Akash Cr Brewery Report. A Project Report on “A training study on Beer Manufacturing Process”...
43
A Project Report on “A training study on Beer Manufacturing Process” Submitted to Department of Biotechnology Faculty of Engineering, Management & Life Sciences IASE Deemed University, Sardarshahr (Rajasthan) 331401 FOR PARTIAL FULFILLMENT OF FOUR YEARS FULL-TIME DEGREE PROGRAMME OF BACHELOR OF TECHNOLOGY IN BIOTECHNOLOGY Submitted by Akash Agrawal Enrolment no.iase01/07/0043 B.Tech (Biotechnology) Under the supervision of Mr. R. S. Dhalan
-
Upload
akash-agrawal -
Category
Documents
-
view
29 -
download
0
description
A Project Reporton“A training study on Beer Manufacturing Process”Submitted to Department of BiotechnologyFaculty of Engineering, Management & Life SciencesIASE Deemed University, Sardarshahr (Rajasthan) 331401FOR PARTIAL FULFILLMENT OF FOUR YEARS FULL-TIME DEGREE PROGRAMME OF BACHELOR OF TECHNOLOGY IN BIOTECHNOLOGYSubmitted byAkash AgrawalEnrolment no.iase01/07/0043B.Tech (Biotechnology) Under the supervision ofMr. R. S. Dhalan Brewery Headmaster Superior Industries, 13/1Main, Mathura roadFaridabad(Haryana)2007-2011 ACKNOWLEDGEMENTSI want to thanks all members of Superior Industries to support me to get acquire more knowledge about all matter during training periods.I feel privileged to express my thanks to Mr. Naresh Agrawal & Mr. Amit Agrawal(CEO), Mr. Rajeev Singh Dhalan(HBM) superior industries for their kind co-operation by time to time & to create family environment in industry.I express my sincere thanks to Mr. Ashish Singh, Microbiologist of superior industries, for his generous co-operation allowing us to learn in this & blessings.I would like to thanks Dr. Kamlesh Choure, Head, Department of Biotechnology, IASE Deemed University, to time guidance and moral support.I express my deep appreciation & thanks to all workers, my friends & colleagues for their co-operation to learn in the industry.Last but not the least I owe a special debt to my family for the great support in my training without I would have been in vain.Akash AgrawalTopics pagesAcknowledgement 2Company profile 4Brewery and their role 5Yeast and its role in brewing 6Outline of a brewery 8Brewing process 11Introduction of clean in process 26Quality aspects 29 Conclusion 30Biblography 31 Company profile:- Incepted in the year 2000, in Delhi, Superior Industries Ltd was established by a great visionary, Honorable Shri M.M. Agarwal Ji. Today, under the guidance of Chairman Mr. Pradeep Agarwal Ji, who has an experience of 25 years in this industry, we are inspecting tremendous growth within a short period of time, with same dedication and understanding that was developed at the starting.InfrastructureWe have a state-of-art infrastructure which is spread across Haryana and Uttar Pradesh. This infrastructure is completely equipped with the Latest Technology Automatic Machines that help us to produce unlimited Alcoholic Beverages as per the client’s requirement. In addition, we provide customization to our products and safely pack them in wooden boxes.TeamWe are backed up a huge team of workers, labors, and quality testers, who work in a most personalized way to produce pure and tasty Alcoholic Beverages. Beside, all of our team members hold a vast experience in their respective fields.ClienteleThe superior quality Alcoholic Beverages presented by us has gathered huge list of clientele, from different corners of the world. To meet the growing demand for our Alcoholic Beverages, we have established far-reaching distribution network which covers major national and international markets of the world.Name of Chairman : Mr. Pradeep AgarwalYear of Establishment : 2000Nature of Business : Manufacturer, Exporter, Importer & SupplierNumber of Employees
Transcript of Akash Cr Brewery Report. A Project Report on “A training study on Beer Manufacturing Process”...

