All IBD Articles
110
23 The BREWER International • www.igb.org.uk • January 2002 Colloidal instability in beer is caused through the interaction of proteins and polyphenols. To understand the mechanisms that underlie beer stabilisation it is necessary to examine the main changes which inevitably accompany the natural ageing of beer, and affect both its taste and clarity. P rofessor J. De Clerck 1 attributes three principal changes which occur in beer and which are brought about by the presence of polyphenols and tannins. • Increase in haze caused by the precipitation of protein substance. • Increases in harsh or unpleasant after taste in beer • Increases in colour, particularly following oxidation. The first manifestation of the loss of colloidal stability is observed as chill haze, which is a reversible association between small low polymerised polyphenols and proteinaceous material. The tendency to form chill haze progressively increases over time. Oxidation of some polyphenols – flavanoids in particular, lead to the formation of con- densed (polymerised) products. These are active precursors in haze formation, leading to permanent (irreversible) haze formation (see illustrations below). To avoid colloidal haze production the brewer has to control the brewing by the selection of brewing materials and production and storage of packaged beer. These steps can be divided into: • Controlling the protein content of the beer • Controlling the polyphenol content in the beer • Controlling the physical conditions in the brewing process Controlling protein content Proteins in beer come from malt and some adjuncts such as wheat and barley. It is broken down during malting and mashing to produce haze precursors but is also the source of the amino acids necessary for yeast growth, hydrophobic proteins which produce beer foam and protein which give beer texture and mouthfeel. The brewer has to strike a balance between reducing protein content to improve colloidal stability and affecting fermentation and beer quality. Typical ways of reducing the protein content of a beer are: • Selecting malts low in nitrogen (typically 1.6 to 1.8% nitrogen) • Using adjuncts which are low or free from nitrogen e.g. maize flakes or brewing syrups. • Using under-modified malts thereby reducing the amount of protein extracted, this will be counter balanced by proteolysis in the mashing programme. • Proteins are also removed from the brewing process with the spent grains and as hot or cold break after wort boiling, during cooling and cold conditioning. The efficiency of separation will depend on the quality of boiling, performance of the whirlpool, and temperature of cold storage. • The performance of break separation can be improved through using kettle finings It is principally the acidic hydrophilic proteins containing prolein which bond with polyphenols to produce haze. Controlling polyphenol content Polyphenols come from hops and husk of the malt. The polyphenols from hops are generally highly polymerised and are precipitated with hot and cold break before filtration and hence have little adverse effect on beer stability. The malt polyphenols are extracted during mashing and wort separation. During the brewing process may give beer some anti- oxidant protection, however there is little evidence that malt polyphenols protect bright beer from oxidation in package. Typical ways of reducing the polyphenol content in beer are by: • The use of adjuncts to dilute the amount of polyphenols coming from the malt. • Most malt polyphenol is extracted towards the end of the runoff. Extraction can be reducing by avoiding running to a low gravity TECHNICAL SUMMARY Colloidal stabilisation of beer Technical Summary 1 The first of a new series of technical summaries for the Institute & Guild’s AME candidates. By Tim O’Rourke. In freshly packaged beer there is no chill haze (<0.6 EBC) and the polyphenol haze precursors exist as simple flavanoid molecule which bond with proteins by hydrogen bonding. Oxygen catalyses the polymerisation of simple flavanoids which become three to four units long, and which are able to bond with a number of proteins via hydrogen bonds to form chill haze. As the polyphenols continue to oxidise larger complexes are formed, and some of the polyphenol/protein hydrogen bonds are replaced by more permanent ionic bonds. These bonds no longer break when the beer is heated and leads to the formation of permanent haze. Oxidised Tannoids Oxidised Flavanoids Simple Flavanoids Haze free Chill haze Permanent haze Protein Protein Protein
-
Upload
javier-salas -
Category
Documents
-
view
514 -
download
1
Transcript of All IBD Articles

23The BREWER International • www.igb.org.uk • January 2002
Colloidal instability in beer iscaused through the interaction ofproteins and polyphenols.To understand the mechanismsthat underlie beer stabilisation itis necessary to examine the mainchanges which inevitablyaccompany the natural ageing ofbeer, and affect both its taste andclarity.
Professor J. De Clerck1 attributes threeprincipal changes which occur in beer and
which are brought about by the presence ofpolyphenols and tannins.
• Increase in haze caused by the precipitationof protein substance.
• Increases in harsh or unpleasant after taste inbeer
• Increases in colour, particularly followingoxidation.
The first manifestation of the loss of colloidalstability is observed as chill haze, which is areversible association between small lowpolymerised polyphenols and proteinaceousmaterial. The tendency to form chill hazeprogressively increases over time.
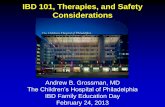
Oxidation of some polyphenols – flavanoidsin particular, lead to the formation of con-densed (polymerised) products. These areactive precursors in haze formation, leading topermanent (irreversible) haze formation (seeillustrations below).
To avoid colloidal haze production thebrewer has to control the brewing by theselection of brewing materials and productionand storage of packaged beer. These stepscan be divided into:
• Controlling the protein content of the beer
• Controlling the polyphenol content in the beer
• Controlling the physical conditions in thebrewing process
Controlling protein contentProteins in beer come from malt and someadjuncts such as wheat and barley. It is brokendown during malting and mashing to producehaze precursors but is also the source of theamino acids necessary for yeast growth,hydrophobic proteins which produce beerfoam and protein which give beer texture andmouthfeel.
The brewer has to strike a balance betweenreducing protein content to improve colloidalstability and affecting fermentation and beerquality.
Typical ways of reducing the protein contentof a beer are:
• Selecting malts low in nitrogen (typically 1.6to 1.8% nitrogen)
• Using adjuncts which are low or free fromnitrogen e.g. maize flakes or brewing syrups.
• Using under-modified malts thereby reducingthe amount of protein extracted, this will be
counter balanced by proteolysis in themashing programme.
• Proteins are also removed from the brewingprocess with the spent grains and as hot orcold break after wort boiling, during coolingand cold conditioning. The efficiency ofseparation will depend on the quality ofboiling, performance of the whirlpool, andtemperature of cold storage.
• The performance of break separation can beimproved through using kettle finings
It is principally the acidic hydrophilic proteinscontaining prolein which bond withpolyphenols to produce haze.
Controlling polyphenol contentPolyphenols come from hops and husk of themalt. The polyphenols from hops are generallyhighly polymerised and are precipitated withhot and cold break before filtration and hencehave little adverse effect on beer stability.
The malt polyphenols are extracted duringmashing and wort separation. During thebrewing process may give beer some anti-oxidant protection, however there is littleevidence that malt polyphenols protect brightbeer from oxidation in package.
Typical ways of reducing the polyphenolcontent in beer are by:
• The use of adjuncts to dilute the amount ofpolyphenols coming from the malt.
• Most malt polyphenol is extracted towardsthe end of the runoff. Extraction can bereducing by avoiding running to a low gravity
TECHNICAL SUMMARY
Colloidal stabilisation of beer Technical Summary 1
The first of a new series oftechnical summaries for
the Institute & Guild’s AME candidates.By Tim O’Rourke.
In freshly packaged beer there is no chill haze(<0.6 EBC) and the polyphenol hazeprecursors exist as simple flavanoid moleculewhich bond with proteins by hydrogen bonding.
Oxygen catalyses the polymerisation of simpleflavanoids which become three to four unitslong, and which are able to bond with anumber of proteins via hydrogen bonds to formchill haze.
As the polyphenols continue to oxidise largercomplexes are formed, and some of thepolyphenol/protein hydrogen bonds arereplaced by more permanent ionic bonds.These bonds no longer break when the beer isheated and leads to the formation of permanenthaze.
OxidisedTannoids
OxidisedFlavanoids
SimpleFlavanoids
Haze free Chill haze Permanent haze
Protein
Protein
Protein

particles in the bear either as a result of abreakthrough from the filter or filter aid.
• Poor beer handling or over carbonation,particularly when using reduced hopcompounds, can result in particulates due tocollapsed foam floating in the beer.
• Poorly hydrolysed foam stabiliser (Polyglycol alginate)
• Lack of calcium in the mash can result in theformation of oxalic acid crystal, which canalso lead to gushing.
The brewer has to control the whole process toproduce small pack beer with the requiredshelf life. It is not possible just to rely onchemical treatment at the end of the process toconsistently achieve the colloidal stability. It isalso found that a balanced chemical treatmentremoving both proteins and polyphenolsprovides a more efficient and more costeffective stabilization regime. ■
Further Reading•Tim O’ Rourke et al from poster presented atPerth Convention – Ferment June 1998 – p189• Tim O’ Rourke Back to Basics, BrewersGuardian February 2000 – p29• Mike O’Neill – Advances in Beer StabilisationThe Brewer July 1998 – p293 and August – p 353 • De Clerck J. Brewers Digest August 1970 p 62 – 64• McMurrough I et al “Effect of PVPP dosageon the flavanoid content of beer andconsequences for beer quality” Brew Digest59 (10) 1984.
Silica GelSOURCE: Made by acidic polymerisation of silicate solutions. Two forms: hydrogels-
70% & xerogels 5% moisture. ACTION: Adsorbs proteins based on selective control of pore diameter – removes
<40,000 MWDOSAGE: Add to CT at run down up to 50g/hl
Add to filter powder slurry up to 100g/hl ADVANTAGES: Insoluble – easy to useDISADVANTAGE: Moderately expensive.
Generally suitable if a shelf life < 9 months is required.
Proteolytic enzymeSOURCE: Usually Papain produced from the latex of Carica papaya.ACTION: Hydrolyses proteins. (Beer foam is protein)DOSAGE: 2 to 6 mls/hl to rough or bright beerDISADVANTAGE: Survives normal pasteurisation <20 PU’s
Continues in bright beer may effect foam
Tannic acidSOURCE: Natural gallotannins extracted from Chinese gall nuts or Shumac leaves.ACTION: Has many hydroxyl groups, attracts proteins – bonds with nucleophylic
(SH-& NH-) protein groups in a similar manner to natural beer polyphenols to produce insoluble precipitate.
DOSAGE: 5 to 8 g/hl to cold rough beer ADVANTAGE Very efficient stabiliserDISADVANTAGE: Added in line cold 0 to -10C
Requires 5 to 10 minutes contactProduces voluminous bottoms
PolyvinylpolypyrrolidoneSOURCE: Cross linked PVP – made synthetically. ACTION: Preferentially bonds with polymerized polyphenols (tannins) through hydrogen
and multi-site bonding. DOSAGE: Single use 10 to 30 g/hl.
Regeneration 25 to 50 g/hlADVANTAGES: Very effective stabiliser
Selective for problematical polyphenolsInsoluble – easy to use
DISADVANTAGE: High cost for single use. Capital investment for regeneration system.
Summary of the properties of different beer stabilisers
TECHNICAL SUMMARY
(greater than 1004 or 1° Plato) and keepingthe sparge pH low (below 7). Operations suchas weak wort recycling may increase theconcentration of extracted polyphenols.
• Proteins and polyphenols form complexes atlow temperatures, and hence are removedduring cold maturation and cold filtration.
• A new variety of malt (proanthocyanidin free)has been developed by Carlsberg and is nowcommercially available. This maypermanently solve the polyphenol problemfor the brewers.
Controlling the brewing process.Attention to the brewing process can reducethe level of the protein and polyphenolsfinishing up in the final beer, thus reducing thetendency to produce colloidal instability. Theprincipal changes which improve beer stabilityare:
• Cold storage and cold filtration of the beerencourages the formation of chill haze. It isessential once cooled, the beer remains coldparticularly in line to the filter as the chill hazecan rapidly re-dissolve. Lower temperatures(-2°C) are better for final beer stability.
• Haze is produced as a result of oxidation ofpolyphenols, and hence eliminating oxygen,particularly in package will reduce the rate ofhaze formation and increase beer shelf life.
• Oxidative reactions are catylised by metalions (particularly Fe2+ and Cu2+) reduction ofmetal ion improve beer stability. Similaroxidative processes also accelerate staling inbeer and colloidal instability is oftenassociated with aged beer flavours.
• The protein/ polyphenol interactions aredependent on electrostatic attractionsbetween the two compounds. It is found thatbeers with higher pH, above 4.2, show bettercolloidal stability.
Process aids to reduce proteins or polyphenols.By optimising the brewing process it ispossible to produce good which are stable forup to three months without additionaltreatment. However, if a longer shelf life is requiredchemical stabilisers are recommended. SeeTable 1, above left.
Other possible causes of haze in bright beerAs well as colloidal instability there are otherhazes found in bright beer:
• Polysaccharides such as starch and betaglucans not broken down during mashing,can produce a fine haze or cast in finishedbeer. As well as haze the presence of thecomplex carbohydrates often cause filtrationproblems.
• Poor filtration and hygiene can lead to
24January 2002 • The BREWER International • www.igb.org.uk
Area of Polyphenol Protein Process Application Reduction Reduction Optimisation
Barley / Malt Proanthocyanadin Low protein Low malt free barley barley modification
Mashing High adjunct ratio High adjunct ratio High temperaturemash
Mash separation High cut off gravity Bright worts run off Low sparge pH
Wort boiling Avoid wort & Time and vigour trub recycling of boil
Wort clarification Time of hop addition Kettle finings Whirlpool Hot break removal Hot break removal efficiency
Fermentation Cold break removal Cold break removal Maturation Lack of agitation Sedimentation Time and temp.
Auxiliary finings of cold storageFiltration Stabiliser addition Cold filtration
Oxygen pick upMetal ions
Stabilisation PVPP Silica gel Contact timeTannic acid TemperatureEnzyme Contact
Summary of stabilisation control during processing
Area of Causative Preventative Application Factors Factors
Packaging and distribution Metal ions Soften waterHigh storage temperatures Cool storageHigh in package oxygen Low process oxygenShaking/agitation Anti oxidants
Trade Stock rotation BBD/Package dateExtended shelf life Beer fresh in timeHigh temperatures Direct deliveriesDirect sunlight Refrigerated
storage & distribution
Summary of stabilisation control during packaging
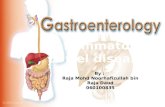
Composition of Chill Haze
PROTEINS40-75%
POLYPHENOLSAbout 17%
Adsorption
• Bentonite• Silicagel
Adsorption
• Polyclar PVPP• Polyamide
(Nylon)• High molecular
weight insolubleprotein (Casein)
Removal ofProtein-Tannoidcomplex
• Chilling• Formaldehyde
Precipitation
• Tannic Acid
Degradation
• Enzymes suchas Papain
Carbohydrates 3- 13%
Ash 0.7-5%
Cu, Fe traces
25The BREWER International • www.igb.org.uk • January 2002
ONLINEwww.igb.org.uk
Please visit our website for fullinformation on all the IGB’s
activities and services
TABLE 1: Summary of techniques used in colloidal stabilisation of beer

17The BREWER International • www.igb.org.uk • February 2002
The purpose of wort boiling is to stabilisethe wort by:
• Killing spoilage micro-organisms.• Reducing the amount of coagulable
nitrogen thus promoting colloidal stability.• Extracting the desirable principles of hops
to give beer its characteristic aroma andflavour.
• Reducing undesirable volatile compoundsthrough evaporation.
Clarified wort is usually collected directly inthe wort kettle or run to a wort receiving vessel(often called a pre-run or underback) beforebeing transferred to the wort kettle.
The wort kettle is fitted with heating, eitherusing direct fuel combustion or indirectly,using steam. The wort in the kettle is firstheated from wort separation run offtemperature, which is between 65°C and 78°C,to boiling (usually just above 100°C, atatmospheric pressure because of thedissolved solids).
The kettle contents are then boiled forbetween 30 and 120 minutes. Wort boiling hasa high energy demand and accounts for asmuch as 40% of the energy consumption of abrewery.
Most of the energy required to heat worts toboiling point is recovered during wort coolingthrough the use of heat exchangers, heatingup the incoming brewing water (liquor) inpreparation for the next brew. This gives a heatrecovery efficiency of up to 99%.
The additional energy required to evaporatethe water vapour during the boil is generallylost up the chimney. It is by reducing thisenergy loss that real savings can be achieved.A variety of schemes are available to recoverpart of the energy from evaporation.
The most effective ways to reduce energyconsumption are by reducing % evaporationrates. The average % evaporation rates havefallen over the last 30 years from around 12 –20% to between 4 – 8%.
In order to appreciate the consequence ofreducing evaporation rates it is necessary to
understand the principle changes whichoccurring in the wort during boiling.
Sterilisation of the WortBrewing raw materials such as malt, hops andoccasionally brewing water itself are infectedby micro-organisms, and these have to bekilled during the brewing process to preventwort and beer spoilage.
After boiling the wort is largely free frommicrobial contamination. Some micro-organisms, primarily Bacillus sp. and otherthermophilic bacteria are able to form sporeswhich can withstand heat treatment,including boiling, and if present in the rawmaterials or the brewing water may persistinto the finished beer.
However beer does not support thesubsequent growth of these organisms.
Halting Enzyme ActionEnzymes rely on their three dimensionalstructure for their activity. Above certaintemperatures, (usually in the range of 50-75°C) the tertiary structure of the enzymebecomes denatured, and they lose theiractivity. By the time the wort has reachedboiling point there is usually no residualenzyme activity.
The continued action of enzymes after thenormal mashing programme will alter thefermentability of the wort, and hence in aprogrammed mash there is a final mashtemperature rise to between 76° and 79°C,which is sufficient to halt the malt enzymeactivity.
Concentration of WortDuring wort boiling water is driven off assteam, thus concentrating the wort. Theamount of water removed during the boil isdirectly proportional to the rate ofevaporation (and hence the amount of energysupplied) once boiling has been achieved.The efficiency will be affected by the designof the kettle, particularly the surface area.
Traditionally, high gravity beers, such asstrong lagers and barley wines had a longboil time, the major purpose being theevaporation of water to concentrate the wort.There are however other ways of achievinghigh gravity worts without excessive wortboiling:
• Parti-gyles- collecting different coppergravities.
• Sugar adjuncts – direct addition of extractto the copper.
• Weak wort recycling – recovering the weakworts from the lauter tun to be re-used formashing.
• Dewatering grains – where the extract left inthe grains is recovered and reprocessed formashing, sparging or to be added to thekettle.
• High extract wort separation techniques –such as the Mash Filter achieve highgravity worts and high extract efficiencies.
These techniques enable the production ofhigh gravity worts, while still maintainingbrewhouse yield without the use ofunnecessary heat for wort concentration.
Isomerisation of Bitter SubstancesDuring boiling the insoluble alpha acidextracted from hops are converted to a moresoluble iso-alpha acid. This reaction isaccelerated by temperature.
Isomerisation is a relatively rapid reactionwith production of over 90% of the wortbitterness occurring within the first 30minutes of boil. Maximum isomerisationusually occurs within 60 to 70 minutes of
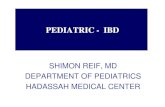
boiling andaccounts foraround 60% of thetotal alpha acidpresent. Iso alphaacid continues tobe lost during thefermentation andmaturationprocess and is lostin any foamproduced so thatthe finalconversion valueof alpha acid intoiso- alpha acid inthe beer is around40% (see Figure 1).
WORT BOILING
The function of wort boilingTechnical Summary 2
The second in this new seriesof technical summaries for
the Institute & Guild’s AME candidates.By Tim O’Rourke.
Figure 1 Figure 2

WORT BOILING
Removal of VolatilesDuring the evaporation stage of wort boilingundesirable volatile compounds are driven offwith the steam (see Figure 2).
The principal malt derived volatile lostduring wort boiling is DMS or dimethylsulphide which comes from lager malts andgives lagers a taste described as“sweetcorn”. It is produced by thermaldecomposition of S-methyl-methionine in afirst order reaction, with a half life of around 35minutes (see Figure 3).
The DMS released during boiling is rapidlylost through evaporation. However, thebreakdown of S-methyl methionine continuesduring the period between the end of boilingand wort cooling.
The DMS released is not lost and persistsinto the finished beer. It is, therefore, possibleto control the level of DMS by varying theduration of boil and whirlpool stage.
Methods of control DMS levels in beer:• use malt with low S- methyl methionine
levels.• long wort boiling time to decompose
precursor and vaporise DMS.• short whirlpool stand time to reduce
decomposition of the precursor.• rapid wort cooling – reducing the time the
wort is held hot.• use wort stripping after the whirlpool stand
to remove DMS.
(Note: not all DMS comes from the malt andsmall amounts are produced duringfermentation and by beer spoilage organisms).
It was found that by reducing the boiling timefrom 60 minutes to 45 minutes, with the samelevel of absolute evaporation, the survival ofDMS precursor increased by 16% for astandard wort corrected to 1039° originalgravity.
Hop volatiles (hop oils) are also lost duringwort boiling, and if present in too high aconcentration will contribute a bitter,
vegetable grassy flavour to the beer. Most ofthe hop oil volatiles are lost during a standard60 to 90 minute boil. Where late hop characteris required in beer, a small amount (up to 20%of the total hop charge) of selected aromahops can be added to the kettle 5 to 15minutes before the end of the boil.
The principal factors which effect theevaporation of volatiles include:
• Temperature of wort• Vigour of boil
• Surface tension• Condensation of volatiles in the
vapour stack• Thickness of diffusion path• Duration of boil
The kettle design will have a majorinfluence on the factors listed aboveand it is found that more late hop
character persists in gently agitated systemssuch as isometric kettle, than in more vigorousboiling systems with turbulent flow such askettles fitted with an external wort boilers.
Increase in ColourThe colour of wort increases during the boil.The reactions responsible for colourdevelopment fall into three broad categories:
• Maillard reaction between carbonyl andamino compounds (see Figure 4).
• Caramelisation of sugars, which is limited insteam heated coppers.
• Oxidation of polyphenols.
Oxidation during wort boiling increases thecolour particularly with oxidation of thepolyphenols, which also has the effect ofdecreasing the reducing power of the wort andbeer (see later).
Mash and wort produced with low oxidationproduces lower wort and beer with lowercolours and improved flavour stability.
Reducing Wort pHControl of pH throughout the brewing process,from brewing water to final package, isfundamental for product consistency. Wort pHstarts to decrease during mashing continuesto fall during wort boiling. The principal fall inpH is due to the reaction of Ca2
+ compoundswith phosphates and polypeptides to form aninsoluble compounds releasing H+ (hydrogenions) See Table 1.
At least half the calcium present in wort isprecipitated by the end of wort boiling. Hencesweet wort with a starting concentration of
100 ppm will produce beer with around 40ppm calcium.
To assist in the fall in pH extra calcium ionsin the form of calcium sulphate or calciumchloride are added to the kettle. An alternativemethod to decrease pH is through the directaddition of acids such as phosphoric orsulphuric acid which drop the wort pH.
In Germany, where the addition of mineralacid is prohibited under the Reinheitsgebotthe product of an acidified mash fermentationusing lactic acid bacteria is sometimes addedto the kettle to assist in dropping the pH andimproving beer flavour.
It is important to achieve the requireddecrease in pH (generally around pH 5.0) as iteffects wort and beer character, in particularthe fall:• Improves protein coagulation• Improves beer flavour in particular VDK
(diacetyl) reduction•Encourages yeast growth• Inhibits the growth of many other
contaminating organisms.• Lower pH results in poorer hop utilisation.• Lower pH results in less colour formation
Reducing Wort Nitrogen LevelsDuring the brewing process it is necessary todecrease the level of high molecular weightnitrogen, which comes from the malt, and ifallowed to persist can effect the pH, colloidalstability (chill haze and permanent haze), finingand clarifying properties, fermentation andtaste of the beer. Wort boiling is only one, if animportant stage, in the reduction of nitrogen,and the effect in reducing the amount of wortnitrogen (measured by the Kjeldahl method )for a standard boil at 100°C are shown below.
% Nitrogen removal after different boilingtimes for a standard boil
Time of boil (hrs) % nitrogen removal 0 0
0.5 5.4% 1 6.2%
1.5 7.7% 2 9.9% 3 10.4%
Ref: Hough, Briggs and Stephen “Malting andBrewing Science”
Because of the relatively small overallreduction in total nitrogen during wort boiling itis difficult to obtain consistent results evenfrom the same kettle with the same quality ofwort. (for example, over 9 samples fromindividual brews, a result of 1.9 ± 2.3 mg/100
18February 2002 • The BREWER International • www.igb.org.uk
Figure 3
pH of wort Before boil After boil
After 3 hours After 6 hours 6.06 5.69 5.46 5.63 5.39 5.22 5.09 4.99 4.96
Ref: Hough, Briggs and Stephen “Malting and Brewing Science”
Table 1: Changes in pH which can occur during wort
Figure 4

ml. was obtained at 95% confidence level).However, using a more specific test (gel
electrophoresis) it is possible to separate thenitrogen compounds by their molecularweight, to show that wort boiling is moreeffective at removing the higher molecularweight fraction, which is also the fractionresponsible for colloidal instability inpackaged beer (see Table 2)
The process of protein/polypeptidecoagulation involves the replacement of intraby inter molecular bonds, thereby increasingthe effective molecular weight of eachmolecule.
Aggregates of different molecular weightmolecules are built up during wort boiling as aresult of inter-molecular bonding, providedthat they are not disrupted by mechanicalshear. During the whirlpool phase, withsufficient time and momentum, theseaggregates continue to coalesce andsediment out as hot break.
The degree of protein and polypeptideremoved depends on the probability ofindividual molecules colliding and formingstable bonds during the boil, and this isdirectly proportional to the length and vigourof the boil for a given temperature.Traditional criteria used for evaluating efficientwort boiling are:
• Temperature of boil (usually just above l00°Cwhen boiling under atmospheric pressure).
• Length of boil• Evaporation % per hour
Traditionally conditions for wort boiling were a90 minute boil with a minimum of 10%evaporation per hour. However, because of theneed to reduce energy costs and to improve
brewhouse efficiencies shorter boiling timeswith lower evaporation rates are nowemployed; typical modern kettles operate witha 60 minute boil with between 5% and 9%evaporation.
A criterion not usually measured, but whichhas been shown to be of critical importance, isthe degree of agitation or vigour of the boil. Intraditional boiling systems the vigour or boilingintensity has been related to evaporation rate.If some other form of agitation through betterdesign of heat exchange, mechanical rousingor use of pumped or thermosyphoned systemis used, then additional agitation independentof the evaporation rate can be achieved.
This result is demonstrated in figure 5,which shows a similar decrease in the highmolecular weight nitrogen fraction throughouta boil under atmospheric pressure withdifferent evaporation rates, when the samelevel of agitation is supplied by an externalwort boiler.
These results suggest that, given adequateturbulence during the boil, the actual removalof the high molecular weight nitrogen fractionis a function of time and vigour, and can berelatively independent of evaporation rate foratmospheric boiling.
Vigour is only one feature of importance forcoagulation, since protein agglomeration isimproved by intense vapour bubble formation.The actual wort surface temperature, and theduration of the intimate contact of the wortwith the heating surface, may also be ofimportance.
Although it is often stated that it is desirableto remove as much protein/polypeptides aspossible, nitrogen compounds have animportant role in the quality and fermentationperformance of a beer and in providing foam
compounds andmouthfeel. Excessprotein/polypeptideremoval could lead topoorer quality product.
Extraction andprecipitation oftannins/ poly-phenolsSimple hop tannins andmost malt polyphenolsare soluble in boilingwort and moderatelysoluble in cold water.Tannins/polyphenolsare readily oxidised andpolymerise to give anincrease in molecular
weight. Tannin/polyphenols also combine withproteins to form protein/polyphenolcomplexes:
• Proteins which combine with oxidisedpolyphenols are insoluble in boiling wort andare therefore precipitated during the boil toform hot break.
• Proteins which combine with unoxidisedpolyphenols are soluble in boiling wort butprecipitate when chilled and can give rise tochill haze and cold break. The polyphenolsmay subsequently oxidise during beerprocessing and may produce colloidalinstability in packaged beer.
Unprocessed hops contribute around 40% ofthe total polyphenol content to boiled wort,however most hop polyphenols are removedas hot and cold break. The rest of thepolyphenols comes from the dry goods,(particularly the husk), and less polymerizedand hence less likely to be removed. Wortsdevoid of hop tannins give poorer wort clarityand have a lower reducing potential.
Producing Reducing CompoundsMalt and wort contain a number of reducingcompounds which if not oxidised during thewort production or processing stages canprovide the packaged beer with oxygenscavenging protection which may delay theonset of stale flavours and the rapidproduction of oxidised chemical hazes.
Many of these compounds come from theraw materials, such as tannins describedabove, but others such as reductones andmelanoids are formed during wort boilingthrough the condensation between sugar andamino compounds. Darker beers with highaddition of unprocessed hops tend to producethe greatest reducing power. Brewing systemswith low levels of oxidation tend to preservethe natural reducing compounds in the wort,which can persist into package beer and delaythe onset of ageing, improving colloidal andflavour stability.
Summary.Wort boiling is a poorly understood but crucialstage in the stabilization of wort and the beerderived from it. Changes in the boiling processcan effect the stability and quality of beer. ■
● Further Reading
1. Moll “Beers and Coolers”.2. Hough, Briggs and Stephen “Malting and Brewing
Science”.3. O`Rourke The Brewer 1994.5. Wilkinson R. Ferment p 397 Vol 4 No6 Dec 1991.4. Fitchett, C. S. et al. Pauls & Whites Brewing Room Book,
1992/93.5. Hudson, J. R. and Rennie, H. M.B.A.A. Technical
Quarterly, Vol. 9, No. 4.6. Zanglando, T. Brewers Digest, April 1979. Buckee G.K. et
al J.I.B. Vol 99, 1992.European Brewery Convention Manual of Good Practice– Wort Boiling and Clarification.
19The BREWER International • www.igb.org.uk • February 2002
Molecular distribution of proteins/polypeptides measured by gel electrophoresis
< 5,000 5,000 to10,000 10,000 to 50,000 50,000 to 100,000 > 100,000
Before boil 0.0336 0.195 0.101 0.0023 0.0029 After boil 0.0175 0.125 0.004 0.001 0.0 % removal 49% 32% 96% 95% 100%
Ref: Hough, Briggs and Stephen “Malting and Brewing Science”
Table 2: Effect of boiling on the molecular weight distribution of wort proteins
Figure 5.

45The BREWER International • www.igb.org.uk • March 2002
We live in an oxygen-richenvironment for it comprises21% of the air we breathe.Oxygen is chemically veryreactive and combines readilywith nearly all other elements.Elements reacting with oxygenare said to be oxidized. Oxidationreactions tend to be acceleratedby heat with the most vigorousreactions leading to combustionand burning.
Nearly all plants and animals require oxygenfor respiration with the removal of waste
gas, carbon dioxide. Oxygen is a keycomponent of organic compounds.
Biological systems in brewing.The malting process involves the germinationand partial growth of cereal seeds (usuallybarley). To survive these seeds have to live in anoxygen rich environment and the waste gasproduced during respiration has to be removed.Air is blown through the grain at various stagesin the malting process:• In barley storage air is blown through the grain
to prevent carbon dioxide build up.• During steeping the wet steeps are aerated to
keep the steep water saturated and to agitatethe growing barley. During the air rests insteeping air is usually sucked through the bedto bring in fresh oxygen and to remove carbondioxide.
• During germination humidified air is blownthrough the bed to vent carbon dioxide andkeep the piece cool.
• Once the green malt is kilned the living part orembryo is killed and the malt has no furtherneed for oxygen.
The other living organism used in beer is yeast.Although fermentation itself is an anaerobicprocess (occurs in the absence of air – seebelow), yeast cells require oxygen for growth
Anaerobic respiration:
Sugar ➔ Alcohol + Carbon dioxide + Energy (ATP)
Molecular oxygen is taken up by yeast at thestart of the fermentation and is used by the cellto synthesise sterols and unsaturated fattyacids which are essential components of theyeast’s membrane. The need for oxygen can beremoved if sterols (e.g. ergosterol) andunsaturated fatty acids (e.g. oleic acid) areadded directly to the wort.
In terms of releasing energy, aerobicrespiration is more efficient than anaerobicrespiration. However in yeast the temptation touse the available oxygen for aerobic respirationis suppressed through a mechanism described
as the Crabtree effect. In the presence ofglucose sugars (above 1% by weight) yeast(Saccharomyces spp) uses glucose to producealcohol and uses the oxygen to produce thenecessary lipid compounds.
The presence of insufficient lipid compoundswill lead to a defective fermentation due toinadequate yeast cell reproduction, which inturn will lead to:• Slow and sticking fermentations• Off flavours – e.g. poor removal of diacetyl and
acetaldehyde• Poor yeast crop in terms of quantity and
vitality• Low ester formation
Excess oxygen will lead to:• Rapid fermentations• Excessive yeast growth and hence beer
losses• Higher ester production – giving fruitier
flavoured beers
Oxygenating the wortWort is usually aerated in line on transferbetween the wort clarification vessel (whirlpooltank) through the wort cooler to the fermentingvessel prior to yeast addition.
Most breweries oxygenate the wort on thecold side after the wortcooler (see table below).
It is surprisingly difficult to get oxygen to dissolve inwater (or wort). There areseveral systems availablewhich include:• Aeration in the mid section
of two stage wort cooler to benefit from theturbulent flow conditions of a plate heatexchanger.
• Use of stainless steel and ceramic candles inthe cold wort line to produce micro bubbles.
• The use of in line static mixers to promoteturbulent flow
• The use of venturi systems which producepressure increase to forcing gas into solution.
In any system only part of the gas supplied isdissolved. A good aeration system should alsoinclude a measuring device appropriatelylocated sufficiently far from the injection pointso that it accurately measures the dissolvedoxygen and can feed back to control system.
The amount of dissolved oxygen requireddepends on the yeast strain and the originalgravity of the worts. Traditional ale and lagerworts were usually not collected higher than1045 (12% Plato) and required 6 to 8 ppmdissolved oxygen.
With high gravity brewing original gravitieshave increased up to 1080 (20% Plato) andrequire dissolved wort oxygen levels of 16 ppmor higher.
From the table below it can be seen it isimpossible to provide this level of dissolvedoxygen from air alone and pure oxygeninjection is used.
Oxidation reactionsOxidation and reduction reactions take place allthe time. Since we live in an oxygen richatmosphere products are continually beingslowly oxidised.
A molecule which loses electrons it is said tohave been oxidised. If one molecule loses anelectron then another molecule must acceptthat electron. The molecule which accepts theelectrons it is said to be reduced.
TECHNICAL SUMMARY
The role of oxygen in brewing Technical Summary 3
The third in this series oftechnical summaries for
the Institute & Guild’s AME candidates.By Tim O’Rourke.
Benefits from hot wort aeration Benefits from cold wort aeration Sterilises air Better oxygen solubility in cold Better mixing through wort cooler Lower risk of wort oxidation
Little oxygen is consumed due to chemical reactions with wort Lower risk of off flavours and instability
Limitations from hot wort aerations Limitations from cold wort aerations Lower solubility of oxygen Air must be sterile before addition Risk of wort oxidation Separate oxygen mixing system is required Some of the oxygen will be consumed through wort oxidation reactions. Risk of oxidised off flavours (garlic and staling) developing in the beer
Comparison of benefits between hot and cold wort aeration
Temperature (°C) Oxygen concentration (mg/l) 0 5 10 15 20 Saturated water 14.5 12.7 11.2 10.0 9.9 Saturated 12% Plato wort 11.6 10.4 9.3 8.3 7.4
Ref Moll – Beers & Coolers
Solubility of oxygen in water and in wort at different temperatures and at atmospheric pressure.

In this context oxygen is willing to acceptfree electrons and hence acts as an oxidisingagent, but in that process oxygen itself will bereduced.
Oxygen usually exists in a triplet state (3O2)and in this form is not very reactive. Oxygenhas to be activated by energy (light or heat) orcatalysed by metals (copper or iron etc) when itforms highly reactive radicals suchsuperoxides and hydroperoxyl radicals.
The radicals rapidly react with wort and beercomponents to produce oxidized compoundssome of which have an impact on the finalproduct e.g:• Flavour staling compounds particularly
carbonyls – for example trans 2 nonenal• Accelerated chill and permanent haze
formation through oxidation of polyphenols.• Increase of beer astringency through
oxidation of polyphenols• Increase in beer colour through oxidation of
polyphenols.
The proposed mechanisms for these changesis shown below.
Taken from: Kaneda H. et al MBAA TechnicalQuarterly 1999 No 1.
These oxidative changes are almost inevitable,and have a marked influence on the flavourand aroma of beer. The only control the brewerhas is to influence the rate at which thesechanges occur and hence the length of timethe beer can exhibit its optimum flavour profile.
Flavour changes observed in a typicalbeer due to oxidation over time.
Oxygen control and minimisingproduct oxidation.
Brewing materialsThe processing and storage of brewingmaterials have been implicated in promotingstaling There is particular reference in theliterature to the production of lipoxigenaseenzyme during malting which is thought toincrease the lipid content of the wort.
Possibly more important, is the role of rawmaterials is in providing compounds whichpromote staling such as lipids or providingcompounds which give reducing power toshield the wort and beer from oxidation.(e.g. compounds such as melanoidins andpolyphenols;)
BrewhouseMash and wort oxidation has been the subjectof considerable study and most of thebrewhouse manufacturers have designedbrewhouse operating and transfer systems tominimize the uptake of oxygen:• Mashing and mash transfer systems to the
bottom of the vessels• Sparge and lauter re-circulation systems to
introduce the wort below the liquid level.• Avoidance of systems with forced aeration
during boiling.All these designs reduce oxygen ingress.However by far the largest uptake of oxygencomes from the brewing water (in mashingand sparging) which unless de-aerated willcontribute around 30 ppm oxygen per kilo ofmalt mashed.
Brewhouse oxidation produces ameasurable increase in oxidised compounds(lipids and polyphenols) but it is not certainhow much this may contribute to ageing in thepackaged beer. Oxidation will use up thereducing potential in the mash and wort,producing beers with lower reducing potential,which would notionally be more prone to morerapid oxidation.
There are a number of contradictory articlesin the literature dealing with wort and mashoxidation. In many systems the wort or mashwas artificially aerated to produce anunnatural result. Research on a pilot scalelooking at mash oxidation by comparingnormal brewing (less than 40 ppm oxygen perkilo of malt mashed) with very reducedoxidation (1 ppm oxygen per kilo of maltmashed) did not produce beers with improved
flavour stability. However some processdifferences between the beers was noted:• A better lauter tun run off was obtained with
less oxidized mash with lower levels ofoxidised protein as a result of less disulphidebridging between the polypeptides. Oxidisedproteins polymerise by forming disulphidebridges (see Figure 3).
• Poorer beer foam performance wasobserved from the lower oxidised mash. Themash with less mash oxidation produced abeer with a higher reducing potential.
• Higher levels of oxidation increased thecolour of the wort and beer produced. Thebeer produced from mash with higher levelsof oxidation had lower beer polyphenolcontent (not at a significant level)
FermentationAir or oxygen is added just prior tofermentation to stimulate yeast growth. Liveactive yeast has a huge capacity to adsorboxygen and it is rapidly assimilated before anychemical oxidation can occur. At the end offermentation the green beer is totallyanaerobic and free from oxygen.
Beer ProcessingAfter fermentation beer is venerable tooxidation. While active yeast is still insuspension much of the oxygen can bescavenged. In the absence of active yeast,oxidation will occur leading to the stalingreactions described earlier. Measures must betaken to avoid oxygen ingress:• All tanks should be blanketed with inert gas
(carbon dioxide or nitrogen)• De-aerated water should be used to chase
through beer transfers.• All additions and dilutions should use de-
aerated water.• Flush all bends and fittings with de-aerated
water• Attention should be paid to prevent leaks at
pump surfaces, joints etc where air can gainaccess
• Pipework should be designed to be fullypurged.
• Processing large volumes of beer into largetanks helps minimise oxygen pick up.
• Automation should be used to turn offpumps when vessels and dosing pots runempty.
• Inert gas used to undercover flush ofcentrifuges
46March 2002 • The BREWER International • www.igb.org.uk
Fig 1. Proposed beer staling mechanism
Fig 2. Typical changes in flavourcharacter with ageing
Fig 3. Oxidation of proteins throughthe formation of disulphide bridges
Fig 4. How air can be trapped in abend with poor design
TECHNICAL SUMMARY

