Advanced Materials Manufacturing & Characterization · 2016. 2. 10. · 516 2.0 EXPERIMENTAL...
5
515 ________________ Corresponding author: R.Keshavamurthy E-mail address: [email protected] Doi: http://dx.doi.org/10.11127/ijammc.2013.07.09 Copyright@GRIET Publications. All rights reserved. Advanced Materials Manufacturing & Characterization Vol 3 Issue 2 (2013) Advanced Materials Manufacturing & Characterization journal home page: www.ijammc-griet.com Optimization of Process Parameters for Direct Metal Deposition of H13 tool Steel R.Keshavamurthy*, Padmanav Rashmirathi, A.R.Vinod, C.K.Srinivasa, P.V.Shashikumar Central Manufacturing Technology Institute, Tumkur Road, Bangalore-22, India A R T I C L E I N F O Article history: Received : 30-05-2013 Accepted : 29-07-2013 Keywords: Direct Metal Deposition, Taguchi, Hardness, Laser power, Powder flow rate. Scan speed. A B S T R A C T This paper focuses on optimization of process parameters for direct metal deposition of H13 tool steel using Taguchi method of experimental design. The effect of laser power, laser scan speed and powder flow rate on hardness of the deposits have been investigated. L9 orthogonal array of Taguchi technique was used for experimental trials. The optimum process parameters have been identified to achieve maximum hardness. Significant process parameters were identified from the analysis of variance (ANOVA). Further, verification experiment has been carried out to confirm the performance of optimum process parameters. Introduction Direct metal deposition (DMD) is an additive manufacturing process that can produce 3-D objects with a CAD- defined geometric model directly. Laser energy is used to create a melt pool in the substrate and simultaneously inject metal powders in to the melt pool, the molten pool cools and solidifies rapidly producing metal parts of superior quality and strength with no material waste as in conventional machining. [1-2] DMD is a novel, robust technique for remanufacturing and refurbishment of complex engineering parts [3-4].Dinda et al. have studied the microstructural evolution and thermal stability of Inconel 625 superalloy by laser aided direct metal deposition [5]. The variables affecting the microstructure and mechanical properties were studied. L9 orthogonal array of Taguchi method was employed to assess the effect of different process parameters on the microstructure and mechanical properties of the laser deposited samples.Khalid et al [6] have carried out parametric investigation of diode and CO2 laser in direct metal deposition of H13 tool steel on copper substrate in order to find out optimum processing zone for coating defect free H13 tool steel on copper alloy substrate. Further, evaluation of microstructure and microhardness of the deposited clads were carried out. Experiments were designed on the basis of L9 orthogonal array using Taguchi matrix.Majumder et al [7] have reported on microstructure characterization and process optimization of laser assisted rapid fabrication of 316L stainless steel. Influence of process parameters on microstructure of the surface and interface between the successive layers have been investigated. It was observed that grain size was coarsened with increase in applied power density and decrease in scan speed. The range of grain size (maximum–minimum) and micro- porosities were reduced with increasing scan speed. Qun-li et al. [8] have carried out laser direct metal deposition of Inconel-718 alloy and have studied the effect of process parameters on the deposition rate and structure of deposited layers. It is reported that a directional solidification microstructure was obtained under optimized process conditions for high deposition rate. The microcomposition segregation is reported to be greatly minimized after heat treatment and microhardness was increased after heat treatment when compared to that of as- deposited layers.H13 steel is a commonly used material for dies and tooling applications. Machining of H13 tool steel by conventional machining process is a difficult task owing to its high hardness [9]. On the other hand, DMD can be employed to process H13 tool steel for many engineering applications, especially for remanufacturing and refurbishment of tools and dies. However, DMD process includes many process parameters which need to be optimized to achieve desired quality characteristic in the deposited materials. In the light of the above, the objective of present study is to optimize the process parameters for direct metal deposition of H13 tool steel to achieve maximum hardness with the help of Taguchi’s L9 orthogonal array.
Transcript of Advanced Materials Manufacturing & Characterization · 2016. 2. 10. · 516 2.0 EXPERIMENTAL...