A Project Report
on
“A training study on Beer Manufacturing Process”
Submitted to
Department of BiotechnologyFaculty of Engineering, Management & Life Sciences
IASE Deemed University, Sardarshahr (Rajasthan) 331401
FOR PARTIAL FULFILLMENT OF FOUR YEARS FULL-TIME DEGREE PROGRAMME OF
BACHELOR OF TECHNOLOGY IN BIOTECHNOLOGY
Submitted byAkash Agrawal
Enrolment no.iase01/07/0043B.Tech (Biotechnology)
Under the supervision ofMr. R. S. Dhalan
Brewery Headmaster Superior Industries, 13/1Main, Mathura road
Faridabad(Haryana)
2007-2011

ACKNOWLEDGEMENTS
I want to thanks all members of Superior Industries to support me to get acquire more knowledge about all matter during training periods.
I feel privileged to express my thanks to Mr. Naresh Agrawal & Mr. Amit Agrawal(CEO), Mr. Rajeev Singh Dhalan(HBM) superior industries for their kind co-operation by time to time & to create family environment in industry.
I express my sincere thanks to Mr. Ashish Singh, Microbiologist of superior industries, for his generous co-operation allowing us to learn in this & blessings.
I would like to thanks Dr. Kamlesh Choure, Head, Department of Biotechnology, IASE Deemed University, to time guidance and moral support.
I express my deep appreciation & thanks to all workers, my friends & colleagues for their co-operation to learn in the industry.
Last but not the least I owe a special debt to my family for the great support in my training without I would have been in vain.
Akash Agrawal
2

Topics pages
Acknowledgement 2
Company profile 4
Brewery and their role 5
Yeast and its role in brewing 6
Outline of a brewery 8
Brewing process 11
Introduction of clean in process 26
Quality aspects 29
Conclusion 30
Biblography 31
3

Company profile:- Incepted in the year 2000, in Delhi, Superior Industries Ltd was established by a great visionary, Honorable Shri M.M. Agarwal Ji. Today, under the guidance of Chairman Mr. Pradeep Agarwal Ji, who has an experience of 25 years in this industry, we are inspecting tremendous growth within a short period of time, with same dedication and understanding that was developed at the starting.
InfrastructureWe have a state-of-art infrastructure which is spread across Haryana and Uttar Pradesh. This infrastructure is completely equipped with the Latest Technology Automatic Machines that help us to produce unlimited Alcoholic Beverages as per the client’s requirement. In addition, we provide customization to our products and safely pack them in wooden boxes.
TeamWe are backed up a huge team of workers, labors, and quality testers, who work in a most personalized way to produce pure and tasty Alcoholic Beverages. Beside, all of our team members hold a vast experience in their respective fields.
ClienteleThe superior quality Alcoholic Beverages presented by us has gathered huge list of clientele, from different corners of the world. To meet the growing demand for our Alcoholic Beverages, we have established far-reaching distribution network which covers major national and international markets of the world.
Name of Chairman :Mr. Pradeep AgarwalYear of Establishment :2000Nature of Business :Manufacturer, Exporter, Importer &
SupplierNumber of Employees :400Market Covered :Worldwide
4

Brewery and its role:-
Brew industries deals with the formation of beer from the of starchy and
sugar containing substance through the fermentation that is called as
Brewing.
Beer Preparation/ Brewing is an art it comprises preparation of extract
from the malted barley or Malt called as wort and then transfer of this wort
to the fermentation for the purpose of fermentation through yeast that
convert the sugar into the alcohol to obtain beer and then filtration /
separation of the yeast and other large particulate carry out to obtain
beer.
Yeast/Saccharomyces Sp. that is basic part of the brewery used in the
fermentation is an Eukaryotic microorganism lie in the kingdom fungi.
Yeasts are chemo organotrophs as they use organic compounds as a
source of energy and do not require sunlight to grow. Carbon is obtained
mostly from hexose sugars such as glucose and fructose, or disaccharides
such as sucrose and maltose. Some species can
metabolize pentose sugars like ribose,[17] alcohols, and organic acids.
Yeast species either require oxygen for aerobic cellular
respiration (obligate aerobes), or are anaerobic but also have aerobic
methods of energy production (facultative anaerobes). Unlike bacteria,
there are no known yeast species that grow only anaerobically (obligate
anaerobes).yeast mainly grow by the budding process that in the
metabolically active stage. Yeasts grow best in a neutral or slightly acidic
pH environment.Today genetically engineered yeast are also available in
the market that led to the fermentation of xylose .yeast available in the
market both in form of yeast cake or granulated powder in solid state.
5

