ABB Review_Special Report
56
Industrial Services Special Report ABB Review a
description
ABB Review_Special Report
Transcript of ABB Review_Special Report

IndustrialServices
Special Report
ABBReview
a
2 Special ReportABB Review
Contents
Performance-based services for industrial marketsAutomation suppliers provide outsourcing and co-sourcingopportunities for customers’ automation operations.
Real-time energy performance managementEnergy management relies on having access to the right information –which is where ABB’s IndustrialIT comes in.
Transforming non-core processes with maintenance partnershipsHow partnerships with experts in non-core activities allow industrialmanufacturers to focus on their main businesses.
Asset optimization solutionsThe importance of focusing on complete lifecycle optimization ofplant assets.
Asset effectiveness: increasing worth and financial returnABB has developed new strategies and tools that reduce maintenancecosts and improve asset effectiveness.
High tech means high service performanceAdvances in technology are changing the way firms approach supportand improve their return on assets.
Web-based data collection and analysisHow can service centers monitor more machines over ever-greaterdistances, and do it more efficiently?
Closing the productivity gap through service solutionsA look at value-based productivity solutions that remove sources ofwaste from customers’ production systems.
Lifecycle management for improved availabilityABB’s lifecycle management programs exist to provide customers with the best possible return on their assets.
Winning the battle with downtimeRisk-based inspection can help businesses save on preventivemaintenance while minimizing the risk of failure.
Human performance: the overlooked assetTraining is an often-overlooked means of increasing operationalperformance without investing in capital.
Applied knowledge management in servicesHow networking and sharing knowledge and best practices providesreal-time support for ABB’s service organization.
SupportIT Knowledge NavigatorThis new Industrial IT tool helps service engineers access the exactinformation they need – and do it quickly!
6
10
16
19
23
26
29
34
36
38
42
45
52

3Special ReportABB Review
Editorial
What really counts for customers is the total cost!
tances, and do it more efficiently. Usingstandardized equipment and methodol-ogy, customers in remote locations cancollect raw data and then transmit it toABB experts in service centers where,after analysis and interpretation, it istransformed into information for initiat-ing action back in the plant.
Other impacted areas are value-basedproductivity solutions that eliminatewaste from our customers’ processes,and risk-based inspection to help busi-nesses plan preventive maintenance andminimize the risk of failure.
Generally, we see a clear trend towardthe use of more intelligence – more elec-tronics, more sensors and more compu-tational power – in our products and sys-tems. This enables us to collect largeamounts of data from our customers’plants which we analyze and then use,for example by means of diagnostics, tooptimize costs. Other factors reducingservice costs are our R&D investments inmodular product design, in technologyplatforms, in smart products, and similar.
Optimizing the ‘total cost’ is, of course,not just about technology. People andorganization are also important. Being a global organization, we are alwaysclose to our customers and understandtheir requirements. Our companies havewell-trained people with access to allthe know-how they need to act quickly.
Training is too often overlooked as ameans of increasing performance andefficiency without investing in capital.ABB can also help in this area, forexample through interactive e-learningcourses based on the latest web tech-nologies.
SupportIT applications provide engineerswith access to several different web-based applications to allow easy andspeedy access to process and compo-nent data when problems arise.
Efficient knowledge management is acore value adder in ABB PerformanceServices, in which ABB offers customersbroad-based, long-term outsource ser-vices that include Maintenance Perfor-mance Management and AutomationPerformance Management.
In this Special Report we are proud topresent ABB’s approach to advancedservices, including consultation andweb-based training, data gathering andanalysis. These services enable industrialand utility customers to optimize theoverall lifecycle of their assets. Utilities’concerns are also addressed in anotherSpecial Report on power transmissionthat emphasizes ABB technologies forpreventing black-outs.
Markus BayeganChief Technology OfficerABB Group
ABB’s customers not only look at thepurchase price of our products and
systems, but also increasingly at theeconomic impact of performance andoperation over these assests’ entire life-cycle. Besides adding a new dimensionto our thinking, this provides us withchallenges that are having a significantimpact on our R&D portfolio.
IndustrialIT is a case in point. Its uniqueand innovative architecture allows real-time energy consumption management,so plant performance costs can be opti-mized relative to the desired productionlevel. Customers are able to access in-formation which can be used for life-cycle optimization of plant assets, rang-ing from field devices, control systemsand automation devices, through re-sources such as energy and manpower,to major plant infrastructure.
The design of web-based solutions, in-cluding portable data collectors andautomated diagnostics functions, is alsoinfluencing our R&D efforts. Theseenable service centers to monitor largenumbers of machines over greater dis-
4 Special ReportABB Review
Industrial services: providing certainty in an uncertain world
This economy does not depend on bull-ish expansion, but rather stable, pre-dictable, and reliable steps to counteruncertainty. In a market environment ofslower demand and excess productioncapacity, the lowest-priced or highest-quality products gain a competitiveedge. Low-price and high-quality re-quirements squeeze margins, however,making it tough to meet shareholderexpectations. So instead of focusing oncapacity and new markets, manufactur-ers must focus on improving the per-formance of existing assets. Industrialservices can help.
Service deliversreliabilityReliability is influencedby the way customerschoose and manageassets. To choose reli-able suppliers, manycompanies foster an en-vironment of supplierteamwork, and are oftenwilling to pay a pre-mium for the ones thatbest support their suc-cess. In turn, suppliersmust help to ensure op-timum performance ofwhat they supply byproviding comprehen-sive service support:
Where it’s needed –Products, parts, andrepair centers must belocated where theyare needed geograph-ically, increasingly im-portant in a globaleconomy.When it’s needed –Cost-effective support
and remote access to experts must bereadily available either physically orthrough web-based technology.How it’s needed – Maintenance andfield services must be flexible enoughto meet a variety of customers’ de-mands, from telephone support tolong-term service and maintenancecontracts.
As a truly reliable supplier with the in-frastructure and determination to backour claims, we must ensure our cus-tomer’s ability to optimize assets and tobecome reliable partners for their owncustomers.ABB is a leading provider of power
and automation technology. We arethe world’s top supplier of process con-trol systems, motors, and drives. We arealso first in power transmission and dis-tribution equipment. ABB was the firstcompany in the world to sell 100,000robots. We dominate our target marketsfor turbochargers, and we have leadingpositions in low-voltage products.
We have an installed base of more thanUS$ 100 billion of automation productsand systems worldwide. That’s a lot ofcustomers. These customers choose our products for a variety of reasons:technology; process and/or industrialknowledge; value-added service; orbecause they can be sure of receivingthe same quality products and servicesanywhere in the world.
With this market position and installedbase comes the responsibility of ensur-ing our customers’ continued asset per-formance. We want to ensure our cus-tomers’ success, and that includes help-ing them navigate through a dynamiceconomy, fueled by continuing eco-nomic and geopolitical concerns.
Foreword

5Special ReportABB Review
Foreword
Service delivers stabilityWhen it comes to assets, most compa-nies choose the best they can find andafford. But the dynamics of normal pro-duction, especially in an uncertaineconomy, mean these assets operate inan inherently unstable environment.Any piece of equipment, especially so-phisticated assets such as automationproducts and systems, must be moni-tored continuously to ensure optimalperformance and stability over time.Companies must ensure that equipmentoperators are able to deal rapidly withstability issues by adjusting the asset tooptimum operating conditions. This is
best achieved through proper trainingand support. The asset supplier, whoknows the asset best, and who has avested interest in helping customersmake the most of their equipment, isoften best suited to provide this level oftraining and support.
ABB is committed to providing lifecycleoptimization services for customers. Weconsider the entire product lifecycle andbusiness relationship, putting a structurein place to support each customer witha clear service and migration path. Thisapproach can help to optimize a futuremove to new features, more efficient
technology, and/or adifferent type of productif necessary.
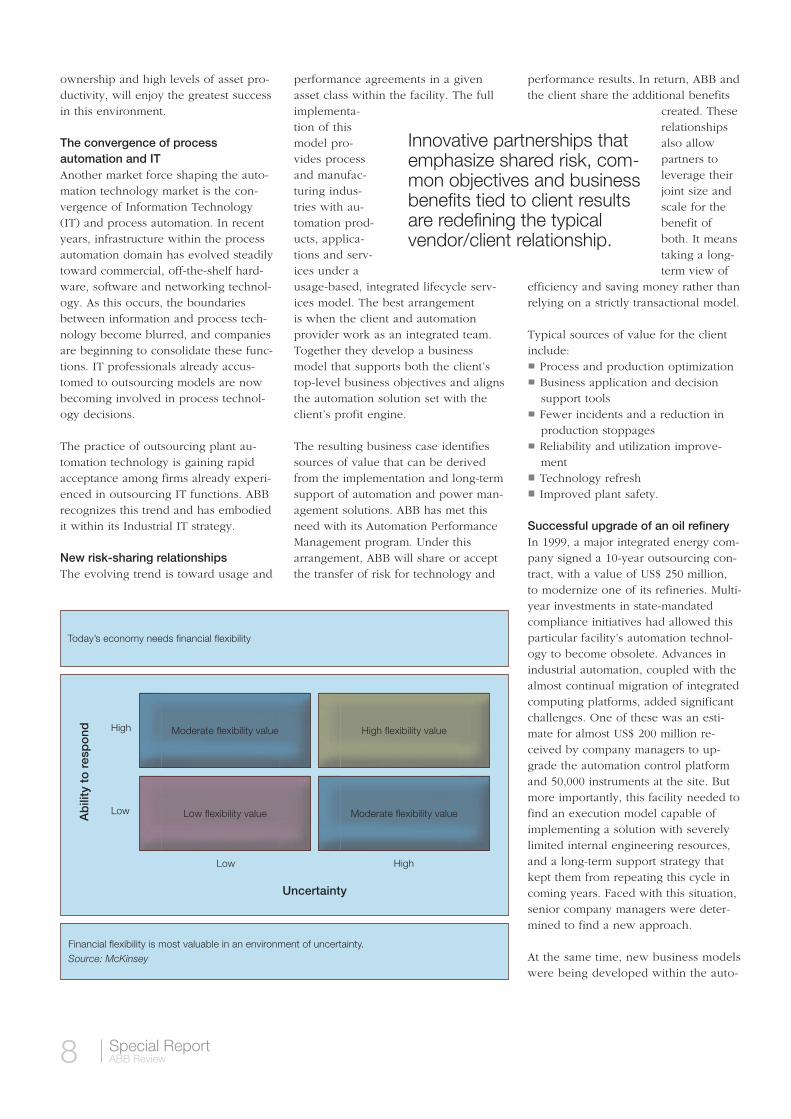
Service deliverspredictabilityPredictability can beexperienced in a num-ber of ways. Choosing a qualified supplier isthe main driver of pre-dictability. Involving thesupplier in asset installa-tion and commissioningis also a positive meas-ure. But predictability isnot just a driver of assetperformance; it is also a performance indicatorfor the business itself.Predictable revenuesand profits are the goalsof every manager andshareholder. A key wayto ensure financial pre-dictability is to choosebusiness models thatprovide the most flexi-bility.
In an economic environment wherecompanies must tread carefully, over-investing capital in production up frontleaves little room to maneuver in thedynamics of uncertainty. Choosing abusiness model that provides flexibilityis safer. One way of doing this is tooutsource non-core activities so that asupplier, like ABB, shares the risk. Thisallows the company to focus attentionon improving core performance, whileABB focuses on providing the perform-ance management services that are coreto our business.
Our propositionWe are all manufacturers. To succeed,we must ensure maximum performancefrom the products we provide. This re-port is designed to share some of ABB’sadvanced service approaches in an effortto stimulate creativity and make the mostof your – and your customers’ – assets.
We are committed to providing stability,predictability and reliability to youthrough industrial services. Our goal isto help you meet the expectations ofyour customers and shareholders amidthe uncertainty of today’s business envi-ronment.
Dinesh PaliwalMember of the Executive CommitteeHead of Automation TechnologiesworldwideABB Group

6 Special ReportABB Review
Performance-basedservices for industrialmarkets Bradley J. Kramer
Manufacturers can no longer afford to install equipment and forget about it.
Sustainability and return on investment have become fundamental issues.
However, years of downsizing and emphasizing core competencies, as well
as the pace at which automation and computing technology become
obsolete, mean that manufacturers can no longer solely rely on internal
staff to meet the demands of designing, implementing and maintaining
their automation technology.
This shift brings new responsibilities to engineering and automation tech-
nology firms. It requires suppliers to take responsibility for the performance
of their products and solutions over time, not just at implementation. ABB
is committed to this goal with performance-based services that incorporate
new and innovative ways to bring value to ABB clients.

7Special ReportABB Review
It is widely accepted that an industrialor product-based company’s strategic
advantage is based on its core compe-tencies, such as its high value-added in-ternal activities [1]. Oil & gas is a primeexample of a sector where this is thecase. For example, companies that selland distribute oil and gas are increas-ingly narrowing their focus on this por-tion of their core business. This meansoutsourcing the design and constructionof new plants, as well as the ongoingmanagement and lifecycle support ofthese production assets.
The change of strategy now requiressuppliers to take responsibility for theperformance of their products and solu-tions not just at implementation, butalso over time. In an environmentwhere an oil platform or a power sta-tion is capable of producing over US$ 1 million of product per day, re-ducing the time to implementation andenhancing lifecycle reliability can bringabout a significant improvement to theprocess and manufacturing industry’sflexibility and profitability.
After years of downsizing and empha-sizing core competencies, manufacturerscan no longer rely on internal staff tomeet the demands of designing, imple-menting and maintaining their automa-tion technology. Instead, innovativepartnerships that emphasize shared risk,common objectives and business bene-fits tied to client results are redefiningthe typical vendor/client relationship.Technology is no longer a sufficientdifferentiator. Manufacturers can andshould expect industry-specific solutionsthat impact overall operational effi-ciency, including cost, productivity andquality.
Focusing on core competencies is oneaspect, but companies are also lookingat another: the sustainability and returnon investment in plant equipment.
Asset efficiency: Beyond cost cuttingOver the last decade, companies havemade attempts to improve the produc-tivity of their assets. They have createdjust-in-time inventory systems, improved
working capital and outsourced non-strategic activities to more efficient sup-pliers. While these efforts have beennecessary and are important, pressurefrom the investment community to im-prove shareholder value continues toincrease. This persistent pressure forimprovement is driving a renewed lookat asset productivity gains. Three pow-erful trends are at work [2]:
The exhaustion of traditional cost cut-ting: For more than a decade, compa-nies have cut costs in order to reduceoperating ex-penses and im-prove margins.One unintendedconsequence ofthis has been in-tense price compe-tition that hasdriven marginsdownward inmany businesses.The result hasbeen to sharply limit the capacity ofmargin improvement, pushing a grow-ing number of companies to look at in-creasing asset efficiency as an alterna-tive.
The downside of growth: Growth hasbeen an important and necessary prior-ity for most companies. Unfortunately,this growth has frequently come at theprice of a neglected, bloated balancesheet. As companies continue to pro-vide their shareholders growth withabove-average returns, they will have to focus on improving their asset pro-ductivity to assimilate acquisitions orfree cash for new investment.
Changes in the structure of industry.Economic and technological forces are
driving long-termchanges in thestructure of indus-try. Outsourcingand the improvedcoordination madepossible by infor-mation technologyinvestments allowthe ‘deconstruc-tion’ of integratedbusinesses and
expose subsidized, poorly performingassets. Vertical integration and assetownership are no longer competitiverequirements in many industries. Busi-ness models based upon minimal asset
The change of strategyrequires suppliers totake responsibility forthe performance of theirproducts and solutionsnot just at implementa-tion, but also over time.
Royal Dutch Shell’s European operations were recently refocused to reduce capital spending,forcing the operations to optimize the return on their existing assets and to ‘earn the right to grow’through selective capital investment. This increased financial flexibility has resulted in improvedreturns for the company. Source: Royal Dutch Shell
350
300
250
200
150
100
50
0
Core focus leader: oil and gas Shell Europe’s fuel-retailing growth
= Net profit = Revenues = Gross margin
2000 2001 2002
Index: 2000 = 100
8 Special ReportABB Review
ownership and high levels of asset pro-ductivity, will enjoy the greatest successin this environment.
The convergence of processautomation and ITAnother market force shaping the auto-mation technology market is the con-vergence of Information Technology(IT) and process automation. In recentyears, infrastructure within the processautomation domain has evolved steadilytoward commercial, off-the-shelf hard-ware, software and networking technol-ogy. As this occurs, the boundariesbetween information and process tech-nology become blurred, and companiesare beginning to consolidate these func-tions. IT professionals already accus-tomed to outsourcing models are nowbecoming involved in process technol-ogy decisions.
The practice of outsourcing plant au-tomation technology is gaining rapidacceptance among firms already experi-enced in outsourcing IT functions. ABBrecognizes this trend and has embodiedit within its Industrial IT strategy.
New risk-sharing relationshipsThe evolving trend is toward usage and
performance agreements in a givenasset class within the facility. The fullimplementa-tion of thismodel pro-vides processand manufac-turing indus-tries with au-tomation prod-ucts, applica-tions and serv-ices under ausage-based, integrated lifecycle serv-ices model. The best arrangement is when the client and automationprovider work as an integrated team.Together they develop a businessmodel that supports both the client’stop-level business objectives and alignsthe automation solution set with theclient’s profit engine.
The resulting business case identifiessources of value that can be derivedfrom the implementation and long-termsupport of automation and power man-agement solutions. ABB has met thisneed with its Automation PerformanceManagement program. Under thisarrangement, ABB will share or acceptthe transfer of risk for technology and
performance results. In return, ABB andthe client share the additional benefits
created. Theserelationshipsalso allowpartners toleverage theirjoint size andscale for thebenefit ofboth. It meanstaking a long-term view of
efficiency and saving money rather thanrelying on a strictly transactional model.
Typical sources of value for the clientinclude:
Process and production optimizationBusiness application and decisionsupport toolsFewer incidents and a reduction inproduction stoppagesReliability and utilization improve-mentTechnology refreshImproved plant safety.
Successful upgrade of an oil refinery In 1999, a major integrated energy com-pany signed a 10-year outsourcing con-tract, with a value of US$ 250 million, to modernize one of its refineries. Multi-year investments in state-mandatedcompliance initiatives had allowed thisparticular facility’s automation technol-ogy to become obsolete. Advances inindustrial automation, coupled with thealmost continual migration of integratedcomputing platforms, added significantchallenges. One of these was an esti-mate for almost US$ 200 million re-ceived by company managers to up-grade the automation control platformand 50,000 instruments at the site. Butmore importantly, this facility needed tofind an execution model capable ofimplementing a solution with severelylimited internal engineering resources,and a long-term support strategy thatkept them from repeating this cycle incoming years. Faced with this situation,senior company managers were deter-mined to find a new approach.
At the same time, new business modelswere being developed within the auto-
Innovative partnerships thatemphasize shared risk, com-mon objectives and businessbenefits tied to client resultsare redefining the typicalvendor/client relationship.
Today’s economy needs financial flexibility
Uncertainty
Ab
ility
to
res
po
nd High
High
Low
Low
High flexibility value
Low flexibility value Moderate flexibility value
Moderate flexibility value
Financial flexibility is most valuable in an environment of uncertainty. Source: McKinsey

9Special ReportABB Review
this new relationship. More importantly,ABB is committed to staying around toensure that performance is achieved ona daily basis, to guarantee the condi-tions that are essential to a healthybusiness environment.
mation technology industry to meetthese challenges. In the end, the clientimplemented a co-sourcing model todeliver automation functionality to theplant on a performance-based model.The client now pays for this func-tionality on a monthly basis within theframework of a service contract. Byadopting this execution methodology,both human and capital constraintscould be removed, and the moderniza-tion, originally planned to span eightyears, can be accomplished in threeyears. Both sides agree that the resultsof this innovative approach have beenremarkable, and the client claims themodernization effort has been thefastest in the company’s 100-year his-tory. Senior managers estimate the pro-gram will be worth US$ 60 million peryear in enhanced yield, and approxi-mately US$ 9 million per year in relia-bility improvements.
Financial flexibilityThe financial advantages gained bymanufacturers when they outsourceagreements are enormous. In additionto reducing the production asset baseand driving key financial objectives, thebest arrangements offer the client anopportunity to move fixed costs to vari-able costs closely linked to production.These arrangements can also avoid sig-nificant capital expenditure require-ments and replace them with smooth,predictable annual cash flows. Tyingcompensation to plant results ensuresconsistent alignment with the client’sbusiness priorities. ABB believes theperformance aspects of compensationare critical to drive appropriate behaviorand focus.
ABB is committed to the idea thatclients should get much more than arobust product suite from their automa-tion technology supplier. Having anintimate knowledge of our client’sprocesses and how our solutions im-pact a client’s revenues is essential to
References
[1] C. Zook, J. Allen: Profit from the Core: Growth Strategies in an Era of Turbulence. Harvard Business School Press, 2001: 11.
[2] R. Nicol, P. Amouyal: Asset productivity: the next wave. Internal Innovation Series, The Boston Consulting Group, 1999, 1.
Bradley J. Kramer
ABB Performance Services ABB Automation [email protected]

