AIMCAL Europe 2012 Web Handling Conference … for Selecting the Best Winding Process for Your...
50
Guidelines for Selecting the Best Winding Process for Your Products R. Duane Smith Product Manager – Specialty Winding Davis-Standard, LLC AIMCAL Europe 2012 Web Handling Conference Prague, Czech Republic
Transcript of AIMCAL Europe 2012 Web Handling Conference … for Selecting the Best Winding Process for Your...

Guidelines for Selecting the Best Winding Process for
Your Products R. Duane Smith Product Manager – Specialty Winding Davis-Standard, LLC
AIMCAL Europe 2012 Web Handling Conference Prague, Czech Republic

There is a lot of Science that goes into Winding
The Winding Principles are well established and have been proven and
modeled at the Web Handling Research Center at OSU*
*Oklahoma State University, Stillwater, Oklahoma, USA

This presentation will discuss: • These Winding Principles • How they are used on different types of
winders. • Present the Product Parameters that each
type of winder is best suited for.
Goal of the Presentation- To assist you in determining the best type of winder to use for consistently producing quality, defect free rolls of your web material

Roll Hardness The Critical Factor in Determining the Difference Between A Good Roll & A Bad Roll Secret to building a Good Structure • Build a good solid foundation. • Then wind with progressively
softer roll hardness

Proven Fact: As Roll Winds - Inwound Tension Or Residual
Stresses Build Up Inside The Roll If Stresses Become Greater As Roll Winds Larger -
Inner Wraps Towards The Core Will Loosen & May Even Go Into Compression
This Causes Rolls To Contain Defects Such As Telescoping, Buckling &/or Starring
ROLL HARDNESS MUST BE PROFILED TO PREVENT THIS!

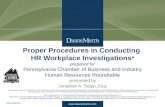
Roll Hardness Profiles
0
20
40
60
80
100
120
Har
dnes
s Ta
per
Diameter
Roll Hardness vs. Diameter
Ideal Hardness TaperMaximum Hardness TaperMinimum Hardness Taper
Core Full Roll

Suggestion on how to remember the Winding Roll Hardness Principles
The Three Winding Principles used for consistently Winding Dynamite Rolls are:
T.N.T.

T.N.T. Winding Principles : Tension - The WINDING WEB
Tension Nip - The NIP of the Pressure
Roll or Drum Torque - The TORQUE from the
Center Drive or Torque Drum

Winding Principles verses Material Characteristics Low Modulus (Stretchy) Materials- Tension is the dominant principle High Modulus (Stiff) Materials- Nip and Torque are the dominant principles.

How much Tension should you use? Web Tension Guidelines published in AIMCAL’s Converting Quarterly Page 58, Issue 2011, Quarter 3

Extensible Films- Web Tension is Dominate Winding Principle
How To Determine the Maximum amount of Tension
to Wind Film Webs at ????

Maximum Allowable Tension –Empirical data has shown that a
tensile stress of 1.5% of the elastic modulus, or Modulus of Elasticity, can be applied without inducing significant permanent stresses in film webs.

Modulus of Elasticity Some typical secant moduli are: •Flexible PVC 350- 560 kg/cm2 (5-8 kpsi) •LDPE 1,000-1,800 kg/cm2 (15-25 kpsi) •LLDPE 2,000-2,800 kg/cm2 (29-40 kpsi) •HDPE 5,600- 9,100 kg/cm2 (80-130 kpsi) •BOPP 7,700- 24,000 kg/cm2 (110-350 kpsi) •PET 14,000- 38,000 kg/cm2 (200-550 kpsi)

Maximum Allowable Tension Example: Maximum Tension of 50 micron (.05mm) LDPE Assume a modulus of 1,400 kg/cm2 (LDPE) 1.5% of 1,400 is .015 x 1,400 or 21 kg/cm2 For a 1500mm wide x .05mm thick web 1500mm x .05mm x .21 kg/mm2 = 15 kg Max. Tension.
Try to keep web at or below this tension during
processing

Tension Principles of Winding
Taper Tension –Reduce the tension smoothly as
the roll diameter increases •0 - 50% taper, 25% common
–Taper Tension reduces roll defects such as - Telescoping, Buckling and Starring

NIP Principle of TNT Winding
Nip of Winding Rolls : • Removes the boundary layer of air following
the Web. • Adds Inwound Tension - The higher the nip,
the harder the rolls. Challenge is to have sufficient nip to Wind
hard & straight rolls without winding in too much inwound tension to prevent blocking and deforming the web over caliper bands.

NIP Principle of TNT Winding
• Nip must be applied where web enters the winding roll.
• The winding roll’s & lay-on roll’s weight and web tension should not affect the Nip loading.

NIP Principle of TNT Winding • Nip Load should be
tapered as roll winds to prevent starring and telescoping.
• However, larger winding roll’s dia. drags more air and produces a larger footprint for Tapered Loading Pressure with a constant loading force.

Gap Winding Air sometimes wants to be wound into the
winding roll of material to: • Prevent blocking problems • Prevent deforming the web that is
wound too tightly over gauge bands Lay-on Roll should follow the Winding
Roll’s Surface with a Small Controlled Gap – Directs the web squarely into the winding roll.

