Air Polution - PA

of 6
-
Upload
vasucristal -
Category
Documents
-
view
12 -
download
0
description
Air Pollution book
Transcript of Air Polution - PA
-
This article was downloaded by: [88.85.252.178]On: 07 July 2015, At: 04:37Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: 5 Howick Place,London, SW1P 1WG
Journal of the Air Pollution Control AssociationPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/uawm16
Air Pollution Potential of Phthalic AnhydrideManufactureR. L. Fawcett aa Plastics Division , Allied Chemical Corporation Philadelphia , Philadelphia , Pennsylvania ,USAPublished online: 15 Mar 2012.
To cite this article: R. L. Fawcett (1970) Air Pollution Potential of Phthalic Anhydride Manufacture, Journal of the AirPollution Control Association, 20:7, 461-465, DOI: 10.1080/00022470.1970.10469426
To link to this article: http://dx.doi.org/10.1080/00022470.1970.10469426
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the Content) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose ofthe Content. Any opinions and views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be reliedupon and should be independently verified with primary sources of information. Taylor and Francis shall not beliable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilitieswhatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out ofthe use of the Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
-
Air Pollution Potential ofPhthalic Anhydride Manufacture
TI-2 Chemical CommitteeInformative Report No. 11
Principal Author: R. L. FawcettPlastics Division, Allied Chemical CorporationPhiladelphia, Pennsylvania
Informative Report No. 1 1 dealing with the air pollution potential of phthalicanhydride manufacture is one of a series of survey reports prepared by APCA'sTI-2 Chemical Committee on air pollution problems and control measures en-countered in the chemical industry today. Phthalic anhydride, typical of thoseintermediate synthetic organics produced for and used in the manufacture ofmany consumer products, is used in the production of paints, plastics, and syn-thetic resins.
Informative Report No. 11 of theTI-2 Chemical Committee wasfirst submitted to APCA's SteeringCommittee and Technical Councilon April 30, 1969. It was processedin accordance with the 14 step pro-cedure outlined in the March 1963Journal and was finally approvedby APCA's Board of Directors onApril 20, 1970. In accordance withthe objectives of the Association asthey appear in Article XV, Section4 of the By-Laws, each technicalcoordinating committee has thetask of reviewing and amending itsstudies as often as necessary in thelight of technological changes.
In accordance with proceduresadopted by the APCA TechnicalCouncil and the Board of Directors,it is now published as representing"the best thinking of the Associa-tion."
Phthalic anhydride is a colorless crystal-line organic solid which on hydrolysis(addition of water) forms the aromatico-benzenedicarboxylic acid (phthalicacid). The anhydride is a principalcomponent today in the production ofmany resins and plasticizers and hasbeen manufactured in the United Statessince World War I. It is representa-tive of the growing multitude of com-mercial chemicals produced by thesynthetic organic chemical industryin this country, and typifies those in-termediate synthetic organics producedfor and used in the manufacture ofthe host of consumer products madepossible by the nation's chemical tech-nology. In the case of phthalic an-hydride, this is realized by its use inthe manufacture of paints, plastics,and synthetic resins.
ProductionPhthalic anhydride is or will be pro-
duced by twelve manufacturers at six-teen locations in the United States andone in Puerto Rico (Table I) in 1970.Combined capacity which was esti-mated at 650 million pounds per yearfor 19611 can reasonably be expected
Table I. Phthalic anhydride manufacturersand locations.
Manufacturer
Allied Chemical Corp.Allied Chemical Corp.Allied Chemical Corp.BASF Corp.
W. R. Grace & Co.(Hatco)
Koppers Company,Inc.
Koppers Company,Inc.
Monsanto Company
Monsanto Company
Chevron Chemical Co.(Oronite)
Hooker ChemicalCorp.
Reichhold Chemicals,Inc.
Reichhold Chemicals,Inc.
The Sherwin-WilliamsCo.
Stepan Chemical Co.Union Carbide Corp.United States Steel
Corp.