Brewing Yeast
In brewery yeast are of two types one is Ales while the other one is Lager.
Ale yeast :-
These are those that carry out fermentation on the surface rather then the
bottom they are show optimum fermentation at the temperature 15-20 ºC
they produce foam at the surface of the beer they are pale to opaque
black in colour. Ale yeast can prepare beer in three weeks and can be
collected from the primary fermentors and can stored in refrigerator.
Lager yeast :-
Lager yeast tends to collect at the bottom of the fermenter and is
often referred to as bottom-fermenting yeast. Lager is fermented
at much lower temperatures, around 10 °C (50 °F), compared to
typical ale fermentation temperatures of 18 °C (64 °F). It is then
stored for 30 days or longer close to freezing point. During
storage, the beer mellows and flavours become
smoother. Sulfur components developed during fermentation
dissipate
Wort consist of a good amount of sugars for the fermentation to form
alcohol .Alcohol formation by the yeast is an metabolic process yeast is an
facultative anaerobe and in the absence of oxygen it after the glycolysis it
convert the pyruvate so obtain by the degradation of glucose in the
alcohol as shown this alcohol concentration decides the quality of beer too
and that’s depend on the fermentation time as more fermentation can
lead to the formation of some off flavor substance in the beer that that
may degrade the quality of the beer these substance may include the
6

formation of aldehydes ,ketones and other product that form due to over
fermentation.
7

8

General Outline Of a Brewery:-
A brew industry in general can be categorised in the two section that
is:-
1). Hot section :-The section theoretically called Hot as here the brew
prepares at the high temperature it comprises various components of
brewing i.e. Mashing , Lautring , Wort boiling and trub sepration at all
this stages operates at high temperature.the high temperature
required here for the digestion of starch by the enzyme i.e. also called
as saccharification .Due to saccharification sugars are available for
the fermentation purpose. Also at the high Temperture the mash or
wort become decontaiminated .
2). Cold Section :- The section holds all other operations of brewing at
lower temperature this includes the fermentation of wort and filtration
of prepared beer. Temperature of the cold section lies in the range of
9-0º C or below it too depend on the type of process stage that is
going to be employed in the process step. The temperature control
unit uses glycol for that purpose glycol has the temperature of -4ºC
and that holds the temperature unit of the system
9

10

Belt
Metallic Particles and Damaged Grains
Stones/Particulates
Rice Flakes
Gryst
Gryst
Water(55º c)
11
Mini HopperCollection Hopper
Milling section flow chart
Vibrational screener
Magnetic Drums
Destoner
Weighing Unit
MillGryst Collection Tank
Rice flakes collection Tank
For premash
Cylo

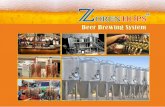
Brewing
In the brewing wort is prepared from the brew that is the mixture of
various components treated at a certain temperature with starch digestion
enzyme to obtain fermentable sugar in the wort these components and
their temperature treatment vary they are brand specific. The brewing
process depends on the various parameters like saccharification pH and
specific gravity that vary from brand to brand .
A typical brewing process for the superior 50000 are as follows:-
After the gryst collected in the gryst collector then initiation of the process
starts through the mashing .
12

Mashtank
In Mashing the ingredients /raw material treated with the enzymes at the
higher temperature for the saccharification i.e. conversion of starch into
the fermentable sugar. Mashing operates in the mash tun .
Technical design of mash tun comprises a dome shape steel tank that has
internal attached steam coils for the regulation of the temperature .The
flow of the steam in the coil decide the temperature of the mash tun.
At the Initiation of the mashing gryst and rice flakes allow to move in the
pre mash where they are allow to mix with the hot water from where it is
transfer to the mash tun.
The temperature of water is 52.c that is obtained by the premixing of the
hot water (88ºC) and cold water (9ºC) about 265 HL of water added at the
flow rate 750HL/hrs to the gryst and after mixing the mixture transfer to
the mash tun.
13

In the mash tun there is already present the foundation water of about 50
Hl that purpose of which to prevents the back jump of the liquid mixture
that may set along with the upper walls of the mash tun .
Mash tun has the working capacity of about 398 HL while its gross
capacity is about 448 HL .mixture of water and gryst takes about 30
minutes to enter into the mash tun after enter into the mash tun some
additives also added manually that includes enzymes for the starch
digestion a variety of enzyme used for the starch digestion during the
mashing this includes :-
β-Gluconase – That digest proteins
Promalt – it include the blend of α amylase and β- amylase that
responsible for the starch digestion
During the mashing pH of the mixture should be maintained at the range
of 5.2±1 for this phosphoric acid will be added. Gypsum also added here
with the view to adjust pH as the phosphate addition have certain limit.
Temperature is the very important parameter along with the PH as both
decide the rate of reaction of enzyme .the temperature variation along
with time vary for brand to brand . In case of Haywards 5000 the Mixture
of gryst and water rest for 5 min initially at 45 ºC then it raises for about 7
minute with the rate of 1ºC per minute and set up to 52 ºC then rest for 15
minute now again temperature rises for about 12 minute and then brew
rest at this temperature i.e. 64 ºC for another 15 minute then it raises for
about 8 minute and raises upto 72 here it rest at this temperature the
saccharification test take place for 35 minutes then within 5 minute
temperature raise upto 77 ºC
14

