
Estruturas Isostatica by Franks Fonseca Aluno Engº Civil CEULP-ULBRA.pdf

2º Caderno 1
www.aim.pt [email protected]
2º Caderno 2
INOVAÇÃO NA CONSTRUÇÃO NAVAL EM MADEIRA E SEUS COMPÓSITOS
2º CADERNO - NOVAS TECNOLOGIAS E
BOAS PRÁTICAS NOS ESTALEIROS NAVAIS NOTA DE ACTUALIZAÇÃO
Já na recente divulgação do 1º Caderno fizemos referência à publicação em curso de normas harmonizadas da série ISO 12215, aplicáveis a embarcações abaixo dos 24m (com ênfase nas embarcações de recreio), e à sua utilidade para o projecto e construção de embarcações com cascos em contraplacado e/ou moldados a frio. Sobre esse assunto remetemo-nos para o que então foi dito.
Aqui chamamos a atenção para o fato de a primeira versão deste Caderno, em suporte de papel, conter como apêndice um CD, que não seria prático aqui incluir. Pode, no entanto, ser solicitado à Associação das Indústrias Marítimas. Para ajuizar do seu interesse, a seguir indicamos os trabalhos nele contidos:
Nº Autor Título 1 RINAVE Software de cálculos de projecto de
embarcações de madeira 2 Engª Luísa Matias,
RINAVE Power-point sobre directivas e normas de embarcações de recreio
3 Engº J. António dos Santos, INETI
Investigação sobre utilização de contraplacados em construção naval
4 Sr. Mário Figueiredo, RÉPLICA FIEL
Novas tecnologias de construção naval em madeira
5 QTEL – Qualidade total e logística
Software de gestão de sistemas de qualidade, ambiente e segurança, Qualiteasy
Óscar Mota Setembro de 2006

2º Caderno 3
PREÂMBULO No preâmbulo do 1º Caderno expusemos as razões e objectivos deste trabalho.
Daremos aqui uma explicação mais sucinta, limitando-nos ao indispensável para compreender o que se pretende, o que já se apresentou no 1º Caderno e o que neste vamos expor.
O longo declínio da construção naval tradicional em madeira deve-se em primeiro lugar à vulgarização da construção em plástico reforçado e em liga de alumínio, e à retracção do mercado tradicional de embarcações de pesca, mas resulta também da estagnação tecnológica e comercial.
O projecto ICOM – Inovação na Construção Naval em Madeira, é uma Parceria de Iniciativa Pública entre a Direcção Geral de Empresas e a Associação das Indústrias Marítimas, que pretende contribuir para a renovação tecnológica da indústria, através da publicação de regras modernas de construção (a cargo da Rinave – Registro Internacional naval) e da divulgação de técnicas de construção com lamelados-colados, contraplacados e largo uso de colas epóxidas.
É a esta publicitação que os presentes volumes se destinam, juntamente com alguns seminários e acções directas junto de estaleiros navais.
Tornou-se claro, no decurso dos contactos e investigações efectuadas, ser fundamental uma renovação de mercados e a aplicação de esforços e técnicas de marketing para atingir segmentos emergentes em Portugal e no estrangeiro: actividade marítimo-turística, réplicas e embarcações de recreio. Tal sai fora do âmbito do projecto ICOM, mas as tecnologias e boas práticas aqui defendidas, incluindo as de qualidade e ambientais, são condições preliminares necessárias para o sucesso.
Perdoe-se-nos repetir aqui as vantagens das novas tecnologias de construção, já citadas no 1º Caderno:
o Diminuição do peso dos cascos (inferior a metade do actual, nas embarcações de pesca);
2º Caderno 4
o Redução do desperdício, pelo uso em larga escala de contraplacados marítimos e perfis fabricados (lamelados);
o Grande oportunidade de melhorar na prática a tecnologia dos estaleiros de madeira e atrair pessoal mais jovem;
o Aumento da competitividade dos estaleiros de madeira;
o Abertura aos mercados emergentes do recreio e do turismo.
Encarando agora as vantagens sob a óptica ambiental:
o A montante: grande diminuição de energia na preparação das matérias-primas (quando comparadas com o aço, alumínio ou plásticos); acresce que a madeira é um recurso renovável;
o Durante a construção: não só o peso em obra é menor como o desperdício é também muito reduzido (a construção tradicional é obrigada a desaproveitar cerca de 2/3 da madeira adquirida);
o A jusante: como o peso do casco é da ordem de grandeza dos construídos em alumínio e em polímeros reforçado com fibras (PRF), e muito inferior ao das construções em madeira tradicional ou em aço, no conjunto resultam potências propulsoras e consumos de combustível sensivelmente menores.
No primeiro destes dois pequenos volumes procurámos rever e actualizar os conceitos da madeira como material de engenharia naval, com ênfase na revolução verificada na normalização – hoje mais do que nunca factor da maior relevância no projecto de estruturas; é um volume destinado principalmente a dar a conhecer aos técnicos, em termos actualizados, o essencial sobre o material básico de trabalho, a madeira.
Neste 2º Caderno apresentamos:
o Na sua parte principal, alguns conhecimentos teóricos e práticos sobre as embarcações e tecnologias de construção novas entre nós; concluímos apontando os caminhos do futuro, segundo a nossa visão;

2º Caderno 5
o Em anexo desenvolvemos algumas boas regras a respeitar nos estaleiros navais, respeitantes sobretudo a qualidade, ambiente e segurança, mas tendo muito a ver com a produtividade;
o Juntamos ainda um CD1, o que nos permite:
Apresentar um valioso software de cálculos de projecto, preparado pela Rinave e que facilita a utilização das suas recentes regras sobre a construção de embarcações de madeira;
Incluir uma extensa e muito completa apresentação em power-point sobre as directivas e a normalização das embarcações de recreio, elaborada pela Engª Luísa Matias, da Rinave;
Publicitar um trabalho do Engº José António dos Santos, investigador do INETI, sobre as condições a impor (comportamento mecânico, estética e durabilidade) para o uso de contraplacados em construção naval.
Acrescentar uma exposição do Sr. Mário Figueiredo sobre as novas tecnologias da madeira, muito prático e com interessantes fotografias;
Concluir com uma apresentação de um software de gestão dos sistemas da qualidade, ambiente e segurança – o Qualiteasy -, cuja utilização pelos pequenos estaleiros será praticamente isento de custos, devido a um contrato celebrado, no âmbito do ICOM, entre a empresa que desenvolveu o sistema, a ICTA, e a Associação das Indústrias Marítimas.
Óscar Mota
Setembro de 2004
1 Não apresentado nesta versão electrónica; ver Nota de Actualização
2º Caderno 6
ÍNDICE
Título Página
PREÂMBULO 1 Índice 5
Cap. 1 PREPARAÇÃO DA MADEIRA 6 1.1 Espécies utilizadas 6 1.2 Fichas da madeira 8 1.3 A sabedoria antiga 8
Cap. 2 UTILIZAÇÃO DAS COLAS 14 2.1 Vantagens e diversidade de aplicações 14 2.2 Colas mais usadas 15 2.3 Tipos de colagem e resistência 29 2.4 As ligações 35 2.5 Ligações com parafusos e cola epóxida 42
Cap. 3 PROJECTOS E TIPOS DE CASCO 47 3.1 Introdução 47 3.2 Construção tradicional 48 3.3 Construção moderna 49
Cap. 4 QUALIDADE, AMBIENTE E SEGURANÇA 57 4.1 Introdução 57 4.2 Sistema de gestão integrada 58
Cap. 5 OS CAMINHOS DO FUTURO 64 5.1 Alguns testemunhos e práticas 64 5.2 A tecnologia 65 5.3 O mercado e os esforços conjuntos 69 5.4 Algumas propostas 70 5.5 Considerações finais 73
REFERÊNCIAS 74 Anexo BOAS PRÁTICAS - Índice 80

2º Caderno 7
CAPÍTULO 1
PREPARAÇÃO DA MADEIRA
1.1. Espécies utilizadas
O número total de pequenos estaleiros que fazem a construção ou reparação de cascos de madeira é de cerca de 25, segundo o anuário de 2001 da Associação das Indústrias Marítimas.
Fizemos um inquérito a 18 desses estaleiros para averiguar quais as espécies de madeiras utilizadas e obtivemos 9 respostas, nem todas completas quanto às quantidades de madeira utilizada anualmente, o que não admira2.
Resumimos as respostas no Tabela 1.1, em que os números entre parêntesis indicam: o Na 2ª coluna o número de respostas ao questionário; o Na 3ª coluna o número de respostas em que o valor do consumo era
indicado. 2 Mesmo estaleiros de maior dimensão, que utilizam fundamentalmente o aço como matéria prima, têm bastante dificuldade em calcular as quantidades de aço utilizadas anualmente, por duas razões principais: o As construções são, em termos de produção, unidades singulares, podendo
o aço adquirido (sob o ponto de vista contabilístico) num determinado ano ser quase todo utilizado no ano seguinte, em que poucas ou nenhumas aquisições se fazem; o aço que sobra de algumas construções é frequentemente utilizado noutras ou em reparações, tornando complexa a assignação eficaz de materiais às obras;
o Não só a contabilidade geral, como a própria contabilidade analítica respondem mal a este tipo de perguntas (quanto se gasta anualmente de uma determinada matéria prima); nos grandes estaleiros é possível (mas não certo) que os sistemas mais complexos de gestão que estão a ser implantados venham a dar resposta, mas deve notar-se que esta terá de ser dada em várias cambiantes: aço encomendado, aço que deu entrada em armazém, aço efectivamente pago, aço reservado para as obras e aço trabalhado.
2º Caderno 8
Espé
cie
Nº
esta
leir
os
Cons
umo
méd
io/a
no
Com
pram
a
prod
utor
Com
pram
a
impo
rtad
or
Com
pram
a
arm
azen
ista
Pinheiro bravo 9 (em 9) 37 t (em 6) 9 1 Pinheiro manso 7 (em 9) 24 t (em 3) 7 Carvalho 5 (em 9) 33 t (em 3) 4 2 Eucalipto 2 (em 9) 11 t (em 2) 1 1 Casquinha 3 (em 9) 3 t (em 2) 2 1 Câmbala 7 (em 9) 38 t (em 5) 4 3 Teca 1 (em 9) 1 Contraplacado 9 (em 9) 740 m2 (em 7) 9 Lamelado-colado 2 (em 9) 2 Diversos 2 (em 9) 2
Tabela 1.1 - Madeira consumida anualmente nos estaleiros navais (inquérito realizado em 2002)
Verificamos que o pinheiro bravo, o carvalho (com uma surpreendente posição) e a câmbala são as madeiras mais utilizadas; segue-se o pinheiro manso. Por observação directa sabemos que o consumo de madeiras exóticas tem vindo a aumentar (pelo menos em termos relativos) nos últimos anos3.
Serão estes os tipos e espécies de madeira, aos quais juntamos o eucalipto (que tem uma presença já interessante, mas que poderá aumentar), cujas excelentes características mecânicas vimos já no Capítulo 5 do 1º Caderno.
3 Entre as respostas recebidas, relevamos alguns comentários que consideramos fiáveis e entre eles desabafos: o É difícil adquirir pinheiros sem sangria, o que lhes baixa a qualidade; o A diferença entre preços no armazenista e no importador é muito grande,
mas o último não garante datas de entrega; o A madeira de carvalho adequada vai rareando, sendo já necessário
recorrer a madeira lamelada-colada.

2º Caderno 9
De assinalar também o uso do contraplacado, em interiores e casotas4.
1.2. Fichas das madeiras
Como índice de um certo retardo tecnológico nas aquisições, notemos que nenhum importador ou armazenista (já nem falamos dos produtores) fornece fichas das madeiras vendidas; na melhor das hipóteses essas fichas poder-se-ão procurar na internet, mas com diversas incorrecções.
Os estaleiros deveriam exigir o fornecimento de fichas elaboradas de acordo com a norma à ISO 12215:2002, parte 3, obrigatória para embarcações de recreio:
o A designação botânica e a designação comercial da madeira;
o A densidade média para um determinado teor de água;
o As características mecânicas médias, de acordo com as normas nacionais ou internacionais apropriadas;
o As condições de humidade da madeira na entrega.
Os bons armazenistas não têm dificuldades de maior em fornecer estas indicações, caso lhes sejam solicitadas.
1.3. A sabedoria antiga
O sistema clássico de escolha das árvores e precauções quanto ao corte, praticamente caíram em desuso; já quanto ao armazenamento, uma boa parte das antigas precauções mantêm-se válidas, se bem que frequentemente desrespeitadas.
4 Embora o contraplacado vendido para os estaleiros seja apodado de marítimo, não o é de facto, pois para isso teria de ser testado, como já dissemos no cap. 3 do 2º Caderno, de acordo com norma BS 1088-1:2003 "Marine plywood – Part 1: Requirements" e a BS 1088-2:2003 "Marine plywood – Part 2: Determination of bonding quality using the knife test".
2º Caderno 10
Mas mais que não seja como homenagem aos antigos construtores e madeireiros, não deixaremos de apresentar algumas boas práticas. Eis o que seleccionámos:
o Da Refª 8, Vol. II de Estanislau de Barros, dois excertos:
- Sobre a época de corte
"Nas zonas temperadas, como a nossa, procede-se ao corte das árvores depois da queda das folhas, isto é, no começo do inverno, e a experiência de muitíssimos anos tem provado a superioridade das madeiras tiradas de árvores abatidas nessa época."
- Sobre o uso dos sentidos na escolha
"Observando atentamente a superfície exterior de um tronco de onde vai ser tirada a madeira, sondando os nós e as cicatrizes de antigas feridas, devemos rejeitar sempre a madeira que esteja atacada de caria, que tenha fendas bastante profundas ou fibras muito torcidas; e havendo nós que não sejam muito profundos, tiramos a parte viciada e substitui-se por um pedaço de madeira dura, molhada em alcatrão e introduzida a maço no lugar do nó. As qualidades da madeira conhecem-se:
Pelo cheiro característico de cada espécie de madeira, principalmente quando verde. Na madeira seca activa-se esse cheiro molhando-a e lascando-a com uma enxó. O cheiro a bafio é indício de um princípio de fermentação da seiva e diz-se que a madeira está requentada.
Pelo som,
Pela cor, que se observa na secção transversal de um tronco e que deve ser quase uniforme entre o sâmago5 e a medula. Se a cor muda bruscamente do coração6 para o sâmago, é sinal que a árvore sofreu alguma doença que lhe alterou a resistência dos tecidos.
5 Ou borne ou alburno. 6 Ou cerne.
2º Caderno 11
Pela elasticidade das aparas de madeira. Se dessas aparas se destacam as fibras sem se partirem é porque a madeira é suficientemente elástica e tenaz."
- Sobre a conservação das madeiras
"Para conservar as madeiras antes de as empregar nas construções, convém extrair-lhes a casca, porque, além de ser um abrigo para as larvas que vão corroendo o tecido lenhoso, ela provoca, em contacto com o sâmago e sob a influência das variações de calor e humidade,o seu apodrecimento. A presença da seiva na madeira provoca o seu apodrecimento.
É curioso comparar com as indicações da Refª "Des bois propres au service des Arsenaux de la marine et de la Guerre, ou Dévéloppement et Rapprochement des Lois, Règlements et Instructions concernant la Recherche, le Martelage et l'Exploitation des Arbres propres aux Constructions Navales, de l'Artillerie, etc.", destinada ao uso de "MM les Agents forestiers, de la Marine, de l'Artillerie et des Equipages militaires, ainsi que des Adjudicataires et Propriétaires de Bois et des Fournisseurs des Arsenaux de ces différens services". É uma obra extraordinária, de 1813, onde à surpresa de encontrar uma avançadíssima legislação francesa, se soma a admiração que nos provocam a experiência prática e espírito científico do autor P.E. Herbin de Halle. O livro acaba com vários ábacos para o dimensionamento das estruturas principais dos navios, que incluem conselhos sobre a madeira a utilizar e identificação de curvas nas árvores. Mas para além desta anotação, interessa-nos aqui referir apenas as indicações sobre a época de abate das árvores (a tradução é nossa):
"Segundo as ordenanças, é proibido o abate das árvores enquanto "estão em seiva" (sont en seive). A altura habitual para o abate das árvores da marinha é entre a lua cheia e a lua nova, entre o primeiro de Novembro e o quinze de Março, embora a ordenança de 1699 e o caderno de encargos tenham fixado o tempo de abate nas florestas desde o primeiro de Outubro até ao quinze de Abril. Mas para além disso, é ao Senhores conservadores e, na sua falta, aos Senhores agentes florestais locais que compete a escolha da melhor época, considerando se os invernos demasiado longos terão impedido a seiva de avançar, ou se o rigor da estação não terá permitido o abate, mas tendo em atenção que deverão providenciar para que os abates sejam concluídos o mais tardar até quinze de Abril."
2º Caderno 12
Nas considerações que no livro se seguem, são incluídos conselhos ao "agentes da marinha que devem percorrer continuamente as florestas", que incluem o modo de fazer pedagogia junto dos lenhadores, adjudicatários e proprietários.
Interrompamos e simplifiquemos em termos de boas práticas:
1. Sobre a época de corte – O corte das árvores deve ser feito depois da queda das folhas, isto é, no começo do inverno; o período pode, certamente, ser prolongado até Janeiro e Fevereiro.
2. Sobre a escolha da madeira - Podemos e devemos ser utilizar os nossos sentidos
o A visão – Observar atentamente a superfície exterior dos troncos, sondar cicatrizes de antigas feridas e nós; quanto a estes, se não forem profundos poderão ser retirados e substituídos por um pedaço de madeira dura, molhada em alcatrão e introduzida a maço; rejeitar madeira com sinais de podridão e fibras muito torcidas. A elasticidade da madeira pode ser avaliada observando as aparas; se se destacam das fibras sem se partirem, tal é sinal que a madeira é suficientemente elástica e tenaz.
o O olfacto – Cada espécie tem o seu cheiro, sobretudo quando verde; na madeira seca pode ser activado molhando-a e lascando-a com uma enxó; o cheiro a bafio indica princípio de fermentação da seiva, e diz-se que a madeira está requentada7.
o O ouvido - Apoiando as peças pelos seus extremos sobre dois suportes e batendo com um maço em vários pontos, um som claro e igual mostra que a madeira é sã; qualquer alteração nos seus tecidos é acusada por um som surdo, abafado ou cavernoso.
7 Acompanhámos recentemente a actuação de um experiente competente técnico alemão, que usava um berbequim com broca desafiada para sentir se a resistência da madeira dava sinais de apodrecimento; quando encontrava madeira mais ou menos sã produzia-se fumo, cujo cheiro era indicativo não só da espécie da madeira como da existência ou não de podridão.

2º Caderno 13
3. Sobre a conservação da madeira
Antes do armazenamento deve ser retirada a casca, que é um abrigo para larvas e facilita o apodrecimento do borne.
Embora em desuso, a prática de imergir os troncos em água dava excelentes resultados, sobretudo por tal provocar a dissolução e eliminação da seiva. As técnicas empregadas representavam compromissos argutos entre as vantagens e desvantagens da água doce e da água salgada: a primeira provoca o rápido apodrecimento da madeira, mas impede o desenvolvimento do temível taredo8; a água salgada é muito boa para a conservação, mas é o meio de eleição do taredo. A técnica mais comum, pelo menos entre nós, era enterrar os troncos no lodo ou na areia numa zona de estuário, portanto de salinidade intermédia, que permitisse a conservação da madeira mas não deixasse viver o taredo. Esta imersão tinha ainda a vantagem de aliviar as tensões da madeira, diminuindo a tendência para abrir fendas – daí ser muito utilizada com o eucalipto.
A secagem tem de ser feita com um sistema de empilhamento que permita uma ventilação regular e moderada, em telheiros ou armazéns. Os tempos de secagem causam-nos hoje alguma surpresa: entre 3 e 10 anos, consoante o tipo de madeira e a sua espessura.
8 Este molusco pode atingir 1 m de comprimento e 2 cm de diâmetro, mas as suas larvas, com menos de 1 mm, flutuam na água do mar. Penetram na madeira por um pequeno orifício que fazem à superfície e vão-se desenvolvendo abrindo "túneis" ao longo das fibras. A cabeça córnea, em forma de broca, permite-lhes o lento avanço por rotação.
2º Caderno 14
CAPÍTULO 2
UTILIZAÇÃO DAS COLAS
2.1. Vantagens e diversidade de aplicações
A mais importante inovação na construção naval em madeira nos últimos 50 anos foi, sem dúvida a utilização da tecnologia das resinas, com duas grandes vantagens:
o Grande resistência estrutural dos cascos colados, não só pelas excelentes qualidades de adesão das colas, mas também porque deste modo se consegue uma distribuição de esforços muito melhor do que com as construções cavilhadas ou mesmo aparafusadas;
o Possibilidade de conseguir uma grande estabilidade na madeira, não só pela utilização de contraplacados e lamelados-colados, mas sobretudo se as colas forem utilizadas de modo a estabilizar o seu teor de água.
No Capítulo 2 do 1º Caderno já fizemos uma apresentação das colas, mas limitámo-nos ao essencial para se compreender a sua influência nas características mecânicas e resistência ao contacto com a água, dos lamelados-colados e dos contraplacados.
Iremos aqui um pouco mais longe indicando, sobretudo, princípios e práticas de aplicação.
As Sociedades de Classificação, já pela pouca atenção que nos últimos decénios têm dispensado à madeira9, já por conservadorismo tradicional, têm publicado relativamente pouco sobre a matéria.
9 A situação tem estado a mudar ultimamente, tendo o Germanisher Lloyd publicado as "Rules for classification and construction – Wood, wooden hulls" e tendo a RINAVE acabado de publicar regras específicas e actualizadas para a construção naval em madeira. Esta publicação foi inserida no projecto ICOM - "Inovação na Construção Naval em Madeira", uma parceria de iniciativa pública entre a Direcção Geral de Empresas e a Associação das Indústrias Marítimas, como já dissemos no preâmbulo.

2º Caderno 15
Quanto às normas europeias, pensamos que também não estão actualizadas, pois não fazem considerações sobre colas epóxidas.
As colas são usadas na construção em madeira, principalmente nos seguintes casos:
Cascos ou superstruturas em contraplacado
Cascos ripados10 ou faixeados11 como veremos no Cap. 3
Vigas lameladas-coladas
Ligação de acessórios à estrutura principal
Reparação de peças estruturais em cascos de madeira
2.2. Colas mais usadas
Os tipos de colas utilizadas em construção naval são:
Resorcinas
Poliuretanos
Epóxidos
Em termos estruturais e genéricos as vantagens vão para as colas epóxidas, mas as resorcinas e os poliuretanos não perderam completamente a sua utilidade.
2.2.1.Colas de resorcina-formaldeído
10 Casco formado por ripas, ou seja, tábuas de pequenas dimensões (tipicamente 15mm x 90mm). A designação corresponde ao strip planking inglês ou às lisses jointives francesas. 11 Formados por "faixas" de madeira maciça ou contraplacado, com camadas sucessivas (2 a 5) que se cruzam a 900. A designação corresponde ao cold molded inglês e ao bois moulé francês.
2º Caderno 16
a) Preparação
Preparam-se a partir de dois componentes, uma resina líquida vermelha escura – e a cor é um dos seus inconvenientes – e um pó endurecedor, branco ou amarelo claro.
Apresenta-se no mercado em embalagens de capacidade variada (entre 1 e 200 kg), sendo a sua duração à volta de ano e meio12.
A mistura pode ser feita por peso ou volume (mais prática, depois de ganhar alguma experiência), utilizando-se para a mistura uma recipiente de vidro ou de polietileno; evitar recipientes metálicos em geral.
Como sempre, seguir à risca as instruções do fabricante. Por exemplo, com falta de endurecedor a mistura fica elástica e pouco resistente, enquanto que endurecedor em excesso diminui o tempo de utilização da mistura e pode conduzir a fendilhação da cola.
O tempo de vida da mistura para aplicação varia de fabricante para fabricante, mas é muito dependente da temperatura ambiente: de 6 a 8 horas a 100 C passamos para 2 a 3 horas a 200 e não mais de 1 hora a 300.
b) Colagem
As superfícies a colar devem estar perfeitamente plainadas, sem poeiras nem gorduras (desengordurar, se necessário). Se se tratar se madeiras muito duras, convém passar uma lixa para aumentar as superfícies de adesão.
O teor de água13 superficial das madeiras a ligar deve estar compreendida entre 11 e 16% (com alguma tolerância), mas a diferença entre as duas superfícies não deve exceder 3% .
12 Embalagem fechada ou hermética, em local fresco. Uma embarcação de 10m em contraplacado consome cerca de 20kg. 13 No Capº 1 do 1º Caderno explicamos porque preferimos a designação teor de água em vez de humidade da madeira, embora em linguagem comum ambas as expressões sejam utilizadas.