Location
El Segundo, Calif.Ironton, OhioPhiladelphia, Pa.So. Kearney, N. J.
(Announced for1970)
Fords, N. J.
Bridgeville, Pa.
Chicago, III.(Announced for1970)
Texas City, Texas(Announced for1970)
Gloucester Co.,N. J.
Richmond, Calif.
Puerto Rico
Elizabeth, N. J.
Chicago, III.(Announced for1970)
Chicago, III.
Millsdale, III.Institute, W. Va.Neville Island, Pa.
July 1970 Volume 20, No. 7 461
Dow
nloa
ded
by [8
8.85.2
52.17
8] at
04:37
07 Ju
ly 20
15
-
to be near one billion two hundredmillion pounds2 by 1970 when plannednew facilities come on line. Individualplant capacities will likely range from30 to 130 million pounds per year.More than 90% of the phthalic an-hydride being produced is used foralkyds and polyesters, and phthalateplasticizers.3
ManufacturePhthalic anhydride is produced by
the vapor phase oxidation of naphtha-lene or, more recently, o-xylene, cat-alytically with excess air in fixed orfluid bed converters. Stoichiometricconversion of the reactants with theoxygen from the air would be:
Evaporator
Naphthaleneor o-xylene/To vacuum
H2O Steam
SteamReactors
H,0
Steam
Coolers
XOff-gas
* system ^ConaenserV
Refinedphthalic
anhydrideid \lieidW
Phthalicanhydridecondensing
system
Jo flaking, baggingand bulk loading Residue
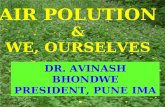
Figure 1. Basic steps in the fixed bed process for phthalic anhydridemanufacture.
naphthalene
C6H4(CH8)2o-xylene
4.5 O2 oxygen
C6H4 Ophthalic
anhydride
2CO2carbondioxide
3O2oxygen
C6H4 0phthalic
anhydride
2H2Owater
3H2Owater
The accompanying block diagramfor a fixed bed process (Figure 1) illus-trates the basic steps.
Naphthalene or o-xylene is pumpedfrom storage to an evaporator whereit is vaporized and mixed with preheatedair. The carefully controlled gas-vapormixture is fed into the catalytic con-verters (reactors) where the desiredpartial oxidation to phthalic anhydridetakes place. In the case of fluid bedprocessing, the feed stock and air aremixed in the converter itself. Underrather specific conditions of tempera-ture and contact time, optimum yieldsare achieved with minimum productionof unwanted by-products.4 The catalystwill be some form of vanadium pent-oxide with proprietary modifiers, sup-ported on various types of inert basessuitable for use in either the fixed orfluid bed systems. The oxidation isaccompanied with a substantial heatrelease which is used for the productionof process steam at the reactors. Addi-tional steam is also generated in thesubsequent gas coolers. The processvapors then pass from the coolers toa condensing system where crudephthalic anhydride product is separatedfrom the process air stream. It is thisprocess air leaving these condensersthat, by far, offers the greatest potentialfor an air pollution problem. A few"fixed bed" plants recover the crudeproduct by direct water scrubbing to
produce a crude phthalic acid slurry.No new plants during recent years havebeen built using this recovery approachbecause of the favorable economicsassociated with the new dry recovery(condensation) processes being mar-keted.
Crude molten product from dry re-covery is collected in storage tanks fromwhich it is fed after a heat-aging treat-ment to refining stills for purification.Refined product is stored molten fortank car or tank truck shipment, orfor flaking for sale in bags. Residueis dropped batchwise from the stillsfor solid waste disposal. Aside fromthe noted large volume process off-gas,smaller sources of emission include theraw material and product storage tankvents, crude product treater vents, jetexhausts on the vacuum refining stills,residue dumping, flaking and baggingexhausts, and material transfer to andfrom tank cars and trucks.
