Advanced Prism Membrane Systems For Cost …/media/Files/PDF/industries/...HYDROGEN RECOVERY FROM...
14
Advanced Prism ® Membrane Systems For Cost Effective Gas Separations ® SEPARATORS
Transcript of Advanced Prism Membrane Systems For Cost …/media/Files/PDF/industries/...HYDROGEN RECOVERY FROM...
Advanced Prism® Membrane Systems For Cost Effective Gas Separations
®SEPARATORS

Advanced Prism®
Membrane Systems For Cost Effective GasSeparations
Air Products is a world leader inthe supply of gas separationsystems and industrial gases.Air Products offers gas separationsystems based on cryogenic,adsorption and membrane techno-logies. Over the last 50 years,Air Products has supplied over2500 industrial gas plants, owningand operating over 250 of them.This wealth of experience meansthat for any application,Air Products will be able torecommend the most cost effectiveand efficient solution for your gasseparation requirements.
PRISM® SEPARATOR membranetechnology offers a uniquecombination of capabilities amonggas separation techniques.
BENEFITS INCLUDE:
• Ease of operation• Unrivalled experience• Demonstrated membrane life• Excellent on-stream time• High recovery• Tolerance of fluctuating feed conditions• Unaffected by particulates• Resistance to many chemical
contaminants• Fast start-up/shutdown• Easily adaptable to changing
requirements• Minimal installation time & expense• Negligible operator attention • Minimal maintenance• Minimal utilities• Quick delivery• Small space requirement
PRISM® SEPARATORS ARE OPERATINGAROUND THE WORLD, RECOVERING
AND PURIFYING GASES FOR:
• Refinery process streams• Petrochemical process streams• Natural gas applications• Nitrogen production• Air and gas dehydration
THESE ARE SOME OF THE 230+ PRISM® SEPARATOR SYSTEMS INSTALLED FOR PROCESS GAS SEPARATION SINCE 1977.

HOW PRISM® SEPARATORS OPERATE
OIL REFINERY APPLICATIONS OF PRISM® SEPARATORS
PETROCHEMICAL APPLICATIONS OF PRISM® SEPARATORS
CARBON DIOXIDE APPLICATIONS OF PRISM® SEPARATORS
PROVEN EFFECTIVE AND THOROUGHLY TESTED INSTALLATIONS
PRISM® SEPARATORS OFFER SIMPLICITY AND FLEXIBILITY
PRISM® SEPARATORS QUOTATION REQUEST
SELECT A TITLE

EASE OF OPERATION
PRISM® SEPARATORS require virtually noadjustments, no maintenance, nooperator attention. One operatorsummed it up by saying, “It’s likeoperating a piece of pipe”.
EXCELLENT ON-STREAM TIME
The ability of PRISM® SEPARATORS tomaintain proper operation undervarying process conditions and totolerate various contaminants resultsin excellent on-stream time. In mostapplications, on-stream time is equalto feed availability.
HIGH RECOVERY
Hydrogen, CO2, or hydrocarbonrecoveries of 80-95%+ can beobtained for most applications.Recoveries in the range of 95% canbe expected in ammonia purgerecovery applications.
OPERATES UNDER FLUCTUATING
FEED CONDITIONS
PRISM® SEPARATORS produce a relativelyconstant quantity of permeate gas,even when the system feed streamexperiences fluctuations in pressure,flow rate or concentration. Whenexposed to fluctuating feed purity andpressure, the separators operateefficiently while dampeningfluctuations in both the permeate andretentate product streams.
FAST START-UP/SHUTDOWN
Start-up and shutdown are simpleand rapid.Recovery begins immediately aftergas is fed to the system. No cooldown or preconditioning is required.
DEMONSTRATED MEMBRANE LIFE
PRISM® SEPARATORS have been operatingin a wide variety of services - somesince 1977. Over 2,000 years of fieldexperience have proved that longmembrane life can be expected.
