Logix Blossom Greens -Logix Blossom Greens Noida- Blossom Greens
Upload
hoangtuyenCategory
view
219download
3
Copyright © 2009 Rockwell Automation, Inc. All rights reserved.
Advanced Container Flow Simulation for Beverage Lines
Srinivas KesariOEM Project Manager16th June 2011

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 2
Agenda Topics
1. Introduction to Beverage Lines
2. Key Packaging Machines
3. Beverage Line Operation and Control
4. Case Study : Line Balancing Simulation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 3
Agenda Topics
1. Introduction to Beverage Lines
2. Key Focus Areas
3. Beverage Line Operation and Control
4. Case Study : Line Balancing Simulation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 4
Challenges Line Performance & Integration Reduced Downtime & Waste Governmental Regulations Extensive material tracking Effective usage of Labor in Shop floor
Typical Operations in Beverage Packaging
Pallets of Empty Cans or Bottles
to be FilledNew or Used or direct feed from
Blow molder
Washing of the container
Liquid product from upstream process plant
Filling of the container then sealing it with a
lid or cap
Conveying System to
control buffer stocks
Heating the product to kill off unwanted
organisms
Labeling of the container
Packaging into Cases, 6pack, 24 pack etc.
Palletisation ready for transport

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 5
Typical Beverage Packaging Line Layouts
Depalletizer Uncaser Soaker Bottle Inspector Filler Crowner Pasteurizer Videojet CaserLabeller StoragePalletizerFill
control
Depalletizer Uncaser Rinser Filler Crowner Pasteurizer Videojet CaserLabeller StoragePalletizerFill control
Returnable Bottle line
Non returnable line
Depalletizer Riunser Filler Seamer Pasteurizer Caser StoragePalletizerFill control
Depalletizer Uncaser Soaker Filler Crowner Pasteurizer Videojet CaserLabeller StoragePalletizerFill control
Can Line
Returnable PET Line
Videojet
Blowmolder Rotary Rinser Filler Capper Pasteurizer Videojet CaserLabeller StoragePalletizerFill
control
PET Line
Decapper Sniffer
Preparation Filling Labeling Packing

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 6
Typical Beverage Packaging Line Layouts
Depalletizer
Storage
Uncaser Soaker
Bottle Inspector
Filler Crowner
PasteurizerVideojetCaser
Labeller
Palletizer
Fill controlBuffer
BufferBu
ffer
BufferBuffer
Buffer
Buf
fer
Buffer
Buffer
Buf
fer
New Glass Depall
Pallet storage and inspection
Stretch/shrink wrap;
Buf
fer
Empty case washer
Empty case inspection
Decapper Buffer
Full case controlBuffer
Bottle Inspector
Buf
fer
Buffer
Buf
fer
Buffe
r
Labeller
Buf
fer
Buffer
Buffe
r
Example High Capacity Returnable Bottle Line with Buffer ZonesTo avoid over dimensioning of equipment, buffer zones are introduced between units to assure filler efficiency and product quality

