Aggrgate Influence

of 7
-
Upload
madan-mohan-reddy -
Category
Documents
-
view
213 -
download
0
Transcript of Aggrgate Influence
-
7/28/2019 Aggrgate Influence
1/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 4
4
The Influence of Aggregate Type on the Physico-Mechanical
Properties of Magnesia Cement Pastes
Medhat S. El-Mahllawy, Hassan A. Hassan and Ayman M. Kandeel
Abstract
The work concerns physico-mechanical properties of
magnesia cement pastes-specially magnesium oxychloride
(MOC) cement pastes-mixed with different types of
aggregate. Fine and coarse carbonate quarry waste and
sand dunes resulted in the six mixes were studied. Three
mixes included the aggregates without water glass
treatment while the remaining mixes contained aggregatestreated with water glass. The influence of the aggregate
types on the water absorption, bulk density, compressive
strength and other properties of the magnesium oxychloride
(MOC) cement pastes at 3, 7, 28 days of curing were
determined. Also, water soaking at 90 days curing was
measured. The results revealed that the water/solid ratio,
aggregate type, aggregate size, and water glass additive
affected greatly on the properties of the MOC cement
pastes. Among the studied mixes, the mix containing treated
sand dune aggregate is found the most suitable forusing as
a starting point in a suitable practice.
Index Termscarbonate quarry waste, magnesium
oxychloride cement, physico-
mechanical properties, Sand dunes,
1.INTRODUCTION
Magnesia cements have been attracted attention for many
years due to their properties and potential applications. One
type of magnesia cement, magnesium oxychloride (MOC)
cement, also known as Sorel cement, is a type of non-
hydraulic cement formed by mixing powdered magnesiumoxide (MgO) with a concentrated solution of magnesium
chloride (MgCl2).
M. S. El-Mahllawy*, H. A. Hassan and A. M. Kandeel are with the Raw
Building Materials and Processing Technology Research Institute.
The Housing and Building National Research Center, Cairo, Egypt.87 El-Tahrir St., Dokki, Giza, Egypt. P.O. Box 1770, Cairo.
E-mail of the corresponding author*:[email protected].
Manuscript received January 6, 2012.
The MOC cement has many superior properties
compared to ordinary Portland cement. It has high fire
resistance, low thermal conductivity, good resistance to
abrasion and is unaffected by oil, grease and paints [1]. It is
also distinguished by a high strength/bonding, quick setting
time and does not require humid curing [2].
Magnesia (MgO) is mostly produced by calcination of
magnesite (MgCO3) at a temperature around 750C. The
quality or reactivity of the formed magnesium oxide
powder is largely affected by calcination temperature, firing
duration and particle size. The reactivity of MgO increases
with decreasing crystal sizes through decreasing the firing
temperature and increasing the surface area of crystals
[3 and 4]. The thermal history of the magnesite is the main
variable affecting surface area and reactivity of the
magnesia; these both increase as temperature increases up
to 900C and then decrease [5]. This in turn influences both
the reaction rate and the properties of the reacted product of
magnesium oxychloride cement.
Calcination of magnesia limits its reactivity. In the range
of 500-1000oC, magnesium carbonate is progressively
transformed into magnesia. Between 1000-1250o
C,a reorganization of the surface occurs. Above 1250oC,
particles melt and agglomerate. The theoretical surface area
as well as the reactivity of magnesia decreases [6].
The setting and hardening of the MOC cement takes
place in a through-solution reaction and is based on the
reaction between MgCl2 and MgO [7]. Four main reaction
phases in the ternary MOC system are found; 2MgO (OH)2.
MgCl2.4H2O (phase2), 3Mg(OH)2. MgCl2. 8H2O
(phase3), 5Mg(OH)2.MgCl2.8H2O (phase 5), 9Mg(OH)2.
MgCl2.5H2O (phase9), and Mg(OH)2, brucite. These
phases exist as reinforced components in the ternary system
at ambient temperature [8].