OPERATING FLEXIBILITY
PRISM® SEPARATORS offer uniqueoperating flexibility when planned orunexpected process changes occur.Increased capacity requirements canbe handled by the simple addition ofmore separators. Some turndown isaccommodated automatically.Additional turndown is accomplishedby valving off the appropriate numberof separators to maintain desiredrecovery and purity values. Multipletakeoffs from the permeate manifoldare possible if streams of differentpurities and flow rates are required.Also, because the separator system isskid mounted, it can easily be movedto different plant locations, shouldneeds change.
MINIMAL INSTALLATION TIME AND
EXPENSE
The systems are skid mounted tominimise field installation time andexpense and to reduce potentialconstruction errors. Site preparationis minimal, requiring only a simpleconcrete support pad and installationof appropriate process and utilitylines. Tie ins to the pre assembledsystem usually require no specialshutdown.
MINIMAL MAINTENANCE
PRISM® SEPARATORS are virtuallymaintenance-free when properlyinstalled and operated within design
conditions. The separators contain nomoving parts to monitor, repair, orreplace. If pre treatment orcompression is required, typicalmaintenance should be expected forthese portions of the system.
MINIMAL UTILITIES REQUIRED
Utility consumption is normallylimited to instrument air and steam orwater for temperature control.Additional utilities would be requiredonly for those applications wherespecialised feed gas pre treatment isrequired.
SMALL SPACE REQUIREMENTS
Because of the simplicity andcompact size of the skid mountedsystem, it can be easily fitted intosmall or crowded plant areas.
QUICK DELIVERY
A delivery time of 6 to 12 monthsafter order entry means quick payoutof your investment.
PRISM® SEPARATORS OFFER SIMPLICITY AND FLEXIBILITY
INDEX

The first PRISM® SEPARATORS wereinstalled in an oxo-synthesis gasstream in Texas, USA. The systemadjusts the ratio of carbon monoxideto hydrogen to meet thestoichiometric requirements of acontinuous process reaction.
The amount of hydrogen removedfrom the gas stream can be varied tomeet specific process requirements.PRISM® SEPARATORS have operated in thisplant without additional energy usagesince March, 1977.
This two stage PRISM® SEPARATORS
system recovers hydrogen from anammonia purge stream in Louisiana,USA. The system recycles 90% purehydrogen to the process synthesisloop. A water scrubber is used forpre-treatment to reduce feed streamammonia concentration. The systemhas operated successfully sinceSeptember, 1979.
This PRISM® SEPARATORS system upgradesa portion of a naphtha hydrotreater offgas stream for use as makeuphydrogen to a hydrocracker inCalifornia, USA. This system wasdesigned to produce high purityhydrogen (>97%) over a wide rangeof system feed quantities and feedpurities.
Since start-up in June 1980, thePRISM® SEPARATORS system has met orexceeded all design expectations andhas been essentially maintenancefree. On-stream time has equalledfeed stream availability.
PROVEN EFFECTIVE AND THOROUGHLY TESTED INSTALLATIONS
Petrochemical installation
Ammonia installation
Refining installation
INDEX

PRISM® SEPARATORS are extremely wellsuited to CO2 applications because oftheir ability to accommodatefluctuations in feed gas compositionand flow rate with minimaladjustment of operating variables.The system is configured to providefor easy adjustment for largevariations in gas compositions andflows. CO2 removal capacity can bereadily brought on stream or takenoff-line as required.
PRISM® SEPARATORS can be usedeffectively in several processschemes. For bulk removal, theseparators can be used as a toppingunit to recover a portion of theproduced CO2 while maintaining aconstant CO2 molar flow rate toexisting gas processing facilitiesdownstream. This allows formaximum utilisation of existing plantequipment and has proven,favourable economics. Using theseparators to reduce retentate CO2content to 8-10% is also practical formany gas processing applications.
In this instance a recycle stream isoften used to increase hydrocarbonrecovery. Site specific economicsmay favour reducing the residual CO2content below 8%. Any remainingCO2 can be removed, if necessary, byconventional polishing techniques.
