Ait nov dec 2014
44
November/December 2014 Volume 26 No 6 Promoting the aluminium industry for years 2 5 NEWS e SUSTAINABILITY e HEAT TREATMENT e SECONDARY Novelis PAE Supplier of casting & metal treatment technology INCLUDES FURNACES BUYERS’ GUIDE 2015
description
Â
Transcript of Ait nov dec 2014
November/December 2014Volume 26 No 6 Promoting the aluminium industry for years25
NEWS e SUSTAINABILITY e HEAT TREATMENT e SECONDARY
Novelis PAE Supplier of casting & metal treatment technology
INCLUDES FURNACES BUYERS’ GUIDE 2015
NOV DEC COVER.indd 1 10/22/14 3:13 PM

Solid competence for the aluminum industry
Being able to trust in the expertise and performance of every team member, is the foundation for success. To our customers around the world this means being able to count on a comprehensive offering in the area of aluminum produc-tion. From thermal pre-treatment to shaping and refi ning, we always meet the constantly rising challenges of the market.
Whether in new plant construction or revamp projects, our solid process know-how encompasses the complete produc-tion cycle, including the integration of the latest electrical engineering and automation solutions.
Confi dence through performance – SMS Siemag.
Trust...
SMS SIEMAG AG
Eduard-Schloemann-Strasse 4 Phone: +49 211 881-0 E-mail: [email protected] Düsseldorf, Germany Fax: +49 211 881-4902 Internet: www.sms-siemag.com
Vertrauen_A4_e.indd 1 26.05.14 09:22

CONTENTS 1www.aluminiumtoday.com
Aluminium International Today November/December 2014
2 LEADERVolume 26 No. 6 – November/December 2014
COVER
Cover picture courtesy of Novelis
39
EditorialEditor: Nadine FirthTel: +44 (0) 1737 [email protected]
Consulting Editor: Tim Smith PhD, CEng, MIM Production Editor: Annie Baker
SalesInternational Sales Manager: Paul [email protected]: +44 (0)1737 855116
Area Sales Manager: Anne [email protected]: +44 (0)1737 855139
Sales Director: Ken [email protected]: +44 (0)1737 855117
Advertisement Production Production Executive: Martin Lawrence
Circulation/subscriptionsElizabeth BarfordTel +44 (0) 1737 855028Fax +44 (0) 1737 855034 email [email protected] subscription: UK £217, all other countries £237. For two year subscription: UK £391, all other countries £426. Airmail prices on request. Single copies £40
ALUMINIUM INTERNATIONAL TODAY ispublished six times a year by Quartz Business Media Ltd, Quartz House, 20 Clarendon Road, Redhill, Surrey, RH1 1QX, UK.Tel: +44 (0) 1737 855000Fax: +44 (0) 1737 855034Email: [email protected]
Aluminium International Today (USO No; 022-344) is published bi-monthly by Quartz Business Ltd and distributed in the US by DSW, 75 Aberdeen Road, Emigsville, PA 17318-0437. Periodicals postage paid at Emigsville, PA. POSTMASTER: send address changes to Aluminium International c/o PO Box 437, Emigsville, PA 17318-0437.Printed in the UK by: Pensord, Tram Road, Pontlanfraith, Black-wood, Gwent, NP12 2YA, UK
© Quartz Business Media Ltd 2014
ISSN1475-455X
Supporters of Aluminium International Today
3 NEWS
UPDATES10 North America -
A look at the US extrusions industry
12 Russia - Creating the future today
14 India - Turbulent time for the Indian
aluminium industry
17 Europe - UK Aluminium industry celebrates
success at annual meeting
SUSTAINABILITY21 Controlling sustainable aluminium down the
supply chain
PERSPECTIVES39 Almex USA @AluminiumToday
FURNACES24 Taming your industrial furnace
25 Annealing lines for automobile aluminium
components
CASTHOUSE29 Ultrasonic assisted industrial continuous
casting
ALUMINIUM 2014 REVIEW37 The aluminium advantage
SECONDARY33 New technologies in modern remelting plants
29
25
ALBA18 Arabal 2014
November/December 2014Volume 26 No 6 Promoting the aluminium industry for years25
NEWS e SUSTAINABILITY e HEAT TREATMENT e SECONDARY
Novelis PAE Supplier of casting & metal treatment technology
INCLUDES FURNACES BUYERS’ GUIDE 2015
NOV DEC COVER.indd 1 10/22/14 3:13 PM
18
12
Contents Template.indd 1 10/23/14 10:15 AM

COMMENT2 www.aluminiumtoday.com
Going green
Contrary to what a famous little frog once sang, it would seem the aluminium industry is making ‘being green’ look easy.
Novelis recently stole the limelight (no green pun in-tended) with the opening of the largest aluminium recycling plant in Germany.
The facility aims to give Nov-elis the fl exibility to process a range of scrap types, creating a more effi cient closed-loop recycling system and increasing Europe’s domestic scrap con-sumption.
The company has also joined forces with the World Wildlife Fund (WWF) to help reduce its greenhouse gas emissions. Something little green frogs everywhere will hopefully ben-efi t from.
Not wanting to miss out on the action, you will have noticed in our last issue that Quartz Business Media has an-nounced an event to address sustainability challenges in the aluminium industry.
AluSolutions 2015 will be held on 21st - 22nd October in Toronto, Canada and we are now calling for papers for the conference and exhibition space is already being reserved.
You can fi nd out more by vis-iting www.alusolutions.com.
This issue is the last of 2014 and hopefully ends on a high! As usual, we have a selection of international industry updates, along with detailed articles on furnaces/heat treatment, cast-house technology and second-ary aluminium.
There is also the Furnaces International Buyers’ Guide.
See you next year! nadinefi [email protected]
Aluminium International Today November/December 2014
World’s largest aluminium recycling facility
Novelis has offi cially opened what is said to be the world’s largest al-uminium recycling centre.
Located adjacent to the compa-ny’s rolling mill in Nachterstedt, Germany, the $258 million (€200 million) recycling centre will pro-cess up to 400,000 metric tons of aluminium scrap annually, turning it back into high-value aluminium ingots to feed the company’s Eu-ropean manufacturing network.
“The Nachterstedt Recycling Centre is a signifi cant step toward our goal to be the world’s low-car-
bon aluminium sheet producer, shifting our business model from a traditional linear approach to an increasingly closed-loop model,” said Phil Martens, President and Chief Executive Offi cer of Novelis. “This new facility further strength-ens Novelis’ leadership in Europe, and together with our major re-cycling operations in Asia, North America and South America, solid-ifi es Novelis’ position as the global aluminium recycling leader.”
Since 2011, Novelis has invest-ed approximately $500 million to
expand its recycling network, dou-bling its recycling capacity to 2.1 million metric tons per year and raising its recycled content from 30% to 46%. The company’s goal is to achieve 80% recycled content by 2020.
The Nachterstedt Recycling Centre features state-of-the-art technology for aluminium scrap sorting, de-coating, melting and casting.
Approximately 200 employees will work at the new facility.
Sustainable packagingAt its annual Packaging Seminar held recently in Helsinki, the Eu-ropean Aluminium Association (EAA) reaffi rmed its commitment to sustainable packaging in Eu-rope with the launch of its new brochure, ‘Aluminium packaging: Convenient, safe and infi nitely re-cyclable.’
“While the EU Commission re-cently adopted a Circular economy package, featuring new recycling defi nitions, calculation methods and targets, EAA’s annual pack-aging seminar puts the focus on best practices across Europe to optimise recycling processes and technologies.
“Our new brochure launched on this occasion gives a concrete overview of the aluminium indus-try’s vision for more sustainable packaging in Europe. As a sec-tor, aluminium already achieves almost 60% recycling for all alu-minium packaging and even 68% for beverage cans. Moreover, our ambition is to increase these fi g-ures, particularly in view of the ambitious recycling targets recent-ly proposed by the European au-thorities,” said Laurent Musy, chair of EAA’s Packaging group.
“However, we are also count-ing on our partners in the waste management chain to address
the need for better collection and sorting of the highly valuable al-uminium fraction. Producer Re-sponsibility Systems must be im-proved, with Member States given the necessary time and resources to invest in their existing waste re-covery infrastructure,” concluded Musy.
The aluminium industry is a leading sector in recycling and resource effi ciency. In addition to being endlessly recyclable without any loss of quality, the production of aluminium from recycled scrap also saves 95% energy when com-pared with primary production.
For up-to-date news & views www.aluminiumtoday.com
INDUSTRY NEWS
Lightest truck wheelAlcoa will roll out its lightest heavy-duty truck wheel in Europe to help fl eets increase payload and fuel effi ciency.
“Alcoa’s Ultra ONE wheel offers heavy-duty performance without the heavy weight of steel wheels,” said Tim Myers, President, Alcoa
Wheel and Transportation Prod-ucts. “Alcoa is bringing our best wheel technology to the growing European market to help fl eets shed kilograms, haul more and save on costs.”
The wheels are made from one piece of forged aluminum, making
them lighter and fi ve times strong-er than steel wheels, increasing payload and fuel effi ciency.
Alcoa will manufacture the Eu-ropean Ultra ONE wheel at an Al-coa facility in Europe.
Nadine Nov Dec News.indd 1 10/23/14 2:12 PM

INDUSTRY NEWS 3www.aluminiumtoday.com
Aluminium used in iconic build-ings around the world is expected to remain in good condition for decades longer than first antici-pated, researchers have found.
A study, led by renowned archi-tect Prof. Michael Stacey on behalf of the International Aluminium In-stitute, examined buildings rang-ing from Cribbs Causeway retail park in Bristol to the FT Printing Works in London and USB Offices, 1 Finsbury Avenue, also in London.
After poring over their findings, the report’s authors recommend that:
– Coated aluminium used in buildings is now being given war-ranties of up to 40 years.
– Aluminium used in window frames should be given a service life of 80 years, an upward revision of 40 years.
– Aluminium used internally has an infinite lifespan.
– Coated aluminium has also
stood the test of time, with pow-der coatings applied in the 1970s under a 10-year guarantee still performing well to this day.
Will Savage, CEO of ALFED, the trade association that represents the UK aluminium industry, hailed the findings of the report.
“This is really good news for the aluminium sector. We already know the great qualities of this versatile material, which is corro-sion resistant, lightweight and ful-ly recyclable, has and to have this independent confirmation of in-creased longevity is very welcome.
“Companies that have chosen aluminium as a key material in their buildings will undoubtedly be pleasantly surprised to learn that they’re unlikely to require maintenance of aluminium parts for years to come, except regular cleaning” Mr Savage said.
Carl Tomlinson, of the Alumin-ium Finishing Association, said:
“This report has confirmed our own findings into the life expec-tancy of powder coatings used on aluminium.”
The report, titled Aluminium and Durability: Towards Sustaina-ble Cities, also looked at how alu-minium has been used in buildings over the 100-year period from 1895 to 1986.
In concluding, the report said: “This research has revealed alu-minium-based architecture that is performing well in our towns, cities and rural landscape. The durability of this aluminium archi-tecture should be recognised and celebrated.
“The interim conclusion of this research suggests that well spec-ified and well detailed aluminium architecture should be considered to be very durable and have a very long life expectancy.”
Aluminium in buildings lasts longer
Alupro: 25 years of recyclingThe prestigious Haberdashers’ Hall in London played host to the Al-uminium Packaging Recycling Or-ganisation (ALUPRO) as over 100 guests gathered to celebrate the organisation’s 25th anniversary.
The black tie dinner event was opened by Rick Hindley, Alupro’s Executive Director, who was one of the organisation’s first employ-ees back in 1989. Rick reflected on the organisation’s successful
campaigns over the last 25 years, which have seen the recycling rate for aluminium packaging rise from less than 2% in 1989 to 43% in 2013 (57% for beverage cans) whilst also looking to the challenges facing the aluminium packaging recycling sector in the future.
Parliamentary Under Secretary of State for Water, Forestry, Rural Affairs and Resource Manage-
ment, Dan Rogerson MP offered his best wishes to Alupro, com-menting: “Over the past 25 years recycling in the UK has become an established part of all of our dai-ly lives, and the aluminium pack-aging industry can take a lot of the credit for having shaped this change through the hugely suc-cessful MetalMatters and Every Can Counts awareness-raising campaigns.”
Aluminium International Today November/December 2014
Svein Richard Brandtzæg will stay on as President and CEO of Norwegian aluminium company Norsk Hydro ASA.
“We are very pleased that Brandtzæg has decided to continue as President and CEO of Hydro,” said Dag Mejdell, chair of Hydro’s Board of Directors.After Brandtzæg notified Hydro’s Board of Directors in July that he would resign from Hydro to become President and CEO of Norwegian fertilisers company Yara International ASA, Hydro’s Board of Directors asked Brandtzæg to reconsider. Brandtzæg has now decided to withdraw his resignation and stay on as CEO of Hydro. His decision has been accepted and welcomed by the Board.
MQP Appointment
MQP is pleased to announce the appointment of Richard Dean as Sales Manager, Europe and Middle East.
Richard has worked in the graphite and carbon technologies applications fields since 1999 initially as a UK Regional Sales Manager and from 2002 as a European Product Manager with Tokai Carbon Europe reporting directly to the Head of European Operations.
Prior to that Richard had an extensive career with Foseco International Ltd and Foseco FS in the UK. He was responsible for market development within the UK wrought aluminium sector and later as the Product Manager for the successful marketing of the Foseco rapid degassing unit (RDU).
The MQP guiding philosophy is one of innovation and Richard brings to his new appointment invaluable experience of working for many years in a culture of innovation.
IN BRIEF
Novelis and WWF partnerNovelis has been accepted into the World Wildlife Fund’s (WWF) Climate Savers programme, an exclusive initiative of WWF to encourage companies to reduce their operational carbon footprint and act as agents of change with-in their sphere of influence.
“Low-carbon is the future of our economy and a key part of our company’s vision,” said Phil Mar-tens, Novelis President and Chief Executive Officer. “At Novelis, we believe that reducing green-
house gas emissions, increasing the amount of recycled materials we use, decreasing water and energy use in operations and re-ducing landfill waste are not just important parts of a sustainability effort – they are an integral part of our overarching business strategy. By partnering with WWF, such a well-known and respected leader in sustainability, Novelis not only demonstrates its commitment to sustainability, but leads the future of an entire market category.”
Svein Richard Brandtzæg remains Hydro CEO
Richard Dean, Sales Manager, Europe and Middle East.
Nadine Nov Dec News.indd 2 10/23/14 2:12 PM