• Effective oxygen removal from de-aeratedwater.
Poor pipework design can lead to oxygenpickup (see Figure 4).
Through careful operation and good processdesigns oxygen pickup can virtually eliminated.Beer should be presented to the packaginglines with less than 50 ppb dissolved oxygen.
Packaging (small pack filling)Inevitably during small pack filling (bottling andcanning) a small amount of oxygen pick up isinevitable. Developments in packaging linedesign have been made to minimise exposureto oxygen:• Counter pressure filler bowl with inert gas • Flushing can or double pre evacuation of
bottles with inert gas• Fobbing control and gas flushing to reduce
air in head space• Packaging lines surrounded by inert gas
tunnels• The use of oxygen scavenging barrier crown
corks can provide protection againstoxidation,
With the latest technology designed to reduceoxygen pickup it is now possible to producebeers with less than 100 ppb total in packageoxygen. All Brewers should be capable ofachieving less than 500 ppb. total in packageoxygen.
Keeping the oxygen content down in thefinished product makes a very significantcontribution to delaying the onset of staling.
Anti-oxidantsThe brewer can also increase the anti oxidantcapacity of the beer. Providing the beer withcompounds, which compete with flavouractive compounds to be oxidised by theoxidising agents present:• As stated earlier raw materials have a
profound effect on the staling capacity of abeer. The use of dark malts and high hopgrists give beer better keeping qualities.
• Naturally conditioned beer has yeast presentin the final package and the yeast cells areable to scavenge residual oxygen picked upduring filling.
• Sulphur dioxide is an anti-oxidant producedduring fermentation. The levels of naturallyoccurring SO2 can be boosted duringfermentation by deceasing yeast growththrough:
Lower fermentation temperaturesReduced wort aerationReduced pitching rateReduced original gravityIncreased sulphate additions to the mashProducing bright worts
• Anti oxidants such as sulphur dioxide andascorbic acid (or sodium ascorbate) can alsobe added to the beer, usually prior topackaging. It is found that the two anti-oxidants added together is the most effectivemethod of use.
• Avoidance of metal ions, particularly iron andcopper will reduce the rate of oxidation. This
can be controlled through specifications onmaterials such as syrups and kieselguhr, andby diverting pre-coat liquors to drain to washthe filter bed out.,
Beer in TradeMost beer leaving the Brewery shows littlesigns of ageing. It is during storage in thesupply chain that flavour deterioration occurs.
Most light beers (Lagers and Pale Ales) showsymptoms of ageing within three months ofpackaging even though they are given anominal shelf life of 12 months, sometimesmore. The flavour stability of darker beers arebetter for the reasons listed earlier.
Process improvements make a significantcontribution to improving the flavour stability ofbeer in trade, but the major improvementscould result through better handling of beer inthe supply chain;• Does the beer have to have a 12-month shelf
life ? The supermarkets can turn perishableproducts around in a few days.
• The best before date gives limitedinformation about the product. One majorBrewer is now providing a packaging dateenabling consumers to judge the freshness ofthe beer.
• Cold / cool storage of beer in the supplychain reduces the rate of oxidation.
• If cold storage cannot be achieved then it iscertainly necessary to avoid warm storage.Beer held at 30°C will stale 25 times fasterthan the same beer held at 0°C.
However there is a note of caution. Not allconsumers dislike the “oxidized/stale “ tastesof beer. Many North American consumersassociate this taste with imported brands fromEurope and other areas and are less impressedwhen presented with the fresh beer!
MeasurementTo be able to control something it is necessaryto be able to measure it.
There are a number of reference methods inIGB list of recommend methods. Two methodsthat are commonly use in the industry are:• Shake out air methods use caustic soda to
adsorb the CO2 and measures the headspace air. This method cannot be used withnitrogen gas top pressure or mixed gascarbonation.
• The Indigo carmine method, where the indigocarmine dye reacts with oxygen to produce ablue colour.
• The platinum electrode which is capable ofdetecting oxygen in solution and is availablefor both laboratory and in line use.
The platinum electrode is the industry standardfor measuring dissolved oxygen in line and inthe laboratory (see Figure 5).
However “It is not the oxygen that we shouldmeasure …rather the impact of the oxygen”. Itis therefore necessary for Brewers to taste theirproducts through the shelf life to assess howwell the beer survives ageing.
SummaryOxygen has an impact throughout the maltingand brewing process.
It would not be possible to malt barley orferment wort without the contribution fromoxygen, and without oxygen we would not bearound to enjoy the beer either !
However, oxygen reacts with manycompounds present in mash, wort and beer,which have an impact on the final and keepingquality of the product.
There is still some disagreement over theimportance of oxidation of the mash and wortproduction, but there is no disagreement thatoxidation post fermentation is damaging toboth the taste and colloidal stability of thebeer. ■
● Further Reading1. Moll “Beers and Coolers”Prof Dr Annemuller G. et al Brauwelt InternationalVolume 19 April 2001 O`Rourke T Australia and NZ Institute of BrewingConvention March 1992 Prof Bamfort C. Brewers Guardian April 2000 Kaneda H. et al MBAA Technical Quarterly 1999 No 1.
47The BREWER International • www.igb.org.uk • March 2002
Fig 5. The platinum electrode

41The BREWER International • www.igb.org.uk • April 2002
Beer stability can be judged bythe degree to which a beertastes and looks as good at theend of its shelf life as it didwhen it was first packaged.Most customers “drink withtheir eyes”. They are often morewilling to accept a glass of beerwhich does not taste quite right,over a glass of beer which ishazy. Hence colloidalstabilisation is often considereda more important attribute thanflavour stability.
In the first article of this series (January2002) stability was related to both the
flavour and colloidal instability which canoccur in beer as a result of oxidationreactions principally during and afterpackaging. Through the use of moderncolloidal stabilisers it is possible to producebeer which shows improved colloidalstability. This article will cover themeasurement and prediction of colloidalstability.
When it comes to assessing colloidalstability of a beer for the duration of its shelflife there are three principal methods:
• ABSOLUTE ACCURACY: - keeping the beerat ambient and measuring haze at the end ofits stated shelf life (best before date – e.g. 12months)
• RELIABLE INDICATOR – using some formof accelerated ageing (forcing test) on thepackaged beer (e.g. 4 weeks at 37°C isequivalent to 1 months storage at ambient)and relating the date to absolute results.
• PREDICTIVE TEST – using a measurementusually related to the proteins or polyphenolcontent of the beer to predict the probablerate of production of haze and hence theshelf life.
Typically bright beer is packaged with anEBC haze of less than 0.8 units. The criticalhaze for stored beer is usually less than 2 or3 EBC units for beer at 0°C.
Keeping beer to the end of its shelf life toevaluate its colloidal stability is pointlessexcept as an assurance exercise but it isessential to calibrate rapid predictionmethods.
Accelerated ageing testsThese tests are aimed at stressing the beerusually by subjecting the beer to either hot orcold conditions to produce “accelerated”aging. Almost every brewing company has
its preferred method. A few are listed below:
European Brewery Convention (1963 method). The beer is held at 60°C for 7 days thencooled to 0°C for 24 hours and the hazemeasured.
Harp methodThe beer is stored for 4 weeks at 37°Cfollowed by 8 hours at 0°C and the hazemeasured. In this method forced hazedevelopment is equated to normal storagetime. One member of the consortium related1 weeks forced aging to 1 month of storageunder normal conditions, while anotherequated 4 weeks of forced storage to 6months of storage under normal conditions.
The forcing tests have to be correlated tonormal storage conditions as shown inFigure 1.
Fig 1: Correlation between forced haze andabsolute haze development.
Cycle tests – European BreweryConvention (1975 method) The beer is kept overnight at 0°C and thehaze read to establish the base line. The beeris placed in a heated water bath at 60°C andthen kept overnight at 0°C and the hazechecked again. This shows the rate of hazedevelopment and can be repeated overnumber of cycles.
Although these methods are faster thanthe absolute test, they still take a number ofdays to several weeks to complete, by whichtime the beer has been released and foundits way in trade. It is a reactive rather than aproactive test.
Predictive testsWhat every brewer would like is a test, whichcan predict the colloidal stability and
therefore the expected shelf life of the beer.There are a number of factors which
influence colloidal stability (see TechnicalSummary, January 2002), however givensimilar beer brands and brewery equipment,the principal variables will come from theprotein and polyphenol content of the beer.These are usually measured when predictingcolloidal stability.
Looking at the protein(polypeptide) content
Chilling test A sample of the beer is chilled below 0°C toas low as -8°C without freezing (often alcoholhas to be added) and left for 8 hours and chillhaze measured. The lower the chill haze thegreater the stability. The chill haze isprincipally the protein fraction.
Sensitive Protein – Titration with tannic acid Tannic acid is a “super” polyphenol whichreadily forms insoluble complexes withprotein. A given amount of tannic acid istitrated against a given volume of beer togive a haze measurement which relates to itsstability
Ammonium Sulphate Precipitation (SASPL)Saturated ammonium sulphate is titratedagainst a sample of beer where it forms aninsoluble precipitate with larger molecularweight polypeptides (m.w. 210,000). Theprecipitate drops out and once all theproteins have been removed, the haze startsto increase giving an measurement of theamount of high molecular polypeptides inthe beer.
Looking at the polyphenol content.
Titrating with PVP This is a nephelometric titration of solublePVP (polyvinyl pyrollidone) solution. PVP hasa similar structure to a protein molecule andreadily forms an insoluble precipitate withpolyphenols, particularly medium sizemolecular weight polyphenols often calledtannoids, which are know to be haze active.When the PVP is titrated in beer a haze isformed. This increases to a maximum andthen decreases by a dilution effect as PVPaddition continues. The peak value gives ameasure of the “tannoids” which can becorrelated with chill-stability.
High Performance Liquid Chromatography Polyphenols can be adsorbed on SephadexLH 20 and can be identified using 4-dimethylaminocinnamaldehyde as achromogen. The individual polyphenols canthen be measured directly.
These predictive tests can be used to
TECHNICAL SUMMARY
Technical Summary 4
The fourth in this series oftechnical summaries for
the Institute & Guild’s AME candidates.By Tim O’Rourke.
Predicting colloidal stability in beer

TECHNICAL SUMMARY
produce rapid results for beer prior topackaging, but the results have to becorrelated with actual storage data.
For best results the data should be set upper brand (product quality) and per brewery toreduce the amount of outside influencesdistorting the stabilisation results.
As well as predicting the potential shelf lifeof a beer, these methods are useful indetermining the optimum dosage rate of abeer stabilisation treatment. See figure 2.
Figure 2: Determining the optimum dose rate fora beer stabilisation treatment.
Automated measurementsTo help the brewer, some of the methodsdescribed above have been automated.
Tannometer This instrument measures the turbidity of aliquid sample in the range of 0 to 300 EBC inunits of 0.01 EBC. It works on transmitted lightat 510nm and the instrument can control thesample temperature including cooling it downto -8°C. The Tannometer can produceautomated results for:• Tannoid content• Chill haze• Sensitive Protein• SASPL
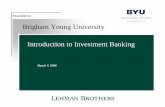
PT Standard Uses a series of specially developed reagentsto the measure the protein and polyphenolcontent of a beer through titration and theresults can be simply displayed on a computerallowing the brewer to see immediately therelative stability of his beer and decide whatfurther treatment – protein or polyphenol,could be used to achieve the required stability.See figure 3.
SummaryThere are a number of methods which can beused to predict colloidal stability and hencethe shelf life of a beer. The principle reactionsoccur between the protein and polyphenolfractions and hence the most consistentresults come by looking at the levels of bothfraction.
The test and storage data are usuallycollected under ideal (laboratory) conditions.
Packaged beer faces a much greaterextreme of conditions in the real world,particularly those in the export trade, and it isexport beers which are usually thoseconsumed near or at the end of their shelf life.
For those brewers anxious to deliver theirbeer to the consumer in prime quality they
must not only look at the predicted stability ofthe beer in the brewery, but consider thehazards the beer may be subjected to duringstorage and in the supply chain and takeappropriate remedial action.
● Further Reading
Tim O’Rourke: Beer Stabilisation BrewerInternational – January 2002.
Tim O’ Rourke et al: from poster presented at PerthConvention - Ferment June 1998 - p189.
Tim O’ Rourke: Back to Basics, Brewers GuardianFebruary 2000 - p29.
Jurgen Schneider: Opto-electronic regulations ofstabilisation inputs – Brewers Guardian July 2000.
M Moll: Colloidal Stability of Beer – Brewing ScienceVol 3 ed Pollock.
I. McMurrough I et al: Effect of PVPP dosage on theflavanoid content of beer and consequences for beerquality – Brew Digest 59 (10) 1984.
42April 2002 • The BREWER International • www.igb.org.uk
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
PT-STABILITY-INDEXP...PROTEINS T...POLYPHENOLS
Protein-Reagent P40/ Polyphenol-Reagent T-125
HIGH VALUE = HIGH COLLOIDAL STABILITY=LESS HAZE FORMING COMPOUNTS
INCREASE OF POLYPHENOL STABILITY
IN
CR
EA
SE
OF
PR
OT
EIN
ST
AB
ILIT
Y C B
BEER A PT- INDEX 8 : 16 Both,proteins and polyphenols are veryunstable Predominat: Unstable proteins BEER B PT-INDEX 95 : 80 Both,proteins and polyphenols are verystable, well balanced,extreme high stability
BEER C PT-INDEX 90 : 25 Extreme high protein-stability Low polyphenol stability BEER D PT-INDEX 30 : 95 Extreme high polyphenol stability Fair protein stability
BEER E PT-INDEX 35 : 45 Good stability for proteins and polyphenols
re 3
A
D
E
HIGH PROTEIN STABILITY
HIGHPOLYPHENOL STABILITY
HIGH PROTEIN andPOLYPHENOL STABILITY
BEER A PT- INDEX 8 : 16Both,proteins and polyphenols are very unstablePredominately unstable proteins
BEER B PT-INDEX 95 : 80Both,proteins and polyphenols are verystable,well balanced,extreme high stability
BEER C PT-INDEX 90 : 25Extreme high protein-stability Low polyphenol stability
BEER D PT-INDEX 30 : 95Extreme high polyphenol stabilityFair protein stability
BEER E PT-INDEX 35 : 45Good stability for proteins and polyphenols
PT-STABILITY-INDEXP...PROTEINS T...POLYPHENOLS
Protein-Reagent P40/ Polyphenol-Reagent T-125
HIGH VALUE = HIGH COLLOIDAL STABILITY=LESS HAZE FORMING COMPOUNTS
Figure 3: Predicting beer stability using PT standard.
BREWERTheInternational
The Institute & Guild of Brewing
OFFICIAL MAGAZINE
Make sure you stayon top of the
industry, scientificand educational
news and analysis.Order your own monthly copy of
The Brewer International.
It couldn’t be easier.
Simply call the Subscription Department on
+44 (0) 20 7499 8144 and start receiving your own
regular copy of the official magazine of the
Institute & Guild of Brewing.
Is this someone
else’s copy of
TheBreweryou’re
reading?
www.igb.org.uk

TECHNICAL SUMMARY
26June 2002 • The BREWER International • www.igb.org.uk
The reasons for wort boilingwere covered in TechnicalSummary No 2 published in theFebruary edition of The BrewerInternational. This featurecovers the methods used toachieve wort boiling.
Wort boiling has the highest energyrequirement of any of the brewing
processes. It can account for as much as 60%of the total steam demand of the brewery(depending on the type of packagingoperations). It is therefore hardly surprisingthat a great deal of effort has gone in toreducing energy consumption and recoveringenergy from boiling.
Wort Boiling Plant Fig. 1
Traditional direct fired kettles Fig 1Traditionally, wort was boiled in direct-firedkettles, often made of copper, since this metalhas particularly good heat transfer properties.
Because the heat source was localised atthe bottom of the kettle, it restricts the volumeof wort which could be boiled at any one timeto a maximum of 200 barrels (330 hectolitres)which probably explains why traditionalbreweries with larger brew-lengths usednumber of separate smaller size kettles.
The principal disadvantage of traditionaldirect peat or coal fired kettles are that theyare relatively inefficient in heat transfer andtend to be labour-intensive. The heatingsurface of the copper becomes very hot andtends to promote caramelisation and burningof the wort, requiring frequent cleaning usuallyevery 2 to 5 brews to ensure effective heattransfer is maintained. High evaporation rateswere required to produce sufficient vigour orturbulence in the boil and typical boils wouldtake over 90 minutes with an evaporation rateover 10% per hour.
Kettles with Internal Heating Systems Fig. 2The advent of steam coils and internal heatingsystems allowed the production of largerkettles, as it enabled the designers to provide
a larger heating area and, because it wassurrounded by the wort, the heat transfer wasmore efficient.
In many designs the heaters were uprightand located in the centre of the kettle to give aturbulent boil. Some of the kettles also includebase steam coils for preheating the incomingwort, and to avoid the creation of dead spotswithin the kettles.
The disadvantage of internally heatedkettles is that the heaters tend to be difficult toclean with conventional CIP, and were oftenmanufactured from copper, which is dissolvedby caustic cleaning.
The internal coils in particular are prone tocorrosion, which can result in steam leaks in tothe boiling wort which are difficult to detectand repair. Because wort circulation relies onthermal currents within the kettle theturbulence over the heating surfaces issometimes limited, resulting in wortcaramelisation, which requires more frequentcleaning to ensure effective heat transfer ismaintained.
Kettles with external heating jackets Fig. 3To overcome the difficulties with cleaninginternal heaters, kettles with external heatingjackets were designed. One of the mostprolific designs was the SteineckerAsymmetric Kettle. They are generally made ofstainless steel and achieve a rolling boilthrough the location of the heating jackets onone surface.
They suffer from similar problems to thedirect fired kettles in achieving effective heattransfer, with the higher volume kettles beingrather long and thin. They require mechanicalpaddles to achieve the necessary agitation for
a satisfactory boil. This design overcomes thecleaning problems of the kettles with internalheaters, and has a lower tendency to foul, butit still requires cleaning every 6 to 12 brews toensure effective heat transfer is maintained.
These kettles are also prone to fobformation during boiling and often use a coldair draught over the wort surface and anextractor fan to keep fob under control.
Kettles with External Wort Boilers Fig. 4A more modern design uses an external heater(external wort boiler) which takes the wort outof the kettle and passes it through a shell andtube or plate heat exchanger for heating.
These wort boilers achieve high heattransfer through two phase flow and nucleateboiling, and operate at low steam pressure (at3.0 to 3.5 bar) to heat the boiler.
In these kettles vigour can be introducedmechanically, by wort circulation, and theclassical 10% evaporation/hour with a 90-minute boil, can be reduced to 5% to 6%evaporation/hour with a 60-minute boil withoutloss of wort/beer quality. This represents aconsiderable saving in energy.
These kettles have other advantages overinternal heaters since pre-heating can startonce 15% of the total kettle contents havebeen collected, allowing the kettle to boilimmediately it is full, thus improving vesselutilization.
Since low pressure steam is used, the rateof fouling is decreased, allowing more brewsto be processed between cleans. Typicalinstallations can process 16 brews betweencleans and this number can increase up to 32brews. This decreases brew house downtimethus improving throughput.
There are some hybrid kettles which use aninternal heater but also recirculate the wortthrough an external pumped loop to improvemixing and increase the vigour of the boil.
One of the negative aspects of external wortboiling involves having to pump the wort,where shear forces may damage the flocformation (trub or hot break particles). Inappropriately designed installations thisproblem can be resolved by using the naturalcirculation of the thermosyphon effect. Theboiler has to be primed during the pre-boilstage using a small circulation pump.
Once boiling is achieved the circulationpump can be by-passed and the wort willcirculate due to the energy and change ofstate resulting from the density changebetween incoming wort to the boiler at 98°Cand the outlet wort and vapour from the boilerat around 105°C.
Overpressure Wort BoilingBoth the internal and external boilers can beoperated with an increased over pressureduring the boil usually up to 1 bar.
This elevates the boiling temperature to
Technical Summary 6
By Tim O’Rourke
The sixth in this series oftechnical summaries for
the Institute & Guild’s AME candidates.
The process of wort boiling
Figure 1:Direct fired
copper
Figure 2: Steam heated kettle

27The BREWER International • www.igb.org.uk • June 2002
around 106° to 110°C, which has the effect ofaccelerating the various wort reactions, andallows the boiling time to be reduced. At theend of boil the excess pressure is releasedallowing the escape of the volatilecompounds.
Over pressure kettles are often operatedwith some form of vapour recovery energysystems. The advantage claimed from thissystem is that it allows a shorter boiling timeand lower evaporation rates than might beconsidered necessary in a conventionalboiling system.
Combined wort boiling and stripping(Merlin) Fig.5Merlin is a more recent development whichuses a form of external wort boiling to boil thewort and then to strip out the volatiles after thewhirlpool stand.
Wort is pumped from the collection vesselacross a conical heating surface, which is fedwith live steam at 0.6 to 1.5 bar, thus giving asteam temperatures of the order of 110°C. Theboiler is supplied with a large heating surfacearea – about 7.5 sq.m per 100 hl of wort.
The heater operates by providing a largeheating surface covered by a thin film of wortallowing gentle boiling and rapid elimination ofaroma compounds. The system is able toproduce good quality worts with 4%evaporation in 40 minutes.
To strip any addition unwanted aromacompounds formed during the whirlpool standthe clarified wort from the whirlpool is passedover the heating cone on the way to wortcooling. This provides approximately anadditional 1% evaporation. See Table 1.
Continuous high temperature boiling Fig. 6An efficient way of reducing energy demands isto use continuous wort boiling, where theenergy used for boiling is used for heating upthe incoming wort in a multistage process. Theprocess operates as follows:● The wort from the lauter tun, feeds into a
holding vessel where hop additions can be
made. ● The wort runs through a specially developed
three stage, reverse flow heat exchanger andis heated to approximately 135°C
● The temperature is held for approximately 1.5to 2.0 minutes in holding tubes.
● The wort is held constant at 135°C byregulating the flow rate at the inlet to the firstof two adjoining separators.
● As the wort flows into the separator, thepressure is lowered to a set level. Thisenables the wort to boil and evaporate.
● The latent heat (enthalpy) in the vapour isgiven up in the separators and is reused inheat exchangers I and II. Only heat exchangerIII is heated with fresh steam (or hot water).
● The wort from separator II runs through abooster pump to one of three whirlpool-casting vessels. The effective volume of thewhirlpools should be approximatelyequivalent to the capacity of one hourthroughput from the boiler.
● Each pair of whirlpool vessels are filledalternately. As one is emptied and cleanedthe other is available to receive the wort.
The higher boiling temperature of 135°Caccelerates the chemical processes of:● Isomerisation of the hop alpha acids● Coagulation of the high molecular weight
nitrogen compounds which are temperaturedependent and are completed in 1.5 to 2minutes.
An effective evaporation of around 7% isrequired to remove the undesired aromacomponents. Continuous wort boiling allowsthe steam demand of the brewhouse to bemaintained at a constant level, thus avoidingthe peaks resulting from batch heating orboiling of the wort.
Heat recovery is very efficient, requiring onlyprime energy input to compensate for thedifference between the wort inlet and outlettemperatures and minor heat losses from theheat exchangers.
However, continuous wort boiling is difficultto manage with a number of different wort
streams, and a number of brewers stillreservations over quality.
Wort strippingOne of the principle functions of wort boiling isto remove unwanted volatiles such as hop oilsand DMS (dimethyl sulphide) which come fromthe raw materials. Stripping of volatiles canoften be the rate determining step for wortboiling and any reduction in boiling time orevaporation rate will have an adverse effect onthe level of volatiles remaining in the beer.
Similarly some volatiles, DMS in particular,continue to be formed in the hot wort afterboiling is completed and the levels build up inthe wort prior to cooling.
The removal of unwanted volatiles afterboiling can be split into two stages:● The first stage takes place in a conventional
wort kettle, where the wort is boiled or heatedto boiling point and the volatiles are removedwith the water vapour evaporated,
● The second stage occurs after wortclarification and before wort cooling, whenthe volatiles are stripped from the wort in astripping column. The wort leaving thestripping column has the same or even alower level of undesired wort aromacompounds compared to a conventionallyboiled wort.
Wort stripping should take place after (hot)wort clarification (e.g. whirlpool) and wortcooling. In the normal process wort volatilescontinue to be formed after the end of wortboiling during the hot wort stand (clarificationand cooling). However, in the absence ofevaporation, they are no longer eliminated.Wort stripping is an effective method ofremoving some of these volatile substances.
The Merlin wort boiling system offers a wayof stripping the volatiles after the whirlpoolstand.
Factors affecting boiling efficiencyWort boiling relies on the efficient transfer ofenergy from the heating source in to the wort.The efficiency is influenced by a variety ofdesign characteristics such as:• heating area• material of construction • steam pressure (which directly relates to
temperature).Traditional kettles were made from copper(hence their name) and copper has a muchbetter heat conductivity than stainless steel(the current preferred material of construction)see Table 2.
However as each brew is boiled smalldeposits of caramelised wort along withprecipitated mineral from the hardness in thewater are deposited on the heating surfacebuilding up a fouling layer, which acts as abarrier to heat transfer. This fouling layer has amuch greater effect on heat transfer than anymaterial of construction and is the principalresistance to heat flow. The formation offouling on the wort side of the heater results ina steady fall off in heat transfer with each brewwhich can be followed by a decrease inevaporation. See Figure 7.
Figure 3: Jacketed Asymmetric Kettle
Wort boiling Time (mins) Flow rate (hl/h) Steam Pressure (bar) Evaporation rate (%)
Heating up 40 650 1.5 1 Boiling 40 500 1.1 2 Whirlpool rest 15 - - - Stripping 50 120 1.2 1
TABLE 1: COMBINED WORT BOILING & STRIPPING – TYPICAL OPERATING CONDITIONS
Figure 4: Externalwort boiling withThermosyphon

TECHNICAL SUMMARY
28June 2002 • The BREWER International • www.igb.org.uk
The key factor in reducing fouling include: • Soft water (ie; low hardness/ carbonates)• Whole hops (rather than pellets or extract)• Lower wort original gravity• Low differential heating temperature (hence
moderate heat flux)• Avoiding excessive energy input, especially
short term peaks• Thorough mixing of liquid adjuncts prior to
entering the heater• Turbulent nucleate boiling (rather than film
boiling).It follows for any kettle processing more thanone brew between cleaning, and boiling to aconstant time, there will be a difference inevaporation rate between the first and the finalbrews.
To ensure a constant evaporation isachieved, some systems control wort boilingby the mass of steam delivered. This can beintegrated so that it is evenly supplied throughthe allotted boiling span by means ofproportional steam control value, thusensuring that the evaporation rate is constantregardless of copper volume.
Other systems control evaporation rate bythe increase in original gravity or decrease inwort volume, or a combination of bothsystems.
Reducing the energy consumptionduring wort boilingAll the sensible heat supplied to heat theincoming wort from lauter transfer (around78°C) to boiling (at just over 100°C) will be
recovered fromwort coolingthrough the heatexchanger orparaflow.
It is generally theenergy supplied toevaporate thewater (plusvolatiles) from thewort which is notso easily recovered. The best way to reducethis energy demand is not to use it in the firstplace, and there has been a gradual reductionin evaporation rates from 10 to 12% per hourfor a 90 minute boil (amounting to a total of 15to 16% evaporation per hour) to 5 to 6%evaporation for 60 minutes. This has beenbrought about by designs and process controlchanges detailed above.
There are a number of ways in which thebrewer can recover or re-use the energy usedduring evaporation.
A number of heat recovery systems producehot water and the effectiveness of the systemdepends on the brewery being able efficientlyto utilise the low grade hot water recovered.
The typical schemes used recover the latentheat of evaporation from the wort boilingprocess may be grouped into three types:
1. Recovery of energy for use outside thebrewhouse, e.g., either by a simple condensersystem exporting hot water or usingabsorption refrigeration;
2. Recovery ofenergy for use in thebrewhouse, e.g.,using hot water froma vapourcondenser/energystore system for wortpreheating prior towort kettle;3. Recycling energywithin the wort boiling
process using either mechanical vapourrecompression (MVR) or thermal vapourrecompression (TVR).
SummaryWort boiling has the highest energy demand ofall brewing operations, and hence has beensubject to considerable research into ways ofreducing its energy consumption. The primeenergy used to heat the wort to boiling point isrecovered through the wort coolers for re-usein brewing.
It is the energy used to evaporate the waterwhich is more difficult to conserve. Over thelast three decades evaporation rates havefallen by a factor of three, through betterprocess operations and improved kettledesign. The opportunity for further decreasesno longer exists and brewers are looking atways of recovering the energy used inevaporation and either recycling it in theboiling process or using it as a source ofenergy for other processes in the brewery. ■
● Further Reading1. Moll “Beers and Coolers”2. Hough, Briggs and Stephen “Malting and
Brewing Science”3. O`Rourke The Brewer 19944. Wilkinson R. Ferment p 397 Vol 4 No6 Dec 19915. European Brewery Convention Manual of Good
Practice – Wort Boiling and Clarification.
Figure 5: Wort boiling combinedwith wort stripping ( Merlin system)
Figure 6: Continuous wort boiling system.
20°C 100°C 200°C 300°C
Copper (pure) 396 379 374 369 Ferritic Stainless Steel 25 25.5 - 27.5 Austenitic Stainless Steel 16.3 17 17 19
TABLE 2: THERMAL CONDUCTIVITY k FOR DIFFERENTMATERIALS OF CONSTRUCTION (W/m°C)
FIGURE 7: FALL OFF IN EVAPORATION WITH SUCCESSIVE BREWSBETWEEN A CLEAN
% evaporation from a standard boil for each brew as measured from theweight of steam supplied. Source: O’Rourke – The Brewer 1984.

10Volume 2 Issue 7 2002 • The BREWER International • www.igb.org.uk
First impressions count. Mostconsumers drink with theireyes and appearance is oftenmore important than taste.
When ordering a pint the consumer willjudge the beer by:
• Clarity
• Colour
• Foam
Beer is a supersaturated solution of gas. Inthe case of lager this is carbon dioxide, butin the case of ales may be a mixture ofcarbon dioxide and nitrogen gas. When thebeer is poured out (either from a bottle ordraught) the gas bubbles break out fromsolution and rise to the top of the glass. Thiseffect is called “tracing” and many beerglasses have roughened bases inside theglass, which act as nucleation sites, toencourage tracing.
The foam in beer is generally consideredto be the head on the top of the glass. Thereare also other important visual effects fromthe foam adhering to the side of the glasscalled “Cling” or “Lacing”. This effect isparticularly noticeable in beers, which formlarger heads and have better foamperformance.
In mainland Europe most draught beerscan be served with large heads withoutattracting the wrath of Weights andMeasures. Unfortunately in the UK the pintglass is a legal unit of dispense and unlessover-measure glasses are used, this limitsthe amount of head permitted on a glass ofdraught beer.
When considering beer foam it isnecessary to look at two complementaryconditions in order to ensure a satisfactoryfoam performance:
• The head formation, which is the ability ofbeer to form a head when poured.
• The head retention, which is the ability ofbeer to retain a head once it has formed,after dispense.
It is necessary to have adequate headformation in order toensure sufficient foamremains during theconsumption of thebeer.
In some marketsbottle beer is drunkdirectly from the bottleand head has no impacton the qualityperceptions of thesebeers.
The structure ofbeer foamThe formation andbreakdown of beer foamoccurs in four stages:
• bubble formation
• drainage
• coalescence
• disproportionation.
Bubble formation occurs where bubbles areformed from a supersaturated beer atnucleation sites in the glass. Gentle pouringand low beer surface tension encourage theformation of smaller bubbles, whichproduce more stable “creamy” type foam.
After bubble formation drainage of beerfrom the foam by gravity starts to occur andthe bubbles start to shrink and collapse.The rate of drainage can be reduced byfactors such as small bubble size, theamount of hydrophobic interactions,reduced surface tension, and increasedliquid viscosity.
Other components, such as lipids fromfood or brewing materials, dirty glasses andsome cleaning fluids disrupt the bubble filmcausing the foam to collapse.
The final stage in foam collapse is due todisproportionation when the gas fromsmaller bubbles, which is under higherpressure, diffuses into the larger bubbles,which is under lower pressure, creating
Technical Summary 7
By Tim O’Rourke
The seventh in this series oftechnical summaries for
the Institute & Guild’s AME candidates.
Getting a head
Photo 1: Normal Beer Foam in a lager beerfrom CO2 the bubbles are larger and more
open.
Photo 2: A tight crisp foam on an ale which hasboth nitrogen gas and CO2 producing a much
creamier head.
Photo 3: Foam sticking to the glass after thebeer has been drink is called Cling or Lacing.
FIGURE 1: EFFECT OF HYDROPHOBIC PROTEINS INREDUCING SURFACE TENSION
TECHNICAL SUMMARY

11
Dalkia ad
CD at Holbrooks25/6

PRODUCTION
12Volume 2 Issue 7 2002 • The BREWER International • www.igb.org.uk
larger “bladdery” bubbles, which collapsemore quickly.
Nitrogen is less soluble in beer thancarbon dioxide and hence the bubble size issmaller. This means that disproportionationis slower for beers with mixed gas givingthe “creamier” appearance and better foamstability.
Factors which improve foam performanceAnything which encouragers the formationof gas bubbles and gas breakout improvesthe stability of the gas bubbles and willconsequently improve the presentation andfoam stability of the beer.
The presence of dissolved gasBubbles have to be created in order to forma head. This requires a minimum level ofdissolved carbon dioxide or mixed gas(mixed carbon dioxide and nitrogen).Typical values are:
• Lager beers – between 5 and 6 g/l carbondioxide
• Ales – (usually but not always lower) atbetween 2.5 and 5 g/l. The carbon dioxidecontent is often supplemented by 15 to 20ppm nitrogen gas for mixed gas dispense.
Bubble formation will also be influenced byexternal factors such as temperature. Thesolubility of carbon dioxide in particularincreases with a decrease in temperature,and hence beers dispensed at lowtemperatures (for example very cold lagerdispense ) will produce less foam unless thecarbonation level is increasedproportionately.
Foam stabilization by reducing surface tensionThe main factor which reduces the surfacetension in the foam and stabilizes thebubbles is hydrophobic (water hating)protein or polypeptides. These hydrophobicproteins come from the raw materialsprincipally the malt (see figure 1).
Only a small proportion of the maltderived protein is responsible for foamstabilization. The balance of the protein isused as yeast nutrients (amino nitrogen) orcan cause colloidal instability (chill andpermanent haze). Considerable researchhas been carried out to identify the exactfraction of protein responsible for improvingfoam stability.
Foam-positive proteins can be dividedinto two fractions based on molecularweight:
• high molecular weight (HMW, 35–50 kDa)fraction containing mainly protein Z 23
• low molecular weight (LMW) fractioncontaining LTP1 (lipid transfer protein 1)and a mixture of hordein and glutelinfragments.
These proteins form aring around eachbubble reducing therelative surface tensionand stabilising thefoam.
Factors whichincrease the amount ofthese proteins in thepackaged beer and willsubsequently improvethe head retention :
• Grist with malt madefrom high nitrogenbarley and all maltgrist will contributeincreased nitrogen tothe wort.
• Poorly modified malts have less proteinbreakdown resulting in worts with higherprotein content.
• It is necessary to avoid excessive wortboiling or excess use of kettle finingswhich increase the amount of proteinremoved as hot and cold break.
• Every time the beer foams it uses upsome of the precious foam stabilisingproteins, which are left behind as a cruston the vessel walls. Avoiding beerfobbing during boiling and all subsequenttransfers reduces the loss of foamproteins and ensures more continue intothe packaged beer.
• Protein compounds can also be lostduring processing through maturationand tight filtration. Care in these areas willimprove foam potential.
• Foam proteins are susceptible tobreakdown by proteolytic enzymes,which can come from the yeastparticularly if the yeast has been stressed(old yeast or poor yeast handling) andthese along with any other proteasesadded can seriously reduce the foampotential of the beer.
• It is reported that there is a greater loss offoam potential in a beer brewed at highgravity when compared to the similarproduct brewed at sales gravity. It hasbeen shown that foam potential proteinsare lost more readily from higher gravityworts. Currently there is no simpleexplanation for this observation.
In addition to the hydrophobic proteins,iso-alpha acids from the hops also exhibithydrophobicity and hence make animportant contribution to foam stability.The hops are thought to help bridgebetween the bubbles adding additionalsupport.
Some brewers use reduced hopcompounds to improve foam stability.
Reduced hop compounds such as tetra-iso-alpha acids are made fromhydrogenating the double bonds in iso-alpha-acid.
As well as giving the hop compoundprotecting against break down under ultraviolet light it also makes the molecule morehydrophobic, thus increasing its foamstability when compared to standard iso-alpha acid.
Factors which produce poorer foam performanceIt follows that anything (including gristcomposition), which has an effect onreducing the level of proteins and iso-alpha acid, will tend to produce beers withpoorer foam performance.
However, the foam potential can also bereduced by the process conditions, forexample excess foaming during transfers,which will reduce both protein and hopcompounds and through the effects ofprotease enzymes, which will breakdownthe foam proteins.
Lipids, grease and detergent aredetrimental to foam performance. Lipidscan form a wall around the bubblespreventing the stabilising action ofhydrophobic proteins and iso-alpha acids,thus increasing the surface tensioncausing the foam bubbles to collapse.
The fatty compounds can be picked upduring the brewing and dispense process,with one of the most common areas beingpoor quality glass washing.
Beer contains a lipid binding protein,which comes from the raw materials andhas the ability to reduce lipid induced foamcollapse.
However, many brewers chose to addpropylene alginate glycol (PGA) as aprocess aid, which binds to bubble wallsand protects them from penetration bylipids.
The measurement of foam stability There are two principle methods used forevaluating head performance:
DETERMINATION OF HEAD RETENTION BY THE RUDIN METHOD

13The BREWER International • www.igb.org.uk • Volume 2 Issue 7 2002
Determination of Head Retention by RudinPrinciple: it measures the length of time ittakes for the foam from gassed up beer tocollapse between two set points in a narrowtube.
Method: Degassed beer is placed in anarrow tube and CO2 is introduced into thebottom of the tube. The beer is gassed upto form a foam head until a pre-set line isreached. The speed with which the foamcollapses between two marked points ismeasured.
Standard: A satisfactory head is one thatlasts for longer than 90 seconds by Rudinmethod. This method is better at measuringthe foam potential of the beer rather thanthe actual performance of the beer in tradesince it introduces its own level ofcarbonation.
Advantages• It measures beer intrinsic ability to foam –
i.e. foam potential.
• It eliminates the variations due tocarbonation and as a dispense gasbecause CO2 used to produce foam.
Disadvantages• The narrow glass tube has large surface
area to volume ratio and is notrepresentative of the performance of thefoam in a beer glass.Since additional CO2is added it does not truly reflect the actualperformance of the beer in trade.
Determination of Head Retention by NibemPrinciple: it measures the time taken for thesurface of foam to collapse by 10mm,20mm and 30mm using conductivity.
Method: A standard pour is used to pourthe beer into a glass. A movable platecontaining three electrodes is lowered so
that it just rests on thesurface of the beerfoam. As the foamcollapses the signalreceived by theelectrodes reduces.The plate moves downto maintain contactwith the foam. Themore rapidly theneedles move down tomaintain contact, theless stable the foam.
Standard: Asatisfactory head isone that lasts morethan 260 – 280seconds by Nibem.Since no additionalgas is added this
method will give an indication of theperformance of the beer foam in trade.
Advantages• measurement gives a better indication ofprobable foam performance under realdispense conditions.
Disadvantages• can be difficult to get reproducible results.
• susceptible to drafts and temperature.
Although these are the most commonanalytical methods used for measuringfoam performance there are a myriad ofother methods proposed and used tomeasure both foam collapse and assesslacing on the glass.
Many of the methods rely on visualassessments of the foam for both headretention and cling.
More sophisticated systems usecomputer and video camera technology orinfrared analysis to automate the visualobservations and to reduce the subjectivityof the methods.
Summary of the key factorsaffecting foam stability Anything which encouragers the formationof gas bubbles and gas breakout andimproves the stability of the gas bubbleswill improve the presentation and foamstability of the beer.
The following factors are important whenproducing the best foam on a beer:
• The beer should have sufficient levels ofdissolved carbon dioxide or gaseousnitrogen to produce a good foam head
• The dispense temperature should besufficiently warm to allow normal gasbreakout.
• Small bubbles are required for the besthead retention.
• Good quality malt with total soluble
Nitrogen of between 0.5 – 0.75% ensuressufficient amounts of hydrophobicproteins are present in final beer. An allmalt grist with low malt modification withthe addition of wheat or barley willincrease the level of hydrophobicproteins.
• Higher bitterness will increase the iso-alpha acid concentration, which helpsfoam stability. Better results are achievedif part of the iso-alpha acid is replacedwith a reduced version such as tetra-iso-alpha acid to between 3.5 - 5 ppm).
• Care is required in the brewhouse to avidexcessive breakdown of proteins duringmashing or loss as hot and cold break.This requires the use of appropriatetemperature and pH conditions for mashto allow survival of sufficient amounts ofhydrophobic proteins.
• Care must be taken to avoid fobbing asthis will result in the loss of bothhydrophobic proteins and iso-alpha acids.
• Yeast handling and removal of tankbottoms is a priority to prevent yeaststress and the leaking of proteaseenzymes, which can damage foam.
• Better foam stability is obtained withbeers brewed at sales gravity over thosebrewed at high gravity. Higher alcoholproducts (those with more than 7 or 8%alcohol by volume) tend to have poorerfoam performance.
• Addition of propylene glycol alginate tocombat the negative effects of fattycompounds.
• Good foaming beers can easily be ruinedin trade. Good line cleaning and wellrinsed glasses with approved glass rinsechemicals are required to avoid the risk ofgrease or detergent getting into beer. ■
● Further Reading
1. Moll Beers and Coolers.2. Hough, Briggs and Stephen Malting and
Brewing Science.3. Evan Evans et al Institute of Brewing Asia
Pacific 26th Convention, Beer Foam: Not JustFroth and Bubble.
DETERMINATION OF HEAD RETENTION BY THE NIBEM METHOD