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 7
Categorization of Equipment
Equipment at Pre-FillingFilling Station
Equipment at Post-Filling End of Line Packaging
Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 8
Agenda Topics
1. Introduction to Beverage Lines
2. Key Packaging Machines
3. Beverage Line Operation and Control
4. Case Study : Line Balancing Simulation
Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 9
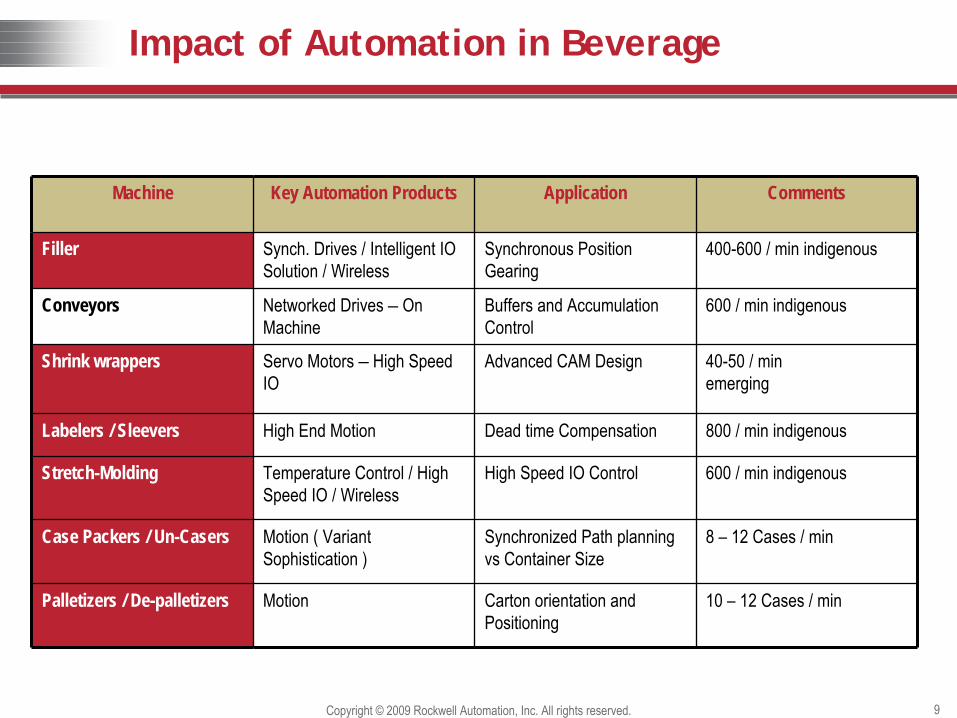
Impact of Automation in Beverage
Machine Key Automation Products Application Comments
Filler Synch. Drives / Intelligent IO Solution / Wireless
Synchronous Position Gearing
400-600 / min indigenous
Conveyors Networked Drives – On Machine
Buffers and Accumulation Control
600 / min indigenous
Shrink wrappers Servo Motors – High Speed IO
Advanced CAM Design 40-50 / min
emerging
Labelers / Sleevers High End Motion Dead time Compensation 800 / min indigenous
Stretch-Molding Temperature Control / High Speed IO / Wireless
High Speed IO Control 600 / min indigenous
Case Packers / Un-Casers Motion ( Variant Sophistication )
Synchronized Path planning vs
Container Size8 –
12 Cases / min
Palletizers / De-palletizers Motion Carton orientation and Positioning
10 –
12 Cases / min

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 10
Automation in Filling Technology
Electronic Valve Controlusing Device Logix
decentralized IO control
Wireless IO Communication (all rotary machines)
Prototype operating
AC-Drive to AC-Drive GearingEstablished Technology
Wireless reducing Cost of Slip Rings / Replacing Proprietary Electronics with off-the-shelf components
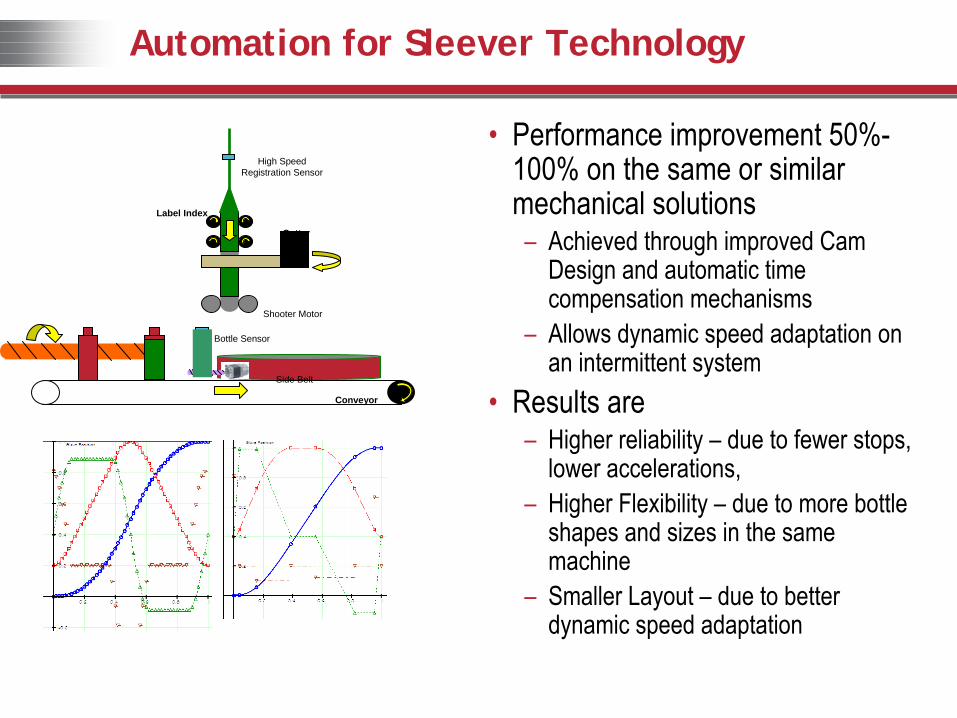
Automation for Sleever Technology
•
Performance improvement 50%- 100% on the same or similar
mechanical solutions–
Achieved through improved Cam Design and automatic time compensation mechanisms
–
Allows dynamic speed adaptation on an intermittent system
•
Results are–
Higher reliability –
due to fewer stops,
lower accelerations, –
Higher Flexibility –
due to more bottle
shapes and sizes in the same machine
–
Smaller Layout –
due to better dynamic speed adaptation
Conveyor
Cutter
Label Index
Bottle Sensor
Shooter Motor
Side Belt
High SpeedRegistration Sensor