Magnesium oxychloride cement has many good
engineering and mechanical properties, but it has a poor
water resistance, causing significantly decreased strength
of hardened MOC paste in water thereby
limiting its engineering applications. Consequently, many
investigations on the water resistance of MOC cements
have been carried out over the years [9]. Additives that can
greatly improve the water resistance of MOC cement are
soluble silicates such as sodium silicate, phosphoric acid
mailto:[email protected]:[email protected] -
7/28/2019 Aggrgate Influence
2/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 5
5
and soluble phosphates, including the phosphates of alkali
metals, the phosphates of alkali earth metals, iron,
aluminum, and the phosphates of ammonia. Small amount
of these compounds can improve the water resistance of
MOC cement pastes significantly.
The presence of magnesium carbonate as an impurity in
magnesia and grinding a powder allow a better reactivity,
because the dissociation of magnesium carbonate is quickerthan that of magnesia [6].
This work aims to study the effect of different treated and
non- treated aggregate types; carbonate quarry waste of two
sizes and sand dunes made with different water/solid (w/s)
ratios on the physico-mechanical properties of the hardened
magnesium oxychloride cement pastes.
II.Experimental Procedures
A. Materials
The materials used in the current research are magnesite(M), sand dunes (SD) and carbonate quarry waste (CQW)
as aggregates. Magnesite as a raw material is extracted from
the southern Eastern Desert of Egypt associated with
mafic and ultramafic serpentinzed rocks. Calcination of
commercial Egyptian magnesite at about 750oC for 2h
produced a white to light yellow color of magnesia (MgO)
powder that was used in this investigation. The sand was
collected from the Quataniya sand dunes at 6th October
south Cairo, Western Desert of Egypt. The carbonate quarry
waste was taken from Gebel Attaqa area, Cairo-Suez desert
road, Egypt. Here, considerable amounts of carbonate
quarry waste in the form of powder as by-product from the
stone crushers are produced. This fine quarry waste is beingcollected, accumulated in the site, and the utilization of the
waste is a big problem from aspects of safe disposal,
environmental pollution and health hazards. In this study,
two sizes were used, passed from 1 mm and 90micrometer
sieves.
Also, additives were used in the present study;
commercial grade of the available water glass (Na2SiO3)
aqueous solution and the powder salt of ammonium
dihydrogen phosphate (NH4H2PO4) for improving the water
resistance of the Sorel cement.
B. Sample Preparation
The mixtures were prepared with the aid of a laboratory
bench top mixer first by dissolving the MgCl2 and
NH4H2PO4 in sufficient quantity of water and secondly by
adding the dry materials (magnesium oxide powder and the
aggregate) incrementally to the mix and lastly by adding the
residual water demand to achieve good workability; in case
of water glass addition, it was added before pouring of the
residual water. The water- to- solid ratio was different for
all mixtures according to the type aggregates. It was
controlled by obtaining good workability during the
experiment. Following mixing, specimens were prepared by
placing the MOC cement paste in steel cube molds of a size
of 5x5x5 cm. The solidified specimens were demolded after
24h and then cured in the air at the ambient lab conditions
(202oC and relative humidity 65 5%) until testing at 3, 7
& 28 days. Care was taken to reduce the amount of airvoids as much as practically possible. The mixing
procedure was the same for all paste mixes each of which
was represented by 20 cube samples. Six mixtures of
different aggregates percentage (Tables 1 and 2) were
prepared for studying the physico-mechanical properties of
the air cured specimens at different ages. Mixtures A2, A4
and A6 (group A) were based on non-treated aggregates
while mixtures A3, A5 and A7 (group B) were based on
water glass treated aggregates.
C. Test Methods
The solid materials were tested as follows.
The chemical analysis was performed on the ground
pressed aggregates powder using Philips PW 1400 XRF as
well as following the test method described in the American
Society for Testing and Materials [10].