21The BREWER International • www.igb.org.uk • Volume 2 Issue 8 2002
pH is the measure of aciditywhich is the concentration ofhydrogen ions H+ in solution.Water naturally dissociates intoits ionic components at a verylow level to produce hydrogenions H+ and hydroxyl ions OH-.
Understanding the factorsThe ratio of the concentration of the products([H+] and [OH-]) to the concentration of thestarting material (H2O) is given by theequilibrium constant Kc which is expressedas:
Kc = [H+(aq)]aqm x [OH-(aq)]aqm
[H2O (l)]aqm
Since the concentration of water is constant,[H20 (l)]aqm can be incorporated into amodified equation constant Kw, where:
Kw = [H+(aq)]aqm x [OH-(aq)]aqm
Kw is called the concentration product ofwater and at 20°C (which is 298°Kelvin) Kw isequal to 10-14. mol-2 l-2 . In pure water eachwater molecule dissociates to give to give oneH+ and one OH- ion, hence at 20°C :
[H+(aq)] = [OH-(aq)]
since Kw = [H+(aq)] x [OH-(aq)]
then substituting for [OH-(aq)]
Kw = 10-14 = [H+(aq)]2
[H+(aq)] = 10-7 mol/l
In 1909 the Danish Scientist Sorensen deviseda simple numerical scale, the pH unit, which isthe negative log10 of [H+]. In a neutral solutionwhere the H+ = 10-7 then the - log1010-7 = 7,so the pH is 7.0 units.
With pH 7 as the neutral, then decreasingvalues from 7→ 0 means the concentration ofH+ ions increases and the solution becomesmore acidic. Conversely as the pH valueincreases from 7 → 14 the levels of H+ fall andthe solution becomes less acidic or morealkaline. See Figure 1.
The negative log scale is also useful formeasuring the hydroxyl ion [OH-]concentration:
pOH = - log10 [OH-]
Knowing this, we obtain the following usefulexpression:
pH + pOH = -log10 KW = 14.00
Since the pH scale is logarithmic, the intervalsbetween each whole pH unit is not equivalent.pH units are usually given as mol/l which isalso equivalent to µg/l and ppm. For simplicitythe units will be shown as ppm. The effect ofthe logarithmic scale is shown in Table 1.
Measuring the acidity or pH of a wort and beerBeer along with most beverages is acidic (i.e.with a pH below 7.0). Typical pH for thebrewing operation for a standard lager isshown as follows:
Brewing water pH 7.0 (neutral)Mash pH 5.6 ±0.2Boiled wort pH 5.4 ±0.2At end fermentation pH 4.0 ±0.2
However as explained above the scale islogarithmic and hence the range of hydrogenions H+ is much greater for the finished beerthan it is in the boiled wort.
• For wort with a pH of 5.4 ± 0.2 the range ofions H+ concentration will be 4 ppm (2.5 ppmto 6.3 ppm)
• For the finished beer with pH 4.0 ± 0.2 therange of H+ ion concentration will be 100ppm (63 ppm to 159 ppm)
Controlling pH in the brewing processThe full range of pH is found in the brewingprocess are shown in Figure 2.
The fall in pH is governed by the mineralcomposition of the brewing water and mineraltreatment added to the brewing water.
Increasing AcidityThe principal increase in acidity duringmashing comes from the precipitation ofphosphates and amino acids/polypeptidesderived from the malt.
The phosphates dissociate:
1. H3PO4 → H+ H2PO4-
2. H2PO4- → H+ HPO42-
TECHNICAL SUMMARY
Technical Summary 8
By Tim O’Rourke
Continuing this series oftechnical summaries for
the Institute & Guild’s AME candidates.
The role of pH in brewing
FIGURE 1 pH H+ ppm pH H+ ppm pH H+ ppm
3.1 789 4.1 79.4 5.1 7.9 3.2 631 4.2 63.1 5.2 6.3 3.3 501 4.3 50.1 5.3 5.0 3.4 398 4.4 39.8 5.4 4.0 3.5 316 4.5 31.6 5.5 3.2 3.6 251 4.6 25.1 5.6 2.5 3.7 200 4.7 20.0 5.7 2.0 3.8 159 4.8 15.8 5.8 1.6 3.9 126 4.8 12.6 5.9 1.3 4.0 100 5.0 10.0 6.0 1.0
Ref: Taylor D. MBAA T.Q No4 1990.
Table 1 - The relationship between pH and [H+] over the range pH 3.1 – 6.0.
FIGURE 2

3. HPO42- → 3H+ PO4
3-
If calcium ions are present then thephosphates precipitate as calcium phosphateleaving 3H+ in solution, thus increasing theacidity.
4. 3Ca2 + 2H3PO4- → 6H+ Ca3(PO4)2↓
A similar reaction will occur with the aminoacids and polypeptides present in the wort:
Amino Group-COOH → 2H+ + Ca(Amino Group-COO)2 ↓
When calcium sulphate (CaSO4) is added tobrewing water, the amino acids andphosphates form an insoluble salt (as shownabove) leaving hydrogen ions (H+) andsulphate ions (SO4
2-) in solution. The increasein hydrogen ion concentration means that thesolution becomes more acidic.
The change in mineral ion composition andprecipitation of calcium salts account for mostof the pH fall prior to fermentation. Duringfermentation the beer becomes more acidic(pH falls from around 5.2 to 4.0). A smallamount of this fall will be due to furtherprecipitation of calcium salts but the majorityof the fall in pH is brought about by theexcretion of organic acids by yeast.
Decreasing AcidityHowever other mineral ions present in watercan react to impede the fall in pH, and theseare the salts of carbonates (CO3) andbicarbonates (HCO3) often called temporaryhardness.
1. Ca(HCO3)2 → Ca2+ + 2HCO3-
2. 2HCO3- + H2O → H2CO3 + OH-
3. H2CO3- → H2O + CO2 ↑
The production of hydroxyl ions (OH-) “mopsup” free hydrogen ions (H+) to form water andhence limiting the fall in pH. It is thereforenecessary to treat all brewing water to removetemporary hardness to ensure the correct fallin pH is achieved. The effect of the ioniccomposition on pH is shown in Table 2.
Temporary hardness is also responsible forscale and must be removed from processwater such as boiler feed water, CIP water andwater used in bottle washers, pasteurisers andbottle rinsers to avoid unnecessary scale buildup.
Wort and beer as a bufferWort and beer are good buffers and are able towithstand small additions of acids or baseswithout significant changes in pH. Bufferedsolutions resist a change in pH when smallamounts of acid or base are added.
Buffers contain acidic species to neutraliseOH- ions and a basic species to neutralise H+
ions. However, these two species must be ableto co-exist in a solution, without completelyneutralising each other. For example beer is aweak acid (HX) and when it dissociates fromits base (X) the following equilibrium occurs:
HX (aq) ↔ H+ (aq) + X-(aq)
If OH- ions are added they will remove H+
ions to form water, thus increasing the pH.However, the equilibrium reaction will shift tothe right as H+ ions are released. The [H+] willtherefore remain fairly constant, as will the pH.If more H+ ions are added, then the abovereaction will shift to the left. The effect of changing concentrations onequilibria can be predicted using Le Chatelier’sPrinciple. This principle states that if a systemin equilibrium is disturbed then the equationmoves in the direction which reduces thedisturbance.
Hence in the system above, when morehydrogen ions are added the equilibrium willmove towards production of HX in order tominimise the disturbance. This will cause the[H+] to decrease, to close to what it wasbefore, and thus the pH will stay fairlyconstant.
The most effective buffering solutions arethose which have similar concentrations of HXand X-, because then the buffer has thecapacity to absorb both acid and base, withthe same effectiveness in either direction.
The effect of pH on the brewing process.pH has a major effect on the rate of reaction,solubility and electrostatic charge of manymolecules. This will have an importantinfluence on beer quality and productionthroughout the brewing process:
• Physical e.g. colloidal stability of the beer
• Chemical e.g. isomerisation of alpha acid
• Enzymatic e.g. malt and yeast enzyme activity.
a. PhysicalThe solubility of inorganic ions such as mineralsalt may be affected by the pH of the solution,
especially if one or both of the ions aremoderately acidic or basic. If a substance hasa basic anion, such as Mg(OH)2 and CaF2, itssolubility will be affected by the pH of thesolution. In general the solubility of slightlysoluble salts which contain basic anions,increase as the pH is lowered.
Most of the reactions in brewing are organicreactions in aqueous systems and these areeffected by pH. Biological macromoleculesact as acids and bases by donating andaccepting protons. However, due to the size ofthese molecules, they often contain severaldifferent groups that accept or donateprotons, thus having both acidic and basicgroups rather than behaving as purely acids orbases.
These acidic and basic groups act as weakacids and bases. Changes in the pH aroundthe macromolecule will determine whichgroups are protonated and which are not,which in turn determines properties of themolecule.
A typical example is amino acids, which aresmall molecules containing both an aminogroup and a carboxyl group. Since each aminogroup can be protonated and each carboxylgroup de-protonated, the structure of anamino acid depends on the pH of the solutionit is in. At pH 7, amino acids have the followingstructure:
When in an aqueous solution, amino acidscan act as both acids and bases, i.e. they areamphoteric.
If only positive charges or only negativecharges are present, the molecule isdescribed as either a cation or an anionrespectively. However, both positive andnegative charges can be present at the sametime. When this happens, the molecule iscalled a dipolar ion or zwitterion.
All amino acids exist as zwitterions at pH7.0. There is no pH at which both groups areelectrically neutral.
Amino acids can be joined together to formproteins and polypeptide molecules throughcondensation or dehydration reactionsbetween the carboxyl group of one aminoacid and the carboxyl group of the next. Thisbond is called a peptide bond.
It therefore follows that all the protein andpolypeptide molecules in beer will be chargedand this will effect physical properties such astheir ability to coagulate and settle out as hotand cold break. Also their tendency to formhydrogen bonds leading to the formation ofchill haze and foam.Enzymes are complex proteins which rely on a
22Volume 2 Issue 8 2002 • The BREWER International • www.igb.org.uk
TECHNICAL SUMMARY
Water composition Wort pH Before boil After boil
50 ppm Ca2+ 5.5 5.4 50 ppm Ca2+ & 100 ppm CO3
2- 5.8 5.6 350 ppm Ca2+ 5.1 5.0 350 ppm Ca2+ & 100 ppm CO3
2- 5.4 5.3
Ref: Taylor D. MBAA T.Q No4 1990.
Table 2 - The effect of the Mineral Composition of mash water on wort pH
Carboxylic acid groupAmino group

three dimensional structure for their activity.Much of their structure is derived internalelectrostatic bonding (e.g. hydrogen bonding)and hence they can only operate within agiven pH range. (see later)
b. ChemicalThere are a few non-enzyme catalysedchemical reactions which occur in brewing,examples are:
• Isomerisation of alpha acid into iso alphaacid during wort boiling. This is a basicchemical reaction, which is favoured byhigher pH (pH 8 to 10) where it is goes toover 90% conversion. At wort pH (pH 5.2)typical conversions are around 60% in thekettle giving final bitterness utilisations of40%. It is not practical to alter the pH of the wort,but many brewers chose to use pre-isomerised hop products, where theisomerisation of alpha acid is carried out atpH 8 for maximum conversion and theisomerised extract added to the wort.
• Colour is increased during wort boiling dueto the Maillard reaction. This reaction is notfavoured at lower pH thus limiting wort andhence beer colours.
• The husk of the malt contains polyphenolsand silica compounds which are more easilyextracted under alkaline (pH > 7.0)conditions. Polyphenols can produce acolloidal instability and astringency in thebeer. Most of the polyphenols are extractedduring the latter stages of sparging. It isimportant to ensure all brewing water is atleast neutral or slightly acidic. Somebrewers add mineral salts to all the brewingwater including the sparge to maintain alower pH thus avoiding this risk.
• An important reaction during maturation isthe conversion of alpha-acetolactateexcreted by the yeast into diacetyl in thefermenting beer. This is a naturaldecarboxylation reaction which occursoutside the yeast cell and the rate ofdecomposition is increased at lower pH.Many brewers acidify their wort toaccelerate the reduction of acetolactate atthe end of fermentation.
• At beer pH oxalates produced from the maltform insoluble salts with calcium ions andprecipitate as calcium oxalate thus reducingthe tendency for haze and gushing inpackaged beer and beerstone production.
c.Enzymes The majority of the chemical reactions inbrewing are catalysed by enzymes. As wasexplained earlier these are made up of chainsof amino acids and rely on a threedimensional structure for their activity. Thecharge on amino acids is critical to itsstructure and most enzymes will only workwithin defined pH ranges (see Figure 3).
The optimum pH ranges for the brewingenzymes fit well within the range of the typicalmash pH (5.8 ± 0.2), thus:
• Alpha amylase which randomly hydrolysesstarch – optimum pH 5.2
• Beta amylase which hydrolyses pairs ofmaltose sugar from non reducing end –optimum pH 5.5
• Proteases – hydrolyses proteins topolypeptides to amino acid – optimum pH5.5
• Beta-glucanase hydrolyses beta glucans toreduce wort viscosity – optimum pH 6.0
As a result many of the process parameterswhich rely on efficient enzyme conversion willbe affected by the pH of the wort, forexample:
1. Proteolytic and amylolytic enzyme activity,which improves brewhouse extract.
2. Increases wort fermentability
3. Increases wort free amino and solublenitrogen
4. Increases rate of mash tun run off
The other major contributor of enzymes is theyeast itself, which converts the sugars toalcohol through a complex series of enzymicreactions. The yeast as a living organism, iscapable of regulating its own intracellular pHat around 6.5, but prefers to live in an acidicmedium. It can tolerate pH as low as 2.0 forshort periods of time, hence the use of acidwashing.
Bacteria on the other hand generally do notlike acidic conditions and only a specialisedgroup of organisms can grow and infect beer.Few bacteria can tolerate the low pHconditions of acid washing. Lower beer pH isone of the essential properties of beer, whichgives it microbial and physical stability.
Very acidic beers such as Belgian Lambicbeers which have a pH around 3.5 areperceived as sharp and acidic, while beerswith high pH are often described as soft andlacking in mouthfeel.
SummaryThe role of pH is essential in beer production.It governs most of the physical and chemicalreactions which occur and creates thenecessary living environment for the yeastgrow, flourish and complete the fermentationprocess.
The acidity of the beer itself contributes tothe taste and character of the beer. Acid is oneof the four principal tastes sensations and thepH will effect the way the other flavourcompounds are perceived by the consumer. ■
● Acknowledgement
I would like to thank Dr Lisa Bradley for her invaluablehelp in preparing this text.
● Further Reading1. Moll “Water” in Brewing Science and Technology
Series II published by the Institute of Brewing2. O’Rourke “Water” in Brewing Science and
Technology Series III (in print) published by theInstitute and Guild of Brewing
3. O`Rourke “Treatment and use of water in Brewing”Brewers Guardian December 1998
4. Taylor D “The importance of pH control duringBrewing” MBAA Technical Quarterly Vol 27 pp131 – 136.
23The BREWER International • www.igb.org.uk • Volume 2 Issue 8 2002
Figure 3

TECHNICAL SUMMARY
14Volume 2 • Issue 9 • 2002 • The BREWER International • www.igb.org.uk
The nature of enzymesEnzymes are proteins with a specialstructure capable of accelerating thebreakdown of different substrates. They actas catalysts to increase the speed of achemical reaction without themselvesundergoing any permanent chemicalchange. They are not used up in thereaction or appear as reaction products. The basic enzymatic reaction can berepresented as follows:
Substrate + Enzyme ↔ Product(s) + Enzyme.
Energy is required for chemical reactions toproceed. The energy is called the energy ofactivation. It is the magnitude of theactivation energy that determines just howfast the reaction will proceed (See Fig 1).
How enzymes workEnzymes bind temporarily to substrate of theproduct they catalyse. In doing so, they lowerthe amount of activation energy neededenabling the reaction to proceed at morequickly at lower temperatures (See Fig 2).
In order to do its work, an enzyme mustcombine – even if ever so briefly – with atleast one of the reactants. In most cases,the forces that hold the enzyme and itssubstrate are non-covalent, being anassortment of: • Hydrogen bonds• Ionic bonds• Hydrophobic interactions.
Most of these interactions are weak andsuccessful binding of enzyme andsubstrate requires that the two moleculesare able to approach each other closelyover a broad surface. The substrate
molecule binds to the enzyme like a key ina lock.
This means that the structure of thesubstrate has to match the shape of theenzyme and explains the remarkablespecificity of most enzymes. The necessityfor a close fit between enzyme andsubstrate explains how the enzyme can beinhibited by molecules with a similarstructure.
Many enzymes require the presence ofan additional, non-protein, co-factor.• Some of these are metal ions such as
Zn2+ (the co-factor for alcoholdehydrogenase), Cu2+, Mn2+, K+, andNa+.
• Some co-factors are small organicmolecules called co-enzymes – forexample the B vitamins.
Temperature sensitivityLike most chemical reactions, the rate of anenzyme-catalyzed reaction increases asthe temperature is raised. (A 10°C rise intemperature will increase the activity ofmost enzymes by 50 to 100%). Variations in
Technical Summary 9
By Tim O’Rourke
Continuing this series oftechnical summaries for
the Institute & Guild’s AME candidates.
The function of enzymes in brewing
Figure 1. Free Energy diagram showing howenzymes reduce the energy of activation of a
reaction.
Figure 4. pH Sensitivity of Enzymes. Figure 5. Effect of increasing enzymeconcentration on the rate of reaction with
unlimited substrate.
Figure 6. The effect on limited enzymeconcentration on the rate of reaction
Figure 2 – Schematic of the mechanism for anenzyme binding with a substrate.
Figure 3. Temperature Sensitivity of Enzymes.

reaction temperature as small as 1 – 2° mayintroduce changes of 10 to 20% in theresults. In the case of enzymatic reactions, this iscomplicated by the fact that hightemperatures adversely affect manyenzymes. The reaction rate increases withtemperature to a maximum level, thenabruptly falls off with further increase oftemperature. Many enzymes start tobecome denatured at temperatures above40°C (See Fig 3).
Over a period of time, enzymes will bedeactivated at even moderatetemperatures. Storage of enzymes at 5°Cor below is generally the most suitable.
pH sensitivityEnzymes are affected by changes in pH.The most favourable pH value – the pointwhere the enzyme is most active – is knownas the optimum pH (See Fig 4).
Extremely high or low pH valuesgenerally result in complete loss of activityfor most enzymes. pH is also a factor in thestability of enzymes, as with activity, foreach enzyme there is also a region of pHoptimal stability.The optimum pH value will vary greatlyfrom one enzyme to another. Most of thebrewing enzymes have an optimum pH in
the range 4.5 to 6.0 which is the operatingrange of most brewing process.
Enzyme concentrationWith an excess concentration of substrate,
Figure 7: Schematic showing the action of alpha- and beta -amylase in starch hydrolysis.
15The BREWER International • www.igb.org.uk • Volume 2 • Issue 9 • 2002
AllTech Ad

16Volume 2 • Issue 9 • 2002 • The BREWER International • www.igb.org.uk
such as starch in a brewers wort, there is alinear effect of increasing the enzymeconcentration upon the reaction rate (SeeFig 5).
Hence the if all other factors are keptconstant, malts with higher enzymic powerwill break down the starch faster.The amount of enzyme present in a reactionis measured by the activity it catalyses.
Substrate concentrationIt has been shown that if the amount of theenzyme is kept constant and the substrateconcentration is then gradually increased,the reaction velocity will increase until itreaches a maximum. After this point,increases in substrate concentration willnot increase the velocity.
It is thought that when this maximumvelocity had been reached, all of theavailable enzyme has been converted to theenzyme substrate complex. This point onthe graph is designated Vmax. Thisinformation can be used to calculate
enzyme activity in terms of rate of reaction(See Fig 6).
In addition to temperature and pH thereare other factors, such as ionic strength,which can affect the enzymatic reaction.Each of these physical and chemicalparameters must be considered andoptimised in order for an enzymatic reactionto be accurate and reproducible.
Biochemical changes during brewingEnzymes are essential in catalyzing thebiochemical changes, which occur in thebrewing process. There are two principalprocesses of interest to the brewer:• The break down the carbohydrate,
principally starch in malted barley tosugars.
• The fermentation of sugars and othernutrients under anaerobic conditions byyeast to release energy and producingethanol as a metabolic by-product.These biological reactions are catalyzed
by enzymes from the barley and yeastrespectively. Every organism is obliged toproduce all the enzymes needed to breakdown its component molecules.
Thus barley is able to produce all theenzymes needed to degrade starch, beta-glucan, pentosans, lipids and proteins,which are the major compounds of concernto the brewer. It follows that it must bepossible to produce malting and mashingprofiles to allow all these reactions to takeplace.
Table 1 shows how enzymes work bestbetween specific pH and temperatureranges.
Breaking down the carbohydratesAlthough malting and mashing arephysically separate processes and usuallytake place in different locations, malting hasa profound influence on the subsequentrelease of sugars during mashing.
During malting the barley corn is allowedto germinate where it produces enzymeswhich break down the cell walls in the cornand produces enzymes capable of releasingthe energy stored as starch in theendosperm.
The starch, which is laid down inconcentric granules surrounded by aprotein matrix, has to be broken downduring mashing before the starchhydrolysing enzymes, Amylases, can gainaccess to the enclosed starch store. Thereare three principal enzymic reactions in maltinvolved in the mashing process, which arelisted below along the upper limits of theirthermal activity.
Starch hydrolysisThe principal enzyme reaction involved inmashing is the hydrolysis of starch tosugars by alpha- and beta-amylase. Beforeenzyme hydrolysis can occur it is necessaryto exceed the starch gelatinisationtemperature of malt. Therefore it isnecessary to select the optimum conditionsfor the saccharifying enzymes to operate.This is achieved by stabilising the enzymesin a number of ways:• Optimising pH at mashing (usually
between pH5 and 6)• Adding calcium ions to stabilise the
enzyme• Using thick mash (high concentration
substrate to insulate the enzymes againstdenaturing)
• Optimising temperature to favour theactivity of both the alpha and betaamylase.
The amylase enzymes are able to break thealpha-1,4 links in amylose and amylopectinto give a mixture of glucose, maltose,maltotriose and higher sugars calleddextrins, which are unfermentable, to give awort (malt derived sugar solution) which isabout 70% fermentable.
• alpha-amylase produces random
Mash temp °C % Extract % Fermentability Attenuation limit for a 1040 wort (10°P)
60 75.6 76.2 2.7 65.5 74.2 69.7 3.2 68.3 74.0 65.3 3.7
Table 2. Effect of mash temperature on wort fermentability (all malt mash)
Enzyme pH Optimum Optimum Temp. Temp. Inactive
Endo beta 1-4 4.5-4.8 37-45°C 55°C glucanase Endo barley 4.7-5.0 40°C 63°C beta glucanase beta glucan 6.3 60°C 73°C solubilase
Table 3. Temperature of beta glucan enzyme activity
Temp °C Wort beta glucan mg/l Wort viscosity cp Wort filtration rate volume in 30 mins
45 1.2 1.20 277 55 2.8 1.35 178 65 6.3 1.63 133 75 9.7 2.01 78
Table 4. Effect of mashing temperatures on the release of beta glucan.
Beta glucanse All malt mash 60% barley + 40% malt as % of Wort filtration rate Wort viscosity cp Wort filtration rate Wort grist weight vol in 30 mins vol in 30 mins viscosity cp
0 260 1.73 200 1.82 0.01 283 1.73 218 1.81 0.05 288 1.60 236 1.65 0.1 325 1.43 290 1.43 0.2 325 1.43 290 1.44
Table 5. Effect of adding exogenous beta glucanase on the filterability of wort
Enzyme Action Optimum temp °C Optimum pH
Alpha amylase Random hydrolysis of starch 67 5.2 Beta amylase Hydrolysis of pairs of sugars from the 62 5.5
non-reducing end Proteases (various) Solubilises proteins and polypeptides 52 (some higher) 5.5 Malt beta glucanase Breaks gum cell walls, reduces viscosity 56 6.0
Table 1
TECHNICAL SUMMARY

17The BREWER International • www.igb.org.uk • Volume 2 • Issue 9 • 2002
hydrolyses of starch to dextrins.
• beta-amylase attacks the starch anddextrins from the reducing end, strippingoff pairs of sugars molecules (maltose) asshown in Figure 7.
By varying the mashing temperature it ispossible to preferentially favour oneenzyme reaction over the other and henceinfluence the fermentability of the wort, withthe lower temperatures giving higherfermentable worts as shown in Table 2.
Beta-glucan breakdownAs well as starch there are a number of non-starch barley polysaccharides. The mostsignificant non-starch polysaccharide inbarley and malt is beta-glucan which makesup more than 75% of the cell wall. Themolecule has a distinctive linear structure inwith roughly 70% beta-1,4 linkages and30% beta-1,3 linkages.
Most beta-glucan is water soluble, but aproportion is bound co-valently to cell wallproteins. If there is insufficient degradationof the cell walls, then enzymic access to theprotein and starch will be restricted, and theextract from the malt reduced.
Although much of the necessary beta-glucanase activity occurs during malting,there is inevitably some survival of cell wallmaterial (even in the most fully modifiedmalt).
This will be exacerbated if adjuncts suchas barley and wheat are also used.Consequently it is necessary to ensure thecontinued activity of beta-glucanase duringmashing, since the release of beta-glucanwill continue through the activity of beta-glucan solubilase which is more heat stablethan the malt beta-glucanase which breaksdown the beta-glucan structure. (See Table3).
The results of the different optimumtemperature can have an effect on the
viscosity and hence the filterability of wortand beer (See table 4).
If the large viscous beta-glucanmolecules are not broken down duringmalting or mashing other process problemscan also occur:• Reduced extract recovery • High wort viscosit• Poor run off performance• Beer filtration problems• Beer haze problems
The high molecular weight beta-glucansreleased by beta-glucan solublilasecontribute to wort viscosity and poorerextract recovery.
Most brewers are very careful in selectingmalt with low beta-glucan levels, and beta-glucan degradation occurs during malting.However most initial mash temperatures areat or above the maximum stabilitytemperature of the malt beta glucanaseenzymes, and it is common practice inmany breweries to add exogenous beta-glucanase to decrease wort and beerviscosity and to improve filterability.
The effects of enzyme addition on thebreakdown of beta-glucan can be shown byan increasing in filter flow rate and decreasein wort viscosity. The effect will be morenoticeable with higher concentrations ofunbroken beta-glucans when using forexample raw (un-malted) barley adjunct(See Table 5).
Hydrolysis of Proteins and PolypeptidesWhile about 95% of the starch from malt issolubilised by the end of mashing, onlyabout 35 – 40% of the malt protein (TN –total nitrogen) is solubilised. This is referredto as the TSN (total soluble nitrogen) in anunboiled wort.
The permanently soluble nitrogen (PSN)is the nitrogenous material which remains inthe wort after wort boiling (i.e. is notprecipitated as break). The PSN is usuallycalculated as TSN x 0.94.
The principal groups of enzymes involvedin the breakdown of malt proteins areEndoproteases which break the largeprotein molecules into relatively largepolpeptide chains, and the Exopeptidaseswhich attack the polypeptides from aspecific end stripping off small units toproduce amino acids.
EndopeptidasesThey have a relatively low optimumtemperature and hence with hightemperature mashing (e.g. 65oC isothermalmashing) most of the protein breakdownwill have taken place during the maltingprocess, and randomly attack the proteinchain
Optimum conditions
pH 3.9-5.5Temperature 45-50°CInactivation temperature 70°C
Temperature °C Nitrogen mg/100 ml Head Retention Rudin (sec) Shelf life (weeks)
62.8 43 88 12 65.5 40 100 10 68.3 37 99 8
Table 6: Effect of mashing temperature after 1/2 hour stand on protein hydrolysis.
Type of enzyme Action Principal sugars produced
Heat stable alpha amylase Endo-1,4 alpha bonds Reduces viscosity – Maltodextrins
Alpha amylase and Alpha-1,4 bonds Glucose syrupglucoamylase and alpha-1,4 & 1,6 bondsAlpha amylase and Alpha-1,4 bonds Principally maltose syrupbeta amylaseAlpha amylase and Alpha-1,4 bonds Principally very high maltosepullulanase Alpha-1,6 bonds syrup
Based on information supplied by ABM – Rhone-Poulenc
Table 7: Common enzymes used in syrup manufacture
Location Symptom Remedy
Cereal Cooker Glutinous starch Heat stable alpha-amylase Retrograded starch
Mash mixer Enzyme deficient malt Bacterial alpha-amylase Starch in wort Set mash – will not filter Heat stable beta-glucanase Adjunct brewing – wheat or barley Alpha-amylase, protease &
betaglucanse Low wort nitrogen Neutral protease
Fermentation Poor wort fermentability Fungal alpha-amylase Starch in fermenting wort High beer attenuation Amyloglucosidase or pullulanase +
beta-amylase Rapid diacetyl removal Alpha-acetolacate decarboxylase
Maturation and Low sweetness Amyloglucosidase filtration Promote secondary fermentation Amyloglucosidase
Chill haze protection Papain Poor filterability Fungal alpha-amylase or beta-
glucanase Haze from starch or glucans Fungal alpha-amylase or beta
glucanase Bottling Resistance to oxidation or Immobilised glucose oxidase in
oxygen barrier crown liner
The first aid kit

18Volume 2 • Issue 9 • 2002 • The BREWER International • www.igb.org.uk
ExopeptidasesThey are able to withstand highertemperatures and release the amino acidsfrom the prolypeptide chains.
There are two principal groups ofExopeptidase enzymes:• Carboxypeptidase which attacks the
proteins from the carbonyl end. Thisenzyme is not present in raw barley, but israpidly produced during steeping and isactive at normal mash pH.
Optimum conditions
pH 3.9-5.5Temperature 45-50°CInactivation temperature 70°C.
• Aminopeptidase, which attacks theproteins from the amino end, is much lessactive at mash pH and does not play asignificant role in protein breakdownduring mashing.
Optimum conditions
pH 4.8-5.2Temperature 50°CInactivation temperature >70°C
Most of the proteolysis occurs duringmalting. It is impossible to completelycompensate for a nitrogen deficiency inmalt by introducing a prolonged mash standat < 50°C without adding exogenousenzymes.
Nitrogenous materials account for 5-6%of wort solids, which is equivalent to around30-40% of the total nitrogen in malt. Goodyeast growth and rapid fermentationrequires 160mg/l of free amino nitrogen (at12°P wort) – depending on the yeast strain.
Carboxypeptidases can release aminoacids in mashing provided that theendopeptidase has broken down theprotein substrate during the maltingprocess. The optimum temperature toproduce free amino nitrogen production is50°C.
Proteins in the mash dissolve at theselow temperatures and then precipitate at65°C, which can inhibit lautering.
Excessive proteolysis in malting andmashing will reduce foam stability and thepH of a normal mash is not optimal forproteolysis (See Table 6).Typical types of protein material found in wort
ProteinsLarge molecules with a unique identity.Much of the surplus protein is left behind inthe spent grains, but when oxidised canform a protein “scum” which causes run offproblems. Some of the soluble proteins playan essential role as enzymes catalysing thereactions described above.
PolypeptidesLong chain sequences of relatively highmolecular weight amino acids, with twoimportant groups in brewing, hydrophobic
polypeptides which make up beer foam andacidic polypeptides which can combinewith polyphenols to produce hot and coldbreak, and if not removed, these contributeto colloidal instability in beer. This group of compounds are also probablyimportant in contributing to the texture andmouthfeel of the beer.
PeptidesThese are short chain sequences of aminoacids usually 2 to 10 units long, andprobably have a minor effect on body andmouthfeel.
Amino Acids These make up 10 to 15% of the TSN andare an essential source of nutrient for yeastgrowth. The usual concentration of solublefree amino nitrogen (FAN) in wort is requiredto be above 160 mg/l; lower levels can leadto a defective fermentation.
In addition to role of amino acids in yeastgrowth, they are also involved in a numberof metabolic pathways, producingsignificant flavour active compounds, whichcontribute to the final flavour of the beer.
The activity of proteolytic enzymes areeffected by temperature of mashing, whichin turn will effect the total nitrogen, aminonitrogen, head retention and shelf lifestability.
FermentationMost living organisms respire aerobically,converting sugars to carbon dioxide andwater releasing the energy bound byphotosynthesis in the carbohydrate(sugars) molecules.
However some micro-organisms,including yeast, are able to respireanaerobically, but under anaerobicconditions they can only partially breakdown the sugar molecules to ethanol torelease energy in the form of ATP(adenosine triphosphate).
The role of yeast in the fermentation isthat of a living catalyst, effecting thereaction without becoming part of thefinished product. During the course of thefermentation the yeast cells grow andreplicate up to 5 times.
Although the yeast gains its energy fromthe sugar, which it converts to alcohol itcan only utilise simple sugars. The sugarsare taken up in a specific order, with themonosaccharides, glucose and fructoseused first, together with sucrose. Althoughthe latter is a disaccharide, it behaves like amonosaccharide since it is broken down toglucose and fructose outside the cellthrough the action of the yeast enzymeinvertase.
Once the wort glucose level falls, theyeast starts to use the disaccharide,maltose, which is usually the mostabundant sugar in brewers wort. Maltosehas to be transported into the cell, where itis broken down to glucose. Lastly mostyeast strains can utilise the trisaccharide,maltotriose, but only slowly.
Brewing strains of yeast cannot generallyferment the longer chained or branchedsugars (called dextrins) which persist in tothe finished beer as unfermentable extractto give the beer body and mouthfeel.
As well as sugars, yeast requiresnitrogen, which in wort comes from themalt in the form of soluble amino nitrogen.A healthy fermentation yeast requires morethan 160 mg/l of soluble nitrogen.
If there is insufficient soluble nitrogen,for example when high cereal or sugaradjunct are used, then additional nitrogenmay be required in the form of simpleammonium salts.
Syrup manufactureA number of brewers use brewing syrupswhich are manufactured from hydrolysedstarch solution. Since the starch is notmalted, microbial exogenous enzymes haveto be used and by selecting differentenzyme combinations the syrup producercan control the composition andfermentability of the syrup. (See Table 7).
A brewers first aid kit
It is the objective of most brewers to avoid theuse of external enzymes and rely on thenaturally produced enzymes from the malt andthe activity of the yeast alone to produce theirbeer (See table on previous page for some firstaid). ■
● Further ReadingO’Rourke “Mashing” in Brewing Science andTechnology Series III (in print) published by theInstitute of Brewing
O’Rourke “Brewing” chapter 2.6 from IndustrialEnzymology Ed 2 edited by Godfrey and WestMacmillan 1996.
O’Rourke “Mashing” Brewers GuardianDecember 1999
TECHNICAL SUMMARY

27The BREWER International • www.igb.org.uk • Volume 2 • Issue 10 • 2002
When buying malt, the breweryis looking for a product, whichwill yield the most economicextract (wort) and will operatesatisfactorily under brewhouseconditions and throughout thebrewing process. Malt, which isdifficult to handle can causequality and process problemsinvolving additional costs. Toensure that an appropriate maltis supplied the brewer will setand agree a suitablespecification with his supplier.
Brewhouse performance of the malt isaffected by the interactions between malt
quality and:
• The type of brewing process.• The type of brewhouse equipment.• Other materials that are used with the malt
e.g. adjuncts.
The brewer has certain objectives whenpurchasing malt:
• To recover a high yield of sugar (extract) fromthe malt.
• That the malt will operate satisfactorily in theplant without additional processing ortreatments.
• The malt will pass through the plant withinthe required cycle time (run off time).
• The wort produced from the malt provides allthe necessary nutrients to ensure asatisfactory fermentation.
• The malt delivers the flavour and processrequirements of the brewer and hiscustomers.
All of these benefits are supplied on consistentand reliable basis.
Malt specificationsBarley, and the malt produced, is derived fromnatural living material, and hence subject to allthe variations which can occur as a result ofgenetic and environmental conditions. Itfollows that no two batches of malt are alike.
Malt is analysed in accordance withstandard industry tests such as the IoB, EBCand ASBC methods of analysis. However,standard malt specifications are not always areliable indicator of how well the malt willperform in the brewery. Brewers and maltstersare continually looking for better predictions ofbrewing performance of a malt.
Barley varietyThere is a list of approved barley varieties formalting. Each barley variety has its own
characteristics through its genetic make-upwhich will determine certain properties ofimportant to brewing. Some varieties producebetter malt than others. Barley variety will influence malt quality interms of variables such as:
• % nitrogen or protein in grain (see later)• % beta-glucan after malting• Size and homogeneity of grain – plumper
grains yield better extracts and are easier tomalt and mill. Most brewers specify that allgrains should be ≥ 2.2 mm
• Not all barley varieties have similar abilities toproduce enzymes, this can be importantparticularly when using high levels ofadjunct.
The environment also influences thesefactors, e.g. weather, soil type and the use offertiliser.
The barley variety used to make the malt isconsidered important not only because of itsbrewing properties, but because of specialcharacters it gives to the finished beer. Todaymany traditional ale brewers still specify MarisOtter as they believe it makes better qualitybeer, even though this variety is no longerrecommended because of its poor yield andagronomic performance.
Extract YieldExtract is a measure of the amount of sugarrecovered from the malt after mashing. Theextract value is based on a laboratory mash.There are two basic laboratory proceduresused for measuring extract.
• The IoB method, which involves mashing10% malt with, distilled water and letting themash stands for 60 minutes at 65°C. Theextract is measured as the specific gravity ofthe filtered solution at 20°C. The results areexpressed as litre degrees per kilogram.
• In the EBC (European Brewery Convention)method two mash stand temperatures of45°C and 70°C are used. The Extract isexpressed % sugar (sucrose) over totalweight of malt
Extract value for typical malt made fromstandard 2-row barley.Malt extract “dry” IoB l°/kg EBC°Plato Standard ale malt 305 – 315 81 – 82 Standard Lager malt 300 – 310 80 – 81
Both methods give a prediction of brewhouseperformance. However under laboratoryconditions mashing are not optimised whichexplains how extract recoveries of greaterthan 100% can be achieved with moremodern mashing and wort separationtechniques such as the modern mash filter.
The factors which favour high extractrecovery include:
1. Varietial effects – different barley varietiesgive different yields
2. The total nitrogen content – the higher thenitrogen the lower the extract.
3. Corn size – large even corns size give bettermalting and milling performance.
4. Modification – the malt should beadequately but not over-modified – seelater.
5. Enzyme capacity – the malt should havesufficient enzymes to degrade the starchand convert it to simple sugars.
6. Low in gums – extract recovery can bereduced by the presence of gums –particularly beta-glucans in the malt. Thisproblem is often resolved by the addition ofexogenous beta glucanase.
Malt Nitrogen (usually expressed as %nitrogen)The higher the level of nitrogen the lower the% extract. Therefore brewers specify the %nitrogen or protein in malt.
Typical % nitrogen is in the range of :Ale Malt 1.4 – 1.6%Lager Malt 1.6 – 1.8%(Nitrogen is sometimes expressed as % protein which is % nitrogen x 6.25)
However nitrogen plays an essential role inthe quality of the beer:
• Nitrogen, in the form of amino acids, isrequired for yeast growth with typical valuesof 160 to 240 mg/l depending on yeaststrain and wort gravity.
• Hydrophobic nitrogen from the malt providethe beer foam and head retention in beer.
• Some long chain polypeptides causecolloidal instability (chill and permanenthaze) in beer and have to be reduced in thebrewing process.
• Proteins and polypeptides contribute to thetexture and mouthfeel of the beer. Excessiveremoval leads to a thin tasting beer withpoor foam.
It is important to ensure a avoid excessnitrogen in the barley, but ensure sufficient ofthe nitrogen available is broken down tosoluble nitrogen. The ratio of total to solublenitrogen is an important indicator or brewingperformance. Most of the nitrogen breakdownoccurs during malting.
TECHNICAL SUMMARY
Technical Summary 10
By Tim O’Rourke
Continuing this series oftechnical summaries for
the Institute & Guild’s AME candidates.
Malt specifications & brewing performance

Moisture (usually expressed as % moisture)The lower the % moisture, the higher theextract in the malt. Malt specifications expressthe extract as “extract dry” or “extract as is” –which includes the moisture content.
The darker the malt colour, the higher orlonger the kilning time. This results in lower %moisture. Because of their darker colour alemalts tend to have a lower % moisture thanlager malt.
Kilning uses a large amount of energy. Thenext process stage after kilning is mashingwhen the malt is re-hydrated, There is nobenefit in excessive moisture reduction andthe trend is to move to higher lager maltmoistures to reduce energy costs. For safestorage and good milling performance maltmoisture should not exceed 6%.
The higher the moisture, the lower theextract yield per tonne of delivered malt. Thishas to be adjusted in the price since thebrewer wants to pay for malt not water.
Typical % moisture values for standard malts:
Standard ale malt = 2 – 3% moistureStandard lager malt = 4 – 6% moisture
ColourDuring kilning chemical reactions take placebetween the malt components to producecolour compounds. There are a number ofcolour and flavour reactions. The principalreaction is between amino acids and sugarscalled the “Maillard reaction” which producesboth colour and flavour active compounds.
The higher the kilning temperature, thegreater the amount of colour compoundsproduced. As well as producing colour, thesecompounds also contribute to flavour.
The colour of the malt is based on the colourobtained from the IoB or EBC mash using a10% solution. This colour value provides anapproximate indicator of final beer because itis based on a dilute laboratory mash with anoriginal gravity of 1030° (8°Plato). Furthercolour develops during wort boiling.
ModificationBefore the brewer can break down the starchin malt to sugars during mashing, the maltsterhas to break down the cell structure in theendosperm to make the starch granulesaccessible. This process is called modificationand is the most important measurement whenpredicting brewing performance and extractyield from malt.
Modification gives a measurement of howevenly the cell structure in the endosperm hasbeen broken down during the malting process.Enzyme activity starts from the embryo andthe aleurone layer surrounding the endospermto break down the protein and beta-glucan cellwalls surrounding the starch granules (seeFigure 1).
The process of modification has the effectof stripping away the cell wall structure and isshown in the two electron micrographs(Figures 2 and 3).The degree of modification can be measured
in a number of ways:
Direct observationThe electron micrographs clearly show thedegradation of the cell walls. This is acomplicated and expensive technique forroutine analysis.
However, the presence of cell wall materialcan be detected using a calcofluor stain. Thecalcofluor dye binds with beta-glucans (cellwall material) and fluoresces under UV light.
Thus if sectioned grains are exposed to thisdye those parts of the corn rich in beta-glucanwill fluoresce. This technique can be used todetermine both the proportion of corns thathave modified as well as the extent ofmodification within individual corns.
By taking a series of transverse sectionsthrough the gain it is possible to make direct
observation of the endosperm and evaluatethe degree of modification. It is found thatthese observations correlate well with brewingperformance.
Indirect measurementsAnother way of measuring modification isassessing factors influenced by thebreakdown of the endosperm structure in thegrain:
1.During malting the protein matrix, whichsurrounds the starch granules inside eachstorage cell is broken down. The greater thevalue of soluble nitrogen, the higher themodification. The IoB analysis it is usuallyexpressed as the “Soluble Nitrogen Ratio”(SNR), which is the soluble nitrogen/totalnitrogen expressed as a %. The EBC methoduses a similar ratio based the EBC mashwhere it is called the Kolbach Index.
2. Unless the malt is fully modified a number ofcells within the endosperm will not bedegraded and will remain intact with coarsermilling. When the malt is mashed theenzymes will not be able to penetrate thecells and gain access to the starch. Thesecells are ruptured with fine milling and theextract can be recovered. Anothermeasurement of modification is thecourse/fine difference, which measures thedifference in extract yield between finelyand coarsely ground malt. The smaller thedifference the better the modification.
3. During malting the cell walls in theendosperm are dissolved away making thegrain softer and easier to mill. It is possibleto use this property to measure the degreeof modification, by measuring the amount ofenergy required to grind the malt (Friability).The method takes 50 grams of malt which ismilled with a constant pressure over a meshscreen. The well modified grain will fallthrough the screen leaving the chunks ofunder-modified malt. The weight of groundmalt indicates the degree of modification. Italso measures the homogeneity orevenness of modification.
4. Cold water extract measures the amount ofsugars broken down and released duringthe malting process. – higher cold waterextracts indicate higher modification (seeTable 1).
It is important to use malt that has beencorrectly modified:In under-modified malt all the cell walls have
28Volume 2 • Issue 10 • 2002 • The BREWER International • www.igb.org.uk
TECHNICAL SUMMARY
Figure 1 – Process of modification of a barleycorn.
Figure 2. Before – showing the beta glucan cellwalls surrounding the starch granules in theendosperm before in barley before malting.
Figure 3. After – showing how the cell structurehas been stripped away exposing the starchgranules, which can now be degraded byenzymes during mashing.
Thanks to Professor G. Palmer, Heriot Watt University, forpermission to use the electron-micrographs.
Index of modification Pale Ale Malt Lager Malt
Kolbach % (Sol N/Total N) 38 – 39 40 – 43 Course/Fine difference (l°/kg) 3 – 6 2 – 3 Friability % ≥ 95 ≥ 95Homogeneity % ≥ 88 ≥ 82 Cold water extract % 1.8 – 2.0 2.0 – 2.2
Table 1: Typical specification for modification in pale ale and well modified lager malt.