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 12
Automation for OPP Labeler Technology
shear roll
Bottle rotator
Glue gun
Feeder roll
•
Minimizing mechanical linkages by replacing Soft cams thru Servo Operation–
Achieved through improved Cam Design and automatic time compensation mechanisms
–
Allows dynamic speed adaptation on an intermittent system
•
Results are–
Higher reliability –
due to fewer stops,
lower accelerations, –
Higher Flexibility –
due to more bottle
shapes and sizes in the same machine
–
Smaller Layout –
due to better dynamic speed adaptation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 13
Shrink wrapper Technology - Ready made template
Motor A
5
2
1
6
3
4
Sto
p
Star
t
Sto
p
Star
t
Continuous
Automatic Machine Resynchronization eliminates deadly downtimeFull Recipe Management rather than Black box system

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 14
Agenda Topics
1. Introduction to Beverage Lines
2. Key Packaging Machine
3. Beverage Line Operation and Control
4. Case Study : Line Control Simulation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 15
•
Line should be “Balanced”
around the Filler–
Push empty containers “in”
–
Pull full containers “out”–
Filler should run constant at
100% of its rated capacity•
Conveying System Design Critical
–
To prevent container damage–
Bi-Directional accumulation
tables up and downstream of Filler to keep line running
•
Prerequisite factors for Good Line Design–
Conveyor Section Length
–
Variable speed control for conveyors–
Adequate buffer space for accumulation
Principles of Beverage Line Operation
100
105
110
115
120
125
130
135
Fork Truc
kDepa
lletis
erUnCas
er
Soake
r
Filler
Pasteu
riser
Labe
ller
Caser
Palleti
ser
Fork Truc
k
Machine Type
% o
f Fill
er C
apac
ity
Proper calculation of buffer zones and control programming is critical for optimal line layout and operation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 1616
General Perception of Beverage Line Performance and Control
•
Classic setup of a line will try to set every machine at the maximum rated speed possible –
Resulting in frequent start/stop
–
Resulting in higher maintenance and frequent faults of the equipment•
Modern considerations look at more efficient ways to configure the equipment–
Adjusting equipment for optimal performance against the manufactured product
–
Adjusting conveyors for optimal capacity against the variant machine behaviors•
Goals are –
Continuous production
–
Maximum uptime until an upstream or downstream fault causes a filler stop–
Minimum time until the line balances after any equipment stop