2º Caderno 17
A cola é aplicada sobre as duas superfícies a ligar, com um gasto médio de 1 kg para 4 m2. Algum excesso de cola será "espirrado" quando as duas superfícies forem unidas e postas à pressão. O tempo de espera para essa união não pode exceder os 12 minutos a 150 C e os 4 minutos a 250 C. Este tempo é curto e obriga a uma boa organização do trabalho.
Já o tempo de espera para a aplicação da pressão é bastante maior (vai de 90 minutos a 150 C a 15 minutos a 300 C), o que é muito importante no caso de fabrico de lamelados-colados. Com efeito, podem-se sobrepor várias lamelas (todas, se possível) antes de aplicar a pressão.
Esta é habitualmente exercida com a ajuda de prensas ou de grampos, devendo estar compreendida entre 7 e 14 kg/cm2; é uma pressão relativamente elevada14, que pode ser controlada empiricamente pelo momento em que a cola começa a espirrar.
A temperatura mínima ambiente para o endurecimento da resorcina é de 100 C e, uma vez mais, a demora desta operação é muito dependente da temperatura: 6 horas a 150 C, 2 horas e meia a 250 C e 1 hora a 400 C. Estes tempos mínimos sob pressão devem ser aumentados em 24 horas se as peças entrarem em tensão quando da sua montagem. A cura total poderá demorar mais uma semana.
As peças coladas podem ser serradas e trabalhadas mecânica ou manualmente.
c) Higiene e segurança
Seguir as indicações constantes nas embalagens.
Os vapores e poeiras são nocivos e obrigam, pelo menos, a ventilar bem o local de trabalho.
São de evitar os contactos com a pele, sobretudo se houver feridas. A água com sabão, eventualmente com um pouco de álcool, é suficiente para retirar restos de cola das mãos.
14 Para um vau de 4m de comprimento e 20 cm de largura, a força total aplicada seria da ordem das 80 toneladas.
2º Caderno 18
A limpeza das peças será muito facilitada se houver o cuidado de colocar bandas adesivas sobre os bordos das montagens.
Os vapores são inflamáveis.
d) Vantagens e inconvenientes
A principal vantagem é a sua resistência à água do mar, que lhe permite aguentar 20 e mais anos sem se deteriorar.
Mas tem também inconvenientes:
A cor vermelho escura é um inconveniente estético
A retracção devida à evaporação do solvente pode trazer deformações e dificulta a sua utilização para enchimentos ou colmatagens de pequenos orifícios ou fendas, mesmo se misturada com resina;
A gama de teor de água de aplicação é relativamente estreita;
A preparação das superfícies tem de ser cuidada;
A pressão de contacto é elevada e dificulta muito as colagens no local.
2.2.2. Resinas de poliuretano mono-componentes
a) Preparação
A sua utilização é relativamente recente, mas tende a ser totalmente destronada pela cola epóxida.
A sua principal vantagem é o carácter mono-componente, que facilita a sua aplicação.
A duração das embalagens fechadas é da ordem de 18 meses como a resorcina, mas uma vez abertas é reduzida para cerca de 4 meses. A evaporação de solvente e consequente espessamento da cola pode ser compensada pela junção de um solvente indicado pelo fabricante.
Apresenta-se habitualmente em embalagens de 50 kg, embora seja possível obter embalagens mais pequenas.

2º Caderno 19
Deve contar-se com um gasto de 1 kg para 2 m2.
b) Colagem
São aceitáveis temperaturas ligeiramente mais baixas do que para a resorcina.
A humidade aumenta a polimerização da cola, mas se for excessiva dá origem a uma espuma que, embora compense e ultrapasse a retracção devida à evaporação do solvente, tem limitada capacidade de colagem. por outras palavras: a preparação das superfícies a colar pode ser menos cuidada do que com a resorcina, mas só se a colagem não for muito solicitada.
O teor de humidade deve andar perto dos 13% e a temperatura entre 15 e 200 C. Acima dos 250 C a colagem já não é perfeita.
O tempo de presa antes de maquinagem é de 12 horas a 200 C, contra 4 horas para a resorcina. Pode-se chegar a 48 horas para peças em tensão (pode ser, uma vez mais, o caso dos vaus lamelados-colados).
A pressão de colagem não é diferente da resorcina, pela necessidade de evitar que os espaços vazios se encham de espuma durante a polimerização.
c) Impregnação da madeira e colagem de tecidos
Esta cola é usada para protecção exterior do casco, o que pode ser feito do seguinte modo:
o Diluição da cola com 40% de acetona, para melhorar a penetração;
o Aplicação de uma 1ª camada, despolimento para facilitar a adesão de uma 2ª demão, aplicação da 2ª demão de cola;
o Aplicação de um sistema de pinturas de poliuretano de dois componentes, com 2 sub-capas e 2 demãos de acabamento.
A cola de poliuretano pode também ser usada para aplicação de um tecido de vidro sobre o casco.
A resina de poliuretano é mais fluida do que a utilizada para as colagens, e será aplicada à razão de 200 a 300 g/m2. O tecido de vidro
2º Caderno 20
(não usar manta porque a resina poderia dissolver o ligante das fibras) será da ordem das 150 a 300 g/m2. O procedimento é relativamente elaborado, pelas precauções que é necessário tomar.
d) Higiene e segurança
Seguir as instruções do fabricante.
A limpeza das superfícies e das brochas pode ser feita com acetona ou acetato de etilo.
e) Vantagens e inconvenientes
A principal vantagem desta cola é de se tratar de um mono-componente, isento, portanto, de problemas de misturas.
A colmatagem de fendas e pequenos orifícios é mais fácil do que com a resorcina.
Os problemas das gamas de teor de água da madeira e de pressão de contacto durante a cura não são menores do que com a resorcina.
2.2.3. As colas epóxidas
Como temos dito, estas colas trouxeram uma revolução à construção naval em madeira.
As resinas são conhecidas desde 1935 e a sua utilização como cola nos cascos data, pelo menos, de há 25 anos. Embora utilizadas principalmente nas embarcações de recreio, tanto as colas como os regulamentos atingiram a maturidade suficiente para serem utilizadas em embarcações de trabalho e de pesca.
No 1º Caderno citámos o caso de um navio inglês, o "Tenacious", de 52 m de comprimento, que podemos enquadrar na actividade marítimo-turística e onde as colas epóxidas e lamelados-colados foram usados em larguíssima extensão.
a) Preparação
As colas epóxidas são preparadas a partir de 3 componentes:

2º Caderno 21
A resina de base (de que existe grande variedade consoante as aplicações e os fabricantes)
O endurecedor (que poderá ser lento ou rápido)
As cargas, destinadas a modificar a consistência da resina consoante a sua utilização (micro-fibras, sílica coloidal, micro-esferas de vidro, micro-balões fenólicos).
A capacidade das embalagens de resinas e endurecedores vai de 1 a 200 kg, enquanto as cargas se apresentam em embalagens desde ¼ kg a 25 kg. O armazenamento deve ser feito ao abrigo da humidade (sobretudo cargas e endurecedor) e a temperaturas que, de preferência estejam entre os 16 e os 260 C. A garantia de vida das embalagens costuma ser de um ano.
Na preparação da mistura resina-endurecedor, a relação mais comum de volumes é 5/1, mas tal depende muito do tipo de resina, podendo chegar à relação 2/1. O que há mesmo a fazer é seguir as instruções do fabricante; supõe-se que erros superiores a 3% nos proporcionamentos, já tenham influência sensível no produto final. Daí serem utilizadas bombas de dosagem, desde micro-bombas manuais para pequenas quantidades a bombas eléctricas para estaleiros de alguma capacidade.
As resinas epóxidas podem endurecer mesmo a temperaturas relativamente baixas (50 C), mas de uma forma geral usam-se endurecedores mais lentos quando se trabalha a temperaturas mais elevadas e mais lentos a temperaturas mais baixas.
Os tempos típicos de espera das misturas estão entre 20 e 60 minutos. O tempo de montagem estará também entre 20 e 60 minutos e uma polimerização parcial obtem-se dentro de 5 a 9 horas.
A reacção da mistura é exotérmica, podendo ser necessário tomar precauções, necessariamente simples, para o seu arrefecimento.
Convém que o local de trabalho tenha uma baixa humidade relativa, e quanto ao teor de água da madeira, podemos considerar 13 a 16% para contraplacados e lamelados-colados, e um pouco menos para a madeira maciça.
2º Caderno 22
A cola epóxida possui qualidades de estanqueidade excepcionais, e por isso mesmo vale a pena secar a madeira antes de a encapsular.
Quanto à preparação das superfícies, convém fazê-la em duas fases: lixagem e despoeiramento, e limpeza química. Esta pode ser feita com
o solventes específicos ou acetona para madeiras oleosas; deixar evaporar o solvente antes de aplicar a cola;
o solução de soda cáustica a 2% para resinosas; lavar com água fresca e deixar secar.
b) Utilização das cargas
O papel das cargas é de adaptar a viscosidade da mistura resina-endurecedor à natureza das madeiras e à configuração das montagens.
Com efeito, para obter uma boa colagem e necessário que o produto penetre suficientemente nas fibras da madeira e se mantenha suficientemente adesivo na interface entre as duas peças a unir.
Vejamos agora as características dos diversos tipos de cargas:
o Micro-fibras – polpa de madeira pulverizada, o que permite obter um adesivo que molha bem a madeira (isto é, penetra bem), mas mantém à superfície uma boa quantidade de resina. A proporção usual de utilização é de 100g de carga para 1kg de mistura resina-endurecedor.
o No caso uma madeira muito macia, corre-se o risco de a cola aplicada ficar de tal modo absorvida que falte cola para a ligação das duas superfícies que se pretendem colar. Neste caso torna-se necessário operar em dois tempos:
Aplicar uma demão de impregnação sobre as duas superfícies;
Esperar 15 minutos;
Aplicar uma segunda demão antes fazer o encosto das peças.
o Sílica-coloidal – permite obter adesivos de alta densidade, por exemplo para os filetes de ligação em T (juntas de ângulo). No caso

2º Caderno 23
de peças lameladas-coladas, a impregnação prévia deverá ser feita com mistura resina-endurecedor sem cargas.
o Micro-esferas de vidro – usadas em pequenas quantidade permitem obter um adesivo fluido, de baixa densidade, a usar sobretudo quando as superfícies em contacto são grandes.
o Micro-balões fenólicos – podem ser usados em proporções de 10 a 20%, como colmatadores (papel de betumes). São também usados em peças de pequenas dimensões ou pouco solicitadas.
c) Montagens
Existem basicamente dois sistemas de aplicação desta cola:
O sistema clássico que consiste em impregnar as duas superfícies alguns minutos antes da sua junção para colagem; uma variante, importante sobretudo para quem tenha pouca experiência é, como já acima dissemos, esperar cerca de um quarto de hora e aplicar uma segunda camada imediatamente antes da junção das peças.
O sistema de saturação, em que após uma pré-impregnação, à qual é concedido o tempo de espera da polimerização, sendo necessária uma lixagem e despoeiramento antes de aplicar a camada para colagem.
A utilização de um ou outro método depende muito do tipo de trabalho, sendo o primeiro mais aconselhável em reparações e cascos faixeados, e o segundo em novas construções com cascos ripados.
O encosto das superfícies pode ser feito com pesos ou grampos, mas é necessário garantir apenas o contacto das superfícies (quando a cola em excesso começa a espirrar) e não a utilização de pressões elevadas.
Além disso, como a cura é feita sem evaporação de solvente e, portanto, sem retracções, tal permite a sua aplicação em superfícies muito menos preparadas do que com os outros tipos de cola, sobretudo se for aplicado com as cargas adequadas.
d) Uniões de ângulo
2º Caderno 24
As extraordinárias características mecânicas das colas epóxidas, é possível realizar uniões em T de contraplacados, sem reforço com tecidos de fibra de vidro. Uma das aplicações mais interessantes é a ligação das anteparas ao costado.
As cargas a utilizar poderão ser micro-esferas (para madeiras menos resistentes) ou de sílica coloidal (caso de madeira mais resistente).
Na Tabela 2.1 é indicado um proporcionamento prático dos raios de curvatura necessários. A geometria dos filetes e madeira é indicada na Figura 2.1.
Figura 2.1 – Uniões em T
Carga 100% sílica coloidal (alta densidade)
Carga 90% micro-esferas e 10% sílica coloidal (baixa densidade)
Espessura do contraplacado
(mm)
Raio do filete (mm)
Espessura do contraplacado
(mm)
Raio do filete (mm)
4 15 4 20 5 18 5 25 6 21 6 30 8 25 8 40 10 28 10 50 12 30 12 60 15 32 15 75
Tabela 2.1 – Raio dos filetes em função da espessura do contraplacado
R = Raio do filete e = Espessura do contraplacado

2º Caderno 25
e) Vantagens da impregnação
Em novas construções, a impregnação total no caso de cascos em contraplacado, ripados ou mesmo faixeados, tem a enorme vantagem manter o teor de água destas peças, dada a quase estanqueidade do epóxido, como já dissemos.
Tal permite não só reduzir espessuras, como até utilizar madeiras com menos durabilidade.
No caso de contraplacados, uma protecção muito eficaz pode obter-se com 3 camadas exteriores de cola e 2 interiores (só resina e endurecedor).
A primeira camada deve ser bastante fluida e com a madeira relativamente seca para uma boa penetração e expulsão do ar existente nas fibras15. Depois da polimerização desta camada, é necessário lixar e despoeirar antes de aplicar nova camada. Outras camadas podem ser aplicadas 1 ou 2 horas depois da precedente.
Dada a sensibilidade das resinas epóxidas aos raios ultra-violetas, após a aplicação destas camadas á necessária uma pintura, que poderá ser de poliuretano.
f) Protecção com PRF (polímero reforçado com fibras)
A estratificação no exterior do casco de uma ou mais camadas de resina epóxida reforçada com fibras de vidro ou de carbono é muito vulgar, sobretudo na construção ripada, mas também na construção em contraplacado.
A grande vantagem é o aumento de resistência à abrasão e o reforço da estanqueidade da madeira.
O aumento de resistência estrutural é diminuto, uma vez que o módulo de elasticidade dos dois materiais (madeira e PRF) é semelhante.
g) Mastiques e betumes
15 Ao contrário da resorcina, o epóxido não se mistura com a água
2º Caderno 26
Podem ser preparados usando cargas apropriadas e aplicando o produto à espátula.
Características Aspecto geral Aplicações
Mistura resina-endurecedor fluida. Escorre numa superfície vertical. Consistência: xarope.
Impregnação antes da colagem. Estratificação de fibra de vidro ou de carbono.
Mistura menos fluida. Numa superfície vertical escorrega sem chegar a escorrer. Consistência; ketchup.
Estratificação. Colagem de painéis planos e de zonas extensas. Injecção com seringa.
Viscosidade média. Numa superfície vertical não se move. Os "bicos" tendem a encolher. Consistência: maionese.
Colagem geral. Execução de filetes.
Viscosidade média. Numa superfície vertical não se move. Os "bicos" mantêm-se. Consistência: manteiga de amendoim
Colmatagem de espaços ou cavidades. Colagem de superfícies irregulares.
Fig.2.2 – Viscosidade da mistura resina-endurecedor requerida pelas diversas aplicações
2.2.4. Comparação entre os tipos de cola
É sempre necessário que o operador tenha formação e experiência, que as superfícies a unir estejam bem preparadas, que as condições ambientais sejam adequadas.
A vantagem das colas epóxidas é não requererem condições de aplicação tão estritas como as outras colas.

2º Caderno 27
a) Teor de água da madeira
Para as colas tradicionais, é imprescindível um certo teor de água na madeira, para que as reacções químicas da colagem tenham lugar. As colas epóxidas curam por um processo diferente, pois nem contêm água, nem esta é necessária para as ligações à madeira.
Vejamos então os teores de água requeridos pelas diferentes colas a que nos temos vindo a referir:
o Resorcinol – 12 a 18%;
o Poliuretano – 6 a 14%
o Epóxido – 6 a 25%
b) Pressão durante a cura
Todas as colas, excepto as epóxidas, requerem que as superfícies a colar tenham um bom contacto durante a cura. O resorcinol e o poliuretano requerem pressões de 7 a 14 kg/cm2 durante a cura. Tal resulta em parte da necessidade de superar as irregularidades das superfícies, mas a principal razão é reduzir a retracção da própria cola, que perde água durante o processo de cura.
Tal não sucede com a cola epóxida porque a pressão não é necessária para a cura e, não perdendo água (que não tem), praticamente não tem retracção.
Esta vantagem é de enorme importância para os trabalhos realizados a bordo, tanto em construções como em reparações, e sem ela não seria possível a construção de cascos ripados
c) Outras características
Propriedade ou critério Epóxido Resorcinol Poliuretano Resistência da ligação Excelente Excelente Boa Resistência às intempéries Excelente Muito boa Fraca Colmatagem de orifícios e fendas
Excelente Fraca Fraca
Resistência ao fendilhamento Boa Fraca Fraca 2º Caderno 28
com o envelhecimento Temperatura de cura 5 a 300 C
(ideal 160) Mínimo 150 C Mínimo 100 C
Ligação a outros materiais (PRF e matais)
Excelente Requer primário especial
Fraca
Ligação a madeiras difíceis (como o carvalho)
Excelente Muito boa mas requer cura a 400 C
Fraca
Relação aproximada de preços/kg, com base no poliuretano
180 250 100
Tabela 2.2 – Comparação de algumas características das colas
2.3. Tipos de colagem e resistência
2.3.1.Tipos de colagem
Podemos considerar, fundamentalmente, 4 tipos:
a) Juntas com sobreposição (lap joints) - A maior parte das operações e colagem são realizadas com as fibras paralelas nas duas superfícies em contacto. Nestas condições a penetração da cola é reduzida e a resistência depende directamente da resistência ao corte paralelo às fibras das duas espécies.
Fig. 2.3 – Junta com sobreposição
Corte paralelo às fibras (o mais comum)
Corte perpendicular às fibras (de evitar dada a baixa resistência da madeira)
Fig. 2.4 – Arranque perpendicular às fibras

2º Caderno 29
b) Juntas com um ou dois topos – Os topos permitem uma penetração muito maior da cola, mas as superfícies em contacto são muito menores.
Fig. 2.5 – Arranque paralelo às fibras
c) Escarvas e entalhes - Em juntas com dois topos podem fazer-se escarvas de modo a aumentar a superfície de contacto; para se manter a resistência das peças intactas, as escarvas devem ter uma inclinação entre 1/8 e 1/10. A inclinação deve diminuir com o aumento de peso volúmico da madeira, para aumentar a área de contacto. Para peças de secção média ou grande o comprimento das escarvas acaba por ser demasiado, recorrendo-se então aos entalhes (finger joints) para manter (quase) intacta a resistência das peças. A resistência depende em parte da penetração da cola na madeira e em parte da resistência da madeira paralela às fibras. Mas com escarvas ou entalhes as superfícies em contacto devem ser 8 a 10 vezes superiores às secções transversais das peças. Ver Fig. 2.6
l- Comprimento do entalhe
P- Passo
bt- Largura da ponta
lt- Folga da ponta
1) Eixo de simetria do entalhe
Junta de topo, com boa penetração da cola (ao longo das fibras) mas pequena área de colagem
2º Caderno 30
Proporcionamento típico: lxpxbt= 50mmx12mmx2mm
Fig. 2.6 – Perfil de uma junta de entalhes múltiplos, de acordo com a norma EN 387:2001
É fácil verificar que a inclinação do entalhe, para o proporcionamento típico, é de 1/10
d) Ligações em T, com filetes – Trata-se do tipo de união já visto acima, só possível com colas epóxidas.
Também tem interesse relacionar o tipo de cargas com o tipo de colagens.
Tipo de colagem Tipo de carga Aplicações típicas Observações Paralelo às fibras
Micro-fibras Lamelados-colados Pré-impregnação desnecessária
Idem Costado ripado com madeiras densas
Idem
Idem Costado faixeado Idem Juntas com
sobreposição
Sílica coloidal Juntas com sobreposição
Pré-impregnação com mistura fluida nas áreas mais solicitadas
Micro-esferas de vidro e fenólicas
Aplicações menos importantes em costado faixeado e ripado
Só em ligações com grandes áreas de contacto
Ligações de topo ou oblíquas às fibras
Micro-fibras e/ou sílica coloidal
Escarvas, topo a topo, entalhes múltiplos
Pré-impregnação com mistura fluida é essencial para obter uma boa penetração nas fibras
Juntas com filetes
Micro-fibras mais sílica coloidal
Ligações muito solicitadas onde se requeira filete
Aplicações estruturais

