
Agglomerated Fluxes And Wires For Submerged Arc … Details/Leaflets/submerged_arc...Agglomerated...
3
D & H I N D I A L I M I T E D Formerly ‘D & H Welding Electrodes (India) Ltd’ Igniting Solutions TM Agglomerated Fluxes And Wires For Submerged Arc Welding High Quality High Productivity
Transcript of Agglomerated Fluxes And Wires For Submerged Arc … Details/Leaflets/submerged_arc...Agglomerated...
D & H I N D I A L I M I T E DF o r m e r l y ‘ D & H W e l d i n g E l e c t r o d e s ( I n d i a ) L t d ’Igniting Solutions
TM
Agglomerated Fluxes And WiresFor Submerged Arc Welding
High QualityHigh Productivity
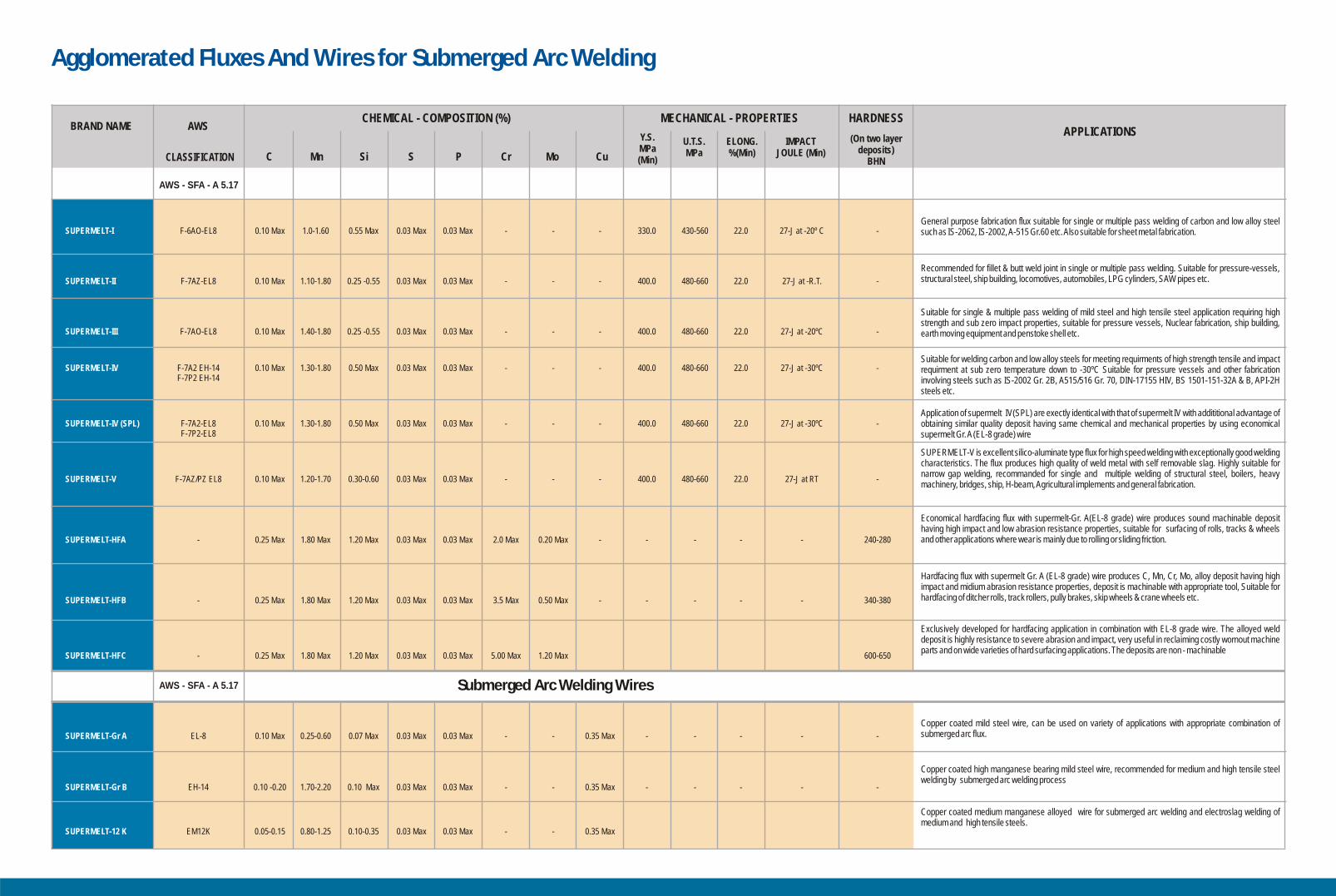
Agglomerated Fluxes And Wires for Submerged Arc Welding
Submerged Arc Welding Wires
APPLICATIONS
General purpose fabrication flux suitable for single or multiple pass welding of carbon and low alloy steel such as IS-2062, IS-2002, A-515 Gr.60 etc. Also suitable for sheet metal fabrication.
