properties
Properties
Ammonia
IUPAC name Azane
Other names
Ammonia Hydrogen nitride Spirit of Hartshorn Nitro-Sil Vaporole
Properties
Molecular formula NH3
Molar mass 17.0306 g/mol
Appearance Colorless gas with strong pungent odor
Density 0.6942
Melting point -77.73 °C (195.42 K)
Boiling point -33.34 °C (239.81 K)
Solubility in water 89.9 g/100 mL at 0 °C
Basicity (pKb) 4.75 (reaction with H2O)

5
Properties
Nitrogen cycle During pre-industrial times, the only way in which molecular N was converted into reactive N was by N precipitation caused by lightning and by biological nitrogen fixation.
N2
2N H0298 = 911 kJ/mol

6
Nitrogen cycle
Ammonia and its salts are also byproducts of commercial processing
(gasification, coking) of fuels such as coal, lignite and peat other
sources of nitrogen compounds are exhausts from industrial, power-
generation, and automotive sectors
Ammonia and its oxidation
products, which combine to
form ammonium nitrate and
nitrite, are produced from
nitrogen and water vapor by
electrical discharges in the
atmosphere.
12
Ammonia Production

7
Ammonia Production
Distillation of coal
14
Ammonia Production In principle there are three ways of breaking the bond of the nitrogen
molecule and fixing the element in a compound:
1) To combine the atmospheric elements nitrogen and oxygen directly
to form nitric oxides
2) To use compounds capable of fixing nitrogen in their structure
under certain oxides reaction conditions.
3) To combine nitrogen and hydrogen to give ammonia
A vast amount of research in all three directions led to commercial
processes for each of them: the electric arc process, the Cyanamid process, and ammonia synthesis, which finally displaced the other
two and rendered them obsolete.

8
Ammonia Production
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm
16
Electric Arc Process The availability of cheap hydroelectric power in Norway and the
United States stimulated the development of the electric arc process.
Air was passed through an electric arc which raised its temperature to
3000 °C, where nitrogen and oxygen combine to give nitric oxide. In
1904 CHRISTIAN BIRKELAND performed successful experiments
and, together with SAM EYDE, an industrial process was developed
and a commercial plant was built, which by 1908 was already
producing 7000 t of fixed nitrogen.

9
17
Cyanamid process The Cyanamid process, developed by FRANK and CARO in 1898,
was commercially established by 1910.
Calcium carbide, formed from coke and lime in a carbide furnace,
reacts with nitrogen to give calcium cyanamide, which can be
decomposed with water to yield ammonia.
18
Cyanamid process
Cyanamide process is a process of manufacturing fertilizer calcium
cyanamide and ammonia. The reaction runs at high temperatures 1000
- 1100 °C often with catalyst in mixture of nitrogen and calcium
carbide, which form calcium cyanamide and carbon:
CaC2 + N2 CaCN2 + C
Further produced calcium cyanamide gives together with water steam
calcium carbonate and ammonia:
CaCN2 + 3 H2O CaCO3 + 2 NH3
The second phase of this process can proceed also in soil. Then the
produced ammonia is oxidized to nitrate and used by plants.

10
Cyanamid process
The Haber Process An essential industrial process

11
Haber
Bosch process
Around 1900 fritz haber began to investigate
the ammonia equilibrium at atmospheric
pressure and found minimal ammonia
concentrations at around 1000 C (0.012 %).
In 1908 haber approached BASF to seek
support for his work and to discuss the
possibilities for the realization of an industrial
process.
Fritz Haber (1868 1934)
Haber
Bosch process His successful demonstration in April 1909 of a small laboratory
scale ammonia plant having all the features described above
finally convinced the BASF representatives, and the company's
board decided to pursue the technical development of the process
with all available resources.