not been broken down, it usually has a lowersoluble protein content (SNR is lower) andthere may still be small starch granulespresent which can give starch conversion andhaze problems. Under-modified malt will givebrewhouse problems and give poor extractrecovery.
In over-modified malts the cell structure isfully broken down, the soluble protein is higher(high SNR), and most of the small starchgranules have be broken down. It is mucheasier to recover but extract from overmodified malt, but some extract may havebeen used up during the malting process.Excessive nitrogen breakdown may lead toloss of foam positive proteins and poorer beerfoam performance.
Enzyme Activity.The principal activity of malting is toencourage the barley to produce its ownenzymes. Some of the enzymes are requiredduring malting to modify the corn structure.The other enzymes, principally the Diastaseenzymes (which break down starch) arerequired to work during mash conversion inthe brewhouse.
There are two principle diastatic enzymes:
• Alpha amylase which randomly hydrolyses
the starch to produce shorter chains andreduces the viscosity. The activity of theenzyme is measured by the length of timerequired to break down a standard starchsolution to a specific colour standard usingan iodine indicator. The activity is expressedas dextrinizing units (DU).
• The other enzyme, beta amylase attacks thenon reducing end of the starch chain toproduce maltose sugar. The enzymic poweris measures as DP (Diastatic Power in°Lintner) in the IoB methods of analysis.
The DP is around 35 – 40 for standard AleMalts, but can be as high as 100 to 125 forlager malts and over 160 for some high proteinsix row North American malts. The latter maltshave far more enzymic power than theyrequire just to convert the starch from the maltitself and enable the brewer to use high levelsof unmalted starch adjuncts (see a laterseries.)
In EBC analysis the diastatic power ismeasured as °WK (Windisch-Kolbach units).The value of °WK can be converted to °Lintnerby the formula:
DP °Lintner = (°WK + 16) / 3.5
The contribution of malt to flavourMalt is the principal ingredient in beersupplying sugar to the yeast which producesalcohol. In addition to sugar, yeast requires avariety of essential nutrients which arenecessary for satisfactory yeast growth andnutrition. The typical components requiredinclude:
• Simple sugars (glucose, maltose andmaltotriose) for fermentation
• Amino acids (free amino nitrogen > 150 mg/l)for yeast growth
• Mineral ions for enzymes – typically zinc,copper etc
• Vitamins for healthy growth• Some lipid material for cell wall production –
although yeast manufactures most of thesecompounds using available oxygen in thewort.
During fermentation yeast will produce anumber of flavour compounds as a directconsequence of metabolising brewing wort.Changes in wort composition will influencethis metabolism and hence the flavour of thebeer produced.
Malt also contributes directly to the appear-ance final character and taste of the beer:
Murphy Halfpage ad
29The BREWER International • www.igb.org.uk • Volume 2 • Issue 10 • 2002

• Most of the colour of beer comes from thecrushed malt or is developed during thebrewing process from reactions betweenmalt components.
• The colour compounds also give beer acharacteristic flavour from light biscuityfor the lager malt to a strong burnt acridtaste for black malt and roasted barley.
• The mouthfeel and texture of the beercomes mainly from the residualunfermentable sugars (dextrins) derivedfrom the malt.
• The pH of wort and beer is regulatedthrough the precipitation of maltcomponents with mineral ions from thewater.
• Beer foam is made up from hydrophobicproteins, which have their origins in themalt.
• Other protein fractions are involved inbeer haze and have to be removed toachieve long term colloid stability in smallpack beers.
• Malt also has an effect on beer flavourthrough certain flavour active compounds.
Most of these factors other than colour, arenot included in the malt specification.However there is one flavour activecompound formed during malting whichhas to be controlled in the finished beer.
DMS or Dimethyl Sulphide is a maltderived flavour compound with the flavourof “cooked sweetcorn” often associatedwith lagers. It has a flavour threshold ofaround 35 ppb. It is only noticeable in lightlykilned malts (lager) and is derived from aprecursor, S-methyl methionine (SMM)produced during germination which is
converted to DMS by heating. The levels of DMS precursor can bereduced during malting by:
• Reduced proteolysis and rootlet growthduring germination
• Poorly modified malts have lower SMM• Higher kilning temperatures reduce SMM.
The brewer will often set a maximumspecification for SMM to reduce the beerDMS. However in some beer brands DMS isseen as a positive flavour and high SMMlevels are encouraged by short, low temperature kilning conditions.
Nitrosamines are chemical compoundscontaining the grouping N-NO and may befound in malt. They do not have a flavour
contribution but are thought to becarcinogenic.
Volatile nitrosamine in malt is producedas oxides of nitrogen (NOx) react withnaturally occurring malt amines duringkilning to produce N-nitrosodimethylamine,usually abbreviated to NDMA. NOx may bepresent either in the hot gases fromcombusted fuel where direct drying is usedor even from general air pollution inindirectly fired kilns.
The most active forms of NOx are N2O3and N2O4. To avoid the formation of thesecompounds most maltsters use indirectheat to fire the kilns, low NOx burners orburn sulphur. Although there is no legal limitfor NDMA in the UK there is an industryagreed standard of < 5 ppb. ■
30Volume 2 • Issue 10 • 2002 • The BREWER International • www.igb.org.uk
TECHNICAL SUMMARY
Specification IGB (Institute & Guild EBC (European Brewery of Brewing) methods: Convention)
Moisture 4.5 – 5.5 % 4.5 – 5.5 % Extract yield (dry wt) > 305 l°/kg > 80.5 % Corn size > 2.5 mm 95% 95% Colour 2- 4 EBC 2 – 4 EBC Total Nitrogen 1.6 – 1.8% 1.6 – 1.8 % Total Soluble Nitrogen 0.57 – 0.66% 0.65 – 0.75% FAN > 160 mg/l > 160 mg/l SNR Soluble nitrogen ratio 34 – 40 % 38 – 44 % Coarse/Fine difference 3 – 7 l°/kg 1 – 2% Friability meter reading > 85% > 85% Homogeneity > 96% > 96 % Diastatic Power > 65° IoB > 220 Windisch-Kolbach Wort viscosity mPas @ 20°C 1.55 -1.65 1.55 – 1.65 DMS precursor 2 – 8 mg/kg 2 – 8 mg/kg Beta glucan mg/l < 200 < 250 Alpha Amylase du (dextrin units) > 30 > 30
Typical Specification for a Lager Malt.
Important JIB news for membersPlease note that as an added service to members, the Journal of the Institute of Brewing
(JIB) is now available online on the IGB website and may be downloaded fromwww.igb.org.uk
Printed copies of the JIB will continue to be available to members who specifically request a copy.
If you wish to continue receiving your copy by post please contact Nicky Baker at the IGB.
Tel: +44 (0) 7499 8144 email: [email protected]
The Institute & Guild of Brewing

21The BREWER International • Volume 3 • Issue 1 • January 2003 • www.igb.org.uk
Although hops were not added tothe first beers, now all modernbeers are hopped. Hops contribute to the flavourand appearance of beer. They provide beer with itscharacteristic bitterness andaroma.
The function of hops in brewing.Hops are exclusively used to provide aromaand bitterness in beer. They add the followingproperties:
• Provide the bitter taste in beer (with alpha acidthe principal precursor)
• The oils provide aroma.• Modify yeast performance during
fermentation.• Contribute to beer texture (mouth-feel)• The bacteriocidal properties protect beer
against some biological spoilage organisms.• Reduce over foaming during wort boiling.• Aid in protein coagulation during the boil.• Act as a filter medium when a hop back is
used.• Foam active agent in beer improving foam
performance and cling.• Cone hops contribute tannins which may
increase the reducing power of a beer, andhence its resistance to oxidative staling.Tannins may also contribute to a tendency toproduce chill haze.
Hops (Humulus lupulus) belong to thefamily Cannabinaceae.The part of the hop plant used for brewing is theinflorescence (that is a modified branch) of thefemale plant, which matures to produce astrobile - commonly called a cone. Thiscontains small yellow granules called lupulinglands. These glands contain the hard and softresins and the essential oil. The soft resins areconverted into the bitter substances in the beerand the essential oils impart the “hoppy”character .
Figure 1. Cross section of ahop cone.
It is the soft resins (solublein hexane) that are mostimportant in brewing, andthese consist of alphaacids, beta acids and un-characterised soft resins.
The alpha acids andbeta acids provide the bittering principals.These acids are largely insoluble in cold waterand are more soluble in boiling water. Howeverduring wort boiling, the alpha acids areisomerised into iso-alpha acids that are muchmore soluble.
The beta acids are less soluble and are
largely unchanged during wort boiling, andhence contribute little to the final bitterness ofthe beer, unless they are oxidised to hupulonesin which case they will also contributebitterness. See Figure 2.
The amount of alpha acid added iscalculated from the weight and concentration inthe raw hops or hop product used, and whenusing hops added to the kettle, the utilisationdecreases throughout the brewing process:
Typical recovery rates of iso-alpha acid duringbrewing with cone hops.Process Stage Recovery of
alpha acid At the end of Wort Boiling 50 – 55% At the end of Fermentation 35 – 40% Bright Beer 25 – 30% After dispense 20% of
bitterness can segregate into foam.
The reasons for loss of iso-alpha acid fromconventional hops in brewing are:
• The nature (duration and vigour) of the boil.• Only around 50% is isomerised from alpha to
iso-alpha acid during wort boiling.• Iso-alpha acid is absorbed by the trub (hop
debris/protein) during hot wort clarification.• Iso-alpha acid is absorbed by the yeast and
lost in beer foam (fermenting heads)• Iso-alpha acid is lost in beer foam and
absorption by the final filters.
Whole hopsWhole hops are added to the kettle, andseparated through a hop strainer or hop back.Although used by a number of traditionalbrewers they can be difficult to handle andstore in a modern brewery, and many brewersprefer to use hop products.
Whole hops cones are cleaned to removeunwanted stems and leaves before being driedand baled. They are generally stored cold (circa
5°C) to reduce the loss of alpha acid. Since they are not usually blended each bale
will have a unique alpha acid contentdepending on the variety season and growingarea.
Whole hops also tend to give the poorestalpha acid utilisation during boiling (25% to30%) since they have higher quantity ofvegetative material and the alpha acid is lessreadily available. The higher the content ofvegetative material, i.e. the greater the bulk ofhop debris, then the greater the potential toretain wort with higher wort losses during wortclarification at the end of boil. There is usually
TECHNICAL SUMMARY
Technical Summary 11
By Tim O’Rourke
Continuing this series oftechnical summaries for
the Institute & Guild’s AME candidates.
Hops and hop products
Figure 2. Isomerisation of alpha acid into iso-alpha acid.
Preparation Bales from growers Major use Bitterness and aroma Method of use Direct addition to kettle during boiling or cask for dry hopping
Composition % Total resins 15 Advantages:Soft resin – alpha acids (8) Traditional form
beta acids (4) Free from extraction solvents Hard & uncharacterised resins (3) Standard aroma & bittering product Essential; oils 0.9 Aids hot break formation & settling Tannins/polyphenols 4 Protein (N x 6.25) 15 Disadvantages:Water 10 Bulky and expensive to store Monosaccharides 2 % alpha and aroma varies each year Lipids and waxes 3 Subject to loss of alpha and aroma on storage Amino acids 0.1 Possible contaminates from debris and pesticide Pectin 2 Low utilisation (25 – 30%) Ash 8 Higher losses of wort in spent hops Cellulose & lignin 40 Costs of disposal of spent hops Resins and oils will vary according to variety
Table 1. Summary of benefits from using whole hop

TECHNICAL SUMMARY
an associated cost to remove the spent hopmaterial. See Table 1.
Pelletised HopsPelletised hops are made by milling wholehops and compressing the hops into pellets.These are generally packaged under vacuumor in an inert gas such as nitrogen to reduce therate of deterioration. Pelletised hops areavailable as:
• regular pelletised hop, (type 90 pellets)• enriched pellets (type 45 pellets), where some
of the vegetative (non-alpha acid bearingmaterial) is removed to give a constantproduct with a much higher alpha acid. See Figure 3.
Hops of the same variety but with differingalpha contents are often blended to give astandard product with a constant alpha acidappropriate for each variety and growingseason.
Pellets are added to the kettle where thealpha acid is isomerised during wort boiling.
Pelletised hops generally yield 2 to 3 %improvement in utilisation over the equivalentwhole hops (between 27% and 32% utilisation– but sometimes up to 40%).
Milling makes the alpha acid more readilyaccessible, with less vegetative material there isalso a lower entrained wort loss, which can befurther decreased through a trub recoverysystem.
Wort clarification is usually carried out inwhirlpool vessel and the trub (including thespent pelletised hops) is often recovered andsold along with the spent grains. See Table 2.
Isomerised hop pellets The pellets for isomerised hop production areproduced in a similar way to standard pellets(see Figure 3) with about 2% magnesium oxideadded during the pelletising process. These“stabilised” pellets, packed in an inertatmosphere are heated to 50°C forapproximately 14 days, when up to 99% of thealpha acids are isomerised in situ, giving wortutilisation rates of 80 to 90%, and final beerutilisation rates of up to 70%
The handling and processing of isomerisedpellets is similar to regular pellets. See Table 3.
Hop ProductsBeside whole hops (hop cones) and pelletisedhops, other hop products and extracts are usedeither as alpha acids added to the kettle or as
isomerised iso alpha acids added to the kettleor after fermentation. Hop oils and hop bitteringproducts can be added after fermentation togive a dry hop character, or to modify thecharacter of the final beer.
Processed hop products represent aconvenient and controlled system for addingboth bitterness and aroma character to beer,and can be useful for adjusting beers producedoutside specification.
Their benefits include:• Reduced bulk • Reduced transport costs • Reduced storage costs• Potential for automating hop addition in the
brewery• Uniformity - (can be standardised to % iso-
alpha acid value)• Greater stability (long term storage)• Improved utilisation (pellets up to 10%: Post
fermentation bitterness up to 70%improvement)
• Reduced beer and wort losses• Improvements in beer quality and consistency• Decreased level of polyphenols/tannins• Decrease (or absence) of nitrates• Decrease (or absence) of pesticide residues
These potential benefits have to be balancedagainst:
• Increased production/processing costs• Possible inclusions of solvents and toxic
residues (not with CO2 extract)• Purist/public attitudes to the use of
processing and solvents• Possible adverse effects on beer quality and
taste.
All of the products are derived from whole hopsin the first instance, and are generally used tohelp the Brewer overcome the effects of aging,storage and consistency problems.
Hop extractIt is possible to extract the soft resins in avariety of solvents, thus obtaining aconcentrated solution of alpha and beta acidsas well as uncharacterised soft resin. Two typical solvent systems are used:Organic: Principally Ethanol; and HexaneCarbon Dioxide: Liquid and SupercriticalCarbon Dioxide. See Figure 4.
22The BREWER International • Volume 3 • Issue 1 • January 2003 • www.igb.org.uk
Figure 3. Manufacturing process of pelletisedhop products.
Preparation Leaf hops are cleaned, milled, palletised and vacuum packed Major use Bitterness and aroma Method of use Direct addition to kettle during boiling
Composition Type 90 pellets – similar to leaf hop but may be Advantages:standardised for alpha Traditional productLower moisture content Free from extraction solvents Better utilisation through ruptured resin glands Standard aroma & bittering product
Aids hot break formation & settling Significant reduction in volume
Type 45 pellets – increased alpha due to Improved storage propertiesconcentration of lupulin gland. Improvement in % hop utilisationBetween 40 to 50% of vegetative material Easier disposal of spent hop debrisis removed Resin/oil concentration is approximately double. Disadvantages:
Bulky than extractsPossible contaminates from debris and pesticideLow utilisation (25 – 35%)
Table 2. Summary of benefits from using pelletised hop
Preparation Magnesium oxide is added to milled hops and gently heated before being palletised and vacuum packed
Major use Bitterness with good aroma properties Method of use Direct addition to kettle during boiling – can be added part way through the boil
Composition Similar to Type 90 pellets Advantages:
Similar to hop pelletsAlmost all the alpha acid is converted to Better keeping propertiesthe equivalent magnesium iso-alpha acid. Better utilisation (50 to 60%) Slight reduction in beta acid content Presence of magnesium and magnesium oixide Disadvantages:
Similar to hop pellets MgO could be perceived as a chemical additionLow utilisation (25 – 30%)
Table 3. Summary of benefits from using iosmerised hop pellets

The main organic extractants are strongsolvents and extract plant pigments along withthe soft resin. After extraction the solvents areboiled off, to leave concentrated resinscontaining alpha acids for addition to the kettle.Solvent extracts are increasingly falling fromfavour because of perceived problems withresidue, although ethanol does not have thisdisadvantage.
Carbon dioxide is a more selective extractantremoving less of the water solublecomponents. Supercritical CO2 (operatingtypically above 250 to 300 bar and below 40 to45°C) has the properties of both gas and liquid,and is a more polar solvent extracting moreplant material than the sub-critical CO2 . Thelatter often known as liquid CO2 operating at 50bar and 10 to 15°C is a relatively mild non-polarsolvent, like hexane, but gives lower overallextraction efficiency with a higher yield of alphaacid. See Figure 5.
The immediate availability of the hop resins inthe extracts added to the wort is favourable forutilisation (overall in the range of 35% - 45%),and the material is free from or has greatlyreduced nitrate and pesticide residues. LiquidCO2 extracts also contain much of the hopessential oils, but the immediate availability ofthe hop oils decreases their survival duringboiling, which may be detrimental to beerflavour.
Standardisation of alpha acids in hopextracts (normally 30% alpha, but sometimes25% or 45%) can easily be achieved. A “pureresin extract” (P.R.E.) is usually obtained firstusing optimum extraction conditions toproduce the best yield of alpha acids from aparticular batch of hops (normally in the rangeof 40 - 55 % alpha in the P.R.E. extract).
The P.R.E. is then diluted to the requiredstandard before final packaging by the additionof either glucose or corn syrup, or, more rarely(because of storage stability problems) with ahot water extract of the hop material, which willcontain some of the hop sugars, tannins,polyphenols etc.
Further fractions of carbon dioxide extract
23The BREWER International • Volume 3 • Issue 1 • January 2003 • www.igb.org.uk
Preparation Resins and oils are extracted from the hops using solvents which are then driven off.
Major use To provide bitterness to beer Method of use Direct addition to kettle during boiling
Composition Whole hops Organic solvent extract Super critical CO2 Liquid CO2
Total resin 12 – 20% 15 – 60% 75 – 90% 70 – 95% Alpha acid 2 – 12% 8 – 45% 27 – 55% 30 – 60% Beta acid 2 – 10% 8 – 20% 23 – 33% 15 – 45 % Essential oils 0.5 – 2% 0 – 5% 1 – 5% 2 – 10% Hard resins 2 – 4% 2 – 10% 5 – 11% NoneTannins 4 – 12% 0.5 – 5% 0.1 – 5% None Waxes 1 – 5% 1 – 20% 4 – 13% 0 1 – 10% Water 8 – 12% 1 – 15% 1 – 7% 1 – 5%
Table 4. Summary of benefits from using hop extracts
Figure 4. Process flow chart for themanufacture of hop extracts.
Figure 5. Schematic of plant used to manufacture of hop extracts.
Advantages: Disadvantages:Less bulk storage Different brewing operation compared to whole Good storage properties (several years) hopsImproved utilisation (45 to 65%) Solvent extractReduced pesticide residues Solvent residue (minimal)Minimal wort/beer losses Altered aroma profile
Presence of “chemicals”Supercritical CO2Altered aroma profileHighest cost of extractionPossible impuritiesLiquid extract CO2Lower yield than supercriticalHigher cost per unit alpha than other extracts.

TECHNICAL SUMMARY
can be used for separating the hop oil fractionfrom whole hops, so that the oils can be usedfor dry hopping. The alpha acid can also beused to produce isomerised kettle or postfermentation hop bittering extracts, thusenabling all the brewing properties of the hop tobe recovered. See Table 4.
Isomerised kettle hop extracts.In order to improve utilisation it is possible topre-isomerise the alpha acid before wortboiling. Alpha acid can be isomerised byheating with an alkali metal carbonate while stillin the resin form to produce pre-isomerisedkettle extract (IKE). If it is made with potassiumsalts it is usually called PIKE; if it is made withmagnesium salts, MIKE.
The benefit of isomerised kettle extract is itsease of use, standard utilisation being around70%, but it is relatively expensive. See Table 5.
Isomerised hop extract.As well as adding the isomerised extracts to thekettle where there are still losses due toabsorption by the trub and yeast, it is possibleto add isomerised extracts post fermentation(PFB - post fermentation bitterness), when theutilisation of alpha will be higher.
It is usual to use a pure alpha acid, which hasbeen separated from the soft resin, purified andisomerised externally to produce potassium ormagnesium salts of the iso-alpha acid byheating. The isomerised extract is water basedand is standardised to 20% or 30% isomerisediso-alpha acids from which a utilisation of 70%to 95% or greater can be expected.
The material left behind in the soft resin iscalled the “base extract” and contains oils,beta-acids, and other resin materials plusimpurities; it is often added to the kettle duringboiling to:
1. prevent excess foaming or over boiling2. to add tannins and hop oils 3. to provide a source of non isohumulone
bitterness4. to provide hop compounds to ensure
fermentation proceeds normally
As PFB isomerised extracts contain only iso-alpha acids, they contribute no flavourcharacter other than pure bitterness to the beer.
The extracts are often used to adjust for lackof kettle bitterness or to supplement non-isomerised hops in high gravity brewing (thusachieving better utilisation).
When PFB isomerised extracts are used asthe sole source of bitterness, base extractshould also be added to the kettle to give otherelements of hop character to the beer. SeeTable 6.
Reduced hop extractIn the presence of sunlight (UV/visibleradiation), conventionally hopped beersproduce a “skunky” or “light struck” flavour.For this reason many beers are packaged inlight proof or brown glass which is opaque tothe radiation. See Figure 6.
Light struck flavours develop when the iso-alpha acid molecule splits stimulated by UV
24The BREWER International • Volume 3 • Issue 1 • January 2003 • www.igb.org.uk
Preparation Pure resins undergoes controlled heating with alkali metal salts which isomerises most of the alpha acid.
Major use To provide bitterness and late hop character to beerMethod of use Direct addition to kettle during boiling Composition Similar to pure resin extract- 90% of the alpha acid is isomerised
Supercritical CO2 Essential oil components absent Liquid extract CO2 High levels of purity
Contains similar amounts of essential oils as the leaf hop
Table 5. Summary of benefits from using isomerised kettle hop extracts (IKE)
Advantages: Disadvantages:Easy to handle and store Restricted to those varieties processedStandardised constant product Considered to be “chemically processed”Precise control of bittering Retains aroma contributionHigh utilisation (50 to 75%)High purity/ minimal residuesMinimal wort/beer losses
Figure 6. Production of light struck flavours (3-methyl-2-butene-1-thiol).
Figure 7. The production of reduced iso- alpha- acid compounds from iso alpha acid.

light, and the free side chain bonds with a freesulphur radical. If the weak double bonds arereduced the iso-alpha acid cannot bephotolysed and the reduced hop compound isnot susceptible to the light strike effect.
A variety of reduced compounds have beendeveloped from both alpha and beta acidswhich are not prone to light struck taints whileat the same time providing bitterness to beer.The mechanisms and structures are shown in
Figure 7.As well as providing different levels of
bitterness, some of the reduced humuloneshave an effect in enhancing beer foamcharacter.
The products are usually marketed atconcentrations of between 5% and 20% inaqueous solution.
If a brewery uses clear glass and reducediso-humulone, it is necessary to exclude all
sources of conventional hop (iso-alpha acid)below 0.2ppm. Iso alpha acid can be carriedover from all vessels, pipework and in pitchingyeast. It is usual to keep a pure strain of yeast oruse freshly cultured yeast to avoid any carryover.
If it is only being used for its foam enhancingproperties, the reduced iso material may safelybe used in conjunction with conventionalhopping regimes. See Table 7.
Hops and hop essenceMost of the hop products considered so farhave been used to enhance the bitternessfraction in beer, but hops are also a source ofhop oil aroma and these can be separated bysteam distillation or by CO2 extraction. The oilsare ideal for post fermentation addition wherethey give dry hop aroma to beer, retaining muchof the aroma character of the original hopvariety.
Hop oils are usually added in the form of anemulsion (with a food grade emulsifier),marketed in concentrations between 1,000 and10,000 ppm of pure oil, or by re-dissolving inliquid CO2 and directly injecting this solutioninto a beer main.
Other developments of hop oil additiontechniques involve the adsorption of oils on tothe surface of finely divided silica, and theretention of oils inside the ring structure of b-cyclodextrin molecules. Both these methodsentrap the oil in a solid (powder) form, whichreadily releases the oils in to beer on contactwith water.
With column chromatography it is possible tofractionate the whole hop oil into late hopessence, which may itself be divided into spicyand floral fractions:
• Late hop essence Spicy – contains terpeneand sesquiterpene oxides which producesspicy flavour in beer, improves mouthfeel andenhances perceived bitterness.
• Late hop essence Floral - contains ketonefraction which imparts light floral notesimproving the fragrance rather than the tasteof the beer. See Table 8. ■
● Further Reading
Neve R.A. – Hops published by Chapman and HallIoB Blue Book on HopsO’Rourke T – IOB Blue Book – Brewhouse andBrewing Materials – (in print)Morris Hanbury Jackson LeMay Ltd. technical literatureBrewing Science Vol 1 ed J.R.A. Pollock – varioussectionsMalting and Brewing Science – Hough, Briggs andStephensNew Brewer July 1994Moir M (1988) Development in Hop Usage, FermentVol 1 No 3, O’Rourke T – Back to Basics – Brewers GuardianApril 1998.
25The BREWER International • Volume 3 • Issue 1 • January 2003 • www.igb.org.uk
Preparation Alpha acid extract from the resin is convert to alkali metal salt of iso-alpha acid in buffered water solution.
Major use Provides all parts of the hop bitternessMethod of use Added in line post fermentation
Composition % Advantages:Alpha acids (HPLC) 0 – 0.8 Easy to handle and store Beta acids 0 – 0.3 No aroma contribution Aroma compounds absent Standard bittering product Iso alpha acid (30% solution) 29 - 31 High utilisation (70 – 95%) Potassium carbonate buffer 68 - 70 Easy adjustment of bitterness
Specification Disadvantages:pH (1% solution) 9.0 – 9.5 Expensive Haze (1% solution) 0 – 5 EBC No hop aroma contribution Gushing test None Reduced kettle hop addition which contributes to
hot break Reduced hop character in beer “Chemically processed”
Table 6. Summary of benefits from using isomerised (post fermentation bittering (PFB) extract
Preparation Reduction of iso-alpha acid or beta acids Major use Light strike resistance and foam improvement in beer Method of use Added post fermentation
Advantages: Disadvantages: Traditional form Costly Free from extraction solvents Utilisation lower (45 – 55%) Standard aroma & bittering product Chemically processed Aids hot break formation & settling If aroma is required it has to be added separately
The reduced iso compounds have different benefits
Reduced iso product Bittering power Foam stability Standard iso alpha acid 100 Standard + Dihydro - iso alpha acid 60 – 80 Much greater +++ Tetrahydro- iso alpha acid 160 – 180 Greater ++ Hexahydro- iso alpha acid 100 Standard +
Resins and oils will vary according to variety
Table 7. Summary of benefits from using reduced hop compounds
Preparation The oil fraction from whole liquid CO2 extraction of hops is further extracted and purified by vacuum distillation. Essences are fractionated from whole oil by column chromatography.
Major use Enhance hop aroma and flavour in beer Method of use Added post fermentation
CompositionHop oils Pure varietal oils or blends, semi refinedLate Hop Essence – Spicy Principally terpenes and sequiterpenesLate Hop Essence – Floral Principally ketone fraction
Advantages: Disadvantages: Easy to handle and store Oil require top be emulsified before useStandardised constant product Essences are very costlyAvailable in variety of specific or generic forms Some drinkers can detect the difference in dry Provides means of precisely adjusting and hop character between hop oils and whole hopscontrolling late hop character Extraction dosage rates are criticalLess change in hop character over time than with cone hops
Table 8. Summary of benefits from using hop oils and late hop essence

57The BREWER International • Volume 3 • Issue 2 • February 2003 • www.igb.org.uk
Once mash conversion iscompleted, when all the starchhas been broken down to sugar, itis necessary to separate the sugarsolution from the malt solids toproduce clear sweet wort.
The basic principals of mash separation arethe similar. The wort is strained through a filter
bed made up of the husk and solid material remaining from the maltwhich is held on a course septum such as a screen or filter sheet.
The principles of filtration are defined in terms of Darcy’s equation:
Flow rate u = filter surface area (A) x pressure differential across filter (P)Beer viscosity x resistance to the flow of beer (L )
Therefore the highest flow rate is achieved with:• Large filter surface area (A)• Increased differential pressure across the filter bed (P) • The lower the wort viscosity • The shallower the filter bed (L)
Darcy’s equation describes the conditions for optimum flow notoptimum wort quality. It is also necessary to obtain the maximumrecovery of extract (sugar) and to produce bright wort free fromsuspended solids.
There have been a number of different designs of wort separatingequipment, but currently three basic types are commonly used.
Isothermal Mash TunThis is a combined conversion and wort separation vessel. Since it has noform of agitation or heating it operates at a single temperature in therange of 65°C.
Mash tuns have the smallest filter surface area with the deepest beddepth (up to 1 meter deep) which applying Darcy’s equation will explainwhy it has the slowest filtration and poorest extract recovery. The poorerrun performance is partially compensated by using a coarse grist but thiscould lead to poorer extract recovery. It does produce the brightestworts.
Extract performance is a result of the combined effects of the malt gristand the bed depth. The poorer potential performance of the mash tun ispartially offset by using a low volume of water in mashing (water: gristratio of 2:1) this allows a higher volume of sparge water to optimise theleaching effects.
The flow rate of wort from a mash tun is usually controlled manually.The run-off taps are set and adjusted to prevent pulling the bed down on
to the plates. Unlike the other wort separationsystems the mash in a mash tun floats on thewort, at least during the strong wort recovery.
During the initial run-off, the flow rate is low toallow for the high viscosity of the wort and toprevent the floating bed of mash being drawndown on to the false bottom of the vessel. Theflow rate can be increased during sparging asthe wort viscosity falls.
Typical mash tun cycle
Mashing in 20 minutesMash conversion stand 75 minutesRun off 185 – 330 minutesDrain down & Spent grains removal 20 minutesTotal turn around time 300 -–440 minutes
Excluding the time taken for the mash conversion, the mash tun is theslowest wort separating system. Mash tuns are well suited to theirtraditional use in producing wort from well modified malt. They are thecheapest system in terms of capital outlay and are the simplest to operatewith little or no automation.
Mash tuns can only use a single temperature for mash conversion andas a result poor quality malts or malts requiring a protein or glucanasestand cannot be handled. Mash tuns are also less well suited to modernlarge batch production where high brewhouse utilisation and extractefficiency are expected.
When using a Lauter Tun or Mash filter the mash is converted in aseparate mash conversion vessel often using a range of temperaturestands. The function of the Lauter tun and Mash filter is purely to separatethe solids.
Lauter TunBefore transferring mash from the mash conversion vessel a layer ofbrewing water or “underlet” is added to cover the plates in the lauter tun.The transferred mash is allowed to settle on the lauter plates. The bed inthe lauter tun is shallower (around 0.5 m) and the vessel has a largerdiameter (greater surface area) than the mash tun. This gives it a betterfilter performance and allows the use of finer grist, which helps extractperformance.
The initial wort collected from the lauter tun is re-circulated to ensurethat only bright wort (haze less than 5 EBC) runs to the kettle. Themedium fine grist used in the lauter tun causes an increase in theresistance of wort run off, which has to be compensated by the use ofrakes to open the bed and allow faster filtration. The rakes must operatein such a way to avoid the sparge being channeled through the bed andto avoid the filter bed being totally disrupted. Slight increases in wortviscosity can have a dramatic effect on run off performance.
TECHNICAL SUMMARY
Mash separation systemsTechnical Summary 12
By Tim O’Rourke
Continuing this series oftechnical summaries for
the Institute & Guild’s AME candidates.
Isothermal Mash Tun. Lauter Tun.

There are a number of different ways of running a lauter tun which varyaccording to beer type, installation and tun design. Raking can becontinuous in a “wave”, or using a number of discrete steps The spargecan be added continuously or as a batch addition when it is oftenaccompanied by a total break up and re-mash of the bed.
Most lauter tuns are fully automated and as well as controlling the wortrun-off rate, they also measure and control the differential pressure aboveand below the lauter plates. When this pressure falls below a set pressureit has reached a “set bed” condition. The run-off is stopped and the rakesare lowered to the bottom of the bed and used to beak up the bed for 5 to10 minutes before normal filtration is resumed.
To control a lauter tun run-off, the following properties can bemeasured:
• Wort flow rate (which can be accumulated to give total volume of wortcollected)
• Flow rate and volume of underlet and sparge• Differential pressure which is the difference in pressure above and
below the later tun false bottom. This directly measures resistance toflow through the filter bed.
• Wort clarity – wort should have a haze less than 5 EBC with less than 1mg per litre of suspended solids.
• Wort density – as the density decreases, the wort viscosity also fallsallowing the lauter tun to run off more quickly.
• Temperature of sparge• Dissolved oxygen is reduced by gentle filling usually from the bottom of
the vessel and through gentle operation.
These measurements can be used to control the lauter through:
• Controlling flow rate – rate of run off• Sparge rate, that is the rate of re-hydrating the bed and the amount of
water on top of the bed.• Sparge temperature (higher temperature reduces wort viscosity, but
also increases extract of unwanted husk compounds).• Raking and set bed routines (these are primarily to relieve the build up of
differential pressure across the lauter bed).• Re-circulation – at the start of run off and often after a set bed the worts
are re-circulated on top of the lauter tun until they are bright beforerunning to the kettle.
A typical lauter tun cycle
Stage Time in mins Volume HlUnderletting 3 23Filling 11Re-circulation 4 20First worts 41 205Second worts 74 475Last worts 10 141Weak worts 16 179Drain down 8 93Grain removal 25Total 192 l000
Modern Mash FilterThe modern generation of mash filter is typified by the Meura 2001. Thisfilter has a large surface area because of the number of filter plates. Ituses a very thin filter bed a few millimeters thick, and operates at up to 1.5bar pressure, which provides a significant driving pressure to aid filtration.
Through its design, the mash filter is able to optimise the filtrationconditions defined in the Darcy equation and is therefore able to handlevery fine grist. Mash filter grist is produced using a hammer mill; the veryfine grist ensures an excellent extract recovery.
The mash filter is charged with converted mash from the mash mixer.The mash filter is fitted with fine pore polypropylene filter sheets suitablefor fine grist, without particles bleeding through the sheets. The fine filtersheets and grind result in a tight filter bed which means that no re-circulation is required before first worts are drawn off which can runstraight to the kettle.
The large number of plates and shallow bed depth gives a high filterflow rate and the fine grind coupled with a thin filter bed results in highextract efficiency without the reduction in wort quality.
The sequence below shows the series of events during a mash filterrun.
FillingMash is pumped at low pressurefrom the mash conversion vessel
Duration 5 mins Pressure 0.7 barVolume of run off nil
FiltrationThe solids in the mash form a cakeon the surface of the filter cloth.Clear wort is run off to the kettle.
Duration 30 mins Pressure 0.7 barVolume of run off 175 hl
Pre-compressionAfter all the mash has beentransferred from the mash mixingvessel, gentle air compression isapplied to the membrane whichforces the strong wort through thebed.
Duration 5 mins Pressure 0.9 barVolume of run off 10 hl
SpargingWhen most of the strong worts hasbeen squeezed from the grain, themembrane pressure is slowlyreleased and sparge water ispumped through the mash inlet;
Duration 35 mins Pressure 0.7 barVolume of run off 175 hl
Final CompressionWhen all the sparge has beensupplied the membrane iscompressed at high pressure andthe grain bed squeezed dry.
Duration 10 mins Pressure 1 to 1.5 barVolume of run off 20 hl
Cake dischargeOnce all the extract has beensqueezed from the grain, thepressure is released and the filter isopened up. The gains fall into a grainhopper for removal.
Duration 10 mins Pressure noneVolume of run off nil
The new mash filter is able to use avery fine grist which allows a highextract recovery usually in excess of
58The BREWER International • Volume 3 • Issue 2 • February 2003 • www.igb.org.uk
Filtration
Pre-compression
Sparging
Final Compression
Filling
TECHNICAL SUMMARY

100% laboratory extract. Inaddition because it requires alower sparge volume than theother systems it can readilyproduce high gravity worts from anall malt brew.
Summary of the advantages of a mash filter over a lauter tun.
One of the principal differences between the three separation systems isin composition of the grist required, which is shown below:
Summary of the principal differences in grist composition based on thestandard EBC Pfungstat Plansifter sieving of grist.
Mesh size (mm) Fraction Mash Tun Lauter Tun Mash Filter>1.27 Husk 20% 15% <5%1.01 to 0.547 Coarse Grits 35% 5 % 5%0.253 Fine Grits 35% 30% 35%0.152 Flour 10% 30% >45%
Spent GrainsAfter wort separation is complete the waste material left behind calledspent grains and is drained down and sold for cattle feed.
The removal of the grains depends on the mash separation system:
•Mash Tun – thrown out by hand, or removed by a mechanical arm whichrotates over the false bottom of the tun and pushes the grains towardsoutlet ports.
• Lauter Tun – usually combined with the lauter rake equipment, whereeither the rake arms turn to present a flat surface pushing the grainstowards outlet ports, or a bar attached to the rake arms descends toachieve the same purpose.
• Mash Filter – the filter is opened up and the grains fall out, occasionallywith sticky grains the cloths may require scraping.
After grain discharge the plates or cloths are usually hosed off, inpreparation for the next brew, and the vessels will receive a full hot CIP atleast once per week. The discharged grains are usually conveyed eitherby a screw conveyor or using compressed air to a storage silo, wherethey can be loaded into local transport for removal.
The % solids of the grains is between 19 and 36% depending on wortextraction system and drainage, where there is no concern over effluentand when the brewery is adjacent to suitable agricultural sites, the grainsare discharged wet and removed for storage and ensiling on the farm.
If the grains cannot be taken away wet then it is necessary to dry thegrains. In which case after draining down, the grains may be passedthrough a decanter centrifuge to remove excess moisture before beingdried in a drum oven. ■
● References and further reading
O’Rourke T -– IoB Blue Book – Brewhouse and Brewing Materials – (in print)Meura – technical literatureBriggs – technical literatureMalting and Brewing Science - Hough, Briggs and StephensO’Rourke T – Back to Basics – Brewers Guardian July 1999.
Discharging
Property Mash Filter Lauter Tun Extract efficiency Circa 102 % Circa 97.5 % Sparge volume Less sparge – Higher sparge lower
Higher gravity worts gravity wort Turn around Circa 2 hours Circa 3- 4 hours
12 brews/day 8 - 10 brews/day Flexibilty Full charge + 5 % -10% Full charge ± 35 % Operation No underlet More problematical run off
Easier run off Footprint Small 3 x12m 8m dia. (10 tonnes) Maintenance Low – few moving parts Higher – more moving partsQuality (under ) Good – improved Good correct operation foam stability Spent grains Dry – moisture < 65 % Wet – moisture > 78 % Capital Cost Can be cheaper
depending on civil costs
59The BREWER International • Volume 3 • Issue 2 • February 2003 • www.igb.org.uk
ONLINE
www.igb.org.ukPlease visit our web site for information on all IGB activities and services
The Institute & Guild of Brewing
Illus
trat
ions
of t
he m
ash
filte
r by
kind
per
mis
sion
of M
eura

1
Efficiency – Line Philosophy
PROCESS
MACHINES PEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT In 1992 I presented a paper titled ‘Development of a Packaging Line’ to the Brewers Guild in Blackpool, and then at the MBAA Conference in the Caribbean. I made reference to the first packaging line that I managed in Ghana from 1971 to 1973. The speed was 120bpm, efficiencies were 85% and waste was negligible. It was a doddle! So what’s gone wrong? The answer is simple. The modern line is faster, technology more complex and there is a multiple range of products. If you want a successful line today, it must be right – the line philosophy should be perfect. Is this too much to ask for – well it usually is! When starting from new, frustrations can evolve as a result of:
• Inadequate budget. It is either arbitrarily cut or poorly constructed. • Time constraint. Once a decision is made there never seems to be enough time,
everything must happen now! • The contract. It is important to have a contract but I find they are now overly
complex. This does three things 1) makes the supplier nervous (they will probably seek legal advice), 2) leaves a tendency for simple things to be left out, and 3) can delay the project. What generally happens is the project goes ahead while the contract is still being sorted out – not the perfect situation.
• Second-rate machinery is purchased or insufficient research is carried out. • Not enough work is done on studying the compatibility of the materials with the
machine. • Operators are not properly trained. • There is not enough involvement with those who will be running it!
Good planning is the essence of achieving the right end result, if this is not achieved, there is a nightmare to follow, and there is not much sympathy around! Good planning also means that when you are challenged you have the answer, and the consequences of any change are immediately known. So before developing a packaging line ensure that all parties have been consulted, and that there is total agreement on the objectives. So whom should you involve? The simple answer is, the customer, but sadly there is not one but many of them. My list would include – planning/sales, marketing, manufacturing (production and engineering managers and shop floor), and finance. Make sure that the top person is approached in each area, and ask that he/she nominate individuals who will

2
be asked to sign off what has been agreed. There will then be a steering committee involving all these people and a project ‘owner’ who would normally be someone from manufacturing who will work with the project and then finally take it over. This may seem a bit petty but a lot of money is being invested, so it is important that a great deal of up front work is carried out. If the reader works for a small company all this may not be necessary, as communications are easier and ownership is extremely clear. It is also likely that the same people will be around throughout the project! However, a clear plan still needs to be put together. All this may seem extremely obvious, but so many fall at this hurdle. After the requirements have been established, the line layout and type of plant must be decided. Specifications therefore need to be prepared and discussions take place with suppliers. You should still remain reasonably flexible in your approach, as suppliers will often as not come up with good ideas. On one occasion I remember talking to a supplier after the installation of his palletiser. We in manufacturing had specified the patterns for palletisation, and these were duly given to the supplier who actually suggested a better pattern for one particular format. This was turned down by project because the pattern had already been specified! Later on, when we discovered this, we changed the pattern on the supplier’s advice, and it worked much better. So have an open mind – do lots of listening! Line layouts and speeds are of the essence to good line performance. There are many layout alternatives. The end result may depend on existing layouts but the modern objectives would include (Mnemonic-FEEL DEMO!):
• F ast changeovers (Less than 10 mins) • E rgonomics • E ase of maintenance and cleaning • L ow manning levels • D esign line to ‘pull’ product • E ase of waste removal • M aterials ingress and compatibility • O n line Quality Control
The line needs to be designed around the heart of the line i.e. the machine that does the primary packaging. If this machine stops, the output is immediately affected. For a beverage packaging line this would normally be the filler. A graph is then drawn with the filler at the bottom of the graph – this is known as a ‘V’ graph (see fig 1). In cases where a tunnel pasteuriser is installed, this may be at the bottom of the graph. However, if this is

3
done the filler needs to be electronic to allow it to modulate. 'V' Graph for 1500Cpm Canning Line
1450155016501750185019502050
DEPALLETISER FILLER/SEAMER CODER PALLETISER
MACHINE
Machines before and after the filler are planned to run faster by increments of 5 to 8%. In this way the line stands the best chance of giving a good efficiency. The machine at the bottom of the graph gives you the rated output for the line. The faster the line, the less robust it is, and stoppages will also give a greater loss of output. This leads us to the next point, accumulation. For slower lines, <500cpm, accumulation is not as important, and also the ‘V’ graph can be flatter. For higher speeds, however, accumulation is required to give an effective line balance. There are two types, static and dynamic. The simplest form of static accumulation is the bi-directional table, which is fitted at right angles to the conveyor. The product accumulates, and is then released into the conveyor when the line restarts. The disadvantage of this type is that products maybe held on the table for some considerable time, as the product will only be slowly released onto the line. In fact on some tables, the product can sit on the dead plate at the end of the table until it is physically pushed onto the conveyer. At a recent exhibition, ‘drinktec interbrau’ in Munich, Gebo Industries exhibited an in-line accumulation conveyer table. This has the advantage of ensuring that no product is left behind and is a neat combination of the dynamic and static types. It also takes up less space than dynamic accumulation on the conveyor. Dynamic accumulation can take place on any conveyors more than one slat wide. Conveyors on a packaging line are divided into two distinct areas – upstream and downstream (see fig 2)
Filler/Seamer
Upstream Normal State:
Conveyors Full
DownstreamNormal State:
Conveyors 50%Full
Upstream conveyors feed the core machine, in this case the filler, and downstream conveyors take product away from that machine. The upstream conveyors will normally run full, so if for any reason a machine feeding the filler should stop, there is a buffer of cans on the conveyor to keep the filler running. Conversely, the conveyors downstream
Fig 1
Fig 2

4
will run around half full which allows them to fill up when there is a stoppage downstream. So how much accumulation does one have? When it comes down to it, it is a matter of money and space. The best advice one can give is to analyse the most common stops on a line and relate the accumulation capacity to these. There are now some brilliant packages available that allow line performance to be simulated – there are companies around that can do this for you, conveyor manufacturers should also be able to do this for you. For an existing line it is worthwhile spending some time on ensuring that your line is in balance and that the accumulation space is being properly used. On many occasion I have seen people increase the speed of the filler and expect higher output, the reverse actually takes place. A line always runs better when it is allowed to run continuously at the correct rated speed. It may be that the line has to be re-rated, or that machines upstream and downstream need to be speeded up. I have seen new plant being installed on a line and as it runs at a different speed to the de-installed plant, it throws the line out of balance. Another consideration is the line layout. There are two distinct ways to go – a straight line or a ‘U’ shaped line (See figs 3&4). The latter gives the best solution from the ergonomic point of view, as machines are much more accessible and also more visible. However, this will not be the easy solution if straight lines are already in place, or when a range of different pack formats are required. Should the latter be the case, a comb layout will be necessary giving a choice of routes. Whatever is chosen the above objectives – FEEL DEMO - should be met in order to give a satisfactory performance. In conclusion, the competence of the operating crew is absolutely key to achieving good output, but I also believe that a well-designed and balanced line makes a big difference to both morale and therefore output. Good planning is the essence; then ensure it is in balance and, finally, look after it! The next article is about measurement of line performance with a little financial input.