The particle size distribution was determined using the
dry sieve analysis method of the International Organization
for Standardization (ISO) for fine aggregates [11].
The mineralogical composition was characterized by
X-ray diffraction (XRD).The XRD analysis was carried out
on the powdered samples passed through the 25m sieve
using XRD apparatus of X'pert Pro type (Netherlands). The
analysis was run using Cu K radiation in the range 2from 5-50 with acceleration voltage condition of 40 kV
and 40 mA. The interpretation of the obtained phases was
achieved by the X'Port high score PDF-2 database software
on CD-Release 2006. The semi-quantitative estimation of
the obtained phases was calculated by the software based
on the half width method of the detected main peaks.
The physico-mechanical properties of the hardened
blended magnesium oxychloride cement paste mixtures
were studied after 3, 7 and 28 days of curing. The water of
consistency, bulk density, water absorption and
compressive strength were determined according to ASTM
standards [12-15]. Also, the durability of MOC cement
specimens air cured for two weeks was determine by water
soaking for 3 months at the lab ambient conditions.
-
7/28/2019 Aggrgate Influence
3/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 6
6
Table 1. Mix composition of mixtures with non- treated
aggregates (Group A)
Mixcode
Mix composition Quantity
% by wt.
W / S
ratio
Remarks onaggregate
A2
- MgO- Carbonatequarry waste- MgCl2- NH4H2PO4- Mixing water
33.80
33.80
16.90
0.24
15.26
0.18
CQS: Passed
from 1mm sieve
diameter(Coarse
aggregate).
A4
- MgO- Carbonate quarry
waste
- MgCl2- NH4H2PO4- Mixing water
35.62
35.62
17.81
0.25
10.70
0.12
CQS: Passed
from 90 m
sieve diameter
(Fine
aggregate).
A6
- MgO- Sand dunes- MgCl2- NH4H2PO4- Mixing water
36.94
36.94
18.47
0.26
7.39
0.08SD: Natural.
Table 2. Mix composition of mixtures with water glass treated
aggregates (Group B)
Mixcode
Mix composition Quantity
% by wt.
W / Sratio
Remarks onaggregate
A3
- MgO- Carbonatequarry waste
- MgCl2- NH4H2PO4- Mixing water
33.60
33.60
16.800.24
9.04
0.11
CQS: Passed
from 1 mm
sieve diameter
and treated with
water glass
A5
- MgO- Carbonate quarrywaste
- MgCl2- NH4H2PO4- Mixing water
34.4034.40
17.20
0.24
6.88
0.08
CQS: Passed
from 90 m
sieve diameter
and treated with
water glass
(100 ml).
A7
- MgO- Sand dunes- MgCl2- NH4H2PO4- Mixing water
35.00
35.0017.50
0.24
5.26
0.06
SD: Natural and
treated with
water glass
(100 ml).
III.Results and Discussion
A. Characterization of the Aggregate Raw Materials
The chemical composition of the used aggregates is listed
in Table 3. As expected, MgO is the main oxide in
magnesite, SiO2 is the main oxide in sand dune while SiO2,
CaO and MgO are the main oxides in the carbonate quarry
waste. The high value of loss on ignition (L.O.I) for
magnesite and carbonate quarry waste is due to the
releasing of a high content of CO2 during ignition. The
composition of the carbonate quarry waste refers to
including the aggregate on quartz, calcite and dolomite as
shown subsequently.