TORQUE Principle of TNT Winding
• Torque cinches the inner layers while winding • Torque produces Web Tension when Center Winding • Torque Independent from Web Tension when C/S Winding

TORQUE Principle of TNT Winding Typically, the winding tension starts at 25-50% greater than the incoming web tension and then this winding tension is tapered as the roll builds in diameter to a value at or even less than the incoming web tension.

Basic types Winding Processes –Center Winding –Surface Winding –Combination Center/Surface
Winding EACH TYPE USES ONE OR
MORE OF THE T.N.T. PRINCIPLES TO BUILD ROLL HARDNESS

Center Type Winder
Tension & Nip are Dominant Winding Principles

Center Winders Gap Winding - Use web Tension only.
(Web tension provided by spindle torque)
Contact Winding - Use web Tension and Nip To control roll hardness
Advantages - Can build softer rolls. Quick indexing, fast cycle times.
Disadvantages - Limited maximum roll dia. due to torque applied thru layers.
Higher probability of scrap during roll changes.

Center Winders • Best for Winding Small Diameter Rolls • Best for Winding Soft Rolls i.e. Films with Gauge Bands
• Good Control of Inwound Tension • Easily Provides Dual Direction
Winding • Can Provide Adhesiveless Transfers

Turret Center Winders

Drum Surface Winders

Drum Surface Winders Winding Elastic Materials -
Web Tension is dominant winding principle. Winding Inelastic Materials -
Nip is dominant winding principle. Advantage - Web Tension is not supplied from
torque applied thru the roll. Disadvantage - Can not wind air into roll to
minimize gauge bands and roll blocking.

Drum Surface Winders • Best for Winding Very Large Dia. Rolls • Best for Winding Hard Rolls i.e. Protective Films
• Best Utilization of Space and Horsepower • Minimum Waste During Transfers • Less Expensive
– Less Equipment – Single and Smaller Winding Drive

Drum Surface Winders + In-line slitting with little waste + Thread up is simple and accessible + Winding of Large Dia. Rolls of Non-Extensible webs − Tension is not controlled through the wound layers
(tension is only known prior to the drum) − Typically single direction winding only − Requires tape or glue on core for auto. transfers − No gap winding available

Drum Surface Winders

Center/Surface Type Winder
Web Tension Independent Winding Principle from Winding Torque

Center/Surface Winders Can use all three TNT principles -
Tension, which is used for slitting and spreading, controlled by Surface Drive.
Nip is controlled by the lay-on roll loading. Torque from spindle drive controls roll hardness
independent from web Tension. Advantages - Can wind with best control of inwound
tension and improve the ability to produce shippable quality slit rolls off the production winder.
Disadvantages- More costly and complex.

Center/Surface Winders • Best for winding w/ optimum roll quality • Best for winding high slippery webs • Best for slitting and winding to larger
rewind diameters • Best for ability to significantly taper in-
wound tension without affecting the width of extensible webs
• Able to supply in-wound tension without stretching the web over caliper bands

Tech Tip- When to Use Center/Surface Winders
For Information on how to get a copy of any of my Tech Tips or Technical Papers - Please give me your card with Email address

Guide for Selecting the Best Winding Process for Your Products
Suggested Winding Process
1 – Center Winding Process
2 – Surface Winding Process
3 – Combination Center / Surface Winding Process
Material Characteristics Suggested Winding Process
Thin Webs processed at High Speeds 1
Thick Webs wound to Large Diameters 2, 3
Extensible “stretchy” Webs - Large Dia. 2
Non-Extensible Webs - Thin, Small Dia. 1
High Coefficient “Sticky” Materials 1
Low Coefficient “Slippery” Materials 3
Inline Slitting in Multiple Webs 3

Guide helps to determine the best type of winding process. Yet determining the
proportional amount of the T.N.T. Winding Principles for different types of web
materials Is still considered an ART

Setting And Programming Of Tension, Nip & Torque Will Vary Depending On: • Type & Design of Winder • Type of Web Material • Width of Rolls Being Wound • Speed of Winding Operation Different Web Products and Different
Applications Dictate Desired Roll Hardness HARDNESS PROFILE MUST BE REPRODUCED CONSISTENTLY

Roll Hardness Measuring Devices Need To Be Available To Winder Operators • RHOMETER & SCHMIDT HAMMER -
Measures Hardness Across Outer Surface • PAROtester & TAPIO RQP (Roll Quality Profiler)-
Measures Hardness Across Outer Surface • SMITH NEEDLE - Measures Hardness from Core
to Full Roll • RDF Curve (Microprocessor Control System) -
Measures Roll Density During Winding

RHOMETER

SCHMIDT HAMMER

PAROtester

PAROtester

TAPIO RQP (Roll Quality Profiler)

TAPIO RQP (Roll Quality Profiler)

SMITH NEEDLE

AccuWind Roll Density Curves

For Contact Information on these Roll Hardness Measuring Devices: • RHOMETER • SCHMIDT HAMMER • PAROtester • TAPIO RQP • SMITH NEEDLE Please give me your card with Email address

Guidelines for Selecting the Best Winding Process for Your Products
Questions ????