The temperature profile affect the enzyme action and their rate of reaction
at 64 ºC the enzyme works with the optimum rate and then for its
deactivation the temperature finally sets to the 77ºC.
After the Mashing the whole brew transfer to the lauter tun this takes
about 15 minutes to transfer the wort to the lauter tun .In the mash tun
then water flushes with for about 30 seconds that is also transfer to the
mash tun after that the rinsing of the the mash tun occurs for about 60
seconds and the water is then allow to drain.
Lauter Tun
15

A
lauter tun is the traditional vessel used for separation of the
extracted wort. While the basic principle of its operation has remained the
same since its first use, technological advances have led to better
designed lauter tuns capable of quicker and more complete extraction of
the sugars from the grain.
The false bottom in a lauter tun has thin (0.7 to 1.1 mm) slits to hold back
the solids and allow liquids to pass through. The solids, not the false
bottom, form a filtration medium and hold back small solids, allowing the
otherwise cloudy mash to run out of the lauter tun as a clear liquid. The
false bottom of a lauter tun is today made of wedge wire, which can
provide a free-flow surface of up to 12% of the bottom of the tun.
The run off tubes should be evenly distributed across the bottom, with one
tube servicing about 1 m² of area. Typically these tubes have a wide,
shallow cone around them to prevent drastic forces from compacting the
grain directly above the outlet. In the past the run-off tubes flowed
through swan-neck valves into a wort collection grant. While visually
16

stunning, this system led to a lot of oxygen uptake. Such a system has
mostly been replaced either by a central wort-collection vessel or the
arrangement of outlet ports into concentric zones, with each zone having
a ring-shaped collection pipe. Brewhouses in plain public view, particularly
those in brewpubs, often maintain the swan-neck valves and grant for
their visual effect.
A quality lauter tun has rotating rake arms with a central drive unit.
Depending on the size of the lauter tun, there can be between two and six
rake arms. Cutting blades hang from these arms. The blade is usually
wavy and has a plough-like foot. Each blade has its own path around the
tun and the whole rake assembly can be raised and lowered. Attached to
each of these arms is a flap which can be raised and lowered for pushing
the spent grains out of the tun. The brewer, or better yet an automated
system, can raise and lower the rake arms depending on the turbidity
(cloudiness) of the run-off, and the tightness of the grain bed, as
measured by the pressure difference between the top and bottom of the
grain bed.
There must be a system for introducing sparge water into the lauter tun.
Most systems have a ring of spray heads that insure an even and gentle
introduction of the sparge water. The watering system should not beat
down on the grain bed and form a channel.
Large breweries have self-closing inlets on the bottom of the tun through
which the mash is transferred to the lauter tun, and one outlet, also on the
bottom of the tun, into which the spent grains fall after lautering is
complete. Craft breweries often have many ways on the side of the mash
tun for spent grain removal, which then must be helped along to a large
extent by the brewer.
Some small breweries use a combination mash/lauter tun, in which the
rake system cannot be implemented because the mixing mechanism for
mashing is of higher importance. The stirring blades can be used as an
17

ersatz rake, but typically they cannot be moved up and down, and would
disturb the bed too much were they used deep in the grain bed.
As stated that Mash takes about 15 minute to transfer to the lauter tun
here it recirculate so as for good filtration and formation of bed .Raking
arms serves to move so that efficient filtration carry out and wort is thus
obtained while the husk remains behind .after collection of the First wort
the sparging is carry out in the tank with about 105 HL of water to
obtained remain extract in the husk the sparging continues till the specific
gravity remains above 1.5 P after that the spent grain that remains in the
tank removed through the lower way that can be used as the fodder for
the animals.
After that the wort is then transfer to the wort kettle for the boiling so as
to remove any micro and to removes off flavors also hops are added in the
wort kettle so as to provide bitterness to the sweet wort that imparts taste
to the beer.
WORT KETTLE:
Wort tun is a dome shaped stainless steel tank having an oulet for the
exhaustion of gases . It has capacity of 772 HL while its working volume
becomes 579 HL .After lautering for about 2 hours the wort transfer to the
wort tun. State-of-the-art breweries today use many interesting boiling
methods, all of which achieve a more intense boiling and a more complete
realisation of the goals of boiling.
18