Table 3. Chemical analysis of the raw materials used (wt.%)
Oxide
content%
Magnesite(M) Sand dunes(SD)
Carbonate quarry
waste(CQW)
SiO2 1.20 93.88 20.20
Al2O3 0.07 3.76 1.94
Fe2O3 1.29 0.68 2.64
CaO 2.36 0.55 29.81
MgO 79.50 0.37 15.38
Na2O 0.01 0.21 0.25
K2O 0.01 0.09 0.20
SO3 0.43 0.02 0.39
TiO2 0.01 0.10 0.23
P2O5 0.01 0.01 0.06
L.O.I 15.01 0.23 28.81
The XRD patterns and their identified phases are shown
in Fig.1. In the XRD diffractograms, several typical
minerals are identified. The sand dune aggregate is
composed of quartz mineral SiO2 (100%). This is in
agreement with observations by other researchers. The
XRD of carbonate quarry waste is consistent with the
chemical analysis showing a composition of approximately
40% quartz, 35% dolomite CaMg(CO3)2 and 25% calcite
CaCO3. The magnesite aggregate is composed essentially of
pericales mineral, approximately 90% MgO and 10%
portlandite mineral Ca(OH)2. The mineralogical analysis of
each aggregate shows the same composition as that
revealed by the chemical analysis.
Fig. 1. X-ray diffraction patterns of the aggregates used
http://en.wikipedia.org/wiki/Calciumhttp://en.wikipedia.org/wiki/Carbonhttp://en.wikipedia.org/wiki/Carbonhttp://en.wikipedia.org/wiki/Calciumhttp://en.wikipedia.org/wiki/Oxygenhttp://en.wikipedia.org/wiki/Oxygenhttp://en.wikipedia.org/wiki/Oxygenhttp://en.wikipedia.org/wiki/Calciumhttp://en.wikipedia.org/wiki/Calciumhttp://en.wikipedia.org/wiki/Carbonhttp://en.wikipedia.org/wiki/Carbonhttp://en.wikipedia.org/wiki/Calciumhttp://en.wikipedia.org/wiki/Calcium -
7/28/2019 Aggrgate Influence
4/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 7
7
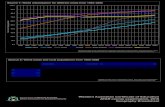
The grain size distribution of the aggregates is illustrated
in Fig. 2. The size of studied aggregates is less than 1.8mm
and larger than 300 m, i.e. the aggregate maximum size is
1.18mm. As seen, the sand dune is the finest aggregate
followed by magnesite and carbonate quarry waste, in that
order. The graded materials belong to the fine aggregate
size [16]. Due to its fineness, sand dune, is expected to be
more reactive than the other studied aggregates.
Fig. 2. Grain size distribution based on dry sieves analysis of
theaggregate usedB. Physico-Mechanical Properties of the Hardened
MOC Cement Specimens
In order to study the effect of aggregate on the physico-
mechanical properties of hardened MOC specimens, testsDone were the water of consistency, bulk density, water
absorption, water soaking and compressive strength (dry
and wet).
C. Water Demand
In order to obtain the same workability, the water/solid
ratios (w/s) of the water glass non-treated mixes A2, A4
and A6 (group A) are 0.18, 0.12 and 0.08, respectively, cf.
Tables 1-2 and Figure 1. In other words, the mix which
contains coarse aggregate of dolomite requires the largest
water/ solid ratio followed by the mix which contains fine
aggregate of dolomite and the mix containing sand dunes in
that order. This is due to the larger water absorption of the
coarse dolomite aggregate than the fine dolomite aggregate
and sand dunes, so that the water/solid ratio increases with
aggregate size. Moreover, the siliceous sand aggregate
attains the lowest water absorption of the studied aggregates
[17]. The water / solid ratio of water glass treated mixes
A3, A5 and A7 (group B) are 0.11, 0.08 and 0.06,
respectively. The lowest values of group B compared to
group A are due to the aggregates of the former-as opposed
to the latter- group being treated with water glass as
reflected in the reduced the w/s ratio. The cement pastes of
the group B achieved the same arrangement of the group A
with the non treated aggregates.
D. Bulk Density
The bulk density of the cement specimens of all mixes
(groups A and B) as a function of the curing period (3, 7and 28 days) is plotted in Fig. 3. The bulk density depends
on the packing of the particles, which in turn depends on
shape, density, surface texture, and grading of the particles.
