
Adoption of Engineering Practices for Maximization of · PDF fileAdoption of Engineering...
28
Adoption of Engineering Practices for Maximization of Solvent Recovery Equinox Software & Services Pvt. Ltd., Pune Sanjiv M. Bachal, Alok Pandit, Shailesh Sakarkar & Deepak Seth
-
Upload
phamkhuong -
Category
Documents
-
view
218 -
download
1
Transcript of Adoption of Engineering Practices for Maximization of · PDF fileAdoption of Engineering...

Adoption of Engineering Practices for Maximization of Solvent Recovery
Equinox Software & Services Pvt. Ltd., Pune
Sanjiv M. Bachal, Alok Pandit, Shailesh Sakarkar & Deepak Seth

© 2009 EQUINOX. All rights reserved 2
Agenda
1. Introducing Equinox
2. The importance of solvents
3. – A threat to green environment?
4. Engineering practices to manage
5. Case studies
6. Conclusion
7. Vote of Thanks
© 2009 EQUINOX. All rights reserved 3
Brief Profile

© 2009 EQUINOX. All rights reserved 4
Brief Profile
• One of the leading company in the area of Model Based Process Consulting, Process IT Solutions and Services
• Delivered 70,000+ Hours of Consulting Assignments in last
18 months
• Strategic Alliances with world leaders in process IT solutions
• Delivery Centre – Pune (India)
• A mix of people, with concentrated process expertise and backed by a catalyst group of global consultants
• Global customers in UAE, Malaysia, Qatar, Saudi Arabia,
Italy, India, Pakistan, Thailand, Netherland
• ISO 9001 certification in-process
• Member of − Chamber of Commerce (Maharashtra State) , India − NASSCOM, India

© 2009 EQUINOX. All rights reserved 5
Equinox Offerings
© 2009 EQUINOX. All rights reserved 6
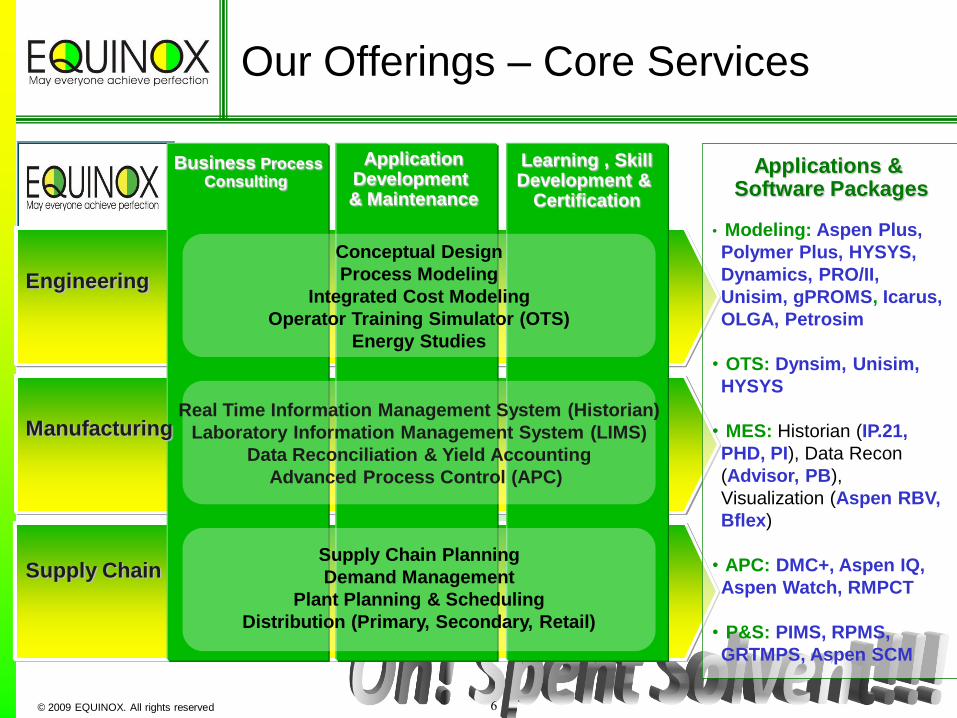
Our Offerings – Core Services
Engineering
Supply Chain
Manufacturing
Application Development & Maintenance
Learning , Skill Development &
Certification
Business Process Consulting
Conceptual Design
Process Modeling
Integrated Cost Modeling
Operator Training Simulator (OTS)
Energy Studies
Real Time Information Management System (Historian)
Laboratory Information Management System (LIMS)
Data Reconciliation & Yield Accounting
Advanced Process Control (APC)
Supply Chain Planning
Demand Management
Plant Planning & Scheduling
Distribution (Primary, Secondary, Retail)
• Modeling: Aspen Plus,
Polymer Plus, HYSYS,
Dynamics, PRO/II,
Unisim, gPROMS, Icarus,
OLGA, Petrosim
• OTS: Dynsim, Unisim,
HYSYS
• MES: Historian (IP.21,
PHD, PI), Data Recon
(Advisor, PB),
Visualization (Aspen RBV,
Bflex)
• APC: DMC+, Aspen IQ,
Aspen Watch, RMPCT
• P&S: PIMS, RPMS,
GRTMPS, Aspen SCM
Applications & Software Packages