1
Efficiency – Line Philosophy
PROCESS
MACHINES PEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT In 1992 I presented a paper titled ‘Development of a Packaging Line’ to the Brewers Guild in Blackpool, and then at the MBAA Conference in the Caribbean. I made reference to the first packaging line that I managed in Ghana from 1971 to 1973. The speed was 120bpm, efficiencies were 85% and waste was negligible. It was a doddle! So what’s gone wrong? The answer is simple. The modern line is faster, technology more complex and there is a multiple range of products. If you want a successful line today, it must be right – the line philosophy should be perfect. Is this too much to ask for – well it usually is! When starting from new, frustrations can evolve as a result of:
• Inadequate budget. It is either arbitrarily cut or poorly constructed. • Time constraint. Once a decision is made there never seems to be enough time,
everything must happen now! • The contract. It is important to have a contract but I find they are now overly
complex. This does three things 1) makes the supplier nervous (they will probably seek legal advice), 2) leaves a tendency for simple things to be left out, and 3) can delay the project. What generally happens is the project goes ahead while the contract is still being sorted out – not the perfect situation.
• Second-rate machinery is purchased or insufficient research is carried out. • Not enough work is done on studying the compatibility of the materials with the
machine. • Operators are not properly trained. • There is not enough involvement with those who will be running it!
Good planning is the essence of achieving the right end result, if this is not achieved, there is a nightmare to follow, and there is not much sympathy around! Good planning also means that when you are challenged you have the answer, and the consequences of any change are immediately known. So before developing a packaging line ensure that all parties have been consulted, and that there is total agreement on the objectives. So whom should you involve? The simple answer is, the customer, but sadly there is not one but many of them. My list would include – planning/sales, marketing, manufacturing (production and engineering managers and shop floor), and finance. Make sure that the top person is approached in each area, and ask that he/she nominate individuals who will

2
be asked to sign off what has been agreed. There will then be a steering committee involving all these people and a project ‘owner’ who would normally be someone from manufacturing who will work with the project and then finally take it over. This may seem a bit petty but a lot of money is being invested, so it is important that a great deal of up front work is carried out. If the reader works for a small company all this may not be necessary, as communications are easier and ownership is extremely clear. It is also likely that the same people will be around throughout the project! However, a clear plan still needs to be put together. All this may seem extremely obvious, but so many fall at this hurdle. After the requirements have been established, the line layout and type of plant must be decided. Specifications therefore need to be prepared and discussions take place with suppliers. You should still remain reasonably flexible in your approach, as suppliers will often as not come up with good ideas. On one occasion I remember talking to a supplier after the installation of his palletiser. We in manufacturing had specified the patterns for palletisation, and these were duly given to the supplier who actually suggested a better pattern for one particular format. This was turned down by project because the pattern had already been specified! Later on, when we discovered this, we changed the pattern on the supplier’s advice, and it worked much better. So have an open mind – do lots of listening! Line layouts and speeds are of the essence to good line performance. There are many layout alternatives. The end result may depend on existing layouts but the modern objectives would include (Mnemonic-FEEL DEMO!):
• F ast changeovers (Less than 10 mins) • E rgonomics • E ase of maintenance and cleaning • L ow manning levels • D esign line to ‘pull’ product • E ase of waste removal • M aterials ingress and compatibility • O n line Quality Control
The line needs to be designed around the heart of the line i.e. the machine that does the primary packaging. If this machine stops, the output is immediately affected. For a beverage packaging line this would normally be the filler. A graph is then drawn with the filler at the bottom of the graph – this is known as a ‘V’ graph (see fig 1). In cases where a tunnel pasteuriser is installed, this may be at the bottom of the graph. However, if this is

3
done the filler needs to be electronic to allow it to modulate. 'V' Graph for 1500Cpm Canning Line
1450155016501750185019502050
DEPALLETISER FILLER/SEAMER CODER PALLETISER
MACHINE
Machines before and after the filler are planned to run faster by increments of 5 to 8%. In this way the line stands the best chance of giving a good efficiency. The machine at the bottom of the graph gives you the rated output for the line. The faster the line, the less robust it is, and stoppages will also give a greater loss of output. This leads us to the next point, accumulation. For slower lines, <500cpm, accumulation is not as important, and also the ‘V’ graph can be flatter. For higher speeds, however, accumulation is required to give an effective line balance. There are two types, static and dynamic. The simplest form of static accumulation is the bi-directional table, which is fitted at right angles to the conveyor. The product accumulates, and is then released into the conveyor when the line restarts. The disadvantage of this type is that products maybe held on the table for some considerable time, as the product will only be slowly released onto the line. In fact on some tables, the product can sit on the dead plate at the end of the table until it is physically pushed onto the conveyer. At a recent exhibition, ‘drinktec interbrau’ in Munich, Gebo Industries exhibited an in-line accumulation conveyer table. This has the advantage of ensuring that no product is left behind and is a neat combination of the dynamic and static types. It also takes up less space than dynamic accumulation on the conveyor. Dynamic accumulation can take place on any conveyors more than one slat wide. Conveyors on a packaging line are divided into two distinct areas – upstream and downstream (see fig 2)
Filler/Seamer
Upstream Normal State:
Conveyors Full
DownstreamNormal State:
Conveyors 50%Full
Upstream conveyors feed the core machine, in this case the filler, and downstream conveyors take product away from that machine. The upstream conveyors will normally run full, so if for any reason a machine feeding the filler should stop, there is a buffer of cans on the conveyor to keep the filler running. Conversely, the conveyors downstream
Fig 1
Fig 2

4
will run around half full which allows them to fill up when there is a stoppage downstream. So how much accumulation does one have? When it comes down to it, it is a matter of money and space. The best advice one can give is to analyse the most common stops on a line and relate the accumulation capacity to these. There are now some brilliant packages available that allow line performance to be simulated – there are companies around that can do this for you, conveyor manufacturers should also be able to do this for you. For an existing line it is worthwhile spending some time on ensuring that your line is in balance and that the accumulation space is being properly used. On many occasion I have seen people increase the speed of the filler and expect higher output, the reverse actually takes place. A line always runs better when it is allowed to run continuously at the correct rated speed. It may be that the line has to be re-rated, or that machines upstream and downstream need to be speeded up. I have seen new plant being installed on a line and as it runs at a different speed to the de-installed plant, it throws the line out of balance. Another consideration is the line layout. There are two distinct ways to go – a straight line or a ‘U’ shaped line (See figs 3&4). The latter gives the best solution from the ergonomic point of view, as machines are much more accessible and also more visible. However, this will not be the easy solution if straight lines are already in place, or when a range of different pack formats are required. Should the latter be the case, a comb layout will be necessary giving a choice of routes. Whatever is chosen the above objectives – FEEL DEMO - should be met in order to give a satisfactory performance. In conclusion, the competence of the operating crew is absolutely key to achieving good output, but I also believe that a well-designed and balanced line makes a big difference to both morale and therefore output. Good planning is the essence; then ensure it is in balance and, finally, look after it! The next article is about measurement of line performance with a little financial input.

Efficiency – the Materials In last month’s article I talked about the Ishikawa approach in defining a process, as follows: Most people tend to focus on the Machinery and People. Production blame the Engineers, Engineers blame the operators. Although this is a culture we would like to think has passed us by, unfortunately, when there is pressure on output, this rather unhealthy discourse tends to raise its head once more. When I visit operations that have not done a full study on their plant performance, I often find that the materials that they are using are the greatest cause of downtime. The frustration on the shop floor is enormous and the answers are often found there. A simple example that I came across was with a labeller that was applying pre-cut paper labels and the operator was struggling with the varying sizes of label. It turned out that the company was buying from two different suppliers and each company was cutting the label to a slightly different dimension. Materials are probably the most comfortable item to look at because it mostly involves people outside the manufacturing arena and also the results can be extremely rewarding! So what is the best approach? I have listened to lecture in which a person from Quality Assurance was saying that you need good specifications and that you ensure that the suppliers keep to them, so far so good but who lays down the specification and is the supplier really comfortable with it. In this instance the user wrote the specification and then told the supplier that this is what he wanted. This can lead to an uncomfortable relationship with the supplier and tends to set up a feeling of animosity. This goes back to the days of material inspection and AQLs (Acceptable Quality Limits). In my mind a component is either right or wrong – why should there be any failures? Interestingly the best approach is the one that favours the buyer and the manufacturer; that is to have a single supplier and partnership where the supplier works closely with the manufacturer to achieve the best result. Most suppliers are into this approach and like it as they can then ensure that they are supplying the best materials for your plant and understand why certain dimensions are critical – or not – as the case might be. Specifications These are important and can be divided into three parts. The first is an overall policy statement – it could relate to a restriction in chemical treatment or the use of compounds used which you, as the user, do not want to come into contact with your product. It would include the requirement for tests should the supplier wish to use a different form of treatment; for example, use a different lacquer inside a beverage can. This may also
PROCESS
MACHINES PEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT

include an environmentally based statement that requires a percentage of the supplied material to be recycled. This of course needs to be done with great sensitivity, as some materials will have a significantly reduced performance if there is a recycled content! The second part, which I call the ‘Leader Specification’, will cover all components that come under a common heading, such as bottles, cans, trays, cartons, film etc. This will cover the general description, technical requirements, quality and environment specific to this component. Finally the third part, the ‘Individual Specification’ which will specific to the actual component giving dimensions, type of material, barcodes, artwork and so on. This is agreed with the supplier with other players, such as marketing, sales and manufacturing being involved. There are other ways of putting specifications together but I have always liked this hierarchical approach. As components are added or changed there is less documentation involved – whether it is computer based or in a file. Each component is given a code – preferably alphanumeric but if you are unlucky and have SAP it has to be numeric! Getting the Specifications Right This is all about capability. Packaging is in effect a means of carrying your product undamaged to the consumer. But there is more – I use an aide-memoire, ‘Is Capable’ to help! I – Innovative S – Sells the product C – Collation of packs A – Appeal through good design P – Protects and preserves the measured contents A – An easy product to handle B – Best practice for pack integrity L – Labelling for identity and information E – Environmentally acceptable When specifying the packaging it is necessary to have some or all of the above points considered. Especially important is to consider its end destination and how it will be handled en route. Having said this it must ALSO be capable of running on the machine! Earlier in this article we mentioned the importance of dimensions. There will be others such as slip for board, cans and bottles; glue viscosity and temperature and so on. This capability is well demonstrated by a frequency distribution curve. The Lower Specified Limit (LSL) and the Upper Specified Limit (USL) are the tolerance limits for the machine – this is known as the Engineering Tolerance or ET. The range is calculated by multiplying the standard deviation by 6. This is known as the Normal Tolerance or NT. Capability is calculated using standard deviation – a function available on any scientific calculator. At least twenty readings are necessary to give good data. It is calculated using the following formula

Unfortunately another calculation is required known as Cpk which takes the mean or average result into account. The following graphs aptly demonstrate this:
Frequency Distribution showing a Process Capability (Cp.) of 1
Rejects or Waste
Graphs showing Capability Variation

I have had experience of a supplier adding up all his measurements, taking the average and then boldly stating that he has met the specification! This brings us to the final comment. Final Comment To achieve the best out of the plant the materials or components must be consistently correct. The specifications should be agreed with the supplier and signed off – perhaps using a Certificate of Conformance – this should be done at least annually. It is the suppliers’ responsibility to meet this specification as it is with the manufacturer to meet specifications for the final product! The best way of achieving this is to introduce ‘Exception Reporting’ with a points system relating to the severity of fault. The exception report will be instigated by the operator and followed through with the supplier by Quality AND the Buyer who if not directly involved should be aware. Audits are then carried out with suppliers as to their performance and at the end of the year a certificate can be awarded to the ‘Supplier of the Year’. Suppliers take great pride in being awarded with these. At the end of the day never forget the significance of materials in achieving better efficiencies. Also having received them on site, ensure that they are stored in the right conditions in a clean place and do not hold them for too long! Next month the article will be on People.
Process Capability Graphs showing Capability within Specification

Efficiency – People This month people is the theme:
PROCESS
MACHINESPEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT There is no doubt that the most important part of a good process is the people that run it – they can make or break an operation. I have never found a magic ingredient, but one thing for sure, most are guilty of not looking after this main asset properly – by this I do not mean conditions of employment, I mean ordinary things like communicating, interest in the individual, and being consistent. Management of people is one of the most written about subjects and many have made a great deal of money out of it. Management of people has changed from ‘control, direction, compliance, discipline, measurement, feedback loops and union meetings’ to ‘empowerment, self management, involvement, co-ordinating, facilitating, enabling and team meetings’ and the structures are now flatter. I have been through management change that moved from one extreme to the other, and there is no doubt that there are problems at both ends of this spectrum. The latter, however, has to be the healthier environment to work in. The difficulty is that some of the people who worked under the old regime often do not fit in to the new one. This leads to some hard decisions about the people who clearly no longer fit in the organisation. Empowerment and self-managed teams may be good things, but it also needs first class production management - even better than before. However, there is so often a lack of it, production managers run themselves into the ground chasing resources and seeking emergency fixes for problems; instead of giving themselves time to understand, observe, listen and then to improve the manufacturing process. So why is this? I would suggest it is because manufacturing has become so tight that resources have been stretched to the limit. There is always two streams of activity, firstly, the real job of manufacturing – producing good quality product as required - and secondly the constant change programmes that enshroud manufacturing today. It is difficult to do both well! Fifteen years ago it was ‘Unions’, today it is ‘Change’. Resources are geared to cope with production, ignoring change, but for change programmes, people in the manufacturing teams are needed. As most change programmes have such a significant future impact on the plant the best people need to be involved – therefore manufacturing suffers. This cycle will continue, and so change needs to be part of a team activity not something that is divorced from it. Often there are so called ‘change management teams’ but they are not always helpful to manufacturing. They tend to build up resistance to change; then they need internal help, so you end up with the same problem.

Coupled with this, manufacturing teams have become ‘flexible’. Apart from the obvious advantages, this has other connotations. With the dedicated operators of the past, machines were owned and cared for by specific individuals, now with flexibility the same dedication is not there, and as a result machines are not receiving the same level of attention. I was talking to a manufacturer of board a short while ago about flexibility and ownership, and he identified immediately with this problem. Two issues arise from this: � The consistency of operation � The aptitude of the individual. To overcome this, training has to be good. Individual operators need to be trained and properly assessed. With bigger operations that run a number of shifts this is really key. The only way out is to have professional training – perhaps with the help of NVQs - and having done this, individuals operating the machinery need to be constantly assessed. I also favour the nomination of key operators for individual machines, and linking them to a technician, in order to bring some ownership back – they can still be flexible but will have a special interest – they will also be the trainers for their specific machine. In the next issue we will talk about maintenance and how initiatives like TPM (Total Productive Maintenance) also have an impact on people. At the end of the day people are a part of plant and process with which they are inextricably linked: For this article I have chosen to talk about the issues that directly affect output. There are two excellent chapters on the subject of people in a new book called ‘Excellence in Packaging of Beverages’ produced by myself and Eric Candy and recently published by the Binsted Group. Tel 01256 764180.
PEOPLE
PROCESS
PLANT

1
Efficiency – Line Measurement
PROCESS
MACHINES PEOPLE
METHODS MEASUREMENT ENVIRONMENT
MATERIALS
Line efficiency is one of the most emotional topics in a packaging plant. As a result it is important that figures are on time, calculated correctly and that they portray the correct message. Initially efficiency was measured over the time that was available for production. Take as an example a 2 x 8 hour shift operation running for16 hours per day. If it takes one hour to start up the operation and two hours to close down, with half an hour per shift allowed for breaks, the efficiency would be measured over 12 hours. This can result in the manipulation of the efficiency figures, thereby creating a false picture. Today, there is a much greater emphasis on yield, which is measured over the full period. Therefore, using the above example, it would be calculated over the full 16 hours. Terms like ‘sweating the assets’ have entered the vocabulary, and benchmarking has become the norm. It is therefore very important that there is no ambiguity, and when comparisons are made, it is like for like. The working day often starts with the question ‘What efficiency did we get yesterday?’ The yield figure is fine as a reply, but alongside this should be two other figures, operation efficiency and utilisation. If the yield figure is the only one that is given, it is open to too much interpretation and innuendo. Hours can be wasted discussing irrelevant information. I have actually seen figures over the years become less and less relevant to those that specifically require them, and senior management being overloaded with information through management systems such as SAP. This is not healthy, as it can be responsible for creating a blame culture. Investment in a real time measurement system would improve this, but again, only if it is done properly. It must be geared for use by the shop floor in order to allow improvement initiatives to be carried out at that level. So what is yield? This is the good production in the warehouse divided by the rated output of the line to give standard hours. This is then divided by the number of paid hours. So for a three shift x 8-hour operation, this would be 24 hours. Standard Hours = Production in the Warehouse Rated Output /Hour of the Line

2
Yield = Standard Hours Paid Hours So, if a line produces 1000 cans per minute for 44cl cans, output is 26,400 litres. In the warehouse after 24 hours we have 45,000 trays x 24 x 44cl cans = 475,200 litres. So Standard Hours = 475,200/27,400 = 18 hours. Yield therefore = 18*100/24 = 75%. Depending on the activity, this figure could be really depressed. It is important therefore, to also show the Operation Efficiency. For this figure, the Operating Hours are used. The paid hours are adjusted for the number of planned hours that the line is down for. Planned Hours = Time allowed for changeovers (from measurement!), maintenance, meetings etc Operating Hours = Paid Time – Planned Time So if planned time is 2 hours, the Operation Efficiency is 18*100/(24-2) = 82% To keep a check on planned hours taken it is a good idea to record line utilisation during paid hours. Utilisation = Operating Hours Paid Hours So for this example, Utilisation = 22*100/24 = 92% The yield, operation and utilisation figures will provide useful data. For example, changeovers, an extra long meeting and maintenance time can be easily identified. However, there will be days when there are other reasons such as machinery breakdowns, component problems/shortages, shortage of labour, skill shortages and so on. This is where the controversy becomes an issue, and when good information pays dividends. To make matters worse, you are potentially discussing someone else’s shift, and they are not represented or involved in the discussion. For this reason, I advocate a good line monitoring system (LMS), something that not many companies have, either because they have had a bad experience with one, or they do not wish to spend the money. The good thing about a system today, is that the management information (MIS) can be fed into any management package such as SAP that is already in place, and at the same time the shop floor are motivated by receiving the information they need. I have recently come across one such system that provides the solution to these needs. This is produced by a Spanish company in Barcelona called Adbraintage. It is not cheap, but it is definitely worth the investment. The system will tell you where the problems have been, and also whether the line is working in balance or not. It is designed to be operator friendly and the information report is well laid out. (See figs 1&2) Figs 1&2 Examples: Adbraintage Screen Display?? So many systems only go half way and that is why they are often not used; or they can go to the other extreme and be far too complex.

3
A correctly designed system ensures that managers spend the minimum amount of time in the office, thereby maximising their focus on line issues. Measurement in real time gives many other advantages as well; this would include informing component suppliers of the status of the production line; this ensures that components do not run out or become over stocked. The same goes for finished goods. A much more efficient form of communication can be set up with warehousing and transport as they will have ready access to production information. Another benefit is providing the finance department with ready data that allows, for example, a more accurate costing of individual products. This is especially important for products with short runs and long changeovers. The accuracy of information is important for many reasons. Preventative Planned Maintenance (PPM) relies on it – see November Issue of Canning & Filling. This information will also support Total Productive Maintenance (TPM) activities discussed in the same article. For TPM to be successful the correct machines need to be targeted for improvement, so that full analysis can be carried out. Furthermore, this accurate and easily accessible data allows properly informed decisions to be made on machinery and plant. This article would not be complete without mentioning financial measurement. Accountants can be perceived as being supportive or as a threat. They will always be there, so it is wise to keep them on your side. This is especially important today as data is not as visible as it once was. We need to know how the business is performing against the challenging targets that are set for us, and help the operation to keep them on track. Two measures, which I am familiar with, are PMDO (Costs of People, Maintenance, Depreciation and Others) and TDEC (Total Delivered Economic Cost). ‘Others’ would include items like site maintenance, canteen etc. TDEC would include the cost of materials and waste – the variable costs. These costs, and certainly the PMDO element, are often used for benchmarking and would be expressed against a unit of production; this could be, for example, per litre or hectolitre (100 litres) or per case. Where a good accountant can be extremely helpful, is in pinpointing where the variances are, making it much easier to find the source of a problem. Measurement is a wide-ranging subject and I hope the points made above will give some food for thought. The key is to ensure that complexity is kept to minimum, and that figures are on time, even in real time. If figures are not understood fully or they are late, continuous improvement will be hindered significantly JJCB/12/01/02

1
Efficiency – Changeovers This month changeovers is the theme:
PROCESS
MACHINES PEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT Changeovers have become a big topic over the past few years with diversification of products, globalisation and economic consumer response (ECR). ECR is all about fast response to consumer demand and taking inventory out of the supply chain. None of this helps the producer, and in fact there is very little over the last five years that has! Manufacturing has had to cope with reducing costs, which inevitably means less resource, shorter runs and more stock keeping units (SKUs). The manufacturer therefore needs all the help he can get. We have already discussed good maintenance; this is a vital ingredient to good line performance – especially after changeovers. Most manufacturers are now faced with too many changeovers, and ridiculously short runs. The appeal is for sensible planning, rationalisation of product - in order to reduce the level of changeovers, and innovation that fits as closely as possible to manufacturing facilities already available. On many occasions I have found that planning schedules could be changed – this is especially important with a difficult product when longer runs are needed for the line to settle down. Planners can be adamant as their focus is demand, but after discussion it can often be found that a product can be produced fortnightly rather than weekly. Planners are measured on Customer Service not Production Efficiency! The message for production is to do everything possible to limit changeovers in the first place. I know a company who recently installed a new bottling line. It was only at this moment that they looked at rationalising the different bottles used. Rationalisation need not mean every product going into the same bottle, it can also mean bottles produced with the same diameter. The project team worked with the glass manufacturers and marketing, and ended up saving significant sums on change parts and changeover times. Why wait for a new line? An activity programme for this approach is shown in fig 1. This can take different forms according to the components used, but a similar interrogation and result is required.

2
OBJECTIVEReduce
Changeovers
How Many SKUs? Do Not Know
Categorise SKUsCollate
Information
Same Bottle?Similar Dress?
Same Beer? Short Runs <4 hours?
Opportunities?
Bottle Sizes &Dimensions?
Changeover Times?
Meeting with Marketing/
Planning/Finance
Proposals
Reduced number of SKUs &
Changeover Times
Having carried out this exercise and being sure that you have the best you can get, work now needs to be carried out on the shop floor so as to ensure that the best situation for changeovers exist. What approach is therefore necessary to ensure that changeovers are carried out? One cliché that sticks in my mind is ‘A place for everything and everything in its place’. At Guinness we had a person who championed this and it went well. Coloured boxes were painted on the floor for components etc and cupboards were made to tidy away cleaning materials close to their point of use. This is certainly a good place to start. Today, you will hear more about the 5’S’s which have been central to the Japanese methods that have evolved since the end of the Second World War. The objective is similar but there are clearer messages enveloped in this approach. There are many translations of the Japanese words but the interpretations are similar no matter what you read! The 5’S’s are as follows:
• Seiri – Sort – the first important thing is to sort out what is and what is not needed. If an item is not going to be used during the next 30 days, take it away and store it in a separate location where it can be easily located at a later date. Other components or parts can be stored close by. The only items that should be directly visible in the workplace are those items directly associated with current production. The important issue here is that ‘the workplace is left uncluttered’
Fig 1 Flow diagram showing approach to changeover reduction

3
• Seiton – Straighten out or Orderliness – items that have been sorted out after Seiri need to be arranged in an orderly manner. Racks need to be made and these should be properly labelled. All parts must be easily accessed.
• Seiso – Scrub or Cleaning – this means clean everything – tools, machines, change-parts, floor, ceiling – it should all be impeccably clean.
• Seiketsu – Standard of Cleaning or Cleanliness – this extends the concept of cleaning to making it normal work practice that becomes a checking and active routine. It emphasises that it needs to be done daily, and that it is not a ‘one off’ exercise!
• Shitsuke – Sustain or Discipline – the four ‘S’s above need to be engaged within a standard for the plant so as to ensure that it is maintained. It should be constantly audited – more frequently after it has been introduced.
The above, when adopted, clearly assists in achieving smarter changeovers and prevents the panic when looking for parts that you were sure were there last time. Indeed, in my experience, it was probably another shift that did the changeover anyway making it easy to blame someone else! In the October edition of Canning and Filling the subject was ‘Maintenance’. Total Productive Maintenance (TPM) was discussed and it is through this that machines can be improved to give quicker changeovers by, for example, good settings and parts that fit properly, or even modifications to give faster setting up and settling down times. One simple thing that really helped us was having colour coded change parts. These are made tailor made to suit specific component sizes, e.g. 275ml, 330ml and 500ml bottles. Many manufacturers are now adopting this principle. The important thing is to ensure that a reputable company makes the parts, as they must be a good fit. I have dealt with one such company, Zepf Technologies. Apart from making change parts for existing machinery, they have agreements with filler and labeller manufacturers to make change parts on their behalf. We have now covered three activities:
1. Reduction in the number of changeovers 2. Sorting out change parts through the 5 ‘S’ philosophy 3. Making machines easier to changeover
This leaves one outstanding activity, and that is the methodology. Enter the Japanese once more! Shigeo Shingo started carrying out some productivity improvement work at Toyota in the early 1950s. It was here, when trying to improve ways to improve the utilisation of large body presses, that he first had the idea of separating the changeover operations into two fundamentally different types, ‘Internal’ and ‘External’. Internal Set Up – such as mounting and removing dies that can only be carried out when the press is stopped External Set Up – such as transporting the old dies to storage or conveying new dies to the press, which can be carried out while the press is in operation.

4
Shingo had immediate success and it took a further 19 years to really develop it. The final target was to reduce changeover times to less than ten minutes, hence the name given to the method – Single Minute Exchange of Dies (SMED). The objective is to convert as much of the internal time as possible to external set up time. Although the work was carried out in the automotive industry, its concepts are as equally applicable to any production process. One way to start this process is by recording each element of the changeover on a camera. This, however, can cause great consternation, as we found out! Many people do not like having their actions recorded on camera. Could it be used as evidence?! If you can do this or indeed persuade the team to film themselves doing it, it is worthwhile for analysis purposes. Here are two very useful exercises that will complement this activity:
1. Carry out a changeover study on a sheet that gives: • Event order • Description of Event • Event Time (plus box for ‘total time’) • Elapsed or Cumulative Time (plus box for ‘total time’) • Bar Graph for Event Time against each activity • Box marking activity as Internal (I) or External (E)
See fig 2 CHANGEOVER STUDY – OBSERVATION SHEET Event No
Event Event Time
Cum Time
20 40 60 80 100 120 140 160 180 200 220 240
‘I’or ‘E’
Total Fig 2 Sample Sheet
2. A brainstorming session that involves everybody, or a good cross-section of those who takes part in the changeover. Each person is given two differently coloured blocks of post-its, and they write one activity on each post-it – one colour for internal, the other for external. These are then stuck onto a large sheet divided into two boxes, ‘Internal’ and ‘External’. There is then a debate as to what can be moved from internal to external and how much time can be saved with the combination of activities.

5
From these studies, together with what has been learnt from the 5 ‘S’s and TPM, work instructions are prepared. This in my experience is so often not done, or if it is, it is not done properly. An individual needs to be nominated to take ‘ownership’ of the whole process, which includes the work instructions and the final and most important bit – the installation across all shifts, training, and the review! Then, once satisfied, hand it over for audit at an agreed frequency. It is important that this is done, otherwise the hard work put in will be wasted, and old ways will slip back! There is no doubt that it is difficult to put all this in place and sustain it, but the rewards are there. Figure 3 shows is a summary of the above approach. Activity Summary
REDUCE SKUs
5'S'sMACHINE STUDY SMED
WORK INSTRUCTIONS
DO IT!
In next month’s issue the subject is line philosophy.

1
Efficiency – Maintenance This month maintenance is the theme:
PROCESS
MACHINESPEOPLE MATERIALS
METHODS MEASUREMENT ENVIRONMENT Maintenance is not the ‘sexy’ part of packaging, which is why perhaps it never receives enough attention. If a packaging line is under pressure, that maintenance slot is lost, and if this becomes a habit, the line performance becomes worse, confidence in the plant reduces, and morale is low. It becomes a vicious circle. The above demonstrates this dilemma well, and although it is not a position we like to find ourselves in, I suggest that there is not one reader who cannot identify with that situation. How can this be overcome? Let us assume that you are in this situation. Before you can do anything, it is important that you know your equipment. Machines are inclined to move in a cycle. When they are new or overhauled there is the teething phase – adjustments, alignments have to be made. The machine at this stage is receiving a lot of attention and will settle down. At this stage interests wane because another machine has become a problem, and many of the ‘learnings’ that have been made about the machine are forgotten. Planned maintenance schedules have probably been prepared but only 25 to 50% of these have been carried
Less Time for Maintenance
Equipment Condition Deteriorates
Increased Variability
Poor Quality
Rework Increases
Additional Capacity Required

2
out. The machine then starts to become unreliable again and major work is required once more. This raises the question about planned maintenance. If the schedules are not adhered to the maintenance system is discredited and, indeed, the critical work may have been missed. The key to this is to know your machine and to look after it; if it is ignored the following will happen: � Unplanned Downtime � Catastrophic failures � Collateral equipment damage � Product quality suffers � Every day is a surprise!! Efficiencies also tend to follow the planned maintenance trend as the following graph illustrates:
Adjustments and Alignments
Lack of Attention
Breakdowns
Overhaul
0102030405060708090
1 2 3 4 5 6
Weeks
Perc
enta
ge Efficiency
Maintenance(PM%)

3
So how do you start to bring yourself on track? Initially there must be a clear maintenance policy and it needs to be adhered to and measured. For example, as illustrated above, planned maintenance compliance is as important as line efficiency, as one will directly effect the other. Therefore, both should be reported together. The policy should include: � Maintenance Approach � Capability/Skills required to carry out work � Resources – use of contract, own skill limitation etc � Support – tools, spares, planning etc � Training and Development A lot of this work will hinge on knowing your equipment as already stated. So what does this entail? Firstly, a gathering of equipment history. Hopefully this is available – if not – this must also be addressed and data built up from existing knowledge, and this then updated as the facts emerge – use every available source of information including the manufacturers! The historical data needs to be sub-divided into two categories: � Repetitive failures � Major stoppages Each will require a different approach and indeed may lead to machine modification in some cases. Modifications should not be entered into lightly. They are often felt to be the fun bit of maintenance and can go badly wrong. Any changes should receive as much attention as any project and be properly planned. Plan – Do – Check – Act. The data gathered will help to build up a sensible preventative maintenance plan and indeed change what is already in existence. The use of a CMMS (Computerised Management System) is recommended. Secondly, the involvement of the operator through activities like TPM (Total Prodructive Maintenance). It is important that there is ownership. Sadly this has been lost through operators now being flexible. I am suggesting that they should still be flexible but, at the same time, maintain an interest in one piece of equipment. TPM is an important factor in this as it provides a good systematic approach to understanding the machine and it involves people. There is clearly not enough space to describe the process here, but suffice to say that the process is designed to maximise the overall equipment effectiveness. This is done by establishing and sustaining the optimal relationship between people and their equipment. The objective is to eliminate the six losses as follows: 1. Breakdowns 2. Excessive set-ups and adjustments 3. Idling and minor stops 4. Reduced Speed

4
5. Reduced Yield through defects 6. Start Up losses The next stage is to go through the three cycles; the Measurement Cycle (historical and present performance), the Condition Cycle (assess and plan) and the Problem Prevention Cycle (develop and install). Overall Equipment Effectiveness (OEE) is defined as the multiple of three factors; Availability (losses 1&2), Performance (losses 3&4) and Quality (losses 5&6). So OEE = Availability% x Performance% x Quality% Thirdly, it is important that materials fed to the machine are consistent and that the operator follows work instructions. This really does not need explanation and is well covered in my previous articles on materials and people. Another vital factor is the cleanliness of the machine in an uncluttered workplace, and the Japanese approach to this is perhaps the best. It is known as the 5 ‘S’s and this will be explained in the next article, which is about changeovers. This article would be unfinished if RCM (Reliability Centred Maintenance) was not mentioned. It provides another approach to putting together a maintenance plan and is very focussed on the equipment operation and the possible consequent failures. The approach is not unlike the FMEA (Failure Mode and Effect Analysis) which follows through every detail. It is a top down approach should come up with a sensible maintenance strategy, which is technically feasible and economically justified. However it takes a lot of resource and is time consuming. Within this strategy condition monitoring may be considered. This would include vibration analysis (pumps and shafts), oil analysis (particles, lubricant breakdown,, water) and infrared(IR) thermography (contacts in panels). This is expensive so needs to be very precise if used. Finally, if you get it right it is very rewarding. The following are the positive indicators: � Operator and technician ownership and productivity � Work is known and measurable � Reduced overtime requirements � Effective budgeting � Better and more focussed overhauls � Increased uptime/higher efficiencies � Increased capacity � Higher morale!

5
The ownership or improvement cycle should look something like this: A much healthier state to be in!
Performance
Analysis
Identify Issues
Decide Action
Take Action
Monitor

AUTOMATION
The top man says ‘We’llbuild a state of the art,fully automated brewery’.These have been mostlylarge developments, oftenon ‘green-field’ sites,where consolidation offacilities produces largegains in productivity andreduced overall cost. Canit be that only in suchcircumstances that thehigh cost of automationcan be justified when the‘financial gurus’ run thefigures through theirlaptops?
Brewers who have simple ideasto ‘automate’ and improve
quality and reliability in a smallsection of an existing brewery oftenfail to justify their ideas in hardfinancial terms, and only sackingsome of the few operators they haveleft will produce these hard savings.In this article, I will look back athow automation has developed inthe last 30 years and at how it mightdevelop in the future. There will beexamples from my own experienceas well as opinions and ideas forpeople to mull over as they strive forutopia in their own brewery.
A brief history of automationin breweries I sat in an office in Warringtonreminiscing on past times withFrank Ainsworth and Paul Mahonyof CAL Systems. I had workedclosely with CAL over many yearsat various Whitbread breweries,including Boddingtons. As theconversation continued, I began toreflect on some of the battles which Ihad had with brewery and projectengineers in the past. We brewerswere particularly hard on ourpioneering engineering colleagues attimes – do I sense a touch of guiltcreeping in? Not really, I’m sure
they questioned our parentage onmany occasions!
Packaging lines and areasinvolving what I call ‘stop/start,on/off’ control had always been seenas very clever and automated, butbrewing was undertaken byoperators having special skills toregulate the processes that neededbetter measurement and control.Relay logic and solid state CMOSLogic figured in early controlsystems, with huge electric cabinetsand mimic panels. The coming ofautomation meant that in the hugebreweries of the 1970s could be builtwith sophisticated modern lookingbrewhouses hidden behind marblewalls and ‘space age’ controlpanels.(Fig 1)
Much of the following process,except possibly CIP (in placecleaning), remained fairly manual upto the packaging line. The coming ofthe microprocessor gave rise to thefirst generation of PLCs(programmable logic controllers)bringing another major step forward.The program was entered into thePLC on something akin to a desk topcalculator with a single line of textavailable to the programmer.Simulation was achieved by ‘hardwired’ connection of switches andlamps to the PLC inputs and outputs(i/o).
Brewers were told that ‘anythingwas possible’; you could programme
a microprocessor and theplant wouldautomatically carry outthe programmefaultlessly every time.What we brewers did notrealise was that the plantwould work consistently every time,it took us a long time to understandthat if any changes – some maybevery simple - had to be made, these‘chips’ or EPROMs as they werecalled had to be sent away forreburning or reprogramming as weunderstood it.
In the mid 1980s, the arrival of thesecond generation PLCs (Fig 2)revolutionised automation andimprovements in process control(P&ID-piping and instrumentationdiagram control loops) really madefull automation practical and flexibleat plant level. Programs could bemodified ‘on the hoof’ bringing withit a new set of problems in softwareversion control.
Brewery plant It was not just the control side whichneeded to improve to give fullautomation. Plant had to be designedand installed to give a fail-safesituation which did not spoil the beer
1The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 8 • August 2007 • www.ibd.org.uk
By Paul ButtrickBeer Dimensions
Towards the lights-out breweryA brewer’s view of automation
TOP: Figure 1: The past– a vast array of panelsand knobs at BassRuncorn’s ‘new’brewery in the 1970s
INSETS: Figure 1a and1b: The present – allinformation is broughtto a PC screen in thebrewer’s office as inAdnams new brewhouseor available out on theplant like this tiny AllenBradley mimic panel atOakham Ales.