4 www.aluminiumtoday.com
November/December 2014
Aleris to sell recycling and alloy businessesAleris has signed a definitive agreement to sell its North Amer-ican and European Recycling and Specification Alloys businesses to an affiliate of Signature Group Holdings.
The sale includes 18 production facilities in North America and six in Europe. The facilities offer a range of metal recycling services and specifi-cation alloy products. Signature has agreed to pay an aggregate of $525 million for the businesses in the form of $465 million in cash with
the remainder in cash and preferred shares of Signature Group Holdings, subject to customary post-closing adjustments.
Aleris’ decision to divest the businesses follows a strategic re-view process that was announced in April.
“The sale of the recycling and specification alloys businesses will result in a stronger, more focused Aleris that will have greater flexi-bility to concentrate resources in the areas with the highest growth
potential,” Steve Demetriou, Aleris chairman and CEO said. “We have made a number of significant in-vestments in our rolled products business over the past few years to serve the automotive, aerospace, and building and construction in-dustries, and remain committed to strengthening our position in these key markets.”
The transaction is expected to close in the coming months fol-lowing customary regulatory ap-provals and closing conditions.
Transport drives demand
INDUSTRY NEWS
After reviewing its activities in Canada, Sapa has decided to close operations at its facility in Guelph, Ontario.
The location has provided valuable fabrication and horizontal paint capacity, however, the change should help Sapa optimise capacity utilisation, enhance operational capabilities and more closely align its offering of extruded aluminium products with the market needs in Canada.
The company has begun moving the site’s fabrication customers to its sister location in nearby Mississauga, and Guelph’s paint line customers to regional paint partners.
Sapa’s goal is to provide a smooth transition for the affected customers, employees and sister location.
ARP celebrates anniversary with orderOn its 30th anniversary, ARP, a manufacturer of chip disposal and recycling systems, is celebrating its biggest order since the foundation of the company.
The Ronal Group, a long-standing partner and customer of ARP, is currently building a new factory in San Luis Potosi, Mexico.
This is the second location in Mexico after Queretaro, where the company has been manufacturing aluminium wheels since 2001, and will have an annual capacity of 2 million aluminium wheels.
ARP is proud that the Ronal Group has once more put its trust in the experience and time-tested systems of ARP.
Sale of Rio Tinto Coal MozambiqueRio Tinto has completed the sale of Rio Tinto Coal Mozambique to International Coal Ventures Private Limited, following the fulfilment of all conditions precedent and receipt of the necessary regulatory approvals.
IN BRIEF
For up-to-date news & views
www.aluminiumtoday.com
Forged aluminium hull
New data from the European Alu-minium Association (EAA) predicts a bright future for aluminium in the European market, driven pri-marily by thriving demand for its applications in transport.
End-use demand for aluminium in Europe will almost double in the coming decades, from 12 million tonnes per year today to a stag-gering 20 million tonnes by 2050. This is mainly a result of alumin-ium’s growing use in transport, which has almost tripled since the 1990s. Indeed the European market is expected to grow from around 3.8 million tonnes per year (mt/y) today to seven million tonnes in 2050, with the average use of aluminium per European
citizen rising by nearly 64% to 36kg by 2050.
Director-General of the Europe-an Aluminium Gerd Götz made the following statement:
“Our new data shows that Eu-rope is a long-term growth market for aluminium. Consumers seek high-quality, innovative products that meet their evolving needs whilst reducing their environmen-tal footprint. No other material can match the performance and sustainability of aluminium in answering this demand. Alumini-um’s success story in the areas of transport, buildings and packag-ing is just the beginning.”
The transport and packaging sectors are driving demand for flat
and rolled aluminium products, with a growth rate of 3.1% fore-seen in 2014 and 3.3% in 2015. Demand is also slightly picking up for extruded products, particularly in the building sector, with fore-casts projecting a rise of 1.5% this year and 1.6% in 2015.
EAA data also shows that Europe has become the world champion of aluminium recycling, producing 11kg of recycled alu-minium per person per year vs. approximately 4kg for the rest of the world. “We have a significant recycling capacity of 12.3 million tonnes per year, but we can do even better if we secure Europe’s supply of recycled material”, Gerd Götz added.
Alcoa has reportedly produced the world’s largest single-piece forged aluminum hull for combat vehi-cles to improve troop protection as part of a joint Alcoa-US Army initiative launched last year.
Announced in Washington, DC at the Association of the US Army Annual Meeting - the largest land-power expo in North America - Al-coa manufactured the single-piece part, which was co-designed by Alcoa and the US Army Research Laboratory, with the goal of re-placing today’s assembled hulls.
“Alcoa is proud to lead the way in developing what could be a game-changer for how combat
vehicles are made to better pro-tect our soldiers,” said Eric Roeg-ner, President of Alcoa Defense. “Using our materials expertise and ability to forge the world’s largest
aluminum structures, we moved this idea from concept to reality in record time, and are already looking into forging other parts of combat vehicles.”
Sapa to close facility in Ontario
Nadine Nov Dec News.indd 3 10/23/14 2:12 PM


6 www.aluminiumtoday.com
Aluminium International TodayNovember/December 2014
Aluminum Association: Membership growthThe Aluminum Association has announced membership growth, additions to its board, and the election of a new member to its leadership team.
The announcements were made during Aluminum Week 2014: “Driving Modern Manufacturing” - the Aluminum Association’s an-nual meeting (pictured right).
The newly announced member companies are A J Charnaud & Co, Fromm Packaging Systems, Her-kules North America and Herr-Voss Stamco. Expanding its leadership team, the trade group elected Mi-chelle O’Neill, Alcoa’s Vice Presi-dent of Government Affairs and Trade Policy, as its Second Vice Chairman.
“Aluminium is vital to the U.S. manufacturing sector, which is absolutely fundamental to the strength of the U.S. economy,” said Aluminum Association Chair-man Layle “Kip” Smith, President and CEO of Noranda Aluminum. “Our industry is poised for strong, sustained expansion. The Associ-
ation’s membership growth and this expanded leadership team ad-vance our capabilities to capture the myriad opportunities ahead.”
Commenting on the election of Michelle O’Neill to the newly created role of second Vice Chair-man, Aluminum Association Presi-dent & CEO Heidi Brock said: “She is one of the top minds in the met-als industry and a highly respected voice in Washington, D.C.
“We’re incredibly fortunate to have her on our leadership team as we work to expand our advo-
cacy efforts and policy footprint.”Aluminum Week 2014 focused
on aluminium’s impressive de-mand fundamentals, as well as in-dustry investment in the U.S. Since 2013, the aluminum industry has announced domestic plant expan-sions expected to generate nearly $1.4 billion of investment and to create more than 1,000 full-time and temporary U.S. jobs. This surge in investment is primarily intended to meet projected auto-motive sector demand growth.
Trimet expands production
INDUSTRY NEWS
Alcoa has announced the signing of a definitive agreement that will result in Alcoa World Alumina and Chemicals (AWAC) selling 100% of its ownership stake in the Jamalco bauxite mining and alumina refining joint venture to Noble for $140 million.
“The decision to sell AWAC’s stake in Jamalco is in line with Alcoa’s global strategy to reshape its upstream portfolio and lower the cost base of our commodity business,” said Bob Wilt, President, Alcoa Global Primary Products.
The sale is subject to customary regulatory approvals, and is expected to close by the end of the fourth quarter 2014.
Ethiopia: $50 Million aluminium plant Dubai-based Al Ghurair Group has reportedly teamed up with Ethiopian company, Tracon Trading, to build its first aluminium production plant in the East-African country, an investment worth $50 million.
The deal is structured such that Al Ghurair will provide equity financing while Tracon Trading will source funds from local investors; the resulting outfit will be a joint venture where each partner will have equal share in the Ethiopian market.
Necessary fundamentals are in place as about 30,000 square meters of investment land has already been acquired on lease from the Addis Ababa City Administration.
Almex videoAlmex USA Inc. has premiered its first aluminum casthouse video for its Liquid Aluminum Refining System (LARS).
In an effort to simplify some of the mystery around casthouse equipment, this video is the first tool in Almex’s new series of easy to follow and educational tools for the industry.
Watch it online here:www.almexusa.com
IN BRIEF
For up-to-date news & views
www.aluminiumtoday.com
AEROBAL: Award winners
By commissioning additional elec-trolytic furnaces, Trimet has ex-panded the production capacity of its aluminium smelter in Saint-Jean-de-Maurienne.
According to reports, the medi-um-sized family enterprise will in-vest about €100 million in expand-ing its production sites in France
over the next three years.On 6th September 2014, the
French Minister of Economic Af-fairs, Emmanuel Macron, visited Trimet’s aluminium smelter in Saint-Jean-de-Maurienne for a commissioning ceremony. Togeth-er with Trimet’s owner, Heinz-Pe-ter Schlüter, the Minister gave the
starting signal for production line F, which had been decommissioned in 2009 and was repaired over the past few months. By resuming operation of the decommissioned facilities, the production capacity will be increased over the next few months from 90,000 tons to ap-proximately 145,000 tons annually.
A can produced by German man-ufacturer Tubex for Dove won the category for aerosol cans that are already on the market.
This ‘compressed’ variant was regarded as an excellent example of an eco-friendly and sustaina-ble packaging concept that also impressed the jury with its added value for the environmentally con-scious consumer.
The first prize in the prototypes category went to Ball Aerocan Eu-rope of France. Using an innova-tive printing process the company
is now offering the possibility to combine glossy and matt finishes on a single can; each individual colour can be designed to be matt or glossy.
Gregor Spengler, Secretary Gen-
eral of the International Organisa-tion of Aluminium Aerosol Con-tainer Manufacturers (AEROBAL), said: “Year after year this compe-tition demonstrates the unremit-ting innovative capability of our globally active member companies and the benefits the aluminium aerosol can offers as an attractive, user-friendly and sustainable pack-aging solution. New print and de-sign options, elegant shaping and not least the responsible use of re-sources have documented this yet again this year.”
Alcoa to sell stake in Jamalco to Noble
Nadine Nov Dec News.indd 4 10/23/14 2:12 PM

Streamlineyour operations
Reliable
Innovative
Quality
ecl.fr
8
Aleris will invest $350 million to upgrade capabilities at its alumin-ium rolling mill in Lewisport, Ken-tucky, USA.
“We have partnered with cus-tomers in the premium automo-tive segment from our Duffel, Bel-gium facility for years to develop and produce some of the most technically advanced lightweight aluminium solutions available today,” Steve Demetriou, Aleris Chairman and CEO said.
“We are excited to bring these capabilities to our Lewisport, Ken-tucky facility to serve automotive customers in North America as they shift toward significantly greater aluminium use.”
The company expects to begin construction on the project this fall, with a goal of shipping au-tomotive body sheet material to customers by early 2017.
When fully operational, the new facility will allow for the produc-
tion of 480 million pounds of alu-minium auto body sheet annually.
The company’s investment will include the addition of heat treat-ment and finishing capabilities, in-cluding a new wide cold mill, two continuous annealing lines and an automotive innovation centre.
A recent study of North Amer-ican light vehicle aluminium con-tent released by Ducker Worldwide states that the use of aluminium sheet for vehicle bodies is expect-ed to increase to 4 billion pounds by 2025, from 200 million pounds in 2012.
The properties of aluminium, which include its formability, re-cyclability, and high strength-to-weight ratio, make it an excellent solution for automotive manufac-turers as they work to produce lighter vehicles that will meet more stringent fuel emissions in the United States.
Aleris to upgrade Kentucky facility
Novelis has announced that con-sistent with its corporate strategy, it will focus its operations in Brazil on its core business of aluminium rolling and recycling. As a result, it will cease operations at its Ouro Preto, Minas Gerais, primary al-uminium smelter at the end of 2014.
“The decision to end opera-tions at Ouro Preto is consistent with our global strategy to build our business around sustainability – transforming from a linear busi-ness model to a closed-loop busi-ness model focused on recycled content,” said Tadeu Nardocci, Senior Vice President, Novelis and President, Novelis South America. “In addition, the closure is driven by systemic issues affecting the entire primary aluminium industry in Brazil impacting cost of oper-ations and overall competitive-ness.”
The company’s Ouro Preto fa-cility opened in 1934 and was
acquired by Novelis in 1950. The plant currently employs approxi-mately 350 people and produces 18,000 metric tons of aluminium per year in the form of billets for sale to third-party extruders.
“Our priority in the months ahead as we work towards clos-ing the facility is to maintain safe operations while we manage the smoothest transition for our work-force, customers and the commu-nity,” said Nardocci.
Brazil remains a key strategic market for Novelis. Last year, the company completed a $340 mil-lion expansion of its rolling opera-tions in Brazil, which increased its aluminium sheet production ca-pacity to 600,000 metric tons per year. In addition, Novelis recently concluded a $106 million expan-sion of its recycling centre and installed a new can coating line; both projects begin commercial operations this month.
INDUSTRY NEWS
November25 - 27ARABAL 2014The premium trade event for the Middle East’s aluminium industry. Hosted by Alba at the Gulf Hotel, Kingdom of Bahrain.www.arabal.com
27 - 29IBAASTechnical improvements and market developments, with special reference to value-added products of bauxite, alumina and aluminium.www.ibaas.info
December6-1111th Australasian Aluminium Smelting Technology ConferenceA week filled with technical information, research findings and panel discussions.www.11aastc.com
2015February23 - 2413th International Aluminium Recycling CongressHosted in Vienna by the European Aluminium Association (EAA)www.alueurope.eu
March15 - 19TMSThe TMS Annual Meeting & Exhibition brings together more than 4,000 engineers, scientists and professionals in the materials field.www.tms.org
March/April30 - 3Metal and Metallurgy ChinaFeaturing four specialised international exhibits: Foundry Expo, Metallurgical Industry Expo, Industrial Furnace Exhibition and Refractories and Industrial Ceramics Exhibition.www.mm-china.com/En/
2014/2015DIARY
www.aluminiumtoday.com
For a full listing visit www.aluminiumtoday.comand click on Events Diary
November/December 2014 Aluminium International Today
Novelis to close Ouro Preto
Constellium awarded Rexam contractConstellium N.V. has been award-ed an additional contract to supply can stock to Rexam PLC (REX.L.).
Under this agreement, Con-stellium will support Rexam’s strategic decision to convert all the can production lines of their two Spanish plants - La Selva and Valdemorillo - from steel to alu-minium.
“We are delighted to support Rexam in its substitution process from steel to aluminium. Packag-ing, in particular can stock, is a bedrock of Constellium’s portfo-lio.” commented Laurent Musy, President of Constellium’s Packag-ing and Automotive Rolled Prod-ucts business unit. “By partnering with Rexam to convert its can lines in Spain, Europe’s second largest can market, Constellium will con-tribute to growing the share of aluminium use in beverage cans in Europe, currently at 79%,” he added.
Constellium expects can mak-ers across Europe to continue converting their production lines from steel to aluminium due to its many advantages for packaging applications.
Bauxite global demand improvesAccording to a report by Industri-al Info Resource Australia, global alumina prices have hit their all-time high since September 2011 and it does not look like it is about to stop any time soon.
Refineries in China, India and the Middle East are boosting their production which means there will be an even stronger demand for bauxite in future.
Add to that, the diminishing bauxite exports from India and the ban on Indonesian bauxite, Australia is likely to emerge as the ideal supplier of the all-important raw material.
This research is conducted by IIR which is a global leader in the providing market intelligence and specialises in heavy manufactur-ing, industrial process and energy markets.
Nadine Nov Dec News.indd 5 10/23/14 2:12 PM