10 Special ReportABB Review
Lower energy consumption, cheaper energy, less
downtime, higher product quality, better asset utilization,
improved safety. . . industry’s wish list is long. Yet it is
also realistic. ABB developed its IndustrialIT information
architecture so that performance criteria like these
can be managed efficiently, in real time. And it can be
implemented step by step, as ambition and insight
grow, with just a minimum of engineering effort.
Industry runs on energy. Every indus-trial process depends on it. Across
all industries, on average, energy con-sumption accounts for around 5% of thevalue of shipments. In some processindustries this figure can rise to as muchas 70 or even 80%. But it’s not only costthat’s important: the amount of energyused also has an impact on the environ-ment. On top of all this, there is thequality and reliability of the power sup-ply to consider, since these can affectproduct quality, output, asset utilizationand safety. Most of these factors will, atsome time or other, influence everybranch of industry, but, inevitably, anyone industry will want to focus on thosespecific to its own energy managementneeds (see panel) [2,3].
In spite of increasing recognition of theneed for energy management, manufac-turing industries typically focus on pro-duction throughput and quality. Theresult of this is that there is little aware-ness and knowledge of the key contrib-utors to energy loss, preventing anykind of improvement in real time. Also,the deployed tools and systems tend tobe scattered around the plant, withusers focusing on only part of the pic-ture. Multiple data sources add to themisery. It’s hardly surprising, then, tolearn that management of energy-relateddata is often inefficient and inconsistent.
Energy management, like any improve-ment program, relies on collecting data,identifying opportunities, setting targets,
Real-time energyperformancemanagement ofindustrial plantsusing IndustrialIT
Industry’s ‘to do’ listIndustry’s drive for more efficient energy
management is concentrated in three main
areas [1].
Reduce energy consumption
Review maintenance and operating
procedures.
Modify existing equipment and processes
(eg, by retrofitting). Alternatively, modifica-
tions can be incorporated in new designs.
Utilize assets more efficiently after care-
fully examining production processes,
schedules and operating practices.
Reduce cost of energy or increase selling
price
Plan and schedule production according
to time-dependent tariffs; shift consump-
tion to low-cost time slots; sell own
surplus generation capacity at high cost.
Monitor energy use; verify utility bills.
Schedule production to avoid power
peaks that may violate utility contracted
limits. Monitor tie lines; shed loads.
Increase availability and quality of service
Schedule production to avoid power peaks
that may violate equipment capacity limits.
Monitor capacity limits; shed loads if needed.
Monitor quality of utility service.
Automatic switching of capacitors.
Automatic start-up of standby generators.
Trond Haugen, Jan Wiik, Edgar Jellum, Vidar Hegre, Ole Jakob Sørdalen, Gunnar Bennstam
11Special ReportABB Review
little benefit to the user for one simplereason: they cannot easily and efficientlybe put into the proper context. This is amajor omission, since organizing andputting data to good use benefits usersmore than simply adding more special-ized functionality to the existing portfo-lio of energy management software.
When the performance data are pro-vided in context, improvement targets
can be defined and monitored. It is alsoimportant that the tools and methodsused support step-wise improvementsand changes.
Goodbye to the ‘forklift’ approachshows the range and diversity of the
functions and systems involved in energymanagement in industry. As is seen, thenumber and complexity of the systems,databases, process models and applica-
2
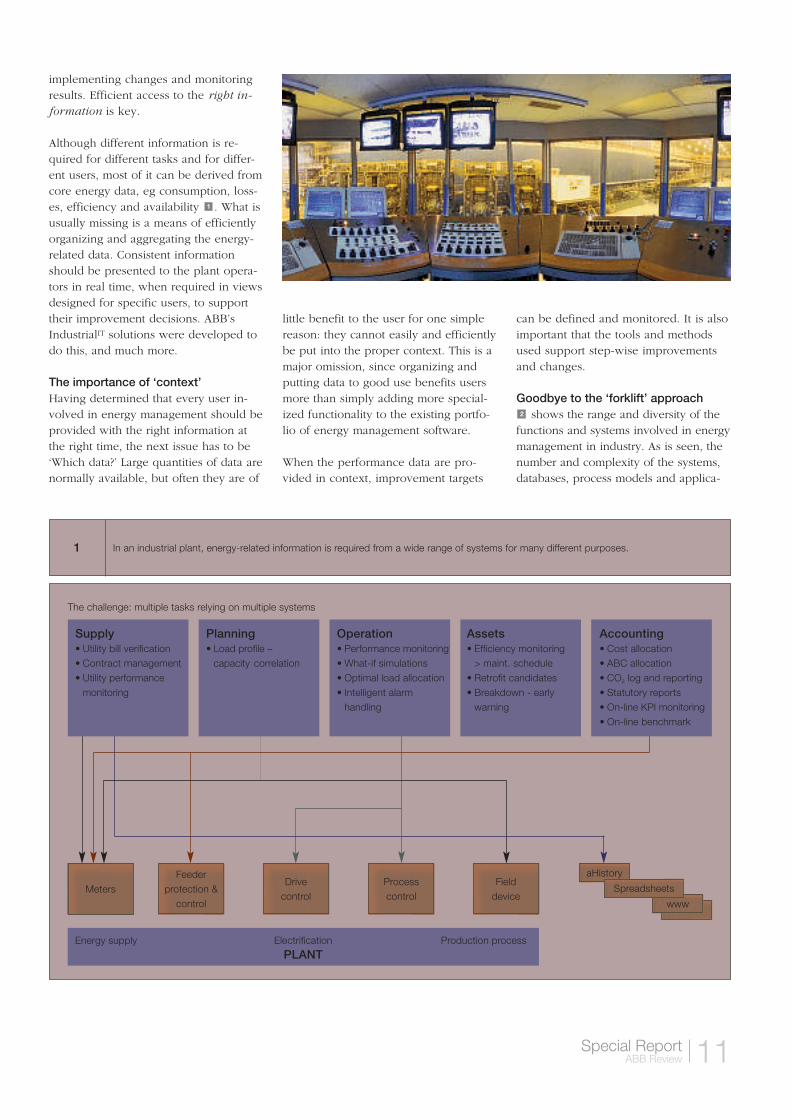
In an industrial plant, energy-related information is required from a wide range of systems for many different purposes.1
The challenge: multiple tasks relying on multiple systems
Assets• Efficiency monitoring
> maint. schedule• Retrofit candidates• Breakdown - early
warning
Feederprotection &
control
Drivecontrol
Processcontrol
Fielddevice
Meters
www
aHistory
Spreadsheets
Supply• Utility bill verification• Contract management• Utility performance
monitoring
Planning• Load profile –
capacity correlation
Operation• Performance monitoring• What-if simulations• Optimal load allocation• Intelligent alarm
handling
Energy supply Electrification Production process
PLANT
Accounting• Cost allocation• ABC allocation• CO2 log and reporting• Statutory reports• On-line KPI monitoring• On-line benchmark
implementing changes and monitoringresults. Efficient access to the right in-formation is key.
Although different information is re-quired for different tasks and for differ-ent users, most of it can be derived fromcore energy data, eg consumption, loss-es, efficiency and availability . What isusually missing is a means of efficientlyorganizing and aggregating the energy-related data. Consistent informationshould be presented to the plant opera-tors in real time, when required in viewsdesigned for specific users, to supporttheir improvement decisions. ABB’sIndustrialIT solutions were developed todo this, and much more.
The importance of ‘context’Having determined that every user in-volved in energy management should beprovided with the right information atthe right time, the next issue has to be‘Which data?’ Large quantities of data arenormally available, but often they are of
1
12 Special ReportABB Review
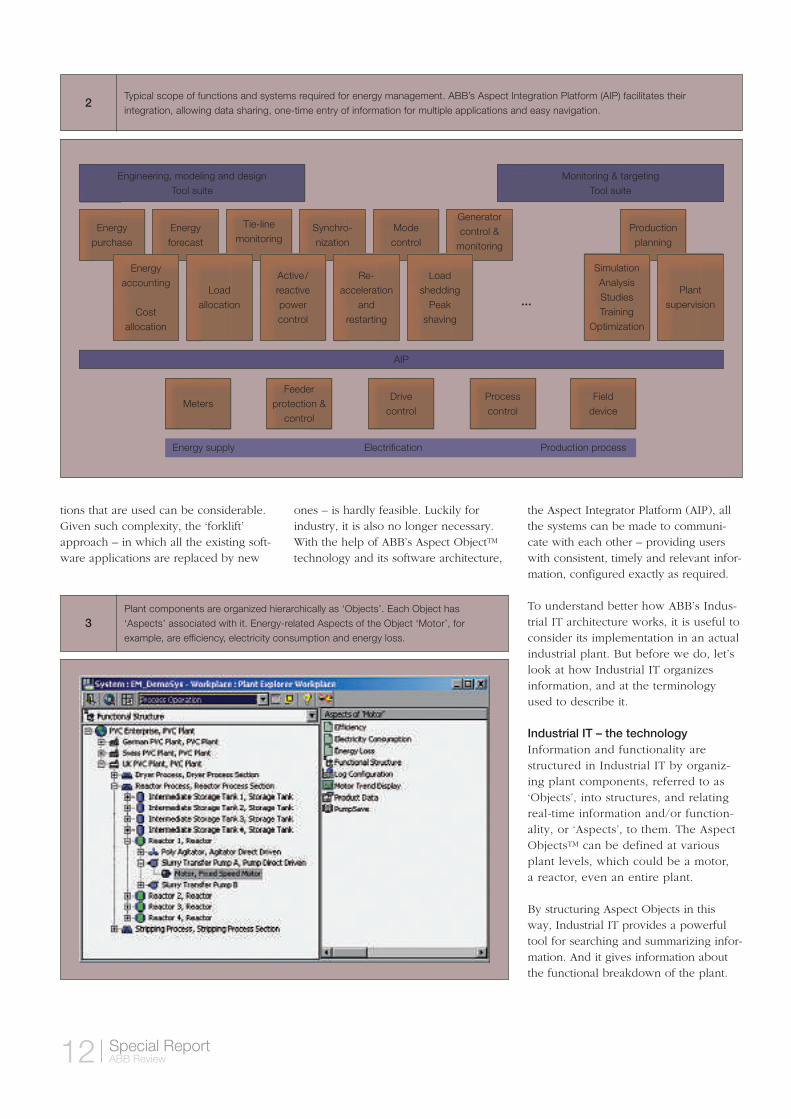
tions that are used can be considerable.Given such complexity, the ‘forklift’approach – in which all the existing soft-ware applications are replaced by new
ones – is hardly feasible. Luckily forindustry, it is also no longer necessary.With the help of ABB’s Aspect ObjectTM
technology and its software architecture,
the Aspect Integrator Platform (AIP), allthe systems can be made to communi-cate with each other – providing userswith consistent, timely and relevant infor-mation, configured exactly as required.
To understand better how ABB’s Indus-trial IT architecture works, it is useful toconsider its implementation in an actualindustrial plant. But before we do, let’slook at how Industrial IT organizesinformation, and at the terminologyused to describe it.
Industrial IT – the technologyInformation and functionality arestructured in Industrial IT by organiz-ing plant components, referred to as‘Objects’, into structures, and relatingreal-time information and/or function-ality, or ‘Aspects’, to them. The AspectObjectsTM can be defined at variousplant levels, which could be a motor, a reactor, even an entire plant.
By structuring Aspect Objects in thisway, Industrial IT provides a powerfultool for searching and summarizing infor-mation. And it gives information aboutthe functional breakdown of the plant.
Typical scope of functions and systems required for energy management. ABB’s Aspect Integration Platform (AIP) facilitates theirintegration, allowing data sharing, one-time entry of information for multiple applications and easy navigation.
2
Engineering, modeling and designTool suite
Monitoring & targetingTool suite
Generatorcontrol &
monitoring
Productionplanning
Tie-linemonitoring
Synchro-nization
Modecontrol
Energypurchase
Energyforecast
AIP
Feederprotection &
control
Drivecontrol
Processcontrol
Fielddevice
Meters
Energy supply Electrification Production process
...
Energyaccounting
Costallocation
Load allocation
Active /reactivepowercontrol
Re-acceleration
and restarting
Loadshedding
Peakshaving
SimulationAnalysisStudiesTraining
Optimization
Plantsupervision
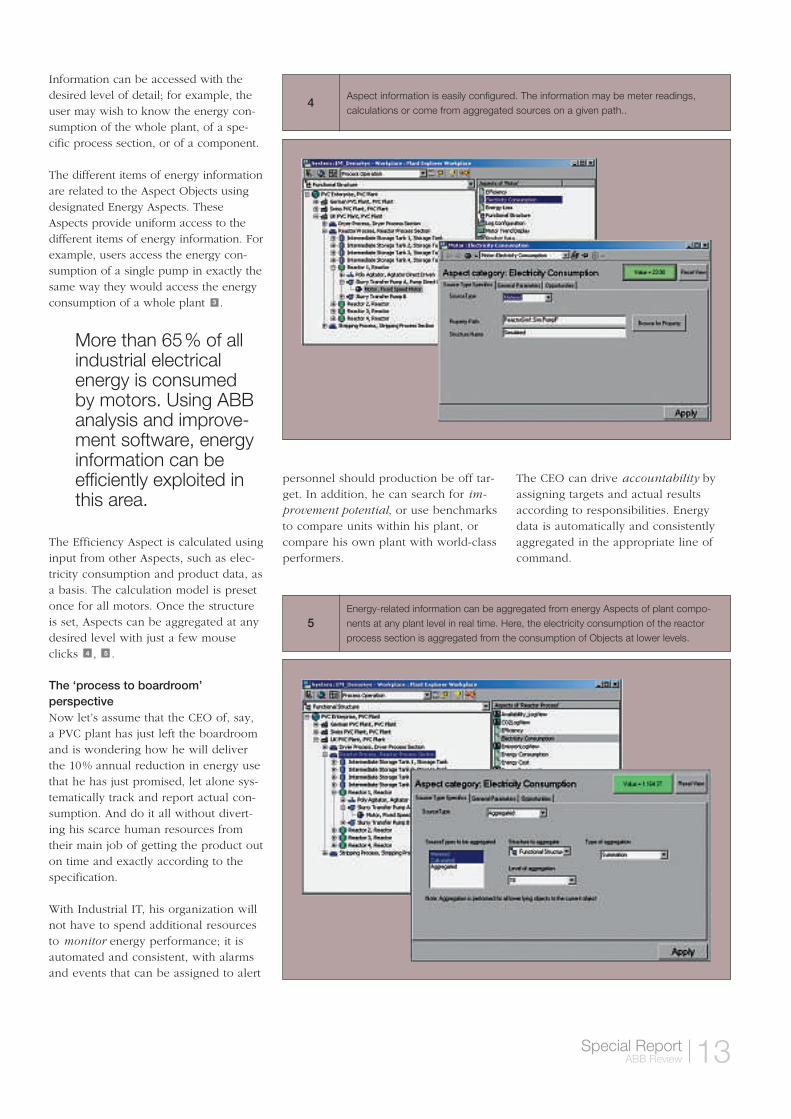
Plant components are organized hierarchically as ‘Objects’. Each Object has‘Aspects’ associated with it. Energy-related Aspects of the Object ‘Motor’, forexample, are efficiency, electricity consumption and energy loss.
3
13Special ReportABB Review
Information can be accessed with thedesired level of detail; for example, theuser may wish to know the energy con-sumption of the whole plant, of a spe-cific process section, or of a component.
The different items of energy informationare related to the Aspect Objects usingdesignated Energy Aspects. TheseAspects provide uniform access to thedifferent items of energy information. Forexample, users access the energy con-sumption of a single pump in exactly thesame way they would access the energyconsumption of a whole plant .
The Efficiency Aspect is calculated usinginput from other Aspects, such as elec-tricity consumption and product data, asa basis. The calculation model is presetonce for all motors. Once the structureis set, Aspects can be aggregated at anydesired level with just a few mouseclicks , .
The ‘process to boardroom’perspectiveNow let’s assume that the CEO of, say, a PVC plant has just left the boardroomand is wondering how he will deliverthe 10% annual reduction in energy usethat he has just promised, let alone sys-tematically track and report actual con-sumption. And do it all without divert-ing his scarce human resources fromtheir main job of getting the product outon time and exactly according to thespecification.
With Industrial IT, his organization willnot have to spend additional resourcesto monitor energy performance; it isautomated and consistent, with alarmsand events that can be assigned to alert
54
3
personnel should production be off tar-get. In addition, he can search for im-provement potential, or use benchmarksto compare units within his plant, orcompare his own plant with world-classperformers.
The CEO can drive accountability byassigning targets and actual resultsaccording to responsibilities. Energydata is automatically and consistentlyaggregated in the appropriate line ofcommand.
Aspect information is easily configured. The information may be meter readings,calculations or come from aggregated sources on a given path..
4
Energy-related information can be aggregated from energy Aspects of plant compo-nents at any plant level in real time. Here, the electricity consumption of the reactorprocess section is aggregated from the consumption of Objects at lower levels.
5
More than 65% of allindustrial electricalenergy is consumedby motors. Using ABBanalysis and improve-ment software, energyinformation can beefficiently exploited inthis area.
14 Special ReportABB Review
Information that needs to be read andentered manually, estimated, or is onlyavailable with limited resolution, shouldnot be neglected either. Starting withwhatever is available, sophistication –data and optimizers – can be added,step-by-step, down the line.
Industrial IT offers a true ‘process toboardroom’ perspective; one thatenforces strict organization of datawhilst enabling flexible monitoring andretrieval of information, for predefineduse as well as for ad-hoc purposes.And, once implemented, it drivesimprovements, raises performanceawareness and assigns accountability.
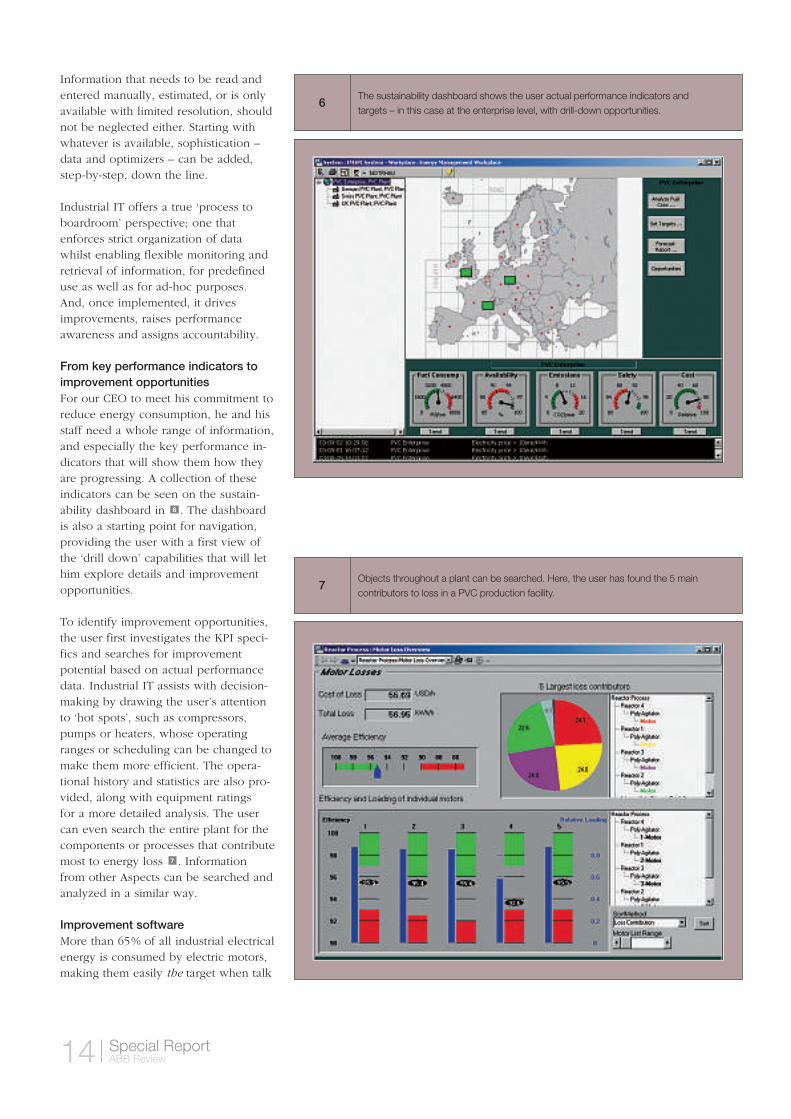
From key performance indicators toimprovement opportunitiesFor our CEO to meet his commitment toreduce energy consumption, he and hisstaff need a whole range of information,and especially the key performance in-dicators that will show them how theyare progressing. A collection of theseindicators can be seen on the sustain-ability dashboard in . The dashboardis also a starting point for navigation,providing the user with a first view ofthe ‘drill down’ capabilities that will lethim explore details and improvementopportunities.
To identify improvement opportunities,the user first investigates the KPI speci-fics and searches for improvementpotential based on actual performancedata. Industrial IT assists with decision-making by drawing the user’s attentionto ‘hot spots’, such as compressors,pumps or heaters, whose operatingranges or scheduling can be changed tomake them more efficient. The opera-tional history and statistics are also pro-vided, along with equipment ratings for a more detailed analysis. The usercan even search the entire plant for thecomponents or processes that contributemost to energy loss . Informationfrom other Aspects can be searched andanalyzed in a similar way.
Improvement softwareMore than 65% of all industrial electricalenergy is consumed by electric motors,making them easily the target when talk
7
6
The sustainability dashboard shows the user actual performance indicators andtargets – in this case at the enterprise level, with drill-down opportunities.
6
Objects throughout a plant can be searched. Here, the user has found the 5 maincontributors to loss in a PVC production facility.
7