AUTOMATION
if a failure occurred. Theintroduction of the mix-proof valvewas an enormous step forwardwhich allowed large numbers oftanks to be hard piped andautomated without risk of impropermixing or contamination with wateror detergents.
I can remember that everyonewanted ‘Tuchenhagen’ valvematrices. Otto Tuchenhageninvented the mix-proof valveconcept in 1966 (Fig 3, Fig 4)following an incident in Germanyinvolving contamination of schoolmilk. The range of valves still goesunder the Varivent trademark name.The flexibility and control offered byPLCs, and mix-proof valvetechnology moved automation onfrom having the ability to work withless operators on bigger and morecomplex plant, to fully automatedplant with operators having anoverseeing brief ensuring the plant isworking correctly and carrying outon-line quality checks.
Most modern brewhouses areessentially fully automated from rawmaterials intake to wort chilling withone person (or part of a person)inputting data and taking samplesfor analysis. Adding hops was one ofthe last operations to be automated,this remained manual because therewas always someone around to do it,but dosing of extract and pellets hasbeen automated in a number ofmodern plants.
Automated tanksFermentation has long beenautomated as far as controllingtemperature has been concerned. Anumber of breweries have triedcontrol on the basis of automatedpresent gravity and pHmeasurement, but these have oftenfailed due to inconsistentmeasurement as well as the cost of
installation, maintenance andcalibration of the instrumentation.Predicting the progress offermentations has been easier andmore productive than sophisticatedcontrol based on individualinstrument readings.
Full auto-routing of fermentationand cold storage/maturation vesselsis still rare apart from the mostmodern highly capitalised breweries.With up to half a dozen mix-proofvalves needed per tank, the difficultyin justifying the spend cannot becovered by the normal ‘hard’production savings (e.g. manning,losses etc). Decisions such as whento remove yeast, and where to, canbe too complicated in all but thesimplest plant. A ‘lights out’fermentation and maturation area istherefore unlikely to be common inthe near future.
Most large breweries seem tomanage fermentation with very fewpeople, and with some automationand pipework routing, could reducethe requirement to a single personper shift. Having said that, yeastpropagation is an area whereautomation can be justified becauseprecise control and complexoperations are required to giveconsistency. For automation oftanks, many breweries make adecision based on residence timeand frequency of valve movements.Bright beer tanks which may befilled and emptied a couple of timesa day are the most commonlyautomated.(Fig 5) The modern BBTfarm is often a ‘lights out’ area witheverything from beer into tank, beerout to packaging line, blending andCIP being controlled by PLC.
FiltrationFiltration using vessel filters (screenand candle filters) were automated atan early stage (Fig 6). The closednature of the equipment made foreasy automation using hard wiredsystems backed up by a turbiditymeter. The plants are normallymanned by a single operator,whereas breweries which opted forplate and frame filters tended to bemore manual and had more staff.Full automation of large plate andframe filters was trialled by anumber and failed by all!
I have been involved in a numberof potential filtration projects wherethe desire to move from a morehighly manned plate and frameoperation to a fully automated vesselfilter plant, has failed because the
financial justification did not standup.
It seems that installing fullyautomated vessel filters could onlybe financially justified if a projectwas started from scratch, wasvolume driven, or the current plantgrossly overmanned. Withkieselguhr-free filters nowestablishing their credentials, andincreasing problems with powderhandling and disposal, we shall haveto see whether breweries opt to jumpfrom existing plate and framestraight to the new technology.
Justification for automation In many cases, automation isspecified to keep manning to a lowlevel and to give a consistentoperation. Previously a reduction inmanning was one of the onlyacceptable hard benefits of investingin pipework and routing installation.The improvement in monitoringequipment has widened what isachievable. With capacity beingtightly managed, time meansproduct, so the elimination of deadtime in processes is now measurableand thus more easily costed.
Automation and instrumentationfor protecting the product – e.g.avoidance of contamination, withconductivity and pH probes onfilling lines are far more easilymanaged in a fully automated plantwhere prescribed reactive processescan be programmed andautomatically carried out. Beerlosses often used to be costed on thebasis of raw materials being lost,however the true cost should alsoinclude utilities and effluent charges,and in some tightly managed plantsa labour element is included as well.
The impact of poor publicity on abrewery which pollutes theenvironment with an unauthoriseddischarge is huge and it would bewiser safeguarding its reputationwith well engineeredinstrumentation and failsafeautomated responses rather thanleaving things to a conscientious butnot infallible operator.
Cost of automationAutomation is still costly, butcompared to 30 years ago isrelatively more affordable. Forexample, in 1985, a 75 mmTuchenhagen mix-proof valve andcontrol head with feedback had atypical market price of £1261,compared to £1259 in 2007.Considering that costs have risen by
2The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 8 • August 2007 • www.ibd.org.uk
Figure 2: A major stepforward in automation
and control in thebrewhouse at Inbev’s
Magor brewery.
Figure 3: The original1966 Tuchenhagenmixproof valve. (Photo supplied by GEA ProcessSystems Ltd)
Figure 4: The 2007version of theTuchenhagen mixproofvalve.(Photo supplied by GEA ProcessSystems Ltd)

over 100% since 1987, the relativecosts have reduced and the qualityand reliability of the valve haveincreased substantially. Controlequipment – e.g. PLCs, fieldinstrumentation and programminghave all reduced considerably inprice since the early days.
A few tips for reducingautomation costsIn my time I have become an expertin getting automation installed onplant where project engineers havebeen keen to keep overall costs to aminimum. Remember:• When planning a project, take
account of any future projects andinstall as large a PLC as it isreasonable to justify; this willreduce future automation andcontrol costs. If this is notpossible, make sure what isinstalled is easily adaptable andexpanded.
• When looking at automationprojects, take a really close look athow much plant is required. Forexample, how many tanks arerequired? Do we need three ofthese, can we work with two? Theefficiencies afforded byautomation very often reduce therequirement for extra plant; thiscost saving can often be used tooffset the cost of automation,especially when projects areengineered to a budget.
• Automation gives the opportunityto build in flexibility, but howmuch of this flexibility willactually be used and how often?Over-engineering is often thecause of projects being tooexpensive.
I recently visited a brewery with themost fantastic fully automatic yeastpropagation plant. Every aspect wasPLC controlled, with the absoluteminimum of input required from theoperators – except that the air supplyfor aerating the culture remainedmanual – not quite ‘spoiling the shipfor a ha’p’orth worth of tar’, but asmall anomaly on an otherwiseperfect installation.
Trends The improvement in process controlinstrumentation, plant schematics(Fig 7) and trending of parametersprovides useful information for plantoperators. In my experience,trending data has always been part ofthe requirement of any plant controlsystem, but the information is not
always used to its full effect. Thecontrol plant suppliers offer anynumber of parameters to trend, butthese are not always configured onrelevant pages and their scaling isoften outside the useful range forquick and meaningful diagnostics.
An example of this might betrending of dissolved oxygen andtemperature on a filtration plant.How often is a scaling seen as 0-
10°C for temperature and 0 – 10ppm for oxygen, when the target islikely to be 0°C for temperature andless than 0.10 ppm (100 ppb) foroxygen. I challenge people to go intotheir breweries and see whether theirSCADA (Supervisory Control andData Acquisition) trend graphs areoptimally configured, I would onlyexpect a handful of positive replies.
Figure 5 below: Amodern Tuchenhagenvalve matrix on a tankfarm.
Figure 6 bottom: Anautomated filter plant atSABMiller’s plant atPoznan in Poland.
3The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 8 • August 2007 • www.ibd.org.uk

AUTOMATION
Use of trending for plantcommissioningTrending (Fig 8) is often one of thelast items on the commissioningplan – it’s far more useful to have thetrends properly set up early on to aidcommissioning. One of my recentcommissioning experiences waswith some 500 hl/hr green beercentrifuges. The centrifuges wouldramp up and down in flow accordingto the turbidity of the beer comingon to them. The start up procedurewas set according to a pre-determined ramp rate, but the timingand set points were such that theaverage flow of the centrifuges wasbelow the required capacity of theplant. The maximum flow was easilyachieved, but time wasted instopping/starting the centrifuges andtank changeovers, meant that thedaily volume requirements weremissed. Once the trend graphs on theSCADA system were configured andscaled correctly, the ramping up anddown of flow rate could be improvedto increase the average transfer ratefrom 300 hl/hr to greater than 400hl/hr.
Trending for processimprovementIn my opinion, a glance at a wellconfigured SCADA trend screen isthe quickest and easiest way to tellwhether a process is under control.Each process will have arecognisable trend shape which,with frequent use, will be familiar tothe operator. Any trace which is notfollowing the right line or, has anunusual shape needs to beinvestigated and corrective actiontaken. Unless a problem issignificant, it may otherwise notpresent itself until well after theevent, so frequent monitoringcoupled with a well thought outalarm system can significantlyimprove quality and efficiency. Innormal production, trends are mostuseful for diagnosing problems,particularly when matched withsequence steps and process values.An example is trending for dissolvedoxygen in processed beer, where anyadjustments to plant and equipmentare almost instantaneously recorded.Similarly plant faults, such adefective pump seal sucking in air,can be instantly picked up andrectified.
UtilitiesMy own early brewing world wasdominated by malt extracts, losses,the laboratory report and packagingline efficiencies. I can rememberbeing asked by Charles Tidbury, thethen Chairman of Whitbread, how‘my wort attenuation limits were onMackeson Stout?’ Energy, waterand effluent costs were well downthe priority list. How that haschanged, with these costs rising andnow accounting for 20% of brewerycosts. Legislation and response toglobal warming in the guise of IPPC(Integrated Pollution PreventionControl) permits feature highly. TheIPPC permit may be looked onessentially as a license tomanufacture.
With the requirement to introduce‘best available techniques’ whenpractical, and demonstrate year onyear improvements in performance,automation and monitoring inutilities becomes justifiable. As withall these things, a virtuous circle isformed, with the legislation drivingcompanies into investment which inturn reduces costs. In many cases thejustification would not be therewithout the motivation of legislation.Integrated MIS (ManagementInformation System) packages
developed from SCADA canindicate where and when waste andextra cost is occurring. They cantherefore be used to reduce andoptimise energy usage.
The cost of utilities can be directlyallocated back to the using processand accountable team. In the idealsituation, the cost of utilities supplywould be the responsibility of theutilities team, the cost of usagewould be the responsibility of theproduction team. It sounds easy inprincipal, but having theinstrumentation and data collectioncorrectly positioned and configuredis a considerable task and verycostly. Only the larger modernbreweries could justify such ascheme, where utilities budgets runto £1.50/hl which would be £3.0million for a 2 million hectolitrebrewery.
‘I don’t trust computers!’With automated systems being moreflexible, process changes,improvements and enhancementscan be made and tested on site. Theold problem of not trustingcomputers is becoming lesscommon. Blaming the software stillhappens, but the control system onlydoes what has been programmed todo – nowadays it is normally aninstrument or sensor that is faulty, orthe programme was not quite right tostart with. In a well managedproject, a prescribed procedure fordeveloping and installing thesoftware takes much of the pain outof plant commissioning that wassuch a feature 10 years ago.
Up-front work with customersgiving a good process description(URS – User requirementspecification) followed by a welldeveloped P & I D ( process andinstrumentation diagram) andHAZOP (Hazards and OperabilityAnalysis) study gives the controlcompany a sound basis to write anFDS ( Functional DesignSpecification) which is developedinto the end software. Testing of thesoftware with the client before itgoes to site should give 98% of whatis required with only a few minorissues to be sorted at site duringactual commissioning. Softwaresimulation packages are availablewhich can fully simulate processplant system inputs and outputs(I/O) via ethernet connection to thePLC software. From experienceagain, any little awkward decisionsthat are avoided in the early stages,
4The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 8 • August 2007 • www.ibd.org.uk
Figure 7 top: A SCADAscreen showing
graphics from yeasttanks.
Figure 8 above:Trendgraph from a
fermentation SCADAscreen.
(Images: FMA Process Engineering Ltd)

will always be there, and are twiceas awkward and costly to address onsite, so my advice is to leave as littleas possible till the last minute.
The Top End ERP and MESAutomation and reporting has beenaround for a long time usingSCADA, but there was alwaysdifficulty bridging the informationgap between what happened on theplant and what information (and itsaccuracy) reached the planners andexecutive management. Inputtingdata by hand that is readily availableelectronically in SCADA andnumerous other systems was, tothose who had to do it, a real ‘pain’.In the last few years systems havebeen developed and improved sothat manual double entry is beingreplaced by electronic transfer inwhat are called ERP and MESsystems. ERP (Enterprise ResourcePlanning) systems are the top layer,and handle ordering, planning,finance and HR while MES(Manufacturing Execution Systems)provides the electronic bridge toSCADA and the process itself (Fig9). MES systems basically gatherdata and analyse it for managementcontrol and decision making. It canbe said to have three main functions:
1) To provide an electronicpaperless system and data flow.
2) Enables key performanceindicators (KPIs) to beestablished and monitoredwithin a brewery, and in largegroups, if the data collectionsystems are comparable,between plants.
3) Recipe management in acontrolled environment.
One effect of a properlyimplemented MES is to force thebrewery into rethinking its workprocesses. Running processes in‘manual’ leads in inaccuratereporting, which has an adverse‘knock on’ effect over the wholesystem.
The futureI asked Paul Bunyan and TonyGoodman of FMA about their viewof the future trends in IT andautomation in breweries. Their viewwas that large breweries arecollecting their ‘islands ofautomation’ into plant wide systems,with an emphasis on standardswhich will ease maintenance andbring consistency to information,which would allow realistic plant
and process comparisons to bemade. Many breweries have ERPsystems like SAP which are separatefrom production, There willtherefore be increased investment inMES systems which will enableelectronic transfer of data across thewhole operation.
This will improve overallefficiency and cost by reducing ordertime fulfilment, reducingmanufacturing cycle times fromordering materials to shipment oforder, improving inventory control,reducing rework from improvedquality management. Brewerieswhich have invested in ERP andMES will require and implementhigher levels of automation withmore rigid standards in order tomaximise benefits from thesesystems; this in turn will lead to acontinued reduction of staff, whowill be more highly trained. Thetraditional departmental structure ofbrewhouse, fermentation, processingand packaging will probably giveway to a simple brewing andpackaging control structure,although packaging would remainmore labour intensive due to theneed for more manual intervention.
Those mouse-clickBrewmastersI was talking to a GermanBrewmaster the other day about‘mouse-click’ brewmasters – that isbrewers who work in automatedplant relying on PLC feed back forall their information. We were in‘grumpy old men mode’ and agreedthat this new breed of brewer wastechnologically very competent, butin the real world were not exposed tothe sounds, smell and vision of theprocess, and therefore missed out onhaving a true feel and understandingof what was happening in their
breweries. The ‘lights out’philosophy will only exacerbate thisand may not be totally desirable.Questions I often ask people if theyhave problems in a brewery are:what does it look like?, what does ittaste like ?, have you felt the pipe tosee if it’s hot? (there is a health andsafety issue here if it’s too hot, butthen HSE is a whole new ballgame!).
‘Lights out’ operation may be lessof a target to some brewery CEOs,but hectolitres per man will remain akey comparator for high levelcompany assessment. In reality Ithink money is more likely to beinvested in reducing the high areasof costs – namely energy, water andwaste, and in ERP and MES systemswhich will improve cost andefficiency, and vital data flow overthe whole operation.‘Lights out’ is not ideal, maybekeeping a light on in the corner sothat the new vigilant operators canstill ‘walk the plant’ and experienceand see a bit of what is going on ispreferable. In any case who’s goingto feed the brewery cat – or maybeeven that can be outsourced? ■
● Acknowledgements
My thanks go to Andrew Ball(Tuchenhagen), Frank Ainsworth (CALSystems Ltd), Paul Bunyan and TonyGoodman ( FMA Process EngineeringLtd) and Robin Cooper for their help inwriting this article
Figure 9: Schematic ofmodern brewery ITarchitecture showingERP, MES linking inwith SCADA and brewerPLCs.
5The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 8 • August 2007 • www.ibd.org.uk
“There will thereforebe increasedinvestment in MESsystems which willenable electronictransfer of dataacross the wholeoperation. This willimprove overallefficiency and costby reducing ordertime fulfilment,reducingmanufacturing cycletimes from orderingmaterials toshipment of order,improving inventorycontrol, reducingrework fromimproved qualitymanagement.”

19The BREWER & DISTILLER • Volume 2 • Issue 4 • April 2006 • www.ibd.org.uk
Many early Beer RecoverySystems are still in use today. In the days before ‘duty at thegate’, most breweries in the UKhad some sort of recoverysystem to reduce beer losses.With breweries becoming largerand waste disposal costincreasing, recovering highquality beer from yeast is againbecoming a real topic fordebate.
Beer recovery in traditional Britishbreweries often involved the Scott yeast
press system. In this process, yeast wasskimmed by vacuum from the top of an openfermenter to a tank usually in a room below thefermenting room. The tank was thenpressurised with air and the yeast slurrypassed over a yeast press, where high valuebeer (excise paid) was recovered and returnedto the fermentation vessel it came from.
Pressed yeast (of about 25% dry weightsolids) was either used for repitching or sold ata high price to a well known food manufacturer.However, the plant was difficult to clean, whichresulted in a serious microbiological risk, andmany breweries stopped returning beerbecause of this.
With the advent of processed beers, lagers,and small pack beers, additional technologywas used to improve the quality of therecovered beer. Beer was sometimes filteredand flash pasteurised before being returnedoccasionally to the fermentation vessel butmore often to the cold store tank.
Even though the risk of microbiologicalcontamination was significantly reduced, therewere problems:
a) High beer oxygen levels, coupled with highpasteurisation time and temperatures, madethe beer taste poor and had a negative impacton flavour stability, haze stability and beer foam.
b) Despite the pasteurisation process, cleaningand sterilisation of the equipment continued togive problems; this area of the brewery wasoften away from mainstream production areas,and consequently did not always get theattention required to maintain qualitystandards.c) The running costs continued to rise, and the
complexity of the operation increased.
What happened next?The financial driver for recovering beerincreased as beer duty rose significantly abovethe rate of inflation. Rotary vacuum filters,OMD filters, and large semi-automatedpresses (Fig .1) were installed which were ableto handle increased volumes. A pressuresqueeze from membrane presses increasedbeer recovery rates further.
Both the rotary vacuum filter and OMD filterneeded a filter aid to recover the beer, whichalso had high oxygen content. Theseinvestment returns certainly kept theaccountants happy, but were not good for beerflavour and quality.
Where are we now?Despite the move to ‘duty at the gate’ and thevalue of recovered beer reducing from approx£70/hl (incl. duty at 5% abv at current dutyrates) to £5–6/hl, many breweries are still usinglarge presses to recover beer, but problemswith beer quality, running cost and complexityare forcing brewers to look at alternativetechnologies.
Few breweries outside the UK recover beerfrom surplus yeast mainly because returns oninvestment were poor, and the probably correctperception that beer quality would becompromised.
What are the financial benefits ofrecovering beer from surplusyeast? The following tables show approximateoperational savings that can be made byrecovering beer from surplus yeast. Thefigures are general ones, and each brewerywill have to use its own data and costingconventions to get a more accurate value. See Table 1.
Surplus yeast as a ‘co-product’ not a‘waste product’Although beer savings alone may not justify abeer recovery project, the costs associatedwith effluent and disposal cost for yeast slurrywill pay an increasing part in the financialequation. As disposal sites become full andcosts increase (probably includinggovernment charges – I think these are calledtaxes) breweries will be driven even more toreduce their ‘waste’.
Companies are beginning to look at surplusyeast as a co-product producing an incomestream instead of a ‘waste’ stream with adisposal ‘on-cost’. With food safety being highon the agenda, farmers are looking more ataccredited food sources. Brewers’ yeast is anideal high protein food for pigs for example.
It does, however, have to compete withother feed, and can only be economic ifslurries are concentrated before collection. Asa basic rule of thumb, yeast slurry fromfermentation vessels is about 10% dry weight(dw), from cold storage tanks approx 7% dw,and a positive cash flow is only available withslurries above 14% dw. Depending oncircumstances, revenue of approx£1/%/tonne above14% dw, so yeast slurrydespatched at 17% dw would attract grossincome of £3/tonne.
It is important to note that yeast sent foranimal feed has to be dead before it isconsumed – this means that either the breweror the feed supplier will have to kill the yeastusing heat or chemical addition. Because ofthe high cost of transport, slurry sent out atless than 14% dw is likely to incur a transporton-cost. (Fig.2)
BREWING SCIENCE
Recovery of beer from tank bottoms– a review
By Paul ButtrickBeer Dimensions
Volume Surplus Volume of beer Volume of yeast Value (£) of brewed yeast/bottoms recovered for disposal recovered beer khl khl (65%) khl (35%) khl (£6/hl)
500 20 13 7 78k1000 40 26 14 156k2000 80 52 28 312k
The calculations are based on: Surplus yeast is 4% of site volume; the beer recovery rate from theyeast is 65%, leaving 35% surplus yeast; recovered beer is valued at £6/hl.
Table 1: approximate volumes of waste yeast and recovered beer expected from different sized breweries, and the value of the recovered beer.
Figure 1: A one tonne yeast press in a Britishbrewery with polypropylene plates and framesinstalled in the 1980s.

BREWING SCIENCE
What should a brewer’s approachbe now? With costs being squeezed, brewers are beingdriven to reduce beer losses. Consolidation ofbrewing plants with increased capacity, makesbeer recovery more financially attractive, andmost companies are grappling with the ‘howare we going to reduce our losses and wastecosts?’ question.
The answers are not straight forward, evendifferent plants within the same group comeup with different solutions. Another significantfactor for UK brewers is that those brewerieswhich already have established beer recoveryfacilities have great difficulty in upgrading tohigher quality more efficient operations,because what they already have makes aconsiderable impact on their costs, and extrainvestment based on a straight ROCE isdifficult to justify.
From my experience, the question of whatequipment and process to use will dependvery much on what equipment already exists,the quality standards expected, and what levelof investment can be justified.
What are the options?There are a number of options andtechnologies available:
1) Do nothing Some brewers will decide that they do notwant to return any recovered beer for qualityreasons. These breweries will increasinglyhave to address the problem of where andhow their surplus yeast will be disposed of in
the future. They may decide to concentratesurplus yeast but not return recovered beer totheir beer stream.
2) Continue with existing press operationsThis may be possible for a time, but control ofquality and maintaining aging equipment willeventually prove to be uneconomical andunacceptable from a quality perspective. Thebeer yield from presses is high, with yeastbeing concentrated to approx. 25% dw.
3) Alcohol recovery from yeast slurriesMany UK brewers recovered alcoholevaporated from surplus yeast in the 80s and90s, and some continue to get good return fortheir efforts. GEA-Wiegand (Fig. 3) andUnipektin were the main suppliers of thisequipment. The technology, based on fallingfilm evaporation working at 60-70°C andreduced pressure, is also used for producingalcohol free beers. The yield is high (up to 94%)because alcohol is recovered from within theyeast cell as well as from the beer slurry. Whenthe calculations are done, the volume ofalcohol evaporated from surplus brewing yeastis very close to the maximum allowed to beblended back into beer in by HMCE. With goodplant maintenance and carbon filtration of thedistillate, there are positive quality aspects ofthis process, although there were some flavourissues in early plants, where the operational
and control parameters were not ideal. The distillate is biologically stable and has
little effect on flavour, head retention and hazestability. Because the flavour is neutral, alcoholdistilled from different brands need notnecessarily be segregated and can be returnedto beer on transfer to cold storage tank. Adownside for this technology is the image of‘chemical’ brewing, particularly when premiumbrands are involved.
4) Centrifuges There are a number of options wherecentrifuges can be used to recover beer fromsurplus yeast. These can be split into 2 maintypes of operation:
Decanter centrifugesThese machines have been improved in recentyears to being more suitable for foodstuffs, andare in use in a number of large breweries. Therehave been issues with cleanliness and sterility,and manufactures say that these have beenovercome. Due to their mode of operation,these machines are able to concentrate yeastslurries up to 25% dw. (Fig. 4)
The ‘squeezing’ element from the decanterscrew, is thought by some to cause damage tothe yeast cells. The centrate does have highyeast counts and some brewers have a smallclarifying centrifuge and flash pasteuriser inline after the main decanter centrifuge, toensure quality is assured before beer isreturned.
20The BREWER & DISTILLER • Volume 2 • Issue 4 • April 2006 • www.ibd.org.uk
Figure 2: A 44-tonne tanker delivering 28tonnes of yeast to a pig farm in the UK– photosupplied by Wheyfeeds Ltd.
Volume of beer brewed – khl Operational saving( beer and disposal cost) – £k
500 £1191000 £2382000 £476
Table 2: the calculated operational cost saving (including beer) if waste is sold as a “co-product” at £3/tonne as opposed to a “waste” product
with disposal costs of £1/tonne.
Volume of beer brewed – khl Operational saving( beer and disposal cost) – £k
500 1591000 3162000 636
Table 3 shows the same calculation if waste disposal costs increase to £3/tonne
Figure 3: A GEA-Wiegand 20hl/hr falling filmalcohol evaporation plant for recoveringalcohol from brewery yeast – photo supplied byGEA-Wiegand.
Figure 4: A Westfalia CB 506 decantercentrifuge for processing up to 40hl/hr of yeast– photo supplied by Westfalia Separator Ltd.
Figure 5: A FEUX-510 Alfa Laval continuousdischarging nozzle disk owl centrifuge (yeastprocessing rate 20-80 hl/hr) – photo suppliedby Alfa Laval Ltd.

The cost of a single decanter centrifuge maybe attractive, but the extra equipment neededto ensure quality, increases cost andcomplexity considerably. Some brewers mightdecide that centrate with a high yeast countdoes not have a deleterious effect on quality,and therefore if cleanliness and sterility can beassured and the recovered beer can beblended back immediately, then extraequipment is unnecessary.
Another claimed advantage is the ability tohandle a range of slurry thickness fed to it; thecontrol system needs to be very good toensure consistent centrate out of the machine.
Disk bowl and Continuous Discharging DiskBowl Nozzle CentrifugesDisk bowl and continuous discharging diskbowl nozzle centrifuges are sometimesconsidered for recovering beer from yeastslurries. Large disk bowl centrifuges are notoften used, and manufactures more oftenrecommend their decanter machines.
Continuous discharging disk bowl nozzlecentrifuges (Figure. 5) are compact hygienicmachines that can be used to concentrateyeast slurries, eg of pitching yeast. In beerrecovery situations they can also be used ‘on-line’ to concentrate yeast bottoms andsimultaneously dosing the centrate back intothe main beer stream, or as “off-line” standalone machines.
These machines have the disadvantage thatthe yield is variable according to the thicknessof slurry put to the machine. Compared to25% dw yeast from a decanter centrifuge, theyeast from this machine will be about 18-22%dw. The yeast count on the centrate variesaccording to the thickness of slurry premachine and control parameters applied.
Their advantage is that the machines arecompact, easy to keep clean and sterile, andare not thought to cause undue stress to theyeast. If a brewer already had a yeast pressachieving 25% dw yeast, then the yield from acontinuous discharge bowl centrifuge wouldbe less. However brewers who have no currentbeer recovery operation, would be attractedby the physical advantages of the machine aswell as reducing their losses.
5) Cross flow filtration Cross flow filtration technology has beenapplied by a number of manufacturers, Thereare two applications a) crossflow filtrationusing static membranes and b) vibratingmembrane crossflow filtration (Pallsep – VMF)sold by Pall.
The main advantage of crossflow is, thatdue to the very small pore size of themembranes (typically 0.5-0.8 microns), thefiltrate is close to bright beer quality, virtuallyyeast free, has good palate and physicalparameters. The membranes are ceramic orpolymer, and installations can be completelyautomated. With the VMF (using PTFEmembranes) most of the energy applied toseparate beer from yeast comes from thevibration of the membrane. This means thatvery little pumping energy is needed to
circulate the slurry across the membrane,consequently temperature rise is minimisedand the yeast flow is very gentle and stressfree. (Fig ures 6,7 and 8)
With the static crossflow filter, high flowrates are the driving force behind thebeer/yeast separation, and a heat exchangeris needed within the equipment to reduceyeast stress and prevent autolysis. Thesefilters eg Kerflux, from Pall, and CERinox fromFiltrox, (Figure 9) are based on robust ceramicmembrane technology (Figure 10).
Because cross flow filters rely on thepumping of yeast slurries around themembrane, the final thickness of the yeast isless than 20% dw at the end of a batch. Inorder to achieve an extract recovery equal to ayeast press of 25% dw, a ‘dia-filtration’ withdeaerated water can be used to ‘wash out’additional beer from the slurry. Controlparameters need to be set so that the ‘dia-filtration’ process does not wash out anyundesirable material from the yeast.
A new development in static membranetechnology, is a plate and frame polymer basedmembrane from Alfa Laval (Figure 11). Thisequipment has 0.45 micron membranes and isdesigned to give low pressure conditions andkeep energy consumption downThis type of filter concentrates yeast slurry toapprox 20% dw so yields are less than fromsome other plant alternatives.
An initial disadvantage of membranesystems has been the cost of replacementmembranes. The manufacture of themembrane has improved significantly, and theguaranteed life is now making this option moreaffordable.
6) Blending yeast slurry back pre-centrifugeThis process involves taking yeast from thebottom of a vessel and dosing it back as beeris transferred from a fermenting vessel via acentrifuge to a maturation vessel/cold storetank. The proportional dosing of the tankbottoms means that the centrifuge will be ableto remove the yeast dosed back because theload is spread over a large volume of beer.
This looks to be an ideal system – a simple
21The BREWER & DISTILLER • Volume 2 • Issue 4 • April 2006 • www.ibd.org.uk
Figure 6: A single ‘head’, 40m2, PallsepVibrating Membrane Filter (VMF) forcrossflow filtration of yeast up to 18 hl/hr –photo supplied by Pall Europe Ltd.
Figure 7: Bright beer quality filtrate from yeastslurry processed on a Pallsep VMF.
Figure 8: Diagram and photo showing the40m2 crossflow filter head of the Pallsep VMF –supplied by Pall Europe Ltd.
Fig. 9 - A Filtrox CERinox ceramic crossflowfilter. The photo shows a 3 module plant, witheach module of 40m2 capable of handling up to18 hl/hr of yeast slurry – photo supplied byFiltrox AG.

BREWING SCIENCE
‘on-line’ process with little extra equipment,especially if green beer centrifuges are alreadyin use. However there are a number ofconsiderations:
a) The centrifuge must be sized to handlethe extra yeast dosed from the vessel at therequired beer transfer rate. If the centrifuge isnot big enough to handle the extra yeast, theninvesting in extra green beer can be veryexpensive (Figures 12 and 13).
b) The dose back rate needs to be kept atlow levels to reduce the possibility of yeastyflavours in the beer.
c) Planning within the brewery must be suchthat bottoms and beer transfer can be carriedout simultaneously – this is not as easy as itsounds.
Filtrate/centrate blend-back rates?For centrate from presses and centrifuges,most brewers put a 3 -5% limit on blendingback. This is chosen because any flavour orquality differences will be blended away andnot be noticed in the final beer; it also happensto be approximately the amount of filtrateproduced. With crossflow technology,producing bright filtrate, brewers haveblended back at up to 10%. With alcohol blendback, the maximum is set by HMCE and isapprox 2-3% depending on the strength of thebeer.
Where to blend-back?This is determined by the quality offiltrate/centrate and policy of the brewer.Some brewers add beer back to the whirlpoolor into the wort stream just before wortcooling. This can be successful as long as
there is no yeast in the filtrate which will beautolysed by the hot conditions. The hotenvironment also has a pasteurising effect.This type of operation is not as straightforward as it seems, because recovered beeris not always produced in synch with brewing.
Options for centrate with higher yeast countinclude being added to actively fermentingyeast in fermenter, where the purging effect offermentation washes out any flavour defects.Most brewers add beer back betweenfermenter and cold storage tank, and someadd beer from crossflow equipment to beerbefore filtration.
There is an old brewer’s ‘rule’ which saysthat any addition to a beer should be madegoing forward in the process; the benefit hereis that any quality issues are restricted to beerfrom the point off addition. When addingreturned beer just before filtration, care mustbe taken to ensure that there are no issueswith haze stability.
To sum upRecovery of beer from tank bottoms can bejustified, with spent yeast from a recoveryprocess considered as a co- product with
value instead of a ‘waste’ on-cost.There are numerous alternative
technologies for recovering beer frombottoms. Each brewery needs to assess itsown quality and operational requirementsbefore deciding what is best for them. There isno ideal solution which can be universallyrecommended and applied.
A word about total investment costs. Thejustification for installing beer recoveryequipment can easily be made on the basis ofa single piece of recovery equipment.However, the associated plant can increasethe overall project cost at least 2-3 times, andbrewers need to be very clever in identifyingthe minimum practical cost of this plant inorder to justify their investment. ■
● AcknowledgementsThe author would like to thank the followingcompanies for supplying photos, diagramsand information for this article: Alfa Laval Ltd,CAL Systems Ltd, Filtrox AG, GEA – WiegandGmbH, Westfalia Separator Ltd, Pall EuropeLtd, Wheyfeed Ltd.
● The Author
After a long career with Whitbread andInterbrew, including time as Head Brewer ofBoddingtons and Stella Artois Brewmaster,Paul has started his own independentconsultancy Beer Dimensions. Paul has anMSc in Brewing Science from BirminghamUniversity and is one of only a handful ofBritish brewers to have studied atWeihenstephan (T.U. Munich). You can contactPaul on [email protected] orwww.beerdimensions.com
22The BREWER & DISTILLER • Volume 2 • Issue 4 • April 2006 • www.ibd.org.uk
Figure 10:Filtration modulefrom a ceramiccross flow filter –Photo supplied byFiltrox AG.
Figure 11: A DSS M39-H Alfa Laval plate &frame polymer membrane crossflow filtercapable of handling 35 hl/hr yeast slurry–photo supplied by Alfa Laval Ltd.
Figure 12: Picture of two large Westfalia SC150 disk bowl centrifuges rated up to 600 hl/hrsuitable for a yeast dose back operation – photosupplied by GEA- Westfalia Separator Ltd.
Figure 13: Process diagram of a yeast dose-back pre-centrifuge process – Diagram supplied by CALSystems Ltd.

BREWHOUSES
The Huppmannbrewhouse at OettingerBrau in Germany hasbeen installed within ano frills industrialbuilding. Oettinger is aleading supplier to thesupermarket trade.
1The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
Mention building a newbrewhouse and anybrewer’s eyes light up andthe ‘red mist’ descends atthe thought of gleamingshiny vessels in a marblehall set off with murals ofmalt and hops andmodern lighting effects.The reality is often quitedifferent and a lot ofthought, analysis and soulsearching have to bedone before the dream isrealised.
This article is written by apractical brewer and is not
intended to be a thorough analysis ofeach item of equipment, but willlook at the things anyone building anew brewhouse should consider.Brewhouses are expensive, basically
permanent, and any fundamentalmistakes very difficult and certainlycostly to rectify.
From the brewer’s perspective,there are five key requirements inspecifying a new brewhouse – theseare:a) Brand image.b) Capacity – how big should it be?c) Wort and beer quality – taste, head
retention, flavour and hazestability
d) Capital costs – plant choice anddesign.
e) Running costs – brewhouse yield,raw materials energy costs, manningand other costs.
Brand imageIt is important that a company takesinto account its brand and imagewhen developing a new brewhouse.If beer quality and tradition is coreto a brand image – particularlypremium brands, then positive PRcan be gained from a ‘showpiece’brewhouse, but if a company is morecommodity based, leading withprice and does not have strongindividual brands, then a different
approach can be made. With brandimage and strength becoming moreimportant, how many companiesregret building functionalbrewhouses? After all, customersexpect to see more than a ‘chemicalplant’ when they visit the ‘home’ oftheir favourite beer. It does notalways cost a fortune to make abrewhouse ‘smart’ instead of purelyfunctional (Fig.1)
Brand image may not onlyinfluence the look of a brewery, butalso dictates the raw materials andprocesses used. In designing a newbrewhouse, there must be a seriousdebate on the recipe of a beer,because this will decide the plantchoice and the final cost of theproject.By Paul Buttrick
Beer Dimensions
A brewer’s view on a modern brewhouse project
Figure 1: A ‘showpiece’Ziemann brewhouse at aLatin American brewery.
Pho
to:R
oger
Put
man
.
“The decision bySAB-Miller to retainthe triple decoctionprocess, a copperheat exchangesurface, and directgas firing for PilsnerUrquell is no doubtthe result of adebate that puts thebeer and traditionalprocess used at theheart of the imagedemanded by thisunique beer.”

BREWHOUSES
The decision by SAB-Miller toretain the triple decoction process, acopper heat exchange surface, anddirect gas firing for Pilsner Urquellis no doubt the result of a debate thatputs the beer and traditional processused at the heart of the imagedemanded by this unique beer.(Fig.2)
How big should a brewhouse be?The normal way to size a brewhouseis to take the peak weekly ormonthly volume of the business anduse this as the basis for the capacitycalculation. It is also important toinclude an overall efficiency factorfor the operation which wouldinclude plant cleaning, mechanicalefficiency and other non-productiondown time. Extra capacity can thenbe added to take account of futurevolume growth. This can be done byleaving extra days or shifts availablefor peak working, e.g. five and sevenday working, double or triple shiftworking or a planned option todecrease brew cycle times.
A single brewery company willtake a different view to aglobal/national one with a number ofbreweries. With multi breweryoperations, the capacity andcapability of all the breweries must
be taken into account, as is thedecision about which plant is to beexpanded. In these situations, anoverall production and minimumcost sourcing exercise needs to bedone to get the right economicanswer, before taking other factorssuch as local marketing conditionsand risks into consideration.
The planned brew length willnormally be dictated by the size ofother plant in the brewery –especially fermenting vessels.However – the opportunity shouldbe taken to review both brewlengthand brewing gravity, because it willaffect the capacity of the wholebrewery. It is important in thisexercise to make sure everything‘fits’ and not get a mismatch ofvessel size and brewlength – e.g. a500 hl brewlength with 5000hlfermentation vessels or a 1000hlbrewlength with 300 hl vesselswould not be ideal. It is alsoimportant to ensure that yeastpitching can be properly managed.
Brewers always like to build inflexibility, but at what level does thisbecome uneconomic? Somebreweries that are based on a twostream brewhouse, should considerwhether a single stream plant is abetter option. A single stream will beless complex, less costly to install,easier and more economic to run.
Raw materials The beer recipe can significantlyinfluence the capital cost of abrewhouse, and its effect on ongoingbrewing costs. The degree of maltmodification dictates wort and beerquality as well as brewhouseprocesses. In traditional lagerbrewing, under modified malt isprocessed using a decoction system,with mash boiling vessels being keyplant items. Many breweries areusing temperature programmedmashes and some employ infusion
mashing to produce lager wort.Current opinion and experiencesuggests that reducing the length andintensity of mash heating and copperboiling results in beers withimproved flavour stability – little didale brewers of the last century realisethat they were at the forefront of 21stcentury brewing science!
Malt is the main raw material, butadjuncts play a big part in dictatingbrewhouse plant and costs. Forexample, the use of un-gelatinisedmaize grits requires the use of acereal cooker, but using flaked maizedoes not. Similarly, use of liquidsugar requires storage tanks, butdoes not take up conversion vessel orwort separation equipment capacity.Maize grits are less expensive thanmaize flakes, liquid sugar is thesame cost as malt. Doing an exerciseweighing up the cost of extra plantand complexity against raw materialand energy cost needs to be carriedout.
Remember that cereal prices varyfrom year to year, so a spotcalculation on a single year is notwise. The result of this can lead to abit of soul searching and wisedecision making on behalf of thebrand owners (more often than notthe Marketing function who mayhave to manage the PR aspects ofany recipe or process changes.
Many people underestimate thepart that hops play in beer flavour andquality, therefore the choice of hopproducts is important. Extractsproduce a clean beer with little hopflavour or aroma and are easier toprocess due to less bulk; wort lossescan be up to 1% lower than whenusing hop pellets. Hop pellets givemore polyphenol content to wort andif added late impart aroma and hoppyflavour. Polyphenols add to theoverall mouth-feel and body of thebeer as well as improved flavourstability, but if in excess can detract
2The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
Figure 2: PilsnerUrquell brewhouse
(2004). Note the copperclad vessels with one oftwo 10m lauter tuns inthe back ground. Over
100,000 visitors a yearinspect this view from an
elevated walkway.
Pho
to:R
oger
Put
man
.
RIGHT: Figure 3:Equipment schematicfor “wet” and “dry”
milling operation –diagram from
Huppmann
FAR RIGHT: Figure 4:The “Dispax” milling
system in a Dutchbrewery– photo
supplied by Ziemann
“The beer recipe cansignificantly influence
the capital cost of abrewhouse, and its
effect on ongoingbrewing costs. The
degree of maltmodification dictateswort and beer qualityas well as brewhouse
processes. Intraditional lagerbrewing, under
modified malt isprocessed using adecoction system,with mash boilingvessels being key
plant items.”