Since 1955

USA UPDATE10 www.aluminiumtoday.com
Aluminium International Today November/December 2014
A look at the US extrusions industryThe North American aluminium extrusions market is currently on an upswing with construction starting to pick up just when the light metal is making inroads in the automotive market. The big question is whether there will be any supply bottlenecks as demand ramps up. By Myra Pinkham*
“As the economy improves we will continue to see improved demand for aluminum extrusions,” Rick Merluzzi, chief executive officer of Pennex Aluminum Co., says. And that is already starting to occur.
According to the Bureau of Economic Analysis, U.S. GDP grew by an annual rate of 4.6% in the second quarter, recovering nicely from a 2.1% decline (largely due to unusually harsh weather conditions) in the first quarter.
Also, while several forward-looking economic indicators have backtracked slightly in the past month, they continue to point to favourable business conditions for extrusion consuming markets.
The manufacturing purchasing managers’ index, as reported by the Institute for Supply Management (ISM), eased slightly to 56.6% in September from August’s 59% reading – a level that hadn’t been reached since March 2011. ISM says this still reflects a general positive business outlook moderated largely by concerns over geopolitical unrest.
“Extruders are having a good year,” Jeffrey Henderson, director of operations for the Aluminum Extruders Council says, with demand up about 7% from the already strong levels that was seen a year ago.
Increases in shipments, however, vary product by product. According to the latest data by the Aluminum Association, the strongest performance comes from extruded or drawn pipe and tube, which was up 11.5% year to date through August, followed by extruded shapes, with a 6.8% increase, with rolled and extruded rod and bar shipments trailing with 2.6% year to date increase.
The first few months of the year were
“ugly” due to the bad weather, Lynn Brown, managing partner of Consulting Collaborative observes, but from February it started to pick up. There was a bit more of a surge in the spring with companies taking advantage of some of the pent up demand from the first quarter, followed by more measured but steady increases since. “Companies have been able to ramp up their capacity to meet rising customer requirements and should be able to continue to do so as long as the demand increase doesn’t get out of control,” he says.
And that is not expected to happen, Sandra Buchanan, an analyst with Metal Bulletin Research, predicts. Rather she expects the current “gentle but steady” increase to continue and be supported across the board by a rising consumption of aluminium extrusions.
Thomas Landry, senior marketing and public relations manager for Sapa Extrusions North America, says that while the automotive sector has already contributed to the extrusions industry’s gains, which will only escalate over time as automakers design more and more extruded aluminium into their vehicles. “When these vehicles launch into production, the demand for extruded aluminium will escalate significantly,” he says.
This is being supported by the combination of increasing volumes of light vehicles being produced in North America and increases in aluminium intensity of upcoming models as automakers look to achieve 15 to 20% mass reduction in order to meet increasingly stringent fuel efficiency and carbon dioxide emissions requirements coming down the pike – most notably the doubling of the U.S. corporate average fuel efficiency (CAFE)
standards to 55.4 miles per gallon by 2025.
Already North American auto output is expected to exceed 16.5 million vehicles this year and could possibly reach a record 20 million vehicles by the end of the decade, according to Lloyd O’Carroll, managing director of Cleveland-based Northcoast Research.
At the same time, it seems that the best way for automakers to achieve the upcoming fuel efficiency mandates is to lighten the weight of their vehicles and aluminium is being increasingly considered in their lightweighting efforts given the fact aluminium is a third of the weight of steel, Tim Donnelly, director of sales and marketing for Nanshan America Advanced Aluminum Technologies LLC, points out.
Laurent Musy, president of packaging and automotive rolled products for France’s Constellium, says that although data is not available to estimate how much demand in the North American automobile sector is directly attributable to lightweighting, “We do know that global demand for our body in white shipments grew 47% in the second quarter of 2014 over the second quarter of last year and that our auto extrusions business grew 27% since the second quarter of 2013.”
According to Ducker Worldwide LLC’s North American Light Vehicle Content study released this June, total aluminium content for the average North American car and light truck is expected to jump to 547 pounds per vehicle by 2025 from 381 pounds this year. While much of this increase will be for sheet products, Donnelly says that extrusions have been riding on sheet’s coattails and will continue to do so going forward.
*US Correspondent
USA UPDATE.indd 1 10/23/14 8:52 AM

5USA UPDATE 11
Aluminium International Today November/December 2014
www.aluminiumtoday.com
In fact, Doug Richman, vice president of auto applications engineering for Kaiser Aluminum Corp., notes that for each seven pounds of aluminium sheet added to the body structure one pound of aluminium extrusions will be added.
“There will especially be very exceptional growth for load bearing, highly engineered structural extrusions, which are expected to see a 450% increase between 2014 and 2025 due to real, actual, identified future programmes that are under design,” he says.
In general, extrusions will be used more for various structural elements of the car, including reinforcing member, roof headers, support headers, windshield headers, body cross members and the energy absorbing crash can, Richman says.
Paul Warton, Constellium’s president for automotive structures, says that the combined production of aluminium crash management systems (CMS) for Chinese, European and North American automakers is expected to reach more than 28 million units by 2018 and to account for nearly 20% of all CMS in North America (and 30% in Europe) by that date.
Timothy Hayes, principal at New York-based Lawrence Capital Management, projects that North American extrusion shipments to the automotive market will be up 13% to 313 million pounds this year and will increase by another 11% next year to 347 million pounds. By 2018, shipments will climb to about 450 million pounds per year.
Trucks and truck trailers are another big area of extrusions growth. Increased demand for heavy duty trucks is linked to the fact that newer trucks are more efficient than old trucks due to new engine technologies and lighter weight components, including wheels, as well as lower maintenance costs, O’Carroll observes.
Given that fuel efficiency standards have been increased as well for heavy duty trucks, many truck producers are seeing aluminium, including extrusions, as a good avenue for the necessary lightweighting, Mike Southwood, senior aluminium consultant for CRU International, maintains. Also, partly due to the effects of the new truck driver hours of service rules, there is a need for more trucks – as well as truck trailers.
Other factors are higher trucker profits in the first half of this year and rising used equipment valuations, O’Carroll says. As a result, he is predicting that total aluminium (including extrusion) shipments to the truck market will be up 10.4% this year after declining 5.5% last year. “But even with this increase, shipments will remain 24% below the 2006 peak.
Meanwhile it is pent up replacement
demand that is one of the key drivers for truck trailer demand. Donnelly observes that with the rate of replacement dropping by two thirds during the economic downturn, truck trailer fleets have been aging. Lightweighting (including an increased amount of aluminium extrusions per trailer) to allow trucking companies to maximise their payloads is another contributing factor to what he estimates a 6-15% a year increase in extrusions to the truck trailer market in the next two to three years.
Merluzzi says, “While the sector is not yet back to 2006 levels, both residential and non-residential construction is on an upward trend.”
While Buchanan says, “This recovery is especially noticeable in the South,” adding that remodelling activity in the West Coast is also picking up.
This is good news to extruders, Brown says, given that it is the construction sector that has been the huge laggard in the economic recovery. Hayes says there have even been mid-single digit increases this year, with the potential of even greater growth rates in the next several years, for non-residential construction, which tends to lag behind the housing market by a year or two. While the Architecture Billings Index of the American Institute of Architects slipped slightly to 53.0 points in August, it continues to portend strong growth as its July reading of 55.8 points was its highest since 2007.
Hayes says that housing starts have recently been moderating slightly. This, he says, is because while they continue to be affordable, they are not as much of a steal as they were a year ago. But given the general upward trend in consumer confidence and the recent positive news on the employment front, he remains positive about demand from the residential construction market as well.
With demand on the rise in most end use markets, one of the big concerns, especially relating to smaller extruders, is whether they are big enough and have the ability to move fast enough to meet customer requirements on a timely basis, Thomas Schabel, chief executive officer of Alexandria Industries, declares.
The question is whether capacity will come on before things tighten too much. “Lead times are already extending out causing bottlenecks in certain areas,” Schabel says. While varying region by region, Sapa’s Landry says that on average lead times are currently out eight to 10 weeks, “although in areas of abundant capacity lead times remain short in nature.”
The greatest potential for bottlenecks, according to O’Carroll, is still a year or two out when there will begin to be the
need for more medium and large presses. “There will continue to be excess capacity for small presses.”
A lot also depends on the market of the extruder services as well. Even with the strong demand in the auto sector, “there is also plenty of time to see it coming and to prepare for the increase,” AEC’s Henderson says, noting that many automotive extruders are already expanding their casthouses and adding and refurbishing presses.
O’Carroll says the real problem could come if nonresidential construction or the truck and trailer markets pick up faster than expected, given that there is less visibility in those market sectors.
The supply of billets, which are already relatively tight, is another concern. One billet producer admitted that while the billet market is currently fairly well balanced with lead times of five to six weeks, the market will probably flip to a slight deficit in 2015 until expected capacity additions come online in 2016.
Thus far any tightness has resulted in price increases vs. any shortages. “We have been able to juggle things to meet our requirements, but as we enter into the aluminium mating season one big question we have for our billet suppliers is whether they are willing to hold some inventory,” Alexandria’s Schabel says.
While down considerably since tariffs were imposed in 2011, imports continue to be a concern of U.S. extruders. “We are still chasing circumvention issues,” Henderson says. Schabel says that not only are some imports from Malaysia, Mexico and Puerto Rico suspect, but China has been exporting some 5000 series material to the United States, which, unlike 6000 series is not covered by tariffs – at least at this time. Two U.S. lawmakers – Sen. Orrin Hatch (R-Utah) and Rep. Pete Sessions (R-Texas) have urged the Commerce Department to apply anti-dumping and countervailing duty orders to 5000 series extrusions as well. t
USA UPDATE.indd 2 10/23/14 8:52 AM

Creating the future today
High-level scientific research on aluminium continues in Russia and worldwide. UC Rusal’s Victor Mann* discusses next-generation aluminium production methods, as well as new types of alloys and semi-finished products.
This year UC Rusal will invest about USD 17 mln in scientific research projects. The amount may not seem very large, but the 2013 budget was USD 14 mln, showing there is a clear increase in research expenditures.
Besides, we prefer not to disperse funds among many areas, but invest them in the areas that seem most promising. Such areas include the creation of technologies for processing non-bauxite raw materials, energy-saving designs for autoclaves and pots, development of inert anodes, introduction of electromagnetic stirrers, and production of aluminium alloys.
Developing non-bauxite raw materialsUC Rusal is focused on the production and processing of local raw materials. The company has quite a good opportunity with the kaolin deposits, of which there are more than 20 bln tonnes of proven reserves in Siberia.
Unfortunately, there is no off-the-shelf technology for cost-effective and environmentally friendly method of alumina production from kaolin. We are developing a hydro chemical technology that can ensure efficient kaolin processing, and it may turn out to be much more profitable compared to the technology currently used at the Achinsk alumina refinery, where nepheline is used as the primary raw material.
We have already completed laboratory tests and expect to launch the installation
for semi-industrial processing of kaolin into alumina next year. If the hydro chemical technology is successful, we will then build new alumina refineries.
From red mud to scandiumA pilot plant for the production of scandium concentrate from red mud was launched in August at UAZ. Its annual capacity is 2.5 tonnes of scandium concentrate. We want to further develop the technology to obtain from scandium concentrate a marketable product demanded in the market.
We will focus on scandium oxide as the basis for the production of a large range of products. We can join forces with either TVEL Corporation or Rosredmet from St. Petersburg, or others.
Scandium concentrate and later scandium oxide will be consumed directly by UC Rusal. We intend to produce aluminium-scandium alloys, which are quite expensive - USD 25-30 thousand per tonne. Despite their price, aluminium-scandium alloys are in great demand.
Currently, the production of aluminium-scandium alloys is a reliable indicator of the level of development of aluminium companies. They were developed in the Soviet Union and they were used solely in space technology and military aviation; these alloys are currently used for the manufacturing of Airbus and Boeing planes.
Thus, we want to form a single cycle, i.e. press red mud to obtain liquid slurry and
extract scandium, while directing the solid component to the ferrous industry.
Value-added alloysWe are focused on the production of the 6xxx and 4xxx series of alloys, which are used by the automotive industry.
UC Rusal is actively expanding its product range, including alloys. We have many research and technical projects related to the development of new alloys and ‘conversion’ of production sites away from the production of primary aluminium only.
Thus, in April 2014 KhAZ produced an industrial batch of automotive foundry alloys. In the near future, it will produce about 200 thousand tonnes of aluminium alloys per year.
A complex for the production of large-diameter billets is expected to be built at KrAZ. It will cost USD 45 mln, but it will allow the company to produce 120 thousand tonnes per year of these products, for which there is a clear demand in the automotive industry.
We are launching the production of 8xxx series wire rod at IrkAZ.
Wire rod production projectsThis year we will commission a new mill for the production of wire rod from aluminium and aluminium alloys at KAZ. Its annual capacity is 50-60 thousand tonnes. Thus, the company’s annual wire rod production capacity will reach about 380 thousand tonnes.
*Head of R&D, UC Rusal, Russia
RUSSIA UPDATE12 www.aluminiumtoday.com
Aluminium International Today November/December 2014
RUSSIA UPDATE.indd 1 10/23/14 8:54 AM
5RUSSIA UPDATE 13www.aluminiumtoday.com
Aluminium International Today November/December 2014
Wire rod is one of the most important value-added products for UC Rusal, and we are developing new types of wire rod from 3xxx, 4xxx, 5xxx, 6xxx, and 8xxx series alloys. In the future, we will cover the entire global range of aluminium wire rod – from electric conductor grade wire rod to wire rod used in the production of welding wire.
In the near future we will be able to give our customers a nano-structured wire rod from 6xxx series alloys. The main difference of this wire rod from standard types of 6xxx rod is its electrical conductivity – 57% IACS.
Equipment is also tested at IrkAZ, which allows casting, rolling, and pressing (SLiPP) to be combined. Its products are tested at one of the largest cable companies in Russia.
SLiPP will allow wire rod to be produced cost-effectively while ensuring a great combination of strength and conductive properties. UC RUSAL’s investment in this project will exceed USD 5.5 mln.
We are currently working at IrkAZ on the commissioning of the unit for the heat treatment of aluminium-zirconium wire rod. The production of wire rod from these alloys is a complex multi-stage process, which includes not only wire rod production at the rolling mill but also long-term multi-step heat
treatment. There are only a few foreign companies that produce these products. We will perform heat treatment at other production facilities of our company until the commissioning of this area at IrkAZ. In 2014, we passed wire rod certification at the leading Russian cable plants.
Aluminium-zirconium wire rod will be used for producing cables for the needs of the grid and distribution companies. Wires based on this wire rod can transmit twice as much power compared to those based on conventional wire rod.
In addition, we have produced trial batches of automotive harnesses from aluminium-zirconium wire rod and we have tested them together with Russian Machines.
Technologies of the futureCurrently, there are three next-generation technologies for the production of primary aluminium. First, the inert anode-based technology, second – carbothermal technology, third – the chlorine technology.
Alumina production should not be disregarded either, there is a place for innovation there. The Canadian Company Orbite Aluminae developed the technology to produce alumina from ordinary clay and built a pilot plant for its production.
The Norwegian Company Nordic Mining engaged in experiments on the processing of anorthosite, igneous rock with high Al2O3 content – about 30%. The results of its experiments showed a high degree of Al2O3 extraction during anorthosite acid leaching – 95% while 1 mln tonnes of anorthosite can yield 300 thousand tonnes of alumina and 250 thousand tonnes of calcium carbonate.
Chinese companies have been developing the commercial production of alumina from the ash of thermal power plants operating on coal. Moreover, a coal ash processing plant was built and is operating in China, and I had the opportunity to visit it.
However, if the quality of produced alumina is not smelter-grade, it would be difficult to work with.
Perhaps the future belongs to the chlorine technology. If it turns out to be a good production method capable of delivering high-quality products, then chlorine technology will become fairly widespread. Science and technology do not stand still, they create the future today. t
Contactwww.rusal.ru
Because when it comes to improving your overall business, you need the expertise and experience of a proven leader with over 40 years of service to the aluminum industry. That’s where Quaker comes in. We’ve served some of the world’s largest reversing mills, single and multi-stand tandem � nishing mills, and combination mill systems. We’re a valuable partner in not only reducing costs but also improving your operations by providing process expertise and customized support services at the local level, for everything from rolling to cleaning to downstream requirements of your customers.
It’s what’s inside that counts.®
INNOVATIVE ALUMINUM MILLFLUID SOLUTIONS FROM QUAKER.
quakerchem.com
RUSSIA UPDATE.indd 2 10/23/14 8:54 AM