515
________________ Corresponding author: R.Keshavamurthy
E-mail address: [email protected]
Doi: http://dx.doi.org/10.11127/ijammc.2013.07.09
Copyright@GRIET Publications. All rights reserved.
Advanced Materials Manufacturing & Characterization Vol 3 Issue 2 (2013)
Advanced Materials Manufacturing & Characterization
journal home page: www.ijammc-griet.com
Optimization of Process Parameters for Direct Metal Deposition of H13 tool Steel R.Keshavamurthy*, Padmanav Rashmirathi, A.R.Vinod, C.K.Srinivasa, P.V.Shashikumar Central Manufacturing Technology Institute, Tumkur Road, Bangalore-22, India
A R T I C L E I N F O Article history: Received : 30-05-2013 Accepted : 29-07-2013 Keywords: Direct Metal Deposition, Taguchi, Hardness, Laser power, Powder flow rate. Scan speed.
A B S T R A C T This paper focuses on optimization of process parameters for direct metal deposition of H13 tool steel using Taguchi method of experimental design. The effect of laser power, laser scan speed and powder flow rate on hardness of the deposits have been investigated. L9 orthogonal array of Taguchi technique was used for experimental trials. The optimum process parameters have been identified to achieve maximum hardness. Significant process parameters were identified from the analysis of variance (ANOVA). Further, verification experiment has been carried out to confirm the performance of optimum process parameters.
Introduction
Direct metal deposition (DMD) is an additive manufacturing process that can produce 3-D objects with a CAD-defined geometric model directly. Laser energy is used to create a melt pool in the substrate and simultaneously inject metal powders in to the melt pool, the molten pool cools and solidifies rapidly producing metal parts of superior quality and strength with no material waste as in conventional machining. [1-2] DMD is a novel, robust technique for remanufacturing and refurbishment of complex engineering parts [3-4].Dinda et al. have studied the microstructural evolution and thermal stability of Inconel 625 superalloy by laser aided direct metal deposition [5]. The variables affecting the microstructure and mechanical properties were studied. L9 orthogonal array of Taguchi method was employed to assess the effect of different process parameters on the microstructure and mechanical properties of the laser deposited samples.Khalid et al [6] have carried out parametric investigation of diode and CO2 laser in direct metal deposition of H13 tool steel on copper substrate in order to find out optimum processing zone for coating defect free H13 tool steel on copper alloy substrate. Further, evaluation of microstructure and microhardness of the deposited clads were carried out.
Experiments were designed on the basis of L9
orthogonal array using Taguchi matrix.Majumder et al [7] have reported on microstructure characterization and process optimization of laser assisted rapid fabrication of 316L stainless steel. Influence of process parameters on microstructure of the surface and interface between the successive layers have been investigated. It was observed that grain size was coarsened with increase in applied power density and decrease in scan speed. The range of grain size (maximum–minimum) and micro-porosities were reduced with increasing scan speed. Qun-li et al. [8] have carried out laser direct metal deposition of Inconel-718 alloy and have studied the effect of process parameters on the deposition rate and structure of deposited layers. It is reported that a directional solidification microstructure was obtained under optimized process conditions for high deposition rate. The microcomposition segregation is reported to be greatly minimized after heat treatment and microhardness was increased after heat treatment when compared to that of as-deposited layers.H13 steel is a commonly used material for dies and tooling applications. Machining of H13 tool steel by conventional machining process is a difficult task owing to its high hardness [9]. On the other hand, DMD can be employed to process H13 tool steel for many engineering applications, especially for remanufacturing and refurbishment of tools and dies. However, DMD process includes many process parameters which need to be optimized to achieve desired quality characteristic in the deposited materials. In the light of the above, the objective of present study is to optimize the process parameters for direct metal deposition of H13 tool steel to achieve maximum hardness with the help of Taguchi’s L9 orthogonal array.