12
Haber
Bosch process
In an unprecedented achievement, carl
bosch, together with a team of dedicated
and highly skilled co-workers, succeeded
in developing a commercial process in
less than five years. The first plant started
production in September 1913 and had a
daily capacity of 30 t of ammonia. Carl Busch
Haber
Bosch process

13
25
Effects of parameter
The reaction between nitrogen gas and hydrogen gas to produce
ammonia gas is exothermic, releasing 92.4kJ/mol of energy at 298K
(25oC).
N2(g) + 3H2(g) 2NH3 (g) + heat H = -92.4 kJ mol-1
26
Effects of parameter
N2(g) + 3H2(g) 2NH3 (g) + heat H = -92.4 kJ mol-1
Increasing the pressure causes the equilibrium position to move to the
right resulting in a higher yield of ammonia since there are more gas
molecules on the left hand side of the equation than there are on the
right hand side of the equation. Increasing the pressure means the
system adjusts to reduce the effect of the change, that is, to reduce the
pressure by having fewer gas molecules.

14
27
Effects of parameter Decreasing the temperature causes the equilibrium position to move to
the right resulting in a higher yield of ammonia since the reaction is
exothermic. Reducing the temperature means the system will adjust to
minimize the effect of the change, that is, it will produce more heat
since energy is a product of the reaction, and will therefore produce
more ammonia gas as well
N2(g) + 3H2(g) 2NH3 (g) + heat H = -92.4 kJ mol-1
Effects of parameter As the temperature increases, the equilibrium constant decreases as the yield of ammonia decreases.
Temperature
( oC) Keq
25 6.4 x 102
200 4.4 x 10- 1
300 4.3 x 10- 3
400 1.6 x 10- 4
500 1.5 x 10- 5

15
29
Effects of parameter Rate considerations:
Increased temperature means more reactant molecules have sufficient
energy to overcome the energy barrier to reacting (activation energy)
so the reaction is faster at higher temperatures (but the yield of
ammonia is lower as discussed above).
A temperature range of 400-500oC is a compromise designed to
achieve an acceptable yield of ammonia (10-20%) within an
acceptable time period.
30
Effects of parameter Rate considerations:
A catalyst such as an iron catalyst is used to speed up the reaction by
lowering the activation energy so that the N2 bonds and H2 bonds can
be more readily broken.

16
Effects of parameter At 200oC and pressures above 750atm there is an almost 100% conversion of reactants to the ammonia product.
Since there are difficulties associated with containing larger amounts of materials at this high pressure, lower pressures of around 200atm are used industrially.
By using a pressure of around 200atm and a temperature of about 500oC, the yield of ammonia is 10-20%, while costs and safety concerns in the building and during operation of the plant are minimized
temperature and pressures
Effects of parameter
Reaction rate for NH3 synthesis. Dependence on the temperature at various pressures.
Temperature and Pressures

17
Effects of parameter
Reaction rate for NH3 synthesis. Dependence on the ammonia concentration at various pressures.
Ammonia concentration and pressures
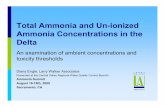
Effects of parameter
Nitrogen reaction rate v in m3 NH3/(m3 catalyst · s) as a function of temperature and ammonia concentration at 20 MPa pressure and 11 vol% inerts in the inlet synthesis gas a) locus of temperatures resulting in maximum reaction rate at a given ammonia concentration
Temperature and Ammonia concentration

18
Effects of parameter
Ammonia conversion as a function of hydrogen/nitrogen ratios in the inlet synthesis gas with space velocity (per hour) as parameter; 9.7 MPa pressure
Hydrogen/Nitrogen Ratios
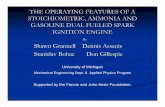
Effects of parameter
Performance of a converter as a function of inlet inert gas (CH4 and Ar) content with space velocity (per hour) as parameter, inlet NH3 content is 3.5%; 30 MPa pressure; catalyst particle size is 6 10 mm
Inert gas content

19
37
Ammonia Synthesis Reaction As with every catalytic gas-phase reaction, the course of ammonia
synthesis by the Haber
Bosch process can be divided into the
following steps:
1) Transport of the reactants by diffusion and convection out of the
bulk gas stream, through a laminar boundary layer, to the outer
surface of the catalyst particles, and further through the pore system to
the inner surface (pore walls)
2) Adsorption of the reactants (and catalyst poisons) on the inner
surface
38
Ammonia Synthesis Reaction 3) Reaction of the adsorbed species, if need be with participation by
hydrogen from the gas phase, to form activated intermediate
compounds
4) Desorption of the ammonia formed into the gas phase
5) Transport of the ammonia through the pore system and the laminar
boundary layer into the bulk gas stream

20
Ammonia Synthesis Reaction Catalyst Catalyst
Ammonia Synthesis Reaction Mechanism of the Reaction
where * denotes a surface atom.