INDIA UPDATE14
Aluminium International Today November/December 2014
Turbulent time for the Indian aluminium industry
By Dilip Kumar Jha*
The aluminium industry in India is currently experiencing turbulent times due to mining restrictions resulting in the closure of Hindalco Industries’ six bauxite mines and the decision of National Aluminium Company (Nalco) to export alumina rather than selling the raw material to Sesa Sterlite; the primary metal producing arm of London-listed Vedanta Resources.
Hindalco IndustriesThe closure of bauxite mines would affect at least 45% of Hindalco’s aluminium production capacity. One of India’s most credible business conglomerates Aditya Birla Group company Hindalco Industries is currently being looked into by India’s main investigating agency, the Central Bureau of Investigation (CBI), for coal allocation for its Mahan project.
The company is facing tough times ahead with the bauxite availability as six of its key mines have been ordered to shut down.
Based on the recommendations of Justice M B Shah Committee, appointed by the Supreme Court of India to assess a report on illegal mining, the government of Jharkhand ordered the closure of five bauxite mines in the state belonging to Hindalco Industries. The company has been accused of excavating minerals without a proper licence. It claims to have
applied for an extension, and awaits the government’s approval.
Espirito Santo estimated that Aditya Birla Group has around 2.23 million tonnes (mt) of bauxite production in Jharkhand, of which approximately 1.01 mt will be impacted due to the mine closure. In addition, the Odisha government also ordered the closure of Hindalco’s Maliparbat bauxite mine in the eastern mineral rich state of India.
Mining activities on this site came to a standstill as the district administration imposed a prohibitory order on September 16. Thus, another 0.6 million tonnes of bauxite output will be impacted due to the closure of Maliparbat mine in Odisha.
These mines were alleged to have been operated under deemed licences in absence of real mining leases that expired months before. Hindalco
Industries argued that the mines were operational under deemed licence amid hope of obtaining renewal soon. Shah Commission in its report earlier had said that illegal mining causes widespread damage to the environment and losses to the exchequer in terms of royalty.
“In respect of six bauxite mines at Jharkhand, the company had applied second renewal of mining lease as per stipulated time, and these mines were operating under the provision of deemed renewal. Bauxite from the said mines was supplied at Muri and Renukoot alumina refinery,” a Hindalco official clarified.
Hindalco expects that these renewals will be granted within six months, and therefore mine closure will not have any adverse material impact in the near future, as the company has sufficient inventory and other operating mines in the area,
*Correspondent
2014-15 1.73 0.53*
2013-14 1.50 1.50
2012-13 1.69 1.72
2011-12 1.70 1.67
2010-11 1.47 1.62
2009-10 1.47 1.53
2008-09 1.43 1.35
2007-08 1.18 1.24
Source : Ministry of Mines, Government of India, * Data for Apr-Jul period
Aluminium capacity and production (million tons)
Financial year (Apr – Mar) Capacity Output
INDIA UPDATE.indd 1 10/23/14 8:56 AM
WWW.BUSSCORP.COM
The leading Mixing Technology
for Anode Pastes
For over 50 years BUSS KE and CP series Kneaders have been
the benchmark for reliable, cost-effective compounding of
anode pastes. Now we went one step further.
Buss AG4133 PrattelnSwitzerlandwww.busscorp.com
13394_137_Buss_Alu-Inserat_2014_134x200.indd 1 20.01.14 15:49

INDIA UPDATE16
Aluminium International Today November/December 2014
which also supply bauxite to its alumina refi neries at Muri and Renukoot. However, experts called these claims “hollow”.
Hindalco Industries reported a marginal decline in its aluminium production between April – July at 136,471 tons this year compared with 134,865 tons in the corresponding period last year. Also, during the April – June quarter, Hindalco’s alumina production excluding Utkal refi nery fell to 290,000 tons as compared with 348,000 tons in the corresponding period a year ago and 318,000 tons in January – March period.
D Bhattacharya, managing director of Hindalco Industries, however, had in the April – July quarter earnings statement said: “Production was adversely impacted due to constraints posed by bauxite availability.”
Hindalco has captive bauxite mines in Jharkhand, Chhattisgarh, Maharashtra and Odisha, which provide the raw material to its alumina refi neries located at Belgaum in Karnataka, Muri in Jharkhand and Renukoot in Uttar Pradesh.
“It would be good to have more disclosure from the company on bauxite sourcing. If the company had inventory in place, we fi nd it diffi cult to digest that Q1 production was hampered for the want of bauxite,” Ritesh Shah, materials analyst with Espirito Santo Securities, said.
Apart from the mine closure, Hindalco is also likely to face further stress if India’s highest court, the Supreme Court, decides to cancel Mahan coal block in which it holds 40% off-take rights. The court under an ongoing case on coal block allocation scam has reserved the verdict on cancellation blocks. Mahan Coal, which is a joint venture between Essar Power and Hindalco in Madhya Pradesh, hangs in limbo as this block has not featured on the list of 46 coal mines the government has requested the court not to cancel.
Hindalco’s consolidated debt at the end of last fi scal stood at Rs 56,298 crore and debt-to-equity ratio was 0.72. In order to reduce debt, the company was planning to come up with a qualifi ed institutional placement (QIP), however that is also likely to get postponed temporarily.
India’s second-largest aluminium maker is likely to postpone the share sale to institutional investors on uncertainty about its access to cheap raw materials.
Sesa SterliteVedanta Resources’ primary metal production and mining arm Sesa Sterlite is facing huge bauxite supply shortage due to the Supreme Court’s decision not to allocate Niyamgiri bauxite mine in Odisha to it amid controversy. In May 2014, Vedanta Resources shelved its mining plan at Niyamgiri hill. Now, the
company is feeding its 1 million tonnes refi nery in Lanjigarh (it has 1.75 million tons aluminium smelter capacity in Jharsuguda) through bauxite sourcing from various sources.
To boost bauxite supply, Vedanta entered a pact with L&T from the latter’s Sijimali and Kutrumali deposits, for which the engineering major had got a prospecting licence much earlier. The twin deposits, across Kalahandi and Rayagada districts, have reserves of close to 300 million tons. However, the Odisha government is yet to decide on a mining lease to L&T.
After the Niyamgiri setback, the Odisha government allotted three laterite bauxite mines in Koraput district with a combined deposit of three to fi ve million tonnes in favour of Vedanta, as short-term relief.
Also, the company transports bauxite to its smelter on the eastern coast from Gujarat Mineral Development Corporation (GMDC) in Gujarat, the western coast of India. Despite higher transport cost, the company continued its smelter capacity elevated throughout. Operating currently at 25% of installed capacity due to paucity of bauxite, Anil Agarwal, chairman of Vedanta Resources plans to raise the Lanjigarh refi nery capacity to six million tons in phases of which one million tons is likely to come up in one year.
“We will gradually raise the capacity to six million tonnes (mt) a year. We got overwhelming support from local people, who want the plant to be set up and also, development in the area,” Vedanta chairman Anil Agarwal said after meeting with the Odisha Chief Minister Naveen Patnaik.
Nalco’s hookThe public sector aluminium producer – Nalco – is currently operating on solid ground with the sudden spurt in alumina prices. In the recent past, alumina prices moved up suddenly to trade at $335 a tonne in the spot market after trading fl at for a long time.
Gradual depletion of large accumulation of bauxite inventories with Chinese alumina refi neries (which account for nearly 45% of the world’s alumina production), continued ban on bauxite exports from Indonesia (which represented more than 40-50% of China’s bauxite import), and absence of alternate bauxite supply chain have helped rise in alumina prices.
Improvement in aluminium demand sentiments, primarily from the United States both through healthy economic recovery and substitution of steel in autos and sustained strength in metal prices. also helped fi rmness in alumina prices. Nalco has around 50% exposure in sales from alumina.
“We believe that alumina prices will inch up further as Chinese refi neries start starving for bauxite once they run down inventories accumulated before the ban on Indonesia ore exports. We expect alumina prices to trade above $350 a ton and possibly achieve $400 a ton in 2015. Nalco will be a key benefi ciary, with 1.5mtpa of net long volumes,” said Sanjay Jain, an analyst with Motilal Oswal Securities.
The group’s aluminium subsidiary Bharat Aluminium Company (Balco) is operating normally, though.
Unfortunately, the government’s claim of discouraging export of raw material busted with its own public sector company Nalco denied supply of bauxite and alumina to Sesa Sterlite even at the competitive export price. Nalco believes that it would create competition by supplying raw material to Sesa Sterlite. Nalco exports alumina to the tune of over 200,000 tons annually. Mines ministry data showed Nalco’s sales 409,918 tons of alumina between April – July 2014.
Support from outsideCurrently, aluminium demand is under severe stress because of an unexpected delay in infrastructure projects in India. But, looking at initiatives taken by the government to revive infrastructure projects, aluminium demand is likely to revive going forward.
Meanwhile, the global aluminium market is in its strongest shape since the fi nancial crisis of 2008-09 and the price of the aluminium metal is expected to move up during the October – December quarter of 2014.
The market is becoming tighter and there is a defi cit of aluminium in the market outside China. This is being supported by moves by some key industries such as car manufacturing to use more aluminium instead of steel and copper in North America and Europe, being driven mainly by strict emissions regulations.
ConclusionConsequently, India’s primary aluminium production may decline to hit multi year low this fi nancial year (April 2014 - March 2015). The decline in Hindalco’s production may push India into becoming an aluminium defi cit country. �
INDIA UPDATE.indd 3 10/23/14 8:56 AM
5EUROPE UPDATE 17www.aluminiumtoday.com
Aluminium International Today November/December 2014
UK industry celebrates successMembers of the international aluminium industry gathered recently for the Aluminium Federation (ALFED)’s annual members’ briefing and dinner.
The event, at Tortworth Court Hotel , UK on Thursday, September 11, attracted representatives of major sector businesses including Jaguar Land Rover, Sapa Profiles, Avon Metals and Bridgnorth Aluminium.
The members’ briefing comprised presentations by Brian Greenwood, a civil servant responsible for materials and engineering within the Department for Business, Innovation and Skills, Eoin Dinsmore, of market analysts CRU and ALFED President Simon MacVicker.
Mr Greenwood said the Government was keen to work closely with the manufacturing sector: “There is a tremendous amount of support available to industrial sectors, including metals, and we’re doing everything possible to assist businesses. The key to success is different players across different sectors working together and also guiding Government in terms of what is required to help develop a thriving manufacturing sector.”
In opening the members’ briefing Mr
MacVicker said major advances were being made by the sector in automotive.
He said: “We are delighted to see many of the ALFED member companies growing their business in the automotive supply chain. This reflects significant continuing long-term investment in the UK.”
However, he cautioned that continued lobbying of Parliamentarians was required in order to cut “mountains of legislation” both in the UK and Europe.
“If the UK is seen as an expensive and difficult place to do business it will lead to lack of investment, company closures and ‘carbon leakage’. Our work through 2013 with the Minister for Energy has found traction, which was reflected in the Budget statement a few months back. It was in many ways a ‘pro-business’ and ‘pro manufacturing’ Budget,” Mr MacVicker said.
He also unveiled a proposed new membership structure for the Aluminium Federation, involving direct membership.
The aim of this, he said, was to enable the ALFED team to devote even more time to member support and aluminium sector promotion initiatives.
The members’ briefing was followed by ALFED’s annual dinner, with after-dinner speakers Matt Chamberlain, of the London Metal Exchange, and ‘80s music star and broadcaster the Reverend Richard Coles.
The members’ briefing and annual dinner was followed the next day by the twice-yearly meeting of the leaders of the international aluminium associations, with representatives from the USA, Japan, Europe and the Middle East attending.
The representatives reported on trends and issues affecting their respective domestic aluminium sectors, in addition to strategic global matters, touching on the demand, supply and movement of aluminium, recycling and sustainability achievements and challenges, as well as the stockholding and trading of aluminium. t
Simple Physics
C A S T O O L M A K E S E X T R U S I O N B E T T E R
www.castool.comFollow us at www.castool.com/blog
NEW
In Europe, Middle East andAfrica contact: COMEXALE
TEL +33-3-83-354649 FAX +33-3-83-355092WWW.comexale.com
P E O P L E | P L A N E T | P R O F I T
CTS.AL Intl Ad 185x128mm.qxp_CTS.AL Intl Ad 185x128mm 2014-09-26 9:10 AM Page 1
EUROPE UPDATE.indd 1 10/22/14 4:26 PM

ALBA www.aluminiumtoday.com
Aluminium International Today November/December 2014
Arabal 2014Tim Murray* talks to Aluminium International Today about what this year’s Arabal means to the industry.
* Aluminium Bahrain B.S.C. (Alba) Chief Executive Officer
1. What can Arabal delegates expect?Arabal, when it began in 1983, was a concerted effort to strengthen the ties between the Gulf region’s smelters and provide a platform for them to showcase the aluminium industry in the region.
The 18th edition of this conference will put the spotlight on the growth trajectory of the Gulf region’s smelters’ through its theme “GCC: An aluminium powerhouse”.
We will witness key figures from top companies including Alcoa, London Metal Exchange, Bahrain Economic Development Board, Sohar Aluminium, Emirates Global Aluminium, Sapa Extrusions, Mumtalakat, Rusal, Saudi Basic Industries Corporation (SABIC), Metal Bulletin, Midal Cables, Saudi Arabian Mining Company (Ma’aden) and International Aluminium Institute, on one platform to discuss hot subjects in the aluminium industry.
2. What has it meant to Alba to be involved in this year’s Arabal?The birth of Aluminium Bahrain B.S.C. (Alba) in 1971 and its consequent growth is one of the most significant industrial success stories in the Middle East. From humble origins, Alba is now one of the cornerstones of Bahrain’s economy, and a leading aluminium producer in the world.
We can proudly state Alba’s explicit rules of corporate governance, efficient safety practices and environmental guidelines have set examples to follow.
With such a rich background and vast experience in the aluminium industry, Alba is poised to host Arabal 2014. It brings us great pride to showcase the Gulf region’s aluminium sector to the experts and contemporaries in this field.
As the host for the fourth time, Alba will uphold the values of Arabal and ensure that the event is held to the highest standards. This year, as is the case in previous Arabals, the event will set a benchmark in the aluminium industry.
3. What does the Kingdom of Bahrain have to offer delegates?Bahrain shares a reputation as a relatively
liberal and modern country: It is an excellent introduction to the Gulf.
Bahrain is said to have one of the fastest and freest economies in the Arab world. This is the result of the visionary leadership of His Majesty King Hamad bin Isa Al Khalifa and his proposed project - The Economic Vision 2030, which focuses on shaping the government, society and the economy, based around three guiding principles; sustainability, fairness and competitiveness.
Delegates will take back with them the warmth and friendliness of Bahrain, and get a feel of the attractive, liberal lifestyle and witness the rich history and culture.
4. Will there be a visit to the Alba smelter?There are many interesting facts about Alba: It is the first plant in the region to win the GCC Prize for the Best Industrial Establishment to comply with the environmental standards and specifications; it’s fifth reduction line, with a length of 1.5 kms, is one of the longest aluminium reduction lines in the world; it is one of the two smelters in the world that has a dedicated coke plant.
These and many such details will be highlighted during the plant tour of Alba on Day One of the conference.
Along with the tour, the delegates will be given an insight into Alba’s safety model and practices, and the significant strides undertaken to transform the safety culture of the company.
5. How important is Arabal for the GAC aluminium industry?The aluminium production volume in the Gulf region is expected to increase to five million tons by 2015, which accounts for 17.5% of the total global output, compared to 3.7 million tons in 2012 or 11% of the total world production.
Key factors such as globalisation, environment and energy prices are changing the market dynamics, thus making the GCC an attractive destination for investors worldwide.
With the many advantages, namely efficient technology, strategic location, sound infrastructure, economic benefits, competitive pricing and energy availability, the Gulf region’s smelters are fast gearing up to represent 10% of the world global market (including China).
For instance, Emirates Global Aluminium is entering a stage of strong expansion, both in primary production and downstream developments. Sohar Aluminium plans to raise its capacity to 390,000 tpa by 2019 with an additional investment of $35 million. Saudi Ma’aden recently started commercial operations of its joint aluminium smelter with U.S.-based Alcoa.
Alba is looking forward to receive the gas price structure for its Line 6 expansion project, which will take about 36 months to be completed from the notice to proceed (NTP) date. With Line 6 on stream, Alba’s existing capacity will be boosted by an additional 400,000 tonnes per year, to a total of around 1.3 million tonnes a year.
Arabal will shed light on these topics.
6. What are the main issues that this year’s Arabal will highlight to the industry?One of the key areas of focus will be the Executive Industry Panel - CEOs of GCC Smelters, wherein the participants will discuss the growth and priorities of their respective smelters, and emphasise the future outlook.
Bahrain’s downstream industry has been a part of Alba’s strategy for more than four decades, and at present, close to 50% of its production is towards this industry. In comparison to other GCC smelters, Bahrain’s downstream operates at a large scale and is a role model in the region.
Bahrain being the first country to develop an aluminium sector in the region, and Alba, being the host of Arabal, will give a special focus on this via ‘Bahrain at the heart of Aluminium downstream’ panel. t
18
ARABAL.indd 1 10/23/14 2:29 PM