© 2009 EQUINOX. All rights reserved 7
Customer List
(Partial)

© 2009 EQUINOX. All rights reserved 8
Selected Customers
Oil & Gas

© 2009 EQUINOX. All rights reserved 9
Selected Customers
Engineering & Consulting

© 2009 EQUINOX. All rights reserved 10
Selected Customers
Chemicals
© 2009 EQUINOX. All rights reserved 11
• Why solvents are needed: − Solubilizing the reactants
− Facilitate reaction
− Facilitate heat transfer/control
− Purification
− etc.
• Solvent constitute typically 80-90 wt% of the process mass
• Contribute about 15-25 % to the cost of manufacturing of Active ingredient
• Number of solvents used in a API unit could be any where in range of 10-50
• Number of used solvent stream could be > 100
Importance of Solvents
© 2009 EQUINOX. All rights reserved 12
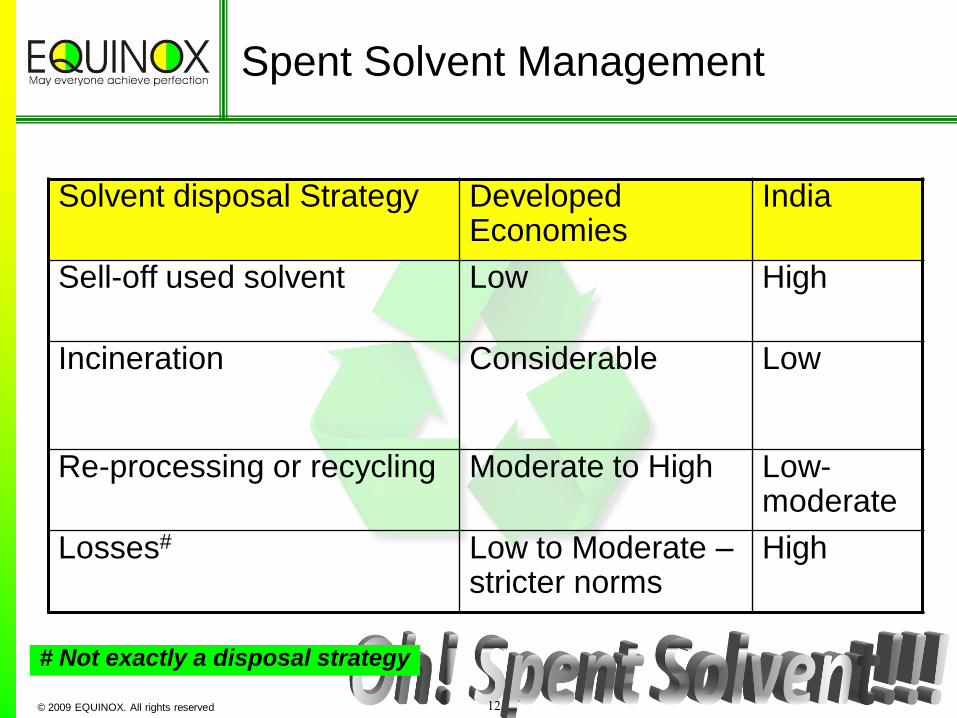
Spent Solvent Management
Solvent disposal Strategy Developed Economies
India
Sell-off used solvent Low High
Incineration Considerable Low
Re-processing or recycling Moderate to High Low-moderate
Losses# Low to Moderate – stricter norms
High
# Not exactly a disposal strategy

© 2009 EQUINOX. All rights reserved 13
• Solvents never ends up pure at the end of the process
• Strict procedural practices preventing inter-mixing of solvents
• Solvents required generally have polarity resulting in complex mixture – with water and with other solvents
• Vicissitude nature of product line
Solvent Recovery - Complexities