EmissionsThe process off-gas constitutes the
greatest potential for air pollution.I t consists of large volumes of air con-taminated with small quantities oforganic vapor and particulates and car-bon monoxide. Volumes will rangefrom less than 200 scf to over 500 scfper pound of product, with the fluid
bed process having the lower rates andfixed bed processes the higher rates.Gas emission temperatures from dryrecovery condensers will approximate120-140F. In the case of the wet re-covery methods, the exhaust is satu-rated with water vapor at 150-160F,resulting in the emission of a largewhite plume as the moisture condensesin the stack and ambient air.
Concentrations of organic contami-nants in the process exhaust are in theparts per million range. The rangesfor the major contaminants for theplants with dry recovery (productcondensers) prior to abatement are:
Contaminant*Phthalic anhydrideMaleic anhydrideNaphthoquinonebBenzoic acidAldehydes as CH2OCarbon monoxideCarbon dioxide
Concentra-tion ranges
ppm byvol.
40-200100-60010-305-40
10-1001000-10,0006000-50,000
a Reference (5) provides comprehensive
review of toxicity and physiological effectsdata on most of the foregoing compounds.b
Only present when naphthalene is thefeed stock.
These low concentrations of organicscan result in significant emission load-ings, e.g., a 100 million pound peryear dry recovery phthalic anhydrideplant will discharge from less than 300 toover 1200 lb/hr of organics dependingon the type process, condenser opera-tion, etc.
Wet recovery (product scrubbing)processes will have substantially lower
462 Journal of the Air Pollution Control Association
Dow
nloa
ded
by [8
8.85.2
52.17
8] at
04:37
07 Ju
ly 20
15
-
concentrations of phthalic and maleicanhydride, or acid equivalents, in theexhaust as a result of the absorptioninto the aqueous phase and conversionto the acid. This is particularly true forthe maleic anhydride, where the off-gasconcentration will be in the 10-30 ppmrange. Nevertheless, in an air pollutiondistrict where photochemically reactiveorganic gases are a problem and requirecontrol, it has been found necessary toinstall efficient control equipment toreduce the reactive compounds, e.g.aldehydes.
In addition some sulfur dioxide willbe present (50-200 ppm range) in theoff-gas exhausts when sulfur compoundsare inherent in the process feed.
The remaining emission points in thephthalic anhydride plant are typicalof most organic chemical processingoperations, and relative to the off-gasemission, are minor problems to control.These include:
1. Feed and product storage tanksfor naphthalene or o-xylene and crudeor refined phthalic anhydride. These,together with tank car or truck loadingand unloading, are subject to breathingand filling losses.
2. Process venting during refining.A significant source here is the treatervent, which may contain between10 and 20% of the amount of totalorganics that are in the process off-gases, on a weight per unit time basis.Other refining emission sources to con-sider are the jet exhaust from the vac-uum refining and residue stills, and thebatch dumping of still residues.
3. Flaking and bagging of the solid-ified phthalic anhydride can result inthe emission of phthalic anhydrideparticulates if not properly controlled.
4. Dowtherm A is frequently usedas a heat transfer medium in the refiningstills. Unless the manufacturer's rec-ommendations to maintain the tight-ness of this heating system are followed,small losses of this heavy material willcreate noticeable odors in the immediateplant vicinity.
Controls, GeneralAs with all industrial operations, the
extent to which any of the foregoing-emission sources require abatement,aside from industrial hygiene or eco-nomic considerations, depends onwhether individually or collectively theycan create an air pollution problem inthe locale of a specific plant. Ex-perience at several locations has shownthat when a phthalic anhydride planthas an air pollution problem, it is oneassociated with nuisance odors andlachrymatory emissions. However, inother locations, such as on the WestCoast, where extended periods of poorair shed ventilation exist the problemhas also been one of contribution of
organics to the build-up of excessiveambient air contaminants. This in-cludes photochemically reactive com-pounds, e.g., o-xylene and the aldehydes.Occasionally, when entrainment separa-tors are not cleaned as scheduled andare not functioning properly, participateemissions can also give rise to neighbor-hood complaints. The odor thresholdand eye irritation concentrations thathave been reported for known organicsin the off-gases from phthalic anhydridemanufacture are:
Component
Maleic anhydride6Formaldehyde5-7Phthalic anhydride5
Odor Eyethresh- irrita-old tion
ppm by volume0.3 0.23
-
Figure 2. Catalytic incinerators at Frankford Plant, Allied ChemicalCorporation.