We know what we are talking about when it comes to mill thermal control and measurement of strip shape…….our extensive references obtained since the introduction of shape control in the 1970s speak for themselves.
The SIROLL ISV Sprays is the complete solution for roll cooling applications across all flat product rolling mills.
Precise, responsive thermal control is a pre-requisite of any spray system and is achieved by the SIROLL ISV Sprays, providing the optimum roll cooling for each and every pass.
When it comes to shape measureament the well proven SIROLL Air Bearing Shapemeter provides one of the most sensitive measurement rolls for flat strip product available today. Available in 3 sizes the SIROLL Air Bearing Roll is now suitable for all flat rolling applications.
Reliability and low maintenance are fundamental to any product and are attributes found in the SIROLL ISV Sprays and Air Bearing Shapemeter, where function has been achieved by the simplest means, through good design.
Suitable for both new mill applications and modernisations the SIROLL ISV Sprays and Air Bearing Shapemeter have become an essential part of flat rolling process control systems, ensuring improved quality and material yield.
Answers for industry.
siemens-vai.com
Benefits of SIROLL ISV Sprays:
• Pulse Width Modulation
• No sliding seals
• Very low pressure drop through valve
• Easy valve removal
• Coolant contaminate tolerate
• Stainless steel or aluminium bar section
Benefits of SIROLL Air Bearing Shapemeter:
• Lowest cost solution
• Low inertia rotors
• No helper drive required
• Small installation envelope
• Continuous output regardless of speed
• Rotor widths 25mm upwards available
• On site maintenance
Be the leader in the field with SIROLL solutions from Siemens VAI, a global supplier and local partner.
Are you in Good Shape?Set the benchmark in Aluminium Rolling!
E10
00
1-M
1-Z
56
-V1
-76
00
Aluminium V2 .indd 1 01/09/2014 10:59

Novelis PAE Expert in Casthouse EquipmentUsing our technical expertise and experience, we engineer, build and commission complete CC and DC aluminium casting lines.
Continuous strip roll casters JUMBO 3C - 3CM
DC slab and billet casters, AUTOPAK automation systemIn-furnace metal treatment system IRMA
In-line metal treatment units ALPUR, JETCLEANER, PDBF, CFFAfter-sales services
Novelis PAECentr’Alp • BP 2438341 Voreppe cedexFrance
Tel +33 4 76 57 87 00Fax +33 4 76 56 65 [email protected]/PAE
Certified by Bureau Veritas CertificationISO 9001 • ISO 14001OHSAS 18001
novelis.com/PAE
SUSTAINABILITY 21www.aluminiumtoday.com
Aluminium International Today November/December 2014
Controlling sustainable aluminium down the supply chainMelanie Williams* explains what the experience of other ‘Sustainability Schemes’ can tell us about the model chosen by the Aluminium Stewardship Initiative.
Aluminium needs to be produced and fabricated in the most sustainable way to ensure that it delivers on its promises. To this end, key stakeholders in the aluminium value chain are working on a global scheme called the Aluminium Stewardship Initiative (ASI) for all actors in the aluminium supply chain, with the recent publication of an updated draft Standard.
The ASI has for the first time, published a draft Chain of Custody (CoC) Standard that explains how sustainable aluminium will be traced and controlled down the supply chain from bauxite producers to final product manufacturers. For aluminium, which undergoes several processing steps and is frequently traded, the type of CoC system chosen is a key consideration. Upstream implementers of any Sustainability Scheme want to know whether downstream organisations can process both sustainable and conventional or ‘business-as-usual’ material in a practicable way, enabling consumers to gain the benefit of their commitment to sustainability.
Chain of Custody StandardSustainability Scheme has at its heart a Standard for production and processing of the raw material. Principles and criteria are drawn up to encapsulate best practice. The CoC Standard describes how material that conforms to the Production Standard is passed down the supply chain. In the world of commodities, this becomes a key consideration. It is crucially important to choose a chain of custody system that fits the way the industry operates, if rapid uptake is to be achieved.
In the early stages of the implementation of a Sustainability Scheme there will be
very little ‘sustainable’ material produced, as most will still be ‘business as usual’ material. The CoC Standard needs to cope with this and allow the processing and handling of both types of material.
There are well-known models for CoC systems. For high value/margin products, a segregated approach is often used. All operators in the supply chain keep sustainable material apart from ‘business-as-usual’ material. Sustainable material with different origins can be mixed unless the identity of the original material needs to be preserved.
In contrast, a mass balance model allows sustainable material to be mixed with ‘business-as-usual’ material. The mass balance accounting system must demonstrate that the quantities of sustainable material purchased are equal to those sold or in stock at the end of a fixed accounting period. Schemes vary as to whether an operator can go ‘short’ on sustainable material during the accounting period. The certificate or proof of sustainability stays with the consignment to which it relates. Every organisation that takes legal and or physical ownership of the product must operate a mass balance accounting system. Where production causes a loss or gain of mass, conversion factors need to be applied within the mass balance system. These can be accepted as industry standard or company specific conversion factors can be used. The latter are often commercially sensitive. The mass balance model is suited to either a gradual or rapid introduction of a Sustainability Scheme.
Chain of Custody models The mass balance model is widely used in the biofuels sector where sustainability
requirements are a necessary prerequisite for accessing subsidies or tax breaks in Europe. It allows sustainably produced biomass feedstock e.g. sugar cane or oil seeds to be processed to biofuel together with ‘business-as-usual’ material, used vegetable oils and other wastes/recycled material. Traders can store mixtures of sustainable and business-as-usual material. As more material has been produced sustainably then processors have smoothly increased the average content of sustainable material in the final product.
The timber sector has a different approach. It has imposed restrictions on the material that can be mixed with sustainable material, to ensure that wood from illegal logging activities does not enter the supply chain. All wood undergoes a risk assessment according to a well-defined procedure. The Forest Stewardship Council’s (FSC) term for material that has undergone such a risk assessment is ‘Controlled Wood’.
The ASI has decided to adopt an approach similar to the timber sector with controls on what can be mixed with sustainable material. This approach is more restrictive than the biofuels sector. ASI compliant material can only be mixed with material that meets the ASI Minimum Sourcing Provision and so can be called ‘Eligible for Mixing’ (EfM). Two options for defining EfM material are currently being considered. Controls on material to be mixed with ASI compliant material mean a de-facto segregation approach and the opportunities for mass balancing by processors are limited to EfM and ASI complaint materials. Actors that do not process aluminium e.g. traders and some scrap yards must segregate material, so
*Melanie Williams Consulting
MELANIE W.indd 1 10/23/14 8:59 AM

SUSTAINABILITY22 www.aluminiumtoday.com
Aluminium International Today November/December 2014
for them there is no mass balance option at all.
However, other aspects of the CoC chosen by the ASI offer more flexibility than that adopted by the biofuels sector. The mass balance accounting period is one year under ASI but only three months for biofuels. Mass balancing is allowed over more than one processing site within an organisation under ASI, but one site only under most biofuels schemes, upstream of the final blending stage. This extra flexibility may offset the difficulties imposed by the segregation of ASI and EfM material, at least for organisations with several processing sites.
In contrast, some Sustainability Schemes recognise that even a mass balance system can be too difficult to implement under certain circumstances; they offer what is described as a ‘book and claim’ CoC system, as an alternative option. In this model, the proof of sustainability or sustainability certificate is sold separately from the product, e.g. green palm certificates for sustainable palm oil.
There is a place for all three generic types of chain-of-custody systems. If a mass balance or segregated CoC system is adopted, then far more organisations than just producers need to be involved. As an indication of how the numbers compare
when processors, traders and storage providers become involved, we can look at the example of FSC. They have issued 1,285 Forest Management certificates but over 28,000 Chain of Custody certificates.
RecyclingIn the ASI Scheme there is likely to be control of both pre-consumer and post-consumer scrap. This could hamper efforts to increase recycling. Based on experience in the biofuels sector, a better approach could be to delay controls on recycled material to see how the market develops. If the price of any scrap or recycled material rises to such an extent that it becomes attractive to fraudulently substitute non-ASI and non-EFM material for scrap then further controls can be initiated.
TradersTraders are a key to the efficient functioning of commodity supply chains. They are responsible for storing, shipping and other logistics therefore they need to implement the COC Standard to convey sustainable material to the next customer. In the biofuels sector, traders are allowed the full range of mass balance accounting system options. However, under the proposed ASI CoC Standard, organisations that do not process aluminium e.g. traders and some
scrap yards have to keep all categories of material segregated. This may be easier in a warehousing system where solid material is stored and transported, as is the case for aluminium, than in the biofuels sector where liquid product is stored in tanks.
ConclusionsThere is enough experience from other sectors to provide lessons for the aluminium industry as it considers the type of CoC Standard to be used to transfer ASI compliant material to the consumer. The following conclusions can be drawn:• The type of CoC system chosen needs to match the requirements of the sector for rapid uptake of the Sustainability Scheme;• The more restrictive the CoC system chosen the more expensive and difficult it will be to transfer sustainable material to the consumer;• The ASI has chosen to follow the timber sector rather than the biofuels sector model for the CoC Standard;• Accounting periods and mass balancing over multiple sites provide more flexibility, which may offset the effect of restrictions on what can be mixed with ASI compliant material. t
Contactwww.melaniewilliamsconsulting.com
MELANIE W.indd 2 10/23/14 8:59 AM
XELIOS_Visuel DIAMANT_210x297mm_vecto_V2.indd 1 30/09/2014 17:01:54

FURNACES24 www.aluminiumtoday.com
Aluminium International Today November/December 2014
Taming your industrial furnace
What is the first thing that comes to mind when you think of an ‘industrial beast’? Lots of equipment would qualify for the title, but we’d like to nominate the furnaces used in the aluminium industry. Here, Jez Watson*, explains why temperature is a key operation in the aluminium industry.
The diversity of industrial furnaces used in the aluminium industry is vast and identifying the best control option for each and every one can be challenging.
For example, preheating furnaces can be used for rolling aluminium alloy slabs or forging parts and components. Some of these furnaces have capacities of up to 60,000kg. Each furnace has a forced convection system with individually adapted flow management that ensures all parts placed on the conveyor are heated in a uniform manner.
Some furnaces are heated electrically, while others use natural gas. Regardless of the source, heating takes place through the recirculation of the furnace atmosphere. Accurate heating is a central part of the process and the atmosphere flow must be adapted to the size and shape of the forgings, as well as the speed of the conveyer belt. This is another operation where temperature and pressure control are indispensable.
Different types of furnaces are also used during the manufacturing process in the aluminium industry. For example, annealing furnaces are used in the heat treatment of flat rolled products like aluminium coils, plates or foils. Melting primary aluminium ingots is usually done by using reverb-melting furnaces.
Finally, ageing furnaces can be used for the finishing stage, during which plates, forgings and castings go through heat treatment processes called quenching or precipitation hardening by artificial aging. This ensures the final products have the required mechanical properties. Unless heat levels are carefully controlled, the end products might not be up to standards, which would result in significant losses.
The best control optionDepending on the application and equipment, several methods of temperature control can be employed in aluminium processing. Temperature sensors – typically thermocouples and thermowells - digital proportional integral derivative (PID) controllers, thyristor power controllers, solid state relays, melt pressure bolts, as well as data recorders and loggers usually play an essential role in ensuring the accuracy of the heating process.
In fact, accuracy and repeatability are two of the most important criteria when it comes to selecting the right control equipment for furnaces. Other popular benchmarks include clear display information that ensures the key process parameters are always at hand, ease of programming and ease of use. Depending on the process, additional product features might also come in handy.
For example, an appropriate alarm system can often save a significant
amount of downtime and money. Heater-break alarms on an extrusion line, for instance, indicate if a heater is failing. This information is crucial as an extruder can sometimes have 20 to 30 zones, each with its own temperature control loop. If one loop fails, the two loops either side may compensate to maintain the temperature. In the short-term this may continue to work, but can cause disproportionate stress and reliability issues later.
More importantly, if the temperature within the extruder falls, material could harden or even solidify, causing thousands of pounds worth of damage. By using accurate temperature control and a dependable alarm system, companies can identify problems early, gain enough time to find the best course of action and avoid unexpected downtime.
The biggest cost driver in the manufacture of liquid aluminium is metal loss during the melting process. Intelligent temperature control solutions play an essential role in ensuring the melting process goes according to plan. It also makes the process and control engineers’ life much easier, eliminating at least some of the uncertainties.
Aluminium is used in almost anything you can think of, from beer cans to aerospace parts. However, the boom in supply, the rising price of electricity and the falling commodity prices have meant that aluminium manufacturers need to find new ways of staying competitive. Intelligent temperature control is one of the most straightforward and cost effective ways of doing so. t
Contactwww.cdautomation.co.uk
*Managing director, Thyristor and control expert CD Automation UK
Jez Watson, CD Automation UK
CD automation.indd 1 10/21/14 2:08 PM
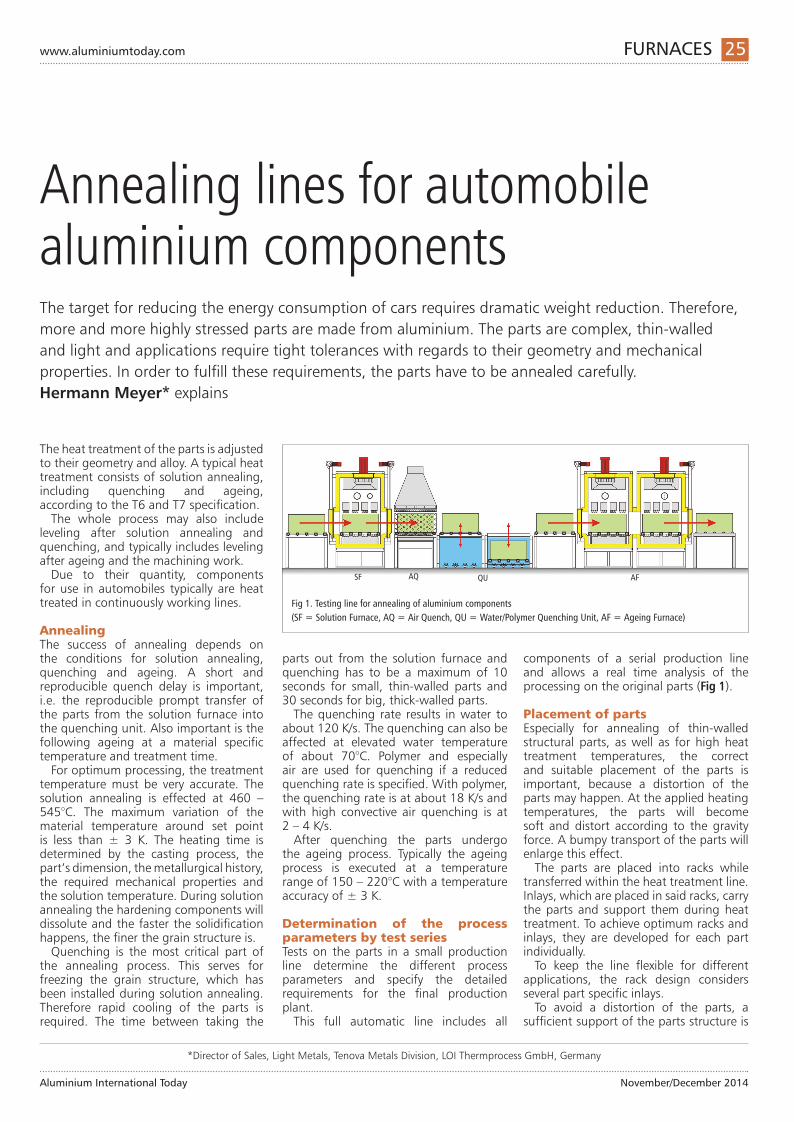
5FURNACES 25www.aluminiumtoday.com
Aluminium International Today November/December 2014
Annealing lines for automobile aluminium components The target for reducing the energy consumption of cars requires dramatic weight reduction. Therefore, more and more highly stressed parts are made from aluminium. The parts are complex, thin-walled and light and applications require tight tolerances with regards to their geometry and mechanical properties. In order to fulfill these requirements, the parts have to be annealed carefully.Hermann Meyer* explains
The heat treatment of the parts is adjusted to their geometry and alloy. A typical heat treatment consists of solution annealing, including quenching and ageing, according to the T6 and T7 specification.
The whole process may also include leveling after solution annealing and quenching, and typically includes leveling after ageing and the machining work.
Due to their quantity, components for use in automobiles typically are heat treated in continuously working lines.
AnnealingThe success of annealing depends on the conditions for solution annealing, quenching and ageing. A short and reproducible quench delay is important, i.e. the reproducible prompt transfer of the parts from the solution furnace into the quenching unit. Also important is the following ageing at a material specific temperature and treatment time.
For optimum processing, the treatment temperature must be very accurate. The solution annealing is effected at 460 – 545°C. The maximum variation of the material temperature around set point is less than ± 3 K. The heating time is determined by the casting process, the part’s dimension, the metallurgical history, the required mechanical properties and the solution temperature. During solution annealing the hardening components will dissolute and the faster the solidification happens, the finer the grain structure is.
Quenching is the most critical part of the annealing process. This serves for freezing the grain structure, which has been installed during solution annealing. Therefore rapid cooling of the parts is required. The time between taking the
parts out from the solution furnace and quenching has to be a maximum of 10 seconds for small, thin-walled parts and 30 seconds for big, thick-walled parts.
The quenching rate results in water to about 120 K/s. The quenching can also be affected at elevated water temperature of about 70°C. Polymer and especially air are used for quenching if a reduced quenching rate is specified. With polymer, the quenching rate is at about 18 K/s and with high convective air quenching is at 2 – 4 K/s.
After quenching the parts undergo the ageing process. Typically the ageing process is executed at a temperature range of 150 – 220°C with a temperature accuracy of ± 3 K.
Determination of the process parameters by test seriesTests on the parts in a small production line determine the different process parameters and specify the detailed requirements for the final production plant.
This full automatic line includes all
components of a serial production line and allows a real time analysis of the processing on the original parts (Fig 1).
Placement of partsEspecially for annealing of thin-walled structural parts, as well as for high heat treatment temperatures, the correct and suitable placement of the parts is important, because a distortion of the parts may happen. At the applied heating temperatures, the parts will become soft and distort according to the gravity force. A bumpy transport of the parts will enlarge this effect.
The parts are placed into racks while transferred within the heat treatment line. Inlays, which are placed in said racks, carry the parts and support them during heat treatment. To achieve optimum racks and inlays, they are developed for each part individually.
To keep the line flexible for different applications, the rack design considers several part specific inlays.
To avoid a distortion of the parts, a sufficient support of the parts structure is
*Director of Sales, Light Metals, Tenova Metals Division, LOI Thermprocess GmbH, Germany
Fig 1. Testing line for annealing of aluminium components(SF = Solution Furnace, AQ = Air Quench, QU = Water/Polymer Quenching Unit, AF = Ageing Furnace)
SF AQ QU AF
TENOVA Template.indd 1 10/23/14 2:40 PM