2º Caderno 31
de pequenas dimensões
Micro-esferas mais sílica coloidal
Ligações menos solicitadas, sobretudo não estruturais
As micro-esferas podem dar uma cor que combine bem com a madeira
Tabela 2.3 – Cargas indicadas para vários tipos de colagens
2.3.2. Resistência das colas
De uma forma geral, a aplicação das colas quando destinadas a fins estruturais, requer a realização de ensaios do tipo de ligação. Estes devem garantir:
o Que a madeira cederá antes da superfície colada;
o Que esta característica se mantém com o tempo.
Existem elementos publicados sobre os epóxidos, mas não devemos esquecer-nos que eles dependem de uma correcta aplicação das colas. Podemos encontrar aqui alguma semelhança com o que sucede com o fabrico de PRF (tecnologia com a qual a colagem com epóxido tem muitos pontos de contacto) e até com a soldadura de peças metálicas.
A característica fundamental é a resistência ao corte paralelo às fibras, que facilmente atinge os valores de 12 a 15 N/mm2 (cerca de 120 a 150 kg/cm2), podendo ir a 19 N/mm2 com colas epóxidas especiais. Podemos dizer que a madeira tem sempre menor resistência. Bastarão alguns exemplos:
o Para o pinho bravo seleccionado, com 12% de teor de água, o valor médio de rotura para provetes sem defeitos é de 9,8 N/mm2, enquanto o valor de segurança ao ar livre é 0,8 N/mm2.
o Vejamos outras madeiras também os valores médios para provetes sem defeitos e 12% de teor de água:
2º Caderno 32
Câmbala 9,0 N/mm2 Carvalho 13,0 N/mm2 Mogno africano 10,5 N/mm2 Teca 13,0 N/mm2
Tabela 2.4 – Valores médios de tensões de rotura com corte paralelo às fibras
Como tivemos ocasião de explicar no 1º Caderno, capítulos 4 e 5, estes valores são muito superiores aos valores característicos do Eurocódigo 5.
Na prática, qualquer uma destas madeiras cederá sempre antes da cola, se a colagem tiver sido bem executada.
Por vezes é necessário que uma junta ofereça alguma resistência ao arranque perpendicular à fibra da madeira. A cola epóxida solicitada nestas condições tem uma cedência ao arranque em provetes de aço da ordem dos 8 N/mm2.
Influência nas colagens da variação da resistência da madeira com o tipo de solicitação
Para bem compreender os problemas dos diversos tipos de colagens, temos de entender também como varia a resistência da madeira em função do tipo de solicitação.
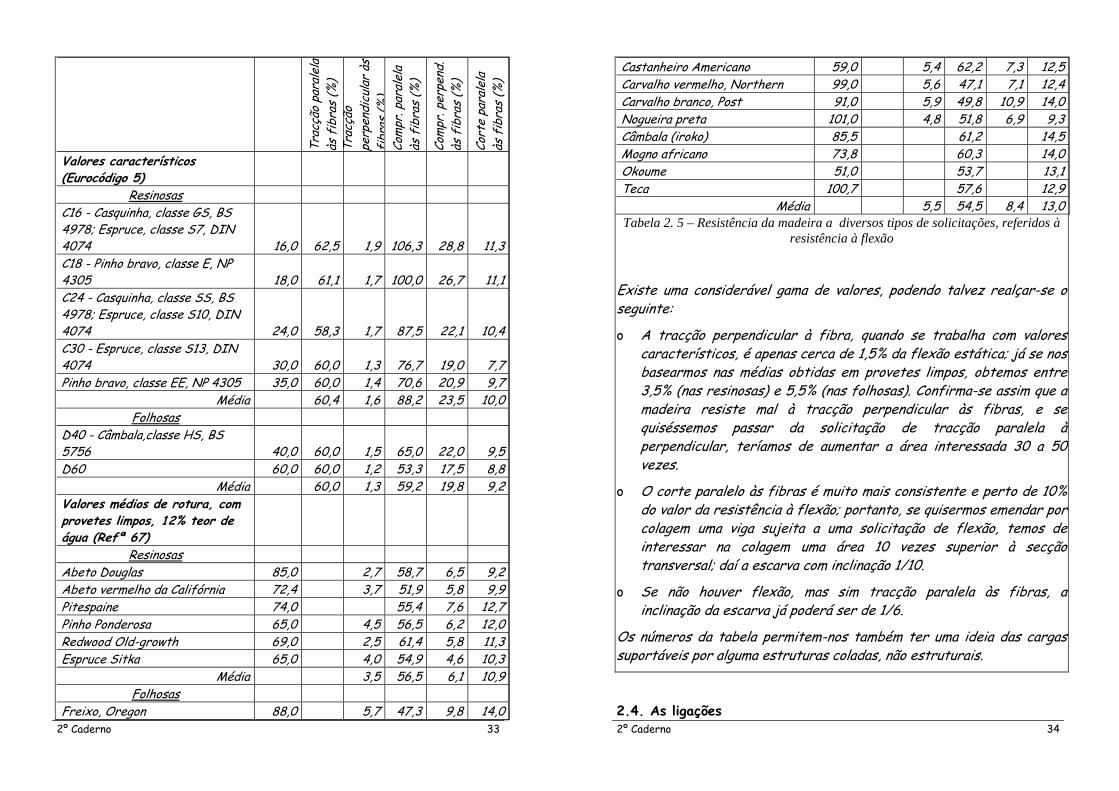
Fizemos uma pequena investigação no excelente manual "Wood as an Engineering Material" do "U.S. Department of Agriculture" (Refª 67) e em publicações do LNEC (Refª 28 e 32 a 36). Tomando como base a resistência à rotura por flexão (valor 100%), encontrámos para os valores relativos de outras características mecânicas as prcentagens da tabela a seguir.
/m m2
)
Percentagem em relação à flexão estática
2º Caderno 33
Trac
ção
para
lela
às
fib
ras
(%)
Trac
ção
perp
endi
cula
r às
fi
bras
(%)
Com
pr. p
aral
ela
às f
ibra
s (%
)
Com
pr. p
erpe
nd.
às f
ibra
s (%
)
Cort
e pa
rale
la
às f
ibra
s (%
)
Valores característicos (Eurocódigo 5)
Resinosas C16 - Casquinha, classe GS, BS 4978; Espruce, classe S7, DIN 4074 16,0 62,5 1,9 106,3 28,8 11,3 C18 - Pinho bravo, classe E, NP 4305 18,0 61,1 1,7 100,0 26,7 11,1 C24 - Casquinha, classe SS, BS 4978; Espruce, classe S10, DIN 4074 24,0 58,3 1,7 87,5 22,1 10,4 C30 - Espruce, classe S13, DIN 4074 30,0 60,0 1,3 76,7 19,0 7,7 Pinho bravo, classe EE, NP 4305 35,0 60,0 1,4 70,6 20,9 9,7
Média 60,4 1,6 88,2 23,5 10,0 Folhosas
D40 - Câmbala,classe HS, BS 5756 40,0 60,0 1,5 65,0 22,0 9,5 D60 60,0 60,0 1,2 53,3 17,5 8,8
Média 60,0 1,3 59,2 19,8 9,2 Valores médios de rotura, com provetes limpos, 12% teor de água (Refª 67)
Resinosas Abeto Douglas 85,0 2,7 58,7 6,5 9,2 Abeto vermelho da Califórnia 72,4 3,7 51,9 5,8 9,9 Pitespaine 74,0 55,4 7,6 12,7 Pinho Ponderosa 65,0 4,5 56,5 6,2 12,0 Redwood Old-growth 69,0 2,5 61,4 5,8 11,3 Espruce Sitka 65,0 4,0 54,9 4,6 10,3
Média 3,5 56,5 6,1 10,9 Folhosas
Freixo, Oregon 88,0 5,7 47,3 9,8 14,0 2º Caderno 34
Castanheiro Americano 59,0 5,4 62,2 7,3 12,5 Carvalho vermelho, Northern 99,0 5,6 47,1 7,1 12,4 Carvalho branco, Post 91,0 5,9 49,8 10,9 14,0 Nogueira preta 101,0 4,8 51,8 6,9 9,3 Câmbala (iroko) 85,5 61,2 14,5 Mogno africano 73,8 60,3 14,0 Okoume 51,0 53,7 13,1 Teca 100,7 57,6 12,9
Média 5,5 54,5 8,4 13,0 Tabela 2. 5 – Resistência da madeira a diversos tipos de solicitações, referidos à
resistência à flexão
Existe uma considerável gama de valores, podendo talvez realçar-se o seguinte:
o A tracção perpendicular à fibra, quando se trabalha com valores característicos, é apenas cerca de 1,5% da flexão estática; já se nos basearmos nas médias obtidas em provetes limpos, obtemos entre 3,5% (nas resinosas) e 5,5% (nas folhosas). Confirma-se assim que a madeira resiste mal à tracção perpendicular às fibras, e se quiséssemos passar da solicitação de tracção paralela à perpendicular, teríamos de aumentar a área interessada 30 a 50 vezes.
o O corte paralelo às fibras é muito mais consistente e perto de 10% do valor da resistência à flexão; portanto, se quisermos emendar por colagem uma viga sujeita a uma solicitação de flexão, temos de interessar na colagem uma área 10 vezes superior à secção transversal; daí a escarva com inclinação 1/10.
o Se não houver flexão, mas sim tracção paralela às fibras, a inclinação da escarva já poderá ser de 1/6.
Os números da tabela permitem-nos também ter uma ideia das cargas suportáveis por alguma estruturas coladas, não estruturais.
2.4. As ligações

2º Caderno 35
Um das grandes vantagens da madeira como material estrutural é a facilidade com que as peças podem ser unidas com ligadores metálicos: pregos, cavilhas, parafusos, agrafos, placas denteadas, etc.
No entanto, para se obterem os melhores resultados quanto a rigidez, resistência e duração é necessário ter em conta as propriedades da madeira no sentido e no través das fibras e as condições de humidade.
No proporcionamento das ligações de uma estrutura, pode-se agir de forma empírica, o que implica uma boa experiência ou um regulamento de fácil aplicação, ou calcular as solicitações a que cavilhas ou parafusos serão submetidos e fazer um proporcionamento mais técnico.
Tal é particularmente importante na reparação de peças estruturais mais solicitadas ou de difícil execução. E entra aqui a possibilidade de resolver muitos desses problemas pela combinação com colas epóxidas.
Nas considerações que seguem não se pretende esboçar um guia de projecto, mas apenas dar uma visão que possa contribuir para o estudo de soluções com colas epóxidas que compensem algumas deficiências da madeira: deterioração com a humidade, retracções e dilatações, esmagamento de fibras durante a colocação dos parafusos.
2.4.1. Pregos e cavilhas
Para simplificar falaremos em pregos16, mas os mesmos raciocínios se aplicam às cavilhas mortas17 (ver Cap. 1 – Glossário).
Os pregos têm de resistir às forças de arranque, às pressões laterais e à sua combinação.
a) Resistência ao arranque 16 Interessa-nos apenas distinguir os pregos das cavilhas: aqueles têm sempre extremidade aguçada e, na nomenclatura que seguiremos, diâmetro igual ou inferior a 5mm. 17 Barra de metal ou de madeira, de secção constante, quadrada ou circular, destinada a ligar duas ou mais peças de madeira. Dizem-se mortas (de madeira ou metálicas) quando não atravessam completamente a madeira e vivas quando as atravessam. Neste caso são sempre metálicas e terminam em porcas ou arruelas (anilhas), sobre as quais são rebatidas as extremidades das cavilhas).
2º Caderno 36
A capacidade dos pregos para unir duas peças, depende directamente da resistência ao arranque.
Esta pode ser calculada com a seguinte fórmula empírica:
F = 54,12(1,08ρ0,12/1000)2,5 dl = 2,075*10-6 ρ0,122,5 dl
sendo F = Força de arranque (N) ρ0,12 = massa volúmica18 com 12% de teor de água (kg/m3) d = diâmetro do prego (mm) l = comprimento da penetração (mm)
A fórmula representa apenas um valor médio. No arranque, basta uma pequena deslocação (fracção de mm) para ter uma grande redução da força.
Ciclos de humidificação e secagem podem diminuir a força de arranque.
Uma precaução para aumentar esta (sobretudo em resinosas) pode ser banhar previamente o prego em cola adequada (pode ser epóxida).
A forma da ponta, a forma da haste, revestimentos e corrosões afectam consideravelmente o valor de arranque. Em resinosas especialmente, a força diminui se o prego for espetado paralelamente ás fibras.
Tudo somado, é comum assumir-se uma carga de segurança igual à sexta parte do valor dado pela fórmula.19
18 Na Refª 66 em vez de ρ0,12 aparece o parâmetro G, que é a "specific gravity" da madeira, entendida como a relação entre o peso da madeira seca ao forno e o seu volume com um teor de água de 12%, relação esta de interesse sobretudo comercial. Considerando que a madeira seca ao forno terá cerca de 4% de teor de água, o aumento de massa para um teor de água de 12% (ver Caderno 1º, §1.1.2) será (0,12-0,04) vezes a massa inicial. Portanto ρ0,12=1,08G. 19 Só para termos uma ideia, um prego de 5 mm de diâmetro, espetado 100 mm numa peça de pinheiro de 550 kg/m3, teria uma força teórica de arranque de 7360 N, a que corresponde uma força de segurança de 1220 N. Podemos

2º Caderno 37
Em contraplacados deve ser considerada uma redução de 30%.
b) Esmagamento lateral da madeira
Embora com várias limitações (madeiras das peças a unir aproximadamente da mesma massa volúmica, penetração na peça que contem a ponta com o dobro da espessura da outra), a fórmula a seguir dá resultados aproximados, considerando o limite elástico da madeira:
F = K d3/2
sendo F = força lateral por prego K = coeficiente indicado na tabela abaixo d = diâmetro do prego
Gama de massa volúmica Pregos Parafusos
Folhosas 360 a 510 50,04 23,17 520 a 600 69,50 31,99 620 a 800 94,52 44,13
Resinosas 310 a 450 50,04 23,17 460 a 510 62,55 26,34 520 a 560 76,45 29,51
Tabela 2.6 – Coeficiente K para cálculo da resistência lateral da madeira pregada ou aparafusada
As tensões de cedência são cerca de 3,5 vezes maiores para as resinosas e 7 vezes para as folhosas.
Para além do esmagamento da madeira, que tem lugar na zona adjacente ao plano de ligação das peças, temos também de considerar os esforços de corte nos pregos (ou parafusos) na mesma secção.
comparar com o valor de rotura do prego à tracção, da ordem de 7850 N, e do seu limite de segurança, que podemos assumir de 2620 N.
2º Caderno 38
As tensões de segurança do aço e do ferro ao corte são cerca de 77% das tensões de segurança à tracção e à flexão20.
O valor máximo da tensão de corte é F / (kd2/4).
Para uma secção quadrada é k = 2/3 e para a secção circular k = 4/5.
A força de esmagamento calculada como acima indicado deve ser inferior à tensão de segurança ao corte.21
2.4.2. Parafusos comuns de madeira
Podem ser de vários tipos, mas os que aqui considerámos têm todos uma cabeça com fenda para aplicação da chave de parafusos.
a) Resistência ao arranque
Voltando a utilizar elementos da Refª 67, e usando a mesma simbologia (mas l passa a ser o comprimento da parte roscada), a força necessária para o arranque, para inserção perpendicular às fobras, será
F = 108,25 (1,08 ρ0,12/1000)2 dl = 1,262*10-4 ρ0,122 dl
A força F depende ainda do diâmetro do furo previamente praticado nas peças a unir, usualmente 70% do diâmetro do núcleo para as resinosas e 90% para as folhosas.
Tem-se de verificar a resistência do parafuso à tracção, que pode facilmente ser inferior à resistência de arranque.22
20 O que corresponde a um coeficiente de Poisson de 0,3. 21 Voltando ao caso do prego de 5mm de diâmetro, a força que levaria a madeira de pinheiro ao limite elástico na zona de junção das peças seria F = 76*51,5 = 850 N. A correspondente tensão máxima de corte no prego seria de F/(0,77πd2/4) = 56 N/mm2, que poderíamos comparar com o limite de segurança ao corte do material do prego. No caso do aço, este limite é 2 a 4 vezes superior à tensão encontrada. 22 Se tivermos agora um parafuso com 5mm de diâmetro na parte cilíndrica e com uma penetração de rosca de 50mm, vem F = 9540 N. A resistência do parafuso à rotura à tracção, considerando um núcleo de 5(2/3)mm e uma tensão de 400 N/mm2 seria, à rotura, perto de 3500 N, o que parece

2º Caderno 39
Podemos relacionar a força de segurança ao arranque, com a tensão de segurança à tracção do parafuso.
o Considerando um factor de segurança km para a madeira no arranque, e kp para o parafuso;
o Chamando σ à tensão de rotura à tracção deste;
o Considerando que o diâmetro do núcleo do parafuso é cerca de 2/3 do seu diâmetro nominal, pretendemos que seja
F/km < (σ/kp ) π (d 2/3)2 /4 = 0,349 d2 σ/kp
1,262*10-4 ρ0,122 dl / km < 0,349 d2 σ /kp
ou seja
d > (kp / km) 3,61*10-4 l ρ0,122/ σ
Por exemplo, com σ = 400 N/mm2 , ρ0,12 = 550 kg/m3 , km = 6 e kp = 2 ,, vem: d > 0,0912 l
Portanto, para que o parafuso não ceda antes da madeira, o seu diâmetro não deverá ser menos de 10% do comprimento roscado.
No caso de inserção paralela às fibras, F será cerca de 3/4 do valor acima indicado
Segundo a Refª 8 – e trata-se de uma regra prática -, são necessários 7 a 8 filetes em presa para o carvalho e 10 a 12 para o pinheiro.
b) Esmagamento lateral da madeira
Podemos considerar
F = K d2
desproporcionado. Porém, se arbitrarmos um coeficiente de segurança de 6 para a madeira e de 2 para o aço, para termos uma igualdade de tensões de segurança na madeira e no parafuso, o comprimento da parte roscada deverá ser tal que
(9540 / 6) l /50 = 3500/2 ou seja l = 55 mm 2º Caderno 40
onde F é a força lateral, d o diâmetro do parafuso (parte cilíndrica) e K foi já representado na Tabela 2.6.
Esta equação tem várias limitações de aplicação, das quais a mais importante é que a penetração da parte roscada seja igual a, pelo menos, 7 vezes o diâmetro do parafuso.23
2.4.3.Parafusos de cabeça hexagonal ("lag screws")
Diferem dos anteriores por terem uma cabeça que pode ser apertada com uma chave de porcas e diferentes dimensionamentos.
Os disponíveis comercialmente têm diâmetros de 5 a 25mm e 25 a 400mm de comprimento, aproximadamente.
São particularmente interessantes em locais onde não seja prático utilizar parafusos de porca, com peças de madeira de grande espessura (dado o seu diâmetro e cabeça hexagonal). São, pois, mais adequados às construções com madeira maciça, em substituição das cavilhas mortas.
A Refª 67 apresenta métodos de cálculo relativamente simples e detalhados, sendo necessárias adaptações semelhantes às já apresentadas para pregos e parafusos com cabeça de fenda.
2.4.4. Parafusos de porca
Os cálculos clássicos são baseados na pressão exercida sobre a madeira, considerada igual à força dividida por ld, sendo d o diâmetro do parafuso e l a menor das espessuras das duas peças unidas (no caso de três peças, temos de comparar a espessura da peça do meio com a soma das outras duas).
Enquanto a pressão de rotura é praticamente independente da relação l/d, a pressão de segurança (relacionada com o limite elástico da madeira ou com uma pequena deformação convencionada, por exemplo
23 Voltando ao nosso exemplo (ver nota de rodapé anterior), temos
F = 29 * 52 = 725 N A correspondente tensão máxima de corte no núcleo do parafuso seria de F/(0,77π3,332/4) = 108 N/mm2, que poderíamos comparar com o limite de segurança ao corte do material do parafuso.

2º Caderno 41
5%d) depende muito dessa relação. Tal resulta da própria deformação do parafuso.
Assim, para compressões paralelas às fibras, as tensões de segurança para l/d=6 e l/d=12 são, respectivamente, cerca de metade e de um terço das tensões para l/d=2.
Para compressões perpendiculares à fibras (cujos limites são, como já vimos, muito inferiores aos das compressões paralelas), a redução varia bastante com a própria resistência da madeira. Temos uma redução para 50% com uma relação l/d=9 com madeira bastante resistente, enquanto que, para madeira menos resistente, essa mesma redução só se encontra com l/d=12.
Um sistema congruente de cálculo (no sentido em que é necessário utilizar valores contidos no manual), encontra-se, uma vez mais, na Refª 67.
2.5. Ligações com parafusos e cola epóxida
O módulo de elasticidade da cola epóxida é superior à da madeira, o que significa que, quando solicitada juntamente com esta, absorve uma tensão mais elvada.
Já com ligações simultaneamente coladas e aparafusadas, desde o momento em que os parafusos entram em tensão, as solicitações passam a ser absorvidas por estes e não pela cola, uma vez que aqueles têm um módulo de elasticidade muito superior.
Os parafusos estruturais trabalham habitualmente ao corte, sendo válidas as considerações feitas nos parágrafos anteriores. Casos há, no entanto, em que têm de resistir ao arranque (ligações de pés de carneiro aos pavimentos e de vaus às balizas, por exemplo), embora consideremos que, nesses casos, será preferível utilizar esquadros para ligação.
A resistência ao arranque é mais comum em fixes de variados tipos.
2º Caderno 42
Fig. 2.7 – Tipos de parafusos vulgarmente empregados na madeira, com
cola epóxida
Cavilhas vivas e parafusos de porca têm problemas de vedação quando submetidos a alternâncias de teor de água da madeira. Os parafusos de madeira são empregues ou em casos de pouco importância no caso de cedência ou em caso onde os outros ligadores metálicos não podem ser aplicados. Com efeito, o próprio acto de aparafusar destroi fibras e deixa pequenos vazios entre a madeira e o metal, criando assim um caminho fácil à infiltração da água.
Para a utilização da cola epóxida, vamos considerar dois métodos diferentes consoante se trate de pequenos diâmetros (digamos que abaixo de 8mm) ou de grandes diâmetros (acima daquele valor).
a) Pequenos diâmetros
O furo-piloto e o próprio parafuso são molhados com cola epóxida, de onde resulta a inexistência de vazios, a consolidação das fibras soltas e uma adesão do metal à cola que impede que a rotura por arranque se faça pelo parafuso. Por outras palavras, o arranque dá-se pela fronteira epóxido / madeira.
Como a superfície é maior e as fibras de madeira estão melhor agregadas, a resistência aumenta bastante com a utilização da cola.
Parafuso de máquinas, de embeber
Parafuso de chapa
Parafuso comum de madeira

2º Caderno 43
Para melhorar a resistência, o furo-piloto pode ser alargado, excepto na extremidade, onde alguns fios de rosca servem para manter as peças em posição durante a cura da cola.
Basta que o diâmetro do furo-piloto exceda o do parafuso em 3 a 5 mm. Aumentar mais o diâmetro traz um efeito mais reduzido e pode-se chegar rapidamente à tensão de rotura do próprio parafuso.
A introdução da cola epóxida permite usar vários tipos de parafuso, havendo alguma vantagem em usar parafusos com maior extensão de rosca, como os parafusos de chapa e parafusos de máquinas.
b) Grandes diâmetros
Com a utilização da cola epóxida, o factor limitativo da resistência ao arranque passa a ser claramente a resistência da própria madeira
Embora não existam experiências suficientemente sistematizadas que permitam a utilização de fórmulas como as que apresentámos para pregos e parafusos, todos os ensaios revelam que a cedência é feita pela madeira e não pela ligação cola/madeira ou cola/parafuso.
Forças de arranque com cola epóxida
Na Refª 14, que é um pouco a bíblia dos construtores de embarcações de madeira (de recreio, principalmente), coladas com resinas epóxidas, são apresentados algumas tensões de arranque de parafusos embebidos em cola epóxida.
Essas tensões de arranque são calculadas dividindo a força de arranque pela superfície do cilindro aberto na madeira, enchido com cola e onde se insere o parafuso.
Vamos considerar como exemplo um parafuso de 10mm, para o qual foi aberto um furo de 13mm de diâmetro e 100mm de profundidade (dos quais 35 são abertos na peça onde rosca a cabeça e 65 mm na peça que
Fig. 2.8 – Parafuso de pequeno diâmetro, com furo sobredimensionado, cheio com cola epóxida
2º Caderno 44
se pretende ligar)
A superfície do cilindro é π13*100 = 4084 mm2
Considerando que, sem cola epóxida, teríamos l = 80mm (comprimento roscado na peça que se pretende unir, não contando para o efeito o furo aberto napeça que recebe a cabeça), e utilizando também informações contidas na Refª 67 ("specific gravity" das espécies, transformada em massa volúmica) e nos §§ 3.4.1 e 3.4.2, resultam as tabelas e cálculos a seguir.
O produto dl da fórmula do §3.4.2 é 10*80 = 800 mm2
Espécie Tensão de
arranque (N/mm2)
Massa volúmica
µ (kg/m3)
Força de arranque (N) sem
cola epóxida
FS
Força de arranque (N) com
cola epóxida
FC
FC / FS µ FC / FS
Mogno das Honduras
13,5 650 42650 55130 1,29 838
"Ash" branca
11,6 525 27820 47370 1,70 892
Espruce "sitka"
9,8 450 20440 40020 1,96 882
Tabela 7 – Força de arranque de parafusos, com e sem cola epóxida
Como se pode ver nas últimas colunas, a vantagem da utilização da cola é maior para as madeiras mais leves. A consistência dos resultados é bastante boa, se atendermos à natural dispersão deste tipo de experiências.
µFC /FS ≈ 870
Além do valor muito maior da força de arranque, mais importante ainda é poder manter-se a confiança na ligação aparafusada reforçada com cola epóxida, ao longo do tempo e dos ciclos de variação do teor de água.