21
41
Synthetic Ammonia Manufacture
42
Process Steps of Ammonia Production
A) Synthesis gas production
1) Feedstock pretreatment and gas generation
2) Carbon monoxide conversion
3) Gas purification
B) Compression
C) Synthesis
D) Ammonia separation

22
Synthetic Ammonia Manufacture
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm
44
Synthesis Gas Production

23
45
Manufacture of Mixtures of Hydrogen, Nitrogen and Carbon
Monoxide
Steam Reforming
Partial Oxidation of Heavy Heating Oil
Coal Gasification
Conversion of Carbon Monoxide
Removal of Carbon Dioxide and Hydrogen Sulfide
Final Purification of Synthesis Gases
Synthesis Gas Production
46
Raw Materials
Synthesis gas:
N2
- from air or natural gas
H2
- from reaction of natural gas or naphtha with H2O (by
steam reforming)
- from heavy fuel oil and H2O (by partial oxidation)
- from coal and water (by coal gasification)

24
47
Raw Materials Hydrogen Production worldwide:
77% from natural gas/crude oil fractions
18% from coal
4% from water electrolysis
1% from other sources
48
Steam Reforming Desulfurization
This is accomplished by contacting the raw materials with CoO- or
NiO- and MoO3-containing catalysts in the presence of hydrogen at
350 to 450°C, whereupon the sulfur-carbon compounds are reduced to
H2S which is adsorbed on ZnO.

25
49
Steam Reforming Primary Reforming
After- desulfurization, steam is added and the mixture heated to 480
to 550°C before it is fed into the primary reformer. The gas leaving
the primary reformer contains between 7 and 10% methane.
CnH2n+2+nH2O nCO+(2n+ 1)H2
methane or naphtha are cracked in a primary reformer at 700 to
830°C under pressure on NiO-Al2O3- or NiO- MgO- Al2O3-catalysts.
Reactions:
CH4 + H2O <==> CO + 3 H2
CH4 + 2 H2O <==> CO2 + 4 H2
CnH(2n+2) + n H2O <==> n CO + (2n+1) H2
CO + H2O <==> CO2 + H2
Steam Reformer

26
Steam Reforming Kinetics of Steam Reforming
52
Steam Reforming Secondary Reforming
The gas leaving the primary reformer contains between 7 and 10%
methane. This is removed in so-called secondary reformers in
which the gas leaving the primary reformer is partially burnt with air
in nickel catalyst-filled shaft furnaces (autothermal process),
whereupon the temperature increases to ca. 1000°C. Under these
conditions CH4 is converted into H2 and CO at 1000 to 1200°C in the
presence of Cr2O3-containing catalyst.
The quantity of air is adjusted to give the nitrogen to hydrogen ratio
required for the stoichiometry of the ammonia synthesis.

27
53
Partial Oxidation of Heavy Heating Oil In partial oxidation, the raw materials, e.g. heavy heating oil, are
oxidized to hydrogen and carbon monoxide with insufficient oxygen
for total combustion:
2CnH2n+2+ nO2 2nCO+2 (n+1)H2
If oxygen-enriched air is used, its quantity is adjusted to give the
nitrogen to hydrogen ratio required for the stoichiometry of the
ammonia synthesis. The partial oxidation is autothermal and in
contrast to steam reforming does not require a catalyst. It proceeds at
temperatures between 1200 and 1500°C and at a pressure of 30 to 40
bar.
54
Partial Oxidation of Heavy Heating Oil The advantage of the partial oxidation process is that sulfur does not
interfere and therefore desulfurization is unnecessary.
Disadvantageous compared with steam reforming is, however, that an
air fractionation plant for oxygen production is necessary.