catalytic with large heat-recuperativeexchangers for fuel economy. Chiefoperating difference is the temperaturerequired for satisfactory incineration ofthe contaminants. Catalytic incinera-tors, using platinum, platinum familyor platinum activated alumina on ametal ribbon mesh or ceramic base,operate at a preheat temperature of800-900F, while direct flame units willgenerally perform adequately at 1250-1350F in the combustion zone. Typi-cal catalytic and direct flame incinera-tors in use are shown in Figures 2 and 3,respectively.
Important design factors in the suc-cess of direct flame incinerators to effectsatisfactory combustion of the contam-inants, in addition to temperature, arethe residence times and turbulence ormixing of the gases in the incinerationchamber. Perhaps the Los AngelesAPCD more than any other controlagency, has had an influence on the de-sign parameters for off-gas direct flameincinerators in general through theirEngineering Division's review proce-dures and published reports9 on "after-burner" studies.
Experience with catalytic units hasnot always equalled the direct flameunits for performance, it is not uncom-mon to see reported catalytic efficienciesas low as 40-60% combustion of the con-taminants. Important considerationsin the success of these units are the pre-heat temperatures, catalyst type andquantity, space velocity of the processgases through the catalyst bed, and pro-tection of the catalyst from the pos-sibility of poisoning or deactivationthrough fouling. Today, the vendorsof either type will guarantee at least90% combustion of the organic con-taminants, effect an emission that will
create no odor or lachrymatory com-plaints, and will meet, where present, theregulations and rules of the regulatoryagency.
The installed cost of these incineratorsis high, ranging from about $100,000 toover $250,000 depending principally onthe type (catalytic or direct flame),capacity, temperature, and amount ofheat recovery provided.
Fuel requirements for a direct flameunit operating at 1250F will range fromless than 5000 Btu per 1000 scf to over15,000, depending on the heat recoverysystem offered by the vendor. Cata-lytic units provided generally, by virtueof their lower temperature requirements,operate at or below the lower end of therange. They have been offered and/oroperated in the range of from less than2500 Btu per 1000 scf to over 7000.
Selection of the mode of incinerationmust necessarily be an economic com-parison between what is being offeredfor direct flame and catalytic incinera-tion, their respective operating costs,and the capability of each unit to main-tain effectively the performance of theguarantee for extended periods. Es-sentially, the choice evolves aroundbalancing the cost of heat recoveryequipment available against the costs(purchase, reactivation, or replacement)for the catalysts available. Some ad-ditional discussion on this matter hasbeen reported elsewhere.10 An interest-ing option that the catalytic vendorshave recently initiated, and which willwarrant consideration in any decisionon selection, is catalyst rental with aservice plan. These generally will pro-vide for the annual rental of the catalystfor a service life of from three to fouryears, operation at temperatures, overthe service life, of from 800 to 900F and
guarantees for 90% combustion of all orany combustibles during the life-time.Service includes reactivation or replace-ment should the activity fall below avalue at or near the guarantee. Thevalue of these plans is the substantialreduction in capital requirements, forexample the capital investment can bereduced as much as 20-25% by rentingrather than purchasing the catalyst.
It has been suggested that by recy-cling a portion of the off-gases back toprocess a substantial reduction in sizeand investment for control equipmentwould be realized. This scheme wouldonly have possibilities for the fixed bedphthalic anhydride plants inasmuch asthe fluid bed units operate at or near thelower concentrations of oxygen permis-sible in the off-gases to effect designefficiencies for conversion to phthalicanhydride. It might be possible toreduce the off-gases from a fixed bedplant by as much as 50%, however, theauthor is unaware of any published workon this scheme. Pilot work would berequired to evaluate the effect of thecontaminants in the recycle gases oncatalyst life and product yields.