Recommended for fillet & butt weld joint in single or multiple pass welding. Suitable for pressure-vessels, structural steel, ship building, locomotives, automobiles, LPG cylinders, SAW pipes etc.
Suitable for single & multiple pass welding of mild steel and high tensile steel application requiring high strength and sub zero impact properties, suitable for pressure vessels, Nuclear fabrication, ship building, earth moving equipment and penstoke shell etc.
Suitable for welding carbon and low alloy steels for meeting requirments of high strength tensile and impact requirment at sub zero temperature down to -30ºC Suitable for pressure vessels and other fabrication involving steels such as IS-2002 Gr. 2B, A515/516 Gr. 70, DIN-17155 HIV, BS 1501-151-32A & B, API-2H steels etc.
Application of supermelt IV(SPL) are exectly identical with that of supermelt IV with addititional advantage of obtaining similar quality deposit having same chemical and mechanical properties by using economical supermelt Gr. A (EL-8 grade) wire
SUPERMELT-V is excellent silico-aluminate type flux for high speed welding with exceptionally good welding characteristics. The flux produces high quality of weld metal with self removable slag. Highly suitable for narrow gap welding, recommanded for single and multiple welding of structural steel, boilers, heavy machinery, bridges, ship, H-beam, Agricultural implements and general fabrication.
Economical hardfacing flux with supermelt-Gr. A(EL-8 grade) wire produces sound machinable deposit having high impact and low abrasion resistance properties, suitable for surfacing of rolls, tracks & wheels and other applications where wear is mainly due to rolling or sliding friction.
Hardfacing flux with supermelt Gr. A (EL-8 grade) wire produces C, Mn, Cr, Mo, alloy deposit having high impact and midium abrasion resistance properties, deposit is machinable with appropriate tool, Suitable for hardfacing of ditcher rolls, track rollers, pully brakes, skip wheels & crane wheels etc.
Exclusively developed for hardfacing application in combination with EL-8 grade wire. The alloyed weld deposit is highly resistance to severe abrasion and impact, very useful in reclaiming costly wornout machine parts and on wide varieties of hard surfacing applications. The deposits are non - machinable
Copper coated mild steel wire, can be used on variety of applications with appropriate combination of submerged arc flux.
Copper coated high manganese bearing mild steel wire, recommended for medium and high tensile steel welding by submerged arc welding process
Copper coated medium manganese alloyed wire for submerged arc welding and electroslag welding of medium and high tensile steels.