2º Caderno 45
As vantagens da cola epóxida nas ligações solicitadas ao corte, parece não estarem tão bem estudadas quanto as das ligações solicitadas à tracção, o que resulta em boa parte das dificuldades em definir quando começa a cedência do material. Note-se, no entanto, que a área da madeira solicitada é aumentada com o alargamento do furo (proporcional ao diâmetro deste) e que a resistência à compressão da cola epóxida é substancialmente maior que a da madeira.
Quanto ás precauções a tomar para aplicação da cola, salientemos os cuidados a ter com os orifícios-piloto:
o Depois da furação, remover as aparas e encher o furo até ao topo;
o Deixar a resina embeber a madeira durante 5 a 10 minutos; se o parafuso for inserido demasiado depressa, o próprio parafuso pode expulsar demasiada resina;
o Se o nível da resina baixar muito durante esse tempo, juntar um pouco mais.
Finalmente, para desaparafusar um parafuso aplicado com cola, o trabalho é muito facilitado se a cabeça for aquecida. Um processo clássico é aquecer com um ferro de soldar. A temperatura conveniente de aquecimento é da ordem dos 1200 C.
2º Caderno 46
CAPÍTULO 3
OS PROJECTOS E OS TIPOS DE CASCO
3.1. Introdução
Como chegámos, finalmente, à apresentação dos diversos tipos de cascos em madeira, vamos sintetizar e enquadrar algumas das considerações que temos vindo a fazer.
A madeira é um material notável pela facilidade com que pode ser trabalhada não só para fins utilitários como para fruição estética.
No entanto tem desvantagens, muito evidentes em construção naval: a madeira expande-se, contrai-se, empena e degrada-se em certas condições de humidade e temperatura.
Acresce que o processo de obtenção da nossa matéria prima é longo. As boas árvores levam dezenas de anos a crescer, e mesmo assim o seu aproveitamento começa na escolha, passa pelo abate e transporte, até chegar a serração, ainda sob forma de toro.
A grande maioria dos empenos e rachas ocorre depois do trabalho de serração do tronco em pranchas. Outros empenos e rachas surgirão mais tarde em consequência dos cortes longitudinais, quer na serração quer no estaleiro, se não forem levados em conta os fins a que a madeira se destina e o andamento dos seus veios.
Cada vez é mais difícil encontrar as árvores maduras com os paus de volta, curvas e piques necessários à construção dos elementos estruturais. Acresce que o seu transporte é difícil e o espaço de armazenamento grande. Se é certo que os bons armazenistas de madeira podem fornecer pranchas em boas condições (com secagem artificial) com prazos de entrega relativamente curtos (não mais que três meses), já as peças curvas obtidas pelo construtor directamente do dono das plantações, têm anos de sazonamento no estaleiro. Temos aqui, portanto, um problema de espaço e também um custo financeiro acrescido.

2º Caderno 47
Foi esta talvez a principal razão que deu origem à utilização dos lamelados-colados, logo que foi possível dispor de colas resistentes à água salgada e aos ciclos de humidificação e secagem da madeira. O grande salto, porém, só foi dado com o aparecimento das colas epóxidas, como temos vindo a expor em capítulos anteriores.
Outra importante diferença conceptual entre a construção antiga e a moderna diz respeito às deformações.
Na construção tradicional é necessário dar espaço para a madeira inchar quando na água ou em atmosfera húmida, e deixá-la "respirar".
A construção moderna, com a utilização das colas, torna os cascos mais rígidos, podendo torná-los praticamente impermeáveis, com o encapsulamento da madeira.
A impermeabilização e colagem podem ser feitas em simultâneo ou em passos não consecutivos.24
3.2. Construção tradicional
a). Costado liso
É formado, como sabemos, por fiadas longitudinais de tábuas colocadas topo a topo, com as juntas calafetadas. Só excepcionalmente, e em construções de muito boa qualidade, não é aplicado calafeto sendo a vedação garantida pela dilatação resultante da madeira estar molhada.
b) Costado trincado
Usado apenas em embarcações miúdas, estando os bordos sobrepostos e pregados, o que evita a utilização de calafeto. É, no entanto, conveniente na maioria dos casos a utilização de um mastique de resina com cargas flexíveis para a vedação de juntas. 24 Chamamos a atenção para o trabalho "Construção e reparação naval em madeira", de Mário de Figueiredo, inserido no CD junto a este caderno. Contem explicações detalhadas sobre diversos métodos produtivos e fotografias que muito facilitam a compreensão.
2º Caderno 48
3.3. Construção moderna
a) Costado liso colado
Distingue-se do indicado em 3.2.a) sobretudo pela maior aplicação de cola e pelo uso de cunhas coladas para substituir o calafeto. Este sistema é usado, sobretudo, na reconstrução de cascos, podendo as cunhas ser substituídas por colas com cargas de enchimento.
É viável e prático, mas deve ser rodeado de algumas cautelas, o uso de colas epóxidas com cargas de enchimento para substituir o calafeto. Note-se que a embarcação fica mais rígida, pelo que é conveniente utilizar reforços interiores em madeira lamelada-colada, para evitar concentrações de esforços.
Este tipo de fabrico é particularmente vantajoso para as balizas, dada a sua grande curvatura. Resultam vantagens de peso e resistência, apresentando a cola epóxida a vantagem, mesmo em relação a outras colas resistentes à água quando permanentemente imersas, e como já dissemos, de não necessitar de mais pressão do que a necessária para manter a forma durante a cura da resina.
Em cascos novos, o tabuado pode se construído com madeira lamelada, colada directamente e revestida em obra, com resinas epóxidas.
b) Costado em faixas
É um costado com faixas em diagonal, com duas camadas no mínimo (cremos que o máximo tenha sido de cinco), sendo as camadas sucessivas cruzadas a 900 . Em inglês e francês aparece designado como cold moulded hull e bois moulé.25 Este tipo de construção é relativamente antigo, mas com colocação de tecido entre camadas, ensopado em óleo ou uma tinta.
25 No citado trabalho de Mário Figueiredo , a este tipo de casco é dada a designação "moldado a frio", mas ao mesmo autor ouvimos mais recentemente a designação que aqui preferimos.

2º Caderno 49
A construção desenvolve-se a partir do travamento transversal, sobre o qual são colocados os elementos longitudinais. Sobre estes são então coladas as faixas diagonais.26
Resulta uma construção muito rígida.
Fig. 3.1 – Casco faixeado (dupla diagonal) com fundo ripado coberto
pelas faixas ( Reuel B. Parker, 1990 - "The new cold-molded boatbuilding" – Embarcação de 44 pés)
Na moderna construção em faixas, as camadas sucessivas são cobertas com cola epóxida.
c) Casco em contraplacado
Para a construção é preparado um gabarito, que pode incluir balizas temporárias ou definitivas; os painéis de contraplacado previamente cortados são seguros ao gabarito com parafusos temporários e ligados entre si.
26 Largas tiras de madeira de pequena espessura, colocadas em diagonal sobre uma armação formada pelas balizas e longitudinais do forro.
Ausência de estrutura transversal, a não ser as anteparas.
2º Caderno 50
Fig. 3.2– Casco faixeado no fundo e com pranchas de contraplacado no costado. (Reuel B. Parker, 1990 - "The new cold-molded boatbuilding)
Nota – Em relação à figura anterior, notar que as faixas são dispostas sobre longitudinais e não sobre ripas.
Anteparas longitudinais e transversais constituem o essencial dos reforços internos, podendo até eliminar a existência de balizas.
Fig. 3.3 – Construção em contraplacado – Fase de colocação dos
elementos transversais sobre o gabarito (Jean Pierre Villenave - "La construction moderne-classique du bateau contre-plaqué")

2º Caderno 51
Fig. 3.4 – Colocação dos elementos longitudinais (Jean Pierre Villenave -
"La construction moderne-classique du bateau contre-plaqué")
Todas as peças estruturais são coladas entre si utilizando cola epóxida; a cobertura com uma ou mais camadas de PRF (fibra de vidro/resina epóxida) garante um casco duradouro, bastante rígido e com variações dimensionais muito pequenas.
Fig. 3.5 – Colocação das pranchas do costado e fundo (Jean Pierre Villenave - "La construction moderne-classique du bateau contre-
plaqué")
2º Caderno 52
Por esta razão, os elementos interiores podem ser prefabricados, desde que haja suficiente rigor dimensional no fabrico e instalação do gabarito.
A ligação em T de peças perpendiculares pode ser feita colando o topo do contraplacado que faz a “alma” do T e juntando dois cordões de cola como se estivéssemos a lidar com soldadura de ângulo de duas chapas de aço colocadas em T.
Este sistema é muito económico em termos de mão de obra.
Vejamos alguns elogios respigados de "Trois Modes de construction pour le bois moderne", do nº348 de "Loisir Nautiques" de Dezembro 2000:
1 – Contraplacado / Epóxido –
Mecanicamente menos estável que o metal, representa, mesmo assim, uma vantagem incontestável em relação à construção clássica, permitindo obter embarcações estanques e, sobretudo, leves.
A variedade dos tipos de contraplacado e o domínio das técnicas produtivas aumentaram consideravelmente o seu campo de aplicação e a confiança na sua durabilidade, inicialmente suspeita.
O contraplacado é hoje associado também a outros materiais para fabricar anteparas em sanduíche, usando como alma PVC, balsa, ou espuma de chumbo para insonorização. A associação com a resina epóxida para colagens, impregnação e estratificação conduziu a uma grande simplificação da construção.
Por sua vez, a associação à fibra de vidro ou de carbono permite realizar construções com uma relação peso/resistência imbatível pela construção em poliéster monolítico ou alumínio, até 35 ou 40 pés.
A necessidade de utilizar carenas com quinados é pouco limitativa, pois é fácil aumentar o número de quinados, para nos aproximarmos de um casco redondo, sobretudo com carenas modernas.

2º Caderno 53
Por outro lado, os quinados desempenham um papel importante na redução do balanço.
A utilização de painéis do casco que podem chegar a ter 1,5 m de largura e 3 m de comprimento é, obviamente, a grande vantagem do contraplacado, dada a grande redução de trabalho que tal representa.
A penalidade a pagar é a obrigatoriedade de utilizar curvaturas simples, na prática superfícies regradas (em qualquer ponto destas pode ser inscrita uma linha recta). A superfície regrada mais comum é a cónica, mas está longe de ser exclusiva, ao contrário do que, por vezes, se pensa.27
Esta limitação não é absoluta, podendo um painel ser curvado, como é o caso mais geral, no sentido longitudinal e ter também uma curvatura, embora muito mais reduzida, no sentido transversal.
Os raios de curvatura admissíveis variam com a espessura e sentido da curvatura (em relação ao painel). Admitindo tensões da ordem de 1/5 da ruptura à flexão, e para espessuras comuns, temos raios desde 2 m para a espessura de 6,5 mm a 5 m para espessuras de 18 mm no caso de curvaturas longitudinais. Estes valores são um pouco reduzidos no caso de curvaturas transversais. Qualquer pequena experiência mostra que estes valores são, em geral, amplamente suficientes.
Pode surgir a necessidade de, por exemplo, em vez de utilizar uma placa de 18 mm, ser necessário usar duas de 9 mm. Experiências práticas demonstram a possibilidade de utilizar um raio de curvatura igual a 200 vezes a espessura e a sua fixação com cola epóxida.
A ligação de painéis longitudinais do costado pode ser feita por colagem com escarvas lisas (inclinação 1/10) ou por sobrepostas (com largura igual a 8 a 10 vezes a espessura). No caso de anteparas as inclinações das escarvas podem ser maiores (1/5) ou usar outros tipos de ligações.
27 Por exemplo, num casco com dois quinados, a superfície regrada pode ser gerada por uma recta, tangente aos dois quinados, que se desloca ao longo destes.
2º Caderno 54
A construção de cascos quinados é, em geral, inevitável, não trazendo a existência de dois quinados, desde que bem projectados, penalidades sensíveis na potência propulsora ou na velocidade que se pode atingir à vela.
São, porém, comuns, as construções em que as obras mortas acima do quinado são construídas em contraplacado e o que fica abaixo do quinado, designadamente as obras vivas, tem duplas curvaturas acentuadas, sendo por isso construídas com tabuado ou ripas.
d) Costado ripado
É o strip planking inglês ou lisses jointives francês.
Ao contrário dos tipos atrás considerados, este tipo de forro constitui uma verdadeira inovação, só possível com o aparecimento das resinas epóxidas. É um tipo de costado liso em que as tábuas são de muito menor espessura e largura, pelo que lhes atribuímos o nome de ripas. São colocadas a frio e coladas (com epóxido), sobre uma armação transversal (podem ser as balizas). Tipicamente têm 4 a 5 cm de largura e 2 a 3 cm de espessura, mas podem atingir valores bastante maiores (ver Fig. 3.1).
As ripas podem ter forma trapezoidal, ser côncavas e convexas, ou ainda ter ranhuras e linguetas (macho-fêmea).
Com as formas das carenas modernas as ripas podem ser de secção constante e a sua montagem sobre os gabaritos torna-se muito simples.
São molhadas com cola epóxida em todas as suas faces e as juntas levam uma cola mais espessa, o que pode ser graduado de acordo com as folgas.
Dada a sua flexibilidade, as ripas não são previamente enformadas e são colocadas em posição pregando-as às balizas ou outro tipo de gabarito com as formas do casco.
É uma forma de construção muito prática, podendo ser coberta por faixas como já vimos atrás ou levar um revestimento mais ou menos espesso (1 a 3 camadas, normalmente) de fibra de vidro com epóxido.

2º Caderno 55
Este revestimento contribui sobretudo para a resistência às pancadas e para a impermeabilização do casco, revestido também interiormente com cola epóxida. Notemos que com ripas totalmente encapsuladas com cola, se alguma delas perder a impermeabilização devido a uma pancada, a avaria é muito limitada.
Um exemplo é a fotografia da capa (construção na fase em que vai levar a cobertura de fibra). O interior do mesmo tipo de casco é mostrado na Fig. 3.6.
Fig. 3.6 – Interior de um casco ripado (Estaleiro de Covey Island, na
Nova Escócia – Canadá)
O mesmo construtor tem uma larga gama de embarcações: recreio à vela e a motor (incluindo pesca) e de trabalho. Aponta como vantagem competitiva fabricar embarcações de recreio com a robustez das embarcações de pesca tradicionais.
2º Caderno 56
CAPÍTULO 4
AS BOAS PRÁTICAS NOS ESTALEIROS NAVAIS
4.1. Introdução
Boas práticas de qualidade, cumprimentos de regras ambientais e salvaguarda da segurança dos trabalhadores, são temas que abrangem todas actividades dos estaleiros navais e são condições necessárias para a sua competitividade.
A corroborar esta opinião estão os esforços que desde há vários anos vêm sendo despendidos para melhorar a competitividade das PME por meio intermédio da qualidade, tanto pela União Europeia como pelas nações Unidas.
Que tal ainda não foi interiorizado pelos nossos pequenos estaleiros navais, é evidente para quem lhes tenha feito algumas visitas
Em contraposição, um pequeno estaleiro canadiano que visitámos tinha instalações limpas e acolhedoras, totalmente desmentindo a ideia de que a construção naval é necessariamente suja e confusa, e até poluidora. Mesmo um dos estaleiros galegos visitados tinha já um ambiente muito diferente do que é comum nos nossos.
A nossa qualidade no produto (embarcações) é muito variável e a qualidade formal é inexistente. vamos ter de partir desta para chegar à primeira, tentando fazê-lo de modo a obter uma vantagem competitiva sobre estaleiros estrangeiros.
O primeiro ponto, que já não constitui novidade mesmo em Portugal, é a necessidade absoluta de só construir em pavilhão. Podemos acrescentar que o mesmo é válido para as reparações.

2º Caderno 57
Vem a propósito introduzir o tema da construção das embarcações de recreio28, mercado que continua em expansão, e muito mais exigente que os tradicionais em matéria de qualidade, ambiente e segurança (QAS).
4.2. Sistema de gestão integrada QAS
4.2.1. A óptica económica
Das várias maneiras como este problema pode ser abordado, preferimos a económica, apontando para os custos e os benefícios
Não será preciso insistir nas vantagens económicas da qualidade, sobretudo se utilizarmos o poderoso conceito de fazer bem à primeira, e não o de uma penosa qualidade artesanal.
Que uma boa prática ambiental melhora a rentabilidade da empresa nem tem nada de surpreendente, se nos recordarmos que um dos objectivos importantes da gestão ambiental é a redução de resíduos, com ênfase na redução de materiais e recursos energéticos que sempre tem acompanhado o progresso industrial.
O que é recente é a ênfase em considerar essa redução como um fim em si mesmo e a sua análise económica como uma ferramenta para fazer coincidir objectivos sociais relativos ao ambiente com os interesses económicos da indústria.
Nesta óptica, redução de resíduos ou prevenção de poluição são expressões equivalentes: entendemos por prevenção de poluição a redução máxima exequível de todos os resíduos gerados no processo produtivo. Tal requer a utilização cuidada dos materiais e consumíveis gastos na produção, o aumento da eficiência no uso da energia, a
28 No § 6.2.4 do 1º Caderno já indicámos a legislação principal sobre as embarcações de recreio. A quem possa ler em inglês aconselhamos o site "europa.eu.int/comm/ enterprise/maritime/maritime_regulatory/rc_switchboard.htm",muito completo, com as "Guidelines 2004" do Recreational Craft Sectoral Group (RSG) e listas completas de normas harmonizadas.
2º Caderno 58
reutilização de materiais sempre que possível e a redução do consumo de água.
E quem poderá esquecer os custos directos e indirectos dos acidentes de trabalho?
Tentemos então apontar as linhas gerais de uma análise de custos – benefícios, assimilando-a a uma caminhada progressiva através de sucessivas fases ou patamares. Convém utilizar nesta análise, tanto quanto possível, as classificações de custos de qualidade definidas em normas de diversos países, incluindo Portugal.
Em cada fase devem ser analisados os benefícios económicos segundo as habituais técnicas de cálculo de redução de custos anuais, e sua análise em termos de valor líquido actual ou taxa interna de rentabilidade.
1º Patamar – Custos/benefícios directos.
É o que conduz os resultados mais tangíveis e imediatos.
Implica uma análise de
o Custos de investimento - Equipamento, materiais, instalação, implementação etc.;
o Benefícios operacionais – Redução de matérias primas, consumíveis e acidentes; melhorias de produtividade; minimização de resíduos com redução dos custos de tratamento ou deposição final; redução de acidentes pessoais.
2º Patamar – Custos/benefícios indirectos
o Autorizações administrativas e consequências dos seus atrasos; o Variação de custos administrativos; o Variação de custos de fiscalização e controlo; o Coimas.
3º Patamar - Custos de responsabilidade civil
o Danos pessoais; o Danos ao meio ambiente; o Descontaminação de recursos hídricos e solo.

2º Caderno 59
4º Patamar - Benefícios intangíveis
o Resposta dos clientes o Atitude dos trabalhadores o Imagem pública o Imagem junto de segmentos específicos de opinião
4º PATAMAR Benefícios Intangíveis
- Respostas de clientes - Atitude dos trabalhadores - Imagem pública - Imagem segmentada
PATAMAR CENTRAL ANÁLISE
FINANCEIRA - Custos e economias analisados - Cálculos de valor actual e rentabilidade
2º PATAMAR Custos Indirectos de más práticas
- Atrasos de autorizações - Custos administrativos - Fiscalização e controlo - Coimas
3º PATAMAR Custos de
Responsabilidade Civil - Danos pessoais - Danos ao meio ambiente - Descontaminação de recursos hídricos e solos
1º PATAMAR Custos/ Benefícios
Directos - Investimentos - Custos operacionais - Receitas operacionais
Fig. 4.1 – Análise custos/benefícios da implantação do sistema integrado qualidade – ambiente – segurança
2º Caderno 60
Merece especial relevo o problema das descontaminações, que em Portugal só muito recentemente começou a ser aflorado, mas será importante a médio e longo prazo
Mas na linha que temos vindo a defender é importante acrescentar que existem interacções benéficas e simplificações importantes com a aplicação do sistema integrado qualidade – ambiente – segurança, que mutuamente se potenciam e que podem ser baseados na mesma estrutura dentro da empresa.
Em anexo apresentamos um conceito de preparação e difusão de Boas Práticas e 16 documentos dentro desse conceito.
Para terminar este sub-capítulo, insistimos em que qualidade, ambiente e segurança têm de ser integrados na formação profissional de todos os trabalhadores, e não acrescentados como apêndice.
4.2.2. A solução AIM
A certificação pelas normas ISO 9001 e 14001 e pela especificação OHSA 18001 é cara e não é usual nos pequenos estaleiros.
A Associação das Indústrias Marítimas (AIM), indo ao encontro das preocupações dos seus associados e em consonância com a política da UE em relação às PME, decidiu promover a criação de uma especificação, a que chamou Padrão AIM, que sem obrigar a todos os requisitos das normas citadas, fosse uma garantia de qualidade. Será necessária alguma ligação e apoio do Instituto Português de Qualidade, o que está também dentro do espírito da política comunitária para o largo sector das PME.
Note-se que a garantia de qualidade terá de começar pela madeira e acabar pelo navio completo o que, aliás, vem facilitar o cumprimento da Directiva 94/25/EC sobre embarcações de recreio.29
29 Cremos que a UE terá tendência para alargar o sistema montado para as embarcações de recreio (directivas e normas harmonizadas, com redução do papel dos estados-membros), para outros tipos de embarcações.

2º Caderno 61
Para facilitar a gestão do sistema QAS (mesmo ou principalmente com o sistema mais formal das certificações), a AIM celebrou, no âmbito do ICOM, um contrato com a empresa ICTA, criadora e detentora de um software de gestão de sistemas – o Qualiteasy -, cuja utilização pelos pequenos estaleiros será praticamente isento de custos.
No CD apenso é explicado o sistema com bastante detalhe, pelo aqui nos vamos limitar a algumas indicações básicas:
1. O Qualiteasy é um produto desenvolvido pela ICTA para gerir sistemas de qualidade, ambientais e de segurança e saúde no trabalho; o sistema, embora frequentemente aplicado a grandes empresas, é suficientemente simples e adaptável para poder ser usado mesmo por micro-empresas.
2. As suas funções básicas são:
o Consultar Informação: acesso imediato ao Manual da Qualidade, procedimentos, formulários e instruções de trabalho na organização, não importa o estado em que se encontra (vigente, rascunho, obsoleto).
o Recolher e sintetizar dados de forma sistemática: acesso a formulários e instruções de trabalho, controlo de projectos, documentos, actas de clientes, reuniões internas, pedidos de formação de pessoal, avaliação de satisfação, etc. Localização imediata por meio de rascunho.
o Controlar as versões de qualquer documento: certificar mediante aprovação digital participação na elaboração, revisão e aprovação de documentos.
o Dispor de um canal permanente de comunicação interna. Independentemente da localização geográfica, todo o pessoal da organização pode realizar funções de melhoria contínua, através do envio de não conformidades, acções correctivas e/ou preventivas, mails de aviso para alterações ou revisões de documentos, etc.
2º Caderno 62
o Dispor de uma ferramenta para a melhoria contínua que permite:
Optimizar os processos aproveitando os recursos; Reduzir os custos de não comunicação; Controlar a documentação gerada; Aceder de forma imediata à informação, graças ao suporte
de Internet, independentemente da localização; Facilitar a gestão do conhecimento na organização; Garantir uma boa comunicação interna entre o pessoal; Melhorar a imagem corporativa face a clientes e
fornecedores; 3. Outros pontos importantes do Qualiteasy:
o É um software que actua na internet; o programa consta de dois sectores claramente diferenciados:
Gestor - de acesso restrito, serve para criar novos documentos, remetê-los aos implicados e ao consultor externo, torná-los visíveis ao pessoal da organização, e controlá-los; este sector só é utilizado pelo Responsável da Qualidade como base de dados, já que é onde se armazenam documentos (em todas as suas versões) e se gere a notificação de incidentes ou não conformidades:
Principal - espaço para qualquer agente consultar informações geradas pela organização, receber notificações e comunicações internas, remeter informações ao gestor, notificar incidentes, etc. ;
o Está também disponível em português, e é acessível de qualquer lugar do mundo em ligação à internet.