Each system is designed andconfigured to meet the projectedcasing head gas compositions andflows. Operating pressure,temperature, and CO2 return pressureare selected to minimise overallcompression requirements and tolimit pre treatment to air cooling,
liquid knockout, and reheating.Energy for reheating is obtained fromcompression of the casing head gas.
CO2 RECOVERY FROM
ASSOCIATED GAS
PRISM® SEPARATORS recover CO2 thatdilutes the hydrocarbons in thecasing head gas after CO2breakthrough. The typical system willrecover 90% to 95% of the CO2 atpurities ranging from 90 to 97%. Thisrecovered CO2 can be combined withadditional CO2 for re injection.
SIMPLIFIED PRE-TREATMENT
In most CO2 applications, heavierhydrocarbons must either beremoved initially or the membraneoperating temperature be maintainedhigh enough (65-100°C) to preventtheir condensation. Thesehydrocarbon liquids cause decreasedmembrane flux rates. A majoradvantage of PRISM® SEPARATORS is theirability to operate at temperaturesover 95°C. This capability providesprotection against condensationproblems and greatly reduces theneed for elaborate pre-treatment ofthe casing head gas.
CARBON DIOXIDE APPLICATIONS OF PRISM® SEPARATORS
INDEX
HYDROGEN RECOVERY FROM
AMMONIA PURGE GAS
PRISM® SEPARATORS operating inammonia purge recovery systemscan recover up to 95% of theavailable hydrogen. This recoveredhydrogen can be made available atpurities in excess of 98% either forrecycle to synthesis loop or for use inother processes.
Where the hydrogen is recycled tothe ammonia plant, it can be used toincrease production or, if extraammonia capacity is not required, thenatural gas feed to the reformer canbe reduced, thus saving energy.
A third alternative is to use PRISM® SEPARATORS for a combination ofincremental production and naturalgas savings. The retentate gas fromthe hydrogen recovery system isreturned to the primary reformer asfuel.
The system also recovers essentiallyall of the ammonia in the purge gasstream as an aqueous solution, or asanhydrous ammonia by incorporatinga distillation package.
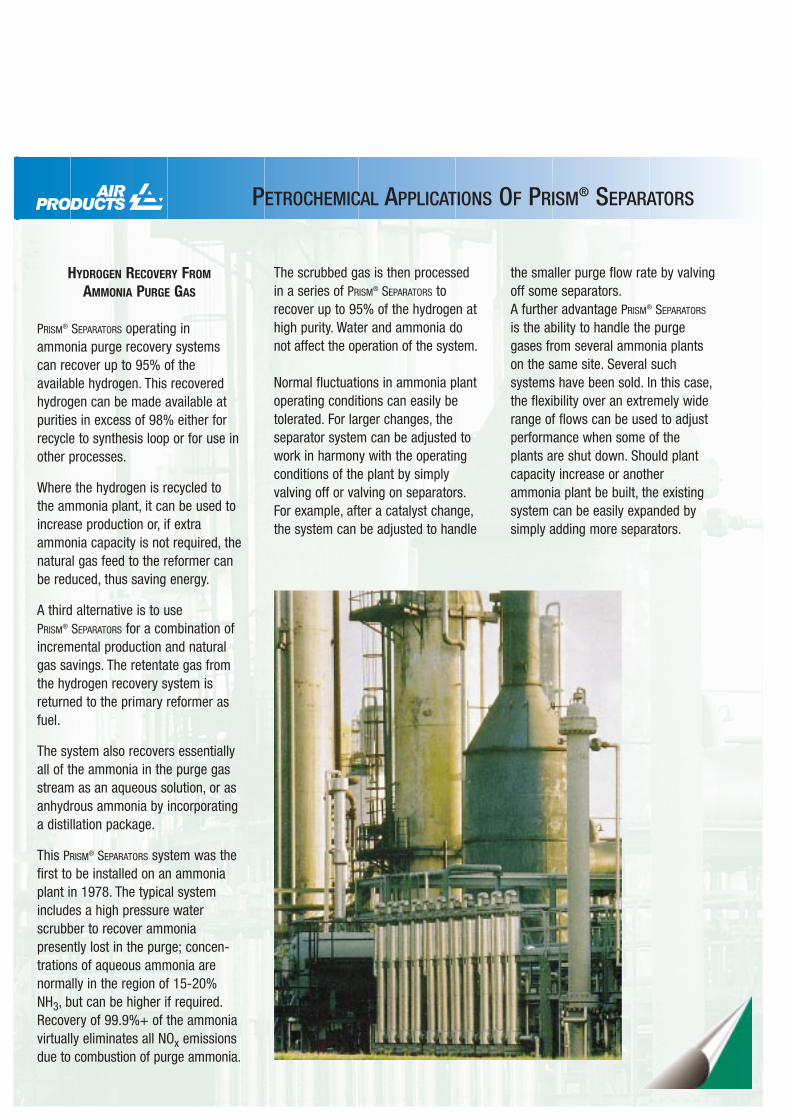
This PRISM® SEPARATORS system was thefirst to be installed on an ammoniaplant in 1978. The typical systemincludes a high pressure waterscrubber to recover ammoniapresently lost in the purge; concen-trations of aqueous ammonia arenormally in the region of 15-20%NH3, but can be higher if required.Recovery of 99.9%+ of the ammoniavirtually eliminates all NOx emissionsdue to combustion of purge ammonia.