28
55
Coal Gasification A mixture of hydrogen, carbon monoxide, carbon dioxide, methane
and sometimes nitrogen is formed upon the partial oxidation of coal
with oxygen or air and steam at high temperatures.
C+H2O H2+CO
2C+O2 2CO
Coal Gasification is a autothermal reaction of coal, O2 and H2O-vapor
at high temperature (800 to 1600°C)
30 to 40% of the coal utilized being burnt to attain the required high
reaction temperatures.
56
Conversion of Carbon Monoxide
The next step in the manufacture of synthesis gas is the removal of
carbon dioxide by oxidizing it with steam to carbon dioxide, the steam
being reduced to hydrogen:
CO +H2O CO2 +H2
High temperature conversion at 350 to 380°C on iron oxide/chromium
oxide catalysts or on sulfur-insensitive Co/Mo-containing catalysts
Low temperature conversion at 200 to 250°C on very sulfur-sensitive
CuO/ZnO catalysts

29
57
Removal of Carbon Dioxide and Hydrogen Sulfide
In the next step the carbon dioxide, mostly from the conversion
reaction, and the hydrogen sulfide, if present, are removed from the
gas mixture. This is accomplished either by physical or chemical
absorption in appropriate solvents.
Removal of the acidic gases CO2 and H2S by physical or chemical
absorption
Chemical solvents are best suited to scrubbing gases that have a
relative low CO2 partial pressure, whereas the physical solvents are
more suitable for higher CO2 contents in the raw gas.
58
Removal of Carbon Dioxide and Hydrogen Sulfide
Physical absorption:
with methanol, propylene carbonate, N-methylpyrrolidone,
poly(ethyleneglycol dimethyl ether)
Chemical absorption:
with mono-, di- and triethanolamine, N-methyldiethanoloamine,
diisopropanolaimine, potassium salt of monomethylamino-propionic
acid, solutions of potassium carbonate

30
59
Final Purification of Synthesis Gases
To protect the ammonia synthesis catalysts from premature poisoning
the nitrogen-hydrogen-mixture, after the removal of the acidic
components carbon dioxide and hydrogen sulfide, has to be subjected
to further intensive purification to remove quantitatively any oxygen-
containing impurities present.
60
Final Purification of Synthesis Gases
The large quantities of carbon monoxide present after high
temperature conversion (3 to 5% by volume), are removed by liquid
nitrogen scrubbing.
Formerly residual water, carbon dioxide and methane were removed
by adsorption on zeolites to prevent ice formation during liquid
nitrogen
scrubbing and the hydrocarbons removed by condensation.

31
61
Final Purification of Synthesis Gases Nitrogen-hydrogen mixtures resulting from low temperature
conversion contain only 0.1 to 0.3% by volume of carbon monoxide.
In this case the ca. 0.01 to 0.1% by volume of carbon monoxide and
carbon dioxide present after carbon dioxide scrubbing is hydrogenated
to methane (methanation) in the presence of nickel catalysts on a
carrier in an exothermic reaction at 30 bar and 250 to 350°C:
CO + 3 H2 CH4+ H2O (g)
and
CO2 + 4 H2 CH4 + 2 H2O (g)
62
Conversion of Synthesis Gas to Ammonia

32
63
Conversion of Synthesis Gas to Ammonia
NH3 synthesis is a cyclic process:
removal of:
NH3
inert gas
reaction heat (utilized for heating up cold synthesis gas)
recycling of unused synthesis gas into the reactor
supply of fresh gas
compensation of pressure losses
64
Ammonia Separation
The separation of the ammonia formed from the circulating gas is
mainly carried out by condensation at low temperatures.
The separation of ammonia formed in the synthesis gas is carried out
by absorption in water. Water vapor which thereby enters the cycling
gas is removed by scrubbing with liquid ammonia, to avoid
deterioration of the catalyst by water vapor.