15Special ReportABB Review
turns to saving energy or reducing envi-ronmental impact. ABB offers a range ofanalysis and improvement software withwhich energy information can be effi-ciently exploited for the more efficientuse of electric motors.
Three stand-alone tools are available tohelp plant owners with decision-making:
The drive efficiency tool calculatesthe efficiency of an existing AC drivesystem and compares it with that of anew, more modern system.FanSave and PumpSave tools calcu-late the saving and payback time forthe replacement of an older flowcontrol method by AC drive control.( shows the PumpSave tool inte-grated with the AIP.)
The Aspect Integration Platform enablesthe drive and motor software to be runcontinuously, and also retrofit analysesand financialimpact calcu-lations to berun using realplant data. Anefficient roll-out is facili-tated, withrelevant toolsmade avail-able to allmotor Aspect Objects, irrespective ofthe load Aspect Objects.
Of course, it is not usual to check themotor efficiency, loading, environmentalimpact, and so on, every day. However,a typical large plant has hundreds ofmotors, and while their individual con-sumption might not be significant, theaggregated consumption might well be.
The benefits that come from combiningIndustrial IT-based energy managementwith the right tools come to the fore
8
Analysis of motor efficiency based on real operational history and motor and load rat-ings. The tool suggests potential financial and environmental benefits of replacement.
8
References
[1] IEEE Recommended Practice for Energy Management in Industrial and Commercial Facilities, IEEE STD 739 – 1995
[2] C. Resnick: Energy management and optimization systems providing documented savings and ROI. ARC Insights no. 2001-047M, ARCweb.com, Oct. 2002.
[3] D. Forsyth, B. Ahmad: Importance of energy management systems in the deregulated power market. EXFOR 2003, 89th Annual Meeting of the Pulp and
Paper Technical Association of Canada, Montreal.
[4] Manage your energy resources and reduce costs. ipw Internationale Papierwirtschaft International Paperworld 4.2001, 23–26.
when shutdowns are planned. Then itcan be used for a plant-wide motor
analysis, or todraft a list ofretrofit candi-dates basedon the re-quired pay-back period.And that’s notall! The finan-cial and phys-ical impact of
energy-saving and environmental im-provements can be aggregated, as canthe cost of the respective investments.
For additional improvements, other ABBor third-party software products andtools can be integrated, allowing dedi-cated and maximum use of the energydata made available by Industrial IT andEnergy Aspects.
The performance managerIndustrial IT, by enabling plant-wide datato be efficiently organized, supports the
acquisition, analysis and aggregation ofenergy-related information, as well asthe integration of improvement software.And there is no need to invest the con-siderable effort in engineering and con-figuration that is required, for example,when traditional historian-based solu-tions are used.
For further information contact:[email protected]
ABB’s Aspect IntegrationPlatform enables drive andmotor software to be run con-tinuously and retrofit analysesand financial impact calcula-tions to be run using real plantdata.
Trond Haugen
Jan Wiik
Edgar Jellum
Vidar Hegre
Ole Jakob Sørdalen
ABB Corporate ResearchNO-1375 Billingstad
Norway
Gunnar Bennstam
ABB ABSE-77180 Ludvika
Sweden

16 Special ReportABB Review
In the current business environment, manufacturers are being forced to find new means of
creating reliable and lean production processes. Many executives realize the need to increase
their overall equipment effectiveness, and see the outsourcing of non-core activities as a
necessary tool in achieving this. But in a business environment where competition is intense,
simply outsourcing certain activities may not be sufficient.
Many companies have recognized this, and have established partnerships with outsourcing
companies. Such partnerships create high-performance support operations that keep abreast of
industry best practices. But the boldest executives take it a step further. They are partnering with
firms that can support or even drive enterprise transformation. This goes beyond re-engineering
the outsourced function to include managing cultural change and the critical core processes of
their own firms.
ABB is actively involved in this kind of transformation with many customers. With experience
managing activities at 150 customer sites worldwide, ABB knows that it must drive this process
together with the customer and embrace aggressive change to make it happen.
Transforming non-core processesthrough maintenancepartnerships
Transforming non-core processesthrough maintenancepartnerships Magnus Pousette
17Special ReportABB Review
Creating reliable and lean productionprocesses while shortening product
lifecycles focuses attention on the needfor improved equipment lifecycle man-agement (ie flexibility, maintainability,equipment life-cycle profit, etc). Supportprocesses, such as maintenance, becomemore and more critical, and the need tokeep abreast of best practices increases.
Maintenance as a value driver Some maintenance suppliers concen-trate only on delivering reduced costsfor their customers. Some take it to thenext level and also focus on mainte-nance-related availability in customers’production processes. Several studies,however, have shown that the biggestpotential for financial improvement inthe industry lies not in reducing productquality defects, but in reducing down-time and increasing the production rateof production equipment. Not surpris-ingly, improvements in these areas alsolead to fewer quality defects. Because ofthis, ABB’s approach is different to thatof other companies: it focuses on thecustomer’s bottom-line result.
The change in focus from strict directmaintenance cost to production-orientedgoals and thecustomer’sbottom linegives operatorsand mainte-nance person-nel new roles.No singledepartment isresponsible foroverall equip-ment effectiveness and the company’sbottom-line result. ABB, with experi-ence managing maintenance activities at150 customer sites worldwide, has beenleading this transformation. The com-pany’s experience shows that suchtransformation demands a new culture,and one with a flexible workforce.
In this culture, continuous interactionbetween operators and maintenancepersonnel should be the norm. If bothmaintenance technicians and operatorsstrive to work with each other, and havethe same goals and key performance in-
dicators, improvedeffectiveness willresult .
Such interactionwill require agreater level ofknowledge on thepart of the employ-ees, and that meanshaving a culturethat supports learn-ing. The operator’srole will extend sig-nificantly from run-ning the equipmentto participating inpreventive mainte-nance of the equip-ment. In addition,the operator willwork with mainte-nance personnel inoverall equipment effectiveness improve-ment groups. Maintenance staff will be-come more involved in increasing pro-duction capacity (measured as increasedoverall equipment effectiveness values),as well as in increasing the efficiency inmaintenance work.
A necessarycondition forthis integrationis that all barri-ers betweenoperators andmaintenancepersonnel dis-appear. Valuesmust changeand personnel
must be educated. Naturally this takestime, but with a little patience, effective-ness will thrive.
The following case studies illustrateABB’s strength as a maintenance partnerin two different industries.
A metals company in Finland“High quality and cost effectiveness witha light balance sheet” is the way Out-okumpu Harjavalta Metals Ltd. now de-scribes its production philosophy. Threeyears ago, the Finnish company decidedthat, in order to secure its business, it
1
needed to network all supporting serv-ices and concentrate on its core busi-ness: copper production. According toPentti Ahola, director of OutokumpuHarjavalta Metals Oy, the change instrategy was necessary because of theserious problems associated with theavailability of nickel at the end of the1990s. “We incorporated the nickel busi-ness into a separate corporation. As partof our strategy change, we also decidedto outsource all supporting tasks, fromsecurity to maintenance.” Therefore, thecompany had to find strong and special-ized partners for both these areas. In theend, ABB was selected as the mainte-nance partner for the Harjavalta works.
Reduced headcount and smooth transition
Outsourcing supporting services meantthat Outokumpu Harjavalta Metals wasable to halve the number of employeesto around 450. Only one Outokumpuemployee is now working in mainte-nance at the Harjavalta site, with themain task of interfacing with ABB. Mr Ahola said that ABB’s take-over ofthe maintenance function was welldesigned and exemplary. He added that“Outokumpu maintenance personnelwere taught ABB values and servicestandards. Tasks and responsibilitieswere efficiently re-assigned, and thisshows in the results. Last year was our
By engaging in partnershiprelationships with outsourcingcompanies, executives createhigh-performance supportoperations that keep themabreast of industry bestpractices.
Improving Overall Equipment Effectiveness (OEE)1
Availability (A)
Performance (P)
Quality (Q)
OEE=A* P* Q*
The angle and position of the line differs depending onequipment type.
Maintenance (ABB)
Production (Customer)

18 Special ReportABB Review
a thorough understanding of the plantand its equipment, their experience islimited to that particular facility. On theother hand, ABB provides a businessmanager who can draw on ABB’s expe-rience at all kinds of plants around theglobe; from pulp and paper to pharma-ceuticals. Instead of simply maintainingthe equipment, the business managerseeks ways to improve the entire opera-tion by:
Reducing maintenance costs Helping the team make the equipmentthey have run better and producemore products with fewer rejects.
Peter Springford, Chief Executive Officerof Carter Holt Harvey, said that “CarterHolt Harvey's relationship with ABB willplay an important role in giving the milla sustainable future. In the intenselycompetitive global pulp and paper mar-ket, and against the backdrop of lowpulp prices and a rising New Zealanddollar, Kinleith has to change if it is to
survive.” By apply-ing the experienceit has gained atother processplants around theglobe, ABB will notonly reduce theKinleith mill’s an-nual maintenanceexpenditures, butalso work on im-proving its overallplant operations,including changingthe culture.
ABB’s maintenanceperformance man-
agement contract at Carter Holt Harveyis a shared risk/shared reward engage-ment. If ABB provides financial improve-ment exceeding agreed performance,the company shares in the value createdthrough a bonus. Likewise, if ABB per-forms below agreed improvement, itreceives a reduced payment. The costreduction and productivity improvementagreed upon is illustrated in .
ABB expects to achieve US$ 42 millionin productivity improvement and costsavings for Carter Holt Harvey as aresult of streamlining maintenance func-tions and increasing plant efficiency.
Understanding the customer is keyRapid transformation of an enterprisemeans handing over some of the criticalprocesses to a specialist company thatcan give them a competitive edge. Butperformance-based contracts like theones at Outokumpu or Carter Holt Har-vey are not off-the-shelf solutions. Theymust be tailored to fit the specific cir-cumstances of the company.
Drawing on experience gained develop-ing these types of solutions in a varietyof industries with customers in differentsituations over many years, ABB wasable to design a flexible but cost-effi-cient process from start to implementa-tion. This process ensures that potentialis addressed and risk is minimized forboth parties.
2
30
25
20
15
10
5
0
2003 2004 2005 2006 2007
Agreed improvement at Carter Holt Harveyy2
= Productivity improvement = Cost reduction
best ever, both operationally and interms of production.”
Financial success
Maintenance costs have dropped signifi-cantly since ABB took over Outokumpu’smaintenance functions. The first yearresulted in savings of 3%, and cost sav-ings from last year amounted to 10%compared with the time before ABB.There was also a dramatic 50% decreasein the number of working hours lost dueto accidents.
Utilization of the nickel smelting capac-ity has increased smoothly by 6% dur-ing the last four years. The operationallevel of the copper smelting units is alsoincreasing.
A pulp and paper plant in New ZealandIn 2002, Carter Holt Harvey, a sub-sidiary of the pulp and paper giantInternational Paper Corp., concluded itwould either have to significantly cutthe Kinleith mill’s operations and main-tenance costs, or shut the plant down.Carter Holt Harvey realized it was notpossible to implement all the changesthemselves. Therefore, they showedtheir confidence in ABB’s ability to helpthem by awarding the company a five-year maintenance services contract witha value of US$ 50 million.
Global expertise
At most process and manufacturingplants, the maintenance team consists oflocal employees. Even though they have
Magnus Pousette
Process Automation ServicesABB Automation Technologies

19Special ReportABB Review
Asset optimizationsolutionsHartmut Wuttig
Companies in the process and utili-ties industries constantly strive to
optimize the lifecycle costs of theirplant investments. They search for toolsthat reduce the maintenance effort forall plant equipment, extend the life ofcritical capital equipment and increasethe utilization of the existing asset base,thus improving total plant availabilityand productivity.
There is a sense of urgency for plant man-agers to examine plant assets and contin-uously question such key aspects as:
EfficiencyUtilization costs and their trendCurrent operating conditions andtheir impact on life expectancyPotential for a facilitated maintenanceschedule, without risking a degrada-tion of safety and efficiency
However, faced with the ever-increasing competitiveness of today’sglobal markets, companies need also tofocus their human and financial re-sources on core competencies. They in-creasingly outsource support services,
such as information technology andautomation solutions, that are not partof their specific know-how. These con-flicting trends create a strategic chal-lenge for the plant manager. How canhe best focus on the unique competen-cies of his company, while relying on adwindling staff to provide the compre-hensive information needed to optimizehis plant assets?
ABB is sensitive to these challenges andis aware of the customer’s eagerness fora comprehensive solution from its au-
Changing business paradigms
are defining new rules for suc-
cess in today’s global markets.
With Asset Optimization, ABB
offers a comprehensive pro-
gram for the complete lifecycle
optimization of plant assets,
from field devices, control sys-
tems and automation elements,
through intermediate resources
such as energy and manpower,
to major assets of plant infra-
structure. Its core feature is an
innovative automation architec-
ture with new communication
capabilities and products that
allow accessing of all asset-
related information.

20 Special ReportABB Review
tomation supplier. As part of its Indus-trial IT program, ABB offers ‘Asset Opti-mization’; this combines the industry’sbest knowledge base and most compre-hensive scope of supply with innovativeand new approaches to enhance plantasset productivity and profitability. Thecompany leverages its own experiencein the design and manufacturing of plantequipment, combined with its leadershipin process automation and vast know-how in industry-specific applications, tolend credence to its ability to analyze,monitor and help optimize the perform-ance of all plant assets.
ABB’s Asset Optimization is a compre-hensive program that focuses on com-plete lifecycle optimization of plantassets, from field devices, control sys-tems and automation elements, throughintermediate resources such as energyand manpower, to major assets of plantinfrastructure, such as the heaters andgenerators of a facility.
Automation architecture offeringaccess to asset-related data ABB has set forth an innovative auto-mation architecture using the mostadvanced information technologies,
including integrated fieldbus solutions,to provide communication capabilitiesand products for accessing all asset-related information . ABB also offers asuite of applications, providing decisionsupport for lifecycle asset optimizationfrom the plant design stage through themaintenance and disposal phases.
What is the implicit power
of this architecture?
First, it addresses a customer’s need tomonitor and optimize plant assets inreal time. Today’s business paradigm of‘Internet time’ is filtering down to the
1
Automation architecture with communication capabilities and products for accessing all asset-related information1
Process controlSCADADiscrete roboticsTransmission network protectionSafety
Linking devices - gatewaysHigh speed fieldbus devices
PCs/workstationsWindows/UNIX
Human systems interfaceEngineering toolsHistorical data collectionAsset OptimizationBatch control
General Purpose Workstations Enterprise Management Software for:
Hazardous Area
Control Software for: Recording & Control
I/O
Safe Area
MCC
Industry StandardFieldbus H1
Industry StandardHigh Speed Fieldbus
Intelligent FieldDevices H1
Flow
Drives
Actuator
MB204 CascadeI/O S900-Ex Multi Barrier MB204
Link Device - Coupler

21Special ReportABB Review
enterprise operations level. If plantmanagers do not fully control the incre-mental cost of production and the corre-sponding incremental revenue at anygiven moment, they will be at a disad-vantage in the fiercely competitive,wide-open global markets to come.
Second, this architecture can easily andquickly identify differences in perform-ance between two or more similarassets (eg, heat exchangers of similarcapacity, pressure transmitters on thesame process), or groups of assets (eg,production plants of similar design, allthe control valves in similar plants).Detailed audit trails record the asset’smaintenance history and inform aboutimpending trouble. This early warningcapability averts unscheduled plantshutdowns, and allows enterprises tomaximize their plants’ uptime and oper-ate them closer to their design limits,thus maximizing Overall EquipmentEffectiveness (OEE) and profit.
Third, this architecture provides the in-frastructure needed to monitor andrecord asset performance, both physicaland financial, over the assets’ entire lifespan. Managers have the opportunity toutilize this information to set future per-formance and profitability goals. Theaccumulated knowledge base and deci-sion support infrastructure greatly assistsmanagement personnel in decidingwhen assetdisposal iswarranted, asit is based onrigorousperformancemetrics.
Fourth, thissolution isprovided bythe marketleader in industrial automation. ABB hasthe staying power, the breadth of prod-ucts and the application experience thatallow the end user to focus on his pri-mary task, manufacturing competitive-ness, while relying on his automationsupplier to provide state-of-the-art solu-tions for lifecycle optimization of hisplant assets.
ABB offerings in the petroleum and petrochemical industries include a Planning,Scheduling and Blending Simulator which analyzes day-to-day tankage operations andquantifies the economic risk associated with having more or less tankage inventory.
2
Multiple levels of supportAt the field device level, ABB has devel-oped, throughout its entire productrange, intelligent instruments that pro-vide inherent features for tracking in-strument performance, status and main-tenance history, thus allowing preven-tive maintenance through early detec-tion of degrading functionality.
At the com-municationlevel, ABBsupports cus-tomer ‘free-dom ofchoice’ in theselection ofinstrumenta-tion andassociatedcommunica-
tion protocols that best fit their applica-tion. ABB ensures compatibility of itsproducts (instruments, systems and en-gineering tools) with the emerging field-bus standards (Profibus, FoundationFieldbus, LON). Fieldbus is a powerfultechnology that enables the wealth ofinformation available in intelligent fieldinstrument to be accessed and then uti-
lized in innovative preventive mainte-nance and asset optimization schemes.However, the digital fieldbus architec-ture is only one option for realizing themany benefits of asset optimization;much can already be achieved withconventional 4-20 mA or HART hybridcommunication.
At the automation system level, ABB isimplementing a unique, state-of-the-art,object-oriented infrastructure for its au-tomation platform, further enhancingthe Industrial IT paradigm. A keyfeature in this respect is the ABB ObjectModel, an object-oriented approach tothe description of plant componentssuch as motors, valves, etc. This toolbrings together information about con-figuration, control, topological locationand functions as ‘objects’ and associatedaspects (ie, attributes). It allows for con-tinuous allocation of all plant data todedicated objects, such as automationtasks, local plant structures or mainte-nance work schedules.
Information management is essential forunderstanding asset performance anddesigning procedures for optimizing as-sets over their lifecycles. ABB provides
How can a plant manager bestfocus on the unique compe-tencies of his company whilerelying on a dwindling staff toprovide the comprehensiveinformation needed to optimizehis plant assets?