Residual Emissions ControlConservation vents are in general use
to minimize breathing losses from theo-xylene storage and feed tanks. Thesebreather valves are set to open between4 and 6 in. W. C. (7.5-11 mm Hg) pres-sure. O-xylene, being stored at ambienttemperatures, will have a normal vaporpressure range of from less than 1 mm tomore than 10 mm Hg. As a safety fea-ture, the breathing of these tanks willsometimes include the use of a manifoldinert gas system and flame arrestors.The inert gas, under a slight pressure,enters the vapor space of the tanks asthey are drawn down, rather than per-mitting entrance of ambient air whichcan result in an explosive mixture.
Conservation vents do not protectagainst filling losses resulting from thedisplacement of vapors when the tanksare being filled; however, the vaporpressure of o-xylene is low enough sothat these periodic losses have not beenconsidered significant. For example,the maximum displacement loss result-ing from the receipt of 10,000 gallons ofo-xylene would be of the order of 4-5 lbQ/2 gal) over the pumping period. LosAngeles, which has found it necessary tominimize total hydrocarbon emissionsinto the ambient air shed and has con-cerned itself with regulating vapor lossesfrom the storage of "petroleum distil-lates" by adopting Rule 56, has specifiedthat only those vessels in excess of40,000-gal capacity containing a dis-tillate having a vapor pressure of atleast 1.5 psia (77.6 mm Hg) requirecomprehensive vapor loss control sys-tems such as floating roofs or vapor re-covery systems.
464 Journal of the Air Pollution Control Association
Dow
nloa
ded
by [8
8.85.2
52.17
8] at
04:37
07 Ju
ly 20
15
-
When naphthalene is the feed stock,storage is in heated, insulated tanksmaintained between 185 and 212F, theresulting vapor pressure is from 10 to 20mm Hg. Most locations have foundthat open venting of the naphthalenetanks does not release sufficient vaporsto create a detectable neighborhood odor,the reported7 odor threshold for naph-thalene being something less than 25ppm (vol) as compared to o-xylene at0.17ppm(vol).u
Crude and refined phthalic anhydridestorage tanks are maintained at 300-320F. At these temperatures the vaporpressure is 17-25 mm Hg. As in thecase of naphthalene, most locationsstore the molten phthalic anhydride intanks with atmospheric vents. The useof conservation vents is restricted dueto the need to prevent the vents frombecoming plugged with solidifyingphthalic or naphthalene vapors. Somelocations vent the crude phthalic stor-age tanks into the off-gas header, thusproviding control with the incinerator.
The heat treater for the crude phthalicanhydride is vented directly to theatmosphere at some locations withoutcreating a problem. For other installa-tions, however, this has not been ade-quate and the heated vent from thetreater emits vapors that, on solidifica-tion in the ambient air, result in a verynoticeable plume of the anhydride.The great tendencj- for the anhydridevapors to solidify and build up in ductwork makes it difficult and expensive tosimply vent to the off-gas incinerator(if available). As required, these in-stallations have resorted to the use ofentrainment separators, condensers, andscrubbers to minimize the anhydrideemission. The scrubbers create anacidic water disposal problem, thoughof much smaller magnitude than that re-sulting from scrubbing the off-gases.With neutralization some locations havehad this waste accepted for treatment inmunicipal waste treatment plants hav-ing secondary facilities.
Due to its high boiling point (543 F)and heat sensitivity, phthalic anhydrideis distilled in the refining and residuestills under vacuum. The vacuumsteam jets, located after the product andvent condensers, have barometric con-densers which, while condensing thesteam, absorb the minor or traceamounts of phthalic anhydride vaporsremaining in the exhaust. The result-ing weak acid solution, with neutraliza-tion, is generally not difficult to handleas an effluent. In the wet recovery pro-cesses, these jet exhausts can be directed,without barometric condensers, backinto the product saturators which serveas a vacuum seal pot and condenser.
