advanced steel offers automakers aggressive engine downsizing
29
w w w . a u t o s t e e l . o r g ADVANCED STEEL OFFERS AUTOMAKERS AGGRESSIVE ENGINE DOWNSIZING Andy Schmitter Nucor Corporation
Transcript of advanced steel offers automakers aggressive engine downsizing
w w w . a u t o s t e e l . o r g
ADVANCED STEEL OFFERS AUTOMAKERS AGGRESSIVE ENGINE DOWNSIZING
Andy Schmitter Nucor Corporation

w w w . a u t o s t e e l . o r g
Background and Scope
The Bar Applications Group (BAG),a committee of the Steel Market Development Institute (SMDI), wanted to conduct a study to define engine performance and weight improvements that may be possible when an engine is designed using an increased number of steel components.
The SMDI contracted with Mahle Powertrain to complete the study.
w w w . a u t o s t e e l . o r g
Background and Scope
Project Scope – Literature survey to quantify current steel usage in engines – Review of MAHLE internal reports – Brainstorm and information gathering with MAHLE Component
Experts – Determination of component weight saving potential – Final Report
MAHLE Powertrain (MPT) to focus on consideration of steel as an enabler e.g. – Higher strength – Smaller package – Better heat management – Friction
Heavy duty engines not widely considered in this study – steel content already high