The figure shows that for the hardened MOC cement
pastes of group A mix A6 provides the highest bulk density
followed by A4 and A2, in that order. This may be due to
the higher specific gravity of sand dunes ( 1.40 -1.60
g/cm3) than the quarry waste (0.70 -1.20 g/cm3) [18]. Also,
the bulk density is seen to increase with increasing curing
period. Moreover, the bulk density of the cured cement
paste of mix A4 gives higher values of bulk density than
those of mix A2 at all curing times. This may be attributed
to the specific gravity of fine dolomite aggregate being
smaller than the coarse dolomite aggregate. This is
confirmed by the material having a higher density in the
solid state than the broken (crushed) state which in turns
has a higher density than the pulverized (dust) state (the
lowest). Group B followed the same trend as group A as
specimens of mix A7 have the highest bulk density
followed by A5 and A3, in that order. It is observed that the
bulk densities of equal matures mixes of groups A and B
containing the same aggregate are generally higher for the
latter group. This may be explained by the solubility of
silica in the alkaline media. Thus, MgO has high alkalinity,
reaching a maximum pH value of 10 [19] which provokesthe increase of amorphous silica solubility which in turn
fills the voids and bonds the matrix together, so that the
cement paste becomes harder than that without water glass.
This is supported by the finding of others [20].
It is known that the solubility of quartz in pure water at
25 C is about 6 parts per million whereas that of vitreous
silica is at least 10 times greater. The high solubility of
silica, especially the amorphous type, is obtained in alkaline
media (pH value higher than 9) and particularly the
solubility of amorphous silica at temperatures below 100oC
has been the subject of many investigations [21].
0
20
40
60
80
100
0.1 1 10
Sieve Size, mm
PercentPassing
MgO (LOCAL)
SAND DUNE
Carbonate Quarry Waste
http://www.amazon.com/s/ref=ntt_athr_dp_sr_1?_encoding=UTF8&sort=relevancerank&search-alias=books&field-author=M.%20G.%20Alexanderhttp://www.amazon.com/s/ref=ntt_athr_dp_sr_1?_encoding=UTF8&sort=relevancerank&search-alias=books&field-author=M.%20G.%20Alexander -
7/28/2019 Aggrgate Influence
5/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 8
8
1.75
1.8
1.85
1.9
1.95
2
2.05
2.1
2.15
2.2
2.25
3 7 28
Curing time (Days)
Bulkde
nsity(gm/cm)
A2
A4
A6
A3
A5
A7
3
Fig. 3. Bulk density of hardened MOC cement specimens at 3, 7
and 28 daysair curing.E. Water Absorption
Water adsorption of the air cured specimens of the groupsA and B after immersion in tap water for 24h are plotted in
Fig. 4. It is observed that the hardened magnesium
oxychloride (MOC) cement past of mix A2 provides higher
values of water adsorption than mixes A4 and A6 at all
curing times. This indicates that the coarse dolomite
aggregate absorbs more water than the fine dolomite
aggregate and sand dunes. Mix A6 which contains sand
dunes affords lower values of water absorption at all curing
times. This is due to the physical properties of sand which
commonly have lower water absorption than carbonate
aggregate (quartz, calcite and dolomite). The MOC cement
specimens of group B show lower water absorption than
those of group A with the same aggregate but with andwithout water glass treatment, respectively This could be
attributed to various factors such as: (a) water glass acts as
a bonding agent (b) water glass is a sodium silicate solution
that in the presence of MgCl2 produces very fine sized
silicon chloride particles which can fill the pores acting as
a water repellant, causing the water absorption to decreases
(c) the amorphous silica may fill the voids between the
grains reducing water absorption (d) a chemical reaction
between the water glass and the aggregate permanently
binding the silicates to the aggregate surface making them
far more wearable and water repellent [22].