© 2009 EQUINOX. All rights reserved 14
Green Factor
• Greenness factor E-factor or MI ( mass intensity)
• Amount of waste generate per unit mass of API produced. Typically, ranges from 25 to over 100
• Green metrics rarely on radar of small & medium manufacturers
Solvent management is critical in improving the Greenness factor
© 2009 EQUINOX. All rights reserved 15
• Lack of management mindshare − Other more important process related problems to tackle
− Easy way out
− Lack of incentives - fresh versus recycle
• Management apprehension in investing in the technologies due lack of clarity on the ROI − Lack of clarity in their application & efficacy
− High cost of licenses
• Lack of skill to handle computer aided technologies − Training initiatives
− Attrition
• Primitive facility − Manual operation
− Rudimentary instrumentation
Hurdles for Solvent Recovery Initiatives

© 2009 EQUINOX. All rights reserved 16
Engineering Practices
• Engineering Practices, the questions:
−How are the solvent streams managed in the unit? • Dedicated process team
• Experience over the years
• Scientific tool
−Are there any rules (thumb rule) being followed for segregation of the waste solvent streams? • Handbooks of solvent
• MSDS
• Etc
−How is the solvent recovery system designed & operated? • Trial & error
• Literature input
© 2009 EQUINOX. All rights reserved 17
An Indian Experience
• A case study is discussed here to highlight the efficacy of applying engineering practices to improve /enable recovery of solvent in an existing batch distillation plant
© 2009 EQUINOX. All rights reserved 18
• Client wanted to use the existing batch distillation setup to recovery Ether at > 95 wt% purity from a mixture constituting of :
Cont…
Component Wt%
Ether 65
Acetate 33
H2O 1
Low Boilers 1
Problem Definition

© 2009 EQUINOX. All rights reserved 19
Ether-Ester-Water Problem Summary
• Current & Desired Ether recovery :
Component Feed Wt%
Current purity wt%
Desired purity wt%
Ether 65 88 > 94
Ester 33 11 < 5
H2O 1 0.5 < 0.7
Low Boilers 1 0.5 < 1
Ether Recovery
~ 85 wt% > 85
© 2009 EQUINOX. All rights reserved 20
Solution Strategy
−Technical Feasibility with available hardware
−If feasible, optimum process conditions to get desired purity
−If infeasible - Alternate method of distillation (without any hardware change) to achieve the desired purity
−If infeasible with alternate method - modification of existing hardware to achieve the desired purity
Cont…

© 2009 EQUINOX. All rights reserved 21
Two azeotropes formed at the operating pressure:
System Evaluation - Azeotrope Analysis

© 2009 EQUINOX. All rights reserved 22
Ternary Map (M ass B asis)
H2O ESTER
ETHER
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
System Evaluation – Ternary Diagram
Azeotrope
Azeotrope
Feed Composition
Material Balance LIne
© 2009 EQUINOX. All rights reserved 23
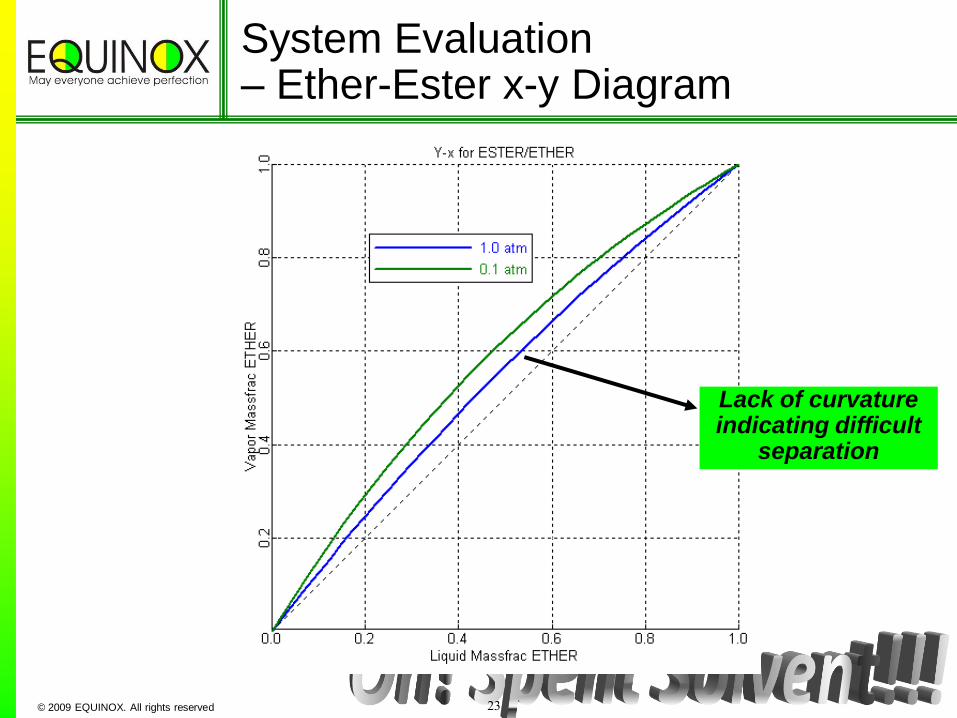
System Evaluation – Ether-Ester x-y Diagram
Lack of curvature indicating difficult
separation