SUPERMELT-I
SUPERMELT-II
SUPERMELT-III
SUPERMELT-IV
SUPERMELT-IV (SPL)
SUPERMELT-V
SUPERMELT-HFA
SUPERMELT-HFB
SUPERMELT-HFC
SUPERMELT-Gr A
SUPERMELT-Gr B
SUPERMELT-12 K
F-6AO-EL8 0.10 Max 1.0-1.60 0.55 Max 0.03 Max 0.03 Max - - - 330.0 430-560 22.0 27-J at -20º C -
F-7AZ-EL8 0.10 Max 1.10-1.80 0.25 -0.55 0.03 Max 0.03 Max - - - 400.0 480-660 22.0 27-J at -R.T. -
F-7AO-EL8 0.10 Max 1.40-1.80 0.25 -0.55 0.03 Max 0.03 Max - - - 400.0 480-660 22.0 27-J at -20ºC -
F-7A2 EH-14 0.10 Max 1.30-1.80 0.50 Max 0.03 Max 0.03 Max - - - 400.0 480-660 22.0 27-J at -30ºC -F-7P2 EH-14
F-7A2-EL8 0.10 Max 1.30-1.80 0.50 Max 0.03 Max 0.03 Max - - - 400.0 480-660 22.0 27-J at -30ºC -F-7P2-EL8
F-7AZ/PZ EL8 0.10 Max 1.20-1.70 0.30-0.60 0.03 Max 0.03 Max - - - 400.0 480-660 22.0 27-J at RT -
- 0.25 Max 1.80 Max 1.20 Max 0.03 Max 0.03 Max 2.0 Max 0.20 Max - - - - - 240-280
- 0.25 Max 1.80 Max 1.20 Max 0.03 Max 0.03 Max 3.5 Max 0.50 Max - - - - - 340-380
- 0.25 Max 1.80 Max 1.20 Max 0.03 Max 0.03 Max 5.00 Max 1.20 Max 600-650
EL-8 0.10 Max 0.25-0.60 0.07 Max 0.03 Max 0.03 Max - - 0.35 Max - - - - -
EH-14 0.10 -0.20 1.70-2.20 0.10 Max 0.03 Max 0.03 Max - - 0.35 Max - - - - -
EM12K 0.05-0.15 0.80-1.25 0.10-0.35 0.03 Max 0.03 Max - - 0.35 Max
BRAND NAME AWS
C Mn Si S P Cr Mo CuCLASSIFICATION
Y.S.MPa(Min)
U.T.S.MPa
ELONG.%(Min)
IMPACTJOULE (Min)
(On two layerdeposits)
BHN
CHEMICAL - COMPOSITION (%) MECHANICAL - PROPERTIES HARDNESS
AWS - SFA - A 5.17
AWS - SFA - A 5.17

D & H India Limited offers a wide range of Welding Consumables for diverse applications in industries like Steel, Shipbuilding, Petrochemical, Cement, Construction, Transport, Offshore, Energy, Repair & Maintenance, to name a few. Our products include Manual Metal Arc Electrodes, Submerged Arc Welding Fluxes & Wires, CO2 Welding Wires, Flux Cored Wires, Filler Wires and Metallurgical Cored Wires.
The company's initiative on Total Quality Management has resulted in ISO 9001-2008 certifications for both of its principal manufacturing facilities located at Indore and Ghatabilod.
Our modern manufacturing facility at Indore is equipped with the most sophisticated quality control and R & D infrastructure. We developed various special and ultra-special electrodes to meet the ever increasing and multifarious needs of our customers. Our qualified and trained field force renders expert technical service before, during and after the sales.
With a wealth of experience and technical know-how at our command, we even undertake to provide solutions for various welding related applications.
We are firmly committed to the welding technology, qual ity and customer satisfaction.
Igniting Welding Quality, Enabling Higher Productivity
insp
irem
ultim
edia
.co.
in
D & H I N D I A L I M I T E D
D & H I N D I A L I M I T E DF o r m e r l y ‘ D & H W e l d i n g E l e c t r o d e s ( I n d i a ) L t d ’
H. O. & Works: Plot ‘A’, Sector ‘A’, Industrial Area, Sanwer Road, INDORE - 452 015 (M.P.) INDIA. Ph.: +91 731 4273501 - 511 Fax: +91 731 2722447 / 4273500 Email: [email protected] Website: www.dnhindia.com
Igniting Solutions
TM JAS-ANZ
ISO 9001 : 2008Reg. No.: R91/1287


