At any given curing time, mix A7 attained the lowest
water absorption of all mixes. The sodium silicate may act
as a glue producing a thin layer on sand grains to bond them
together [23]. However, aggregate treated with sodium
silicate solution significantly reduces porosity. In addition,
water absorption increases as the curing progresses. This is
likely ascribed to the escape of free water from the
specimens as indicated by the decrease in weight of the air
cured specimens with increasing curing time. This is shown
by the experimental tests. From this point of view, the
affinity of the cement specimens to absorb water is
increased as the curing time increases
0
1
2
3
4
5
6
7
8
3 7 28
Curing time (Days)
Waterabsorpti
on(%)
A2
A4
A6
A3
A5
A7
Fig. F Fig. 4. Water absorption of hardened cement specimens of the
different mixes at different air curing times after
immersion in tap water for 24 hours
F. Water Soaking
Table 4 shows the effect of soaking time on the splitting
of soaked MOC cement specimens. All specimens sustained
successfully the passive effect of water until 5 days of the
immersion in water. Continued immersion in water until
day 10 caused simple splitting on the specimen surfaces
except for mixes A3 and A7. Further water immersion until
day 15 resulted in clear cracks and sever splitting of all
specimens, mixes A3 and A7 excepted. To verify the
resistivity of specimens A3 and A7, they were immersed in
water for 90 days. It may due to that the expansion effect
according to formation of Mg(OH)2 from non reacted MgOwith water. The volume expansion due to the hydration of
MgO has been linked to cracking [24]. However, such
cracking only occurs provided the expansion of the material
is constrained [25]. If a sufficient amount of MgO is used,
the hydration occurs at a rate without causing cracking due
to delayed hydration; this can be achieved by calcination of
magnesite at low temperatures (< 750oC) forming products
that are resistive to the breakdown in water [24].
The study confirms that specimens made of mixes A3
and A7 submerged in water did not split. This may be due
to the type of aggregate used, the low water absorption and
the presence of water glass and ammonium dihydrogen
phosphate in appreciable amounts. Other mixes may needenough amounts of these additives. Note that the addition of
soluble phosphates to MOC improves the water resistance
by precipitation of totally insoluble phosphate complexes
[26] according to the following equations:
MgO + H2O= Mg (OH)2
3Mg (OH)2+2H3PO4= Mg 3((PO)4)2 + 6H2O
http://en.wikipedia.org/wiki/Porosityhttp://en.wikipedia.org/wiki/Porosity -
7/28/2019 Aggrgate Influence
6/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 9
9
Table 4. Visual observation of water soaked hardened
specimens of the different mixes
Specimens of
the
mix code
Splitting versus soaking time, days
0 - 5 6 - 10 11 -
15
16 -
90
A2
No evidence
for splitting
for the all
specimens
Simplesplitting at the
specimens
surfaces.
Severe splitting
and clear cracks
A4
A6
A5
A3
No splitting
A7
G. Compressive Strength
The dry and wet compressive strength of the hardenedMOC specimens of groups A and B at different air curing
times up to 28 days are presented in Figs. 5 and 6,
respectively. It can be seen that the strength of the MOC
specimens of groups A and B increases with the increase of
the curing times. It is revealed that the specimens of mix A7
have the maximum strengths at all curing ages, while the
specimens of A2 have the minimum strengths. Also, the
water glass treated specimens (A7, A5 & A3) provide
higher values than the corresponding non treated specimens
(A6, A4 & A2) i.e. specimens of the SD (treated and non
treated aggregate) provide the highest values followed by
CQW (treated and non treated aggregates) and then M
(treated and non treated aggregates).The wet compressive strength of the cured MOC
specimens are lower than the dry compressive strength at
the same curing age and follow the same trends of the dry
specimens. Moreover, the lower w/s ratio, the higher the
strength of the hardened MOC specimens. It is evident that
the water to solid ratio plays an important role in the
compressive strength property. Thus, the low strength
values of mix A2 may be caused by the high content of free
water which forming a large quantity of pores in the matrix.
This is supported by the fact that the specimens of mix A2
attain the maximum water absorption at all curing times
(2.397.35%). Thus, many pores inside the body skeleton
are formed which soften the body.