22 Special ReportABB Review
a suite of applications that support life-cycle asset optimization with differentlevels of sophistication.
ABB has been a pioneer in channellingthe power of the Internet to realize thebenefits of enterprise communicationand e-Commerce. Our Process Informa-tion Web Server was one of the first ofits kind in theindustry. Aspart of AssetOptimization,we are usingit to host as-set-relateddocumenta-tion. Its Webaccess facility is used for ordering re-placement parts, and allows remoteplant diagnostics and maintenance. TheLoop Auditor diagnoses maintenanceneeds on a control loop basis, and thusis perfectly comfortable with conven-tional field devices, which comprise thehuge majority of the worldwide installedbase. It collects short-term loop charac-teristics, applies them to its own fuzzylogic engine, and determines impendingfault scenarios and associated probabili-ties. A Loop Optimizer also proposesnew tuning parameter values that will
improve the performance of the controlloop. The Enterprise Historian providesan open, distributed, data-redundantplatform for information management.This allows users to store, manipulate,display and report time-tagged processinformation as well as event-basedtransaction information, enabling tacticalreporting, event analysis, performance
monitoring,and strategicstudies forprocess im-provement.ABB has in-tegrated thePavilion suiteof software
into its Enterprise Historian. Thispowerful combination lets users per-form data mining and analysis, whichcan later be applied to production im-provement and unique product appli-cations, such as non-linear model pre-dictive control and optimization.
ABB has provided interfaces to marketleading CMMS (Computer ManagedMaintenance System) products, such asMaximo, IFS Maintenance Module andSAP-certified interfaces to the SAP PP-PIand PP-PM modules. These latter inter-
faces allow astate-of-the-artgeneration ofmaintenance workorders that inte-grates real-timeinformation fromthe control sys-tem, rather thanblindly followinga calendar-basedmaintenanceschedule. The ob-vious benefits arelonger uptime andreduced mainte-nance costs.
ABB has longchampioned assetperformance andlifetime assess-ment applicationsand has been pro-viding industry-
specific applications to its customers forsome time. In the petroleum and petro-chemical industries , for instance,ABB’s Planning, Scheduling and Blend-ing Simulator analyzes day-to-day tank-age operations, evaluates current andfuture production capacity, and quanti-fies the economic risk associated withhaving more or less tankage inventory.The plant manager can quickly deter-mine how to best manage his productsinventory for optimal economic returns.
In electric power generation, ABB’sOPTIMAX solutions give power plantmanagers a number of different possibleperspectives with regard to the effi-ciency and expected performance ofassets such as boilers or turbines .They can compare similar assets withina plant and estimate their remaining life.For instance, MODI, a component of theOPTIMAX suite, monitors the state ofthe process, performs diagnostics andinforms the operator at an early stagewhether a fault is about to occur. OnTarget is another component that de-tects off-model behavior of a (conven-tional) field device before it fails, givingoperators sufficient time to schedulepreventive maintenance and avoidcostly process downtime.
Similar Asset Optimization solutionsexist for pulp & paper, cement and met-allurgy applications, to name a few.Asset Optimization, along with the otherstructural elements of the Industrial ITparadigm, has brought a unique ap-proach to solving automation issues.ABB is now stepping forward as thepremier provider, offering plant man-agers the experience, resources, scopeof supply, global organization and stay-ing power that will address the con-cerns of the new millennium.
3
2
ABB provides a suite of appli-cations that support lifecycleasset optimzation with differentlevels of sophistication.
Hartmut Wuttig
ABB Automation Inc.29801 Euclid Ave
Wickliffe, OH 44092-2530USA
Power plant managers need to be able to compare assetswithin a plant and estimate their remaining life. Monitoringof the state of the process enables operators to schedulepreventive maintenance and avoid costly downtime.
3
Asset effectiveness: increasing worthand financial return
Fabrice Dejoux
23Special ReportABB Review
ABB has developed a comprehensive set of solutions for process industries to optimize
asset management and improve performance. As a first step in improving a company’s
bottom line, ABB assesses the performance gap between current performance and the
relevant ‘best in class.’ Then, using its considerable experience in maintenance and its
knowledge of industry, ABB commits itself to delivering customized solutions that support
maintenance excellence, improved asset performance and overall cost reduction.
24 Special ReportABB Review
F irst-hand experience, technologicalcapability and industrial knowledge
have positioned ABB to help many cus-tomers in manufacturing and mainte-nance around the world find answers tothe following questions:
How do these customers compare toworld-class performers?What has the greatest impact onshareholder value for that customer:asset effectiveness or reduced costs?How does ABB deliver actual, lastingimprovements, rather than ‘flavor-of-the-month’ initiatives?How can ABB improve the reliabilityand safety of the customers’ opera-tions?Where are the hidden improvementopportunities, and how much arethey worth?
The following case studies will showthat ABB has developed the tools, meth-ods and training required to ensure con-tinuous improvement and sustainableresults in different applications.
A US chemical companyWorking with a US-based world leaderin commodity and specialty chemicalproducts, ABB assessed in detail thecompany’s current performance andidentified gaps and opportunities forimprovement. The customer’s manufac-turing strategy was reviewed and trans-lated into a regional asset managementstrategy, complete with concrete plansat local and plant levels. ABB defined
specific and sustainable measures,including management processes andtechnical solutions, in order to achievemaintenance excellence and reducedmanufacturing costs. These measureswere defined by addressing quality,production waste, energy managementand yield.
The new strategy was implementedthrough a performance-based, long-termpartnership agreement which resulted inan 8% improvement in asset effective-ness, reduced manufacturing costs andimproved earnings.
Building on this performance partner-ship, a joint research and developmentprogram is now working on the nextgeneration of production assets. Theseassets will deliver a competitive advan-tage to the customer, based on ashared understanding of key perform-ance driv-ers and oftheirprocess andbusinessissues. Bycombiningworld-classmainte-nance prac-tices with sound industrial and processexpertise, ABB has been able to deliverimproved performance and reducedcosts.
Typical resultsMost companies experience a reductionin maintenance costs of up to 20% inthe first few years. On a more impres-sive note, these savings are often evensurpassed by improvements in asseteffectiveness equal to as much as 10times the maintenance cost savings!
This outcome is a direct result of ABB’sprocess expertise, especially in highlyspecialized fields such as:
Process optimization Energy management Hazardous area management Risk-based inspection Engineering design services
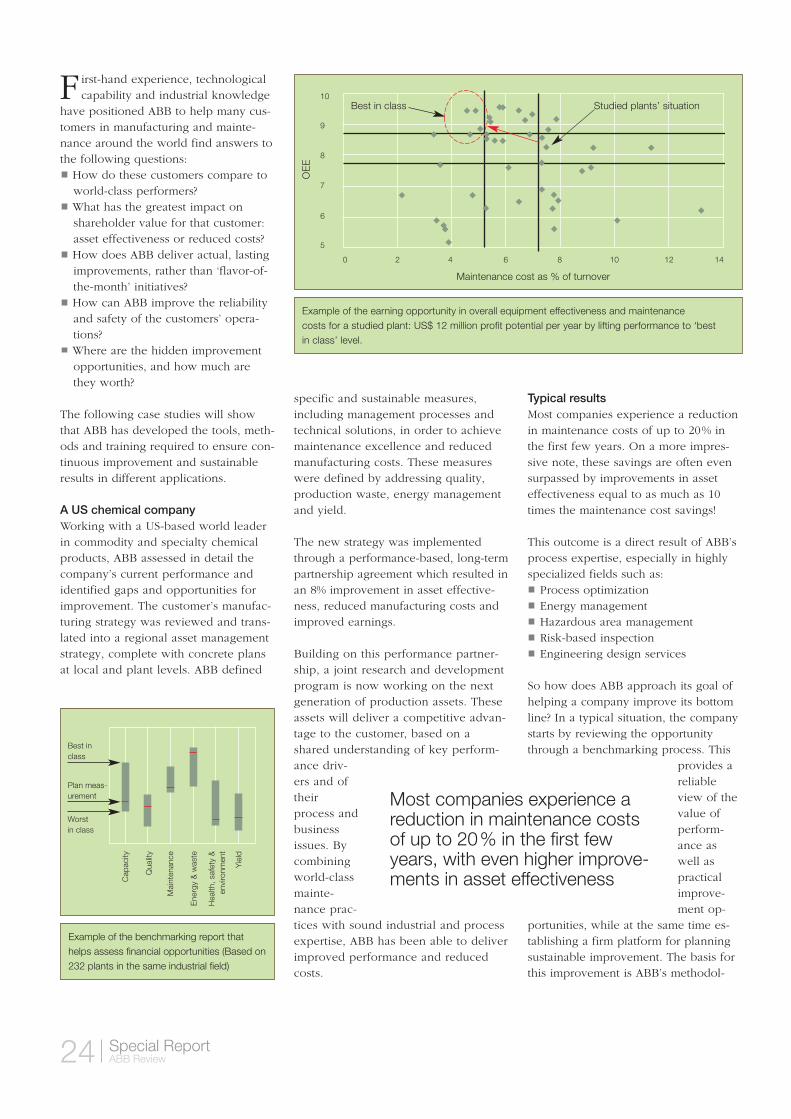
So how does ABB approach its goal ofhelping a company improve its bottomline? In a typical situation, the companystarts by reviewing the opportunitythrough a benchmarking process. This
provides areliableview of thevalue ofperform-ance aswell aspracticalimprove-ment op-
portunities, while at the same time es-tablishing a firm platform for planningsustainable improvement. The basis forthis improvement is ABB’s methodol-
Most companies experience areduction in maintenance costsof up to 20% in the first fewyears, with even higher improve-ments in asset effectiveness
10
9
8
7
6
5
OE
E
0 2 4 6 8 10 12 14
Maintenance cost as % of turnover
Example of the earning opportunity in overall equipment effectiveness and maintenance costs for a studied plant: US$ 12 million profit potential per year by lifting performance to ‘best in class’ level.
Best in class Studied plants’ situation
Best inclass
Example of the benchmarking report that helps assess financial opportunities (Based on232 plants in the same industrial field)
Hea
lth, s
afet
y &
envi
ronm
ent
Cap
acity
Qua
lity
Mai
nten
ance
Ene
rgy
& w
aste
Yie
ld
Plan meas-urement
Worst in class

25Special ReportABB Review
ogy, knowledge of industry and exten-sive customer database. In most cases,the opportunities for performance im-provements exceed the potential costsavings.
An oil company in EuropeABB is working with a major Americanoil company to manage the perform-ance of several thousand of its fuel sta-tions across 18 countries in Europe.ABB’s strategy ensures optimum, stan-dardized results across Europe, signifi-
cantly reducing costs while achieving avery high safety performance. Moreover,the strategy is designed to develop theservice over the entire asset lifecyclewith innovative solutions for improvingreliability from the design stage, for re-
ducing energy needs, and for providingweb-based user access.
Other benefits achieved with this cus-tomer include a dramatic reduction innon-core activities such as administra-tive work and accounting. Now the cus-tomer receives a few invoices per coun-try per month instead of a few thou-sand. The project demonstrates thevalue ABB can add to the managementof large numbers of remote sites.
One customer’sbenefits included adramatic reductionin non-core activitiessuch as admini-strative work andaccounting.
Fabrice Dejoux
Automation ServicesABB Automation Technologies
Process followed by ABB to assess opportunities and deliver improvements
Entry-level opportunityscoping & benchmarking
What is the financialopportunity?
How does it compareto best in class?
How would we go aboutclosing the gap?
What are the underlyingproblems?
What are the prioritiesfor solutions?
How can we deliverthis quickly?
Deep-drill analysis
Benchmarking map Strategic requirement Management challenges
Cap
acity
Qua
lity
Mai
nten
ance
Ene
rgy
& w
aste
Hea
lth, s
afet
y &
Env
ironm
ent
Yie
ld
Implementation of improvements
Opportunity scoping by benchmarking

26 Special ReportABB Review
‘Emerging technologies’ is a term probably heard most often in the world of research
and development, and is usually associated with new products. In general, such a
term does not tend to appear in the same sentence with ‘after sales service and
support.’
Yet for companies like ABB with a huge client installed base, advances in technology
are changing the way firms approach the subject of support. In addition, these same
advances are directly helping clients improve their return on assets.
With an installed base of more thanUS$ 100 billion of automation
products and systems worldwide, ABB isconstantly working on ways to improvehow these systems are supported. Re-mote services use existing and cutting-edge technologies to support field engi-neers, irrespective of location, in waysonly dreamed of five years ago. TheInternet, together with advances in com-munications and encryption techniques,have contributed enormously to this.
Remote service developments are adirect result of clients’ changing needs.ABB has been told clearly in almostevery industry it serves that it must con-tinue to improve the return on assets ofthe systems it delivers. This does notmean customers want less support, butrather more support at lower costs.
Remote services are designed to maxi-mize knowledge bases in the most cost-
High tech meanshigh service performance
Remote services:
Gordon Cheever

27Special ReportABB Review
effective manner. The result shouldensure that the best knowledge is in theright place, at the right time, to supportthe clients’ assets. With a large numberof different types of products, this canbe a complex undertaking.
The following examples illustrate howremote services in use today are givingcustomers more value at less cost:
Remote robot supportWhen an issue arises concerning an in-stalled robot, the on-site plant engineercalls ABB’s global robotic expert center.The plant engineer then creates a directlink between the center and the in-stalled equipment, but only after ensur-ing all local safety requirements are inplace. Off-site experts review the equip-ment, diagnose the problem and eithertake direct action or provide instructionsto the site engineer, who can then solvethe problem.
The robot can also diagnose the prob-lem itself, and then call the ABB globalrobotic expert center for support.However, this raises safety concerns atthe site. A balanced compromise isreached with a combination of auto-matic and manual processes.
Remote Asset OptimizerThe Asset Optimizer, from ABB’s Indus-trialIT product portfolio, takes remoteservices a step further. The asset moni-toring soft-ware ac-quires andanalyzesasset statusand condi-tion infor-mation. Itthen notifiesoperators and maintenance personnelwhen an abnormal condition has oc-curred that requires some form of main-
tenance action. External communicationsmay also be set up to automatically call,email or page service personnel.
In addition, the Asset Optimizer can bedirectly linked to most computerizedmaintenance management software sys-tems for automatic work order generation.
North American automotive manufacturer
A large North American automobilemanufacturer is currently using ABB’s
Asset Opti-mizer. Assetinformationis providedlocally foroperatingpersonnel,as well asremotely to
the offices of the plant manager andplant engineer. In addition, it is directlylinked to an on-site computerized
Remote services use existing and cutting-edge technologies to support on-site and field engineers, thereby ensuring the best knowledge is in the right place, at the right time to support the clients’ assets.
Field engineer
Propulsion predictivemaintenance
Assetoptimization
Web-based maintenancemanagementsoftware
On-lineparts
Remotedrivemonitoring
Remoterobotservices
Marine IndustrialIT enabledproducts and systems
Control systems Instruments and low-voltage
products
Drives and motors Robotics
Call center
Analysis & feedback layer
Communication layer
Connection layer
Internet, modem, direct line, etc
Advances in technology arechanging the way firms approachthe support of installed equip-ment, as well as helping clientsimprove their return on assets.

28 Special ReportABB Review
maintenance management softwaresystem.
The client has chosen to use overallequipment effectiveness calculations toestablish current and future benchmark-ing standards. As issues arise on-line,the Asset Optimizer can generate auto-matic emails or pager notifications toservice personnel for further actions.
Remote condition monitoringABB holds the view that technology fortechnology’s sake is not always the bestsolution. When it comes to vibrationanalysis in condition monitoring, forexample, the company balances its serv-ices to provide a cost-effective, tieredapproach. This means that an appropri-ate technical solution is determinedbased on the consequences of the assetfailing and/or its cost.
Take the case of a simple low-costmotor in a non-critical application thatis best supported when data is gatheredmanually. Vibration data is collectedusing small handheld devices. This datais then loaded onto a PC where a soft-ware program ‘decides’ whether thevibration data is within specification. Ifnot, the system will then automaticallyupload the data to global ABB conditionmonitoring experts where another morein-depthsoftwareprogramscreens itfor recom-menda-tions. Itthenpasses thefinal dataand pre-analysis to dedicated vibrationexperts. A final review is done, and rec-ommendations or work orders are sentback to the local site. In general, thelevel of automation for this process isbased on asset costs versus humanintervention costs at the client’s site.
The systems for high-cost critical assetsautomatically and continuously monitorvibration data and provide specificanalysis and work intervention 24 hoursa day.
Remote knowledgeEnsuring good asset performance doesnot always necessitate physical pres-ence. In most cases, it is enough whenthe appropriate knowledge is availableat the asset location.
ABB’s global online knowledge manage-ment system and the newly released In-
dustrial ITKnowl-edge Navi-gator en-sure thatthe appro-priateknowl-edge canbe ac-
cessed remotely anywhere in the world.This global infrastructure contains over60,000 documents as well as new casesthat ‘learn’ as the system is used. Thestructure also contains audio-visual in-struction sets that allow users to refreshtheir knowledge.
A US paper company
A paper company in Ohio recently in-stalled ABB’s SupportIT KnowledgeNavigator. The Knowledge Navigatorallows the operator to directly connect
to ABB’s global online knowledge man-agement system from the operator pan-els. By using the Knowledge Navigator,the operator can try to resolve automa-tion issues without having to wait formaintenance support.
Knowledge Navigator reacts to system-generated alarms. In the event that analarm occurs, the system will automati-cally search ABB’s knowledge manage-ment system for possible solutions. Theoperator reviews the resulting solutionsand decides if action can be taken, or ifthe issue should be passed on to themaintenance group.
The use of remote support allows cus-tomers to benefit from the vast knowl-edge reservoir existing within servicesupport organizations. ABB is usingtechnology to improve our most impor-tant asset, our people, and to make thisasset available to support customerswhere needed.
ABB must continue to improve thereturn on assets of the systems itdelivers. This doesn’t mean cus-tomers want less support, butrather more support at lower cost.
Gordon Cheever
Service DevelopmentABB Automation [email protected]

29Special ReportABB Review
In today’s business climate, service centers are being asked to monitor more
machines over greater distances, and do it more efficiently. New technology
available within ABB is helping to get more efficiency out of the company’s
global vibration analysis services by standardizing vibration equipment and
methodology, automating analysis functions and facilitating the transfer of raw
data to and from clients in remote locations.
This technology comes in the form of web-based systems with automated
diagnostics, online systems and integrated portable data collectors. Together,
these features make it easier for ABB service centers to test more machines
and get more important information into the hands of those who need it.
Web-based datacollection and analysis
Alan Friedman
ABB’s experience and innovation hasbeen incorporated into a number of
well-proven products and servicesspecifically designed to meet the de-mands of service centers worldwide.As part of this portfolio, the companyhas integrated individual technologies toprovide a highly automated, efficientand successful service program for itscustomers. The success of this programcan be seen in the work ABB is doingwith a global original equipment manu-facturer (OEM) in the heating, ventila-tion and air conditioning (HVAC) indus-try. ABB is helping this OEM provide acomplete condition-monitoring programto its clients.
The OEM has pursued condition moni-toring as a way of distinguishing itself
from the competition by offering clientsadditional service options that augmenttheir warranty agreements. With suchagreements, clients can receive dis-counts on warranty packages if theyagree to use the OEM’s condition moni-toring service as part of their mainte-nance practice.
By having service personnel visit clientsmore often, the OEM has found thatthey can generate more service andsales opportunities. In addition to pro-viding the benefits of vibration analysisand condition monitoring to the client,the OEM has realized previously un-tapped sales and service opportunitiesby simply having a reason to send aservice person to a client site. In fact,the OEM has recorded an increase of
$1.25 - $1.50 of additional revenue forevery $1 of warranty service sold.
ABB currently supports some 65 servicecenters in the US and 4 in Canada.Several more are located in China andon the Pacific Rim, and the number con-tinues to grow. To initiate a condition-monitoring process, for example in theUS, ABB mails a pre-loaded data collec-tor to a service center. Service personnelthen visit their clients, collect data andmail the collector back, where it is un-loaded. The data is analyzed at ABB anda report is e-mailed (or surface mailed)directly to the service manager, who thenpresents it to the equipment owner. Thereport is branded with the OEM’s nameand logo, and is presented to the clientas part of the OEM service offering.