w w w . a u t o s t e e l . o r g
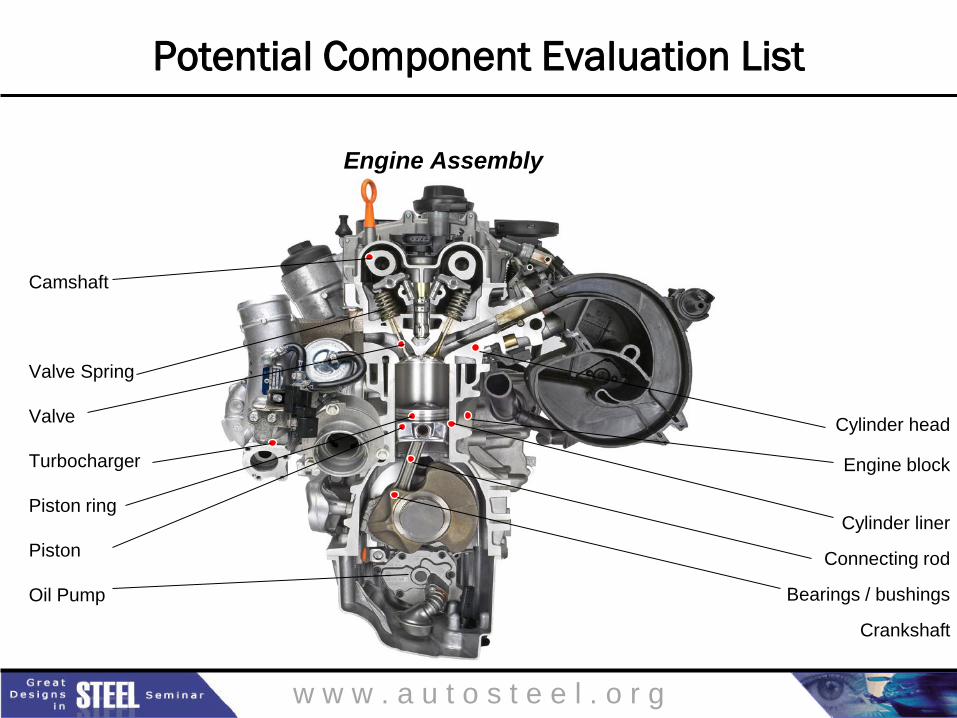
Potential Component Evaluation List
Cylinder head
Engine block
Cylinder liner
Connecting rod
Bearings / bushings
Crankshaft
Camshaft Valve Spring Valve Turbocharger Piston ring Piston Oil Pump
Engine Assembly
w w w . a u t o s t e e l . o r g
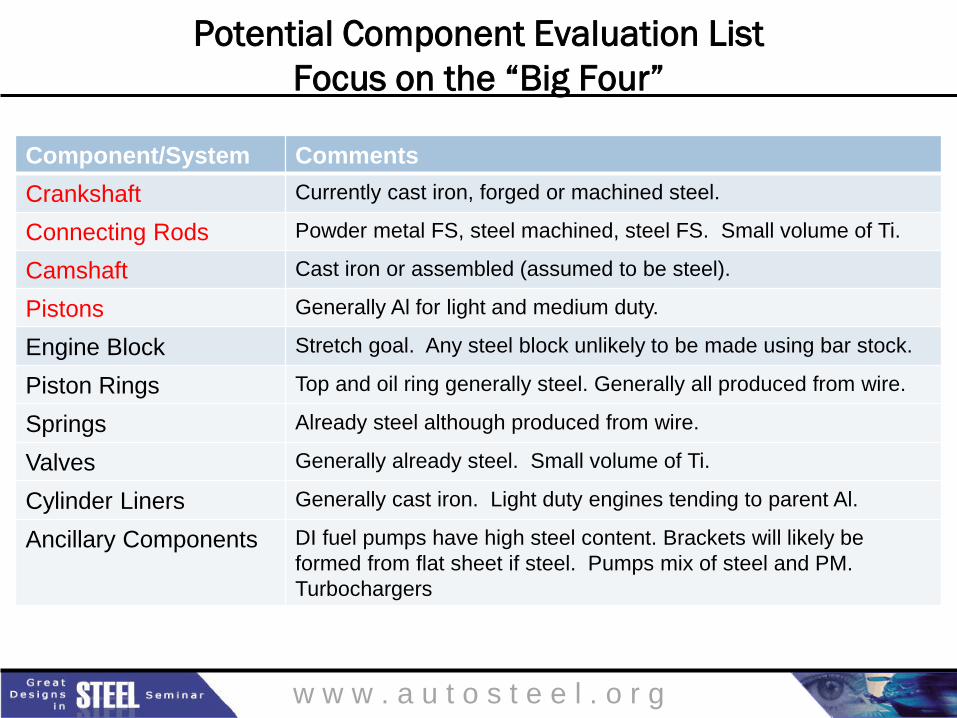
Potential Component Evaluation List Focus on the “Big Four”
Component/System Comments Crankshaft Currently cast iron, forged or machined steel.
Connecting Rods Powder metal FS, steel machined, steel FS. Small volume of Ti.
Camshaft Cast iron or assembled (assumed to be steel).
Pistons Generally Al for light and medium duty.
Engine Block Stretch goal. Any steel block unlikely to be made using bar stock.
Piston Rings Top and oil ring generally steel. Generally all produced from wire.
Springs Already steel although produced from wire.
Valves Generally already steel. Small volume of Ti.
Cylinder Liners Generally cast iron. Light duty engines tending to parent Al.
Ancillary Components DI fuel pumps have high steel content. Brackets will likely be formed from flat sheet if steel. Pumps mix of steel and PM. Turbochargers
w w w . a u t o s t e e l . o r g
Literature Survey and Data Collection
Camshafts and Connecting Rods