516
2.0 EXPERIMENTAL DETAILS 2.1 Materials 2.1.1 Deposition material
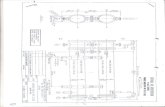
Fig.1.Scanning electron micrograph of H13 powder
Table1: Chemical composition of H13 tool steel
Element Percentage
C 0.32
Mn 0.20
Si 0.8
Cr 4.70
Mo 1.10
V 0.80
Fe Balance
Fig.1 shows the scanning electron micrograph of H13 powder particles used in this study. The powder particles are spherical in shape and size distribution varies between 30–60 µm. Table-1 shows the chemical composition of H13 tool steel powder used in this study.
2.1.2 Substrate material
Stainless steel 440C was used as the substrate material for direct metal deposition of H13 tool steel. Table: 2 shows the chemical
composition of Stainless steel 440C. Table: 2 Chemical composition of stainless steel 440C
Element Percentage
Fe 86.29
Cr 11.08
Si 0.17
Mn 0.34
P 0.014
S 0.013
C 1.77
Ni 0.23
Mo 0.063
V 0.013
T 0.017
2.2 Design of experiments: Taguchi technique has been adopted for determining
the best possible combination of process parameters to produce desired output. In the present work laser power, laser scan speed and powder flow rate have been used as variable input process parameters for achieving maximum hardness as desired out put. Two major tools used in Taguchi technique are orthogonal arrays and signal to noise (S/N) ratio. Orthogonal array accommodate many design factors simultaneously and design of experiments with orthogonal array assures a balanced comparison and interaction of design factors. The columns of an orthogonal array represent the experimental process parameters to be optimized and the rows represent the levels of each parameter. The mean and the variance of the response at each parameter setting in orthogonal array are then combined into a single performance measure known as S/N ratio [10-11]. S/N ratio measures quality with emphasis on variation. The S/N ratio was calculated on Minitab Software (Version: 14) using Taguchi method. Table: 3 shows input process parameters for direct metal deposition and their levels. Table: 4 shows the experimental plan based on L9 orthogonal array [12-13].
Table: 3 Input process parameters and their levels
Sl.No. Parameter Level
1
Level
2
Level
3
1 Powder flow rate
(g/min) 1 1.5 2
2 Laser power (W) 200 300 400
3 Laser scan speed
(mm/min) 150 200 250
Table 4: Experimental plan based on L9 orthogonal array
Expt.
No.
Powder flow
rate (g/min)
Laser
Power
(W)
Laser scan
speed
(mm/min)
1 1 200 150
2 1 300 200
3 1 400 250
4 1.5 200 200
5 1.5 300 250
6 1.5 400 150
7 2 200 250
8 2 300 150
9 2 400 200

517
2.3 Direct Metal Deposition: Deposition of H13 on stainless steel substrate was
carried out using laser based DMD system. A 1 kW diode laser unit with a laser beam diameter of 0.3 mm was used. Deposition process was carried out in argon atmosphere to avoid the possible oxidation. Argon was used as carrier media and mixture of argon and helium was used as nozzle gas.
Single track depositions were carried out by varying the process parameters as per L9 orthogonal array. Further, depositions were characterized for its microstructure and hardness.Microstructure studies were carried out on metallographically polished surfaces using optical microscope of make: Nikon, Japan and model: Optiphot-100S. Microhardness tests were conducted using Vickers microhardness tester of make: Matsuzawa, Japan and model: MMT-X7B and the indentation was measured using Clemex image analyzer software. Indentations were made at five different locations on the deposit, using a load of 300 grams for duration of 13 seconds. An average of all five readings was taken as hardness of each sample.
3.0 RESULTS AND DISCUSSIONS 3.1 Microstructure
Fig.2 shows the microstructure of single track H13 tool steel deposited as per L9 orthogonal array. It is observed that the microstructure consists of combination of equiaxed and dendritic structure. All the samples exhibit higher extent of dentritic structure when compared with equiaxed structure. Higher percentage of dendtritic structure may be attributed to rapid cooling in direct metal deposition process [14-15]. Further, all the samples exhibits minimum porosities and no visible cracks or discontinuities exist. 3.2 Hardness
Table: 5 shows the hardness of the single tracks deposits. The minimum and maximum hardness of the samples are found to be 36.63 and 44.88 HRc for the samples 7 and 3 respectively. The higher hardness of the samples may be attributed to fine grain size and minimum porosity. Smaller the grain size, more will be the obstacles for dislocation motion, thereby enhancing the resistance to plastic deformation resulting in higher hardness [15]. 3.3 Analysis of S/N ratio:
In the present study hardness was considered as the quality characteristic for direct metal deposition process. Higher value of hardness is desirable for deposition of H13 tool steel, hence, the concept of "the larger-the-better" is adopted for optimizing the process parameters by Taguchi technique.