30 Special ReportABB Review
700
600
500
400
300
200
100
0
Pro
gram
Cos
ts p
er M
achi
ne T
est
($)
1975 1986 1988 1997 2000
626
295
197
10073
Repair PRIORITY
Repair ACTION
Problem DESCRIPTION
Vibration DETAIL
Main Condenser Circulating Water Pump #3
Acquired: 11/17/97 - 13:10:33 FOM: 384Priority IMPORTANT: REPLACE PUMP THRUST BEARING
AND ALIGN UNIT.
SERIOUS PUMP THRUST BEARING PROBLEM
is indicated by 0.117 (+0.103) IPS [4A] at 4.17xP0.109 (+0.097) IPS [4R] at 4.17xP0.099 (+0.083) IPS [4A] at 5.17xP
SERIOUS ANGULAR MISALIGNMENT
is indicated by 0.241 (+.147) IPS [2A] at 1.00xM0.203 (+.131) IPS [4A] at 1.00xP
As the program evolves, more and moreservice centers, especially those outsidethe US, are purchasing their own datacollectors and are transferring data backto ABB for analysis. Additionally, theOEM is beginning to test new equipmentas it rolls off the assembly line to estab-lish baselines, and is including sensormounts and barcode identification tagsdirectly on the equipment. The OEMcurrently produces about 1,500 newmachines per year. This process makesfuture condition analysis more accurateand cost-effective. The machines can betraced, via serial number identification,throughout their entire useful lifetime.
The OEM’s technical center retains asynchronized database of all machinetests and ABB analysis results. This al-lows them to support the service centersdirectly when questions arise and pro-vides the information necessary to un-derstand how their machinery degradesover time. Ultimately, this informationallows the OEM to improve its machin-ery design and remain a leader in acompetitive market.
The OEM has been pleased with ABB’ssupport and has realized numerous ben-efits by allowing the company to stan-dardize and streamline the OEM’s vibra-tion analysis offering to its clients. Thesections that follow will discuss thetechnologies and methodologies thatmake ABB’s vibration services uniquelyefficient.
Automated diagnostics – turning datainto informationThe ability to quickly analyze largeamounts of data and accurately identifymachines with problems is a key ele-ment for efficient vibration services. In a typical plant, about 10 – 20% of allmachines tested will have inherent me-chanical faults. Within this group, farfewer will require immediate service.
The distinguishing feature of ABB’s rule-based, automated diagnostic system isthat it identifies problem machines andfocuses on manually reviewing the datafrom these machines. This approach isfar more efficient than analyzing datafrom every single installed machine.
The efficiency of this system is unri-valed, and its accuracy, ease of configu-ration and ability to reduce analysistime and costs are well documented.Customers who use this automatedapproach typically receive a 20:1 bene-fit-to-cost ratio. An independent studycarried out for the US Navy found thatusers receive objective results that areas accurate as analyses performed byengineers or vibration specialists with 2 to 4 years experience .
The diagnostic system contains over4,500 individual fault templates. Thesetemplates are based on empirical dataacquired from hundreds of thousands of machine tests conducted over morethan twenty years. They can be appliedto more than forty general machinecomponent types, including motors,pumps, fans, blowers, gearboxes, com-pressors, generators, turbines and ma-chine tools.
The system analyzes machine test datain a matter of seconds and produces aconcise report that lists specific mechan-ical faults, the severity of each fault andan overall recommendation . Com-pared with systems that simply indicatethat a machine is in ‘alarm’ mode, thisvery informative diagnosis illustrateshow ABB turns data into information.The efficiency of the diagnostic systemis such that, with minimal manpower, itallows ABB to process over 3,000 ma-
2
1
chine tests per month worldwide, thusproviding concise and accurate machinecondition reports.
ABB Watchman®: Full-time onlinemonitoring Another solution uses online monitor-ing of permanently installed data acqui-sition components to determine a ma-chine’s condition. ABB Watchman®
from ABB’s IndustrialIT solutions portfo-lio is an accurate, cost-efficient analysisservice provided to remote clients .This service reduces the labor burdenassociated with portable vibration pro-grams, and monitors the machines withgreater frequency and effectiveness.
3
Typical automated diagnostic system report2
Cost reductions realized by theUS Navy since 1975, whenvibration services were firstimplemented
1

31Special ReportABB Review
Users are alerted to machine degrada-tion that takes place over time. Diag-nostics are provided in the form of con-cise reports describing specific faults,the severity of each and recommenda-tions for remediation.
ABB Watchman® Sprite runs on a Win-dows® embedded XP platform, andbecause of this it can be easily adaptedto take advantage of evolving computertechnology to enhance its capabilities.In addition, the system is easily cus-tomized for different applications and is equipped to accommodate wirelessnetwork and cellular communicationscapabilities.
It is based on 4-channel data acquisitionhardware that can be multiplexed inincrements of 16 channels, providing acapacity of up to 512 channels. Eventhough up to 512 channels can be mon-itored from each unit, the design philos-ophy of the system makes it advanta-geous to locate individual units on ornear the machines of interest and net-work them via IEEE 802.11 Standardnetworks (WIFI). This capability signifi-cantly reduces cabling costs and allowsthe system to be easily expanded.
By offering ABB Watchman® Sprite asan upgrade to the equipment they sell,OEMs, such as the HVAC manufacturerdescribed earlier, can effectively in-crease overall profit potential. Further-more, ABB Watchman® Sprite allowsOEMs to offer the advantage of in-creased reliability because ABB Watch-man®-equipped machinery communi-cates directly with service centers andwith ABB when problems are encoun-tered. So, rather than test machines onlywhen service technicians can visit cus-tomer sites, they are tested every fewminutes. This is a major benefit toclients who use equipment in criticalapplications.
It is important to note that ABB Watch-man® Sprite is not a protection system,nor a simple alarm system, and is notdesigned to shut down a machine in theevent of an alarm. It can, however, beused with protection systems if thisfunctionality is required.
Database replication – sharing dataefficientlyDatabase replication allows two ormore databases to be synchronizedautomatically via the Internet or othercomputer networks. This means thatdata collected at remote sites usingportable or online systems can be trans-ferred automatically to central sites foranalysis and review. Additionally, data-base changes made at a central officecan be implemented transparently at alldesired remote sites. These changesinclude updates to test configurations,alarm criteria or edited fault diagnosis
reports. Ultimately, database replicationsimplifies the task of remote informa-tion management.
The database replication network is setup like a secure, encrypted mailbox lo-cated on an FTP web server. Databasesperiodically check to see if changeshave been made to other databases, andthen automatically synchronize and up-date themselves as required. They canbe configured to automatically check inas often as is deemed necessary, andthey generate detailed messages whenchanges have been made. Database
ABB Watchman® for online moni-toring of permanently installeddata acquisition components
3ABB Watchman® DCX portabledata collector/analyzer
4
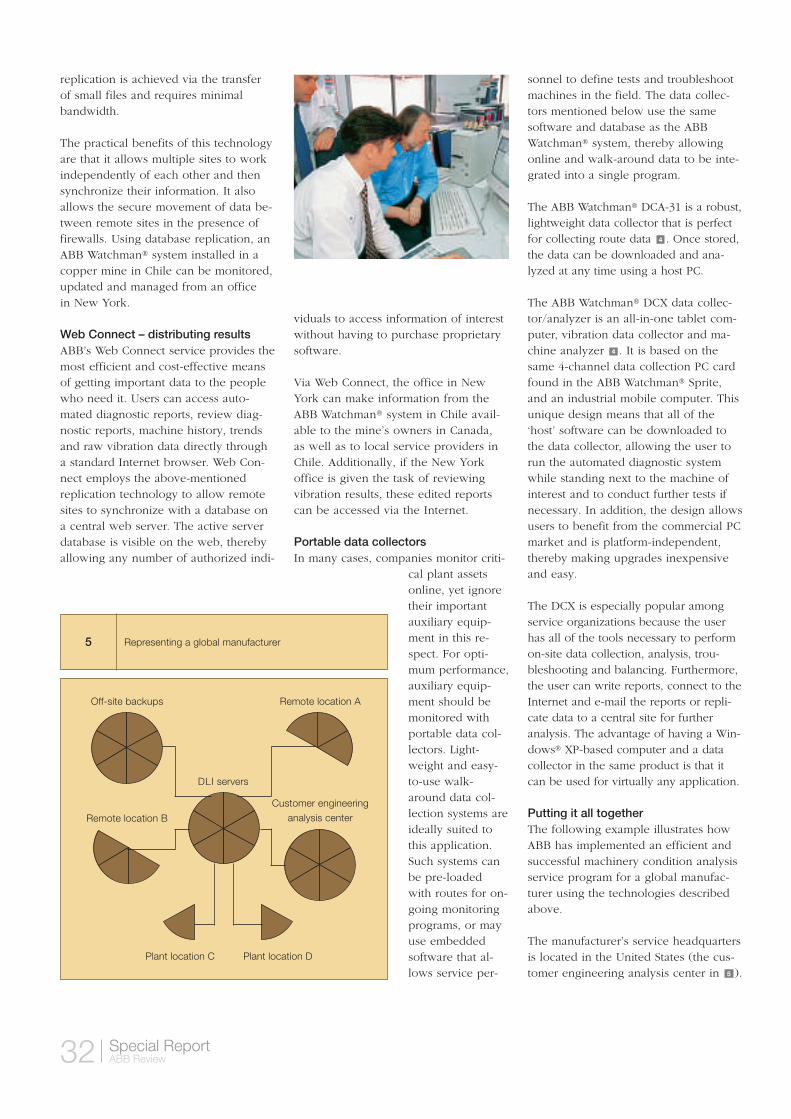
32 Special ReportABB Review
replication is achieved via the transferof small files and requires minimalbandwidth.
The practical benefits of this technologyare that it allows multiple sites to workindependently of each other and thensynchronize their information. It alsoallows the secure movement of data be-tween remote sites in the presence offirewalls. Using database replication, anABB Watchman® system installed in acopper mine in Chile can be monitored,updated and managed from an office in New York.
Web Connect – distributing resultsABB’s Web Connect service provides themost efficient and cost-effective meansof getting important data to the peoplewho need it. Users can access auto-mated diagnostic reports, review diag-nostic reports, machine history, trendsand raw vibration data directly througha standard Internet browser. Web Con-nect employs the above-mentionedreplication technology to allow remotesites to synchronize with a database ona central web server. The active serverdatabase is visible on the web, therebyallowing any number of authorized indi-
viduals to access information of interestwithout having to purchase proprietarysoftware.
Via Web Connect, the office in NewYork can make information from theABB Watchman® system in Chile avail-able to the mine’s owners in Canada, as well as to local service providers inChile. Additionally, if the New Yorkoffice is given the task of reviewingvibration results, these edited reportscan be accessed via the Internet.
Portable data collectorsIn many cases, companies monitor criti-
cal plant assetsonline, yet ignoretheir importantauxiliary equip-ment in this re-spect. For opti-mum performance,auxiliary equip-ment should bemonitored withportable data col-lectors. Light-weight and easy-to-use walk-around data col-lection systems areideally suited tothis application.Such systems canbe pre-loadedwith routes for on-going monitoringprograms, or mayuse embeddedsoftware that al-lows service per-
sonnel to define tests and troubleshootmachines in the field. The data collec-tors mentioned below use the samesoftware and database as the ABBWatchman® system, thereby allowingonline and walk-around data to be inte-grated into a single program.
The ABB Watchman® DCA-31 is a robust,lightweight data collector that is perfectfor collecting route data . Once stored,the data can be downloaded and ana-lyzed at any time using a host PC.
The ABB Watchman® DCX data collec-tor/analyzer is an all-in-one tablet com-puter, vibration data collector and ma-chine analyzer . It is based on thesame 4-channel data collection PC cardfound in the ABB Watchman® Sprite,and an industrial mobile computer. Thisunique design means that all of the‘host’ software can be downloaded tothe data collector, allowing the user torun the automated diagnostic systemwhile standing next to the machine ofinterest and to conduct further tests ifnecessary. In addition, the design allowsusers to benefit from the commercial PCmarket and is platform-independent,thereby making upgrades inexpensiveand easy.
The DCX is especially popular amongservice organizations because the userhas all of the tools necessary to performon-site data collection, analysis, trou-bleshooting and balancing. Furthermore,the user can write reports, connect to theInternet and e-mail the reports or repli-cate data to a central site for furtheranalysis. The advantage of having a Win-dows® XP-based computer and a datacollector in the same product is that itcan be used for virtually any application.
Putting it all together The following example illustrates howABB has implemented an efficient andsuccessful machinery condition analysisservice program for a global manufac-turer using the technologies describedabove.
The manufacturer’s service headquartersis located in the United States (the cus-tomer engineering analysis center in ).5
4
4
Off-site backups Remote location A
DLI servers
Remote location B
Plant location C Plant location D
Customer engineeringanalysis center
Representing a global manufacturer5

33Special ReportABB Review
The company also maintains one re-gional service center (remote location)in the US and one in Europe. The mainoffice requires online access to machinecondition information so that it can bet-ter manage global operations, helpacquire parts and plan work packages.The regional service centers are onlyresponsible for facilities in their respec-tive regions (plant location).
In the current implementation , ABB is responsible for configuring and main-taining the databases for each site. Thisincludes analysis, baseline criteria set-upand the entry of edited reports and rec-ommendations into the database. Thecompany also maintains the master data-base that includes information from all ofthe manufacturer’s facilities. This is par-ticularly useful because, as many of thesites have the same equipment, vibration
6
signatures can be compared betweenlike units at different sites. The masterdatabase replicates with the client’s, giv-ing the service headquarters access to in-formation about each site, and also withthe two regional offices. Finally, eachindividual facility has a copy of its ownreplicating database containing onlyinformation specific to that site.
The master database at ABB is availableon the Internet via ABB’s Web Connectservice, and can only be accessed via aweb browser by authorized personnel.The active web pages, which are cus-tomized and branded with the client’slogo, contain complete machine history,notes, comments, recommendations,trends and raw data.
Currently the client is employing walk-around data collectors at each facility,
but it is possible at any time now or inthe future to add ABB Watchman® on-line systems to automate the data col-lection process. As ABB Watchman®
Sprite is based on the same softwarearchitecture as the portable systems,integrating it is a simple ‘plug and play’process.
Alan Friedman
ABB Automation Technologies
FTP accessAllows remote plants and sitesto integrate data and results viathe Internet
Wired or wirelessSprite may be integrated withyour plant network via wiredEthernet or 802.11b wireless
IEEE 802.11b Wireless Access Point (WAP)One or many WAPs may be installed to providewireless network coverage both indoors and outdoors.802.11b WAPs are inexpensive and available from many networking vendors.
Networked client softwareControl and access Sprite with software systems such as ExpertALERT, DCX Online, SignalAQ and ABB Expert Advisor
Integrate SpriteWith your existing protection system
DCX online serverServers Database and
DCX Online Engine
Plant
network
Critical machinesSpriteDAC/SpriteMAX
Remote sitesSpriteMAX/SpriteOEM
Plant machinerySpriteDAC/SpriteMAX
Machine packagesSpriteOEM
FTPInternet
Sprite MUXExtend Sprite’s reach economicallyand increase acquisition channels by adding up to 32 multiplexers
The flow of information6

34 Special ReportABB Review
The potential for improvement in many companies is substantial.
A typical company today operates at 60% overall equipment
effectiveness when it should be targeting 85%. One reason for
this is that companies lack the means to measure productivity
with the required accuracy. Some companies don’t measure it at
all, while others measure it manually, providing results that are
neither in real time nor accurate. Other reasons include poor or
non-existent preventive or predictive maintenance, an insufficient
stock of spare parts on site, a lack of trained personnel and
inadequate production processes.
In response to the need for improved asset effectiveness,
especially in the automotive industry, ABB has created value-
based productivity solutions to specifically remove sources
of waste from customers’ production systems. The end result
ensures more added value and improved productivity.
Closing the manufacturingproductivity gap throughservice solutions Jo Pauwels
Intense competition in the automotiveindustry is forcing original equipment
manufacturers (OEMs) and tier one sup-pliers to think about ways of gettingmore from their existing equipment, andavoid having to invest in new systems.If the existing production plant can bemade more productive and last longer,further substantial investment can beavoided. This means that maintenanceand process improvement take ongreater importance. ABB is respondingto this need by moving from serviceproducts to service solutions.
From service products to servicesolutionsOne of ABB’s great strengths is that the
company has in-depth expertise in man-ufacturing processes, and for more than10 years, it has operated a service busi-ness for discrete manufacturing indus-tries. This provides service ‘products’such as spare parts, training, technicalsupport and field service. ABB has alsoprovided maintenance performancemanagement aimed at taking full re-sponsibility for the management, engi-neering and execution of maintenancefor a customer. With the creation ofvalue-based productivity solutions, ABBmakes use of the already proven serviceproducts in its portfolio.
Value-based productivity solutions startwith a detailed customer assessment by
ABB specialists according to a well-de-fined methodology. The specialists whoperform the assessments and design thesolutions are the same ones who de-sign, manufacture and install the equip-ment, so they know the processes in anassembly plant and can offer excellentprocess improvement solutions. Theend result is a customized solution.
Value-based productivity solutions fora major automobile manufacturerA major automobile manufacturer inNorth America recently worked withABB to improve overall equipmenteffectiveness at its axle plant. Togetherwith the customer, ABB engineers con-ducted a productivity assessment and