The scrubbed gas is then processedin a series of PRISM® SEPARATORS torecover up to 95% of the hydrogen athigh purity. Water and ammonia donot affect the operation of the system.
Normal fluctuations in ammonia plantoperating conditions can easily betolerated. For larger changes, theseparator system can be adjusted towork in harmony with the operatingconditions of the plant by simplyvalving off or valving on separators.For example, after a catalyst change,the system can be adjusted to handle
the smaller purge flow rate by valvingoff some separators.A further advantage PRISM® SEPARATORS
is the ability to handle the purgegases from several ammonia plantson the same site. Several suchsystems have been sold. In this case,the flexibility over an extremely widerange of flows can be used to adjustperformance when some of theplants are shut down. Should plantcapacity increase or anotherammonia plant be built, the existingsystem can be easily expanded bysimply adding more separators.
PETROCHEMICAL APPLICATIONS OF PRISM® SEPARATORS

ARGON RECOVERY
When an ammonia plant operatorintends to recover argon as well ashydrogen from the purge gas, theretentate argon rich stream from thePRISM® SEPARATORS makes an ideal feedfor a cryogenic argon recovery unit.This combination yields extremelyattractive economics and lowerpower requirement than when otherhydrogen recovery systems are used.
HYDROGEN FROM
METHANOL PURGE
Low pressure systems are designedto recover 60% of the hydrogen and40% of the carbon oxides in the feed.Systems for high pressure synthesisloops are capable of recovering 90%of the hydrogen and 60% of thecarbon oxides for return to the synthesis loop. The hydrogen recoverysystem includes a water scrubber torecover methanol presently lost in thepurge. The system can be easilyadjusted to meet fluctuating conditionsof the methanol plant. Recoveredhydrogen is recycled to the synthesisloop to increase methanol production.When extra production is not desired,energy savings can be realised bymaintaining constant methanolproduction and reducing hydrocarbonfeed to the reformer.
CO/H2 SYNTHESIS GAS RATIO
ADJUSTMENT
PRISM® SEPARATORS are used in oxo-alcohol synthesis gas streams toadjust the ratio of CO to H2 to satisfythe stoichiometric requirement of thecontinuous process. The process iselegant because the synthesis gas isproduced at essentially feed gaspressure without the need forexternal compression. The amountsof CO recovered and H2 rejected caneasily be fine-tuned to meet specificprocess requirements. The systemcan also be simply controlled to auto-matically compensate for feed purityvariations and product flow rates.