w w w . a u t o s t e e l . o r g
8 Cylinder Camshaft and Con-Rod Distribution
24%
71%
5%
Cast %
Assembled %
N/A%
8 Cylinder Camshaft Distribution
77%
22% 1%
Powder Metal %
Forged Steel %
N/A %
8 Cylinder Con-Rod Distribution
Production Volume V90deg
Chrysler 473,200 Ford 666,100 GM 1,307,200
European 238,000 Asian 196,500
Total Production 2,881,000
w w w . a u t o s t e e l . o r g
8 Cylinder Camshaft and Con-Rod Distribution
For 8 cylinder engines steel camshafts appear to be very prevalent – Likely due to the longer length of an 8 cylinder
camshaft – The high amount of cam in block (“OHV”) 8
cylinder engines may require more assembled camshafts also
Powder metal connecting rods appear to be used in a majority of V-8 engines – Low power density – Lower engine speeds
w w w . a u t o s t e e l . o r g
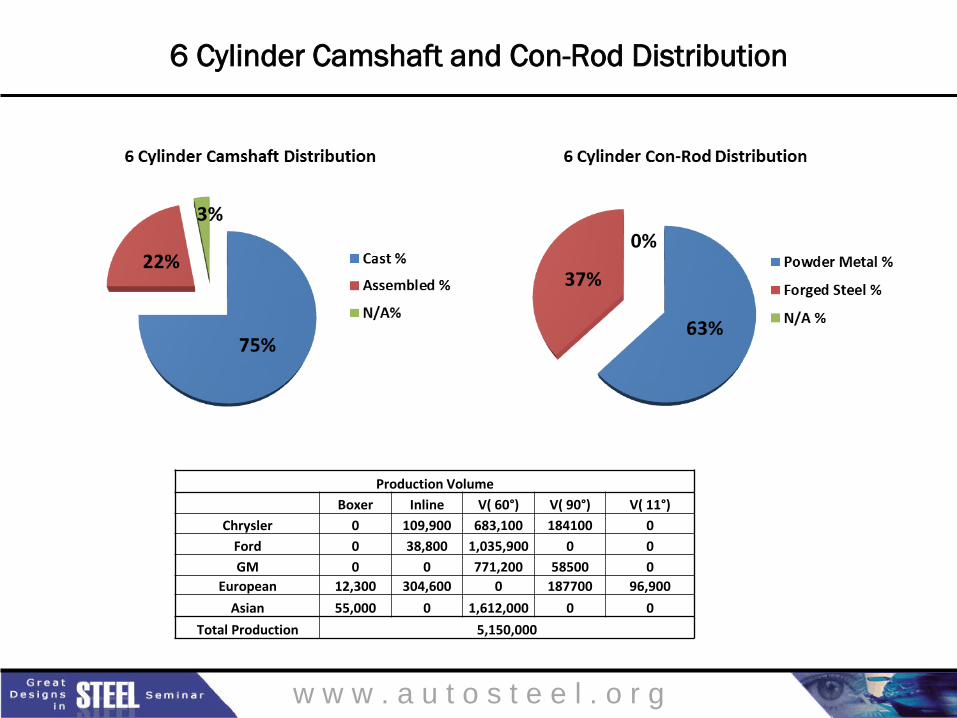
6 Cylinder Camshaft and Con-Rod Distribution
Production Volume Boxer Inline V( 60°) V( 90°) V( 11°)
Chrysler 0 109,900 683,100 184100 0 Ford 0 38,800 1,035,900 0 0 GM 0 0 771,200 58500 0
European 12,300 304,600 0 187700 96,900 Asian 55,000 0 1,612,000 0 0
Total Production 5,150,000
w w w . a u t o s t e e l . o r g
6 Cylinder Camshaft and Con-Rod Distribution
Several 6 cylinder configurations are readily available – Only the two most common NA arrangements
(90o and 60o) were investigated closer The traditional 60o V-6 sees a large use of Iron
cast camshafts 90o V-6 uses nearly 50% forged steel connecting
rod – Non-optimal layout – Higher power density
w w w . a u t o s t e e l . o r g
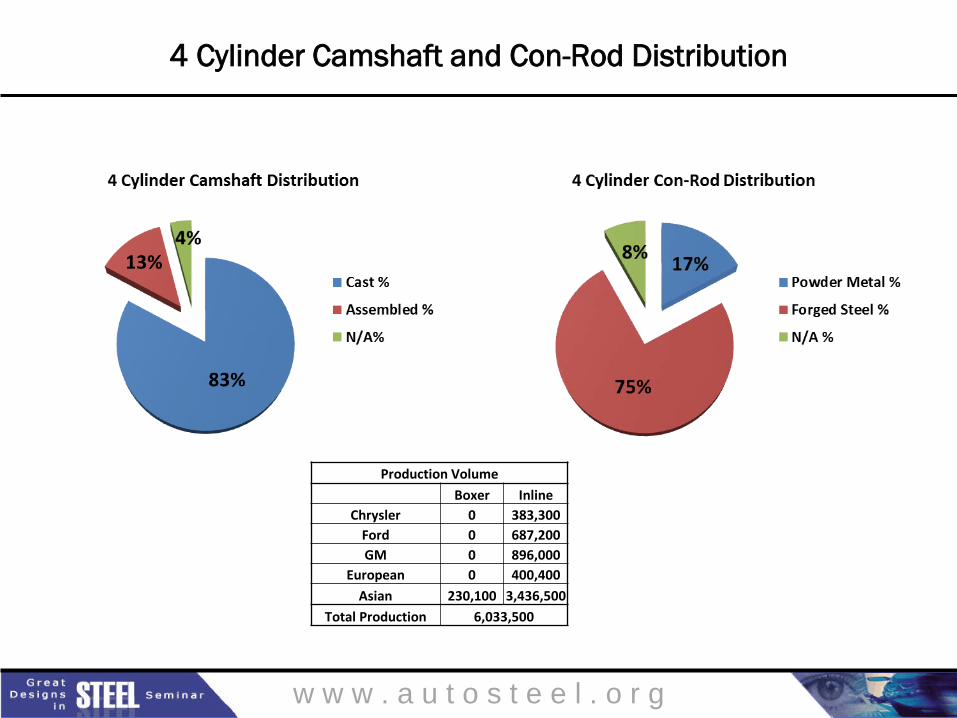
4 Cylinder Camshaft and Con-Rod Distribution
Production Volume Boxer Inline
Chrysler 0 383,300 Ford 0 687,200 GM 0 896,000
European 0 400,400 Asian 230,100 3,436,500
Total Production 6,033,500