35Special ReportABB Review
created a ‘current-state’ model usingABB methodology and simulation soft-ware. The assessment identified itemsthat could be immediately implementedto quickly add value. Long-term produc-tivity improvement projects were alsoidentified and tested using the simula-tion model to accurately gage projectreturn on investment.
Within four months of the assessment,productivity in one line increased from90 jobs/hour to 120 jobs/hour, savingthe plant more than US$ 2 million inannual overtime premiums. Ninemonths after the assessment was com-pleted, the production line averagedmore than 140 jobs/hour.
Recently completed long-term improve-ment projects now have the line tendingtowards 160 jobs/hour, and overallequipment effectiveness has improvedfrom 45% to 78 %. Such a significantgain in productivity has allowed theplant to decommission an older line,making room for more product lines.
This example represents a solid modelfor improvement in other departments.
Closing the gapValue-based productivity solutions arealready attracting considerable interest,particularly from tier one suppliers. Be-cause they are smaller and newer thanbig OEMs, tier one suppliers do notpossess the same level of maintenancestaff, and therefore require greater sup-port from their partners. This is exactlywhat ABB and its service specialists pro-vide. Closing the gap between actualand potential overall equipment effec-tiveness is what value-based productiv-ity solutions is all about.
Qualitative improvement potential
During the productivity assessment process, the qualitative findings are used to focus on areas with the most potential for improvement. Production losses resulting from ineffectivemanufacturing processes are then quantified in the second phase of the assessment.
OEE (Overall Equipment Effectiveness) Management
Error proofing
Continuous improvement
Culture & awareness
Process control
Material control,flow and layout
Housekeeping
Visual management
Maintenance
Spare parts management Actual Target
0
1
2
3
4
5
80,000
70,000
60,000
50,000
40,000
30,000
20,000
10,000
1,000
002 008a 008b 008c 012 016 020 022 030 032 037 041 043 049 053
Quantitative improvement potential
Blocked Idle Busy Down
Output from the quantitative assessment depicting the percentage of time each operation on the line is blocked, starved, running, or in a breakdown. ABB uses a variety of data collectiontechniques during the productivity assessment to identify production constraints and losses.
Jo Pauwels
Manufacturing and Automotive Services
ABB Automation [email protected]
36 Special ReportABB Review
When companies invest in plant equipment,
they want to feel assured that these newly
acquired assets will be productive for many
years. Naturally, the probability of compo-
nent or system failure occurring increases
after several years in operation, and the
consequences of this vary depending on the
type of failure. Whatever the outcome, man-
agers inevitably ask themselves if such
events could have been prevented, and can
be prevented from happening in the future.
Maximum asset utilization is best served by
providing preventive maintenance for prod-
ucts and systems at a certain point in their
lifecycle. To this end, ABB has created life-
cycle management programs that ensure
customers get the best possible return on
their assets, and benefit from a smooth
transition to new generations of products.
Lifecycle managementfor improved productand system availability
Kai Ola
W ithout proper servicing, theprobability of mechanical com-
ponents in rotating machines failingafter a certain time is high. Therefore it is accepted practice to perform pre-ventive maintenance on rotating ma-chinery to significantly reduce the riskof this happening. Unfortunately, thesame cannot be said for products withelectronic components. There is still acommonly held belief that these prod-
ucts do not require specific mainte-nance.
Based on ABB’s experience, however,the probability of failure of productswith electronic components increasesafter several years in operation. In manycases, the main reason for this is agingelectronic components, and these canhave serious consequences. This is whyABB recommends preventive mainte-
nance for products and systems at a cer-tain point in their lifecycle.
ABB’s lifecycle management programsfor its products and systems exist toprovide customers with the best possi-ble return on their assets. A comprehen-sive set of standardized service pack-ages, such as preventive maintenance,have been productized and accommo-dated to different lifecycle phases of
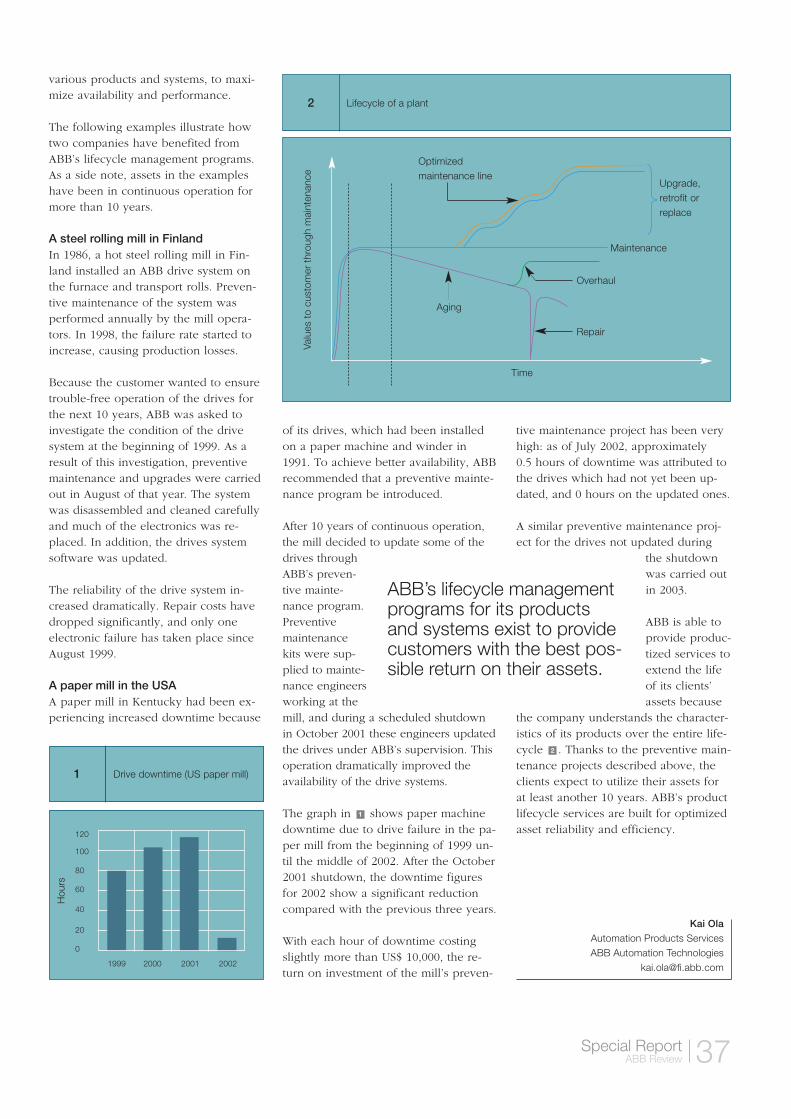
37Special ReportABB Review
various products and systems, to maxi-mize availability and performance.
The following examples illustrate howtwo companies have benefited fromABB’s lifecycle management programs.As a side note, assets in the exampleshave been in continuous operation formore than 10 years.
A steel rolling mill in FinlandIn 1986, a hot steel rolling mill in Fin-land installed an ABB drive system onthe furnace and transport rolls. Preven-tive maintenance of the system wasperformed annually by the mill opera-tors. In 1998, the failure rate started toincrease, causing production losses.
Because the customer wanted to ensuretrouble-free operation of the drives forthe next 10 years, ABB was asked toinvestigate the condition of the drivesystem at the beginning of 1999. As aresult of this investigation, preventivemaintenance and upgrades were carriedout in August of that year. The systemwas disassembled and cleaned carefullyand much of the electronics was re-placed. In addition, the drives systemsoftware was updated.
The reliability of the drive system in-creased dramatically. Repair costs havedropped significantly, and only oneelectronic failure has taken place sinceAugust 1999.
A paper mill in the USAA paper mill in Kentucky had been ex-periencing increased downtime because
of its drives, which had been installedon a paper machine and winder in1991. To achieve better availability, ABBrecommended that a preventive mainte-nance program be introduced.
After 10 years of continuous operation,the mill decided to update some of thedrives throughABB’s preven-tive mainte-nance program.Preventivemaintenancekits were sup-plied to mainte-nance engineersworking at themill, and during a scheduled shutdownin October 2001 these engineers updatedthe drives under ABB’s supervision. Thisoperation dramatically improved theavailability of the drive systems.
The graph in shows paper machinedowntime due to drive failure in the pa-per mill from the beginning of 1999 un-til the middle of 2002. After the October2001 shutdown, the downtime figuresfor 2002 show a significant reductioncompared with the previous three years.
With each hour of downtime costingslightly more than US$ 10,000, the re-turn on investment of the mill’s preven-
1
tive maintenance project has been veryhigh: as of July 2002, approximately 0.5 hours of downtime was attributed tothe drives which had not yet been up-dated, and 0 hours on the updated ones.
A similar preventive maintenance proj-ect for the drives not updated during
the shutdownwas carried outin 2003.
ABB is able toprovide produc-tized services toextend the lifeof its clients’assets because
the company understands the character-istics of its products over the entire life-cycle . Thanks to the preventive main-tenance projects described above, theclients expect to utilize their assets forat least another 10 years. ABB’s productlifecycle services are built for optimizedasset reliability and efficiency.
2
Valu
es t
o cu
stom
er t
hrou
gh m
aint
enan
ce
Time
Lifecycle of a plant
Optimized maintenance line
Maintenance
Overhaul
Repair
Aging
Upgrade, retrofit or replace
120
100
80
60
40
20
0
Hou
rs
1999 2000 2001 2002
Drive downtime (US paper mill)
ABB’s lifecycle managementprograms for its productsand systems exist to providecustomers with the best pos-sible return on their assets.
Kai Ola
Automation Products ServicesABB Automation Technologies
2
1
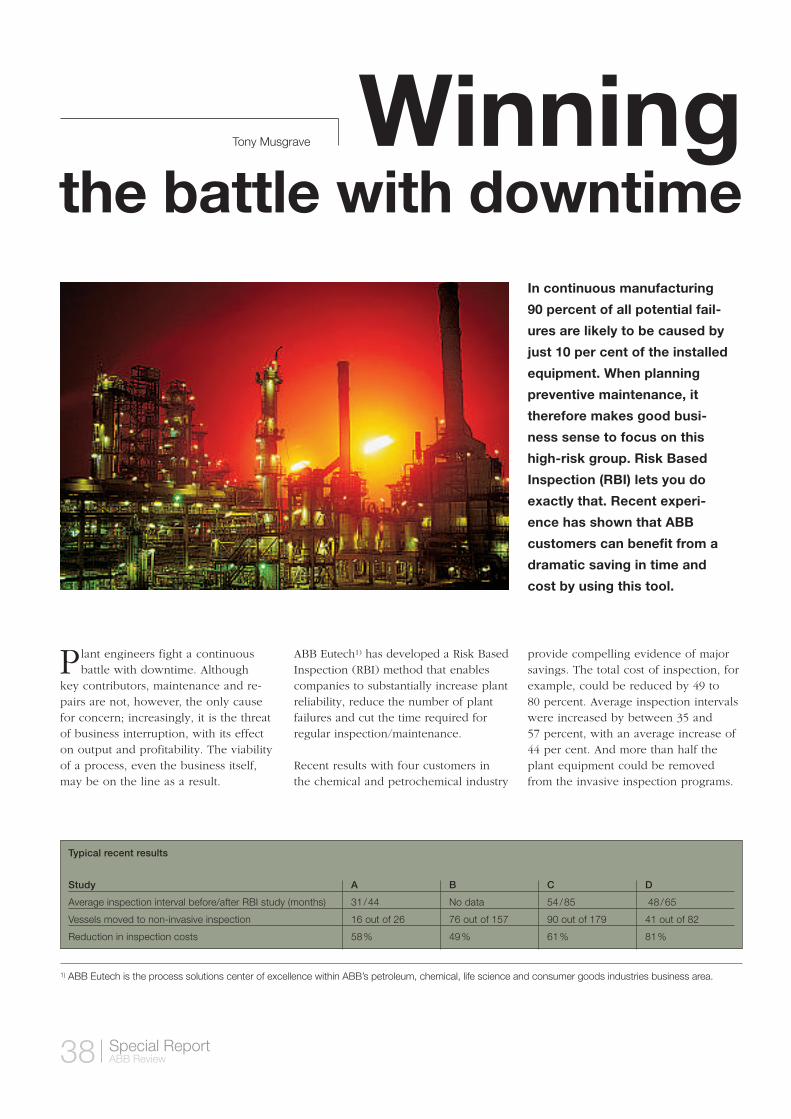
38 Special ReportABB Review
Winningthe battle with downtime
Tony Musgrave
In continuous manufacturing
90 percent of all potential fail-
ures are likely to be caused by
just 10 per cent of the installed
equipment. When planning
preventive maintenance, it
therefore makes good busi-
ness sense to focus on this
high-risk group. Risk Based
Inspection (RBI) lets you do
exactly that. Recent experi-
ence has shown that ABB
customers can benefit from a
dramatic saving in time and
cost by using this tool.
Plant engineers fight a continuousbattle with downtime. Although
key contributors, maintenance and re-pairs are not, however, the only causefor concern; increasingly, it is the threatof business interruption, with its effecton output and profitability. The viabilityof a process, even the business itself,may be on the line as a result.
ABB Eutech1) has developed a Risk BasedInspection (RBI) method that enablescompanies to substantially increase plantreliability, reduce the number of plantfailures and cut the time required forregular inspection/maintenance.
Recent results with four customers inthe chemical and petrochemical industry
provide compelling evidence of majorsavings. The total cost of inspection, forexample, could be reduced by 49 to 80 percent. Average inspection intervalswere increased by between 35 and 57 percent, with an average increase of44 per cent. And more than half theplant equipment could be removedfrom the invasive inspection programs.
Typical recent results
Study A B C D
Average inspection interval before/after RBI study (months) 31/44 No data 54/85 48/65
Vessels moved to non-invasive inspection 16 out of 26 76 out of 157 90 out of 179 41 out of 82
Reduction in inspection costs 58% 49% 61% 81%
1) ABB Eutech is the process solutions center of excellence within ABB’s petroleum, chemical, life science and consumer goods industries business area.
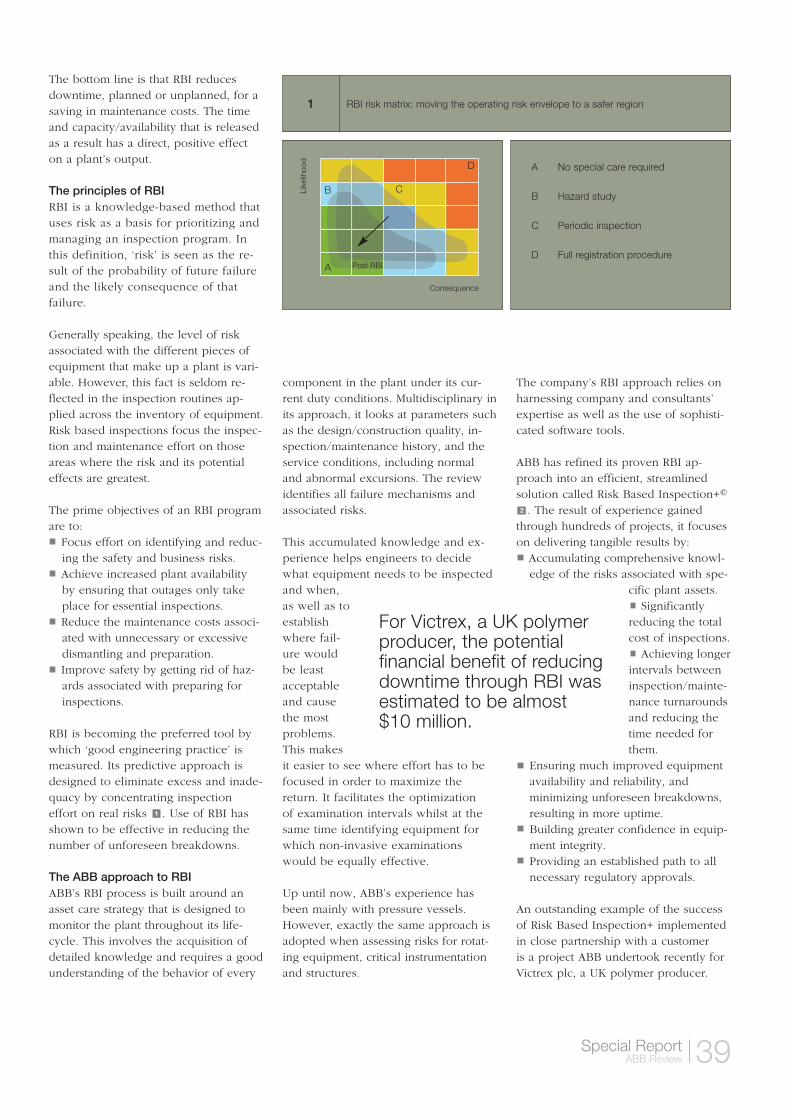
39Special ReportABB Review
Post RBI
RBI risk matrix: moving the operating risk envelope to a safer region1
B
A
D
C
A No special care required
B Hazard study
C Periodic inspection
D Full registration procedure
Like
lihoo
d
The bottom line is that RBI reducesdowntime, planned or unplanned, for asaving in maintenance costs. The timeand capacity/availability that is releasedas a result has a direct, positive effecton a plant’s output.
The principles of RBIRBI is a knowledge-based method thatuses risk as a basis for prioritizing andmanaging an inspection program. Inthis definition, ‘risk’ is seen as the re-sult of the probability of future failureand the likely consequence of thatfailure.
Generally speaking, the level of riskassociated with the different pieces ofequipment that make up a plant is vari-able. However, this fact is seldom re-flected in the inspection routines ap-plied across the inventory of equipment.Risk based inspections focus the inspec-tion and maintenance effort on thoseareas where the risk and its potentialeffects are greatest.
The prime objectives of an RBI programare to:
Focus effort on identifying and reduc-ing the safety and business risks.Achieve increased plant availabilityby ensuring that outages only takeplace for essential inspections.Reduce the maintenance costs associ-ated with unnecessary or excessivedismantling and preparation.Improve safety by getting rid of haz-ards associated with preparing forinspections.
RBI is becoming the preferred tool bywhich ‘good engineering practice’ ismeasured. Its predictive approach isdesigned to eliminate excess and inade-quacy by concentrating inspectioneffort on real risks . Use of RBI hasshown to be effective in reducing thenumber of unforeseen breakdowns.
The ABB approach to RBIABB’s RBI process is built around anasset care strategy that is designed tomonitor the plant throughout its life-cycle. This involves the acquisition ofdetailed knowledge and requires a goodunderstanding of the behavior of every
1
component in the plant under its cur-rent duty conditions. Multidisciplinary inits approach, it looks at parameters suchas the design/construction quality, in-spection/maintenance history, and theservice conditions, including normaland abnormal excursions. The reviewidentifies all failure mechanisms andassociated risks.
This accumulated knowledge and ex-perience helps engineers to decidewhat equipment needs to be inspectedand when,as well as toestablishwhere fail-ure wouldbe leastacceptableand causethe mostproblems.This makesit easier to see where effort has to befocused in order to maximize thereturn. It facilitates the optimization of examination intervals whilst at thesame time identifying equipment forwhich non-invasive examinationswould be equally effective.
Up until now, ABB’s experience hasbeen mainly with pressure vessels.However, exactly the same approach isadopted when assessing risks for rotat-ing equipment, critical instrumentationand structures.
The company’s RBI approach relies onharnessing company and consultants’expertise as well as the use of sophisti-cated software tools.
ABB has refined its proven RBI ap-proach into an efficient, streamlinedsolution called Risk Based Inspection+©
. The result of experience gainedthrough hundreds of projects, it focuseson delivering tangible results by:
Accumulating comprehensive knowl-edge of the risks associated with spe-
cific plant assets.Significantly
reducing the totalcost of inspections.
Achieving longerintervals betweeninspection/mainte-nance turnaroundsand reducing thetime needed forthem.
Ensuring much improved equipmentavailability and reliability, andminimizing unforeseen breakdowns,resulting in more uptime.Building greater confidence in equip-ment integrity.Providing an established path to allnecessary regulatory approvals.
An outstanding example of the successof Risk Based Inspection+ implementedin close partnership with a customer is a project ABB undertook recently forVictrex plc, a UK polymer producer.
2
For Victrex, a UK polymerproducer, the potentialfinancial benefit of reducingdowntime through RBI wasestimated to be almost $10 million.
Consequence

40 Special ReportABB Review
RBI delivers for VictrexVictrex manufactures PEEK™ polymer,a high-performance thermoplastic withexceptional chemical, wear, electricaland temperature resistance. It is usedin critical applications in the indus-trial, automotive, electronics, medical,aerospace and food industries aroundthe world.
The company is actively expanding itsmarkets for PEEK polymer through in-tensive marketing, customer-focusedservice and a commitment to productquality. Victrex is in the fortunate posi-tion of enjoying very high demand forits product. Its major challenge is toincrease production while controllingoverhead and investment costs.
Working with ABB, Victrex engineerswere aiming to break out of the viciousloop that had always linked higher out-put to investment in new plant. Thegeneral rule was that an annual in-crease of 100 tons in output alwaysrequired an investment of $1.5million.
In recent years output has been raisedfrom 1000 tons per year to 2000 tons intwo jumps of 500 tons, first in 1996 andthen again in 2000. In each case almost$10 million was invested in new plant .
Saving time, saving costThe inspection and maintenance rou-tines were a prime target for closeexamination. It was seen that time andcost savings could make a vast differ-
3
ence to output, efficiency and prof-itability of the plant.
Before RBI the inspection regime wasprescriptively invasive on all items,regardless of the risks associated withthem. It is a fact that, very often, exten-sive inspection during the shutdownperiods reveals no deterioration. How-ever, there are occasions when unex-pected problems are found, and thesecan lead to unplanned repairs thatincrease the outage time.
All inspection and maintenance work onthe main pressure vessels must complywith Pressure Systems Safety Regula-tions 2000. These look mainly at howthe safety performance and condition ofthe vessels reduce workplace risks asfar as is reasonably practical.
As a Victrex engineer puts it, “The totalcost of inspection includes decommis-sioning, decontamination and prepara-tion for internal inspection. All this timeand effort just to find that, more oftenthan not, everything is OK! This led usto question our approach.”
It was this questioning that steered thecompany toward a knowledge-basedapproach to understanding the behaviorof the plant.
The RBI objective was to raise plantavailability from 80 to 85 per cent – from290 days to 310 days per year – which isthe ‘world-class standard’ for similarbatch specialty chemical processes.
It was concluded that the main contri-bution to increasing plant availabilitywould come from a reduction in theannual shutdown time. This would needto be cut from 35 days to 21 days.
The potential financial benefit of savinga large amount of downtime was esti-mated to be almost $10 million. Such anamount would result from an improvedgross margin and reduced short-terminvestment needs.
None of this means that future plantexpansion is ruled out, but Victrex’immediate priority was to get the
Inspection life cycle database2
New assets
Registration assessment
Existing assets
Auditing
Training
Defectassessment
Fitness for purpose assessment
Independent design review
Asset life planning
ABB RBI+
ABB inspection service
Registration SupportInspection life cycle database
Materials/NDTexpertise
Design expertise
Inspection technology
Maintenanceexpertise
Operationalknowledge
Identify deteriorationmechanisms
Data collection &
analysis
Repairs & modifications
Execution of inspection
Risk analysis
Reduction of
actions
Develop inspection
plans