3The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
from haze stability. Hops whetherfrom pellets or leaf are known toimprove the quality of beer foamcompared with beers brewed usingextract.
The correct choice of plant willinfluence the overall project cost,beer quality and how much it willcost to brew for the next 20 years ormore. With energy and waste costsrising, these will have an increasinginfluence on running costs. Thelatest techniques involving reducedwort oxidation and ‘thermal stress’are also leading to improvements inflavour, flavour stability and headretention.
Thermal stress is brought aboutby any process involving excessheat at high temperatures in anybrewhouse process (eg excessivewort boiling) Over enthusiasticmixing in other brewhouse vesselssuch as conversion vessels also hasa negative effect on flavour stability.The leading brewhousemanufacturers all offer their owninterpretation and development onthe latest available brewingknowledge and science.
MillingThere are three main options formilling. Dry milling normally usessix roller mills and is still popularwith breweries using lauter tuns.The milling is independent from themashing process and therefore alower rated mill can be used so thatthe milling operation can utilise theconversion vessel cycle-time,whereas ‘continuous steep’ millingrequires milling to take place in 20minutes of the mashing process. It isalso reckoned that mill adjustmentsavailable on the three sets of rollersgive a better opportunity foroptimisation of extract and run off.
Hammer milling is only used inconjunction with the mash filter in
order to get the 30% fine flourrequired, power consumption is upto three times that required by wetmilling systems. Noise andexplosion risks also need to be takeninto consideration.
Continuous steep milling isrecommended by Steinecker(Variomill) and Huppmann(Millstar) and can be used inconjunction with any lauter tun.Conditioning of the whole maltgrain in a continuous warm watersteep increases the water content ofthe husk to approx 15 % beforemilling. Advantages over drymilling are said to be better andfaster wort separation withopportunities for increased lautertun loading, less equipment and lessexplosion risk (no dry ground grist),less oxygen uptake due to mashingtaking place at the same time asmilling (Fig.3).Ziemann have recently developedtheir innovative “Dispax” dispersionmashing/milling system which is acompact ‘wet’ option mainly for usewith mash filters (Fig.4)
Mash ConversionThe key here is the choice ofinfusion/temperature programmedmashes and whether mash boilingand cereal cooking are part of thedesired brew recipe. Allmanufacturers feature on lowoxygen pick up, efficient mixing,heat transfer with latest designmixers and temperature control.Ziemann and Steinecker(ShakesBeer) have introduceddimpled heat surfaces inside thevessel (Fig.5) which gives improvedheat transfer and hence fastertemperature rises for programmedmashes. Along with hot waterinjection, heat rises of over 2°C/minas against 0.5– 0.9°C/min for aconventional conversion vessel can
be achieved. This would beimportant to any brewery whosemash cycle is the rate determiningstep in their brewhouse. For atemperature programmed mashstarting at 45°C and rising to 75°C,an overall time saving of 30–50minutes is very significant. Notethat any operation using mashboiling or decoction will includemore complex plant as well asincreased energy costs.
Wort separation The big debate continues on the useof lauter tuns and mash filters. Historically mash filters had a briefrise in the late 1970s, butimprovements in lauter tun designreasserted their ascendancy until theintroduction of the Meura 2001membrane mash filter (Fig 6).Ziemann continue to offer modernmash filters and lauter tuns. TheZiemann TCM (Thin layer ChamberMash filter) produces up to 16brews per day, the largest versiontaking a 21 tonne grist. At presentthere is no clear winner, except thateach brewer must make the decisionbased on its own requirements.Breweries using unmalted adjuctsand high gravity brewing often optfor mash filters, as do brewerieswith a low number of wort streamsrequiring fast throughput and highextract yields. Lauter tunmanufacturers, Briggs, Ziemann,Steinecker (with Pegasus) andHuppmann (with Lauterstar) havecontinued to develop theirequipment to increase loading (upfrom a “norm” of 160kg/m2 to over200kg/m2) while reducing cycletimes and increasing extract. Anemphasis has been put ondecreasing down time (like spentgrain removal) with improvementsin rake design, automated rakingand run off control improving the
Photo:R
oger Putm
an.
Figure5: The dimpledsurface on ShakesBeerconversion vessel –photo supplied bySteinecker
Figure 6: One of twocentrally-fed 16 tonneMeura 2001 mash filtersinstalled at InBev’sMagor plant in SouthWales.
“Continuous steepmilling isrecommended bySteinecker(Variomill) andHuppmann (Millstar)and can be used inconjunction with anylauter tun.Conditioning of thewhole malt grain in acontinuous warmwater steepincreases the watercontent of the huskto approx 15 %before milling.Advantages over drymilling are said to bebetter and fasterwort separation withopportunities forincreased lauter tunloading, lessequipment and lessexplosion risk (nodry ground grist),less oxygen uptakedue to mashingtaking place at thesame time asmilling.”

BREWHOUSES
4The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
wort flow itself. A significant stepforward has been to increase thenumber and positioning of run offports incorporating a conical design(Fig.7). This has resulted in fasterrun off with an even extractrecovery across the whole bed andless vacuum produced.
Without getting into detail, themain differences between a lautertun and mash filter include thefollowing. The lauter tun is moreflexible for loading – charges of +50% to -30% are claimed with themash filter only able to handle+10% to -20% of optimum loading.Smaller breweries with a largenumber of beer brands are morelikely to favour lauter tuns becauseof this.
The cycle time of the mash filterof 90–120 minutes has beenconsistently better than the lautertun, although using the latest run off
technology twelve brews per day ona bed loading of 200 kg/m2 can beachieved with a lauter tun. Whatevermash separation device is used, themalt quality is vital to goodperformance, especially levels ofbeta glucans, with β-glucanaseaddition to the mash often used tomaintain consistent run offperformance on mash filters.
A recovery of 100–101% oflaboratory extract from a mash filtercompared with say 98.5% on anoptimised lauter tun can mean asaving in malt of around £150,000per year at a brewery producing onemillion hectolitres of wort. There is,however, a debate about how muchthe extra 3–4% extract is of positivevalue from a beer flavour andquality perspective.
Capital costs of lauter tun systemsare claimed to be about 70% of anequivalent mash filter. Themaximum size for a single mashfilter has been around 11 tonnes ofgrist (approx 600 hl of high gravitywort) compared with up to 25tonnes for a single lauter tun,although the 21 tonne Ziemannmash filter is catching up fast.
Operating costs for mash filtersare also higher. This is mainly dueto higher maintenance costs,cleaning costs (cleaning requiredevery 50–60 brews), replacement offilter sheets (every 2,000–3,000brews) and membranes (every 5,000brews). Unlike the Meura 2001, theZiemann TCM has no membranes tomaintain or replace.
Wort BoilingAs energy costs rise, wort boilingwill continue to be an area ofincreased attention. Modernunderstanding of wort boiling hasenabled manufacturers to look atwort volatile reduction and proteindenaturisation/ coagulation asseparate processes. The idea ofapplying a minimum temperaturedifference between the heatingmedium and the wort by effectivelyincreasing heating area andinducing two phase liquid/vapourbubbles in the wort means that wortevaporation can be reduced fromover 8% to 4–5%. Differentapproaches have been made bymanufacturers, with some opting fora separate volatile reducing stepafter wort boiling.
Beers produced have similarfermentation characteristics andvolatiles as well as reduced DMSlevels. Reduced thermal stress on
the wort also predicts an increase inflavour stability, although resultssupplied by manufacturers aredifficult to assess and comparebecause they are often from differenttests and analyses. With flavourstability and beer freshnessattracting more focus, relying moreon tasting beer and using betterunderstood analysis would behelpful. Reduced evaporation fromless and lower heat input also resultsin improved beer foam. Less foulingof the heating surface also has thebenefit that cleaning frequencies canbe reduced. The introduction of anatural thermosyphon duringboiling is becoming a feature in allmodern wort boilers.
There is a choice between internaland external wort boiling. The latteris a development of Briggs externalwort boiling system and is called‘Symphony’ (Fig.8) This involvesincreasing the specific heatingsurface of the boiler to 0.43m2/hlwhich is five times more than for atypical internal heater, and twice ashigh as a standard external wortboiler. By using this increased area,the steam temperature and pressurecan be reduced and a two phase,liquid/vapour driven thermo-syphonis produced. The wort, which iscirculated eight to ten times duringthe boil, is returned to the copper ina tangential manner to reducefoaming and minimise trub breakup. This arrangement of externalwort boiler and tangential inlet tothe copper is easily arranged into acombination copper/whirlpool.
Other suppliers have developedefficient internal copper heaters. A‘dynamic’ or ‘low pressure’ boilingtechnique has been introduced byHuppmann (Fig.9) which involvesheating wort under pressure of 150mbar, equivalent to a boilingtemperature of 103°C. When thispressure is reached, it is rapidlyreduced to 50mbar and thetemperature drops back to 101°C.This takes place at least six timesduring each boil and the effectproduces a flash evaporation withthe formation of foam and bubbleswithin the wort kettle which stripsunwanted volatiles and aidscoagulation of hot break particles.In order to accommodate the flashevaporation, the copper volumeneeds to be 30% greater than for astandard system and the wort iscirculated 20–30 times per hour.
Ziemann offers a similartechnology. The internal wort heater
Figure 7: The undersideof a modern lauter tun –take note of the number
of wort run off pipes –photo supplied by
Huppmann
Figure 8: The Symphonyexternal wort boilingsystem – supplied by
Briggs of Burton.

Figure 9: Thetemperature/pressurechart of “dynamic/lowpressure boiling”process – supplied byHuppmann.
5The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
as applied by Steinecker(Stromboli) creates a large heatingsurface within an internal heaterwhich enables wort volatile removaland precise protein coagulation atlow thermal load. The heater has aspecially designed two part spreaderfor the heating and boiling part ofthe cycle. A natural thermo-syphonvia a “jet pump” above the centraltube enables the heat input to bereduced(Fig 10,11) As with theBriggs Symphony system, foulingof the heater is reduced, resulting ina lower cleaning frequency( Fig12,13) Huppmann introduced aninternal heater with a naturalthermosyphon called Jetstar inSeptember 2005.
Volatile stripping from wortafter boiling German manufacturers havedeveloped equipment to improveenergy efficiency, beer quality andflavour by stripping volatiles afterthe copper. This allows copperevaporation to be reduced to 3–5%.DMS and precursor reduction takesplace after the copper, but beforewort cooling.
The Steinecker system, called‘Merlin’ is a vertical cylindricalvessel with a steam heated, conedshaped interior over which a thinfilm of wort is pumped before itgoes the whirlpool (wortevaporation is 1–2%) (Fig.14).Ziemann offers a different approachusing a vacuum technique workingat approximately 0.4 barunderpressure to strip out volatilesbetween whirlpool and wort cooler(Fig.15).
Energy saving and wortboilingWith UK gas prices reaching a peakof £1.40 per Therm (£0.013/MJ) inNovember 2005, the requirement tosave energy moves from a financial“nice to do” to a definite “must do”.It would be sensible for any brewerto look at retrofitting energy savingequipment whether or not a fullbrewhouse development is beingconsidered.
Brewers should be as focussed onenergy usage as they are on maltextracts. Large energy savings arepossible, especially if energyrecovered from a vapour condenseris used for preheating wort going tothe copper. This technique involvesinstalling an energy storage system,which comprises a hot water storagetank and heat exchanger for taking
FAR LEFT: Figure 10:The “Stromboli”internal copper heatingwort up to boilingtemperature. –
LEFT: Figure 11: The“Stromboli” internalcopper heating systemin boiling modeincludingthermosyphon.Diagrams supplied bySteinecker.
FAR LEFT: Figure 12:The tubes of aconventional internalwort heater after 8brews.
LEFT: Figure 13: Thetubes of a Stromboliinternal wort heaterafter 80 brews – noticehow the less intensiveheating regime hasreduced foulingconsiderably. Photossupplied by Steinecker.
Figure 14: The invertedheating surface cone ofa Merlin boiling/ wortstripping system seen inan exhibition mock up –photo supplied bySteinecker.

BREWHOUSES
6The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
wort from approx 75°C after thewort separator to 95°C+ in thecopper (Fig.16).
Trub separation The whirlpool remains the mostpopular and simplest method forseparation of hot trub from boiledwort. The workings of whirlpoolshave been studied extensively withmany theories and calculationsshowing the best design. A vesselheight to diameter ratio of around0.5, copper casting time of tenminutes, tangential inlet velocity of3–4 metre/sec and stand time of 20minutes normally works effectively.
An often overlookedconsideration is solids loading. Inorder to get good trub separation, itis said that hop pellet loading shouldnot exceed 2.0kg/m2. Hop pelletsalso retain extract, so increasing ordecreasing hop pellets and hopextract ratios can make a differencein yield. There are many designs forthe run off system, floor shape, andtrub removal, all of which areimportant to consider as long as thebasic design gives a good result.Converting hop backs in traditionalbreweries to effective whirlpools isoften easily achieved with minimalexpenditure.
Combined copper-whirlpoolshave been successfully installed inrecent years, these tend to be acompromise in optimum design,Vessel configuration and the hopgrist must be fully considered alongwith all other criteria. An advantage
of a copper whirlpool is that a vesselto vessel transfer is eliminated, thereis less trub particle size reduction,and it allows a faster start up ofwort transfer to fermenter. Thecopper/whirlpool is a naturaldevelopment from the BriggsSymphony system involving atangential inlet to the copper and isbranded as ‘Symphony Plus’
A final word It is easy to get carried away withnew plant, but a dedicated projectteam and detailed planning needs tobe in place from the beginning.Bringing the new plant on stream isnot always as straight forward asfirst thought and a logical step-wiseprogramme of trials to ensure beerflavour and quality match thespecifications is fundamental.
There should also be acomprehensive blending operationin place until all ‘stakeholders’ aresatisfied with the result. It isimportant that the Marketing andSales functions are included in thisprocess and the success criteria fora successful flavour match is agreedbeforehand, so there is no disputewhen the time for the final sign offcomes. ■
● The author would like to acknowledgethe help of the following for supplyinginformation, diagrams andphotographs for this article.Briggs of Burton (PaulDowd), Krones/Steinecker (PeterGattermayer), Huppmann (ThomasBühler) and Ziemann Group (VolkerMewes).
Figure15: A Ziemannvacuum wort
“stripping” systempositioned after the
whirlpool but beforewort cooling – photosupplied by Ziemann.
● The author
After a long career with Whitbread andInterbrew, including time as Head Brewerof Boddingtons and Stella ArtoisBrewmaster, Paul Buttrick has startedhis own independent consultancy BeerDimensions. Paul has an MSc in BrewingScience from Birmingham University andis one of only a handful of British brewersto have studied at Weihenstephan (T.U.Munich).
Figure 16: Schematic of a brewhouse ‘energy store system’, with heatrecovered by a vapour condenser used to preheat wort on its way to the copper– diagram supplied by Huppmann.
Operation Approximate Cost per 1 million hl per Therm Cost per 1 million hl brewed withEnergy usage brewed with gas cost at £0.65 gas cost at £1.4 per ThermMJ/hl (£0.00616 per MJ) (£0.0133 per MJ)
Wort pre-heating 12 £73,900 £159,200from 75°C to 95°C5% wort evaporation 12 £73,900 £159,20010% wort evaporation 24 £147,800 £318,400
TABLE 1Table 1 shows the orderof magnitude of costs for
wort pre-heating andboiling for a one million
hectolitre brewery(volume brewed) at both
5% and 10%evaporation as the cost
of fuel doubles.
“It is easy to getcarried away with
new plant, but adedicated projectteam and detailedplanning needs to
be in place from thebeginning. Bringing
the new plant onstream is not always
as straight forwardas first thought anda logical step-wise
programme of trialsto ensure beer
flavour and qualitymatch the
specifications isfundamental.”

7The BREWER & DISTILLER • Volume 2 • Issue 2 • February 2006 • www.ibd.org.uk
Meura ad

FILTRATION
I have been an examiner for theIBD Master Brewer examinations
for many years, and questions onfiltration were often poorlyanswered and showed a lack ofexperience and understanding,compared to other areas such asbrewhouse and fermentation. Thismay have been due to whereresponsibilities lie for filtration andthere were debates about whether itwas a brewing or packagingresponsibility. In my earlyWhitbread days, it was always‘Process and Packaging’ but whenthe bigger breweries were built itbecame part of the brewing area –mainly because filtration problemswere often pushed back up-stream inthe brewery. We were brewing lagerand had to deal with beta glucanswhich gummed up the works andyeast that refused to settle to thebottom of tall cylindroconical tanks.
The basics Like all things, the laws of sciencedictate performance and Darcy fromway back in 1856 still shows theway. The table below develops hislaw and applies it to filtration :Applying this equation, it is easy to
see how filter design affects beerfiltration.
Maximum pressure drop allowedacross a filterOn early 60cm plate and framefilters, the maximum allowable inletpressure was 3 bar, for later versionsand 100cm frames, this went up to 7bar, so the newer filters gave a largepotential increase in filter runlengths. It is easy to see how one ofthe easiest and most cost effectiveways to increase filtration capacityin a small brewery was to replace anold 60cm filter with a more modern100cm version.
Filter area:The 100 cm plate and frame filtergave the possibility of large filtrationareas, so pressure drops were lowand filter runs long. However with aflow-rates of 2.5–3.5 hl/m2/h, thearea needed to be large to get a fastflow-rate compared to vessel filtersdesigned for 5–10 hl/m2/h, although
flow on vessel filters tend now to benearer the lower rate. On vesselfilters, the filtration area is dictatedby the number of candles or screens.Flowrates on kieselguhr-freecrossflow filters are slower at 0.5 –1.0 hl/m2/h
Filter cake thickness:This is dependent on the solidscontent of the beer and dosing rateof body-feed powder. Brewerieswhich install centrifuges reduce thesolids presented to the filter, are ableto make large increases in filtrationperformance and capacity. The‘sludge capacity’, that is the amountof powder that can be put into a filterwill dictate the filter run length andreducing the body-feed dosing rateenables more beer to be filtered. Theframes of the larger plate and frame
“In my earlyWhitbread days, it
was always ‘Processand Packaging’ but
when the biggerbreweries were builtit became part of thebrewing area, mainly
because filtrationproblems were often
pushed back up-stream in the
brewery. We werebrewing lager and
had to deal with betaglucans which
gummed up theworks and yeast that
refused to settle tothe bottom of tall
cylindroconicaltanks.”
12The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
By Paul ButtrickBeer Dimensions
Filtration –the factsWhen I first started in the brewing industry, filtrationwas something carried out down in the cellars oracross in the ‘packaging store’. Even in France where Iworked in my first brewery, it was ‘dans les caves’.Today, with take-home beer beginning to outstrip on-sales, beer with a 12 month shelf life required closerattention to filtration and stabilisation. Withconsolidation of breweries and focus on capacityutilisation and efficiency of packaging lines, beerquality and filter problems are no longer acceptable.‘Right first time’ is the requirement.
A survey of systems and methods
The diverse nature ofkieselguhr as seen under
a microscope.
Flow rate = Permeability factor × Pressure drop × Area of filtration surface
Filter bed thickness × Liquid viscosity
Pressure Drop = Flow rate × Filter bed thickness × Liquid viscosity
Permeability factor × Area of filtration surface

filters have comparatively morecapacity than vessel filters. Thestandard frame was 40mm deep, andsome companies increased this to50mm to increase filtration runlengths
Beer viscosity:I can remember, over 25 years ago,spending many hours in theSamlesbury Brewery brewhousedoing starch tests on wort – with myfellow brewer – the late Bill Barker –we were known as ‘Starchy andHusk’ after a well know pair ofAmerican detectives. Betterbrewhouse procedures and a maltspecification to reduce beta glucansin the wort, sometimes with the aidof added beta glucanase, made surewe were able to filter plenty of lagerin the hot summers of the lateseventies.
Permeability:The pressure differential across afilter bed is determined by thepermeability of the filter bed, whichis dictated by the size and porosityof the filter powder. Very finepowder produces a quicker pressure
build up than coarser powder. Acompromise was needed because thefiner the powder used, the better andbrighter the filtered beer. It is alsoimportant to remember that vesselfilters which are run at faster flowrates generally use coarser filterpowders to keep the pressuredifferential down.
When all is considered, it is easyto see why some companiescontinue to use 100cm plate and
frame filters. At Magor, now part ofInBev, long runs of very high qualityfiltered beer are achieved using higharea filters run at slow flow rateswith quite low porosity powders.With these regimes it is possible toachieve yeast-free filtrate on a100ml aerobic plating of beer fromthe outlet of the filter.
Choice of powdersThe choice of filter powders has notchanged much over the years in thatkieselguhr (diatomaceous earth) isstill the preferred material. No othermaterial gives quite the samefiltration performance. Perlites madefrom volcanic rock are increasinglyused for a first precoat, but few use itfor second precoat and bodyfeed.The main driver for brewers movingaway from kieselguhrs is health andsafety, where particularly fluxcalcined-white powders (heated inthe presence of caustic soda) containhigh levels of crystalline quartz(crystoballite) which is known tocause serious lung diseases.
The white flux calcined powders
MAIN PICTURE: Fourfully automated 600 hl/hFiltrox kieselguhr andPVPP candle filter linesinstalled in Becksbrewery Germany in2002.
ABOVE: A 100 cm plateand frame filter, stillused in many UKbreweries.
13The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
(Photo:P
uresep.)
(Schematic:K
rones.)
Schematic of theSteinecker TFS filter.This filter is specificallydesigned to give an evenpowder coating over thewhole candle.

FILTRATION
have larger particles and aregenerally used for the first precoat.Perlites are now used for this purposein many UK breweries. Perlites aredifficult to manufacture in finegrades and do not have the absorptiveproperties of kieselguhrs which givebrilliant beers. There are very fewbreweries who use a complete perliteregime and these use sheet filtrationafterwards to give their beer its finalbrilliance. Many filters usingkieselguhr do not use polishingfilters, but go straight to packagingwhich includes either flash or tunnelpasteurisation.
Some filter manufacturers havedesigned their filters to work withouta ‘first’ precoat.
The Pall ZHF – Primus isequipped with ‘Durafil’ screens of30- micron size that only requires theequivalent of a working precoat.Other filters including some candlefilters also have 30-micron gaps,although Filtrox have remained witha 70- micron gap which is said to beless prone to blocking and has bettercleanability.
With filter powders, being classedas hazardous materials, companieshave sought to protect their peoplefrom the dust. There have been manydesigns for handling 20kg papersacks in a special cabinet with bagsplitters and vacuum dust removers.Some have been more successfulthan others and some have beenmore dust dispersers than offeringpersonal protection. The level ofprotection tends to go with theamount of powder used, withsmaller users still putting powderdirectly into the dosing tanks, theoperator being protected with a facemask specific for kieselguhr dust.
Filter powders are only hazardousin powder form, so it is quitecommon to see powder slurriesmixed with water in a separate areafrom the filter room and thentransferred to the dosing tank whenneeded. Another method is to have aseparate area above the filter roomwith powders sent directly into thedosing tanks below.
A little advice from experience –when designing slurry tanks, it is
best not to make them too big (say amaximum of a day’s supply)because continual stirring candegrade particles which will blockthe filter rather than keep the bedopen. Also because it is veryabrasive, slurry pump design andmaintenance is key to operations. Itis also important to make sure thatthe stirrer in the tank is either backedup with a spare or alarmed becausepowders settle and set like concreteif they are not kept in suspension –digging them out is not fun.
Big BagsAny reasonable size brewery shouldbe thinking of using bulk powdersupply rather than paper sacks.Health and safety issues are greatlyreduced and man power in big plantscan be redeployed. With approx 10hlfiltered per kg of filter aid, a breweryof 500,000 hl will be using 50 tonnesof powder per year; about 100 half-tonne ‘big bags’ a year. I don’t knowof any brewery currently usingtanker delivery and bulk silo storageof filter powders, the main problemhere is the availability and cost ofbulk powder tankers and the capitalcost of a silo system.
Even for ‘big bag’ handling, thenumber of powders used should bekept to a minimum, in most cases a‘first precoat’, ‘second precoat’ and‘body feed’ should be enough, andvery often the second precoat andbody feed is the same powder. Somefilter aid suppliers recommendmixing powders, not something I amtoo keen on – to me it is a bit toomuch of a ‘black art’ or a ‘three ofsand plus one of cement’ approach.
The cost of supplying kieselguhrin ‘big bags’ is similar to that ofpaper sacks. Some quite costeffective powder fluidising andtransfer systems have been installedand can be justified on health andsafety as well as manpower savingsfor sack handling, although civilcosts can be high. A large brewery
14The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
The Pall ‘Big Bag’bulkhandling system, using0.5 tonne bags of filterpowder at Reissdorf in
Köln.
The KHS Kometronicsystem
RIGHT: Diagram of aKHS Kometronic
precoat filter usingregenerable cellulose
fibres instead ofkieselguhr
FAR RIGHT: A KHSKometronic precoat
filter using regenerablecellulose fibres on trialwith only one chamber
in the stack.
(Diagram
and photo:KH
S.)
“The Pall ZHF -Primus is equipped
with ‘Durafil’screens of 30-
micron size thatonly requires the
equivalent of aworking precoat.
Other filtersincluding some
candle filters alsohave 30-microngaps, although
Filtrox haveremained with a 70micron gap which
is said to be lessprone to blocking
and has bettercleanability.”

using 200 tonnes of filter aid peryear, would be handling 10,000 ×20kg paper sacks so it must makesense to reduce this to 400 half-tonne ‘big bags’. The ‘big bags’ aremade from woven poly-propylene. They are not re-used inthe food industry, but may becollected ‘free of charge’ or for asmall fee for use in non-foodapplications. Robinsons ofStockport use ‘big bag’ supplied byFlexibulk, and Thwaites are about toinstall a ‘big bag’ powder handlingsystem to be supplied by MassMeasuring Ltd.
DisposalDisposal costs for spent kieselguhris an increasing part of the totalfiltration costs. With landfill beingcarefully controlled, costs will onlyincrease. Soil injection is used bymany companies in the UK. In partsof Germany spent kieselguhr isalready considered as a ‘chemicalwaste’ which is extremely expensiveto dispose of and more countries willfollow suit.
KHS are in final stages ofdeveloping a filter system calledKometronic incorporating a precoatfilter replacing kieselguhr withregenerable cellulose fibres.
I know that a number ofcompanies are looking atmanufacturing a replacementpowder but they are not at thecommercial stage yet. I am surethere will be long queues ofinterested brewers when theyeventually come on the market aslong as the economics are sound andthe material can be used on existingfilters.
RegenerationPall Food and Beverage hasdeveloped a kieselguhr regenerationsystem called Befis which is used inconjunction with their Primus filter.This system works on the principle
of regenerating and cleaning thespent kieselguhr from a filter withcaustic, acid and an enzymepreparation. This material is used asthe body feed for subsequentfiltrations. A fresh, new precoat isneeded on each filter run. Overallkieselguhr savings of 70-80% arepossible.
Which filter is best for me?In the UK, plate and frame filterswere used extensively until the1970s. The plates and frames weremostly 60 cm with flow rates limitedto 100hl/hr. This gave a typical runlength of 1000 hl in ten hours. Theintroduction of the Seitz Orion 100cm2 filters enabled a step change inthroughputs where flow rates over320 hl/hr were possible. A maximum6–7 bar inlet pressure allowed adifferential pressure of 5 Bar (75 psi)and gave run lengths of over 4000 hland with centrifuges andoptimisation runs over 24 hours areachieved. The large sludge volumeenabled much longer runs and evensome 200 cm2 frame filters wereintroduced. The problem was that thedowntime to wash off, clean andsterilise the filters was 4–6 hours andrequired a lot of manual input.Although attempts were made toautomate cleaning of plate and framefilters, they were not successful, so
automated vessel filters wereintroduced.
Candle filters and other screenfilters were already in use on thecontinent. In the 1980s, candle filtersand horizontal screen filters weremost popular. Candle filters hadcomparatively small sludge volumeswhich restricted filter run lengths,they were the answer for brewerieswho wanted large volumes filtered ina short time. Also, because the vesselvolume was large, losses were highbecause of the water-beer interfacesat the start and end of the run. Aproblem also associated with thelarge plate and frame filters.
The introduction of largehorizontal screen filters was a majorstep forward. This enabled long filterruns at fast flow rate and because thefilter cake sat on a horizontal screenthe filters could be emptied usingcarbon dioxide gas through low level‘rest elements’ which were not usedduring the main filtration. Thebeginning and end of filter runs couldbe free of beer-water interfaces, solosses were greatly reduced.
Because of the horizontal screens,the filtration could be halted – thebed was stable, whereas the bed on acandle would slip off. The same wastrue during a power interruption. Themain manufacturers with theexception of Filtrox concentrated on
15The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
Norit BMS.ABOVE: Schematic of a600 hl/h Norit BMF,showing from left toright: cold store tank,stabilisation dosing,recirc/retentate tank,filter, buffer tank,carbonator, bright beertank.
LEFT: A 600 hl/hr (72module) Norit BMFinstalled in a brewery inBelgium.
(Diagram
and photo:Norit.)
“Disposal costs forspent kieselguhr isan increasing part ofthe total filtrationcosts. With landfillbeing carefullycontrolled, costs willonly increase. Soilinjection is used bymany companies inthe UK. In parts ofGermany spentkieselguhr is alreadyconsidered as a‘chemical waste’which is extremelyexpensive todispose of and morecountries will followsuit.”

FILTRATION
horizontal-screen filters. It seemedthat the candle filter was becomingoutclassed. Horizontal-screen filtershad many advantages, but changes tobrewing practice and a need forsimplicity has seen a come back bythe candle filter, with many of theconcerns being answered.
Candle filters make acomebackThe complexity of moving parts andseals on the screen filters producedengineering headaches for some, sothe simplicity and lack of movingparts in the candle filter againbecame attractive. Filtrox (Synox),KHS (Getra Eco) and Steinecker(TFS) all looked at the morenegative aspects of candle filters andcame out with innovations, toimprove the efficiency and runningcost. New wedgewire designsreplaced the scalloped ring candlewhich are easier to keep clean andgive a more even powder coating.For example, in the Filtrox SynoxPF candle filter launched at Brau2004, an optimised version of thesuccessful Filtrojet filter, the filterarea was increased by introducing a25 mm instead of a 33mm diametercandle. The smaller diameter candleenabled more units to be put into thehousing. The overall effect was toallow more filtration area and sludgespace and less relative ‘void’ volumewhich contributed to losses in theform of water-beer interfaces at thebeginning and end of a filter run. Theincreased use of high gravitybrewing meant that beer at thebeginning of a filter run could be runinto a tank at very low gravity(assuming deaerated water is used tocharge and pre-coat the filter) whichcould be compensated for by
running in a precalculated volume ofhigh gravity beer, therebyeliminating losses at start up.
Similarly, at the end of the run, theblending water can be shut downearly to compensate for weaker beerbeing run at the end of the run –although care should be taken toensure proper mixing. The samesystem could also be applied to alarge plate and frame filter and somebrewers who installed horizontalscreen filters never use the blowdown facility. It must also beremembered that when a filter isblown down with CO2, the filtercake contains full gravity (often highgravity) beer, so the losses are notzero as some have claimed.
Another development bySteinecker (Krones) is the TFS-TwinFlow System candle filter introducedin 2000. This filter is different in thatthere is no filtered beer section of thefilter vessel. The rough beer comesinto the vessel, filtered beer comesout through the candles into amanifold within the body of the filterwhich feeds directly into the filteroutlet pipe. Ten percent of the flowthrough the filter is recirculated fromthe bright back to the rough side inorder to give an improveddistribution of filter aid particularlyat the top of the candle. The TFS isalso designed to be used without a‘first’ precoat.
So which powder filters areavailable and who makes them? Themain filter suppliers haveconsolidated over the years, withonly Filtrox remaining independentand having the same ownership. Pallbought Seitz-Schenk in 2002, whileSteinecker became part of Kronesand SEN became part of KHS. Table1 shows the main manufacturers and
brand name of various powderfilters.
Kieselguhr-free filtrationThe issues associated with powderhandling and disposal of spent filterpowder have led to companiesdeveloping kieselguhr-free systemsbased on cross flow technology. Thistechnology is extensively used forcider and wine, so what is thesituation with beer? Early attemptsby APV in the 1980s to filter beerusing ceramic membranes wereunsuccessful, but at least three majorplayers currently have systems inuse in breweries. The 0.7- 1.0 hl/m2
flow rates on cross flow filters areslow compared with powder filters.The principal of cross flow filtrationis straight forward with theunfiltered beer circulating across apolymeric 0.45–0.6 micronmembrane. A cross-flow rate ofapprox 1.2 m/s has a pressure whichis above the pressure on the filteredbeer side of the membrane (this iscalled the trans-membranedifferential pressure).
The pressure difference betweenthe rough and bright side of themembrane provides the force topush the beer through the membraneand take out any particles. Becausethere is a ‘fast’ flow across themembrane perpendicular to the flowthrough the membrane, there is littlebuild up of solids. There is no ‘deadend’ filter bed to go through as in aconventional filter, so there is nostatic filter bed build up and hencelittle pressure build up. There willbe some build up of solid materialon the membrane which will cause arise in the trans-membrane pressure,and the process will continue until apressure difference of about 1.5 baris reached. The manufacturers ofcross-flow filters all use an interim‘pulsing’ or ‘backwashing’technique to disturb any solid buildup and reduce the trans membranepressure. A stage is reached whenthe trans membrane pressure willnot reduce, in which case a chemicalclean is carried out.
If we are looking at the physics offiltration, the same principles apply– crossflow filtration is enhanced bya large surface area, thin filter bed,and slow flow rate/m2, so there isslower pressure build up comparedwith conventional filtration. The three systems presented by Pall,Norit and Alfa Laval, all usepolyethersulphone membranes puttogether in a series of modules.
Membrane modules(each of 12m2) on a Pall
Profi filter installed atCarlsberg in Fredericia
which processes up to480hl per hour.
16The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
(Photo:©
Pall Corporation 2007.)
“The introductionof large horizontal
screen filters was amajor step
forward. Thisenabled long filter
runs at fast flowrate and becausethe filter cake sat
on a horizontalscreen the filters
could be emptiedusing carbon
dioxide gasthrough low level
‘rest elements’which were notused during themain filtration.”


18The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
FILTRATION
Norit and Pall use hollow fibremodules and Alfa Laval use a seriesof cassettes to make up the filter. Alarge recirculation pump is used toprovide the fluid flow across themembrane. Table 2 compares thesystems’ features (previous page).
Cross-flow membrane filtersproduce a yeast free filtrate (due to0.4-0.65 micron pore size) Suppliershave also reported improved hazesin bright beer as well as betterflavour and haze stability due toreduced oxygen and iron pick upfrom filter powders. This is a goodstart, but only with longer term useand experience will theseimprovements be substantiated.
The cross-flow playersNorit is a Dutch company whichspecialises in purificationtechnology, including water andother beverages. The BMF-200 beerfilter was introduced to the market
at Drinktec 2001, and extensivework has been carried out withHeineken. A filter with thecapability of up to 200 hl/h has 24filtration modules of 9.8m2 filtrationarea each. The membranes are 0.5micron PTS (polyethersulphone),each consisting of 2800 × 1.5 mmdiameter fibres. In process terms,the filtration flow rate is 0.8hl/m2/hand the cross flow rate is 1.2 m/s. Asystem pressure of 3 bar gives amaximum trans membrane pressureof 1.2 bar. The filters have a typicalaverage run length of 20 hourswhich includes a small number ofbackflushes, to reduce the transmembrane pressure and allow CIP.The chemical based clean using anoxidising agent and membranecleaner takes 2.5 hrs and is carriedout when the membranes becomepartially blinded.
Pall Food and Beverage is aglobal company, well known to the
brewing industry, which specialisesin filtration technology. The Profisystem was developed inconjunction with GEA WestfaliaSeparators and a great deal ofdevelopment work has been carriedout with Carlsberg. A filter with thecapability of up to 240 hl/h has 20filtration modules of 12 m2
filtration area each. The membranes are 0.65 micron
PTS (polyethersulphone). Inprocess terms, the filtration flowrate is up to 1.0 hl/m2/h. Thesystem is designed in blocks ofmodules, which are taken out insequence for cleaning, thusallowing a continuous operation.Because the beer solids are mostlyremoved by the centrifuge, noretentate buffer tank is required,and the volume of beer involved inbeer changes is low. Beer changesand the end of batch operations arecarried out by blowing out thesystem with CO2.
Like the Profi system, Alfabrightis based on a combination of acentrifuge from Alfa Laval and amembrane system supplied byGerman filtration specialistSartorious. A typical system
(Photos:A
lfa Laval.)
Alfa Laval systems.
RIGHT: A 300 hl/hAlfafine membrane filter
in operation in abrewery in WesternEurope since 2005
FAR RIGHT: A 0.7m2
‘Sartocon’membranecartridge used on a
Alfabright membranefilter.
“Anotherdevelopment by
Steinecker (Krones)is the TFS-Twin FlowSystem candle filterintroduced in 2000.
This filter is differentin that there is no
filtered beer sectionof the filter vessel.
The rough beercomes into the
vessel, filtered beercomes out through
the candles into amanifold within the
body of the filterwhich feeds directlyinto the filter outlet
pipe.”Company Plate and frame Horizontal screen Candle
Filtrox Novox Filter-o-mat Synox PF KHS Orion Cosmos Getra Eco Pall/Schenk Niro Primus EcofluxKrones/Steinecker - Steineker FS 130K Steineker TFS
Table 1: Main manufactures and brand name of their powder filters
Norit Pall Alfa Laval Configuration Batch or continuous Continuous Continuous Module size 9.8 m2 12 m2 0.7 m2 cassette Size/modules etc Blocks of 24 modules up to max Blocks of 20 modules (up to Up to 432 cassettes
of 72 (600 hl/h) 240 hl/h per block) (up to 300 hl/h) Membrane Polyethersulphone Polyethersulphone PolyethersulphonePore size 0.5 micron 0.65 micron 0.6 micron Flow rates 0.8 hl/m2/h 0.5 – 1hl/m2/h 0.7 hl/m2/h Number in use 19 11 2
Table 2 – Comparing available kieselguhr-free filtration systems

19The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 12 • December 2007 • www.ibd.org.uk
designed for 225 hl/hr based on302m2 of filtration area (0.75hl/m2/hr). The membrane filter ismade up of a number of 0.7 m2
‘Sartocon’ cassettes with a 0.6micron PES membrane. This designis different from Norit and Pall inthat the membrane cassettes have avery narrow distance betweenmembranes – 120 microns, whichaccording to Alfa Laval enables thefilter to be run using lowerpowered, smaller recirculationpumps. The compact design of thecassette is also said to give a morestable membrane and optimiumcleaning characteristics which havea positive impact on membrane life.The filter system workscontinuously, with sections takenout for cleaning every 2-5 hours.
Do you need a centrifuge?There continues to be a debate aboutwhether a centrifuge is required toclean beer before it is filtered on acrossflow filter. Pall and Alfa Laval
recommend using a centrifuge toreduce yeast load on themembranes. Norit argue against theneed for a centrifuge because theybelieve a separator does not removethe small particles (< 0.5 micron)which are responsible for blockingpores on the filter. The Norit systemincludes a ‘retentate/recirculation’tank where the solids removed fromthe beer are collected. In theAlfabright and Profi systems, thesolids are mostly removed by theupstream centrifuge.Centrifuges are very costly to buyand operate and not having toinclude one in a new filtrationscheme gives a big financialadvantage to the Norit system. Likeall new technologies, the debate willcontinue and only plantperformance and experience willdictate whether centrifugation isnecessary.
Another unknown is therobustness and reliability of themembranes and until better
guarantees and replacement costsare substantiated, many brewers willnot take the kieselguhr-free route.However there have been hugestrides in membrane technology andit is widely used in other industries,so the time will come when brewersfeel more confident to embrace thepowder-free route. For companieswith a longer term view of capitalinvestment on strategic items,overall project lifetime costs maywell be better on cross-flow thancurrent powder systems, wheneverything including energy andenvironmental cost is considered. Inthe mean time, only continueddevelopment and experience willconfirm whether crossflow is thefuture for beer filtration. ■
● Acknowledgements
The author would like to thank thosecompanies who supplied informationand images in the preparation of thisarticle
“Another unknownis the robustnessand reliability of themembranes anduntil betterguarantees andreplacement costsare substantiated,many brewers willnot take thekieselguhr-freeroute.”
Puresep offers a range of spare parts, filteraccessories and auxiliary equipment for KGand sheet filters, enabling our serviceengineers to quickly solve your plant issues,making Puresep the ideal choice for helpingyou solve any filtration process or plantdifficulties you may encounter.
Upgrades and refurbishments New requirements and the need for greaterproduction capacities mean that theequipment you previously invested in may notbe running at optimum performance.Refurbishment and upgrading of the existingplant is often a practical and cost effectivealternative to extend a systems life.
Service and Maintenance AgreementsOur bespoke service and maintenanceagreements provide security, reliability,peace of mind and long term value for moneyby maintaining your equipment at optimum operating efficiency.Unplanned stoppages and failures are reduced or eliminated by the routineinspection of their potential causes.
Spare Parts and Exchange ComponentsTo save you time, expense and frustration, we maintain an emergencysupply of vital and frequently required reconditioned components andspare parts, pre-assembled, tested and ready for immediate installation.We can remove the faulty component from the site and give you anapproved overhauled and reconditioned component in exchange.
RepairsMachine and equipment failure brings processes to a halt, making repairsa serious matter. When this happens our single priority is to minimise yourdowntime. We have a network of local specialist engineers ready torespond whenever an emergency occurs.
Technical ConsultationOur engineers are experts in the filtration andseparation process. We can provide you witha dedicated team of specialists according toyour equipment and business needs,
Plant Installation and commissioningProfessional installation, commissioning andon time start up of equipment is essential ifproductivity is to be optimal. Our on-siteflexibility enables us to adapt fully to your siterequirements so that there is minimumdisruption to your production.
Plant Optimisation We pride ourselves on working with you tohelp you get the most out of your filtrationequipment and put your production, profitsand competitive strength where they shouldbe – at maximum. and compliant with yourindustry QA requirements.
Training Programmes It is vital that your personnel operate your plant in the most efficient andcost effective way possible. We can work with you to provide a trainingprogram to suit your needs.
For further information on our services or any other enquiry contact ustoday:
Puresep Filtration Technologies LtdBromyard Road Trading Estate, Bromyard Road, LedburyHerefordshire HR8 1NSTel: +44 (0) 1531 636 328Fax: +44 (0) 1531 634 012Email: [email protected]
Puresep – optimising your filtration performance
Puresep Filtration Technologies Ltd is a member of the Puresep Holdings group
A 100 cm plate and frame filter.
ADVERTISERS’ ANNOUNCEMENT

Glossary of Brewing and Packaging Terms:- Absorption Where chemical compounds are removed from a liquid by being retained on a solid surface – examples – proteins adsorbed by silica gel or organic compounds adsorbed by activated carbon. ABV Measure of alcohol content by volume - expressed as % alcohol by volume Acetaldehyde A flavour compound produced during fermentation – tastes of “raw apple skins” Acetic Acid Acid (Vinegar) produced by bacteria under aerobic conditions. Usually indicates the presence of Beer spoilage organisms. Acetobacter An aerobic bacteria produces an off flavour of acetic acid and turbidity in beer. Adjunct An addition source of extract (starch or sugar) which is not malted barley. Aeration Cool wort is aerated/oxygenated to provide oxygen for yeast growth. Alcohol Waste product produced by yeast during fermentation to be consumed and enjoyed by the customer. Ale Originally a term for un-hopped beer. Now used to describe most darker beers (top fermented) with ale yeast. (common in UK and Belgium) Alpha acid A natural hop resin which is isomerised to iso alpha acid during wort boiling and to give beer its bitterness. Amber Malt A medium brown grade of malt made by higher temperatures during the later stages of kilning. It provides beer with a crisp biscuit taste and aroma. Amino Acids Proteins are made up of long chains of amino acids. Amino acids are produced by the enzymic breakdown of proteins during malting & mashing. They are required as essential nutrients for yeast growth.