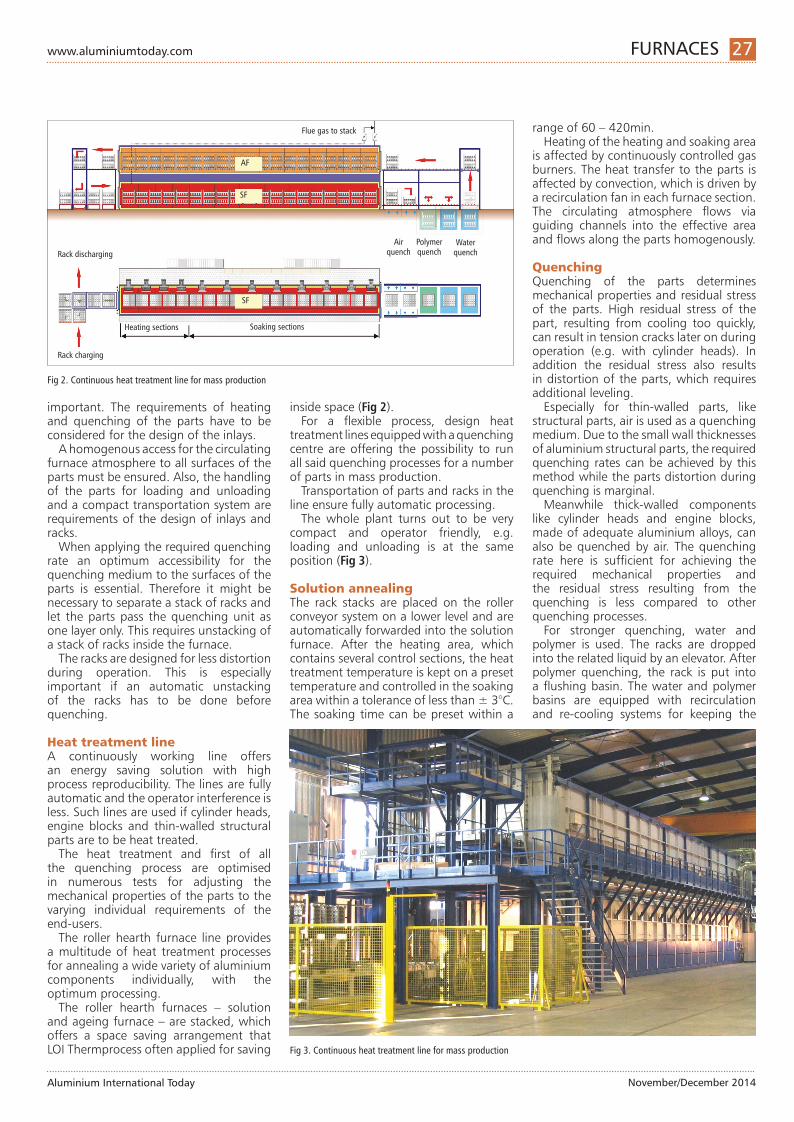
FURNACES 27www.aluminiumtoday.com
Aluminium International Today November/December 2014
important. The requirements of heating and quenching of the parts have to be considered for the design of the inlays.
A homogenous access for the circulating furnace atmosphere to all surfaces of the parts must be ensured. Also, the handling of the parts for loading and unloading and a compact transportation system are requirements of the design of inlays and racks.
When applying the required quenching rate an optimum accessibility for the quenching medium to the surfaces of the parts is essential. Therefore it might be necessary to separate a stack of racks and let the parts pass the quenching unit as one layer only. This requires unstacking of a stack of racks inside the furnace.
The racks are designed for less distortion during operation. This is especially important if an automatic unstacking of the racks has to be done before quenching.
Heat treatment lineA continuously working line offers an energy saving solution with high process reproducibility. The lines are fully automatic and the operator interference is less. Such lines are used if cylinder heads, engine blocks and thin-walled structural parts are to be heat treated.
The heat treatment and first of all the quenching process are optimised in numerous tests for adjusting the mechanical properties of the parts to the varying individual requirements of the end-users.
The roller hearth furnace line provides a multitude of heat treatment processes for annealing a wide variety of aluminium components individually, with the optimum processing.
The roller hearth furnaces – solution and ageing furnace – are stacked, which offers a space saving arrangement that LOI Thermprocess often applied for saving
inside space (Fig 2). For a flexible process, design heat
treatment lines equipped with a quenching centre are offering the possibility to run all said quenching processes for a number of parts in mass production.
Transportation of parts and racks in the line ensure fully automatic processing.
The whole plant turns out to be very compact and operator friendly, e.g. loading and unloading is at the same position (Fig 3).
Solution annealingThe rack stacks are placed on the roller conveyor system on a lower level and are automatically forwarded into the solution furnace. After the heating area, which contains several control sections, the heat treatment temperature is kept on a preset temperature and controlled in the soaking area within a tolerance of less than ± 3°C. The soaking time can be preset within a
range of 60 – 420min.Heating of the heating and soaking area
is affected by continuously controlled gas burners. The heat transfer to the parts is affected by convection, which is driven by a recirculation fan in each furnace section. The circulating atmosphere flows via guiding channels into the effective area and flows along the parts homogenously.
QuenchingQuenching of the parts determines mechanical properties and residual stress of the parts. High residual stress of the part, resulting from cooling too quickly, can result in tension cracks later on during operation (e.g. with cylinder heads). In addition the residual stress also results in distortion of the parts, which requires additional leveling.
Especially for thin-walled parts, like structural parts, air is used as a quenching medium. Due to the small wall thicknesses of aluminium structural parts, the required quenching rates can be achieved by this method while the parts distortion during quenching is marginal.
Meanwhile thick-walled components like cylinder heads and engine blocks, made of adequate aluminium alloys, can also be quenched by air. The quenching rate here is sufficient for achieving the required mechanical properties and the residual stress resulting from the quenching is less compared to other quenching processes.
For stronger quenching, water and polymer is used. The racks are dropped into the related liquid by an elevator. After polymer quenching, the rack is put into a flushing basin. The water and polymer basins are equipped with recirculation and re-cooling systems for keeping the
Flue gas to stack
Rack charging
Rack discharging
Heating sections Soaking sections
Air quench
Polymerquench
Water quench
AF
SF
SF
Fig 2. Continuous heat treatment line for mass production
Fig 3. Continuous heat treatment line for mass production
TENOVA Template.indd 2 10/23/14 3:28 PM

FURNACES28 www.aluminiumtoday.com
Aluminium International Today November/December 2014
temperature of the media in contact with the parts on the specifi ed level and for ensuring reproducible quenching of individual parts.
AgeingThe parts should undergo the ageing process after quenching. The rack with aluminium parts is lifted to the upper level by an elevator and is placed on the buffer line in front of the ageing furnace. Temperature and soaking time in the ageing furnace are preset depending on the alloy of the parts. Independent of the treatment time in the solution furnace, the soaking time can be adjusted.
Behind the ageing furnace the stack is moved by a roller conveyor. Subsequently, a second elevator forwards the rack to the lower roller conveyor, which can send the rack to the machining workshop.
A positive infl uence on the energy consumption can be achieved by heat recovery from the fl ue gas of the solution furnace to the lower temperature level in the ageing furnace.
Parametrisation of the processIn fully automatically working lines the
parameters for annealing specifi c parts, like soaking time, temperatures and most of all choice of the quenching medium, can be stored in recipes.
For each campaign an individual elaborated recipe is chosen, depending on alloy, geometry and intended mechanical properties of the parts to be heat treated.
The annealing temperatures in the furnaces can be preset and quenching can be executed with different media and cooling gradients.
All sensor data and sequences are recorded on the automatic measuring and control system, where this data is available for analysis.
Batch trackingAn extensive batch tracking system records the processing. This allows exact tracking of individual parts and related important treatment conditions during annealing. It also records when the conditions (temperature, cycle and holding time) are stable after changing set points. All the recorded data is equipped with time stamp and stored related to the individual part or the rack respectively. Individual batch reports can be generated.
If during the processing any deviation occurs, which shows non-specifi c occurrences related to set points, the related racks are marked in the batch tracking accordingly.
Furthermore the operators are informed accordingly for immediate reaction. The parts are marked as ‘Not In Order’ (NOI) and will be taken out from the further processing.
The conditions of the plant, such as process details about individual components and movements of the parts, are shown to the operator on the operator’s screen.
ConclusionThe plant concept of LOI Thermprocess allows immediate and specifi c reaction to specifi c requirements for aluminium parts and related adjustments to the heat treatment process.
The specifi c process set points are results from tests on original parts, executed in a testing facility. This applies for solution annealing, quenching and ageing. For a small series, adequate batchwise working plants can be considered. These are also operating fully automatically. �
TENOVA Template.indd 3 10/23/14 2:41 PM