Wort Kettle
Many breweries have a boiling unit outside of the kettle, sometimes called
a calandria, through which wort is pumped. The unit is usually a tall, thin
cylinder, with many tubes upwards through it. These tubes provide an
enormous surface area on which vapor bubbles can nucleate, and thus
provides for excellent volitization. The total volume of wort is circulated
seven to twelve times an hour through this external boiler, ensuring that
the wort is evenly boiled by the end of the boil. The wort is then boiled in
the kettle at atmospheric pressure, and through careful control the inlets
and outlets on the external boiler, an overpressure can be achieved in the
external boiler, raising the boiling point by a few Celsius degrees. Upon
return to the boil kettle, a vigorous vaporization occurs. The higher
temperature due to increased vaporization can reduce boil times up to
30%. External boilers were originally designed to improve performance of
19

kettles which did not provide adequate boiling effect, but have since been
adopted by the industry as a sole means of boiling wort.
Modern brew houses can also be equipped with internal calandria, which
requires no pump. It works on basically the same principle as external
units, but relies on convection to move wort through the boiler. This can
prevent over boiling, as a deflector above the boiler reduces foaming, and
also reduces evaporation. Internal calandria are generally difficult to clean.
Technically wort kettle having no steam coil then the boiling takes place
through the pre boiler .When the wort kettle filled to the 350HL after that
pre boiling starts by circulation of wort through the preboiler at 100ºC.
During the boiling hops will be added to the kettle hops provides alpha
acids to the beer that is IAA acids this provide beer bitterness that can be
maintained on the scale of the International Bitterness Unit .Hops may be
added in two forms may be either in the pellet form or in the form of Hop
Extract and the quantity to which they are added vary from brand to
brand. Boiling will be done for the the standard time 75 minute that may
20

be up to 90 minute. Wort boiling necessary for the removal off the off
flavors from the wort and it also maintain the specific gravity of the wort
that is in the range of 11-12 P. After boiling the wort is then transfer to the
whirlpool kettle.
Whirl Pool
At the end of the boil, the wort is set into a whirlpool. This transfer of wort
takes about 15 minutes The so-called teacup effect forces the denser
solids (coagulated proteins, vegetable matter from hops) into a cone in the
center of the whirlpool tank.
In most large breweries, there is a separate tank for whirlpooling. These
tanks have a large diameter to encourage settling, a flat bottom, a
tangential inlet near the bottom of the whirlpool, and an outlet on the
bottom near the outer edge of the whirlpool. A whirlpool should have no
internal protrusions that might slow down the rotation of the liquid. The
bottom of the whirlpool is often slightly sloped towards the outlet. Newer
whirlpools often have "Denk rings" suspended in the middle of the
whirlpool. These rings are aligned horizontally and have about 75% of the
diameter of the whirlpool. The Denk rings prevent the formation of
21

secondary eddies in the whirlpool, encouraging the formation of a
cohesive trub cone in the middle of the whirlpool. Smaller breweries often
use the brew kettle as a whirlpool. In the United Kingdom, it is common
practice to use a device known as a hop back to clear the green wort
(green wort is wort to which yeast has not yet been added). This device
has the same effect as, but operates in a completely different manner
than, a whirlpool. The two devices are often confused but are in function,
quite different. While a whirlpool functions through the use of centrifugal
forces, a hop back uses a layer of fresh hop flowers in a confined space to
act as a filter bed to remove trub (pronounced tr-oo-b, tr-uh-b in the UK).
Furthermore, while a whirlpool is only useful for the removal of pelleted
hops (as flowers don't tend to separate as easily), hop backs are generally
used only for the removal of whole flower hops (as the particles left by
pellets tend to make it through the hop back.).As the wort transfer to the
whirlpool tank and after whirl pooling effect the trub and denser particle
get settled the wort rest time in the whirlpool for about 25 minutes at
during that instance the temperature drops from 100ºC to 97ºC then this
wort is then sent for the wort cooling.
22