Experiment-1
(200W, 150 mm/min, 1 g/min)
Experiment-5
(300W, 250 mm/min, 1.5 g/min)
Experiment-2 (300W, 200 mm/min, 1g/min)
Experiment-6 (400W, 150 mm/min, 1.5 g/min)
Experiment-3 (400W, 250 mm/min, 1 g/min)
Experiment-7 (200W, 250 mm/min, 2g/min)
Experiment-4 (200W, 250 mm/min, 1.5 g/min)
Experiment-8 (300W, 150 mm/min, 2 g/min)
Experiment-9 (400W, 200 mm/min, 2 g/min)
Fig.2 Optical micrographs of single track deposits as per L9 orthogonal array

518
Table: 5 shows the hardness and S/N ratio of the single track deposits corresponding to experiments carried out according to L9 orthogonal array. Fig.3 shows S/N plots for main effect ratios. Table 5: Hardness and S/N values for L9 experiments
Expt. No. Hardness (HRc) S/N ratio
1 43.34 32.7378
2 44.17 32.9025
3 44.88 33.0411
4 41.31 32.3211
5 40.6 32.1705
6 40.69 32.2323
7 36.63 31.2767
8 37.24 31.4202
9 40.34 32.1147
Best performance of the process is indicated by a higher value of S/N (Larger is better). Therefore, the optimal level of the process parameters is the level with the highest S/N value. Powder flow rate: The effect of powder flow rate on hardness is shown in Fig.3 for S/N ratio. It can be observed that S/N ratio is decreasing with increase in powder flow rate. So the optimum powder flow rate is 1 g/min. Laser power: The effect of laser power on hardness is shown in Fig.3 for S/N ratio. It can be observed that S/N ratio is increasing with increase in laser power. So the optimum laser power is 400 W. Laser scan speed: The effect of laser scan speed on hardness is shown in Fig.3 for S/N ratio. It can be observed that S/N ratio is increasing with increase in laser scan speed up to 200 mm/min and then it is decreasing. So the optimum laser scan speed is 200 mm/min. Based on the analysis of the S/N ratio, the optimized process parameters for achieving maximum hardness are powder flow rate: 1 g/min, laser power: 400 W, scan speed: 200 mm/min.
Fig.3 Main effects plot for S/N ratios
3.4 Analysis of Variance (ANOVA) The significance of the process parameters has been studied by analysis of variance for S/N ratio. Based on analysis of variance, the percentage contribution of the each parameter is quantified under the column F of Table: 6.
Table 6: Analysis of variance for S/N ratio
Source Degrees of freedom (DOF)
Sum of squares
Mean square
F-ratio (F)
P-Value (P)
Powder flow rate
2 2.44425 1.22213 34.23 0.028
Laser power
2 0.22598 0.11299 2.70 0.270
Scan speed
2 0.19092 0.09546 2.63 0.276
Error 2 0.05599 0.02800
Total 8 2.91715 Table: 6 clearly reveal that the F value for powder flow rate is very higher when compared with laser power and scan speed. This is a clear indication that the influence of powder flow rate is significantly larger than the influence of laser power and laser scan speed for achieving higher hardness. 3.5 Verification test A verification experiment has been carried out by depositing single track under optimized process parameters to study the hardness. Hardness of the single track deposited under optimized condition is found to be 46.2 HRc. It is observed that the hardness value at optimized conditions is much higher than that of the single track experiments carried out corresponding to L9 orthogonal array. Fig.4 shows the optical micrograph of H13 tool steel deposited under optimized process parameters. It clearly exhibits uniform and fine microstructure which may be the reason for higher hardness.