w w w . a u t o s t e e l . o r g
4 Cylinder Camshaft and Con-Rod Distribution
In general 4-cylinder engines use mostly cast Iron camshafts – Boxer or flat configurations use 100% steel
camshafts but their market share is small A majority of both 4-cylinder engine configurations
use forged steel connecting rods – Increased occurrence of boosting – Higher engine speeds common

w w w . a u t o s t e e l . o r g
Literature Survey and Data Collection
Crankshafts

w w w . a u t o s t e e l . o r g
Steel Use in Current Engines I4 Crankshafts
w w w . a u t o s t e e l . o r g
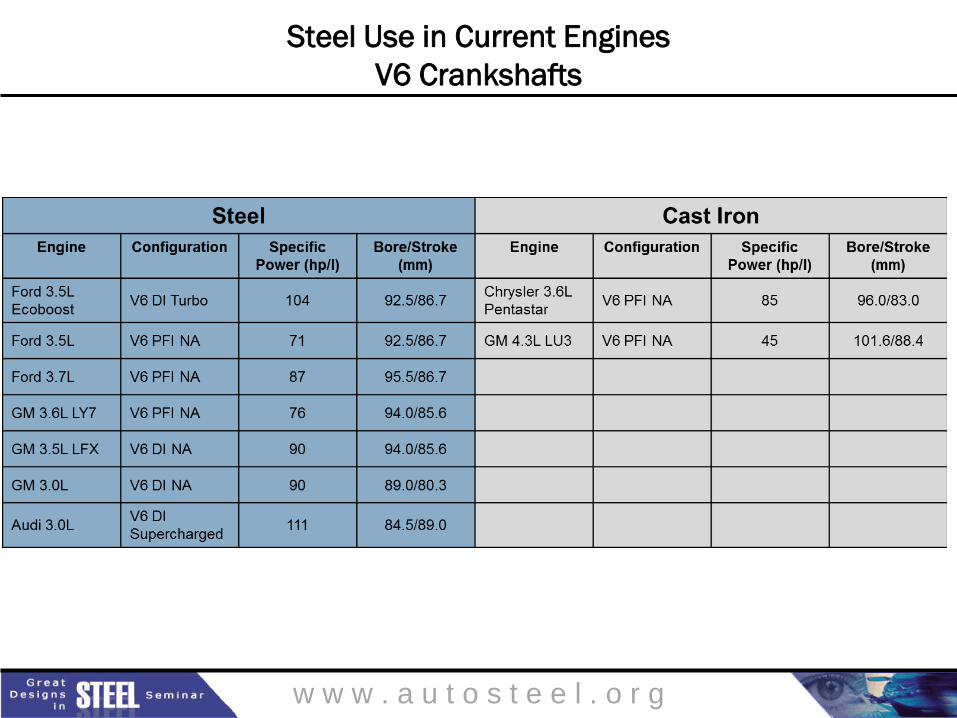
Steel Use in Current Engines V6 Crankshafts

w w w . a u t o s t e e l . o r g
Steel Use in Current Engines V8/V10 Crankshafts

w w w . a u t o s t e e l . o r g
Steel Use in Current Engines Comments / Conclusions