The first system of this type wasinstalled early in 1977. This was alsowas the first commercial applicationof PRISM® SEPARATORS.
CARBON MONOXIDE PURIFICATION
PRISM® SEPARATORS are used for thepurification of carbon monoxide fromfeed streams containing hydrogen. Inthis type of application the retentateproduct stream is made available athigh pressure and the system removeswater vapour as well as hydrogen,thus making a feed stock suitable fordirect use in many processes.
A typical system recovers 85% of theavailable carbon monoxide at puritiesof 85-95% from a feed containing50% carbon monoxide, without anyadditional energy requirement. Higherpurities and recoveries will beobtained if some additionalcompression power is used.
HYDROGENATION PURGE RECOVERY
PRISM® SEPARATORS are used to recoverhydrogen from hydrogenation purgestreams. Recovered hydrogen may berecycled to the hydrogenationprocess or utilised elsewhere in theplant. The system’s flexibility permitsit to operate properly under widelyfluctuating purge flow rates. Otherhydrogen recovery systems havebeen known to perform inadequatelyunder similar fluctuating conditions.These systems have been designedto recover about 80% of thehydrogen at 99% purity from purgestreams which contain up to 85%hydrogen purity. Higher recoveriesare more common where purityrequirements are less stringent.
OTHER APPLICATIONS
PRISM® SEPARATORS are being used onthe purge gas of a pressure swingadsorption (PSA) system to improveoverall recovery. One petrochemicalcomplex is using PRISM® SEPARATORS torecover 97%+ hydrogen fromammonia synthesis feed gas streamsfor use elsewhere in the plant.Another system is recovering highpurity hydrogen from an ethylaminepurge gas stream. Petrochemicalproducers around the world are usingthese unique membrane systems toadd flexibility to their operations.
PETROCHEMICAL APPLICATIONS OF PRISM® SEPARATORS
INDEX

HYDROGEN RECOVERY
FROM PURGE GAS
With PRISM® SEPARATORS, purge gasstreams from hydroprocessors can beupgraded to hydrogen purities of 92%to 98% at recoveries of 85% to 95%.
Even catalytic cracker tail gas streamscontaining 10 to 30% hydrogen canbe upgraded to 70 to 90% purity witha single stage separation or up to98% with a two stage system.
INERT REJECTION FROM RECYCLE
LOOPS
One approach that improveshydrotreater or hydrocrackerperformance is to recover high purityhydrogen from the purge for use asincremental make-up. Anotherapproach is to reject inerts from therecycle loop. By rejecting inerts asthey form in the reactor, PRISM®
SEPARATORS can produce higher looppurity, higher than using purehydrogen for makeup.
Inerts rejection capability allows theoperator to adjust the hydroprocessorto a wider range of feed and productspecifications, without concern forhydrogen losses.
The PRISM® SEPARATORS in this systemrecover high purity hydrogen from anaphtha hydrotreater offgas streamfor use as make-up hydrogen to ahydrocracker. Since its June, 1980start up, this system has met alldesign expectations and has beenessentially maintenance free.
FINE TUNING HYDROGEN CASCADES
PRISM® SEPARATORS can extend hydro-processor catalyst life by improvingthe hydrogen partial pressure in thefeed. They can increase feed purity topermit increased throughput orseverity in an existing hydroprocessor.They can allow the installation of anew hydroprocess by recovering
hydrogen from low purity fuelstreams. Or they can skim a smallamount of hydrogen from catalyticreformer offgas; the remainingcatalytic reformer offgas remainsnear its initial hydrogen purity for usein other hydroprocesses.
HYDROGEN PLANT
(STEAM METHANE REFORMER)
Debottlenecking can easily be doneby PRISM® SEPARATORS to recover high-purity hydrogen from the feed. Withthe hydrogen removed, morehydrocarbons can be fed to thehydrogen plant which results inincreased hydrogen production.