It would appear that the prerequisites for achieving high
performance MOC are: (1) the production of phase 5
(5Mg(OH)2.MgCl2.8H2O),(2) reduction of the content of
non reacted MgCl2 content, and (3) obtaining a reasonable
workability with an appropriate setting time [3]. When
MgO is mixed with MgCl2 solution, MOC gel paste is
produced forming a network which strengthens the
specimens as the curing time increases [27].
It is likely that upon the addition of water to the dry
mix, the ammonium dihydrogen phosphate dissolves in the
water to form an acidic solution which reacts with MgO at
the surface of the magnesia particles. When sufficient
hydrates are formed, the cement paste sets and hardens,
thereby increasing the strength as observed by others [20].
50
100
150
200
250
300
350
400
450
500
3 7 28
Curing time (Days)
Compressivestrength(kg/cm)
Dry A2
Dry A4
Dry A6
Wet A2
Wet A4
Wet A6
2
Fig. 5 Fig.5. Dry and wet compressive strength of the hardened
pastes made from mixes A2, A4 and A6 cured in
air up to 28 days
50
100
150
200
250
300
350
400
450
500
550
3 7 28
Curing time (Days)
C
ompressivestrength(kg/cm)
Dry A3
Dry A5
Dry A7
Wet A3
Wet A5
Wet A7
2
Fig. 6. Fig. 6. Dry and wet compressive strength of the hardened
pastes made from mixes A3, A5 and A7 cured in
air up to 28 days.
IV. Conclusion
The influence of carbonate quarry waste and sand dune as
aggregates on the physico-mechanical properties of
hardened magnesium oxychloride (MOC) cement pasteswas studied. The following conclusions can be drawn from
the present study.
- The MOC mixes which contain water glass treated sand
dunes provide the highest bulk density, compressive
strength and water resistivity as well as the lowest water
absorption.
- The mix which contains fine dolomite aggregate (water
glass treated or non treated) attains improved physico-
-
7/28/2019 Aggrgate Influence
7/7
CHEMICAL ENGINEERING JOURNAL VOL.1, NO.1, JANUARY 2012 10
10
mechanical values over those of mixes containing coarse
dolomite aggregate even after treatment by water glass.
- Treatment of the aggregates by water glass improves the
physico-mechnical properties for all mixes.
- The w/s ratio is an important parameter for controlling the
properties of magnesia cement specimens containing
water glass treated as well as non treated aggregates. This
is in analogy with the increase in compressive strength ofPortland cement specimens with the decrease in free
water.
- The study suggested that mix A7 based on sand dune
aggregate is a suitable starting point for the application of
MOC, magnesium oxychloride cement.
References
[1] Bensted, J; Barnes, P.: Structure and performance of
cements. 2nd Ed. Spon Press, London, 2002.
[2] Maravelaki, K.; Moraitou, G.: Sorel's cement mortars
decay susceptibility and effect on Pentelic marble. Cerm.
Concr. Res. 29(12),1929-1935, 1999.[3] Li, Z.; Chau, C.: Influence of molar ratios on properties
of magnesium oxychloride cement. Cem. Concr. Res. 37
(6), 866-870, 2007.
[4] Kandeel, A.: Effect of grain size of Mgo powder on the
physico-mechanical properties of magnesium oxysulfate
cement paste. Egypt. J. Appl. Sci. 24(12B), 521-530,
2009.
[5] Birchal, V.; Rocha, S.; Ciminelli V.: The effect of
magnesite calcination conditions on magnesia hydration.
Miner. Eng. 3 (14-15), 1629-1633, 2000.
[6] Soud'ee, E.; P'era, J.: Inflence of magnesia surface on
the setting time of magnesia-phosphate cement. Cem.
Concr. Res. 32, 153-157, 2002.
[7] Urwongse, L.; Sorrell C.: The system Mgo-MgCl2-H2O
at 23oC. J. Amer. Cram. Soc. 63, 501-504, 1980.