Wort Cooling
After the whirlpool, the wort must be brought down to fermentation
temperatures (20-26°Celsius) before yeast is added. In modern breweries
this is achieved through a plate heat exchanger. A plate heat exchanger
has many ridged plates, which form two separate paths. The wort is
pumped into the heat exchanger, and goes through every other gap
between the plates. The cooling medium, usually water, goes through the
other gaps. The ridges in the plates ensure turbulent flow. A good heat
exchanger can drop 95 °C wort to 20 °C while warming the cooling
medium from about 10 °C to 80 °C. The last few plates often use a cooling
medium which can be cooled to below the freezing point, which allows a
finer control over the wort-out temperature, and also enables cooling to
around 10 °C. After cooling, oxygen is often dissolved into the wort to
revitalize the yeast and aid its reproduction.
While boiling, it is useful to recover some of the energy used to boil the
wort. On its way out of the brewery, the steam created during the boil is
passed over a coil through which unheated water flows. By adjusting the
23

rate of flow, the output temperature of the water can be controlled. This is
also often done using a plate heat exchanger. The water is then stored for
later use in the next mash, in equipment cleaning, or wherever necessary.
Another common method of energy recovery takes place during the wort
cooling. When cold water is used to cool the wort in a heat exchanger, the
water is significantly warmed. In an efficient brewery, cold water is passed
through the heat exchanger at a rate set to maximize the water's
temperature upon exiting. This now-hot water is then stored in a hot water
tank.
YEAST ADDITION:
Through the Plate heat exchanger the temperature of the wort down from
97ºC to 9ºC. .now this cold wort allow to pass through the yeast room
where yeast pitches into the wort .The yeast pitching rate is usually 1.1
Kg/Hl however this rate depends on the consistency and yeast viability .At
the same time of pitching the yeast the sterile air also added to the wort
as the yeast requires aeration for the growth and initially after added to
the fermentation first of all yeast allow to grow and as the air supply
ceased then the fermentation begin
FERMENTATION:
Wort and pitched yeast moves to the fermentation
vessel(FV)/Unitank(UT)/Combi tank. After the wort is cooled and aerated —
usually with sterile air — yeast is added to it, and it begins to ferment. It is
during this stage that sugars won from the malt are metabolized into
alcohol and carbon dioxide, and the product can be called beer for the first
time. Fermentation happens in tanks which come in all sorts of forms, from
enormous cylindro-conical vessels, through open stone vessels, to wooden
vats.
Most breweries today use cylindro-conical vessels, or CCVs, which have a
conical bottom and a cylindrical top. The cone's aperture is typically
around 60°, an angle that will allow the yeast to flow towards the cones
apex, but is not so steep as to take up too much vertical space. CCVs can
handle both fermenting and conditioning in the same tank. At the end of
24

fermentation, the yeast and other solids which have fallen to the cones
apex can be simply flushed out a port at the apex.
In the fermentation vessel the wort transfer at the temperature of
9.5ºC .after the initial 4 hours of fermentation trub are allow to drain from
the tank. Again after 24 hours trub allow to drain from the tank.
During fermentation the yeast converts the glucose ,sucrose and other
available sugars into the beer .The yeast are also categories on the basis
of mode of their action that is:-
After about two days the temperature of the vessel rises to 15-16º it is due
to the heat generated during division of yeast in the tank that generate
metabolic heat.
As the conversion of sugars into alcohol the temperature of the beer
becomes lower that led to the settling of yeast at the bottom of the tank
and also due to lowering of temperature the particles like proteins has
tendency to get settled at the bottom of the tank that led to the reduction
of the hazy ness in the beer.
After 4-5 Days when gravity of the beer so formed drops below 1.8
Original Extract find out this is the difference between the present gravity
and least Extract when LE<4.4 at that instant yeast scrapping /Cropping is
then done in which yeast are collected from the fermentors from the
bottom .Mature yeast are some time allow to drain or may be recollected
for further use this is called as cropping.
After scrapping Beer in fermentors are allow to go under a stage of
diacetyl rest for the period of about 24 hours .Due to diacetyl rest off
flavours are removed from the Beer .
After Diacetyl Rest fermentors are set to full cooling aur chill back during
first 24 hours of which temperature falls back from 16ºC to 4ºC then after
this phase the fermentation set into the lagring stage in which tank
temperature sets below 4ºC .lagring time depends on the total process
time .
This is also called the conditioning of beer it not only promote the settling
of the yeast but also led to the settling of solid particles like protein hence
remove hazyness. Unpleasant flavors such as phenolic compounds
become insoluble in the cold beer, and the beer's flavor becomes
25