Fig.4 Optical micrograph of the single track deposited under optimum process parameters. (400W, 1 g/min, 200 mm/min).

519
Table 7: Optimized parameters and Hardness
Expt. No.
Laser Power
(W)
Powder flow rate
(g/min)
Laser scan speed(mm/min)
Hardness (HRc)
1 400 1 200 46.2
4. CONCLUSIONS: Process parameters for direct metal deposition of H13 tool steel were optimized using Taguchi method based on L9 orthogonal
array. The optimum process parameters are; laser power: 400W, laser scan speed: 200 mm/min and powder flow rate: 1 g/min. Verification experiment confirms the performance of optimum process parameters. 5. REFERENCES:
1. Imran MK, Masood S, Brandt M, Bhattacharya S, Mazumder J Parametric investigation of diode and CO2 laser in direct metal deposition of H13 tool steel on copper substrate. World Academy of Science and Technology 2011, 79, 437-442.
2. Mazumder. J, Dutta. D, Kikuchi N and Ghosh, A., Closed loop direct metal deposition: art to part, Optics and Lasers in Engineering, 2000, 34 (4-6), 397-414.
3. Dahotre, N.B. and Harimkar, S.P, Laser fabrication and machining of materials, 2008, Springer Science - Business Media, USA.
4. Costa L, Vilar R, Reti T, Deus A M, Rapid tooling by laser powder deposition: process simulation using finite element analysis. ActaMaterialia 2005 53 3987-3999.
5. Dinda G P, Dasgupta A K, Mazumder J, Laser aided direct metal deposition of Inconel-625 superalloy: microstructural evolution and thermal stability. Materials Science and Engineering A 2009 509, 98-104.
6. Khalid Imran M, Masood. S. H and Milan Brandt, Influence of Process Parameters in the Direct Metal Deposition of H13 Tool Steel on Copper Alloy Substrate; In Proceedings of the World Congress on Engineering, London, U.K, June 30 - July 2.
7. Majumder J D, Pinkerton A, Liu Z, Manna I, Li L, Microstructure characterization and process optimization of laser assisted rapid fabrication of 316L stainless steel, Applied Surface Science 2005 247, 320-327.
8. Qun-li Z, Jian-hua Y, Mazumder J, Laser direct metal deposition technology and microstructure and composition segregation of Inconel 718 superalloy, 2011, Journal of Iron and Steel Research, 18 (4) 73-78.
9. S.Z. Qamar, R.A. Siddiqui, T. Pervez Effect of Heat treatment on Mechanical Properties of H13 steel, Proceedings of 13th International Research/Expert Conference“Trends in the Development of Machinery and Associated Technology” TMT 2009, Hammamet, Tunisia, 16-21 October, 2009. PP. 97-100.
10. Phadke, M.S, Quality Engineering Using Design of Experiment, Quality Control, Robust Design and Taguchi Method, 1998California, Warsworth& Books.
11. Rama Rao. S, Padmanabhan. G “Application of Taguchi methods and ANOVA in optimization of process parameters for metal removal rate in electrochemical machining of Al/5%SiC composites” Vol. 2, Issue 3, May-Jun 2012, pp. 192-197.
12. Chaudhari S.S,.Khedkar S.S, Borkar N.B “Optimization of process parameters using Taguchi approach with minimum quantity lubrication for turning” International Journal of Engineering Research and Applications (IJERA) 2011 Vol. 1, Issue 4, pp.1268-1273.
13. Shyam Kumar Karna, Ran Vijay Singh, RajeshwarSahai; Application of Taguchi method in process optimization In Proceedings of the National Conference on Trends and Advances in Mechanical Engineering, Faridabad, India, Oct 19-20, 2012 YMCA University of Science & Technology, pp 718-722.
14. Zhong M, Liu W, Laser Surface Cladding: The state of art and challenges; Journal of Mechanical Engineering Science, 2010, 224 1041-1060.
15. Michael Wilson J, Yung C. Shin, Microstructure and wear properties of laser-deposited functionally graded Inconel 690 reinforced with TiC; Surface & Coatings Technology 2012, 207, 25 (2012) 517-522.