The batch dumping of the phthalicanhydride residue from the stills can bea source of fumes in the immediatevicinity of the operation. In view of
Figure 3. Direct flame incinerator at Frankford Plant, Allied ChemicalCorporation.
concern for good industrial hygienepractice, this emission is generally con-trolled by the use of ventilation hoodsor fine water sprays over the containersused for residue disposal. These con-tainers may be a dumpster or a similarsteel unit which is held under the hoodor sprays until a residue crust hassolidified over the surface and fuminghas abated. The hood is ventilated bypositive draft, usually into a cyclonedust collector for recovery of crudephthalic and/or to a water scrubber forabsorption and disposal.
The last potential process emission ofsignificance is the phthalic anhydridedust collected by the ventilation systemaround the bagging operation forflaked product. This is ducted to acyclone for recovery of product and thecleaned exhaust presents no problem.
Finally, one source of odors occa-sionally detectable in the immediatevicinity and associated with phthalicanhydride manufacture, is the use of aheat transfer medium such as Dowthenn.Dowtherm A, which is an eutectic mix-ture of diphenyl oxide and diphenyl, hasa very noticeable odor that has beendescribed as that of rose-geranium.Diphenyl oxide (ether), of which Dow-therm A is 73.5%, has a reported12 odorthreshold of between 0.01 and 0.001 ppm(vol); it is used for perfuming soaps.In view of the safety hazard andeconomic loss of permitting Dowthermto escape its closed system, close con-trol and maintenance is generally prac-ticed and hence neighborhood odorcomplaints are rare. Its very low odorthreshold is used to advantage as a leakdetector by the plants. The manufac-turer recommends13 a maximum concen-
tration for industrial hygiene purposes of1 ppm (by vol).
References1. Anon., "Phthalic anhydride," Chem.
Week, 87 (24), 85 (Dec. 10, 1960).2. Anon., "Phthalic keeps on evolving,"
Chem. Eng., 76 (15), 54 (July 14, 1969).3. Anon., "Phthalic anhydride future
on the upswing," Chem. Eng., 74 (1),24 (Jan. 2, 1967).
4. Sherwood, P. W., Ind. Chemist, 35,447-450 (Sept. 1959); 35, 492 (Oct.1959); 36, 21 (Jan. 1960).
5. Fassett, D. W., Industrial Hygieneand Toxicology, Patty, F. A., ed.,Interscience Publishers Inc., NewYork, 1963. pp. 1822, 1970-1971.
6. Grigor'eva, K. V., "On the problemof air pollution by maleic anhydride,"Gigiena i. Sanit., 29, 8 (Mar. 1964).
7. Leonardas, G., Kendall, D., andBarnard, N., "Odor threshold de-terminations of 53 odorant chemi-cals," J. Air Poll. Control Assoc,19, 91 (Feb. 1969).
8. Anon., "Standard Methods for Exam-ination of Water and Waste Water."APHA, New York, 1965.
9. Mills, J. L. Hammond, W. F., andAdrian, R. C , "Design of afterburn-ers for varnish cookers," / . AirPoll. Control Assoc, 10, 161 (Apr.1960).
10. Decker, L. D., "Odor Control byIncineration," Proc. Mid-AtlanticStates Sect. APCA, Semi-AnnualTech. Conference, Nov. 1965. pp.49-65.
11. Anon., "Manual on Disposal of In-dustrial Wastes. Vol. II. WasteGases and Particulate Matter," Amer-ican Petroleum Institute, New York,1963. p. 20.
12. Adams, E. M., "Air Pollution Abate-ment Manual, Chapter 5," Gosline,C. A., ed., Manufacturing Chemists'Assoc, Inc., Washington, D. C ,1951. p. 24.
13. Anon., "Dowtherm Heat TransferFluids," The Dow Chemical Co.,1967. p. 27.
July 1970 Volume 20, No. 7 465
Dow
nloa
ded
by [8
8.85.2
52.17
8] at
04:37
07 Ju
ly 20
15