2º Caderno 63
CAPÍTULO 5
OS CAMINHOS DO FUTURO
5.1. Alguns testemunhos e práticas
Resumo da editorial do norte-americano Professional Boatbuilder Magazine30 de Ag./Set. 2003 – “Madeira em tempos de compósitos”:
o Nos estaleiros que continuam a trabalhar em madeira, mesmo com sucesso, vai-se generalizando a prática de trabalhar também noutros materiais, PRF, liga de alumínio e mesmo aço.
o A viabilidade dos estaleiros de madeira continua a ser reafirmada, na prática, pelo número dos que estão em operação, e nem todos são pequenas oficinas. O que é mais, o interesse está a crescer nos navios de madeira convencionais.
o É também clara a aceitação dos clientes potenciais, do sistema de construção madeira-epóxido, 25 anos depois da introdução desta técnica.
o Aumenta a tendência para acções conjuntas de marketing por parte de construtores de madeira, com aplicação de todas as técnicas de construção, incluindo restaurações clássicas.
De uma forma geral, a prática actual nacional e opiniões de outros países (como o Canadá e a Espanha) levam a aconselhar alguma mistura de tecnologias no mesmo estaleiro:
o No respeitante à madeira, poderão coincidir a madeira maciça com o tabuado ripado , o forro faixeado, a construção em contraplacado e as suas combinações; as ligações serão cavilhadas, aparafusadas e/ou coladas (cola epóxida de preferência).
30 Esta revista dedica-se, principalmente, a construções em PRF.
2º Caderno 64
o Qualquer destes sistemas poderá coexistir com um forro exterior em PRF (a resina epóxida é quase imperativa quando a cola for do mesmo tipo); com excepção do caso da madeira maciça, é aconselhável um forro interior também.
o A construção em madeira pode coincidir com construções em aço e em liga de alumínio.
Deixou, pois, de fazer sentido a distinção de construtores em madeira, PRF, aço e alumínio. Tal sucedeu em parte por necessidades de adaptação ao mercado e em parte pela progressiva simplificação técnica e banalização das tecnologias31. Esta banalização traduz-se, por exemplo, na disponibilidade de subempreiteiros para quase todas as tecnologias e na polivalência dos operativos (o que vem agarrado ao aumento de escolaridade).
5.2. A tecnologia
5.2.1. Os materiais e o projecto
Associamos estes dois pontos porque a mudança de materiais de construção acarreta alterações demasiado importantes no projecto, para poder ser deixada ao simples empirismo.
Para além dos problemas simples – embora frequentemente maltratados em ocasiões de mudanças – de pesos, volumes e estabilidade, temos questões mais complexas, como as qualidades náuticas (em relação ao mar e em relação aos tripulantes) e a velocidade e propulsores das embarcações (sobretudo no Norte e no Algarve, cada vez se usam mais as pequenas embarcações planantes de pesca profissional).
Vamos emitir algumas opiniões, genéricas e certamente discutíveis:
Comprimento até 10m
31 Esta banalidade é muitas vezes abusada, pela utilização amadorística das técnicas e do equipamento. Tal pode ser grave sobretudo no caso da soldadura de liga de alumínio.
2º Caderno 65
Parece-nos recomendável a utilização do contraplacado integral em cascos, quer para embarcações de pesca, quer de trabalho ou de recreio, a motor32.
Nas balizas e cavernas deve usar-se o mesmo material, a menos de problemas de atravancamento, e neste caso – com em fixes de máquinas, usar-se-ão lamelados-colados.
Em igualdade de resistência mecânica estas embarcações são mais leves que as de PRF, e de alumínio, mas por razões de estanqueidade e duração dos cascos convirá revesti-las interior e exteriormente com tecido de vidro e resina epóxida, indiscutível no caso de construção colada (o PRF de poliéster pode ter tendência a descolar). É aliás, o tipo de construção recomendada sem reservas para esta gama.
Para embarcações de recreio à vela ou mistas, a melhor solução parece estar no casco ripado, de preferência até ao quinado junto à linha de água. Nas obras mortas o contraplacado volta a impor-se.
Comprimento de 10 a 18m
Numa outra gama, que podemos estender entre os 10 e os 18m, os problemas não são muito diferentes quanto às embarcações de recreio, mas poderão sê-lo em relação às de pesca.
A utilização do contraplacado nas obras mortas não nos oferece dúvidas.
Quanto às obras vivas, no caso de veleiros, o casco ripado e colado com resina epóxida, rematado exterior e interiormente com camadas de tecido de vidro impregnado em epóxido, já deu provas suficientes; as construções são rígidas, duráveis e quase impermeáveis; o mesmo sistema poderá ser utilizado nas obras mortas. O casco faixeado poderá ser utilizado por quem deseje uma construção extra rígida e muito resistente aos encalhes.
32 Na zona da proa haverá frequente necessidade de cortar faixas de contraplacado em aplicá-las a 450, como num costado faixeado.
2º Caderno 66
Para embarcações de recreio a motor, a única diferença importante é que, consideradas as formas, a utilização do contraplacado será mais extensa.
Para embarcações de pesca, cremos que o interesse do contraplacado nas obras mortas se mantém, mas é mais discutível a utilização de casco ripado nas obras vivas, dadas as maiores espessuras necessárias. Muito dependerá da posição das sociedades de classificação33. Já o uso de balizas lameladas-coladas, é claramente aconselhável.
Comprimento de18 a 24m
Acima dos 18m, em relação à pesca vamo-nos aproximando das construções tradicionais, mas não há razão para não usar os lamelados-colados, não só para balizas como para reforços longitudinais e para a própria quilha. As vantagens dos contraplacados continuarão a fazer-se sentir, pelo menos, para pavimentos, anteparas e superstruturas.
A construção em aço entra já em força e a madeira só poderá competir se der garantias de qualidade suficientes.
5.2.2. Avanços tecnológicos
As colas modernas, e sobretudo a epóxida, introduziram um grande liberdade na construção dos cascos. Os contraplacados ganharam nova vida e tornou-se fácil o fabrico e aplicação de lamelados-colados.
Muito já foi dito acima, parecendo óbvio que:
o A construção em madeira deve ser – embora tal não seja um absoluto - associada com PRF, sobretudo usando resina epóxida (a que chamaremos ERF: epóxido reforçado com fibras)
o Para embarcações de recreio, o casco ripado – e existe uma grande liberdade na largura das ripas -, colado com epóxido e
33 As forças a utilizar para moldar a madeira variam com o quadrado da espessura, para uma variação relativamente reduzida (dependente da relação largura / espessura das ripas) da área de colagem.

2º Caderno 67
com revestimento exterior e interior de ERF constitui uma solução resistente e de fácil execução. Na prática temos uma construção em PRF sem molde e muito mais rígida.
o O mesmo tipo de construção é, obviamente, aplicável a embarcações de pesca e de trabalho.34
o Contraplacado nas obras mortas e tabuado ripado nas obras vivas, com o acréscimo ou não de faixas diagonais em contraplacado fino, é uma solução económica.
o O ERF torna a construção em contraplacado marítimo leve, resistente e duradoura; tal é válido para embarcações de recreio, de trabalho e de pesca.
o Balizas, vaus e reforços longitudinais em lamelado-colado in situ são soluções simples usando cola epóxida.
o Outra vantagem muito importante é que passará a existir um rigor dimensional muito maior, permitindo a prefabricação em muito maior escala, não muito diferente da que pode ser praticada com cascos metálicos: corte numérico de anteparas, esquadros e balizas, preaprestamento de anteparas, etc..
o É imprescindível que as construções e reparações passem a ser feitas em pavilhão, como já vai sendo compreendido por alguns construtores; para construções de certo porte, máquinas ferramenta e, sobretudo, meios de elevação, terão de ser melhorados.
A aquisição destas tecnologias – que não são muito difíceis, mas não podem ser encaradas com o simplismo que vimos em algumas empresas -, é condição necessária para qualquer incursão no mercado das embarcações de recreio.
Outros conhecimentos técnicos a adquirir ou a melhorar:
34 Basta pensarmos que as ripas funcionariam como miolo da construção sanduíche mas absorvendo, além dos esforços de corte, a maioria dos esforços de torção e longitudinais.
2º Caderno 68
o Melhor conhecimento das madeiras estrangeiras e exóticas, e conhecimento mais científico das nacionais;
o Conhecimentos sobre colas, incluindo a preparação adequada dos lamelados-colados (vigas direitas, tabuado, balizas);
o Conhecimentos sobre resinas e preservadores modernos;
o Técnicas de preparação dos gabaritos com suficiente precisão;
o Técnicas de construção dos cascos de quilha para o ar – e como virá-los de forma prática,
o Prática de rigor dimensional que a construção com contraplacados, lamelados-colados e ERF agora permitem; como corolário, a prefabricação de estruturas – com corte numérico - e de aprestamento. Parece-nos que neste ponto, reconhecidamente crucial na construção em aço, poderíamos alcançar uma vantagem muito significativa, uma vez que não está muito desenvolvida em estaleiros estrangeiros.35
Para levar estes conhecimentos às empresas será necessário fazer formação teórico-prática.
5.3. O mercado e os esforços conjuntos
Na Galiza o mercado para a construção em madeira é principalmente local e depende muito de um nicho de mercado: o das embarcações auxiliares das jangadas mexilhoneiras36; as recomendações de um interessante estudo efectuado pela sua associação de construtores são inteiramente aplicáveis ao caso português: fomentar o associativismo
35 Com excepção, por aquilo que lemos, do já citado caso do Tenacious, cujas dimensões (52m de comprimento) deverão ter levado a maiores preocupações de produtividade. 36 Não há muito tempo, uma tentativa de colocação de uma jangada ao largo de Viana do Castelo foi impedida ilegalmente, com a complacência das autoridades marítimas, por pescadores locais. Poderia ter sido o início de uma exploração indirectamente interessante para os nossos pequenos estaleiros.

2º Caderno 69
profissional, e pôr em funcionamento sistemas particulares e gerais de imagem e de marketing.
Na Nova Escócia (Canadá), o estaleiro visitado exerce, por si mesmo, um esforço de marketing muito superior ao do conjunto de todos os nossos estaleiros da madeira.
A associação da Nova Escócia serve sobretudo para a promoção das vendas (presença em boat-shows, lobby junto das autoridades provinciais e centrais, publicidade, etc.) e a certificação de profissionais. A passagem do mercado tradicional de pescas para o de recreio (tendo como alvo a costa este dos EUA), teve lugar há mais de 10 anos. Tem para nós interesse registar que, na promoção de vários tipos de embarcações de recreio, foi posta ênfase nas qualidades náuticas, pois tratar-se-ia de embarcações tão robustas como as tradicionais de pesca, apenas mais limpas, mais bonitas, melhor acabadas.
Posto isto é fácil ver que o nosso caminho passa também pela entrada no mercado do recreio, o que requer um esforço conjunto e associativo.
5.4. Algumas propostas
O caminho "puramente" lógico seria: reforço das estruturas associativas estudo dos mercados alvo e produtos a desenvolver formação e treino de trabalhadores directos, equipas de marketing e gerentes execução dos investimentos materiais execução de protótipos e campanhas de promoção.
Naturalmente que estas fases se entrelaçam e as acções se reforçam entre si.
Nas propostas que seguem deixamos apenas implícitas muitas dessas ligações.
(1) Reforço do associativismo, marketing e promoção
Recordamos que em Portugal nunca houve quaisquer estudos de marketing de construção naval e que na reparação só existe a (muito notável) excepção da Lisnave.
2º Caderno 70
Só colectivamente será possível desenvolver estudos de mercado e a promoção dos estaleiros nacionais; o maior óbice será a falta de espírito associativo nacional, que terá de ser vencido; o segundo será o financiamento das acções comuns.
Entre os mercados a considerar, sem a pretensão de esgotar o assunto ou mesmo de apresentar as melhores propostas, temos:
o Mercado nacional: pescas (profissionais e amadores), réplicas e actividade marítimo-turística (câmaras municipais, fundações, operadores turísticos), recreio (associações, amadores);
o Mercado estrangeiro: pescas (companhias mistas em Marrocos, ligação com associações em França e Espanha); réplicas (locais onde a presença portuguesa se fez ou faz sentir); recreio (Espanha, França, Inglaterra, Holanda, Escandinávia, África do Sul)
A Associação das Indústrias Marítimas (AIM) e a própria Direcção Geral da Indústria poderão ter um papel decisivo neste processo.
(2) Mudanças tecnológicas
O fundamental será a difusão dos contraplacados (qualidade marítima, colas epóxidas), dos lamelados-colados e do ERF (epóxido reforçado com fibras). Tal introduzirá diversas tecnologias de construção – incluindo a prefabricação - e a alteração da tecnologia de reparação dos cascos de madeira. Espera-se que as regras de construção agora elaboradas pela Rinave, poderão dar uma boa ajuda.
A difusão destas tecnologias envolve profundamente a AIM e pensamos que poderá implicar a contratação de um técnico estrangeiro experiente; deverá ter a colaboração da Associação das Indústrias da Madeira e do Mobiliário, do INETI, do LNEC e do IST.
A formação do pessoal será, obviamente, a pedra de toque.

2º Caderno 71
Uma referência especial também para as necessárias e complexas alterações aos projectos das embarcações: questões de pesos, volumes, estabilidade, períodos de balanço, qualidades náuticas.
(3) Qualidade, ambiente e segurança
A criação e divulgação do que chamámos o Padrão AIM poderá ser um contributo importante.
Note-se que a garantia de qualidade terá de começar pela madeira e acabar pelo navio completo.
(4) Investigação e desenvolvimento
Presentemente é nulo na área que estamos a considerar e muito pequeno na indústria naval portuguesa em geral.
Por omissão de outras instituições, voltamos a apontar a AIM como coordenadora de diversas acções. O INETI e o LNEC parecem ser as instituições mais vocacionadas para a execução dos estudos, mas a contribuição do Centro Tecnológico da Associação das Indústrias da Madeira e do Mobiliário de Portugal poderia revelar-se fundamental.
Para terminar, cremos que se justificará – até em termos de União Europeia -, o apoio governamental a um protótipo que terá de ser simultaneamente inovador e marcante das nossas diferenças competitivas.
5.5. Considerações finais
o Pelo que aqui dissemos, importa utilizar novos materiais na construção naval nacional, lamelados e contraplacados sobretudo, se a queremos manter competitiva;
o Esta tecnologia está em franca expansão também em construções em terra (pavilhões, tectos de piscinas, etc.), e a experiência tridimensional dos construtores navais pode ser um bom trunfo;
2º Caderno 72
o Existe um nicho de mercado, para embarcações com os novos materiais e tecnologias, que poderemos conquistar;
o A normalização da madeira e as novas colas e preservadores, conduziram a uma revolução no projecto e aplicação deste material.
Depende de nós aplicá-lo de forma tecnologicamente correcta, em embarcações competitivas, para os mercados que temos de procurar e desenvolver.
REFERÊNCIAS
Nº Autores Título
1 AV Syntec Technical Bulletin, 2002
"AV515 Polyurethane adhesive"
2 AV Syntec Technical Bulletin, 2003
"AV301 Resorcinol"
3 Charles B. Vick, 1988 "Strength and durability of one-part polyurethane adhesive bonds to wood – Forest Products Journal"
4 Det Norske Veritas, 1970
"Rules for the construction and classification of wooden ships"
5 Det Norske Veritas, 1983
"Rules for the construction and classification of vessels less than 15m"
6 Det Norske Veritas, 1997
"Tentative rules for certification and classification of boats"

2º Caderno 73
7 Det Norske Veritas, 1997
"Rules for classification of high speed and light craft"
8 Estanislau de Barros e Ferreira de Freitas, 1904
Construção Naval, Vol. I, II e III
9 FAO "Fishing boats designs: 2 V- bottom boats of planked and plywood construction"
10 Gérard Elbez, 2002 "Le collage du bois" 11 Germanischer Lloyd,
2002 "Rules for classification and construction – Wood, wooden hulls"
12 Glen L. Witt (1989) "Boatbuilding with plywood" 13 Gougeon (Meade A.),
1987 "Fatigue aspects of wood/epoxy composites"
14 Gougeon Brothers, 1985
"The Gougeon Brothers on Boat Construction – Wood and West System Materials"
15 Gougeon Brothers, 1986
"The scarfed beam test of adhesive strength"
16 Gougeon Brothers, 2000
"Savoir réparer et rénover son bateau en bois"
17 Gougeon Brothers, 2001
"West System User Manual"
18 Indústrias JOMAR – Madeiras e Derivados
Soluções em painéis técnicos para cofragem
19 INETI – José A. dos Santos, 1989
A colagem da madeira – Contribuição para o melhoramento das ligações coladas e valorização tecnológicas de madeiras nacionais
20 J.R.Watson, 2001 "Wood/epoxy longevity – Epoxyworks"
21 Jean Pierre Villenave, 1991
"Construction classique contreplaqué"
22 Jean-Luc Gourmelen, Laurent Charpentier,
"Le bois moderne est arrivé" (Voiles)
2º Caderno 74
Eric Vibart, 2002 23 Kay Harley, 2001 "TENACIOUS, a look back –
Epoxyworks" 24 Legislação nacional Decreto-Lei nº 96/97 de 24 de Abril
– Segurança das embarcações de recreio com casco entre 2,5 e 24m
25 Legislação nacional Portaria nº276/97 de 24 de Abril – Regulamenta o DL nº 96/97
26 Legislação nacional Decreto-Lei nº 199/98 de 10 de Julho - Segurança de navios de pesca de comprimento entre perpendiculares inferior a 12m
27 Legislação nacional Decreto-Lei nº 266/2000 de 10 de Outubro – Altera o DL nº 199/98
28 LNEC - Helena Cruz, Saporiti Machado, Manuela Rodrigues, Gilda Monteiro, 1997
Pinho bravo para estruturas
29 LNEC - J.E. Barreiro dos Reis, Manuela Farinha, Dario Reimão, 1997
Vocabulário dos termos utilizados em preservação de madeira
30 LNEC - José Saporiti Machado, 1999
Madeiras de folhosas e resinosas, nomenclatura comercial
31 LNEC - Lina Nunes, 1998
Preservação de madeiras para construção: Situação actual e perspectivas futuras
32 LNEC - Saporiti Machado, 1999
Madeira de folhosas e resinosas, nomenclatura oficial
33 LNEC - Saporiti Machado, Gilda Monteiro, 1997
Câmbala
34 LNEC - Saporiti Machado, Gilda Monteiro, 1997
Eucalipto comum

2º Caderno 75
35 LNEC – Saporiti Machado, Gilda Monteiro, 1997
Casquinha
36 LNEC - Saporiti Machado, Helena Cruz, Lina Nunes, Gilda Monteiro, 1997
Especificação de madeira para estruturas
37 LNEC -Tomás Mateus, 1961
Bases para o dimensionamento de estruturas de madeira – Memória nº179
38 Jean Pierre Villenave "La construction moderne-classique du bateau contre-plaqué"
39 Loisirs nautiques - Jean-Yves Poirier
"Le composite bois-epoxy "
40 Loisirs Nautiques - Michel Baptista
"Le matériau bois"
41 Loisirs Nautiques – Poerre Marie Bourguinat e outros
"Le strip planking"
42 Loisirs nautiques -Philippe Fessard, 1997
"Aménagements"
43 Norma EN 385:1995 "Finger-jointed structural timber – Performance requirements and minimum production requirements"
44 Norma ISO 12207: 2002 1 a3
Avaliação e classificação da estabilidade e flutuabilidade das embarcações
45 Norma ISO 12215: 2002 1 a 6
"Small craft – Hull construction and scantlings"
46 Norma NP ENV 1995-1-1
Eurocódigo 5: Projecto de estruturas de madeira Parte 1.1: Regras gerais e regras para edifícios
47 Odone Belluzzi, 1960 "Scienza delle costruzioni" Vol. III 48 Patrice Chanrion e Alain
Davesne "La valorisation des produits connexes du bois"
2º Caderno 76
49 Patrick Racher e outros, 1996
"Structures en bois aux états limites – Introduction à l'Eurocode 5 – Step 1 – Matériaux et Bases de calcul"
50 Patrick Racher e outros, 1996
"Structures en bois aux étsts limites – Introduction à l'Eurocode 5 – Step 2 – Calcul de Structure"
51 Publicações oficiais inglesas
"Guideline for organisations seeking Notified Body status to undertake inspection and certification of recreational craft"
52 Raúl César Ferreira, 1932
A construção do navio de madeira
53 Reuel B. Parker, 1990 "The new cold-molded boatbuilding" 54 Robbialac Portuguesa,
1965 Manual de pintura Vol. II
55 SP Systems "Guide to compositesConstruction methods in wood boatbuilding"
56 SP Systems "Bonding with epoxy in wood construction"
57 SP Systems "SP guide to using epoxies in the restoration of wooden craft"
58 SP Systems "Introduction to core materials" 59 SP Systems "Ultravar 2000 – Polyurethane
varnish" 60 SP Systems "Introduction to formulated
products" 61 SP Systems "Spabond 130 – Epoxy adhesive
system" 62 SP Systems "Filler powders" 63 Syndicat national des
constructeurs de charpentes en bois lamellé-collé, 2000
"Charpentes en bois lamellé-collé – Guide pratique de concepcion et de mise en oeuvre"
64 Tintas Robbialac, 1991 Os inimigos da madeira 65 U.S. Coast Guard "MSC Guidelines for Review of

2º Caderno 77
Structural Plans for Wooden Vessels"
66 U.S. Coast Guard "Guidance on Inspection, Repair and Maintenance of Wooden Hulls"
67 U.S. Department of Agriculture – Forest Service (1999)
"Wood Handbook – Wood as an Engineering Material"
68 União Europeia, 1994 Regulamento nº 3259/94 do Conselho, de 22 de Dezembro – Categorias de navios de pesca
69 União Europeia, 1994 Directiva 94/25/CE de 16 de Junho - Embarcações de recreio
70 União Europeia, 2003 Directiva 2003/44 de 26 de Agosto
- Embarcações de recreio 71 West system "West system epoxy – Typical
properties"
2º Caderno 78
ANEXO
AS BOAS PRÁTICAS
ÍNDICE
Nº Título Pág.
1 - PRINCÍPIOS GERAIS 81
2 - COMISSÃO DAS BOAS PRÁTICAS 91
3 - FORNECEDORES 94
4 - SUBEMPREITEIROS 98
5 - SUEMPREITADAS 100
6 - PESSOAL DE SUBEMPREITEIROS 103
7 - CHEFIAS DIRECTAS 110
8 - MANOBRA DE CARGAS 114
9 - ALAGEM DE EMBARCAÇÕES 117
10 - LIMPEZA DAS INSTALAÇÕES 120
11 - PREVENÇÃO E LIMPEZA DE DERRAMES DE ÓLEO 124
12 - MOVIMENTAÇÃO MANUAL DE CARGAS 128
13 - SEGURANÇA A BORDO 131
14 - EXTINTORES 136
15 - ESPAÇOS FECHADOS 140
16 - ESCADAS E ANDAIMES 144

2º Caderno 79
BPC 1. PRINCÍPIOS GERAIS
1. Objectivo
Apresentar princípios gerais e conselhos sobre a elaboração de um manual de Boas Práticas.
2. Introdução
2.1. Definições
Utilizam-se as seguintes siglas e definições:
BP – Boa Prática, que consoante se dirige à qualidade, ao ambiente, à segurança ou é comum a mais do que uma destas áreas, assim se chamará BPQ, BPA, BPS ou BPC; todas as BP se destinam a apresentar aos operadores regras de actuação quotidiana e relativamente simples, visando melhorar o seu desempenho e contribuir para o bom desempenho geral; têm sempre também uma óptica económica.
BPQ – Promove a garantia e melhoria da qualidade, nomeadamente quanto cumprimento de requisitos e redução de recursos humanos e materiais (“fazer bem à primeira”).
BPA - Visam o cumprimento da legislação ambiental, a redução do consumo de matérias primas, a minimização de resíduos e evitar, ou pelo menos reduzir para limites autorizados, a descarga ou deposição de agentes poluidores líquidos, gasosos ou sólidos.
BPS - Visam o cumprimento da legislação de segurança e higiene industrial e a redução de níveis de risco de acidentes pessoais ou patrimoniais e a mitigação das consequências em caso de acidente.
BPG – Trata-se de BP que englobam duas ou mais das ópticas acima, portanto QA, QS, AS ou QAS.
Operadores - Todos os utilizadores das instalações dos Estaleiros Navais, incluindo, portanto os seus empregados, subempreiteiros, membros das tripulações dos navios em reparação, vendedores e técnicos de equipamentos, e representantes dos armadores, sociedades de classificação e autoridades.
2º Caderno 80
Instalação - Oficinas, edifícios administrativos, navios em reparação, equipamento, objectos estacionários, veículos e áreas do Estaleiro em geral.
EN – Estaleiro naval; muitas das regras são gerais, outras aplicam-se especificamente aos estaleiros de construção e reparação naval em madeira.
Descarga - Qualquer despejo, derrame, fuga ou lançamento de poluentes.
Poluentes - Quaisquer substâncias que lançadas no ar, na água, no solo ou no subsolo alterem, temporária ou irreversivelmente, a sua qualidade e interfiram na sua normal conservação ou evolução e nomeadamente as substâncias perigosas constantes na Portaria nº 732-A/96, de 11 de Dezembro e suas actualizações e legislação complementar; nos EN têm particular importância duas operações ligadas à carenagem das embarcações: os resíduos de tintas e óleos retirados do casco durante a preparação para pintura e partículas de tinta que se dispersam no ar quando da pintura do casco à pistola.
Deposição - Acto ou efeito de depor, aqui no sentido de dar destino final, sobretudo a resíduos.
Utilizadores das instalações - O mesmo que operadores.
Responsável geral – A pessoa que foi nomeada pela Gerência para dirigir a preparação, implementação, monitorização e revisão das BP.
Responsável sectorial - A pessoa que, como representante da Comissão das BP, é responsável pela implementação e monitorização destas no seu sector ou instalações.
Responsável – A pessoa que, em pequenos estaleiros, acumula as funções de Responsável geral e Responsável sectorial e, frequentemente, a gestão da produção.