41Special ReportABB Review
most return from its existing facilitybefore embarking on further major in-vestment.
For both ABB and Victrex there weresome essential steps in ensuring thatRBI delivered the desired benefits.Above all else there was the need toharness all existing in-house knowledgeand experience and link it to ABB ex-pertise. As a starting point, the in-houseteam members were to pool all theirknowledge and experience. This data,both qualitative and quantitative, to-gether with historical records of previ-ous inspections and a thorough analysisof the causes of lost output in the last12 months, provided the basis for theknowledge base on which the RBI planwould be developed.
A full understanding of the results ofpast inspections of pressure vessels dur-ing shutdowns was vital, since prepar-ing for and carrying out invasive inspec-tions accounts for much of the time andeffort involved in a shutdown. Knowingand understanding the failure mecha-nisms each item is susceptible to, andwhere to look for them, helped theteam decide on the adequacy of non-in-
Tony Musgrave
ABB Eutech LimitedWarrington, UK
vasive inspection. This proved to be amajor benefit. Thoroughly gathering andassessing salient historical data, plus theuse of ABB advanced software tools,enabled the team to develop an inspec-tion routine that prioritizes and respondsto risks and foreseen failure scenarios. It also minimizes the risk of unexpectedfailure.
Having carried out the full review andcreated an RBI program, the resultshave proved immediate and impressive.The first shutdown to be affected, inOctober 2001, required only nine days.The necessary engineering and mainte-nance work was completed in fourdays. The total cost of the exercise washalf the amount budgeted.
The next shutdown period, a little lessthan a year later, was cut from 35 daysto 20 days. The team expects shutdownsto be kept to this level in future years assome of the equipment gets older andwear and tear increases.
Besides the welcome time saving itprovides, RBI has met and exceededexpectations. During a recent period ofhigh demand, the gross margin has
The Victrex plant3
been improved by more than $9 mil-lion over eighteen months of operationand other savings on capital investmentand associated depreciation exceed $3million. Year on year shutdown savingsare running at almost $100,000. Victrexengineers admit that their initial desireto apply RBI was an act of faith. Theysaw the opportunity and believed thatthe goals would be achieved, but theyhad no previous experience to refer to.As Andrew Anderson, EngineeringManager of Victrex says, “The past ex-perience, professionalism and expertiseof ABB were vital elements in steeringthe work forward and in providing theconfidence in the achievability of ourobjectives.”
The Victrex experience shows quiteclearly that Risk Based Inspections canprovide the benefits businesses need tosave on preventive maintenance whileminimizing the risks of failure.
ABB Risk Based Inspection+© inbrief
Approach
What equipment should be inspected?
Where would failure be unacceptable?
Where should effort be focused?
Which techniques should be used?
How can the examination intervals be
optimized?
Benefits
Increased knowledge of the risk of oper-
ating assets
Significant reduction in the total cost of
inspection
Longer turnaround intervals, and reduced
turnaround durations
Improved equipment availability and relia-
bility, helping to maximize uptime
Increased confidence in equipment integrity
Established path to regulatory approval
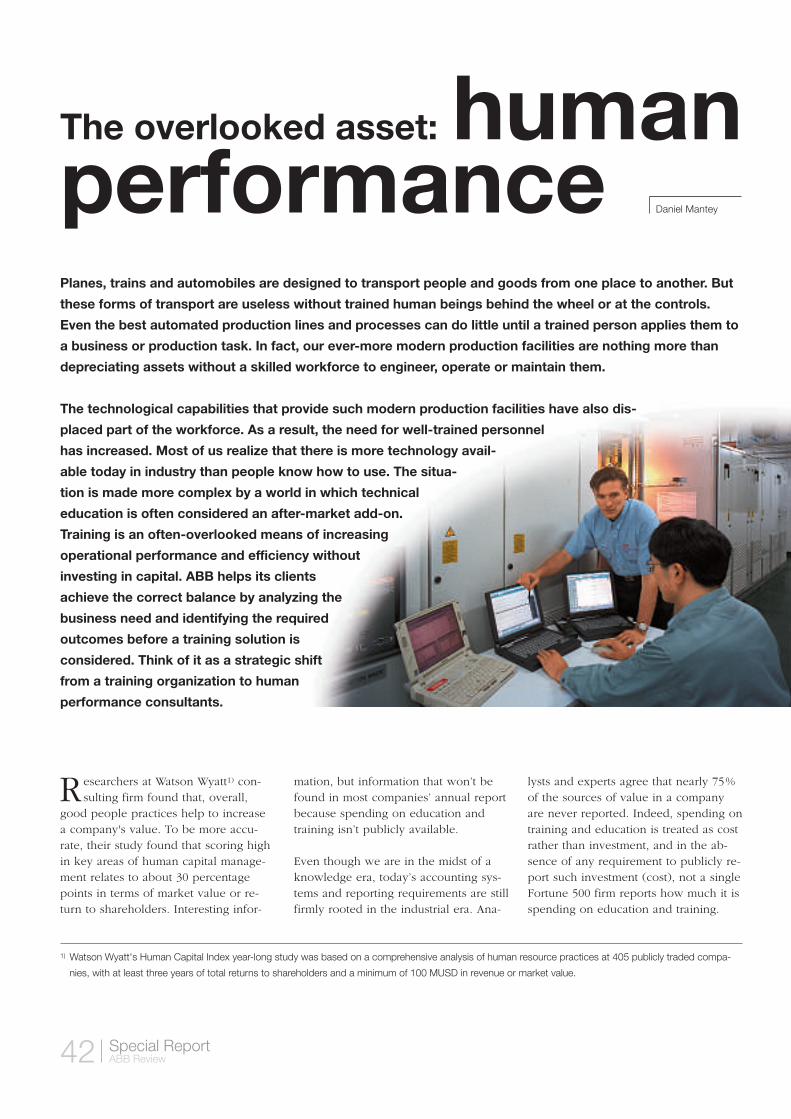
42 Special ReportABB Review
R esearchers at Watson Wyatt1) con-sulting firm found that, overall,
good people practices help to increasea company's value. To be more accu-rate, their study found that scoring highin key areas of human capital manage-ment relates to about 30 percentagepoints in terms of market value or re-turn to shareholders. Interesting infor-
mation, but information that won’t befound in most companies’ annual reportbecause spending on education andtraining isn’t publicly available.
Even though we are in the midst of aknowledge era, today’s accounting sys-tems and reporting requirements are stillfirmly rooted in the industrial era. Ana-
lysts and experts agree that nearly 75%of the sources of value in a companyare never reported. Indeed, spending ontraining and education is treated as costrather than investment, and in the ab-sence of any requirement to publicly re-port such investment (cost), not a singleFortune 500 firm reports how much it isspending on education and training.
humanperformancePlanes, trains and automobiles are designed to transport people and goods from one place to another. But
these forms of transport are useless without trained human beings behind the wheel or at the controls.
Even the best automated production lines and processes can do little until a trained person applies them to
a business or production task. In fact, our ever-more modern production facilities are nothing more than
depreciating assets without a skilled workforce to engineer, operate or maintain them.
The technological capabilities that provide such modern production facilities have also dis-
placed part of the workforce. As a result, the need for well-trained personnel
has increased. Most of us realize that there is more technology avail-
able today in industry than people know how to use. The situa-
tion is made more complex by a world in which technical
education is often considered an after-market add-on.
Training is an often-overlooked means of increasing
operational performance and efficiency without
investing in capital. ABB helps its clients
achieve the correct balance by analyzing the
business need and identifying the required
outcomes before a training solution is
considered. Think of it as a strategic shift
from a training organization to human
performance consultants.
The overlooked asset:
Daniel Mantey
1) Watson Wyatt's Human Capital Index year-long study was based on a comprehensive analysis of human resource practices at 405 publicly traded compa-
nies, with at least three years of total returns to shareholders and a minimum of 100 MUSD in revenue or market value.
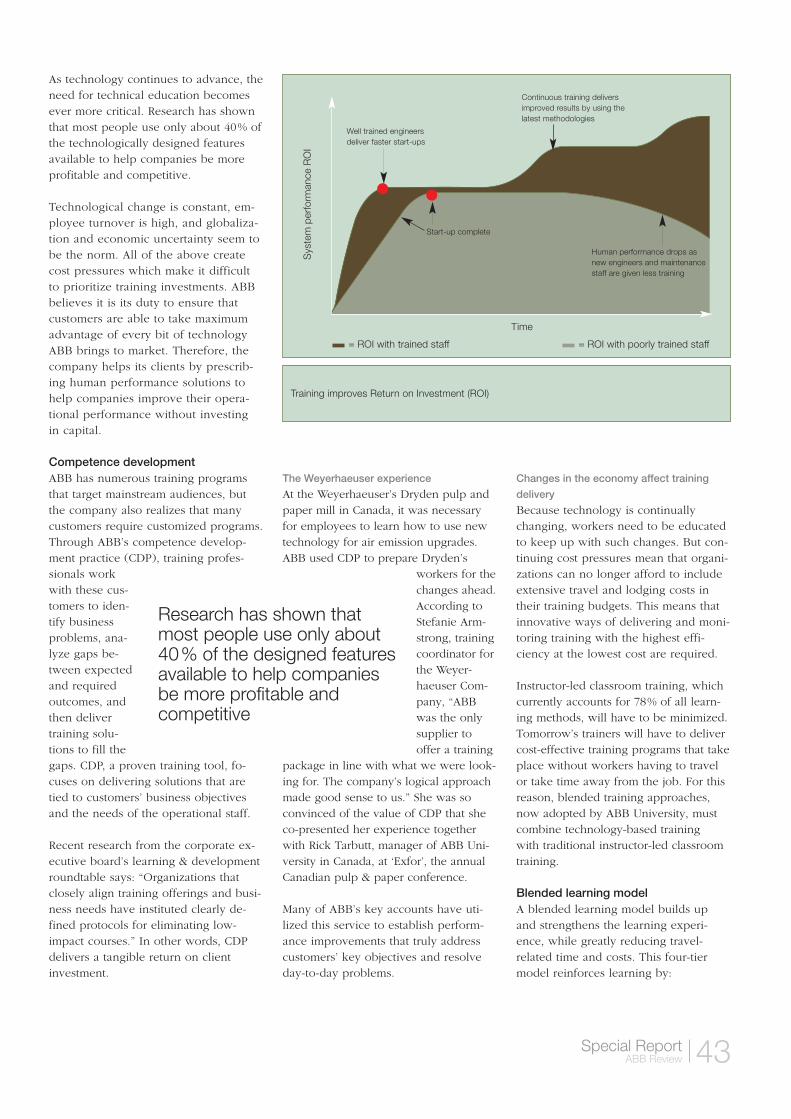
43Special ReportABB Review
The Weyerhaeuser experience
At the Weyerhaeuser’s Dryden pulp andpaper mill in Canada, it was necessaryfor employees to learn how to use newtechnology for air emission upgrades.ABB used CDP to prepare Dryden’s
workers for thechanges ahead.According toStefanie Arm-strong, trainingcoordinator forthe Weyer-haeuser Com-pany, “ABBwas the onlysupplier tooffer a training
package in line with what we were look-ing for. The company’s logical approachmade good sense to us.” She was soconvinced of the value of CDP that sheco-presented her experience togetherwith Rick Tarbutt, manager of ABB Uni-versity in Canada, at ‘Exfor’, the annualCanadian pulp & paper conference.
Many of ABB’s key accounts have uti-lized this service to establish perform-ance improvements that truly addresscustomers’ key objectives and resolveday-to-day problems.
Changes in the economy affect training
delivery
Because technology is continuallychanging, workers need to be educatedto keep up with such changes. But con-tinuing cost pressures mean that organi-zations can no longer afford to includeextensive travel and lodging costs intheir training budgets. This means thatinnovative ways of delivering and moni-toring training with the highest effi-ciency at the lowest cost are required.
Instructor-led classroom training, whichcurrently accounts for 78% of all learn-ing methods, will have to be minimized.Tomorrow’s trainers will have to delivercost-effective training programs that takeplace without workers having to travelor take time away from the job. For thisreason, blended training approaches,now adopted by ABB University, mustcombine technology-based training with traditional instructor-led classroomtraining.
Blended learning modelA blended learning model builds upand strengthens the learning experi-ence, while greatly reducing travel-related time and costs. This four-tiermodel reinforces learning by:
Sys
tem
per
form
ance
RO
I
Time
Training improves Return on Investment (ROI)
Continuous training deliversimproved results by using thelatest methodologies
Human performance drops asnew engineers and maintenancestaff are given less training
Well trained engineersdeliver faster start-ups
Start-up complete
= ROI with trained staff = ROI with poorly trained staff
As technology continues to advance, theneed for technical education becomesever more critical. Research has shownthat most people use only about 40% ofthe technologically designed featuresavailable to help companies be moreprofitable and competitive.
Technological change is constant, em-ployee turnover is high, and globaliza-tion and economic uncertainty seem tobe the norm. All of the above create cost pressures which make it difficult to prioritize training investments. ABBbelieves it is its duty to ensure thatcustomers are able to take maximumadvantage of every bit of technologyABB brings to market. Therefore, thecompany helps its clients by prescrib-ing human performance solutions tohelp companies improve their opera-tional performance without investing in capital.
Competence developmentABB has numerous training programsthat target mainstream audiences, butthe company also realizes that manycustomers require customized programs.Through ABB’s competence develop-ment practice (CDP), training profes-sionals workwith these cus-tomers to iden-tify businessproblems, ana-lyze gaps be-tween expectedand requiredoutcomes, andthen delivertraining solu-tions to fill thegaps. CDP, a proven training tool, fo-cuses on delivering solutions that aretied to customers’ business objectivesand the needs of the operational staff.
Recent research from the corporate ex-ecutive board’s learning & developmentroundtable says: “Organizations thatclosely align training offerings and busi-ness needs have instituted clearly de-fined protocols for eliminating low-impact courses.” In other words, CDPdelivers a tangible return on clientinvestment.
Research has shown thatmost people use only about40% of the designed featuresavailable to help companiesbe more profitable andcompetitive

44 Special ReportABB Review
1. Providing performance support andreference information that deliversconceptual awareness and under-standing.
2. Providing interactive learning usingcomputer-based training modules,web-based training modules, simula-tions and interactive games.
3. Working with peers in a virtual col-laborative learning environment todevelop analysis and problem-solvingskills. Such a learning environment is created using live virtual classroomlearning, e-Labs, live virtual confer-ences, and virtual teaming and col-laborative sessions.
4. Providing experienced-based learn-ing in a face-to-face environment todevelop higher-level evaluation anddecision-making skills. This is donevia workshops, mentoring, case stud-ies and role-playing.
Complete learning solutions deliver results by closing the gap between sys-tem performance and human perform-ance. More importantly, these solutionsaddress the full learning cycle so cus-tomers always realize continuous, opti-mal human performance and opera-tional efficiency without experiencingthe usual dips in productivity associatedwith traditional, event-driven training.
Traditional learning often means an em-ployee must abandon work for a speci-
fied period of time. In many cases, thetraining program does not adequatelyrelate to a worker’s every-day role, sothe impact of what has been learned isquickly eroded. The key to avoiding this is to embed learning into core busi-ness processes. The on-going learningprocess must combine structured learn-ing events with interactive and collabo-rative learning in every-day roles. Thisapproach goes a long way toward mak-ing learning more meaningful andtherefore less likely to be forgotten.
Internet-based learningInternet-based learning solutions includelive, virtual-classroom sessions via adesktop computer, with the opportunityto record, archive and play these ses-sions later. The virtual classroommedium is perfect for advanced systemand feature technology training, as wellas follow-up and refresher training. Eventhough these solutions are extremelycost effective, the physical presence ofan instructor is still necessary to guideand reassure people during the course.This kind of training usually involveslive product or system application shar-ing, where students are given participa-tive and collaborative tasks during thesession. This adds to their learning reten-tion as well as keeping them engaged.
Online conferencing is also a usefultool. With key development centers in
Ski
lled
deve
lopm
ent
Remedial training & support + assessment + practice (use), Time
Why blended learning works so well
Wavering skills —"forgetting curve"—due to lack of hands-on use, although assessment and remedial training & support have taken place
Optimal skills due to remedialtraining & support assessment, and hands-on use
Initial training
Deteriorating skills —"forgetting curve"— due to no remedial training or support, no hands-on use, no assessment
Satisfactoryskill level
... it addresses the FULL learning cycle
Daniel Mantey
Global Training & e-LearningABB Automation Technologies,
[email protected]/abbuniversity
Finland, Germany, Sweden and theUSA, ABB relies on online conferencingto conduct development workshops,eliminating the need to travel and theexpense of conference calls.
Technology-based training is an areathat is growing at a fast pace. However,it does not completely replace tradi-tional instructor-led training which willcontinue to play a key role in trainingdelivery.
Learning management systemWhen moving from an instructor-onlytraining curriculum to a technology-based one, tools such as learning man-agement systems (LMS) assist with thetransition. An LMS provides the toolsnecessary to integrate the process ofscheduling, delivering, and evaluatingcurricula. In addition, it supports bothinstructor-led and technology-basedtraining. A powerful LMS has the abilityto launch, track, and report informationfrom courses produced by a variety of content owners/providers, and canintegrate with other business criticalsystems.
The result is improved customer satis-faction through e-commerce abilities,online reports, course enrollment de-tails, personal transcripts, web-basedtraining course access, course informa-tion and site navigation in multiplelanguages.
ABB’s human performance solutionshelp companies invest in human per-formance capital without exceedingtheir existing operational budgets. Theoverall result to date has been signifi-cant improvements in both operationaland staff performance.
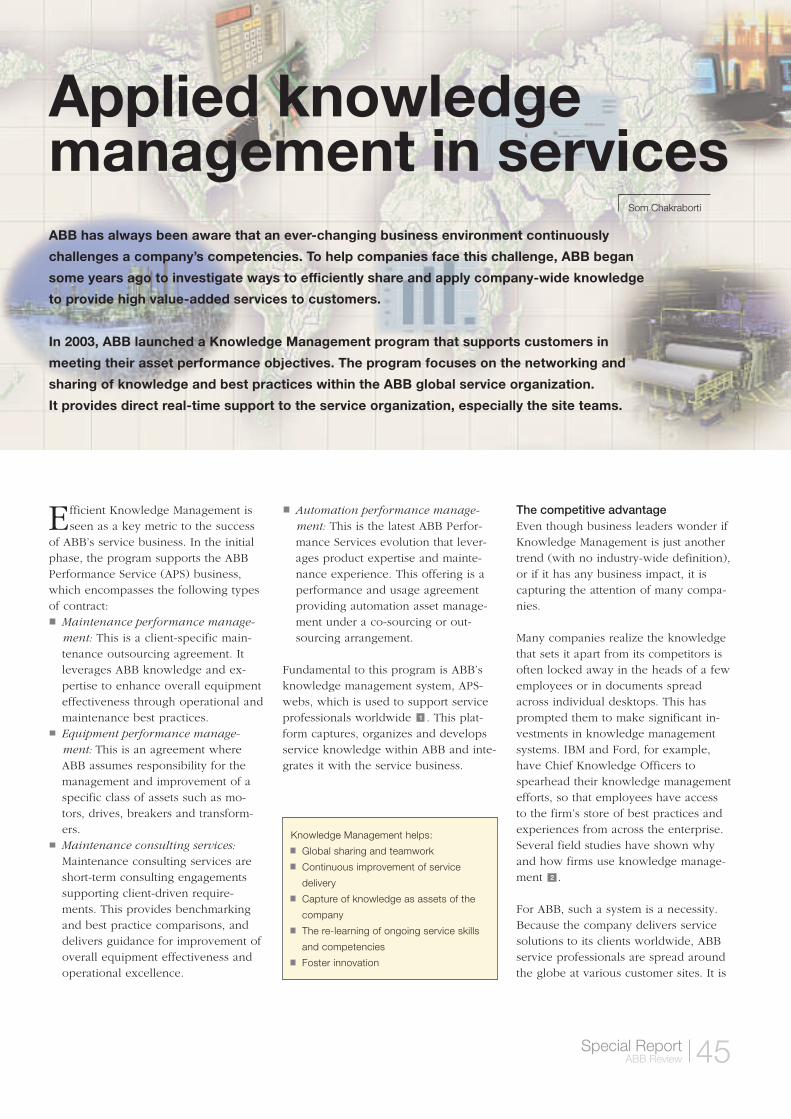
Efficient Knowledge Management isseen as a key metric to the success
of ABB’s service business. In the initialphase, the program supports the ABBPerformance Service (APS) business,which encompasses the following typesof contract:
Maintenance performance manage-ment: This is a client-specific main-tenance outsourcing agreement. Itleverages ABB knowledge and ex-pertise to enhance overall equipmenteffectiveness through operational andmaintenance best practices.Equipment performance manage-ment: This is an agreement whereABB assumes responsibility for themanagement and improvement of aspecific class of assets such as mo-tors, drives, breakers and transform-ers.Maintenance consulting services:Maintenance consulting services areshort-term consulting engagementssupporting client-driven require-ments. This provides benchmarkingand best practice comparisons, anddelivers guidance for improvement ofoverall equipment effectiveness andoperational excellence.
Automation performance manage-ment: This is the latest ABB Perfor-mance Services evolution that lever-ages product expertise and mainte-nance experience. This offering is aperformance and usage agreementproviding automation asset manage-ment under a co-sourcing or out-sourcing arrangement.
Fundamental to this program is ABB’sknowledge management system, APS-webs, which is used to support serviceprofessionals worldwide . This plat-form captures, organizes and developsservice knowledge within ABB and inte-grates it with the service business.
1
The competitive advantageEven though business leaders wonder ifKnowledge Management is just anothertrend (with no industry-wide definition),or if it has any business impact, it iscapturing the attention of many compa-nies.
Many companies realize the knowledgethat sets it apart from its competitors isoften locked away in the heads of a fewemployees or in documents spreadacross individual desktops. This hasprompted them to make significant in-vestments in knowledge managementsystems. IBM and Ford, for example,have Chief Knowledge Officers tospearhead their knowledge managementefforts, so that employees have accessto the firm’s store of best practices andexperiences from across the enterprise.Several field studies have shown whyand how firms use knowledge manage-ment .
For ABB, such a system is a necessity.Because the company delivers servicesolutions to its clients worldwide, ABBservice professionals are spread aroundthe globe at various customer sites. It is
2
Som Chakraborti
45Special ReportABB Review
Knowledge Management helps:
Global sharing and teamwork
Continuous improvement of service
delivery
Capture of knowledge as assets of the
company
The re-learning of ongoing service skills
and competencies
Foster innovation
Applied knowledgemanagement in services ABB has always been aware that an ever-changing business environment continuously
challenges a company’s competencies. To help companies face this challenge, ABB began
some years ago to investigate ways to efficiently share and apply company-wide knowledge
to provide high value-added services to customers.
In 2003, ABB launched a Knowledge Management program that supports customers in
meeting their asset performance objectives. The program focuses on the networking and
sharing of knowledge and best practices within the ABB global service organization.
It provides direct real-time support to the service organization, especially the site teams.