[8] Beaudoin, J.; Ramachandran, V.: Strength development
in magnesium oxychloride and other cements. Cem.
Concr. Res. 5 (6), 617-30, 1975.
[9] Chuanmei, Z.; Dehua, D.: Research on the water
resistance of magnesium oxychloride cement and its
improvement. J. South China Univ. 23 (6), 673679,
1995.
[10] ASTM-Designation D7348: Standard Test Methods for
Loss on Ignition (LOI) of Solid Combustion Residues.
Annual Book of ASTM Standards, V.05.06, USA, 2008.[11] ISO 6274: Conrete-sieve analysis of aggregate. 1St
(ed.), pp.06-01, 1982.
[12] ASTM-Designation C187: Standard test method for
normal consistency of hydraulic cement. Annual Book of
ASTM International standards, V. 04.01, USA, 2004.
[13] ASTM-Designation C109 / C109M: Standard test
method for compressive strength of hydraulic cement
mortars (Using 2-in. or [50-mm] cube specimens. Annual
Book of ASTM Standards, V. 04.01, USA, (2008.
[14] ASTM-Designation C1585: Standard Test Method
for Measurement of Rate of Absorption of Water by
Hydraulic-Cement Concretes. Annual Book of ASTM
Standards, V.04.02, USA, 2004.
[15] ASTM-Designation C134: Standard test methods for
size, dimensional measurements, and bulk density of
refractory brick and insulating firebrick. Annual Book of
ASTM Standards, V.15.01, USA, 2010.[16] ASTM-Designation C125: Standard Terminology
Relating to Concrete and Concrete Aggregates. Annual
Book of ASTM Standards, V.04.02, USA, 2010.
[17] Smith, M.; Collis, L.; Fookes, P.; Lay, J.; Sims, L.:
Aggregates: sand, gravel and crushed rock aggregates for
construction purposes. The Geological Society, London.
3rd Ed., 2001.
[18] Alexander, M.; Mindess, S.: Aggregates in Concrete
(Modern Concrete Technology). 448 p. Spon Press,
London, 2005.
[19] Jianli, M.; Youcai, Z.; Jinmei, W.; Wang, L.: Effect of
magnesium oxychloride cement on
stabilization/solidification of sewage sludge. J. Const.Build. Mat. 24, 79-83, 2010.
[20] Ding, Z.; Li, Z.: Effect of aggregates and water contents
on the properties of magnesium phosphor-silicate cement.
Cem. Concr. Comp. 27, 11-18, 2005.
[21] Fournier, R.; Rowe, J.: The solubility of amorphous
silica in water at high temperatures and high pressures.
Amer. Miner. 62, 1052-1056, 1977.
[22] Ito, T.; Sobue, K.; Ohya, S.: Water glass bonding for
micro-total analysis system. Sensor and Actuators B:
Chemical, 81 (2-3), 187-195, 2002.
[23] Lucas, S.; Tognonvi, M.; Gelet, J., Soro, J.; Rossignol S.:
Interactions between silica sand and sodium silicate
solution during consolidation process. J. Non-Crystalline
Solids 357 (4), 1310- 1318, 2011.
[24] Harrison, J.: Reactive magnesia oxide cements. In:
W.I.P. Organisation (ed.), Australia, 2001.
[25] Vandeperre, L.; Liska, M.; Al-Tabbaa, A.:
Microstructures of reactive magnesia cement blends. Cem.
Concr. Comp. 30, 708-714, 2008.
[26] Kurdowski W, Sorrentino F. Special cements, in: P.
Barnes (Ed.), structure and performance of cement, Appl.
Sci. Pub., London , p. 539, Chapter 10, 1983.
[27] Dehua D. The mechanism for soluble phosphate to
improve the water resistance of magnesium oxychloride
cement. Cem Concr. Res. 33 (9): 1311: 1317, 2003.