© 2009 EQUINOX. All rights reserved 24
Conceptual Design
• Key points emerging from preliminary analysis:
−Both Ester and Ether form heterogeneous azeotrope with
water
−The Ester/water azeotrope is the minimum boiling type
− Difficult separation entailing high reflux ratio as the
column size is fixed
© 2009 EQUINOX. All rights reserved 25
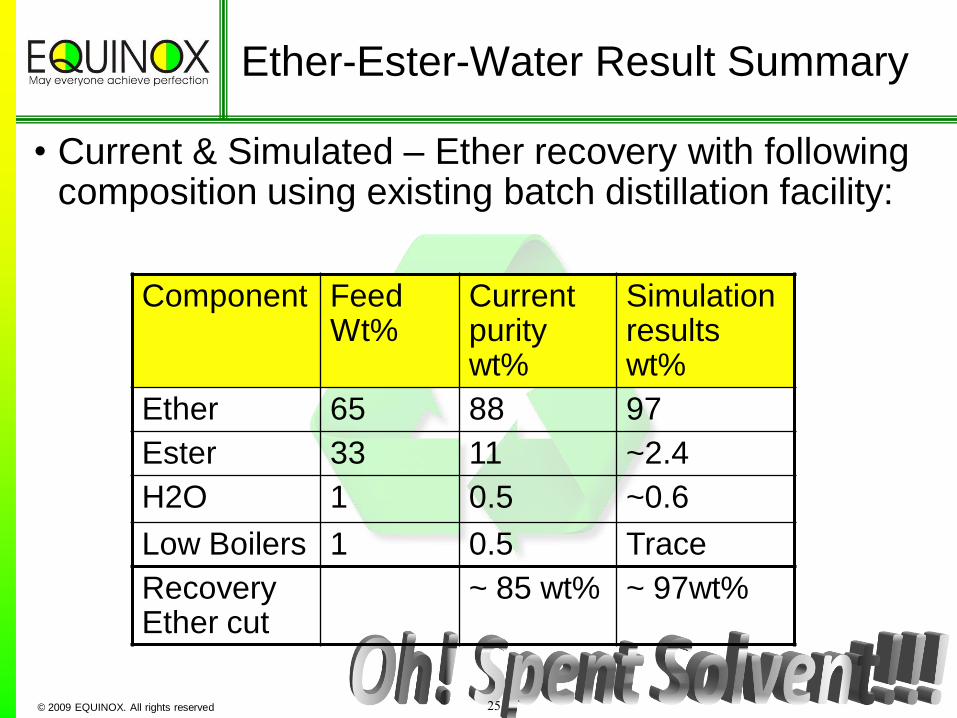
Ether-Ester-Water Result Summary
• Current & Simulated – Ether recovery with following composition using existing batch distillation facility:
Component Feed Wt%
Current purity wt%
Simulation results wt%
Ether 65 88 97
Ester 33 11 ~2.4
H2O 1 0.5 ~0.6
Low Boilers 1 0.5 Trace
Recovery Ether cut
~ 85 wt% ~ 97wt%

© 2009 EQUINOX. All rights reserved 26
Simulation Interpretations to Achieve Desired Goal
• Increase moisture content in the initial charge from 1 to 3 wt %
• Water decanter for distillate
• Maintain reflux ratio between 3 to 4 for organic and 5 for aqueous phase

© 2009 EQUINOX. All rights reserved 27
Conclusion
• A scientific approach to solvent handling system is need of hour
• Expertise and access to multiple simulation technologies is critical in devising an efficient solvent recovery system

© 2009 EQUINOX. All rights reserved 28


