CASTHOUSE 29www.aluminiumtoday.com
Aluminium International Today November/December 2014
Ultrasonic assisted industrial continuous castingThis article introduces ultrasonic continuous casting without centreline segregation, conventional degassing and grain refiners. By Hélder Puga PhD*, Miodrag Prokic**, Nico van Dongen**
There are quite a few studies that acclaim the potential of ultrasonic technology for improving the quality of light metal products. Due to the limitations of conventional low frequency (pulsed) ultrasound, industrial upscaling was never realised, until today.
For 15 years, Swiss based Miodrag Prokic has been developing the Multi-frequency, Multimode, Modulated (MMM) ultrasonic DSP technology[1, 2], which is able to eliminate standing waves and can be applied to (large volume) industrial molten metal processing such as aluminium and magnesium.
This article is about ultrasonically assisted continuous casting on a Bruno Presezzi Twin Roll caster and its effects on degassing, grain refinement, increased metal density and the disintegration of inclusions.
Challenges in aluminium sheetThe MMM ultrasonic equipment was recently successfully tested and applied to a Twin Roll Casting Process (TRC) (Fig 1). Ultrasonic technology along with advantages of being elegant, clean, low cost, and easy to operate, is also highly-effective and energy saving (900 W in our trial) when it comes to traditional problems in the continuous casting process. The main problems in the conventional TRC process are coarse columnar grains, presenting strong chemical segregation at the centre of a strip as a consequence of large force, which is effectively welding two pre-solidified shells in the bite of two rolls[3]. Thus the solute-rich liquid is squeezed between the growing dendrite, promoting a considerable segregation in the central line. Furthermore, in some aluminium alloys such as Al-Mg-Mn, microstructural gradients and inhomogeneity inherently exist and cannot be eliminated by a simple modification of TRC processing parameters[4].
Industrially, the application of ultrasonic equipment based on MMM technology
presents an effective way to overtake mentioned drawback limitations verified in the conventional TRC process. This novel compact ultrasonic equipment is characterised by the synchronisation of many vibrational modes through coupled harmonics and sub-harmonics. It is essential to maintain high and stable ultrasonic vibrations in metal melt during processing, being very relevant for improving liquid metal refinement and modifications.
Microstructure and mechanical properties of TRC light metalThe efficiency of ultrasonic treatment (UST) depends on many factors, namely the ultrasonic parameters, such as amplitude and frequency of vibration, the degassing conditions (melt treatment temperature and processing time), the alloy composition, the material purity, and volume, all of great importance in the obtained results. Furthermore, due to the minor degree of deformation, normally present in a TRC strip, the macro and microstructure is strongly affected by the downstream processing of casting[4]. Therefore, a comprehensive understanding of the process and the interaction between the casting conditions and strip final quality is imperative for reaching high quality in TRC strip production.
The present study is based on results from two different trials to evaluate the effect of MMM technology on performances of Al-Mg-Mn alloy. First trial was conducted in a laboratory, which allowed quantifying the best melt temperature to reduce the grain size of α -Al.
Fig 2 presents the as-cast microstructure of the Al-Mg-Mn alloy processed by different refinement techniques at different temperatures. From Fig 2 it is clear that UST had a significant effect on the microstructure morphology of the as-cast alloys and the final microstructure depends on the US treatment temperature,
when compared with microstructure obtained after conventional treatment (refinement with 1kg/ton of Al5Ti1B).
The average α-Al grain size was plotted and is presented in Fig 3. It is clear that for a given refinement process, decreasing melting temperature promotes grain refinement, however the best results were obtained for the alloy refinement by MMM technology. Fig 3 also suggests that, although the efficiency of grain refinement increased with decreasing of melt temperature, such increase was not linear, and the reduction in grain size became less effective after reaching a certain temperature level, which depends on the processing temperature.
The second trial was conducted on an industrial scale using the same alloy, according to the experimental results
*CT2M – Centre for Mechanical and Materials Technologies, University of Minho, 4800-058 Guimarães, Portugal**ALUPRO-MPI Ultrasonics Inc., 2400 Le Locle, Switzerland (www.ultrasonicdegassing.com, www.ultrasonicmetallurgy.com)
Fig 1. Dr. Hélder Puga (l) and Miodrag Prokic (r) during a recent trial
NICO CASTHOUSE.indd 1 10/23/14 9:56 AM
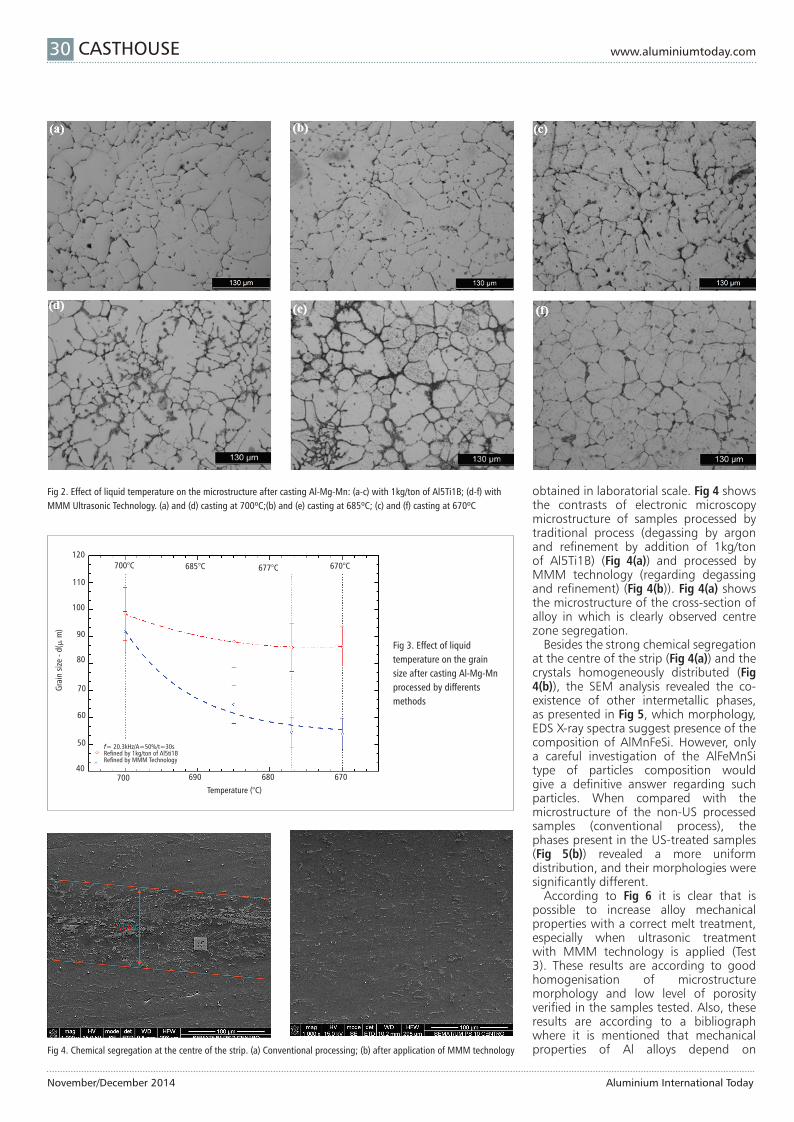
CASTHOUSE30 www.aluminiumtoday.com
Aluminium International Today November/December 2014
obtained in laboratorial scale. Fig 4 shows the contrasts of electronic microscopy microstructure of samples processed by traditional process (degassing by argon and refinement by addition of 1kg/ton of Al5Ti1B) (Fig 4(a)) and processed by MMM technology (regarding degassing and refinement) (Fig 4(b)). Fig 4(a) shows the microstructure of the cross-section of alloy in which is clearly observed centre zone segregation.
Besides the strong chemical segregation at the centre of the strip (Fig 4(a)) and the crystals homogeneously distributed (Fig 4(b)), the SEM analysis revealed the co-existence of other intermetallic phases, as presented in Fig 5, which morphology, EDS X-ray spectra suggest presence of the composition of AlMnFeSi. However, only a careful investigation of the AlFeMnSi type of particles composition would give a definitive answer regarding such particles. When compared with the microstructure of the non-US processed samples (conventional process), the phases present in the US-treated samples (Fig 5(b)) revealed a more uniform distribution, and their morphologies were significantly different.
According to Fig 6 it is clear that is possible to increase alloy mechanical properties with a correct melt treatment, especially when ultrasonic treatment with MMM technology is applied (Test 3). These results are according to good homogenisation of microstructure morphology and low level of porosity verified in the samples tested. Also, these results are according to a bibliograph where it is mentioned that mechanical properties of Al alloys depend on
Fig 2. Effect of liquid temperature on the microstructure after casting Al-Mg-Mn: (a-c) with 1kg/ton of Al5Ti1B; (d-f) with MMM Ultrasonic Technology. (a) and (d) casting at 700ºC;(b) and (e) casting at 685ºC; (c) and (f) casting at 670ºC
120
80
90
100
110
70
60
40
Temperature (°C)
700°C
50
Grai
n siz
e - d
(µ m
)
685°C 677°C 670°C
f= 20.3kHz/A=50%/t=30sRefined by 1kg/ton of Al5ti1BRefined by MMM Technology
700 690 680 670
Fig 3. Effect of liquid temperature on the grain size after casting Al-Mg-Mn processed by differents methods
Fig 4. Chemical segregation at the centre of the strip. (a) Conventional processing; (b) after application of MMM technology
NICO CASTHOUSE.indd 2 10/23/14 9:56 AM
A, Today full page with bleed_A. Today full page with bleed 15/09/2014 11:26 Page 1
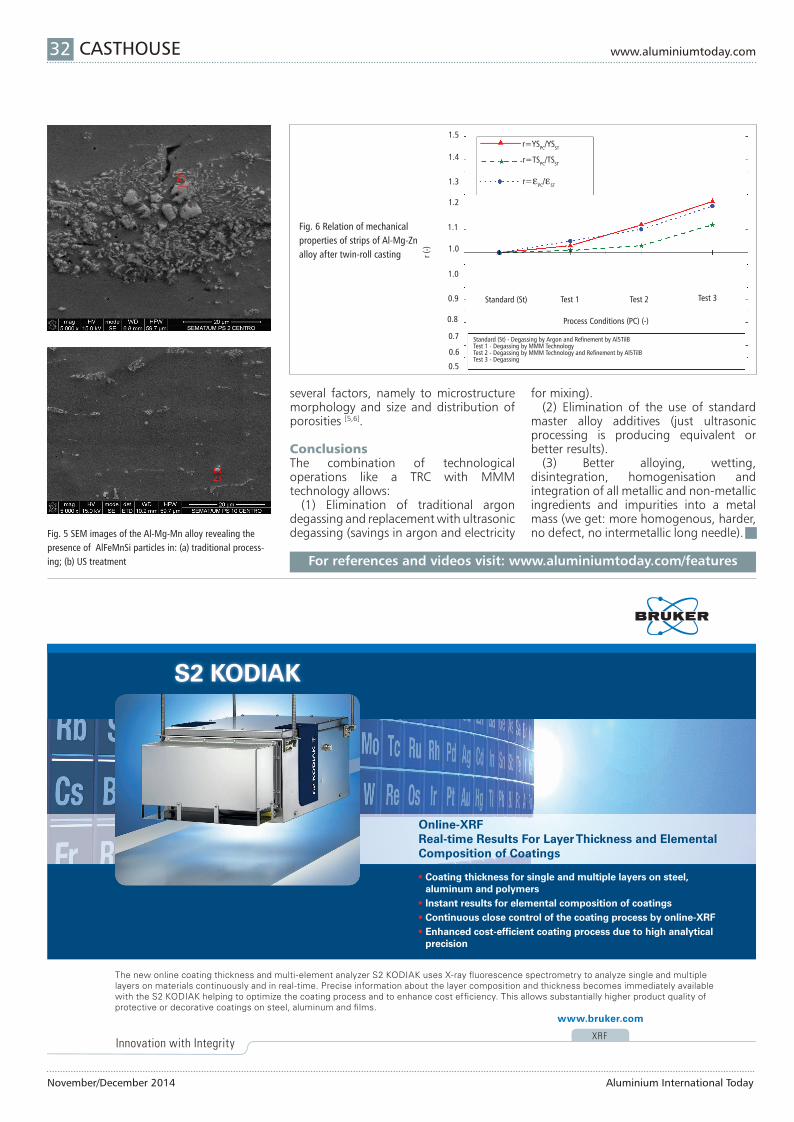
CASTHOUSE32 www.aluminiumtoday.com
Aluminium International Today November/December 2014
several factors, namely to microstructure morphology and size and distribution of porosities [5,6].
ConclusionsThe combination of technological operations like a TRC with MMM technology allows:
(1) Elimination of traditional argon degassing and replacement with ultrasonic degassing (savings in argon and electricity
for mixing).(2) Elimination of the use of standard
master alloy additives (just ultrasonic processing is producing equivalent or better results).
(3) Better alloying, wetting, disintegration, homogenisation and integration of all metallic and non-metallic ingredients and impurities into a metal mass (we get: more homogenous, harder, no defect, no intermetallic long needle). �Fig. 5 SEM images of the Al-Mg-Mn alloy revealing the
presence of AlFeMnSi particles in: (a) traditional process-ing; (b) US treatment
1.5
1.4
1.3
1.2
1.1
1.0
1.0
0.9
0.7
0.6
0.8
0.5
r=YSPC/YSST
r=TSPC/TSST
r=εPC/εST
Standard (St) Test 1 Test 2 Test 3
Process Conditions (PC) (-)
Standard (St) - Degassing by Argon and Refi nement by Al5TilBTest 1 - Degassing by MMM TechnologyTest 2 - Degassing by MMM Technology and Refi nement by Al5TilBTest 3 - Degassing
r (-)
Fig. 6 Relation of mechanical properties of strips of Al-Mg-Zn alloy after twin-roll casting
The new online coating thickness and multi-element analyzer S2 KODIAK uses X-ray fluorescence spectrometry to analyze single and multiple layers on materials continuously and in real-time. Precise information about the layer composition and thickness becomes immediately available with the S2 KODIAK helping to optimize the coating process and to enhance cost efficiency. This allows substantially higher product quality of protective or decorative coatings on steel, aluminum and films.
Online-XRFReal-time Results For Layer Thickness and Elemental Composition of Coatings
XRFInnovation with Integrity
• Coating thickness for single and multiple layers on steel, aluminum and polymers
• Instant results for elemental composition of coatings• Continuous close control of the coating process by online-XRF• Enhanced cost-efficient coating process due to high analytical
precision
www.bruker.com
S2 KODIAK
S8 KODIAK Layer Thickness and Elemental 185x128.indd 1 24.09.2014 15:15:14
For references and videos visit: www.aluminiumtoday.com/features
NICO CASTHOUSE.indd 3 10/23/14 9:56 AM

Aluminium International Today November/December 2014
New technologies in modern remelting plants
Over the last few years there has been a steady change in the way producers operate their secondary casting facilities. Greg Proffitt* and Lee Allen* explain.
This is a combination of new requirements to recycle more scrap materials contaminated with oil, paint and plastics etc, as well as ongoing endeavours to reduce cycle times, improve metal quality, increase energy efficiency and improve safety to meet Zero Harm HSE policies. The challenge for OEM suppliers is to bring new concepts and technologies to the market to enable end users to meet these increasingly challenging requirements.
Genios: Metal moving deviceThe Genios electromagnetic metal moving device was developed by the Fives in-house research and development team.
From a single unit, it can stir metal to aid melt rates, alloy dissolution, submerge light weight additions, reduce cycle times, reduce energy consumption and transfer metal to casting machines at a rate of up to 30 tons per hour. It is designed to improve operator safety as it removes the need for conventional tap out systems or mechanical pumps and allows the operator to control the transferring function remotely via an operator screen. The side-mounted position of Genios on the furnace makes it easy to retrofit to many furnaces already in operation, without the need for extensive modifications to the furnace hearth structure or civil works.
In the casting configuration, the patented casting sled system means that metal is transferred in a controlled way with low turbulence and in the event of a cast abort or power failure, metal transfer is immediately stopped, making the
system extremely safe.Various recipes can be installed on
the control system for a variety of alloy production regimes.
New furnace developmentsFives has also developed a complete process solution based on a static furnace fitted with Genios, called ‘GMAG’. It incorporates the benefits of the Genios system into an optimised furnace casing designed to reduce CAPEX costs. This design incorporates lighter fabrication weights, less refractory and static furnace system configurations.
Contaminated scrap meltingfurnaceThe main consideration for aluminium recycling facilities re-melting contaminated aluminium is the controlled removal of Volatile Organic Compounds (VOCs) from the surface of the metal. Potentially this is an environmental hazard if not handled correctly.
Producers need to invest in specialised de-coating and de-lacquering equipment such as rotary kilns to remove VOCs from the surface of the metal before it can be charged into conventional melting furnaces. VOCs are realised from the metal by a process of Pyrolosis and the released energy from the combustion of the VOC gases in an after burner can eventually be used as a heat source that drives the de-coating process. Various subsystems are employed to ensure the combustion of the VOCs in a controlled manner and to
prevent an auto-thermic reaction. There is an increasing trend for producers
to employ specifically designed furnaces for melting contaminated aluminium which can save both capital expenditure and process time when compared to de-coating the scrap in kilns prior to melting. Fives is capable of supplying contaminated multi chamber melting furnace solutions that can process scrap with VOC content up to 10% by weight with afterburner systems if required.
Multi chamber furnaces process contaminated scrap containing VOC’s efficiently while at the same time keeping metal oxidation to a minimum. Such furnaces work by using different furnace chambers for specific tasks in the process. Firstly the contaminated scrap is charged on to a dry hearth in a low temperature chamber (charge chamber) operating at approx. 500°C, with a minimum of O2 present (2 – 5%). As the charge is heated, the VOC’s are liberated from the metal and are carried to a hot chamber through the dividing wall where combustion takes place.
A burner in the charge chamber inputs high velocity gases to provide the convection in the chamber needed to penetrate the scrap, so releasing the VOC’s as evenly as possible. A variable flame controls the chamber temperature and provides an ignition source to prevent risk of explosion, and oxygen from the combustion air is used to control the oxygen content in the chamber to the correct levels for the de-coating process.
*Solios Thermal Ltd
5SECONDARY 33www.aluminiumtoday.com
FIVES SECOND.indd 1 10/23/14 9:58 AM