2º Caderno 81
Padrão AIM – Especificação de preceitos e boas práticas de qualidade, ambiente e segurança, presentemente (Setembro de 2004) em elaboração pela Associação das Indústrias Marítimas; será englobado no Sistema Português de Qualidade e destinar-se-á a PME (pequenos estaleiros e subempreiteiros dos grandes estaleiros), sem recursos financeiros e humanos paras as certificações pelas normas ISO 9001, ISO 14001 e NP 4397 , ou como primeiro passo para estas certificações.
2.2. O que se pretende
A médio prazo pretende-se:
o Criar condições competitivas da empresa, através da implantação de um Sistema de Qualidade, Ambiente e Segurança (QAS); tal poderá ser conseguido pela conformidade com o Padrão AIM.
A longo prazo pretende-se:
1. Consolidar e promover a melhoria continuada do Sistema QAS através da
Certificação pela norma da qualidade ISO 9001 - 2000;
Certificação pela norma do ambiente ISO 14001;
Reconhecimento do cumprimento da norma NP 4397 (ou da especificação de segurança e saúde ocupacional OHSAS 18001.
Podemos dizer que a certificação pelas normas ISO 9000 e 14001 constituem condições importantes para actuação com credibilidade no mercado internacional de construção e reparação naval. Infelizmente, porém, a certificação nem sempre tem trazido valor acrescentado aos estaleiros navais, representando antes uma carga burocrática que o sector da produção vê com maus olhos. Tal resulta, sobretudo, do facto de as empresas certificadas não se terem preocupado suficientemente em aplicar seriamente os princípios expressos nessas normas.
A área da segurança é de certo modo diferente, dados os factores legais, sindicais e humanos que impõem condições progressivamente menos penosas e de menor risco. No entanto, as particulares condições
2º Caderno 82
e ambiente de trabalho nos estaleiros navais conduzem a um número elevado de acidentes, cujos custos de vária ordem não vamos aqui referir, relevando apenas os de ordem económica: é sabido que os prejuízos reais provocados por um acidente são cerca de cinco vezes os custos directos com os trabalhadores atingidos.
Mas em qualquer das áreas em questão a certificação corre sempre o risco de assumir um significado mais burocrático do que real. Para o evitar, a disseminação das BP é muito importante por incidir sobre todos os operadores.
Nas três áreas em questão (QAS) não tem sido suficientemente atendido aos problemas enormes trazidos pelas subempreitadas, mormente do pessoal que vem trabalhar para nas instalações da empresa.
Se considerarmos que esse pessoal pode constituir 100, 200 ou 300% do pessoal próprio, podemos começar a fazer uma ideia da magnitude real do problema.
O seu enquadramento dentro das regras da empresa e também a sua produtividade devem constituir uma preocupação e ser objecto de medidas adequadas. Ora uma formação prática em QAS é a mais eficaz ferramenta para se conseguirem os objectivos pretendidos com o mínimo de dispêndio.
Dela a empresa beneficiará quer directamente (caso das vulgares "cedências" de mão de obra) quer por intermédio dos subempreiteiros (cuja rentabilidade operacional é condição importante para se conseguir um melhor serviço da sua parte).
Vejamos, muito brevemente, os benefícios de um sistema QAS:
o De uma forma geral, a melhoria de imagem, pelo trabalho bem executado e dando satisfação aos requisitos apresentados;
o O aumento de produtividade resultante de executar as tarefas "bem à primeira", em vez de em vez de um custoso sistema de qualidade artesanal;

2º Caderno 83
o A melhoria do planeamento resultante da utilização do conceito de clientes internos;
o A consequente redução de custos pela ausência de tempos mortos (que tanto envenenam a relação empresa - subempreiteiros);
o A manutenção de boas relações com as instituições oficiais, facilitando assim a aceitação dos pontos de vista da empresa, em termos de licenciamento e laboração;
o A redução de riscos para empregados e subempreiteiros, e de perdas económicas resultantes de acidentes;
o Aumento da auto-estima por parte de empregados e subempreiteiros, e criação de uma cultura de cumprimento das instruções de trabalho;
o Da integração dos subsistemas da qualidade, ambiente e segurança num sistema QAS resultam:
Redução de custos estruturais e burocráticos;
Tratamento integrado de muitas áreas comuns;
Sinergias resultantes das várias ópticas aplicadas aos mesmos problemas;
Boas possibilidades de utilização do conceito em termos de marketing.
2.3. Porquê utilizar as BP?
a) Razões éticas e imposições legais
A protecção do ambiente não é só uma obrigação colectiva mas também, e sobretudo, um dever individual.
Tudo fazer para evitar acidentes e preservar a saúde dos trabalhadores, é um dever fundamental das empresas.
As BP ajudam a cumprir as obrigações legais a que o Estaleiro e os seus trabalhadores estão obrigados, nos campos da segurança e do ambiente.
2º Caderno 84
Das violações podem resultar multas e coimas. Com as recentes alterações ao Código Penal, há infracções ambientais de que podem resultar penas de prisão.
A legislação é vasta e abrange emissões gasosas, efluentes líquidos e resíduos de todas as espécies, mas em especial os perigosos para o homem ou para o ambiente em geral.
Em relação à segurança e higiene no trabalho as BP ajudarão a criar a mentalização de cumprimento das regras e a melhorar estas. É imprescindível a consciencialização dos trabalhadores perante todos os tipos de riscos, principalmente os mais insidiosos.
b) Razões económicas (1) A melhoria da qualidade, sobretudo se atendermos á necessidade de
fazer bem à primeira e à melhoria contínua, tem uma importância óbvia na competitividade da empresa.
(2) As contaminações de solos provocadas por descargas de líquidos ou aterro indiscriminado ou doloso de resíduos sólidos ou pastosos, obrigarão, mais tarde ou mais cedo à sua descontaminação, procedimento quase sempre muito oneroso. É muito mais barato evitar as situações de poluição do que remediá-las.
(3) A saúde dos empregados não é só um dever, mas também um factor a ter em conta por razões económicas.
(4) A competência e motivação do pessoal podem sofrer uma considerável melhoria através de:
Formação - Já pelo exemplo, já com acções de formação generalizada, será desenvolvida a competência e motivação do pessoal para desempenhar as suas actividades com segurança e de forma responsável face ao ambiente.
Controlo do desempenho - O desempenho em termos de qualidade, ambiente e segurança será aferido periodicamente por meio de auditorias, para avaliação do cumprimento dos requisitos legais e das exigências das boas práticas.

2º Caderno 85
3. Requisitos e regras gerais de conteúdo
3.1. O bom senso
Um manual de BP nunca está completo e requer actualização contínua. As próprias regras deixam aos operadores latitude para adaptação às suas particulares condições.
Todos os operadores devem tomar uma atitude pró - activa.
Mas a regra de ouro é:
Aplicar o bom senso Estas indicações destinam-se a facilitar a elaboração de um manual de BP, não podendo ser encaradas como um constrangimento a qualquer outra metodologia.
3.2. Os quatro atributos (CARR)
Chamamos especialmente a atenção para quatro atributos essenciais mas frequentemente esquecidos ou, pelo menos, pouco vigiados, que devem coincidir no executante ou estar à sua disposição:
o As competências necessárias (não adianta incumbir alguém de uma tarefa, caso a não saiba executar);
o A autoridade de
preparar as actividades,
verificar a competência dos operadores e a disponibilidade dos recursos,
executar ou mandar executar;
o Os recursos necessários para a execução ;
o A responsabilidade pela preparação, execução, inspecção, correcções e revisão; a responsabilidade não é transmissível (as várias tarefas podem ser delegadas, mas não a sua responsabilidade perante terceiros);
3.3. Prevenção por planeamento, programação e segregação
2º Caderno 86
Estas medidas são muito importantes para minimizar custos. Vejamos um exemplo com as BPA: as operações que podem gerar líquidos poluentes (desde limpezas com ácidos até à lavagem de veículos automóveis) devem ser efectuadas nos locais e ocasiões apropriados.
Prevenção por planeamento - preparar um plano de prevenção e contramedidas em caso de derrames.
Prevenção por programação - ter o cuidado de programar as operações potencialmente poluídoras para os dias e horas em que possam, mais facilmente, ser controladas.
Prevenção por segregação - Para lá da absoluta necessidade de segregação de resíduos sólidos deve-se, sempre que possível, separar esgotos e fluxos limpos dos sujos. Afastar combustíveis, tintas e solventes da água, tanto quanto possível, etc.
3.4. Estrutura das BP
Recomendamos a seguinte ordenação:
a) Objectivos
o Qualitativos - diz respeito, muito sinteticamente, à acção proposta;
o Quantitativos - sempre que possível devem pôr-se números, que podem dizer respeito a quantitativos de resíduos, composição de efluentes, tempos de execução, etc.
b) Introdução
o Problema e risco - problema cuja solução se pretende com a BP e descrição do risco que representa (qual o perigo e a probalidade - mesmo em termos de grande, média ou pequena - que tenha lugar);
o Outras explicações gerais - como seja a influência do problema em causa noutras actividades, dificuldades e dúvidas, etc.;
o Legislação em causa - só o mínimo indispensável, mais em termos de transcrição do que de citação.
c) Desenvolvimento

2º Caderno 87
o Acções a executar – pode ser em forma de sim (o que se deve fazer) e não (o que não se deve fazer)
o Equipamento necessário
o Competências técnicas necessárias para que cada executante saiba
o O que tem que fazer
o Como tem que fazer
d) Responsabilidade e delegação de tarefas
o Entidade responsável e em quem são delegadas tarefas, sempre no entendimento que a delegação não retira a responsabilidade (pode, no entanto, haver responsáveis sectoriais pela implementação)
Implementação Divulgação da informação Promoção da formação Verificação da existência dos meios necessários
o Aplicação
o Controlo
o Revisão
e) Planeamento
o Implementação - pode usar-se um sistema mais ou menos sofisticado de planeamento, mas ter-se-á de atender à necessidade fundamental de controlo periódico;
o Controlo - serve sobretudo para
Verificação da efectividade da implementação Detecção de atrasos e as suas causas Adopção de medidas preventivas e correctivas; Revisão - visa sobretudo a melhoria continuada.
3.5. Planeamento detalhado
2º Caderno 88
As indicações que seguem não são aplicáveis directamente a pequenas empresas, mas ter em mente estes conceitos ajuda a sistematizar a preparação e aplicação de BP.
Um planeamento detalhado pode ser feito considerando, por um lado, estádios de preparação e por outro as fases de aplicação de cada estádio. Ou, melhor ainda, preparando uma matriz tendo nas linhas (ou colunas) os estádios e nas colunas (ou linhas) as fases.
a) Estádios
o Preparação da proposta a apresentar à Comissão das BPA o Proposta aceite e preparação planeada o Rascunho elaborado o BPA elaborada e aplicação prevista o BPA implementada
b) Fases de aplicação de cada estádio, com datas previstas e reais
o Nenhuma acção iniciada o Elemento principal em avaliação o Aplicação programada o Aplicação iniciada o Aplicação completada
BPC 2. COMISSÃO DAS BOAS PRÁTICAS
1. Objectivos
Os objectivos desta Comissão são:
o Identificar os problemas de gestão geral, qualidade, ambiente e segurança que beneficiariam da implementação de uma boa prática;
o Procurar a solução dos problemas e promover a preparação das correspondentes BP;
o Implementar, controlar e rever a aplicação das BP.
2. Introdução
2º Caderno 89
- Nota sobre aplicabilidade - Não é, em geral, possível aplicar esta BP nas pequenas empresas, por escassez de recursos humanos. Mas mesmo nelas os conceitos podem e devem ser utilizados, embora com menos formalismo; ouvir as administrações portuárias, por exemplo, pode ser muito importante.
Para cumprimento de objectivos da empresa, nomeadamente quanto
às necessidades de garantir e melhorar a qualidade,
ao cumprimento do normativo ambiental e de segurança industrial,
à integração progressiva de procedimentos ambientais, de qualidade e de higiene e segurança, e do conjunto com as normas de trabalho e sistema de gestão da empresa,
é necessário criar uma estrutura ad hoc, leve e eficaz, chefiada directamente pela administração e onde estejam incluídos todos os responsáveis sectoriais.
Por outro lado, quer pelo compromisso de abertura ao exterior, quer pela necessidade de concertar políticas e actuações, e de resolver problemas de difícil solução no actual contexto, é da maior conveniência procurar o apoio de instituições com influência no ordenamento e na gestão da área portuária onde o EN está implantado (administrações portuárias, câmara municipal, capitania do porto).
3. Desenvolvimento
3.1. Constituição e funcionamento o A Comissão é presidida pelo Administrador com o pelouro do
Ambiente e coordenada pelo Gestor de QAS;
o Os restantes membros ordinários da Comissão (coordenadores sectoriais), representaram todas as instalações do Estaleiro, de modo a garantir a sua cobertura integral;
o Os responsáveis sectoriais são respondem pela implementação das BP nas suas instalações.
2º Caderno 90
o São membros extraordinários da Comissão os representantes singulares de:
Administração portuária
Subempreiteiros
Fornecedores.
o Serão promovidas reuniões, pelo menos mensais, entre os membros ordinários da Comissão.
o As reuniões com os membros extraordinários terão lugar pelo menos trimestralmente.
3.2. Tarefas a desempenhar
a) Discussão do planeamento e do orçamentação das BP, cuja aprovação compete à Administração
b) Seguimento da sua divulgação, implementação, controlo e revisão
c) Encorajaramento de todos os operadores a cumprirem as BP e, implicitamente, a legislação pertinente. Com este objectivo a Comissão monitorizará todas as actividades da empresa com repercussões ambientais e dará assistência prática ao desenvolvimento e aplicação de Boas Práticas.
d) O presidente da Comissão procurará agir pela persuasão, incluindo a discussão dos problemas e dificuldades no âmbito da Comissão, mas tal não poderá impedir firmes acções correctivas e, se necessário, disciplinares.
4. Responsabilidade
o O coordenador da Comissão é responsável pelo funcionamento desta, nomeadamente quanto à marcação de reuniões, convocações, agendas e relatórios.
o Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) dos pontos a), b) e c) do §3.2 acima e avisar os colegas se detectarem falhas na suas áreas; é seu dever

2º Caderno 91
comunicarem as não conformidades detectadas e ajudar a procurar as causas e a tomar medidas preventivas e correctivas.
2º Caderno 92
BPC 3. FORNECEDORES
1. Objectivos
Conseguir que os produtos recebidos no EN :
o Cumpram os preceitos do § 7.4- Aprovisionamento, da norma ISO 9001:2000
o Sejam o menos poluentes possível dentro da sua classe, e que os resíduos resultantes tenham tratamento e destino finais adequados;
o Sejam utilizados em boas condições de segurança e saúde ocupacional;
2. Introdução
o Os requisitos do § 7.4 da ISO 9001:2000 são de cumprimento obrigatório pelos fornecedores de empresas certificadas pela mesma norma; constituem também um excelente guia para os requisitos a exigir por qualquer empresa para os seus fornecedores em geral;
o Os riscos da utilização de produtos inadequados vão desde os acidentes e doenças (problemas de saúde ocupacional) até à poluição de efluentes e emissões gasosas; mas considerando que é inevitável a utilização de substâncias perigosas, é fundamental conhecer e aplicar as precauções necessárias quanto ao seu armazenamento, manuseamento, utilização, eventual reciclagem e deposição de embalagens vazias e resíduos.
o A utilização de produtos como detergentes, ácidos e solventes contem riscos que é necessário minimizar através de precauções estudadas a partir das indicações das fichas de segurança dos fabricantes.
3. Desenvolvimento
3.1. Prospecção

2º Caderno 93
O sector de aprovisionamento procurará manter-se ao corrente do aparecimento de produtos novos ou melhorados em relação aos habitualmente utilizados, nomeadamente através de informações colhidas junto de fornecedores, clientes e estaleiros navais associados. De uma forma implícita ou explícita (de preferência), devem fazer-se, em relação aos fornecedores, as seguintes perguntas: o São fiáveis e credíveis nas suas relações?
o Têm os recursos necessários (equipamento, pessoal, recursos financeiros) para satisfazer a encomenda?
o Têm um sistema de gestão da qualidade?
o Têm cumprido satisfatoriamente outras encomendas?
o Estão em boas condições financeiras?
3.2. Aquisição
a) Requisitos gerais O cumprimento do § 7. 4 da ISO 2001:2000 implica, por exemplo, da parte dos fornecedores toda a informação necessária à descrição da encomenda e da sua aprovação e verificação. A ISO 12215-3 impõe, para embarcações até 24m, a apresentação de uma ficha da madeira com as seguintes indicações: o Nome botânico e nome comercial da espécie;
o Massa volúmica para um teor de água especificado;
o Propriedades mecânicas médias, com indicação das normas de referência;
o Teor de água quando da entrega e indicação do método de secagem (ao tempo ou em estufa).
b) Matérias primas e consumíveis tóxicos e perigosos O sector de aprovisionamento exigirá dos fornecedores de matérias primas e consumíveis tóxicos ou perigosos a indicação dos seguintes elementos: (1) Ficha com indicação de componentes tóxicos e perigosos,
nomeadamente quanto a substâncias constantes na Portaria nº
2º Caderno 94
732-A/96, de 11 de Dezembro e suas actualizações (DL nº 330-A/98, de 2 de Novembro e DL nº 209/99, de 11 de Junho) e na Directiva 67/548/CEE de 27 de Junho e suas actualizações;
(2) Indicação de cuidados a ter com o armazenamento, manipulação e aplicação;
(3) Indicação de cuidados a ter com resíduos, sobretudo tratamento e destino final;
(4) Precauções com a deposição das embalagens (se for o caso); se os resíduos e embalagens forem poluentes deve ser prevista a sua retoma pelo fornecedor para destino adequado.
3.3. Verificação
Deve existir um procedimento (de preferência escrito) para a inspecção e outras actividades necessárias para garantir que o produto comprado obedece aos requisitos especificados para a aquisição.
3.4. Destino final
A não aceitação por um fornecedor da retoma de embalagens vazias (desde que não contaminadas por outros produtos) ou em certos casos (como o de solventes) a não aceitação do produto usado, para reciclagem, serão razão de exclusão desse mesmo fornecedor.
4. Autoridade e responsabilidade
o O chefe do sector de aprovisionamento é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta BP.
o Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) e avisar os colegas se detectarem falhas na suas áreas; é seu dever comunicarem as não conformidades detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
o Os executantes são individualmente responsáveis pelo cumprimento da BP, embora no caso de subempreiteiros e fornecedores operando no estaleiro, sejam estes a assumir as consequências.

2º Caderno 95
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas
2º Caderno 96
BPC 4. SUBEMPREITEIROS
1. Objectivo
Conseguir que os subempreiteiros e o seu pessoal cumpram o normativo geral e as disposições da NAVALROCHA nos campos da qualidade, ambiental, e de segurança (QAS), nomeadamente as boas práticas.
2. Introdução
Os subempreiteiros são elementos fundamentais para a operação do estaleiro e têm de comportar-se e ser tratados como parceiros.
A sua participação nos problemas QAS é feita através de comunicação, informação e apoio nos dois sentidos.
3. Desenvolvimento
(1) Todos os subempreiteiros que trabalhem no estaleiro serão responsabilizados pela aplicação das boas práticas aplicáveis à sua esfera de acção e receberão orientação nesse sentido.
(2) Todos os subempreiteiros assinarão um termo de responsabilidade declarando que compreendem e aplicarão as BP requeridas. Esse termo de responsabilidade poderá ainda incluir outras obrigações ambientais genéricas ou específicas não cobertas pelas BP até então promulgadas.
(3) Todos os subempreiteiros designarão o seu responsável local e interlocutor das questões QAS.
(4) Será verificado em especial se os executantes de actividades de subempreiteiros particularmente perigosas
para o meio ambiente (como sejam decapagens, pinturas e limpezas de tanques e casas de máquinas),
ou em termos de segurança (como trabalhos a fogo, colocação de andaimes, entradas em tanques)
possuem os conhecimentos necessários para evitar poluição e acidentes.

2º Caderno 97
(5) Os subempreiteiros serão obrigados ao cumprimento do normativo nacional e municipal aplicável, relativos à segurança, nomeadamente quanto ao uso de equipamento de protecção individual.
(6) Em casos de incumprimento ou não conformidades, o EN poderá ordenar aos executantes a imediata cessação de trabalhos e, no caso de falha grave ou da repetição da falta, impedir o acesso da pessoa em causa às suas instalações; o aviso à empresa subcontratada deve ser tão rápido quanto praticável.
(7) O EN compromete-se a estudar as sugestões dos subempreiteiros e a dar-lhes satisfação dentro do que for razoável.
4. Autoridade e responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
o Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) dos pontos (4)a (6) acima e avisar os colegas se detectarem falhas na suas áreas; é seu dever comunicarem as não conformidades detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
o Os executantes são individualmente responsabilizados pelo cumprimento da norma, embora sejam as empresas de subempreiteiros a assumir as consequências.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas
BPC 5. SUBEMPREITADAS
1. Objectivos
Manter as subempreitadas sob controlo 2º Caderno 98
Melhorar desempenhos futuros, nomeadamente nos campos da qualidade, ambiente e segurança
2. Introdução
O trabalho das reparações navais é frequentemente mal planeado e controlado, devido ao curto prazo em que é (geralmente) executado e às indefinições e alterações frequentes.
Tal é agravado no caso das subempreitadas, por não existir nem uma estrutura nem conhecimentos de específicos de organização para com elas lidar.
São, pois, necessárias medidas preventivas e correctivas.
3. Desenvolvimento
3.1. Os apoios O elemento – chave no tratamento das subempreitadas é o chefe do projecto37. Ele tem, no entanto, que solicitar apoios
ao chefe do sector QAS para indicação das regras que devem ser respeitadas, sobretudo em termos de ambiente e segurança; tal inclui não só as regras gerais mas ainda regras específicas em certos trabalhos com problemas especiais de segurança e de produção ou recolha de resíduos,
aos encarregados para apoio no controlo do planeamento e na recolha dos elementos necessários para elaboração das estatísticas, nomeadamente anomalias ambientais e de segurança.
3.2. A execução
Competem ao chefe de projecto: (1) Definição do trabalho
(2) Elaboração do planeamento
37 Nos pequenos estaleiros o chefe de projecto é, em geral, o chefe da produção. O mesmo pode acontecer com o chefe do sector QAS, mas tal é de evitar.