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 17
Traditional Principle of Conveyor Control
•
Low End Lines:–
Most of low end beverage lines do not have any line control, they just rely on couple bottle sensors to detect bottle starved or bottle blocked, depends on these situations to start/stop the machines.
–
Conveyors will run at a fixed speed and can not be adjusted.–
Operators are also exhausted by monitoring the line status all the day.
Start ConditionBottle
detected from Infeed
and bottle empty from outfeedStop ConditionBottle
starved from infeed
or bottle blocked from outfeed
17
Mach
ine
Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 18
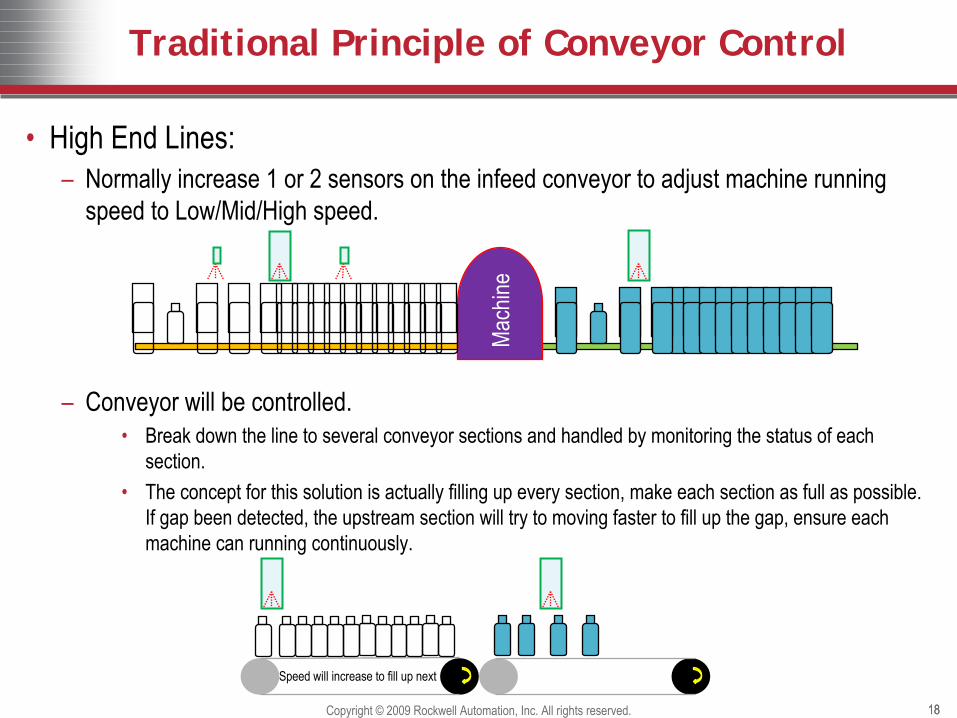
Traditional Principle of Conveyor Control
•
High End Lines:–
Normally increase 1 or 2 sensors on the infeed
conveyor to adjust machine running
speed to Low/Mid/High speed.
–
Conveyor will be controlled.•
Break down the line to several conveyor sections and handled by monitoring the status of each section.
•
The concept for this solution is actually filling up every section, make each section as full as possible. If gap been detected, the upstream section will try to moving faster to fill up the gap, ensure each machine can running continuously.
18
Mach
ine
Speed will increase to fill up next

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 1919
Steps to accomplish Quality flow control
•
Stable, robust and efficient machine control–
Allowing a machine to adapt to different line conditions
–
Defining a standard and simple interface to a machine•
Understanding equipment capability and behavior –
Frequency of stops
–
Sensitivity to pressure –
Capability to accelerate and decelerate
•
Designing appropriate accumulation and transport sections–
Transport conveyors are primarily used for machines to measure volumes and adapt their behavior
–
Accumulation conveyors are used to allow for typical machine downtimes •
Developing appropriate line simulation and control algorithms

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 20
Analyzing the Line Layout
To solve the issues from the conventional solution, the best way
is doing bottle flow control.
Flow control is actually bottle volume management
We also divide entire line to a couple of zones, and calculate the capacity of how many bottles can be load by each zone.
Based on this capacity, we can easily understand whether the zone is currently full or not.
Filler
Pasteurizer
Shrink Wrapper
BufferSleever
1Oven 1
Sleever
2Oven 2
Accumulator Pressureless
table
Spliter
Combiner