OIL REFINERY APPLICATIONS OF PRISM® SEPARATORS
GAS RECOVERY
The retentate gas exits PRISM® SEPARATORS with essentially noloss of pressure. With its hydrogenremoved, it is a high pressure, highheating value fuel gas with manyuses. It can be used as hydrogenplant feed or fuel. It can also be fedto a high-pressure fuel header, soldas pipeline gas or fed to an LPGplant.
Refinery gas streams are frequentlyrich in C2-C4 components, which canbe recovered by a turboexpansion orchilling system. Placed just before theturboexpander or chilling systemPRISM® SEPARATORS can recover valuablehydrogen and improve LPG recovery.
OIL REFINERY APPLICATIONS OF PRISM® SEPARATORS
PRISM® SEPARATORS FOR REFINERIES
ARE SIMPLE AND FLEXIBLE
● 95+ % recovery available
● Requires minimal operator attention
● Easily adaptable to different feed streams as slates change
● Up to 98% purity available
● Low maintenance
● Skid mounted systems are quick, easy and inexpensive to install
● Accommodates 20% variations in feed flow and purity without attention
● Virtually unlimited turndown
● Customised performance
● Easily expanded to increase recovery
● Smooth, surge-free output
● Water, normal levels of hydrocarbons and aromatics, H2S, CO2and NH3 present no operational problems
● Fast delivery
INDEX

PRISM® SEPARATORS operate on theprinciple of selective gas permeation.Every gas entering the PRISM®
SEPARATOR has a characteristicpermeation rate that is a function ofits ability to dissolve in, diffusethrough and dissolve out of thehollow fiber membrane. In fact, thepermeation rate is the product of thesolubility and diffusivity rates of thegas in the membrane.
PRISM® SEPARATORS utilise theserelative permeation rates toselectively separate a “fast” gas,such as hydrogen, from the “slow”gas components, such as methane,in a process gas stream. Relativerates of permeation for somecommon gases are shown in thetable on this page. The driving forcefor gas separation is the differencebetween the partial pressure of eachstream component on either side ofthe hollow fibre membrane.
The PRISM® SEPARATOR consists of acompact bundle of hollow fibreswhich are sealed at one end andopen at the other. The open endedfibres are held in a tube sheet. Thebundle is contained within a codedpressure vessel. The pressurised feedgas enters at the side inlet of PRISM®
SEPARATOR and flows up through thePRISM® SEPARATOR on the outside of thefibres (shell side). The fast gases
selectively permeate through themembrane into the inside of thehollow fibres (tube side) which is atlower pressure. The permeate streamis collected in a manifold at the lowerend of PRISM® SEPARATOR. The retentategas exits through the upper end ofthe PRISM® SEPARATOR at essentially thesame pressure as the entering feedgas.
Each PRISM® SEPARATOR employshundreds of thousands of these smalldiameter hollow fibres to provide themaximum separation surface in acompact, easily handled module. To
obtain the desired performance, anappropriate number PRISM®
SEPARATORS, arranged in series,parallel or cascade, are assembledinto a skid mounted system.
PRISM® SEPARATORS function simply;there are no moving parts andtherefore no mechanical maintenanceproblems. The system is controlled bypressure or flow adjustment of thefeed or retentate gas streams. Thesystems are supplied completelyinstrumented and will operateunattended.