2º Caderno 99
(3) Fornecimento das indicações e documentos necessários à execução dos trabalhos, incluindo os requisitos gerais e específicos apresentados pelo chefe do sector QAS
(4) Seguimento do trabalho com controlo das tarefas desempenhadas e do cumprimento do planeamento
3.3. Estatística
(1) Compete aos encarregados o registo de:
o Homens – hora (Hhs) de execução dos trabalhos;
o Hhs de execução de correcções;
o Cumprimento do planeamento, pondo ênfase nas horas de espera e nas suas razões
o Anomalias verificadas
(2) Compete ao chefe de projecto:
o Elaboração de um pequeno relatório com análise sucinta das anomalias e medidas preventivas e correctivas preconizadas
o Recolha de elementos para índices, tais como:
Número e Hh.s de correcções;
Número de anomalias ambientais (derrames, faltas de limpeza, etc.) e de segurança (não utilização de EPI, não cumprimento de regras);
Relação entre Hh.s previstos e gastos efectivamente;
Relação entre dias de atraso e dias inicialmente previstos;
4. Responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
o As responsabilidades do chefe de projecto e dos encarregados estão expressas no capítulo 3.
2º Caderno 100
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas

2º Caderno 101
BPC 6. PESSOAL DOS SUBEMPREITEIROS
1. Objectivo
Conseguir que o pessoal dos subempreiteiros cumpra as regras mínimas, em termos de qualidade, ambiente e segurança, quando vem trabalhar para os EN.38
2. Introdução
Os subempreiteiros são elementos fundamentais para a operação do estaleiro e têm de comportar-se e ser tratados como parceiros.
No que respeita ao cumprimento da legislação ambiental e de segurança, o EN que os contrata é a entidade responsável perante terceiros, sejam eles armadores, autoridades ou vizinhos.
Por sua vez o pessoal é obrigado por lei a cumprir as instruções recebidas. Se tiver dificuldades,
porque não compreendeu as instruções,
porque não tem ou não lhe é posto à disposição o equipamento de segurança adequado,
porque tem dificuldade em encontrar os contentores para resíduos,
a menos de uma situação de emergência não deve “desenrascar-se”, mas sim procurar o seu superior imediato e expor-lhe as dificuldades. Todos os subempreiteiros são obrigados a instruir o seu pessoal nos termos desta e outras instruções que lhe tenham sido comunicadas, sendo a sua responsabilidade regulada pela lei geral e pela BP4 – Subempreiteiros.
Tanto os subempreiteiros como o seu pessoal têm de assinar termos de responsabilidade.
38 É fácil verificar que muitas destas regras são aplicáveis ao pessoal do próprio EN.
2º Caderno 102
3. Desenvolvimento
3.1. Regras básicas
3.1.1. À entrada
O trabalhador deve
(1) Identificar-se (em termos pessoais e da organização a que pertence);
(2) Indicar o trabalho que, em princípio, lhe estará atribuído;
(3) Indicar o tempo previsto de permanência no EN;
(4) Indicar o nome do seu superior directo e como poderá com ele comunicar em caso de necessidade;
(5) Indicar se já foi instruído sobre estas “regras mínimas” de segurança e ambientais;
(6) Receber um cartão identificativo.
Nota - As regras (2) a (5) podem ser dispensadas caso haja conhecimento prévio das informações correspondentes.
3.1.2. Durante o trabalho
Obrigações
(1) É obrigatório o uso de fato – macaco (devidamente abotoado) e do equipamento de protecção individual (EPI - capacete, botas, óculos) de utilização geral que for determinado39; o equipamento em mau estado deve ser substituído
(2) É igualmente obrigatório o uso de equipamento de protecção individual específico para certos trabalhos (arneses, luvas, máscaras), durante a execução destes;
39 A obrigatoriedade do fornecimento dos fatos e do EPI é, em geral, dos subempreiteiros, mas pode também ser do EN; de qualquer modo, perante uma inspecção o responsável é o EN. Este pode, eventualmente, ressarcir-se junto do subempreiteiro, mas sabemos que se trata de processos complicados e a prevenção dos problemas é, de longe, preferível.

2º Caderno 103
(3) Os sinais de obrigatoriedade (velocidade, EPI) e de proibição (não abrir, não ligar, proibição de estacionamento, de passagem e de fumar e fazer fogo) têm de ser cuidadosamente cumpridos;
(4) A área de trabalho deve ser mantida sempre limpa e arrumada, com equipamento e material em ordem; pedir um kit de limpeza, se necessário;
Proibições (1) Deitar quaisquer lixos ou resíduos para o chão, desde papeis a
cascas, aparas, trapos, desperdício, pontas de eléctrodos e latas. Todos os lixos e resíduos devem ser segregados e lançados nos caixotes ou outros recipientes providenciados para o efeito pelo EN;
(2) Retirar um sinal de perigo, a menos que para tal lhe tenha sido dada autoridade;
3.1.3. À saída O trabalhador deve: (8) Deixar o seu posto de trabalho arrumado e limpo;
(9) Cumprir as instruções específicas, como sejam arrumar escadas, fechar garrafas de gases, deitar nos recipientes correctos os resíduos (trapos, desperdícios, restos de materiais) e latas vazias que estavam em seu poder;
(10) Entregar na portaria o cartão de identificação
3.2. Outras regras de segurança
3.2.1. Precauções gerais
(1) Anéis, pulseiras ou relógios – não usar enquanto se trabalha;
(2) Mangueiras e cabos de soldadura
Colocá-las de modo a evitar o risco de se tropeçar nelas ou de as deteriorar;
Em caso de rotura não tentar agarrá-las sem primeiro fechar a válvula de pressão;
2º Caderno 104
Não utilizar o sistema, aparentemente cómodo, de estrangular mangueiras para evitar ter de ir fechar uma válvula ou uma torneira de passagem.40
(3) Riscos eléctricos
Todos os condutores eléctricos estão em carga, até prova em contrário;
Não ligar circuitos eléctricos sem estar autorizado a fazê-lo e sem verificar se tal pode causar danos a terceiros
(4) Não retirar um sinal de perigo, a menos que para tal lhe tenha sido dada autoridade;
(5) Por onde não passar
Perto de cabos em tensão;
Debaixo de peças suspensas de guindastes e outros aparelhos de carga;
Por dentro de uma zona que poderá ser varrida por um cabo de um aparelho de força em tensão;
Locais que possam ser atingidos por salpicos de tinta, carepa de soldadura, etc.;
Por passagens proibidas;
Por zonas de trabalho, quando existem alternativas;
(6) Não tentar pôr a trabalhar, reparar ou ensaiar uma máquina ou equipamento, sem que para tal tenha sido autorizado;
(7) Ter cuidado em não deixar cair materiais ou ferramentas;
(8) Não subir a pontes rolantes ou guindastes sem autorização dos gruistas.
40 A utilização deste péssimo sistema com garrafas de oxigénio causou, durante a nossa experiência de trabalho em estaleiros navais, a morte de 7 homens em dois acidentes.

2º Caderno 105
3.2.2. Riscos de incêndio (9) Não limpar o vestuário com
oxigénio, pois o risco de incêndio é muito grande numa atmosfera com excesso deste gás, comburente por excelência;
líquidos inflamáveis (gasolina, benzina, diluentes, etc.);
(10) Utilização de extintores
Ver onde estão os extintores mais próximos e como funcionam, sobretudo se estiver com trabalhos que têm riscos de incêndio;
Desimpedir o acesso aos extintores, caso estejam tapados;
Utilizar os extintores adequados ao tipo de incêndio, e nomeadamente:
Não utilizar extintores com água para fogos eléctricos;
Utilizar extintores de pó químico ou neve carbónica para fogos eléctricos (cabos, quadros e equipamentos) e gases inflamáveis (propano, acetileno, etc.);
(11) Antes de fazer um trabalho a fogo, é necessário verificar se foi dada autorização e em que condições e se as medidas de protecção estão montadas;
3.2.3. Trabalhos em altura
(12) Cumprir as regras da BPS 1 “Utilização de escadas e andaimes”
3.2.4.Protecção dos olhos e vias respiratórias
(13) Para além do cumprimento dos sinais de obrigatoriedade de usar óculos de protecção, usar óculos (convém perguntar ao técnico de segurança quais são os mais adequados) sempre que se façam trabalhos em que haja riscos de alguém ser atingido por
poeiras (sobretudo poeiras metálicas de trabalhos com rebarbadeiras e outras máquinas), grainhas de soldadura,
salpicos de ácidos e outros líquidos irritantes,
2º Caderno 106
luz demasiado intensa, ou radiações ultra – violetas ou infra – vermelhas.
(14) Para além do cumprimento dos sinais de obrigatoriedade de usar máscaras (convém perguntar ao técnico de segurança quais são os mais adequados), usá-las sempre que houver riscos de
ar contaminado por gases, poeiras ou vapores,
atmosferas com falta de oxigénio.
3.3. Sanções
O não cumprimento das regras de segurança poderá levar: o À não indemnização (em caso de acidente) pela companhia
seguradora;
o Ao incurso em responsabilidade civil pelo trabalhador e pelo subempreiteiro, no caso de acidentes provocados a terceiros, de prejuízos patrimoniais ou de prejuízos intangíveis (como sejam atrasos nas reparações);41
Em casos de incumprimento ou cumprimento deficiente, o EN poderá ordenar aos executantes a imediata cessação de trabalhos e, no caso de falha grave ou da repetição da falta, impedir o acesso da pessoa em causa às suas instalações; o aviso à empresa subcontratada deve ser tão rápido quanto praticável.
4. Autoridade e responsabilidade
O Chefe do Serviço QAS42 é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos), e avisar os colegas se detectarem falhas na suas áreas; é seu dever comunicarem as não conformidades
41 Mas, como temos insistido, o primeiro responsável perante terceiros é sempre o EN: 42 O chefe da Produção, nos pequenos estaleiros.

2º Caderno 107
detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
Os executantes são individualmente responsabilizados pelo cumprimento da norma, embora sejam as empresas de subempreiteiros a assumir as consequências.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas. BPC 7. CHEFIAS DIRECTAS 1. Objectivo
Definir uma doutrina de actuação das chefias directas, quer empregados dos EN quer pessoal de subempreiteiros.
2. Introdução
2º Caderno 108
Em pequenos e médios estaleiros, com muito poucos níveis de decisão e utilizando subempreiteiros, as chefias directas constituem um ponto fulcral da organização.
As considerações que seguem são forçosamente genéricas e um tanto abstractas, mas espera-se que sejam úteis se meditadas e interiorizadas.
Nunca perder de vista quais são os desafios globais que se põem à empresa:
Em termos de qualidade – Construir e reparar embarcações cumprindo instruções e normas de modo a satisfazer, e se possível superar, as expectativas dos clientes; simplificar e fazer bem à primeira;
Em termos ambientais – Questionar processos e métodos, de modo a combinar a melhoria contínua do desempenho ambiental, com benefícios económicos;
Em termos de segurança – Reduzir os riscos para empregados, subempreiteiros e clientes, sem deixar de atender a imperativos económicos.
3. Desenvolvimento
3.1. Liderar
a) A norma CARR
Não esquecer que quando se dá uma ordem é necessário que o subordinado:
Tenha a competência para a executar;
Tenha a autoridade requerida para solicitar apoios ou mesmo dar ordens;
Tenha disponíveis os recursos indispensáveis;
Seja confrontado com a responsabilidade dos seus actos:
b) Adaptar o estilo de liderança ao subordinado
2º Caderno 109
Subordinado com: Liderança deve:
Pouca motivação e competência Indicar-lhe o quê, como, quando e onde executar
Alguma motivação e pouca competência
Fazer aceitar e cumprir instruções
Competência, mas sem auto - confiança
Compartilhar decisões, dar ânimo
Competência, auto - estima Dar “carta branca”
3.2. Dar o exemplo
As boas acções dão melhores resultados que as palavras
Corrigir e orientar atitudes - O exemplo da chefia motiva os subordinados.
3.3. A segurança
Conhecer bem e cumprir sempre as regras de segurança
Incluir as instruções de segurança quando mandar executar trabalhos
Usar sempre os equipamentos de protecção individual e impor o seu uso
Detectar eventuais rotinas impróprias ou práticas inseguras e tomar as medidas de correcção adequadas
Embora o técnico de prevenção deva fazer inspecções de segurança regulares, estas inspecções não substituem as inspecções continuas atribuídas à chefia directa e ou as inspecções dos próprios trabalhadores
A discussões dos assuntos de segurança nos locais de trabalho fornecem uma boa oportunidade para encorajar os trabalhadores em geral para as questões da segurança
Estar atento ao risco do consumo de bebidas alcoólicas e/ou ao consumo de drogas.
2º Caderno 110
Reportar todos os acidentes de trabalho, incidentes, quase - acidentes e focos de incêndio ocorridos
3.4. O ambiente
Verificar se o seu pessoal tem à disposição recipientes para resíduos e meios de limpeza de pequenos derrames, quando necessário
Cumprir e fazer cumprir as regras respeitantes a segregação e deposição de resíduos
Velar pela limpeza dos postos de trabalho
Impor procedimentos correctos no respeitante a evitar derrames e, no caso de acontecerem, à sua limpeza imediata
Não deixar que os postos de trabalho sejam abandonados sujos, desarrumados ou com lixo no chão
3.5. Manter bom relacionamento mas impor disciplina
Conhecer as capacidades e as limitações dos seus trabalhadores
Manter diálogo e aceitar críticas construtivas
Dar seguimento às sugestões dos subordinados
Não esquecer que execução correcta das actividades especificas de cada um depende muito do seu treino e das suas capacidades
Se as regras de segurança forem violadas, devem ser tomadas as medidas de correcção adequadas
Impor o cumprimento de regras operatórias e responsabilizar quem as executa
Em alguns casos pode ser recomendável a implementação de medidas disciplinares, de modo a se restabelecer uma conduta aceitável
As acções disciplinares, quando são tomadas, devem ser rápidas, razoáveis e consistentes (isto é, usar sempre a mesma bitola)

2º Caderno 111
4. Responsabilidade
O gestor QAS é responsável pela pelo planeamento, implementação e controlo desta norma, com especial atenção para os subempreiteiros.
As chefias directas (incluindo subempreiteiros) são responsáveis pela sua posta em prática e pela apresentação das dificuldades encontradas.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de BP.
BPC 8. MANOBRAS DE CARGAS
1. Objectivo
Evitar acidentes provocados pela movimentação mecânica de cargas, vulgarmente conhecida por manobras.
2. Introdução
2.1. Tipos de aparelhos de carga
Os aparelhos de movimentação de cargas podem ser de funcionamento contínuo, que não são habituais em estaleiros navais, ou descontínuo, como sejam:
2º Caderno 112
gruas, guindastes e pontes rolantes; macacos hidráulicos e mecânicos; empilhadores.
Nesta BP vamos considerar apenas o primeiro tipo de máquinas, habitualmente associado com as chamadas manobras.
2.2. Riscos de acidentes
Podemos dividi-los em: o Pessoais
Lesões provocadas pela queda da carga Quedas das pessoas Choque contra objectos e atropelamentos
o Do aparelho de carga Viragem da embarcação por excesso de momento inclinante
(produto da carga pelo braço) Deformação ou rotura por excesso de carga
o Da carga Queda por cedência de algum componente Deformação por erro de sustentação
3. Execução
Fases da manobra: Planeamento Preparação Execução
(1) Planeamento
o Conhecer a carga a movimentar Peso, forma, volume e posição do centro de gravidade Se contem líquidos ou sólidos a granel que possam verter ou
entornar Maior ou menor rigidez e fragilidade

2º Caderno 113
Valor económico o Condições da viagem da carga
De onde parte, para onde vai e qual o caminho Dificuldades como espaço exíguo, interferência com outros
trabalhos Condições ambientais, como temperatura, vento, humidade
o Definição dos meios a utilizar Equipamento de movimentação da carga sujeito a inspecções
periódicas e em bom estado Ferramentas de manobra bem dimensionadas Pontos de aplicação das ferramentas
o Pessoas necessárias e EPI o Marcação do dia e hora da manobra, assegurando-se da
disponibilidade da carga e dos meios, para evitar esperas e outras perdas de tempo
(2) Preparação
o Verificar a disponibilidade dos meios e estar atento a qualquer necessidade imprevista, para evitar esperas e demoras
o Verificar o estado das ferramentas de manobra Manilhas sem deformações, sem desgaste na rosca e com furos
alinhados e sem desgaste Torneis e gatos sem desgaste e desempenados, girando
facilmente Olhais sem deformações e desgastes Estropos de aço sem fios partidos ou cocas acentuadas Correntes com pouca deformação ou torcimento Balanças sem deformações ou fissuras
o Comunicar a todos os interessados quaisquer anomalias que possam conduzir a alteração do planeamento
o Montar tudo o Avisar intervenientes e outras pessoas afectadas (sobretudo para
evitar acidentes)
(3) Execução
2º Caderno 114
o Verificar se o pessoal usa o EPI o Verificar se o caminho e o local onde vai pousar a carga se
encontram desimpedidos o Conduzir a manobra com segurança o Estar atento a anomalias o Afastar pessoas
não envolvidas no interior de retorno de cabos que queiram passar sob cargas suspensas
4. Responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
o O chefe do sector de manobras é responsável pelo planeamento, preparação e recolha de elementos para estatística.
o O técnico nomeado será responsável pela execução
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.

2º Caderno 115
BPC 9. ALAGEM DE EMBARCAÇÕES 1. Objectivo
o Evitar danos ao ambiente marinho e ao terreno provocados por poluentes contidos em águas de lavagem de cascos de navios;
o Realizar a operação com tecnologia adequada e produtividade
2. Introdução
As actividades relacionadas com a alagem de embarcações para tratamento dos cascos, são as mais poluentes dos pequenos estaleiros
O primeiro problema aparece com a lavagem dos cascos, sendo os principais poluentes,
resíduos oleosos que vêm agarrados sobretudo à faixa da linha de água,
partículas sólidas suspensas, designadamente partículas de tinta,
carência de oxigénio.
Já na fase de pintura, é sobretudo a pintura à pistola que provoca a poluição, devido às partículas de tinta que ficam retidas no solo ou, de uma maneira ou de outra, acabam por ir parar à água.
A legislação ambiental, embora só seja clara em relação a indústrias de processo, contem os limites dos poluentes nas águas residuais e proíbe, por outro lado, a deposição – mesmo involuntária, claro -, de resíduos no solo.
3. Desenvolvimento
3.1. Precauções gerais
(1) Equipamento de protecção individual: é obrigatório o uso de capacete, luvas, fato impermeável, máscara respiratória, óculos, botas de borracha
(2) Equipamento de trabalho Deve ser inspeccionado previamente
2º Caderno 116
As máquinas devem estar em bom estado, com manómetros a funcionar correctamente
As mangueiras, além de requererem inspecção prévia e substituição das que não estiverem em condições, devem ser colocadas de modo a não obstruir acessos e bem conectadas
(3) Cuidados gerais
Ter cuidado em não atingir terceiros nem instalações eléctricas com o jacto
Não inalar as neblinas
Colocar desperdícios e resíduos nos recipientes adequados
Se o manómetro da máquina não indicar a pressão recomendada para a operação, avisar a chefia directa
Executar a lavagem respeitando as regras de posicionamento (perpendicularidade e distância ao casco, movimentos alternativos do braço)
Inspeccionar o trabalho à medida que vai sendo executado, de modo a evitar voltar atrás e repetições
Todo os operadores (nomeadamente mecânicos, tubistas e pintores)
são responsáveis pela prevenção, combate e limpeza de pequenos
derrames de óleos e tintas, conforme estipula a BPA respectiva;
Os trapos, madeira, latas, plásticos, etc., só devem ser depositados
nos contentores para lixo e sucatas existentes no fundo da doca;
3.2. Precauções contra resíduos oleosos
(1) Antes do início da lavagem, a parte mais importante dos resíduos oleosos (normalmente pelo menos 90%) deve ser retirada sem utilizar água, com recursos a solventes ou detergentes aplicados com rolo ou pulverizador.

2º Caderno 117
(2) Os resíduos, retirados com raspas adequadas ou vapor de água, devem ser recolhidos, colocados em bidão e enviados para o centro de triagem e transferência para entrega a gestor autorizado.
O pessoal que efectua a desmontagem de veios e hélices é
responsável pela colocação de aparadeiras e resguardos para evitar
derrames de óleo para o fundo das docas;
A abertura de bujões no fundo dos navios não deve ser feita sem a
colocação de aparadeiras ou tanques de recolha do líquido; os
técnicos encarregados são responsáveis pela eventual decisão de
lançamento para o fundo da doca, mas sempre após inspecção; em
caso de dúvida vigora a proibição;
4. Responsabilidade
O gestor QAS é responsável pela pelo detalhe, planeamento, implementação e controlo desta norma.
Os técnicos encarregados das operações de lavagem, quer pertençam à empresa quer a subempreiteiros, são responsáveis pelo cumprimento das indicações em 3.2 (1) e (2).
O encarregado sectorial é responsável pela execução de 3.2 (3).
Os executantes directos são responsáveis pelos cuidados em 3.1.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.
BPC 10. LIMPEZA DE INSTALAÇÕES 1. Objectivo
2º Caderno 118
Manter o estaleiro limpo, não só para melhorar a sua imagem junto de clientes, visitantes em geral e dos próprios trabalhadores, mas sobretudo para melhorar o sistema geral de gestão.
2. Introdução
A manutenção dos espaços interiores e exteriores limpos e ordenados é sintoma de boa gestão e, como tal, agradável para trabalhadores e para visitantes.
Podemos pôr ênfase na gestão ambiental, com implicações legais e económicas:
Redução e segregação de resíduos sólidos;
Eliminação de derrames e deposições ilegais de líquidos e consequentes contaminações do solo e das águas portuárias.
As repercussões em termos de higiene são óbvias e em termos de segurança são também importantes, pois um estaleiro limpo reduz a probabilidade de acidentes.
Em termos de qualidade a influência é directa – equipamentos sujos funcionam pior e requerem mais manutenção -, e indirecta: num ambiente limpo o trabalho tende a ser mais bem feito.
O sistema geral de gestão é beneficiado porque há redução de despesas e aumento de produtividade.
3. Desenvolvimento
1º princípio – Prevenir
Não deitar lixo para o chão, não derramar tintas ou produtos oleosos, segregar resíduos.
É rigorosamente proibido executar operações que impliquem derrames de óleo ou outras líquidos poluentes sem ser em aparadeiras ou em locais adequados para receber esses resíduos.
Ninguém pode trazer para o Estaleiro resíduos de qualquer espécie que tenham sido gerados fora das suas instalações.