Amylase A general name for the enzymes that breaks down starch.
• Alpha amylase is an endo enzymes which liquefies starch by breaking long starch chains in smaller polysaccharides.
• Beta amylase is an exo enzyme which is a saccharifying enzyme by breaking pairs of sugars off from the non reducing end of starch and polysaccharide molecules to form maltose.
Astringency A mouth drying/bitter harsh after tastes which are often produced by polyphenols derived from malt and hops. Attemperation A term used for controlling or cooling beer during fermentation Attenuation Limit A measure of the fermentability of wort tested by fermenting with an excess of yeast. It represents the amount of non-fermentable carbohydrates left in beer. Auxiliary finings Liquid finings made from alginate or silicate which helps to settle protein. It usually works best when added sequentially in combination with isinglass finings. Bacteria Small living organisms which lives by breaking down organic matter such as beer. Specific bacterial species infect wort and beer producing off flavours and turbidity. Barley A cereal a member of the grass family grows in temperate regions of the world. Barley is the most common cereal used to produce malt for beer. It has a thick husk which makes it robust in the malting process, and the husk forms a filter bed during mash separation. Barrel A traditional volume for measuring beer. The UK standard barrel contains 36 gallons of beer. Barrels are still used in measuring capacity but few full barrel containers (36 gallon casks) are still in use. Beer A drink produced by the fermentation of sugars derived from malted barley flavoured with hops Beta Glucan A gummy material which comes from barley cell walls. It is largely degraded during malting, but if present in wort or beer can cause filtration problems.

Bicarbonate An soluble salt which produces “temporary hardness” reducing the fall in acidity (pH), and generally has to be reduced in waters used for brewing. Bicarbonates decompose to form carbonates which form a scale on heating surfaces. Bitterness A taste associated usually associate with iso-alpha acids in beer (isomerised alpha acids from hop). Some traditional ales were bitter and hence the term is also used to describe types of ales with a high hop rate Black Malt Is made from pale malt which is then roasted in a malt drum. It gives beer a black colour and strong burnt flavour. Blending The mixing of beers to achieve quality or in high gravity beer. Bloom A deposit on bottles often due to carbonates in the water BOD BOD is the measure of the amount of oxygen in milligrams per litre of sample which is utilised over a five day period in the biological oxidation of the sample after suitable dilution. It is often written as BOD5 to reflect the 5 day duration of the test. BOD is an indication of the amount of oxygen which will be taken up from a watercourse due to microbial growth on discharge of the sample. Body Feed Filter powder added to the beer flow in line to improve solids loading and to aid filtration Boiling Wort A stage in the brewhouse process when clarified wort from mash separation is boiled to stabilise the wort, remove unwanted aromas and isomerise the alpha acids from the hops. Bottom Fermentation For a successful fermentation yeast has to be in suspension in the wort. Once the fermentation is complete (the final gravity is achieved) lager strains of yeast clump together or flocculate and sink and settle to the bottom of the fermentation vessel. Break This is the term given to protein/polpeptide molecules which for insoluble solids and settle to the bottom of the vessel. Hot Break or trub forms after wort boiling and also contains hop debris. Cold break forms in cooled wort and can often be collected at the bottom of fermentation vesses.

Bright Beer Beer that has been through filter to remove visible haze and most micro-organisms in preparation for packaging. Brown Malt A roasted malt which produces a reddy brown colour and gives beer a rich malty, biscuit flavour. Buffer Tank Is any vessel used as a break between two processes eg between maturation vessel and filter is the filter inlet buffer tank. Calcium It is an important metal ion which is added to mash and has a number of beneficial effects in brewing – particularly in help to drop pH which is necessary for many enzyme activities and yeast growth and flocculation. Calorie A measure of energy. Beer has quite a low level of calories typically around 450 kcal or 1870 kJ per litre. Most of the calories in beer come from alcohol, hence the higher the % alacohol the greater the number of calories. Candle Filter Is a design of primary filter where rods or candles are used to support the filter aid. Caramel Dark burnt sugar which is usually added to beer to adjust colour. Carapils A continental darker malt used to add some colour but principally mouthfeel and texture to lagers. Carbohydrate Complex sugars which are generally found as a energy store in plants such as barley endosperm. Carbon Dioxide A gas which is produced during fermentation, under pressure it combines with water to form carbonic acid. A level of carbon dioxide is present in all beer and it proves beer with its “ fizz”. Carbonate A salt which dissolved in hot water but tends to precipitate in cold water producing a hard coat of scale or beer stone. Cask Conditioned Beer Beer that that remains unfiltered at the end of fermentation is conditioned and matured in a cask. It is usually clarified in trade through the addition of isinglass finings.

Centrifuge Equipment for clarifying beer by spinning it at high velocity separating the solids from the liquid. It is able to remove most yeast from beer in a matter of seconds. Cereal Cooker A separate vessel used to prepare cereal adjuncts by heating (boiling) to gelatinise the starch (used for adjuncts which have a gelatinisation temperature greater than malt). Colloidal stability Haze causing colloids such as proteins and tannin must be removed from beer. This is done through good brewing practice and chilling the beer prior to filtration For beers which require a long shelf life adsorption stabilization agents which are insoluble in beer are used to reduce the haze forming compounds (principally protein and ployphenol) prior to filtration. Chloride Is a anion often added as Calcium Chloride and gives beer smooth full palate. This is characteristic of many lagers and mild beers. Chocolate malt A dark roast malt used in dark beers and stouts CIP Cleaning in Place Automated system of vessel and line cleaning – Cleaning In Place. Clarification Separating suspended solids from wort or beer. Cling Where beer foam adherers to a glass Coagulation The attraction of solid (often protein) to each other resulting in the formation of solids during boiling COD A chemical method of measuring BOD used to look at the biological load in effluent. Collagen A protein also known as finings – usually derived from Isinglass and is added to clarify beer. Conditioning (Maturation) Is the process during which the raw flavours of fermentation are removed and

CO2 is formed which helps to carbonate the beer. Conversion A term used to describe the breakdown of starch into sugar in the brewhouse. Coolant A liquid used to cool beer or wort Copper (Kettle) A vessel used for boiling wort Copper (kettle) finings Material (usually Irish Moss) added to the copper kettle to aid coagulation and clarification of trub. COSHH Regulations for handling hazardous material Crown Cork A cap for sealing bottles Crystal Malt A malt prepared by stewing on the kiln to produce crystallised sugars. It adds colour and flavour to beer. Customs & Excise The regulatory body for collection of Excise duty. De-palletiser Equipment for offloading bottles, cans or kegs delivered on pallets Deaerated Liquor/Water Water where the dissolved oxygen stripped out or removed Decoction Mashing A method of heating the mash where part is taken out into a separate cooker and boiled before being added back to the mash to raise the temperature by a required amount. Detergent A liquid which is capable of dissolving soil (dirt) used for vessel and line cleaning. Dextrin Unfermentable sugar often left in mash because of the incomplete breakdown of amylopectin which has branched chains.

Diacetyl Diacetyl is a by-product of the metabolism of yeast during the fermentation process. The majority is removed by well controlled secondary fermentation. Small amounts of diacetyl in beer cause an unpleasant odour and taste of “butterscotch”. Diastase General name given to enzymes that break down starch. In Brewing these are mainly alpha and beta amylase. Diatomaceous Earth A powder made up of the mined skeletal remains of diatoms which is used as a filter aid in beer filtration. Dissolved Oxygen A measure of oxygen dissolved in beer DMS Dimethyl Sulphide A flavour compound derived from malt which gives a “sweetcorn” character. Dormancy A natural delay in the onset of barley germination Draught Beer Beer served from large containers (casks or kegs) Dry Hopping The process of adding hops to casks beer to provide hop aroma EBU (also called IBU) A measure of beer bitterness (based on the European Brewery Convention) Effluent Process waste stream which leaves the brewery – either for in house treatment or to municipal treatment (Sewage Works) Endosperm The starch food store of the barley corn which provides the extract for brewing. Esters A group of flavour compounds found in beer – generally produced during fermentation through the combination of acids and alcohols. They give beer strong fruity aromas and taste. Ethanol (ethyl alcohol) The main alcohol produced by fermentation. This is an important property which determines the “strength” of the beer.

Extract A measure of sugar potential or yield from the raw materials. Most extract comes from the malted barley but additional extract can be added in the form of adjuncts. False Bottom The slotted base of a mash or lauter tun Fermentation The process when yeast metabolises simple sugars to produce alcohol abd carbon dioxide (and some heat) under anaerobic conditions. Filtration The process of using a porous surface medium to hold back solids thus separating solids from the liquid beer. Finings A changed material added either as liquids or solids and used aggregate suspended particles in the beer to aid clarification. (eg Kettle finings, auxiliary finings and isinglass finings) Firkin A container or cask which holds 9 gallons capacity Flash Pasteurisation Pasteurisation (heating) through a plate heat exchanger to kill/reduce live micro-organisms Flavour Stability The extent to which a beer tastes as good on ageing as it did fresh when packaged. Foam The stable head/bubbles on beer formed by protein coating bubbles of carbon dioxide gas. Beer is the only beverage with a stable foam. Fob Excessive or uncontrolled foam Forcing Test A procedure for heating and holding samples at a higher temperature to check for flavour or microbiological stability. Gelatinisation The initial process in mashing when the starch has to unwind from its crystalline structure in order to make it accessible to enzyme degradation.

German Purity Laws The German Beer Purity Law or Reinheitsgebot is the world's oldest food law purity law. It was decreed by Duke Wilhelm IV of Bavaria in 1516. The decree states that only barley, hops and water may be used in the brewing of beer. Yeast was added subsequently but had not been identified as essential for fermentation in 1516 and natural "wild" yeast produced the necessary fermentation. Germination The growth or sprouting of the grain – second stage in the malting process. Glucose A simple sugar which forms the base unit of starch Gram Stain A procedure for differentiating between different species of bacteria. It relies on the structure of the bacterial cell wall. Green Beer Immature beer at the end of fermentation before it has been matured. Green Malt Germinated barley before it is kilned Grist A term for milled crushed malt ready for mashing. Gypsum Calcium Sulphate present in some brewing water such as Burton on Trent, and often added as a salt to water or mash as part of water treatment. It contributes to permanent hardness bringing out the dryer, bitter flavours in a beer. Haze Beer should be clear. Haziness or cloudiness in beer occurs because of suspended material which can be organic chemicals – colloidal haze or micro-organisms – biological haze. Head Retention A measure of the foam stability of the head on beer (common methods used to assess foam are direct observation or instruments like Rudin & Nibem ) Headspace The volume of gas above the beer in a bottle. Part of this gas can be air or oxygen which contributes to beer staling. Hectolitre The usually volume of measurement in most breweries One hectolitre = 100 litres

High Gravity Brewing Many beers are brewed with an original gravity (OG) higher than sales producing beers with higher levels of ethanol. After processing the beer is dilutee to sales gravity using de aerated water, usually post filtration. Hogshead Is an oversize barrel or cask which holds 54 gallons. Few if any are still in use. Hop Back A vessel used for hot wort clarification after wort boiling when using whole (cone) hops which are used as the filter medium. Hop Extract An extract of the bitter and some times the aroma components of hops Hop Oil An extract of the hop aroma compounds Hops A perennial plant which produces hop cones in the female plant which contain bitter substances (alpha acids) and aromas and used to ‘bitter’ and add aroma/flavour to beer Horizontal Leaf Filter A beer filter with horizontal screens on which the filter aid is deposited and then used to filter rough beer. Ice Beer Beer where the contents is partially frozen – ice is formed – to produce a smother flavour. Infusion A term for single temperature mashing traditionally used in mash tuns Ion Exchange A method of treating water to remove un wanted mineral ions. Isinglass Collagen, the active ingredient in finings made from the swim of selected fish Isohumulone Isomerised hop bitterness compounds iso-alpha acid is also called iso humulone. This is derived from alpha acids or humulone Jetting A small jet of hot water is often fired into a bottle after filling to cause it to froth up so that it is capped on foam to reduce dissolved oxygen.

Keg A metal container for holding beer (usually 11 gallon 50 litre or 22 gallon 100 litre – some are as large as 36 gallons or a UK barrel) Kettle / Copper The name given to the vessel used for boiling wort Keystone A bung which holds the tap in a cask of beer Kieselguhr A filter aid made up skeletal diatoms used in beer filtration Kilderkin (Kil) A cask holding 18 gallons (half a barrel) Kilning The last stage in malting where the moisture is driven off to produce a stable malt with increase colour and flavour compounds. Krausening The process of enhancing warm maturation (secondary fermentation) by adding fermenting wort from a subsequent brew to the maturation tank of a beer on completion of primary fermentation. Labeller Equipment for labelling bottles Lacing The effect of foam clinging to a glass of beer as it empties Lactic Acid An acid produced by certain bacteria (lactic bacteria) which can effect the beer flavour Lactobacillus Species of lactic acid bacteria which produce acid and turbidity Lag Phase The stage at the start of a fermentation before the yeast start to replicate (bud) Lager Beer brewed using traditional ‘Continental’ methods (usually typified by using bottom cropping yeast and pale lager malt) Lagering The process of maturing lager beer traditionally the beer was stored for several months at zero or below.

Lautering The process of wort separation using a lauter tun which is a filter vessel with a false slotted bottom. Legionella A hazardous bacteria found in warm and cooling water assoacited with cooling towers and tunnel pasteurisers Lipids Fatty material in raw materials such as malt and produced by yeast when aerated at the start of a fermentation. Liquor A term used in the UK and Ireland for brewing water Losses The difference between the volume and strength of what you started with in comparison to the volumes and strength at the start and finish of a process Lupulin gland The resin gland of the hop cone which hold the acids and oils used in brewing. Maize Grits Broken embryo of Maize milled which has to be cooked in a cereal cooker before being mixed with the malt mash. Malting Variety A type of barley suitable for malting Maltose The principle sugar produced by conversion of starch to wort during mashing. Mash The process of mixing grist (ground malt) and water at the necessary temperature and mash thickness. Maturation Post fermentation processing – during warm maturation flavour development occurs – cold maturation is required for colloidal stabilisation. Micro-organism A very small living organism usually only visible under a microscope. Modification A term to describe the change of barley into malt and the extent to which the cell walls in the endosperm have been digested.

Nitrates Chemical salts found in water often indicating contamination. There are maximum permitted levels and many breweries use water treatment to remove nitrates. Nitrogen gas Inert gas used to eliminate air or to give beer a stable head (nitrogen is sometimes incorrectly used to describe proteins, polypeptides and amino acids, found in beer) Non Biological Shelf Life The time that beer remains free of non biological haze (protein/polyphenol complex chill haze) OG Original Gravity. The specific gravity or density of wort before fermentation has started Oxygen Gas required by living organisms. It is added to stimulate yeast growth before fermentation starts. If present in finished beer it will cause beer staleness Palletiser Equipment for loading packs onto pallets Pasteurisation Procedure for heating beer to sterilise it Pasteurisation Unit A measure of the degree of pasteurisation (1 PU is the energy given by holding beer at 600C for 1 minute) Pediococcus An anaerobic of bacteria infecting beer Perlite A type of filter aid made from volcanic dust pH A measure of the acidity/alkalinity of a liquid (measures -log10 H+ ions) Pils/Pilsner A style of beer (lager) originally from Pilsen in the Czech Republic Pin A cask holding 4.5 gallons Pitching The process of adding yeast to wort to start fermentation

Plate and Frame Filter A vertical chamber used with filter aid to filter green beer Plate Heat Exchanger Counter current flow through a of plates for cooling or heating liquids flowing through Plato Unit of measurement of specific gravity expressed in percent based on a sucrose solution Polish Filtration Fine filtration of beer usually after a primary green beer filter. Polyclar PVPP A beer stabilising agent which adsorbs polyphenols in beer. Pre-coat Procedure for coating a filter with filter aid Primings Sugar added to fermented beer to fuel a secondary fermentation or sweeten the beer. Protein Complex organic compounds made of nitrogen, carbon and hydrogen important in malt quality and break down to provide compounds for beer foam, haze pre-coursers and yeast nutrition. Proteolysis The process of protein breakdown during mashing Pure Culture A procedure for producing high quality pitching yeast Racking The process of filling casks/kegs with beer Recovered Beer Beer recovered from yeast after fermentation Refrigeration The process of cooling beer down to lower temperature (usually below 00C) Respiration The process of oxygen use by living matter

Roast Barley An adjunct used in some dark beers and stouts to produce a very dark black colour and roast bitter taste. Rough or Primary Filtration Used to remove most of the particles – all yeast, most bacteria and settled haze top produce beer from green beer. Saccharification The process during mashing when starch is broken down into simple sugars principally through the activity of beta amylase enzyme Saccharometer An instrument for measuring specific gravity (see hydrometer) Saccharomyces Cerevisiae Yeast used in ale fermentation Saccharomyces Uvarum Yeast used in lager fermentation (sometime Saccharomyces Carlsbergensis) Secondary Fermentation A fermentation which occurs after the principle fermentation is complete usually at a lower temperature to improve flavour or increase carbonation. Shelf Life The time during which a beer retains its marketable quality in terms of flavour and haze stability. Shive A bung that fits into the top of a cask Silica Hydrogel A material for stabilising beer it adsorbs protein Skimming Removal of top cropping yeast after fermentation particularly for ale brewing where the yeast is harvested from the top of the vessel. Sparge Water used to wash out extract from the mash after strong wort run off during mash separation. Spear The tube in a keg used for filling and emptying the keg Specific Gravity A measure of the relative density of a liquid

Spent Grain The brewery co-product which remains after all the wort is extracted and is used for cattle feed. Spray Ball Equipment fitted to a tank for spraying water and detergent during cleaning Stabilisation The process of processing beer to retain quality Staling The process whereby beer loses its fresh flavour usually due to oxidation Starch The carbohydrate food source of plants Starch Granules Starch is held as granules in the barley endosperm Steeping First step during malting which involves adding water to grain to start germination Sterilant Material for killing micro-organisms Sterile Filtration Fine filtration designed to remove micro-organisms Sucrose A simple sugar broken down by yeast outside the cell and used to fuel fermentation. Sulphate A salt dissolved in water often added to bitter beers as permanent hardness Sunstruck Flavour The ‘skunky’ flavour created when hopped beer is subjected to sunlight or UV light Tannin A substance in barley or other plants which affects beer stability (also called polyphenols) Top Fermentation A fermentation where the yeast floats to the surface on completion of fermentation

Trub Solids protein and hop debris created when wort is boiled and separated in a whirlpool or hop back. Tunnel Pasteuriser A chamber where hot water is sprayed on packaged small pack beers (bottles & cans) to heat them to kill any micro-organisms by pasteurisation. Turbidity A term for the cloudiness of beer Vertical Leaf Filter A type of beer filter Viability A measure of the number of live yeast cells usually done by staining Vitamins Substances essential for healthy yeast growth Water Softening A process for removing water hardness for boiler feed, CIP, and bottle washer. Brewing water may be softened to remove temporary hardness or have more extensive treatment. Whirlpool Equipment for clarifying hot wort which is not bittered with whole hops after boiling Widget A smallpack insert for creating foam usually nitrogen gas Wild Yeast A yeast strain different from that approved for pitching the beer. Many wild yeast strains affect flavour and beer stability. Wort Extract of malt produced in the brewhouse before fermentation Yeast A single celled fungus - micro-organism used to ferment wort Yeast Count A measure of the number of yeast cells in a sample

27The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 3 • March 2007 • www.ibd.org.uk
‘Provenance’ is a word that hasbeen used by beer aficionadoswhen breweries are closed orfamous brands moved. Palatematching has been successfullyachieved by some, some havefailed. Paul Buttrick sharessome thoughts and considerableexperience on this topicalsubject.
In the past few years many brands – DraughtBass, Youngs, Old Specked Hen, Gales,
Boddingtons and most recently Courage havebeen moved from their original brewery toother sites. Some have moved more thanonce. The word ‘provenance’ has been usedto justify – or not – whether a beer can movehome without changing its taste andcharacter. What were the provenance issues,say in the case of Draught Bass, when thisbeer was moved from the large, modern,mostly lager-brewing Coors plant in Burton,down the road to the smaller and moretraditional Marstons brewery? It is not onlyales where the debate is taking place,premium lagers such as Stella Artois,Kronenbourg, and A-B’s Budweiser have allcome under the spotlight for brewing beeraway from the ‘home’ brewery.
With constant change and consolidation inthe industry, there is a need to manage suchbrand transfers effectively. It is not just majorbrewers who are closing breweries or movinglocation, small and medium sized companiesare also setting themselves up for the futurewhilst at the same time improving quality andcost.
In order to make the change, a handful ofpeople, brewers and possibly sales andmarketing get together and agree a plan. Anumber of trial brews are carried out and thegroup reconvene to taste the ‘test’ (trial),against the ‘key’ (reference) beer. Theexpectation from the trade is that the beerswill taste exactly the same, because brewershave told them that they can achieve a match.The brewers think they can match the beers,but sometimes it’s not always as straightforward as first thought.
A consensus is reached and the beer goesinto the trade, where the ‘its not the same as itused to be’ brigade will make their voicesheard in all the wrong places – such as theChairman’s ear when he’s going round hispubs.
What can realistically be expected?In my experience, there are ways to managechanges in production location or plant, whichtake much of the stress and emotion out of theprocess. The first is for brewers to manage theexpectations of their sales and marketingcolleagues, the second is to have objectivecriteria, where both parties can agree that thematching process has been successfullycompleted.
Whatever reason a beer company is movinga brand, a similar strategy should apply. Ineach case, customers will worry that ‘their’beer might change – it is strange, but why ischange so often perceived as negative?Companies do not intentionally move brandsto make poorer beer, on the contrary, thereason for many investments is animprovement in quality.
Brewer’s have a dilemma; matching beers isa skilled job, people want to know it can bedone successfully in a reasonable timescale,but it is not an exact science. I supposebrewers would like people to see it as ‘atriumph of the brewer’s art’, but for themselvesthey would prefer a process with minimal risk!
How close a match is required?I have been involved in many matchingprocesses, some sadly involving breweryclosures, but others driven by expansion,logistics and marketing requirements. The firstquestion for any brewer to ask sales andmarketing is what they expect from a brandtransfer. There are only really two answers, an‘exact match’ or what I call a ‘commercial’match. An ‘exact’ or perfect match means thebeer will be identical to the original in everyway. This type of match is usually requiredwhen a high profile brand is moved to anothersite.
A ‘commercial’ match may be agreed forsmaller brands of lower volume, where thebeer should have a similar taste and characteras the original, but need not be identical. It canbe quite difficult to get brand owners to acceptanything but an ‘exact match’ but there has tobe some realisation that striving for perfectioncan take a lot of time and resources. In somecases where a ‘commercial match’ has beenagreed, the new beer has been preferred tothe original, and I think this is a good way forbrand owners to feel comfortable withagreeing what they may see as a reducedstatus for their beer.
Matching cask beers can be more difficultbecause of the changing flavour of cask beersduring their shelf life. An ‘exact match’ cantherefore be difficult to achieve, and the term‘fully matched’ has been offered as a betterdescription. The basic character of a caskbeer at various ages should be similar, so agood match should be possible.
Start EarlyI would advise the process to start early, thiscan be difficult in sensitive brand movesperhaps involving a brewery closure, but it’sno fun being up against a tight timetable whichcannot change, when the beers are notmatched properly.
The perceived easiest way to move a brand,is to brew it in exactly the same way as theoriginal. This means the plant, raw materialsand processes used are identical. Malt andhops are quite easy to manage, but whatabout the yeast? The discussion about usingthe original yeast or a different one already inuse at the new brewery is always a lively one.Having had this discussion a few times, I cometo the conclusion that there is no right answer.What must be taken into consideration is theflavour produced by the yeast in the originalbeer and the flavour produced by analternative yeast in the new brewery. An ‘exact’match can only be achieved if the originalyeast strain is used, but a very good‘commercial match’ is often attainable using adifferent strain.
From a process control, continuity andcapital investment perspective using a yeastalready in use in the new brewery will normallybe preferred. In some cases this is a moresensible option than trying to introduce a newstrain and process into a new environment. Myadvice would be – if time permits, do a coupleof trial brews early on and make an educateddecision on whether using a different yeast islikely to produce a good match. If time is tight,there is really no other option but to use theoriginal yeast strain unless a ‘commercialmatch’ is acceptable. In the matchingprocesses I have been involved with, all themajor brand moves have involved retaining theoriginal yeast strain. Even then, considerableskill and invention was required to get therequired result, especially when beer wasmoved from conical fermenters to squares andvice versa.
It is not just taste that consumers will notice,I have successfully matched beers for flavour,but have run into trouble because the head ofthe beer was not as it was – this can be aparticular problem north of Watford Gap!
How do we go about setting and agreeingcriteria for a palate matching exercise? An aimmust be for any criteria to be objective andgive an unequivocal result. This means that thebrewery must have objective tasting schemesin place, or should consider introducing them.Depending on resources, there are a numberof techniques available to large and smallercompanies. Larger companies can affordmore sophisticated and statistically accuratetechniques, but smaller companies can havequite simple systems that give very objectiveresults, that are far more beneficial than what I
MATCHING BEERS
Palate matchingA brewer’s answer to ‘provenance’?
By Paul ButtrickBeer Dimensions

MATCHING BEERS
call ‘ad hoc’ individual judgements.
The sophisticated panel Many years ago, brewers agreed on acommon terminology for beer flavour terms.There are 122 of these which have beenformed into what is known as the beer flavourwheel. These flavour terms have been cleverlyformed into a wheel with simple descriptors aswell as more detailed descriptions, which canbe used for flavour recognition and training.The ‘flavour wheel’ adorns the walls andtasting tables of many breweries.
Many brewing companies havesophisticated well-trained tasting panelsbased on the flavour-wheel characters. Beersare tasted – sometimes against as many as 20-30 flavours and an intensity score is given toeach flavour. Scores can range from 0 (absent)to 10 (extreme) with full scales ranging from0–5 to 0–10 depending on the brewery. Theresults are plotted on a graph, with theaverage scores of the original beer plotted as acomparison (Fig 1). Statistical analysis of theresults can indicate where key differences areand if a beer is ‘true to profile’ This is the mostobjective method for analysing beer flavour,and goes into a lot of detail, but it does rely
heavily on expert tasters and is often carriedout away from where the action is. Onlybreweries with ample sophisticated resourcescan use these techniques.
The use of experts There are organisations and companies thatspecifically help companies set up trainingsystems and train staff. FlavorActiV isprobably the best known, and after ten years is
a world leading supplier of tasting systems toover 800 breweries in more than 160 countriesworldwide. Originally only the largercompanies were involved, but more smallercompanies are now taking a more professionalapproach to maintaining the flavour of theirbeer. FlavorActiV’s philosophy is based ontraining people from all areas of a beercompany to recognise beer flavours – bothgood, not so good, and flavours that should
28The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 3 • March 2007 • www.ibd.org.uk
Fig 1: A global lager showing one brand at three breweries in different countries.
Fig 2: A typical brand profile produced by FlavorActiV. A narrative describes the main brand attributes, it shows the beer descriptors that arepresent, those which should be absent. A 12-parameter spider diagram is supported by an ‘origins’plot which details the contributions from grain,yeast and hops. Each origin is split further into specific flavour characteristics altogether giving a very comprehensive finger print for the brand.

not be in a beer. The company also supplyflavour ‘spikes’ in the form of capsules whichare specifically made to be used in tastetraining and brand comparisons. There arecurrently about 40 flavours available, whichare constantly being added to.
BRi is another organisation which is oftenused by companies for flavour analysis andtraining. These services, sit alongside its otheractivities which include brewing research,information services, and consultancyservices to member companies and othercustomers.
Is there a difference?
Triangular taste test This is the classic method to assess whethertasters can tell the difference between twobeers. A number of tasters are asked to pickout a different beer from three glasses, twocontain the same beer, and the third a differentone. Statistical analysis is used to say whetherthere is a difference between the two beers.Brewers use a 1*, 2* and 3* difference whichrelates to a 5%, 1% and 0.1% probability ofthe result being due to random variation. Forthis test 7 or 8 tasters may be used, butgreater than 15 is ideal.
The test can also go on to ascertain why thebeers are different and which is preferred.However, as only a small sip is taken, resultsmust be guarded and only used in conjunctionwith tests involving larger volumes. Thesetests do not require any special training andcan be undertaken by people other than thebreweries’ trained tasters.
Trueness to Type In this test, beer is tasted against an agreedbrand profile. Each brand has a basicdescription and a list of flavour characteristicswith a known intensity. There can be a list offlavours but from experience, it is easier tointroduce if there are only about ten of themore easily recognised flavours. The process
29The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 3 • March 2007 • www.ibd.org.uk
Lovely Ale Profiles
FLAVOUR Best Special Dark
DESCRIPTION Bi t ter Bi t ter Ale
Body / Fullness 3 4 2.5
Alcohol 3 3.5 2.5
Fruity/Estery 3 4 2.5
Hoppy/Floral 2.5 3.5 2.5
Malty 3 4 3
Burnt /Roast 1.5 1.5 3.5
Sweet 2 2.5 3.5
Bitter 3 4 2
Condition 3 3 3
012345
evident
strong
very strong
Flavour intensity scores
no taste
very slight slight
Fig 3 above: The key brand attributes for the Lovely ale range in tabular and spider diagram formats.Fig 4 below right: A completed trueness to type form for Lovely Bitter in cask showing there is a way to go before matching is complete.
TRUENESS TO TYPE ASSESSMENT
Cask Lovely Special Bitter
Tasted by A TasterDATE TASTED 4/1/07 CODE 2/28/07
WHERE TASTED Lovely Brewery PACK 9 gal cask
APPEARANCE On freshly poured beer, assess and add totals for clarity,head/foam and lacing/clingScore 3 2 1 0
CLARITY Brill Clear Hazy Cloudy TOTAL
3 Clarity, head,cling = 7HEAD/FOAM V.good Good Thin Poor
2 Very good = 7- 9LACING/CLING V.good Good Fair None Good = 5 - 6
2 Fair = 4 Unacceptable = <4
A - Standard FlavoursPlease taste the beer & score the following flavours. Put a mark in the appropriate column.
If you thing the beer is a little too bitter, mark the ’1 - A little too much column’
If you think the beer is ’just right’ for bitterness, mark the ’0 - just right column’
Less Intense Standard
Weighting -3 -2 -1 0 -1 -2 -3Description Much Clearly A little JUST A little Clearly Much
too little too little too little RIGHT too much too much too much
Body / Fullness x -1Alcohol xFruity/Estery x -2Hoppy/Floral xMalty xBurnt /Roast xSweet x -1Bitter x -1Condition x
-5
B - ’Off’ and non-standard flavoursOFF/other flavours you have noticed that you think changes the overall beer flavour - these are to be deducted from the score
These flavours are normally something extra to the flavour of the beer and must score 1 to 5 according to intensity
Slightly sulphury nose
TOTAL B - ’Off’ flavours & non-standard flavours -1
HOW TO WORK OUT THE % TRUENESS TO TYPE1. ADD UP THE TOTAL STANDARD FLAVOURS (A) and TOTAL OFF FLAVOURS (B) = -63. LOOK UP THE SCORE ON THE ATTACHED LIST TO GET THE % TTT SCORE = 78%
TOTAL OF A and B 0 -1 -2 -3 -4 -5 -6TRUENESS TO TYPE % 100 96 92 89 85 81 78TOTAL OF A and B -7 -8 -9 -10 -11 -12TRUENESS TO TYPE % 74 70 66 63 59 55
A score of 80% is considered as True to Type,a score of > 85% is considered a very good example of this brand
More intense

MATCHING BEERS
involves comparing a beer with the standardprofile and saying whether it has more or lessof each attribute.
Although a ‘brewing scientist ’ maydisagree, it is also possible to include othercharacteristics of the beer like ‘condition’ for acask beer, or maybe ‘smoothness’ for anitrogenated ale. Since trueness to typetasting is set against a brand profile, resultscan be handled to produce a ‘spider’ diagramwhere key differences are easily identified (Fig3). A simple calculation can also be used togive a Trueness to Type score, often quoted asa percentage. The test can also includeappearance (colour, clarity and foam) andaroma. Many people would separate aromafrom taste, but they are very much linked –especially when tastes such as hoppiness andsulphury are present (Fig 4) If there are anyundesirable or ‘off’ flavours, these can benoted and will count against a beer and reducethe overall Trueness to Type score.
Overall Opinion Another useful assessment is an ‘overallopinion’, normally set on a 1–10 scale where 1
is a very poor beer, 10 is superb. Scores anddescriptions vary but a beer with a score of 7could be considered a good beer. If the beersare tasted by a team of regular tasters, it issurprising how consistent they become inassessing their beers (Fig 5). In my opiniontasters don’t have to be ‘brewers’, but I thinkthey do have to have a good palate and enjoytasting beer. Again, ‘brewing scientists’ maydisagree, and say that tasters do notnecessarily have to enjoy the product. I thinkwe ought to have more passion about beer –we are not tasting dog food!
Preference Testing – the ‘two glass test’Sometimes there is a requirement to see if onebeer is preferred to another. Two glasses ofbeer are tasted alongside each other, and thetaster says which beer they like most and thengoes on to say which characteristics arepreferred. Statistical analysis can be carriedout, but just collating results can be veryinformative. In this test it is preferable to havelarger volumes (say half a pint) to sample. ‘Siptests’ such as triangular taste tests are fine fortesting to see if there is a difference between
the beers, but sweeter beers are oftenpreferred.
Drinkability Testing This should be the most definitive test, afterall, the aim of a brewing company is to beprofitable by selling beers that people arewilling to pay for. A perfectly-brewed beer is nogood if it does not have drinkability – that is‘moreishness’ or ‘balance’. I firmly believe thatbalance is a characteristic of most successfulbeers. Bitterness and fruity hoppiness,balanced off against maltiness and subtlesweetness is a characteristic of many ofBritain’s finest ales. Similarly character andbalance is also is evident in many of theworld’s best appreciated lagers.
Drinkability testing in its true sense can bean interesting exercise. In one test – nearly tenyears ago now, I was involved in somehopping changes in Boddingtons Bitter. Thetest involved 300 regular Boddingtons drinkershaving: a triangular test, a two glasspreference test and a four pint drinkability testwhich involved the participants giving theiropinions after each pint to a lady armed with aclipboard. Half the participants tasted theoriginal beer, the others the trial beer. Theywere asked how they rated each beer againstthe previous one they had tasted. Participantswere sent home in a taxi and as the incumbentHead Brewer I was obliged to attend over allthree nights of the test – life can be very hardcan’t it? The same young lady rangparticipants the following morning to check forany ill effects and the answers were collatedand a graph showed that the drinkability of thenew hopping regime was equal to the previousone (Fig 6)
The value of Market Hall testsIn an ideal world, consumer or ‘market halltesting’ would be carried out whenever asignificant brand change is made. They arenormally carried out by the larger companies,where the outlay for the test (£10– 30,000 isnot unusual) can be justified by the value of
30The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 3 • March 2007 • www.ibd.org.uk
A score of 6 and over is acceptable,A score of 5 is borderlineA score of < 5 is not acceptable
Score Description - how much do I like this beer ?10 The best beer The best beer I’ve ever tasted9 An excellent beer An excellent beer8 A very good beer A very good beer7 A good beer A good beer - typical of the style6 Satisfactory beer Some minor defects5 Acceptable A few noticeable defects4 Poor A poor example of this beer - but style is recognisable3 Not good - some "off" flavours Some significant "off" flavours - style just recognisable2 Very poor Very poor - style not recognisable1 Undrinkable Very poor/undrinkable
OVERALL OPINION
Fig 5: Scoring guidance for a simple numerical beer assessment.
Fig 6: The results from a drinkability test where one beer was initially preferred but after one thanone glass that preference changed.

the brand. There are very good companiesexperienced in the drinks industry which do avery professional job like MMR Research. Theformat of the tests is agreed between the testcompany and usually the marketingdepartment.
The test usually involves a carefully selectedpool of tasters which fit the demographics ofthe brand and the location and conditions areset up to be ideal for the brand. Theenvironment for the testing is also veryimportant, I remember a market test for a wellknown lager during a very cold winter beingcarried out in an ambient temperature whichwas below that of the beer being served! Thereports from the tests include detailedstatistical analysis, with an interpretation ontheir significance and recommendations.
There are some things to be wary aboutconsumer testing – it is beneficial to haveexperienced beer people as well asmarketeers involved in the tests in order to getthe best interpretation and follow up action. Ifconsumers are to be asked for a preference, itis important that the test is more than just a siptest, where sweeter blander beers tend to bepreferred. Preference tests should include atleast half a litre of beer. Four pints as in theBoddington’s case above is not mandatory!Because the cost of these tests is so high,there can be a tendency to overcomplicatethem and make results more difficult tointerpret. Tests which involve many beers forpreference testing need to be very carefullysetup and results treated carefully; too oftenthese tests involve just sipping a number ofbeers, and the results can be misleading. Insetting the test criteria, it is important to state
the primary aim of the test – is it a ‘can you tellthe difference’ test? or ‘which beer do youprefer’ test?
There are other less formal approaches.Without preliminary sip tests, it is possible tomark two dispense heads 'A' and 'B' and allowdrinkers to sample whichever taps they like. Atthe end of the evening it is a simple matter ofchecking which beer container had the mosttaken out of it to see which beer was preferred.When one cask beer moved breweries, thecompany gave a cask to 'friendly' landlords tosell blind. They noted consumer reactions.Then a second cask of the trial beer was puton sale but the licensee was told to say it wasa test brew and again note the reactions. Thismethod helps involves the trade and seekscomment from those who sell the beer.
Managing the brewing trialsThe trial brewing and tasting programme hasto be systematically managed anddocumented. Appointing one person tocoordinate within a small team is important, aswell as having the success criteria agreed andset. Details of the trials and changes to therecipe should be collated alongside the tasteresults (Fig 7). An example of a success criteriafor an ‘exact’ match could be >85% scored ona Trueness to Type test, and ‘No significantdifference’ on a triangular taste test. In order toprove consistency, it is recommended toachieve three consecutive positive results. Fora ‘commercial match’, a Trueness to Type of>80% and a 1* (95%) significant differencemight be acceptable. A simple table showingprogress towards the matching criteria givesconfidence about how well the programme is
going against the set criteria and timescale.Once the agreed success criteria have beenachieved, the matching process has beencompleted and the brand transfer can be takeplace as required.
Managing the transfer andafterwardsPalate matching is only the first part of theprocess. Ideally the transfer of the brandshould take place over a number of weeksinvolving a blending programme with 25–33%of trial beer being sent to trade, with this risingto 50–66% over the next few weeks until 100%new beer is in full production. A close eyeshould be kept on how the new beer isperforming in a number of key accounts, andTrueness to Type taste tests must continue toconfirm that the new beer is consistent. Alsoto be considered is continuity andsustainability. I’ve known breweries whichhave succeeded in achieving an ‘exact match’during trials, but have had considerableproblems managing the yeast and maintainingthe palate afterwards. Also remember that asthe transfer of product from one brewery to thenext takes place, the availability of the originalbeer reduces significantly. Eventually there willbe no beer with which to compare the newbeer, therefore, a trueness to type assessmentbacked up by a good memory is the best andonly objective way of checking continuity. ■
31The BREWER & DISTILLER INTERNATIONAL • Volume 3 • Issue 3 • March 2007 • www.ibd.org.uk
● You can reach the author [email protected] andwww.beerdimensions.com
ONLINE
www.ibd.org.uk Please visit our web site for information on allIBD services and activities
BRAND SpecialBREWERY A TRUENESS TO TYPE 85% EXACT MATCHMATCH REQUIRED Exact TRIANGULAR TEST Nil significant difference COMMERCIAL MATCH
Overall score 7 or >7 NO MATCH
Trial No. Brew Date Yeast Brewery Triangular TasteResults
Trueness totype
OverallScore Taste comments Process change
1 2-Jan G1 Brewery A 3* 63% 4 Harsh, thin, bitterness high Reduce hopping by 15%
2 2-Jan G1 Brewery A 3* 74% 5 Harsh and thin Bitterness now in spec, fermentation slow
3 14-Jan G2 Brewery A 2* 72 6 Woody/aldehydic Slow fermentation, increase O2 to 13 ppm
4 14-Jan G2 Brewery A 2* 82% 6 Lacking estery/fruity, sulphury End fermentation slow
5 25-Jan G3 Brewery A 1* 81% 7 Yeasty/estery/sulphury Reduced mash temp & increased skim gravity
6 25-Jan G3 Brewery A Not done Rough beer No off/yeasty off flavours Fermentation and other parameters all in spec
7 7-Feb G4 Brewery A 1* 85% 7 Slightly up on sulphury, harsh Reduce gypsum from15kg to 5kg next brew
8 18-Feb G4 Brewery A Nil Sig 85% 8 Good result - no changes
9 18-Feb G4 Brewery A Nil Sig 87% 8 MATCH ACHIEVED Good result - no changes
Palate Matching Tracking
MATCHING CRITERIA
Fig 7: A completed tracking chart for matching. The colour coding shows the progress towards an exact match.