HOW PRISM® SEPARATORS OPERATE
H2O, H2, He CO2 O2, Ar, CO, N2“FAST” “SLOW”
RELATIVE PERMEATION RATES
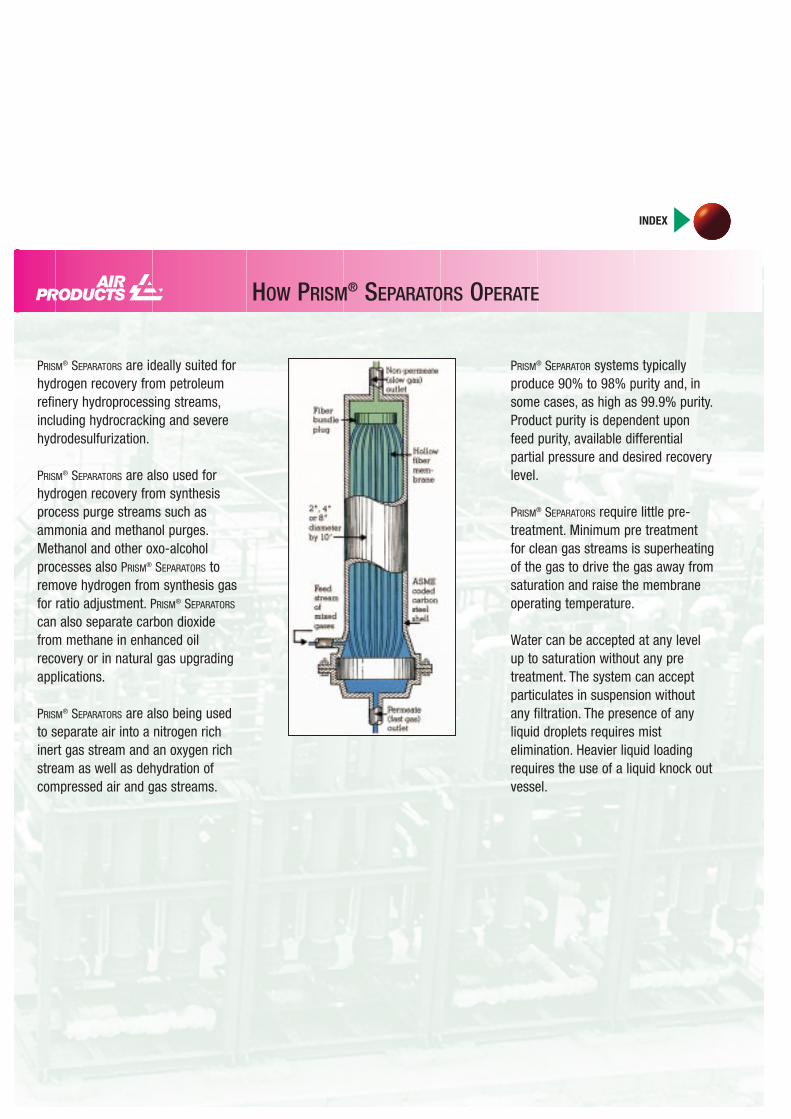
PRISM® SEPARATORS are ideally suited forhydrogen recovery from petroleumrefinery hydroprocessing streams,including hydrocracking and severehydrodesulfurization.
PRISM® SEPARATORS are also used forhydrogen recovery from synthesisprocess purge streams such asammonia and methanol purges.Methanol and other oxo-alcoholprocesses also PRISM® SEPARATORS toremove hydrogen from synthesis gasfor ratio adjustment. PRISM® SEPARATORS
can also separate carbon dioxidefrom methane in enhanced oilrecovery or in natural gas upgradingapplications.
PRISM® SEPARATORS are also being usedto separate air into a nitrogen richinert gas stream and an oxygen richstream as well as dehydration ofcompressed air and gas streams.
PRISM® SEPARATOR systems typicallyproduce 90% to 98% purity and, insome cases, as high as 99.9% purity.Product purity is dependent uponfeed purity, available differentialpartial pressure and desired recoverylevel.
PRISM® SEPARATORS require little pre-treatment. Minimum pre treatmentfor clean gas streams is superheatingof the gas to drive the gas away fromsaturation and raise the membraneoperating temperature.
Water can be accepted at any levelup to saturation without any pretreatment. The system can acceptparticulates in suspension withoutany filtration. The presence of anyliquid droplets requires mistelimination. Heavier liquid loadingrequires the use of a liquid knock outvessel.