2º Caderno 119
Se devem ser evitados os lixos resultantes de execuções pouco cuidadosas das actividades profissionais, por maioria de razão são proibidas outras actividades como cozinhar ou aquecer alimentos fora do refeitório.
2º princípio – Quem suja, limpa
(1) Todos os operadores são responsáveis pela remoção e depósito nos locais adequados de todos os resíduos resultantes da sua actividade, como sejam: papeis, latas de tinta ou de óleo vazias, garrafas de vidro ou de plástico, aparas de madeira, pontas de varetas de soldadura, pontas de cabos eléctricos e outros restos de materiais.
(2) Os subempreiteiros e fornecedores são obrigados a manter limpas as áreas onde trabalham. No caso de abandono do local, a limpeza tem de ser feita dentro de um período de 24 horas. No caso de navios em reparação, a limpeza terá de ser feita antes da sua colocação na água e sem provocar atrasos, o que pode significar ter de iniciar a limpeza antes de concluído o trabalho.
(3) Todas as limpezas terão de ser feitas de acordo com a lei e com as BP, evitando sobretudo que vão parar às águas do porto quaisquer resíduos, areias, latas, lixo ou águas cuja descarga não tenha sido autorizada.
(4) Quem faz acidentalmente um derrame deve tratar da sua limpeza imediata, usando os meios postos à sua disposição pela empresa ou pelo subempreiteiro.
3º princípio – Segregar, depositar
Todos os recipientes destinados à segregação de resíduos sólidos e líquidos devem estar adequadamente rotulados e etiquetados, indicando o tipo de materiais aceitáveis e, eventualmente, os não aceitáveis;
2º Caderno 120
(1) Todos os recipientes contendo substâncias perigosas devem também estar etiquetados e rotulados;
(2) Devem ser colocados avisos em todos os locais onde haja risco significativo de dano ao ambiente;
(3) Sinais de proibição de vazar líquidos devem ser colocados em todas as sarjetas e outros locais onde se pense que pode existir esse risco;
(4) Todos os operadores são responsáveis por depositar nos contentores adequados todos os resíduos resultantes da sua actividade;
(5) Todos os resíduos devem ser removidos com regularidade, evitando a sua acumulação, e depositados em termos legais;
(6) Os avisos sobre precauções ambientais devem ser estrategicamente disseminados pelo EN.
NÃO SIM
Ao lixo no chão
À poluição
À acumulação
À economia
À prevenção
À responsabilização
Deitar lixo no chão
É sinal de porcaria
É falta de consideração para com os colegas
Incomoda visitantes e clientes
É um tremendo desperdício
4. Autoridade e responsabilidade
O gestor QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
2º Caderno 121
Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) e avisar os colegas se detectarem falhas nas suas áreas; é seu dever comunicarem as não conformidades detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
Os executantes são individualmente responsáveis pelo cumprimento da norma, embora no caso de subempreiteiros e fornecedores sejam estes a assumir as consequências.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.
BPC 11. PREVENÇÃO E LIMPEZA DE DERRAMES DE ÓLEO
1 - Objectivos
a) Evitar derrames de óleo, tinta e líquidos semelhantes, sobretudo em operações de trasfega e transporte.
2º Caderno 122
b) No caso de derrame, conseguir uma rápida e adequada limpeza, evitando que sejam atingido o solo, águas subterrâneas ou portuárias.
2 - Introdução
Devido em parte à falta de instruções adequadas, mas sobretudo devido a negligência dos operadores, são numerosos os pequenos derrames diários, quer acidentais, quer pela falta de precauções adequadas nos locais de trabalho.
Para efeitos desta BPA, um pequeno derrame tem volume inferior a 50 l e fraca probabilidade de atingir as águas portuárias, no caso de as medidas de contenção serem rápidas; daí a responsabilidade dessa contenção ser local.
Os grandes derrames devem ser incluídos num Plano de Emergência, pois envolvem a intervenção de agentes externos.
Estas operações requerem cuidados a vários níveis: organização, infra-estruturas e competências.
Delas podem resultar derrames e contaminações espalhados por vários locais.
3 - Desenvolvimento
Nota - Para efeito desta BPA por “óleo” entende-se todas as espécies de produtos oleosos, incluindo petróleo bruto, gasóleo e outros derivados do petróleo, lamas e resíduos oleosos, e óleo misturado com outros resíduos. Por “águas oleosas” entendem-se as águas inquinadas com “óleo” no sentido atrás descrito, e provenientes não só dos navios em reparação (lastros, casas de máquinas, tanques, porões) mas também de oficinas e espaços ao ar livre onde se limpem ou lavem máquinas.
3.1 O que deve ser feito
(1) Consoante as dimensões do EN, deverão existir um ou mais "Conjuntos de ataque a derrames”, com os materiais necessários para a limpeza de pequenos derrames;

2º Caderno 123
(2) Todas as trasfegas de águas oleosas devem ser feitas de acordo com as disposições legais;
(3) No caso de trasfega
Deve ser feita uma inspecção cuidadosa à tubagem, nomeadamente aos meios de ligação de quarteladas;
Deve existir um meio rápido de comunicação para paragens de emergência;
As mangueiras e os tubos devem estar vazios no início e no fim da trasfega e devem ser escorridos para bidões ou depósitos.
Se não puderem ser esvaziados devem ser tapados com flanges cegas após a descompressão do sistema.
Devem ter tabuleiros para a recolha de pequenos derrames.
No caso de navios a nado, as mangueiras devem ter o comprimento suficiente para acompanhar oscilações do navio sem entrar em tensão.
(4) No caso de derrame
Pará-lo ou reduzi-lo o derrame (levantar um recipiente virado, tapar um buraco, desligar uma bomba, etc);
Delimitar a sua extensão (usando pano, desperdício, material absorvente, etc.);
Avisar o responsável da instalação ou o coordenador geral;
Cobrir o derrame com material absorvente, de preferência do “Conjunto de ataque a derrames”, ou serrim. Não usar palha nem materiais não absorventes.
Se o derrame for em recinto coberto, manter a área ventilada.
Se for de recear a possibilidade de o derrame atingir, por qualquer via, as águas portuárias, avisar o gestor QAS.
Limpar o local do derrame;
2º Caderno 124
(5) No caso de se aceitarem líquidos provenientes de navios, devem ser feitas análises prévias para determinar as precauções de transporte (utilizar apenas transportadores autorizados) e o destino a dar a esses resíduos líquidos;
(6) No caso de existir um separador de água e óleo
As águas limpas por separação do óleo só podem ser descarregadas para o porto caso não contenham mais de 15 mg/litro.
A massa oleosa separada só pode ser entregue a um transportador autorizado.
3.2. O que não deve ser feito
(1) As águas oleosas não podem ser descarregadas no solo, nem em sistemas de esgoto pluviais ou sanitários nem directamente em águas portuárias;
(2) Não se devem usar dispersantes e emulsionantes nas limpezas;
(3) Deve ser proibido lavar viaturas nas instalações do EN, a menos de existir um local devidamente apetrechado;
4. Autoridade e responsabilidade
O gestor QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) e avisar os colegas se detectarem falhas na suas áreas; é seu dever comunicarem as não conformidades detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
Os executantes são individualmente responsáveis pelo cumprimento da norma, embora no caso de subempreiteiros e fornecedores sejam estes a assumir as consequências.
5. Planeamento

2º Caderno 125
A elaboração, aplicação, controlo e revisão, devem fazer parte de um planeamento geral de boas práticas.
BPC 12. MOVIMENTAÇÃO MANUAL DE CARGAS
1. Objectivo
Evitar acidentes e reduzir as doenças profissionais associadas à movimentação manual de cargas
2. Introdução
2.1. Condições de risco
Existe risco na movimentação manual da carga nas seguintes condições:
(1) Características da carga
2º Caderno 126
o Demasiado pesada - superior a 30 kg em operações ocasionais e superior a 20 kg em operações frequentes;
o Muito volumosa ou difícil de agarrar;
o Em equilíbrio instável ou com conteúdo sujeito a deslocações;
o Colocada de tal modo que deve ser mantida ou manipulada à distância do tronco, ou com flexão ou torção do tronco;
o Susceptível, devido ao seu aspecto exterior e à sua consistência, de provocar lesões no trabalhador, nomeadamente em caso de choque.
(2) Condições do local
o Espaço livre ou insuficiente
o Pavimento irregular, escorregadio ou desnivelado
o Acesso difícil
o Temperatura, humidade ou circulação de ar inadequadas para exercer esforço físico
(3) Esforço físico exigido
o Excessivo para o trabalhador, o que pode resultar
do peso transportado
dos percursos efectuados
do número e frequência das operações de movimentação
o Apenas poder ser realizado com torção de tronco;
o Poder implicar um movimento brusco da carga ou ser efectuado com o corpo em posição instável.
2.2. Acidentes mais comuns
o Discopatias, lesões discais, outras lesões na coluna vertebral
o Queda de objectos sobre os pés
o Fadiga excessiva (pode conduzir a acidentes)

2º Caderno 127
3. Execução
(1) Antes de levantar a carga
o Avaliar o seu peso (pedir ajuda, se necessário)
o Verificar se existem outros dos factores de risco acima expostos
o Verificar se há necessidade de usar equipamento de protecção individual (luvas, calçado de segurança)
o Verificar se o caminho e o local onde vai pousar a carga se encontram desimpedidos
(2) Ao levantar e baixar a carga
o Colocar-se o mais próximo possível dela, afastando os pés cerca de meio metro
o Dobrar os joelhos tanto quanto necessário, com as costas e a cabeça direitos
o Segurar bem a carga com as palmas das mãos (não com as pontas dos dedos), mantendo-a o mais encostada ao corpo possível
o Ao baixar a carga, fazer movimentos inversos dos descritos
(3) Ao movimentar a carga
o Mantê-la imóvel, junto ao corpo
o Rodar os pés e não o tronco
(4) Pedir auxílio a um colega, se necessário
(5) No caso de uma dor súbita nas costas (lombalgia) após esforço ou torção rápida
o Não esforçar e voltar lentamente á posição inicial
o Se necessário, recorrer a observação médica.
4. Responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
2º Caderno 128
o As chefias directas devem verificar as condições expostas no § 2.1
o Os executantes devem verificar também as condições expostas no § 2.1 e executar o trabalho com as precauções indicadas no capítulo 3.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.

2º Caderno 129
BPC 13. SEGURANÇA A BORDO
1. Objectivo
Sistematizar a inspecção das condições de segurança a bordo de navios em reparação.
2. Introdução
A parte mais perigosa do trabalho do estaleiro tem lugar a bordo.
Um navio em reparação é, de certo modo, um ambiente hostil, com espaços e percursos mal conhecidos, frequentemente com falta de iluminação e locais com presença de gases.
Acresce que a realização de trabalhos a fogo implica cuidados sem falhas, pois é frequente existirem substâncias inflamáveis onde não se esperava e gases explosivos onde nada levaria a supor.
3. Execução
3.1. Prevenção
o O chefe de projecto estuda a especificação dos trabalhos, procurando encontrar circunstâncias ou trabalhos que requeiram particular cuidado no tratamento das questões de segurança, e das suas conclusões dá conhecimento ao técnico de segurança que terá a responsabilidade do navio;
o Este técnico toma as medidas mais adequadas de prevenção.
3.2. Inspecções a bordo
o Após a chegada do navio e logo que possível, o chefe de projecto promoverá uma reunião a bordo com o técnico de segurança e as chefias directas, com a seguinte agenda:
Locais de trabalhos a fogo
Pessoal do EN
Subempreiteiros
2º Caderno 130
Terceiros (normalmente encomendados pelo próprio navio)
o Diariamente o técnico de segurança inspecciona o navio, preenchendo a check–list anexa, comunicando as anomalias encontradas ao chefe do sector QAS e ao chefe de projecto
4. Responsabilidade
O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
O chefe de projecto e o técnico de segurança têm as responsabilidades indicadas no § 3 acima.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.
Apêndice – Ficha de inspecção de navios

2º Caderno 131
FICHA DE INSPECÇÃO DE NAVIOS
SIM NÃO Precauções gerais O pessoal usa correctamente o EPI? Há sinalização de segurança no navio? Há indicação à entrada do nome do técnico responsável? E dos números de telefone de emergência? Local de anomalias Responsável contactado Observações Precauções contra incêndios O trabalhos a fogo estão autorizados e com a prevenção prevista?
A rede de incêndios está com pressão adequada e bem localizada?
O equipamento de oxi – acetileno tem mangueiras em bom estado?
está bem montado? tem as válvula fechadas (se for o caso)?
Os pequenos derrames de combustível foram limpos? trapos e desperdicios recolhidos?
Há extintores carregados e disponíveis? Local de anomalias Responsável contactado Observações Precauções contra quedas Os andaimes estão bem montados? As escadas estão bem montadas e espaços adjacentes resguardados?
O portaló e a rede estão satisfatórios? As aberturas, pisos e alboios estão resguardados? Local de anomalias
2º Caderno 132
SIM NÃO Responsável contactado Observações Ventilação Os tanques com atmosferas tóxicas e/ou inflamáveis estão a ventilar?
A insuflação e a extracção são, em geral, adequadas? O estado das mangueiras e a sua localização são satisfatórios?
A libertação de gases, fumos e poeiras está sob controlo?
O sistema de CO2 está fechado e sob o controlo da tripulação?
Local de anomalias Responsável contactado Observações Iluminação de trabalhos A iluminação nos acessos e postos de trabalho é satisfatória?
A iluminação para pinturas é anti – deflagrante? A iluminação para trabalhos de lavagem é de tensão reduzida?
Local de anomalias Responsável contactado Observações Disposições e arrumações Os materiais de andaimes estão arrumados satisfatoriamente?
Os ventiladores, despoeiradores, aquecedores e compressores estão dispostos satisfatoriamente?
A colocação dos equipamentos de decapagem e pintura é

2º Caderno 133
SIM NÃO satisfatória? E a dos quadros eléctricos? As mangueiras e cabos estão dispostos de modo a não obstruir escadas e acessos?
Local de anomalias Responsável contactado Observações
2º Caderno 134
BPC 14. EXTINTORES
1. Objectivo
Conseguir que o pessoal dos EN e dos subempreiteiros possa utilizar com rapidez e eficácia os aparelhos extintores num princípio de incêndio.
2. Introdução
Os incêndios requerem oxigénio (habitualmente ar, mas pode oxigénio armazenado em garrafas), combustível e calor 2.1. Classes de fogos
A Combustão de materiais sólidos de natureza orgânica: madeira, trapos, papel, plástico
B Combustão de líquidos ou sólidos liquificáveis: gasolina, álcool, gordura, tinta, vernizes
C Combustão de gases: acetileno, propano, butano
D Combustão de certos metais: sódio, potássio, magnésio, alumónio
2.2. Tipos de extintores e sua selecção Pó químico seco Água Classes
de fogo Métodos de extinção
Fogos ABC
Fogos BC Especial
Dióxido de carbono (CO2)
Espumas
Jacto Pulveri-zada
A Arrefecimento ou inibição de combustão
Sim
Excelen-te
Não Não Não Sim Sim Sim
Excelente
B Inibição de chama ou abafamento e arrefecimento
Sim
Excelen-te
Sim
Excelen-te
Não Sim Sim
Excelen-te
Não Sim
C Inibição de chamas
Sim Sim Não Sim Não Não Não

2º Caderno 135
D Carência de oxigénio e arrefecimento
Não
Perigo de explosão
Não
Perigo de explosão
Sim
Excelen-te
Não
Perigo de explosão
Não
Perigo deexplosão
Não
Perigo de explosão
Não
Perigo de explosão
Fogos com riscos eléc- tricos
Inibição de chamas
Sim, até 6000 V
Sim, até 6000 V
Não Sim
Excelente
Não
É um condutor
Não
É um condutor
Admissível até 500 V
3. Desenvolvimento
3.1. Manutenção e conservação
(1) Um extintor utilizado, mesmo parcialmente, ou descarregado acidentalmente, deve ser reposto em estado de funcionamento ou substituído no período máximo de uma semana;
(2) Todos os 3 meses – verificar se os extintores estão nos locais, perfeitamente acessíveis e em bom estado de conservação;
(3) Todos os 6 meses – executar as operações de manutenção recomendadas pelo fabricante
(4) Anualmente – testes e relatório por técnicos habilitados
3.2. Utilização
(5) Os extintores devem poder ser utilizados por qualquer pessoa que se encontre próxima do foco de incêndio, o que obriga a que:
Todos os extintores possuam instruções de utilização em português e. de preferência, com representação gráfica;
Todos os trabalhadores (empregados e subempreiteiros) sejam treinados periodicamente no uso dos extintores.
(6) Sistema PAAV de utilização:
P – Puxar a cavilha de segurança
A – Apontar
2º Caderno 136
Extintores em geral – apontar para a base do incêndio e não para a chama
Extintores de espuma – apontar de modo que a espuma caia sobre o fogo
A – Apertar a alavanca de punho para soltar o agente extintor
V – Varrer de um lado ao outro do fogo
Extintores de água – mantê-los sempre apontados para a base do fogo
Extintores de pó químico – mover também verticalmente
Extintores de CO2 e halon – descarregá-los tão perto do fogo quanto possível e movê-los também verticalmente
Extintores de espuma – deixar sempre a espuma cair no fogo
(7) Precauções:
Ver o que está a arder para poder utilizar o extintor adequado
O extintor só serve para a fase inicial do fogo; se já estiver propagado, o melhor é fechar portas e janelas à medida que vai saindo
Se não tiver um extintor adequado, não procurar apagar o fogo
Posicionar-se tanto quanto possível perto da saída de emergência antes de tentar utilizar o extintor, porque este pode não funcionar ou não ser suficiente; por este motivo deve haver extintores junto às saídas de emergência ou nos seus acessos.
4. Responsabilidade
O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma;
O Chefe dos Bombeiros é responsável pela manutenção dos extintores e pela formação do pessoal.

2º Caderno 137
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.
BPC 15. ESPAÇOS FECHADOS
1. Objectivo
2º Caderno 138
Dar a conhecer os riscos existentes na entrada em espaços fechados e as precauções que devem ser tomadas.
2. Introdução
2.1. A entrada e permanência em tanques e noutros espaços fechados, está na origem de muitos acidentes, alguns deles mortais.
2.2. Quase sempre os riscos estão ligados à existência de gases, ou ausência de oxigénio:
o oxigénio pode ter sido reduzido devido à presença de outros gases ou a reacções químicas (como a simples criação de ferrugem),
pode ter havido decomposição de materiais orgânicos (como farinha, por exemplo),
pode haver gases explosivos, se se tratar, por exemplo, de um tanque de combustível ou de um local (como um cofferdam), para onde tenha havido fugas de combustível),
pode haver bicos de CO2 ou de oxigénio que não foram convenientemente fechados,
pode haver mangueiras danificadas a verter gases,
pode haver gases de tintas (sobretudo devido a pinturas recentes), etc.
Em todos os casos deve haver ventilação prévia e teste de gases.
2.3. Importantes são também
os riscos de queda; pois frequentemente há superfícies escorregadias,
os de imersão ligados a quedas e a falta de iluminação, ou mesmo a falta de cuidado na avaliação de riscos (imersão em cereais, areia ou em carvão em pó)
3. Desenvolvimento
3.1 O que é um espaço fechado

2º Caderno 139
É um espaço com
o Aberturas limitadas para entrada e saída
o Ventilação natural difícil.
Espaços típicos
o Caldeiras, chaminés
o Tanques de vários tipos
o Duplos fundos
3.2. Antes de iniciar o trabalho
o As chefias directas devem verificar
se é conhecida a utilização anterior do espaço,
se este está a ser ventilado e foi feito o teste de gases,
se os trabalhadores que tenham de entrar para dentro do espaço conhecem as precauções que devem tomar,
se existem condições para retirar um acidentado (asfixia, queda, doença súbita), nomeadamente maca, retenida, tripé de elevação, máscaras,
se existe iluminação suficiente e/ou se o pessoal está munido de capacete, calçado anti – derrapante e lanterna (testá-la antes de entrar),
se a temperatura não é excessivamente quente ou fria.
se existe um vigia
o Nos casos que ofereçam algum risco, deve ser afixada uma autorização à entrada do espaço, com as indicações consideradas importantes;
o Usar gambiarras anti – deflagrantes em locais onde haja perigo de explosão (mesmo que controlado)
3.3. Durante o trabalho
2º Caderno 140
o A ventilação deve ser mantida;
o O pessoal deve manter-se atento a qualquer sinal de perigo (ruído de água a correr, cheiro de gases, tonturas);
o Caso pressinta perigo, não hesitar em dar o alarme;
o Mangueiras e cabos de soldadura devem ser colocados de modo a evitar o risco de se tropeçar neles ou de os deteriorar.
3.4. No intervalo e no fim do trabalho
o Retirar todos os lixos, nomeadamente trapos embebidos em óleo;
o Fechar as válvulas ou torneiras de passagem de mangueiras, não usando nunca o estratagema de as estrangular;
o Avisar a chefia directa.
4. Autoridade e responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
o Os responsáveis sectoriais QAS devem verificar se estão reunidas as condições para o seu cumprimento nos seus sectores (sobretudo competências e recursos) e avisar os colegas se detectarem falhas nas suas áreas; é seu dever comunicarem as não conformidades detectadas e ajudar a procuraras causas e a tomar medidas preventivas e correctivas.
o As chefias directas (da empresa ou subempreiteiros) têm as responsabilidades indicadas no §3.2.
o Os executantes são individualmente responsabilizados pelo cumprimento das suas obrigações embora, no caso de subempreiteiros, sejam estes a assumir as consequências.
o A autorização para trabalho em espaços fechados é dada por um técnico de segurança com a competência atribuída pela Administração
5. Planeamento

2º Caderno 141
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.
2º Caderno 142
BPC 16. ESCADAS E ANDAIMES
1. Objectivo
Conseguir que o pessoal Dos EN e dos subempreiteiros cumpra as precauções necessárias na utilização de escadas e andaimes.
2. Introdução
Os andaimes e escadas constituem um risco efectivo ligado ao trabalho em altura, que só pode ser conduzido a limites aceitáveis se forem cumpridas as regras de segurança.
É um caso típico em que o próprio trabalhador tem um papel importante a desempenhar para a sua segurança.
3. Desenvolvimento
3.1. Andaimes
(1) Regra básica: o Os andaimes devem ter guarda – corpos, parapeitos e terminais a
50cm e a 100cm das pranchas;
o A escada de acesso deve ter inclinação não superior a 1/4, ter corrimãos e chegar até 1m acima da zona a atingir;
o O tabuado deve ser de qualidade e dimensões aprovadas.
(2) Construção e alteração
o Os andaimes só podem ser construídos por pessoal habilitado para o efeito e com materiais aprovados;
o Quaisquer pequenas alterações só podem ser feitas também por pessoal treinado;
o Ninguém deve estar por baixo de um andaime em construção.
(3) Utilização

2º Caderno 143
o Verificar os andaimes em que se vai trabalhar; todos os andaimes, bailéus e passarelas devem estar providos de guarda – costas; se notar alguma anomalia avise o seu superior directo;
o Testar a solidez do andaime antes de o utilizar
o Prevenir a queda de materiais, objectos, ferramentas;
o Não sobrecarregar o tabuado com cargas excessivas;
o Remover logo que seja possível e sempre antes da interrupção do trabalho tudo o que estiver solto;
o Quando executar trabalhos a fogo
Avisar a chefia directa para serem tomadas precauções a níveis inferiores;
Manter as tábuas molhadas (pedir um agulheta em carga), sobretudo por causa das grainhas que podem cair;
o Não usar bidões, caixas ou latas sobre as tábuas;
o Avise a chefia em caso de anomalia
o Se o andaime for móvel:
Não o deslocar com pessoal no tabuado;
Travar as rodas depois da deslocação;
3.2. Escadas móveis
(1) Colocação
o Inspeccioná-las antes de as utilizar e rejeitá-las se inseguras
degraus soltos, empenados ou em falta,
prumos empenados ou defeituosos,
consertos mal feitos,
pregos salientes, farpas ou rebarbas.
o Apoiá-las em pisos estáveis e fixá-las sempre parecer conveniente;
2º Caderno 144
o Inclinação máxima 1/4 (espaço no chão/altura na parede);
o Tomar precauções sobre abertura de portas, passantes, etc.
(2) Utilização
o Não usar calçado escorregadio;
o Se for derramado óleo ou gordura sobre uma prancha de andaime, deve-se proceder imediatamente à sua limpeza.
o Subir e descer de frente e com as mãos livres;
o Não transportar cargas pesadas ou volumosas;
o Não “fazer malabarismos” com um pé na escada e outro noutra estrutura
(3) Quando interromper o trabalho
o Arrumar a escada
4. Responsabilidade
o O Chefe do Serviço QAS é responsável pela pelo detalhe, planeamento, implementação, controlo e revisão desta norma.
o O responsável pelo sector de andaimes deve verificar se estão reunidas as condições para a sua utilização;
o Os executantes são individualmente responsabilizados pelo cumprimento das suas obrigações embora, no caso de subempreiteiros, sejam estes a assumir as consequências.
5. Planeamento
Para elaboração, aplicação, controlo e revisão, ver o planeamento geral de boas práticas.


