33
Ammonia Separation
Synthetic Ammonia Manufacture
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm

34
67
Uses of Ammonia
Uses of Ammonia
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm
Main uses of ammonia

35
69
Uses of Ammonia Fertilser
Agricultural industries are the major users of ammonia, representing
nearly 80% of all ammonia produced in the United States. Ammonia
is a very valuable source of nitrogen that is essential for plant
growth. Depending on the particular crop being grown, up to 200
pounds of ammonia per acre may be applied for each growing season.
http://www.rmtech.net/uses_of_ammonia.htm
70
Uses of Ammonia Ammonia is used in the production of liquid fertilizer solutions which
consist of ammonia, ammonium nitrate, urea and aqua ammonia. It is
also used by the fertilizer industry to produce ammonium and nitrate
salts.
Ammonia and urea are used as a source of protein in livestock feeds
for ruminating animals such as cattle, sheep and goats. Ammonia can
also be used as a pre-harvest cotton defoliant, an anti-fungal agent on
certain fruits and as preservative for the storage of high-moisture
corn.
http://www.rmtech.net/uses_of_ammonia.htm

36
71
Uses of Ammonia
Fertilser
ammonium sulfate, (NH4)2SO4
ammonium phosphate, (NH4)3PO4
ammonium nitrate, NH4NO3
urea, (NH2)2CO,
CO2 carbon dioxide
+ 2NH3
ammonia
H2NCOONH4 ammonium carbonate
heat, pressure
(NH2)2CO urea
72
Uses of Ammonia
Chemicals
nitric acid, HNO3
sodium hydrogen carbonate (sodium bicarbonate), NaHCO3
sodium carbonate, Na2CO3
hydrogen cyanide (hydrocyanic acid), HCN
hydrazine, N2H4 (used in rocket propulsion systems)
chemical intermediates

37
73
Uses of Ammonia Explosives
ammonium nitrate, NH4NO3
2,4,6-trinitrotoluene, TNT
nitroglycerine
Fibers & Plastics
nylon, -[(CH2)4-CO-NH-(CH2)6-NH-CO]-,
Other polyamides
Refrigeration
used for making ice, bulk food storage, large scale refrigeration
plants, air-conditioning units in buildings and plants
74
Uses of Ammonia Pharmaceuticals
Used in the manufacture of drugs such as sulfonamide which inhibit
the growth and multiplication of bacteria that require p-aminobenzoic
acid (PABA) for the biosynthesis of folic acids, anti-malarials and
vitamins such as the B vitamins nicotinamide (niacinamide) and
thiamine.
Cleaning
ammonia in solution is used as a cleaning agent such as in 'cloudy
ammonia'

38
75
Uses of Ammonia Pulp & Paper
The pulp and paper industry uses ammonia for pulping wood and as a
casein dispersant in the coating of paper.
Ammonium hydrogen sulfite, NH4HSO3, enables some hardwoods to
be used.
Mining & Metallurgy
used in nitriding (bright annealing) steel,
used in zinc and nickel extraction
76
Uses of Ammonia Food industry
The food and beverage industry uses ammonia as a source of nitrogen
needed for yeast and microorganisms
Rubber production
Ammonia is used in the rubber industry for the stabilization of natural
and synthetic latex to prevent premature coagulation.
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm

39
77
Uses of Ammonia Metal plating
Ammonium carbonate used in chrome plating, ammonium formate
and acetate used in other plating processes
Chlorine-Ammonia Treatment
Water purification used to manufacture chloramine (NH2Cl), an anti-
bacterial compound more persistent than chlorine.
78
Economic Aspects

40
79
Economic Aspects About 1.6 % of the world consumption of fossil energy (not including
combustion of wood) goes into the production of ammonia. In
developing countries, ammonia is generally one of the first products
of industrialization.
Economic Aspects
Development of ammonia production and world population

41
Economic Aspects
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm
Economic Aspects
Development of ammonia prices and DM/$ ratio in North-West Europe

42
Economic Aspects
Geographical distribution of ammonia capacity and capacity utilization rate
Economic Aspects
http://www.greener-industry.org/pages/ammonia/2AmmoniaMU.htm

43
Economic Aspects Europe and North America, which now together have a 25 % capacity share, lost their leading position (54 % in 1969) to Asia, which now accounts for 38 % (17 % in 1969), as may be seen from Figure
Geographical shift of ammonia world production capacity
The End

This document was created with Win2PDF available at http://www.daneprairie.com.The unregistered version of Win2PDF is for evaluation or non-commercial use only.