SECONDARY www.aluminiumtoday.com
Aluminium International Today
A pair of regenerative burners provides an efficient source of heat input into the adjacent hot chamber to ensure complete combustion of volatiles. A variable flame controls the chamber temperature and provides an ignition source to prevent risk of explosion. The burners are suitably rated to provide the energy needed to achieve the design melt rate in the absence of VOC’s. The burners will also have sufficient turn down capability to prevent zone over temperature in the presence of maximum VOC’s. The total combustion time in the hot side chamber must be a minimum of one second (preferably two seconds) to destroy any dioxins present.
A secondary pair of regenerators in the exhaust gas stream is provided to cool the exhaust gases down to 200°C. This has to take place in 0.5 seconds or less to prevent reforming of dioxins.
Hot changeover valves switch between regenerators, with a changeover time of approximately 40 seconds. While one regenerator is cooling the exhaust gases, cold air from a secondary air fan cools the second regenerator. This air is preheated in the process and provides the process air for the combustion of the VOCs in the hot chamber.
The level of oxygen is monitored by an oxygen analyser positioned in the clean chamber side wall and the signal is used to control the amount of pre-heated air coming from the secondary regenerators.
With charges of 3% VOC levels or less, destruction of the VOC can be completed within the clean chamber, eliminating the need for an afterburner. In many cases, employing well controlled scrap management practices can keep VOC content within the furnace charge material to this low level.
An exhaust fan with variable speed control after the secondary regenerators controls the furnace pressure in the clean side. This fan then exhausts to the stack or an Air pollution control unit.
To provide a continuous flow of aluminium between both chambers, various pumping and re-circulating technologies can be provided. This allows the de-coated scrap in the charge chamber to be mixed with the molten metal from the clean chamber via a series of channels in the dividing wall. This assists the melting process.
Liquid metal transfer systemThere is an increasing global trend for secondary plants to receive molten metal from primary smelters; this presents significant reductions in energy consumption by reducing the amount of re-melting of solid metal, reducing cycle times and by utilising heat of the molten metal to assist in the melting process. The overall result is to reduce the cost per tonne of aluminium cast, which is an attractive prospect for all producers.
Fives offers an integrated solution including a range of products to safely transfer molten metal from the place of hot metal production to the destination plant, either via dedicated road or public roads
Several design considerations have to be made whilst the various components of the system are developed to provide an optimised solution for the end user, such as:
• Distance the molten metal has to be transported.
• Ambient and local environment• Standing time and heat losses• Auxiliary equipment e.g. crucible
cleaners and pre-heaters• Process scheduling and tracking
software• Charging and discharging methods
e.g. bottom tap, crucible tilting or siphoning
• Type of roads to be travelled on.
The company can provide automated systems that will handle the transfer of metal from tapping crucibles to the transfer crucibles with unique features to minimise dross production during the transfer of metal: This is one of the main causes of metal losses with such process equipment.
Transportation crucibles have to be designed in accordance with international transportation standards.
Larger crucibles with capacity in excess of 12 MT provide a better ratio of metal weight to crucible weight and they have far better heat loss characteristics than smaller ones. Crucible size however needs to be designed while respecting the capacity of the receiving plant. Crucible capacity and size of the liquid metal transport system also has to be considered in conjunction with the local environment and road transport authority to ensure total mass of the rolling load doesn’t exceed local limits. Other factors such as ambient conditions including temperatures, wind speeds and precipitation levels are all considered to finalise the design parameter calculations.
Pre-heating of the crucibles is very important as this ensures that crucible temperature is as close as possible to the initial metal inlet temperature, again with the aim of reducing heat loss during the transport process.
Cleaning of the crucibles is essential and as transportation crucibles are generally of a different design and size to the pot room crucibles dedicated cleaning equipment is usually required. This can initially be done manually, however, as capacity and demand for this system increases, Fives would recommend the use of mechanical cleaning equipment.
ConclusionIn this article, some of the main trends in the secondary re-melting and casting industry have been highlighted. The need of metal producers to adapt to market conditions and to optimise their manufacturing processes is now more important than ever. It is the responsibility of the suppliers of the metal process equipment to listen to the needs of their customers and to develop innovative solutions that will assist them in their industrial objectives. t
34
November/December 2014
FIVES SECOND.indd 2 10/23/14 9:58 AM

- Comprehensive installation services from steel housing to full relining for any size
- Very short lead time for relining services with existing shapes, including grid plates and sink plates as an option
- Fully assembled and customized deep bed filter housings including refractories
D e e p B e d F i l t e r L i n e r. . . p r e c a s t s h a p e s . . . m o d u l a r c o n c e p t
w w w. d r a c h e - g m b h . d e · m a i l @ d r a c h e - g m b h . d e
ALUMINIUM GRAIN REFINERS AND MASTER ALLOYS
Committed to supplying the highest quality to the Al industry worldwide
www.aleastur.com

ACCELERATING TO LASTING GROWTH As a world-class industrial organisation, we are always looking for growth. Not just for us, but also, along with the companies around us, to make an on-going contribution to the UAE economy. By providing the world’s best facilities, nurturing natural talent and employing best practices in our communities as a whole, we will leave a sustainable legacy as we advance into the future.
www.ega.ae
Global Excellence in Aluminium

Aluminium International Today November/December 2014
The rising demand for this “white gold” also shaped the performance of this year’s Aluminium, which, after the move from Essen two years ago, once again drew record participation.
A total of 934 exhibitors (2012: 907 / +3%) from 50 nations put on display the entire production and processing chain – from smelting and processing to semi-fi nished and fi nished goods to recycling.
At the same time, Aluminium set a new visitor record. Counting 24,261 visitors (2012: 21,508 / +13%), the trade fair experienced another large increase.
Gerd Götz, Director-General of the
European Aluminium Association (EAA), attributes the fair’s success to the power of the material in its key end-use markets.
“Above all, innovation translates into rising demand”, says Mr Götz. “EAA estimates show that demand in Europe is expected to almost double by 2050, which is a product of our industry’s long-standing commitment to innovation. Actors across the entire supply chain are proactively seeking new synergies that lead to new and better designed products for the consumer and in doing so, are helping us to make aluminium the material of choice to complement societal
change and development.”
AwardsClosely linked with the fair was the ceremony of the European Aluminium Awards 2014, a hallmark of the industry’s continuous efforts to improve both processes and products to the benefi t of European consumers.
Aluminium 2016 The next Aluminium trade fair will take place from 29th November to 1st December 2016. �www.aluminium-messe.com
The aluminium advantageClosing its doors with an all-time high exhibitor and visitor record, the 10th Aluminium Trade Fair in Düsseldorf, Germany showcased a range of innovative solutions in aluminium.
Mecfor specializes in the design and manufacturing of mobile, stationary and custom-designed equipment used in all sectors of the aluminium industry. Our trademark: sturdy, reliable and safe equipment.Contact detailsRichard A. Zalzal, Vice President,International SalesMobile : +1 514 [email protected] - STAND 23
ARABAL - STAND 4
ARABAL - STAND 14
ARABAL 2014
Your Technology Partner in Aluminium
Innoval Technology provides independent world-classexpertise to the global aluminium industry.
We provide technical services in four main areas:
Tel +44 (0) 1295 702800 Fax +44 (0) 1295 702898
[email protected] www.innovaltec.comTel +44 (0) 1295 702800 Fax +44 (0) 1295 702898Tel +44 (0) 1295 702800 Fax +44 (0) 1295 702898
[email protected] www.innovaltec.com
Process Improvemen
t
M
aterials Developm
ent
Product & Process
Tra
ining
Strategic Support & Best
Pra
ctice
37
Melabraut 27, IS-220 Hafnarfjörður, IcelandTel +354 575 9700 Fax +354 575 9701email [email protected] www.vhe.is
Manufacturing engineers to the
aluminium industry for over 40 years
ALUMINIUM 2014 REVIEW
ALUMINIUM 2014.indd 1 10/23/14 12:13 PM

PERSPECTIVES 39
Aluminium International Today November/December 2014
Almex answersAluminium International Today spoke to Ravi Tilak* about how Almex is overcoming industry challenges and growing its product portfolio.
*Chief Technology Officer and Owner (pictured)
1. How are things going at Almex?Things are going great at Almex! We are focusing more on expanding the use of aluminium alloys, which has sparked further interest of our customers. The boom in the automotive and the aerospace sectors has definitely proven to be favourable for our business. We take pride in knowing that we are able to provide our customers with speciality alloy capability which really is the “Masons’ Key” in meeting their customers’ rigorous demands.
2. In your opinion, what are the big issues affecting the aluminium industry today?On a global level, the three main challenges affecting the aluminium industry today are transportation costs, alumina supply, and high-energy costs. Production is getting concentrated in very few regions around
the world for these reasons.
3. Where in the world are you busiest at present?Presently we are very active in the US. For the past nine or so years, the US has had very little activity infrastructure investments, but recently we have started seeing a great deal of enthusiasm. More dollars are being spent nationally in the US, rather than internationally.
Other than the US, Almex still continues to be very active in China and Russia.
4. What products are proving the most lucrative?Our technology sales division, wherein we license our systems as well as our patented processes for speciality alloy manufacturing (e.g. aerospace, automotive, marine), is proving to be the most lucrative business
for us currently. Due to technological barriers that exist, companies looking to produce specialty alloys, find it difficult to justify the initial dollar and time investment. Therefore, it’s much more cost effective for these companies to engage Almex’s “technology on tap” solutions, rather than employ valuable resources trying to “reinvent the wheel.”
5. How quickly has Almex responded to ‘green politics’ in terms of helping to make the production process more environmentally friendly?Almex’s fundamental motto has always been to develop solutions that are energy-efficient, material-conserving, and eco-friendly. In fact, we developed our micro casthouse system, MiniCast, based on that very belief.
Within a MiniCast, we offer customised
Standing Strong For 50 Years.Eliminating hazards associated with aluminum rolling coolant filtration.
Call us to learn more!1.707.745.0404 www.jrschneider.com
J.R. Schneider Co., Inc. (Headquarters) 849 Jackson Street, Benicia, CA 94510, USA
SCHNEIDERIS THE
STANDARD
Acti-Cel R® is a filter aid developed and patented by the
J.R. Schneider Company for use in non-ferrous metalworking and rolling. It is a direct replacement for, and eliminates the health hazards associated with the use of diatomaceous earth (DE). It is most
effective in removing metallic fines, soaps, oxides and other contaminates from mineral oil or paraffin based metalworking coolants by both mechanical and chemical processes.
Before After
perspectives.indd 1 10/27/14 3:26 PM

PERSPECTIVES40 www.aluminiumtoday.com
Aluminium International Today November/December 2014
furnaces, zero-inventory-based billet programme management, water-conserving DC systems, and casting methods that assure minimal cropping requirements - making our system ultra “green” and, simultaneously, economical to operate. Therefore, from the smallest of recyclers, up to the huge global leaders in the aluminium industry, can own and operate a wallet-friendly recycling centre in-house; thanks to MiniCast.
6. What are the big trends in value-added production and where is Almex leading the way?The biggest trend in value-added production is to offer both the intermediate user and the end user the ability to cut costs. We achieve this by focusing not only on the interests of our direct customers, but also the interests of our customers’ customer – it’s the essence of our performance guarantee.
7. Where do you see the most innovation in terms of production technologies – primary, secondary, or further downstream?We see innovation happening on all the three fronts, finally. For instance, the primary sector has made huge
advancements to become more energy-conscious, while the remelt and downstream sectors have expanded the end-use applications of their products, namely in the automotive and aerospace industries.
8. Do you see Almex as an innovator within the industry?We like to think of Almex as not only an innovator, but also a trendsetter within the industry, wherein trendsetting is fueled by innovations. Over the last 15 years, we have brought 10 new companies into the marketplace that are making 2000 and 7000 series aerospace aluminum alloys, and, in the process, we added significant profit margins to their business operations. Typically, companies approach us looking for casthouse equipment, but they end up becoming our customers because we are able to provide them with comprehensive solutions to meet their needs.
9. Are there any research and development projects in place?Currently, our Aluminium-lithium (Al-Li) melting systems are at the forefront of our research efforts. Almex’s goal is to develop Al-Li equipment and technology that is safer, more economical, and more
advanced than anything on the market today. Our Al-Li casting systems have already been awareded two landmark patents related to casting control for product refinement and casting safety for protection of the operators. We see great potential for Al-Li alloys and continue to invest year-after-year for the betterment of this very process. Al-Li is “the” alloy of the future.
10. What does Almex have in store for 2015?After having realised a significant growth in our product portfolio, Almex will be focusing on business processes and standardisation in the coming year. I truly believe every company needs to take a “breather” from time to time in order to innovate itself from inside out – and that is exactly what Almex is going to do. We are planning to emerge as a more nimble, more agile, and more focus-driven solutions provider so that we can maximise the value-contribution to our customers’ operations. t
For more information about Almex USA’s furnace to finish solutions: www.almexusa.com or [email protected]
Published by:
www.aluminiumtoday.com
SUBSCRIBE TODAY AND RECEIVE:
� Aluminium International Today delivered direct to your door 6 times per year
� FREE COPY of the Buyers’ Directory (normal price £87)
� Searchable PDF version of EVERY ISSUE
� FREE wall planner detailing aluminium industry events
� Discounted fees for many of the events we attend
� Latest industry news, technical articles, market analysis, country and company profi les, statistics, event reports, regional economic briefi ngs and more!
Published six times a year and distributed at major events and various global conferences including Aluminium 2014, Aluminium China, Arabal, Metef and TMS
Keep up to date with this enterprising and dynamic industry - SUBSCRIBE ONLINE TODAY www.aluminiumtoday.com
AIT half page advert Sept14.indd 1 18/09/2014 11:48
perspectives.indd 2 10/27/14 3:26 PM
A, Today full page with bleed_A. Today full page with bleed 23/09/2014 09:24 Page 1

Casting ConfidenceBuilt on innovation and refined through experience, Wagstaff billet and ingot casting technologies are a gateway to profitability. Casthouses around the world rely on the history, experience, and service offered by Wagstaff to foster confidence within the casting operation. That confidence is valuable and necessary to produce high quality cast products for rolling, extrusion, and forging.
The leader in Direct Chill Casting Technology
To find out how your operation can increase casting confidence Call +1 509 922 1404 | www.wagstaff.com
Al
› Casting Machines
› Rolling Ingot Casting Systems
› Billet Casting Systems
› Automation
› Metal Level Control
› Worldwide Service and Support
Casting Confidence 04-10-2014 303x216 ENGr1.indd 1 4/11/2014 9:58:12 AM
Danieli CorusP.O. Box 100001970 CA IJmuidenThe NetherlandsT +31 (0)251 500 500F +31 (0)251 500 501
E info@danieli–corus.comW www.danieli–corus.com
Danieli Corus is a leader in innovative dry scrubbing technology for the primary aluminium industry. Its proprietary scrubbing technology provides the industry with a highly efficient, cost–effective and versatile emission control system. Developed to remove fluoride compounds from potline emission, the technology has been successfully adapted to remove both fluorides and hydrocarbons from the fumes emitted by carbon anode baking furnaces and green carbon plants.
The heart of the technology is the patented Vertical Radial Injector (VRI). The alumina scrubbing medium is injected into the reactor through the VRI to achieve maximum
diffusion of the particles in the gas stream with minimum turbulence. The system offers low pressure drop, reduced recycling and reduced abrasion. The systems operate at energy consumption levels more than 10% lower when compared to competing injection systems and more than 50% lower when compared to fluidized bed scrubbers.
Danieli Corus engineers for optimum performance in each installation. Local or worldwide sourcing of components and services gives Danieli Corus the opportunity to offer clients competitive costs and superior quality every time. Our leadership in gas cleaning technology for the primary aluminium industry is undisputed. You can rely on us.
DRY SCRUBBING TECHNOLOGYFOR THE PRIMARY ALUMINIUM INDUSTRY
alu_intl 2013.indd 1 2013-09-04 11:37:21 AM