w w w . a u t o s t e e l . o r g
Steel Component Use Pros and Cons

w w w . a u t o s t e e l . o r g
Steel Crankshaft Pros and Cons
PROS(Compared to cast crank)
Greater tensile strength
Greater fatigue strength
Smaller size/weight possible (in theory) enabling tighter package
Machined steel crankshaft has advantages for low volume and prototype over cast iron
CONS(Compared to cast crank)
Cost of material/scrap rate of forging process
Cost of forging process with finish machining
Smaller size not always possible due to other factors e.g. oil film, bearing loads etc
Typical Steels Used - EN40B / 4340 (machined), 42CrMo4 (forged) Steel cranks typically used where higher strength required e.g. high output turbocharged engines

w w w . a u t o s t e e l . o r g
Forged Steel Connecting Rod Pros and Cons
PROS (compared to PM Rod)
Longer fatigue life
Higher strength
Newer fracture split steel rods stronger than PM
Good potential for material reduction and weight saving
Good cap shift control
No real size limitation
CONS (Compared to PM Rod)
Higher cost (gap closing)
Post-forge machining and scrap level (PM Near net shape after forming process requires less machining and scrap)
Used to need machined rod and cap joint whereas PM easily fracture split (newer forging steels fracture split)
Early fracture split C70 steel rods offered little strength advantage over PM
Typical steels used – C70, 36MnVS4, 46MnVS6mod

w w w . a u t o s t e e l . o r g
Steel Camshaft Pros and Cons
PROS (Assembled cam compared to cast iron cam)
Greater fatigue life
Higher strength (smaller journals possible)
Greater stiffness
Greater flexibility in lobe geometry
Ground before final assembly (cleaner)
Selective properties of assembled components e.g. hardened DI fuel pump lobe, sintered trigger wheel etc.
Lighter weight
CONS (Assembled cam compared to cast iron cam)
Hi cost

w w w . a u t o s t e e l . o r g
Steel Camshaft Weight Saving Potential
Huge potential for weight saving – compared cast iron camshaft
approx. 50 % less
weight
w w w . a u t o s t e e l . o r g
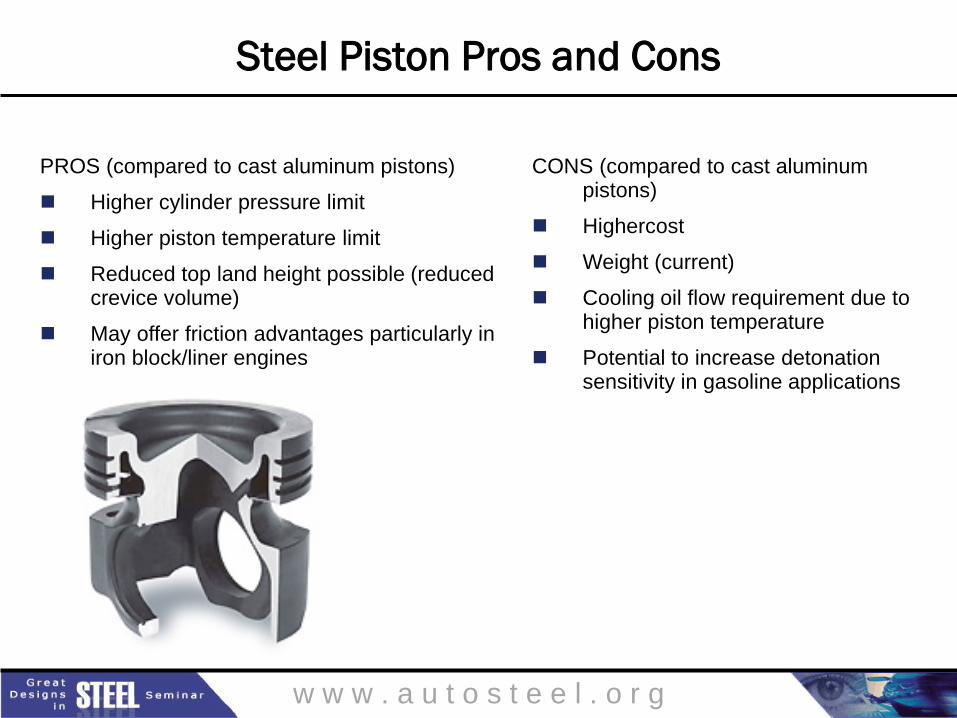
Steel Piston Pros and Cons
PROS (compared to cast aluminum pistons)
Higher cylinder pressure limit
Higher piston temperature limit
Reduced top land height possible (reduced crevice volume)
May offer friction advantages particularly in iron block/liner engines
CONS (compared to cast aluminum pistons)
Highercost
Weight (current)
Cooling oil flow requirement due to higher piston temperature
Potential to increase detonation sensitivity in gasoline applications