smoother. During this time pressure is maintained on the tanks to prevent
the beer from going flat.
At the lagring stage just before the 24 hrs before the filteration lucilyte
added in the tank the purpose of which to settle yeast and heavy
particles .The commonly used lucilyte is silicon dioxide that posses both
negative and positive charge i.e. Amphoteric and responsible for the
settling of yeast and other heavy particles like trub.
After the draining of the lucilyte the prepared beer sent for the filteration.
At Rochees Filtration will be done by candle filter have assembly of around
304 candles each candle possese pore that is when integrated with the
diatom like kishelghur bring about a quality filtration of the beer .
FILTRATION:
Filtering the beer stabilizes the flavor, and gives beer its polished shine
and brilliance. Not all beer is filtered. When tax determination is required
by local laws, it is typically done at this stage in a calibrated tank. Filters
come in many types. Many use pre-made filtration media such as sheets
or candles, while others use a fine powder made of, for
example, diatomaceous earth, also called kieselguhr, which is introduced
into the beer and recirculated past screens to form a filtration bed.
In the candle filter there are three grades of kiselghur powder or celite
these are:-
Celite powder 577 that is very fine in quality.
Celite powder 512 has fineness less then celite 577
Celite powder High flow that is coarse in nature.
Applying kiselghur to the filter known as the dosing that is done by mixing
kiselghur to the de-areated water in the quantity of about 90
gm/Hl .however depend on the haze appear in the beer quantity of the
kiselghur can be changed .In this application coarse high flow apply first as
it prevents the chocking of the candles within the filter that gives the good
quality of the filtration.
26

Filter like candle filter much better then some other technical filter like
bed filter as it provides more surface are as compared to the bed filter
also candle filter can handle the viscous effect that reduces fluid
resistance and hence it will led to the effective filtration as compared to
any other filter .
In operational mechanism the beer is applied from the bottom of the filter
which contains kiselghur this beer then move from lower to upper part of
the tank and then through the candles which are present here and the
coated with kiselghur beer filters and then move to the upper part due to
vaccum pressure from where it is then collected and transfer for the
storage.
After filteration beer is then transfer to the bright beer tank at
temperature below 0.c where it is then collected beer should be satisfied
with the certain parameters while packaging
CO2 should be 2.7-2.9%v/v
De Oxygenated water<50ppb
While haze within the beer should be having certain parameters at various
angles :-
H90-<.7
H25<0.4
After the filteration it should be necessary that it should be pack within 4
hrs otherwise there will be creation of the off flavour.
Bottling Section
27

Within 4 hours of the filteration it should be necessary that the beer go for
the packaging in the bottling plant.It is Allow to go for the packing from
the BBT to the botteling. Beer bottles come in various sizes, shapes and
colours. Dark glass prevents light from spoiling the beer. However, lighter
coloured bottles are often used for marketing reasons.
Bottling lines are production lines that fill beer into bottles on a large
scale.
This typically involves drawing beer from a holding tank and filling it into
bottles in a filling machine (filler), which are then capped, labeled and
packed into cases or cartons. Many smaller breweries send their bulk beer
to large facilities forcontract bottling - though some will bottle by hand.
The first step in bottling beer is depalletising, where the empty bottles are
removed from the original pallet packaging delivered from the
manufacturer, so that individual bottles may be handled. The bottles may
28

then be rinsed with filtered water or air, and may have carbon
dioxide injected into them in attempt to reduce the level of oxygen within
the bottle. The bottle then enters a "filler" which fills the bottle with beer
and may also inject a small amount of inert gas (CO2 or nitrogen) on top of
the beer to disperse oxygen, as O2 can ruin the quality of the product
by oxidation.
Next the bottle enters a labelling machine ("labeller") where a label is
applied. The product is then packed into boxes and warehoused, ready for
sale.
Clean in place (CIP):
As Like after every prepration it is necessary to clean utensils at the home
in the same way after some processes that it is necessary to clean the
process equipments but they are of large capacity so they are clean on
the place where they are placed hence this type of clean procedure called
as Clean in Place.
CIP done in two ways:
1) Acidic CIP
2) Caustic CIP
On the basis of temperature at which CIP done there are two modes of
CIP:-
a). Hot CIP
b). Cold CIP
CIP of various Equipments/Devices that are use in the process are as
follows:
Milling portion : In the milling portion the CIP done with the Hot Air as their
in no provision for the use of liquid fluid either in the process or in the CIP.
29