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 21
Concepts – Line Buffer
Modeling Line Components
Critical aspect of any form of Line Flow Control is estimating its fill volume as the fill volume in combination with the own, preceding and subsequent unit’s material speeds is the base of a decision to increase, decrease speed or even generate a stop.
Our approach will be to program a geometrical buffer model for each Line Element that effectively passes counts of product (bottles) through the entire Line. For machines (Fillers, Labelers, Sleevers, wrappers) the physical production rate is easy to establish, while for bulk product conveyors this mechanism requires rate-relative estimates using
─
Length─
Width
─
Physical Speed─
Calculating Fill Volumes of the system
─
Understanding speeds and volumes of systems before and after
21

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 22
Line Balancing Technology
An AOI is used to handle the flow control for each conveyor section, you input the parameters of conveyors including length/width/maximum volume/line speed etc. The instruction will calculate the actual volume of product (bottles) within each section, also
adjusting the speed based on how
many bottles are being delivered to the next section.
We can link up each instruction, just like a soft line layout, and the programmer can easily identify the status of each section and aid in trouble shooting.

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 23
Modeling process
FillerSleever
6m 1m 6m2.5m 3mPressureless
CombinerDosing ZoneBuffer ZoneFiller Outfeed
Sleever
Infeed
Packaging Line Speed : 500 bpm
Enter the machine speed
Enter the Conveyor Parameter
Conveyor Speed (meter per minutes

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 24
Agenda Topics
1. Introduction to Beverage Lines
2. Key Packaging Machine
3. Beverage Line Operation and Control
4. Case Study : Line Balancing Simulation

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 25
Line Simulation Model with HMI
Line Start-UpLine RunningLabeler Reload MaterialEnd of Production
Infeed Conveyor
Buffer Conveyor
DR08 Stop when Utilization reach set value
DR07 reduce speed for product accumulation
-All machines and conveyors are ready to produce
- Conveyor will be turn on once the proceeding machine/conveyor has output bottle rate
- Progressive Line Start
-Conveyors operating at line speed
- Conveyors have different utilization set value – Buffer, Infeed, Outfeed, Dosing, etc
- Adjust conveyor speed base on utilization set value
-Creating buffer space on conveyor
-Reduce conveyor speed to accumulate bottle
- Stop conveyor upon reaching High Utilization%
-Maximize Filler Run time
-Line PLC receive end production
- Stop conveyor when utilization reach zero or low low limit
-Stop machine after infeed conveyor has stop
- Progressive Line Stopping

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 26
Typical Machine interface to Line Controller
•
4-8 Input Signals
to the PLC that can be individually configured
–
Do Nothing (default)–
Machine Low Production Speed–
Machine Run IN / Run OUT Speed–
Machine High Production Speed–
Machine Surge Speed–
Open Infeed–
Machine Start permissible–
Run by External Reference Speed
•
4-8 Output Signals
by the PLC that can be individually configured
–
Do nothing (default)–
Static High Signal–
Machine Faulted–
Machine Producing -
Infeed
Screw is running
–
Pulse per 10 products–
Machine Running–
Automatic Speed Active–
Discharge Saturation–
Product Starvation–
Minimum Packaging Material–
Maintenance required
Line Interface
SleeverLine Controller

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 27
Line Control for Beverage Line
1734-ADN
FieldPower
SystemPow er
AdapterStatus
DeviceNetStatus
PointBusStatus
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE
1734IB4
1
2
3
4
24VDCSinkInput
ModuleStatus
NetworkStatus
NODE

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 28
Summary
•
RA domain expertise consultancy includes….–
Line Layout Modeling
–
Technical guidance to Optimize the size of Conveyors, interconnections between the various Equipments
–
Guiding the OEMs on how to use global programming standards such as Pack_ML
–
Provide tools and technologies in the form of templates and function blocks to help OEMs build higher speed and more flexible equipments; and assisting Integrators and Users in how to optimize Line layouts & Plant operations

Copyright ©
2009 Rockwell Automation, Inc. All rights reserved. 29
Any questions ?
Thank You