w w w . a u t o s t e e l . o r g
Market Trends Turbocharging and Downsizing
•Significant growth of gasoline turbo share in Europe •NAFTA is following this trend, first with partly importing engines, followed by a growing local production
•Also increasing gasoline turbo growth in China •Japanese OEMs with partly increasing TC share
Turbocharging
Gasoline Turbo Share*
* by Vehicle Production Region

w w w . a u t o s t e e l . o r g
Market Trends Turbocharging and Downsizing
•Increasing number of development projects for 2-cyl. engines, 3-cyl. engines also applied in D-segment cars of premium brands (e.g. BMW 3 series)
•Downsizing in NAFTA on a “higher level” in, but limited due to higher vehicle mass V8 -> V6, V6 -> I4
•Increasing share of 3-cylinder engines in China expected
Downsizing
Worldwide Downsizing Scenario

w w w . a u t o s t e e l . o r g
General Market Trends – Power Cylinder Unit (PCU)
Increase of Temperature and Cylinder Pressure
• Increasing maximum specific power and peak cylinder pressure for LV gasoline engines, LV diesel engines and also for medium and heavy duty diesel engines
• Higher piston temperatures expected
Engine Block
Pistons
• Significant worldwide increase of gasoline aluminum blocks (62% in 2011 76% in 2017)
• Moderate increase of aluminum diesel engine blocks (18% in 2011 21% in 2017) which could increase if the European OEMs enforce plans to increase their aluminum diesel engine share.
• Spray coated aluminum blocks provide advantages regarding engine size reduction, less scrap rates, recycling, etc.
• Even though traditional liners will still be used in the coming engine generation, spray coating will be the trend at numerous customers towards 2020
• Steel piston share will increase significantly for HD engines
• Rising share of steel pistons also for diesel passenger cars expected
• Due to improvements in the casting process as well as design optimization there is no advantage for forged aluminum pistons compared to the cast piston
w w w . a u t o s t e e l . o r g
Conclusions
Engine designers will always favor the lowest cost solution that satisfies the requirements
For steel components to be adopted in larger quantities they need to act as enablers for something e.g. more highly stressed downsized engines
Increasing trend of extreme downsizing and hence higher specific component loading favorable for the implementation of Steel components.
Steel crankshaft distribution unlikely to change in current engine ranges due to design constraints and cost implications
– Trend to more extreme levels of downsizing will increase steel crankshaft adoption due to high specific component loading and desire for compact, lightweight engines
Real potential for optimized steel connecting rods offering light weight, near PM cost with higher strength
w w w . a u t o s t e e l . o r g
Conclusions
Real potential for steel camshafts offering lighter weight, flexibility of individually assembled components and little additional cost – Technology trends predict significant adoption
Future engine development to meet legislative targets (CAFE 54.5 MPG) will dictate the use of alternative materials including high strength steel to reduce whole vehicle mass
Engine downsizing is predicted to be the biggest technology path to achieving lower fuel consumption – As engines get increasingly downsized steel content will increase (although physical size will likely decrease)
Real potential for increased volume of steel pistons in the light duty diesel market with some breakthrough into the highly downsized gasoline market

w w w . a u t o s t e e l . o r g
Next Steps
Original idea to take a current engine and analyze weight saving with high steel content
– Based on this Phase I study the potential weight saving of using steel components in an existing engine is likely to be low (and largely based upon camshaft weight saving)
– Needs complete redesign of engine from clean sheet to optimize for weight
Engine downsizing trend will continue
– Ever more extreme downsizing with the goal to completely de-throttle the engine for maximum efficiency
– Will increase loading on components as cylinder pressures increase.
– Fuel economy benefits will come through engine operating point efficiency gains (de-throttling) and overall vehicle mass reduction
– Compact lightweight engines result in lower whole vehicle mass
Steel will be the enabler for an increasingly extreme downsized engine particularly as it can be implemented in the harsh environment of the PCU.