Brew House portion: The CIP of the Mash Tun, Lautring Tank, Wort Kettle
and Whirlpool Done with the Hot caustic .The hot caustic comprises 2%
(1.822%) of NaOH that becomes so effective in damaging the microbes if
any persist in the tank.
Each of this tank have separate attachments for the CIP from the CIP tanks
and then after CIP the water is then drain out .During the Hot CIP the hot
caustic apply for about 30 minutes and then flush with the RO water.
CIP tanks comprises various tanks that built specially for the CIP purpose
these are the Hot water tank, cold water tank and Caustic tank .The
Caustic Hold in the tank Should satisfy some parameters like having their
caustic concentration should be 2% also their carbonate and Aluminate
level should be >0.7.After Brew House all the process equipments are go
for the cold caustic these includes PHE(Plate Heat Exchanger), Uni tank
and Filter also lines for the transfer of the beer.
In these area the application of cold caustic posses same effect as the hot
caustic in their mode of sterilization and there also can be hot caustic CIP
but we prefer Cold Caustic here because as we go for Hot caustic it may
take time to get back its temperature normal hence create loss of time
while for good industries time is money hence it indirectly loss of money.
In standard practice we go for one acidic CIP after every 10 Caustic CIP it
is because though the caustic CIP is much more effective in its sterilization
effect but to reduce the chances of the growth of the Basophilic microbes
it is generally a acidic CIP needed.
In the Bright Beer Tank we generally prefer Acidic CIP or Cold Acidic CIP as
BBT holds beer that posses alcohol which is itself very effective
disinfectant hence there is lesser chances of the growth of microbes in the
tank also in its supply line to reduce any risk of the presence of base
resistance bacteria we go for the cold acidic CIP.
30

Water and GrystMash (77ºc)Wort
Wort(97ºC)
Plate Heat ExchangerWort(9ºC)
Beer (0ºc)
Filtered Beer
31
Wort Kettle
Brewing Process Flow Chart
Lauter TunMash Tun
Spent Grain
Yeast Room
Utility
Combi Tank /Fermentation Vessel/Unitank
Candle Filter
Bright Beer Tank
Pasteurization
Ready To sell

Quality Aspects of Brewery:
Quality matters in all the industries it is one of the
important aspects that affects the demand of the product in the market
also it decide the standard of the production house. Superior industries ltd.
adopt the updated approaches method to check the quality of the process
and to maintain it to .Here Through this report I would like to focuss on the
some techniques adopted in Brewery to check out the presence of any
contamination in the Brewing process also in the packed product However
quality not only works for checking of the contamination but also it focus
on development of the techniques to give out the better quality of the
product .Hence applicable and research fields in the quality department of
the Brewery like superior industries makes it to maintain their dominancy
in the market and to win complete customer satisfaction .
Quality control has various parameters upon which the quality of a
standard beer and its raw material decided it also involves microbial
parameters that check the efficiency of yeast doing fermentation and also
the viability of the yeast these parameters also also involve in the
checking for the contamination of microbes in the beer and water sample
while the chemical parameters check the chemical nature of the beer that
includes the pH, Least Extract in the beer and its real extract ,It also check
out some other properties of the beer like bitterness unit that is due to the
isomerisation of alpha acids whose concentration then find out using the
standard parameters for the beer. some other criteria that when satisfies
give the assurance of the quality process.
32
Bottling

Conclusion
In the end ,I would say that summer training at superior
industries ltd.was a wonderful task. The training gave me a
lot of practical exposure in the field that was entirely new to
us .
The concept of beer manufacturing could be successfully
learnt an d applied in the plight of the effort and guidance
of the experienced trainers at the industry.
From the training I learnt how a product can be
manufactured by giving low capital input ,less labor and
effort, by employing skillful people and above all using
better manufacturing techniques. So, the beer produced will
meet the degree of excellence value demanded by our
customers.
33

Thus to conclude ,I would say that the training was very
fascinating and enjoyable.
Bibliography
Source from internet: important websites visited are
www.google.com
www.wikipedia.com
www.britannica.com
www.yeastferment.com
Information based on personnel discussion at superior
industries Ltd.
A)
34

35