HOW PRISM® SEPARATORS OPERATE
INDEX

PRISM® SEPARATORS QUOTATION REQUEST
MAIL TO ONE OF THE ADDRESSES SHOWN BELOW
Please send me an estimate of the cost and performance of Prism® separators for the application described below.
Note: If more than one stream is to be considered, please machine copy this form and complete the informationrequested for each stream.
FEED STREAM DATA
Source of feed _____________________________________________________________________________Flow Rate _____________________________Pressure ______________________________Temperature ___________________________Feed Composition _______________________
DESIRED RESULTS
Key Component _________________________ Pressure ______________________________________Recovery ______________________________ Purity ________________________________________
If a trade-off between purity and recovery is necessary, which is more important?
■■ Purity ■■ Recovery
USE/SPECIAL REQUIREMENTS FOR THE RESIDUAL GAS
NAME:
TITLE:
COMPANY:
ADDRESS:
CITY:
COUNTRY:
TELEPHONE:
FAX:
EMAIL:
PLANT LOCATION:
Component Vol.%____________________ __________________________________________ __________________________________________ __________________________________________ __________________________________________ __________________________________________ __________________________________________ __________________________________________ ______________________
AIR PRODUCTS & CHEMICALS, INC AIR PRODUCTS JAPAN , INC. PERMEA (CHINA) LTD AIR PRODUCTS A/S AIR PRODUCTS S.A.PERMEA DIVISION Kamiyacho Bldg. 11F Shuwa 2 Nanjiao Lumberveien 49 Chaussée de Wavre 178911444 Lackland Road 3-18-19, Toranomon, Minato-ku Yantai 4602 Kristiansand S. B-1160 BrusselsSt Louis, Missouri 63146 Tokyo 105, Shandong NORWAY BELGIUMU.S.A. JAPAN PRC Tel 47-380-12455 Tel 32-2-674-9581Tel 314-995-3300 Tel 813-3432-7043 Tel 86-535-6730921 Fax 47-380-11113 Fax 32-2-674-9584Fax 314-995-3500 Fax 813-3432-7052 Fax 86-535-6730723
PRISM® IS A REGISTERED TRADEMARK OF PERMEA, INC., A SUBSIDIARY OF AIR PRODUCTS AND CHEMICALS, INC.
INDEX
FIND OUT MORE !
For over fifty years, Air Products has been helping customers increase the performanceof their operations through innovatie gas supply and applications technology. With salesof 4.9 billion and more than 16,700 employees in over 30 countries, the company isranked among the top 200 U.S. industrial companies
AIR PRODUCTS’ EUROPEAN HEADQUARTERS LOCATED IN THE UNITED KINGDOM
AIR PRODUCTS & CHEMICALS, INC AIR PRODUCTS JAPAN , INC. PERMEA (CHINA) LTD AIR PRODUCTS A/S AIR PRODUCTS S.A.PERMEA DIVISION Kamiyacho Bldg. 11F Shuwa 2 Nanjiao Lumberveien 49 Chaussée de Wavre 178911444 Lackland Road 3-18-19, Toranomon, Minato-ku Yantai 4602 Kristiansand S. B-1160 BrusselsSt Louis, Missouri 63146 Tokyo 105, Shandong NORWAY BELGIUMU.S.A. JAPAN PRCTel 314-995-3300 Tel 813-3432-7043 Tel 86-535-6730921 Tel 47-380-12455 Tel 32-2-674-9581Fax 314-995-3500 Fax 813-3432-7052 Fax 86-535-6730723 Fax 47-380-11113 Fax 32-2-674-9584
PRISM® IS A REGISTERED TRADEMARK OF PERMEA, INC., A SUBSIDIARY OF AIR PRODUCTS AND CHEMICALS, INC.
© A
IR P
RODU
CTS
AND
CHEM
ICAL
S,IN
C -
1999
- S
QN -
03.
99 -
500
0 UK
- M
C 19
87
AIR PRODUCTS’ CORPORATE HEADQUARTERS LOCATED IN ALLENTOWN, PENNSYLVANIA