critical that these professionals haveaccess at all times to company-wideknowledge such as best practices, expe-riences, contracts and a network ofservice experts. These, when madeavailable to ABB service professionalsworldwide, help ABB to better deliverservice contracts.
Knowledge management frameworkEven though many people use thewords information and knowledge inter-changeably, they are not the same. In-formation refers to any content that canbe communicated, independent of theformat of the content. Knowledge, onthe other hand, refers to content com-municated within a context.
There are two main types of knowl-edge: tangible and tacit. Tangibleknowledge can be captured and repre-sented physically, and transfer of thisknowledge to other people does notrequire human interaction. An exampleof this is a typical Microsoft word docu-ment. Tacit knowledge resides only inthe heads of employees (or knowledgeworkers), and transferring tacit knowl-edge always requires human interac-tion. Exchanging ideas during a coffeebreak is an example of tacit knowledgetransfer.
Any knowledge management solutionmust address both the management, andtransfer of tangible and tacit knowledgeobjects.
Managing tangible knowledge
This uses a storehouse model which cre-ates repositories of data across the com-pany. The content associated with tangi-ble knowledge can be categorized as ei-ther: structured or unstructured. In fact,tangible knowledge of an enterprisealways consists of structured and un-structured content. Downloadable train-ing modules are a good example ofstructured content. E-mail messages andscattered documents are examples ofunstructured content.
In 1998, a CIO Magazine [1] study advo-cated a framework for managing tacitknowledge. The study stated that anenterprise should:
ABB’s knowledge management system is known as APSwebs1
Why and how firms use knowledge management2
45%
5%
5%
5%
15%25%
Leverage best practices 45%Make external information available 5%Offer a product/service 5%Provide enterprise-wide information 5%Leverage expertise 15%Improve project team collaboration 25%
30%
5%
5%
5%
5%
10%15%
25%
Production (activities involved in delivering products and services) 30%Enterprise-wide 5%Sales processes 5%Project management 5%Patent portfolio/intellectual capital management 5%Competitive intelligence/strategic planning 10%Customer service 15%Product development 25%
46 Special ReportABB Review
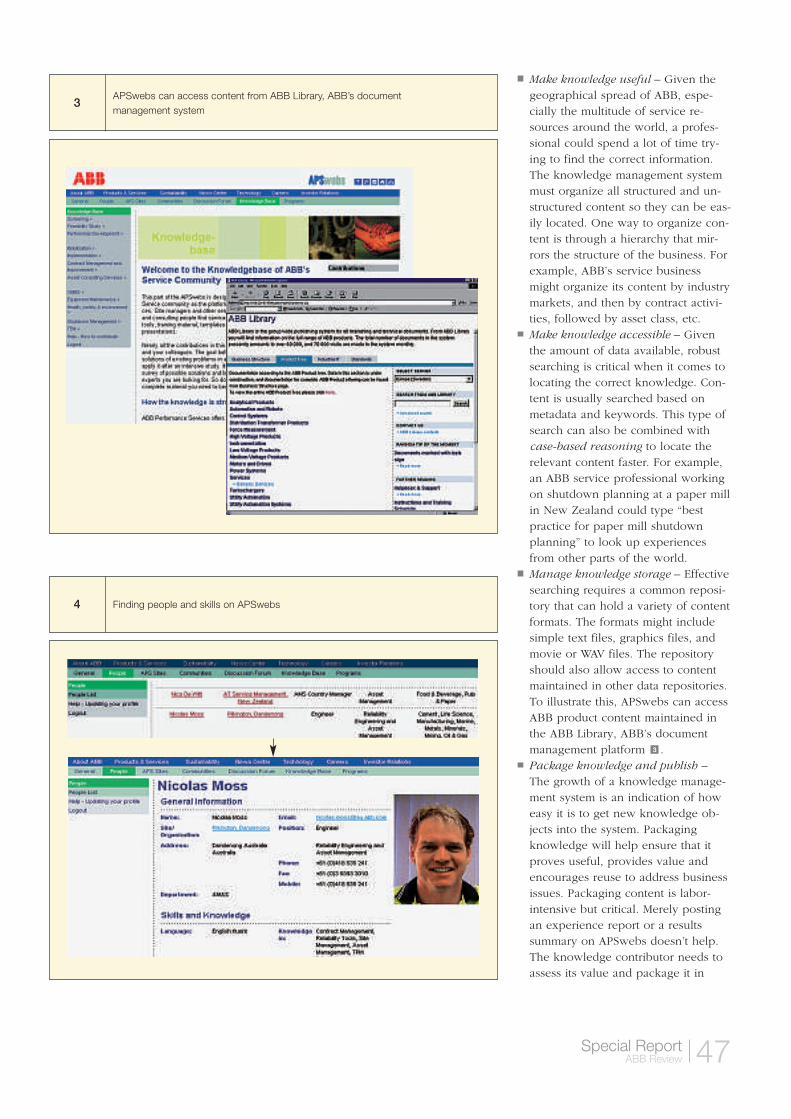
Make knowledge useful – Given thegeographical spread of ABB, espe-cially the multitude of service re-sources around the world, a profes-sional could spend a lot of time try-ing to find the correct information.The knowledge management systemmust organize all structured and un-structured content so they can be eas-ily located. One way to organize con-tent is through a hierarchy that mir-rors the structure of the business. Forexample, ABB’s service businessmight organize its content by industrymarkets, and then by contract activi-ties, followed by asset class, etc. Make knowledge accessible – Giventhe amount of data available, robustsearching is critical when it comes tolocating the correct knowledge. Con-tent is usually searched based onmetadata and keywords. This type ofsearch can also be combined withcase-based reasoning to locate therelevant content faster. For example,an ABB service professional workingon shutdown planning at a paper millin New Zealand could type “bestpractice for paper mill shutdownplanning” to look up experiencesfrom other parts of the world. Manage knowledge storage – Effectivesearching requires a common reposi-tory that can hold a variety of contentformats. The formats might includesimple text files, graphics files, andmovie or WAV files. The repositoryshould also allow access to contentmaintained in other data repositories.To illustrate this, APSwebs can accessABB product content maintained inthe ABB Library, ABB’s documentmanagement platform . Package knowledge and publish –The growth of a knowledge manage-ment system is an indication of howeasy it is to get new knowledge ob-jects into the system. Packagingknowledge will help ensure that itproves useful, provides value andencourages reuse to address businessissues. Packaging content is labor-intensive but critical. Merely postingan experience report or a resultssummary on APSwebs doesn’t help.The knowledge contributor needs toassess its value and package it in
3
APSwebs can access content from ABB Library, ABB’s document management system
3
Finding people and skills on APSwebs4
47Special ReportABB Review

Roadmap of ABB performance services knowledge management6
Phase 2:Engage with ABB service experts worldwide
to help promote ABB’s solutions
Phase 1: Engage with customer sites worldwide
to help delivery contracts
Phase 3:Connect knowledge management
with employee performance review
• Expand Knowledge Base on bestpractices, experiences and lessonslearned
• Encourage problem solving via online discussion forums
• Resolve language and local setup issues
• Measure usage of APSwebs
• Build Communities of Practice
on key APS themes• Expand virtual networks of service
experts to help contract execution
• Develop measures for explicit useof APSwebs in contract execution
• Develop a rewards system foremployees contributing and reusing service knowledge
such a way that its usefulness is read-ily apparent. A standard template isoften useful in packaging a knowl-edge object and should include all
key elements of the knowledge ob-ject. For example, an ABB serviceprofessional submitting an experienceusing a standard template in mainte-
nance best practices from a papermill would include: other industriesapplicable, the industrial or businessprocesses applicable, equipment ap-plicable, a summary of the experi-ence along with appropriate attach-ments and contact information.
Managing tacit knowledge
This uses the pointer model whereusers are directed to an individual whohas expert knowledge in a particulararea. Because tacit knowledge resides inpeople’s heads, managing it essentiallymeans managing human expertiseacross the firm and making the collec-tive expertise accessible to users. In thiscase, people can search for knowledgeexperts similar to the way they wouldsearch for tangible content. Once identi-fied, however, there needs to be a vir-tual network created to host interactionsbetween the user and the expert. Theinteraction could be synchronous, inreal time via instant messaging, or asyn-chronous, such as an online discussionboard. APSwebs helps identify expertsand skills needed by a user, virtually.The system hosts:
People, skills and sites repository – All ABB service professionals world-wide can search for particular skillsand edit their information . ABBservice professionals can also viewcontracts pursued by peer ABB serv-ice sites around the world. In addi-tion, APSwebs maintains up-to-dateinformation on all of these sites . Communities of Practice – Serviceexperts, identified by a particularservice area, form virtual networks tosolve customer problems and reviewongoing development of service solu-tions. For example, a Community ofPractice network has been started onthe subject of Equipment Perfor-mance Management for the globaldevelopment team. This communitycan link experts from various cus-tomer sites, and offer support onEquipment Performance Managementcontracts.
Global companies with excellence inknowledge management have used bothmodels, i.e. tangible and tacit. As forABB, the goal of its Knowledge Man-
5
4
48 Special ReportABB Review
Customer site information on APSwebs5
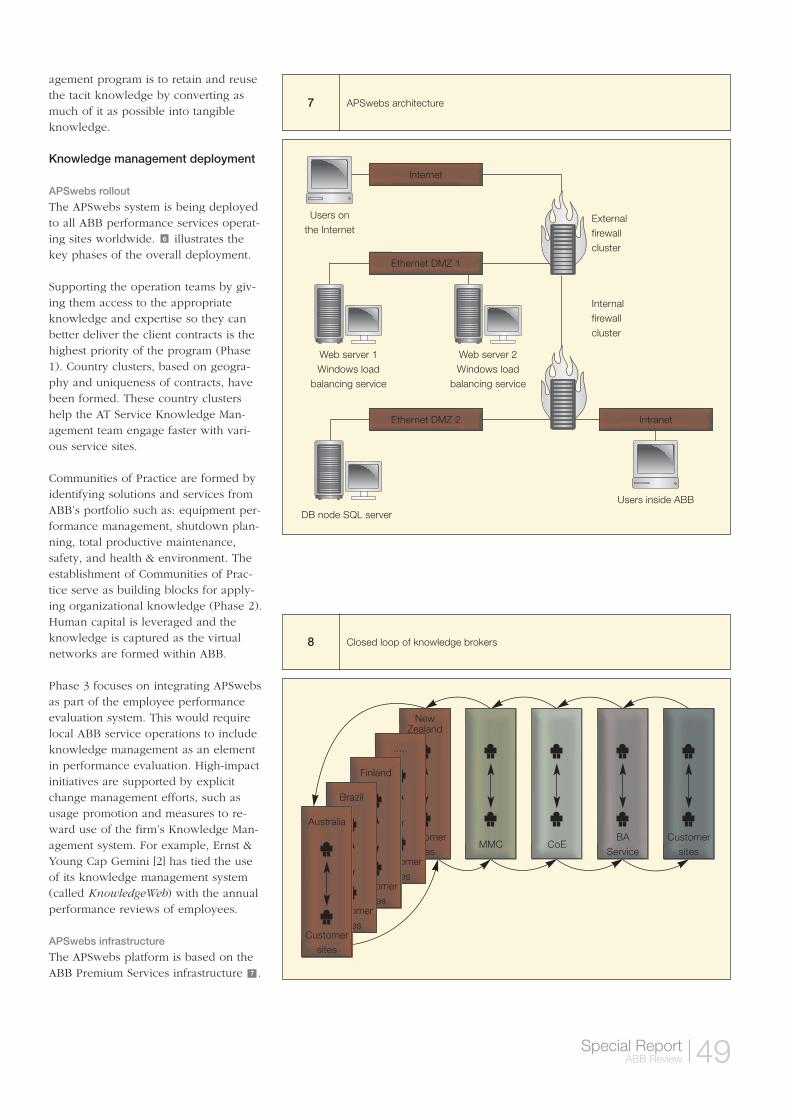
agement program is to retain and reusethe tacit knowledge by converting asmuch of it as possible into tangibleknowledge.
Knowledge management deployment
APSwebs rollout
The APSwebs system is being deployedto all ABB performance services operat-ing sites worldwide. illustrates thekey phases of the overall deployment.
Supporting the operation teams by giv-ing them access to the appropriateknowledge and expertise so they canbetter deliver the client contracts is thehighest priority of the program (Phase1). Country clusters, based on geogra-phy and uniqueness of contracts, havebeen formed. These country clustershelp the AT Service Knowledge Man-agement team engage faster with vari-ous service sites.
Communities of Practice are formed byidentifying solutions and services fromABB’s portfolio such as: equipment per-formance management, shutdown plan-ning, total productive maintenance,safety, and health & environment. Theestablishment of Communities of Prac-tice serve as building blocks for apply-ing organizational knowledge (Phase 2).Human capital is leveraged and theknowledge is captured as the virtualnetworks are formed within ABB.
Phase 3 focuses on integrating APSwebsas part of the employee performanceevaluation system. This would requirelocal ABB service operations to includeknowledge management as an elementin performance evaluation. High-impactinitiatives are supported by explicitchange management efforts, such asusage promotion and measures to re-ward use of the firm’s Knowledge Man-agement system. For example, Ernst &Young Cap Gemini [2] has tied the useof its knowledge management system(called KnowledgeWeb) with the annualperformance reviews of employees.
APSwebs infrastructure
The APSwebs platform is based on theABB Premium Services infrastructure .7
6
APSwebs architecture7
Users inside ABB
Web server 1 Windows load
balancing service
Web server 2 Windows load
balancing service
DB node SQL server
Internal firewall cluster
Users on the Internet
Intranet
Internet
Ethernet DMZ 1
Ethernet DMZ 2
External firewall cluster
49Special ReportABB Review
Closed loop of knowledge brokers 8
MMC CoEBA
ServiceCustomer
sitesCustomer
sites
New Zealand
Customersites
.....
Customersites
Finland
Customersites
Brazil
Customersites
Australia

This infrastructure allows a simple userintuitive Web front end. The system ishosted in a secured environment, whichis maintained by ABB’s Information Sys-tems organization.
The knowledge management team canalso look at usage statistics in real time.These statistics offer valuable informa-tion on customer sites where usage lev-els are high or satisfactory, as well assites where further training is necessary.
Integrating multiple knowledge centers
The ABB service organization has a net-work of knowledge brokers spreadacross the world. These brokers are keycenters of expert service knowledge.The table shows a partial listing of theseknowledge assets. It should be notedthis list is independent of the customersites worldwide where a vast amount oftangible and tacit knowledge is beinggenerated.
As a part of the ABB service knowledgemanagement charter, APSwebs is inte-grating these knowledge centers in aclosed loop to channel information tothe customer sites .
The net result
The formation of a network of customersites in all operating countries using APS-webs for superior contract delivery isshown in . APSwebs gives ABB profes-sionals access, at all times, to informationand analysis generated by knowledgebrokers and customer sites situatedthroughout the global organization .This is a virtual example of ABB profes-sionals reaching out to an expert with arequired skill from another client site.
Leadership in knowledge management CIO magazine [3] researched 33 firmswith high-impact knowledge manage-ment programs. The results of the re-search showed that leaders in Knowl-edge Management were separated fromthose lagging behind because:1) They have a clearly articulated vision
of what knowledge management isabout.
2) They have knowledge championswho are supported by top manage-ment.
10
9
8
The network of customer sites leveraging APSwebs9
Australia customer
sites
Benelux customer
sites
Brazil customer
sites
Columbiacustomer
sites
Cote D’Ivoirecustomer
sites
Denmarkcustomer
sitesFrance
customersites
Finland customer
sites
Germanycustomer
sites
Swedencustomer
sites
South Africa customer
sites
Italycustomer
sites
New Zealandcustomer
sites
Others...customer
sites
Customer webs
50 Special ReportABB Review
Knowledge broker Assets
Maintenance performance centers – Maintenance standards
pulp & paper, metals Contract support
Centers of excellence Expert knowledge in industry best practices
ABB University Knowledge of ABB products & systems
Robotics, automotive, & manufacturing KnowledgeNet: knowledge base for
Business Area service ABB robots
Automation Technologies service - Finland Service database
Partial list of ABB service knowledge assets
3) They have a holistic perspective thatembraces strategic, technological andorganizational perspectives.
4) They use systematic processes andframeworks.
5) They use effective communications,using all the tricks of marketing andpublic relations.
6) There is effective interaction at alllevels with their customers.
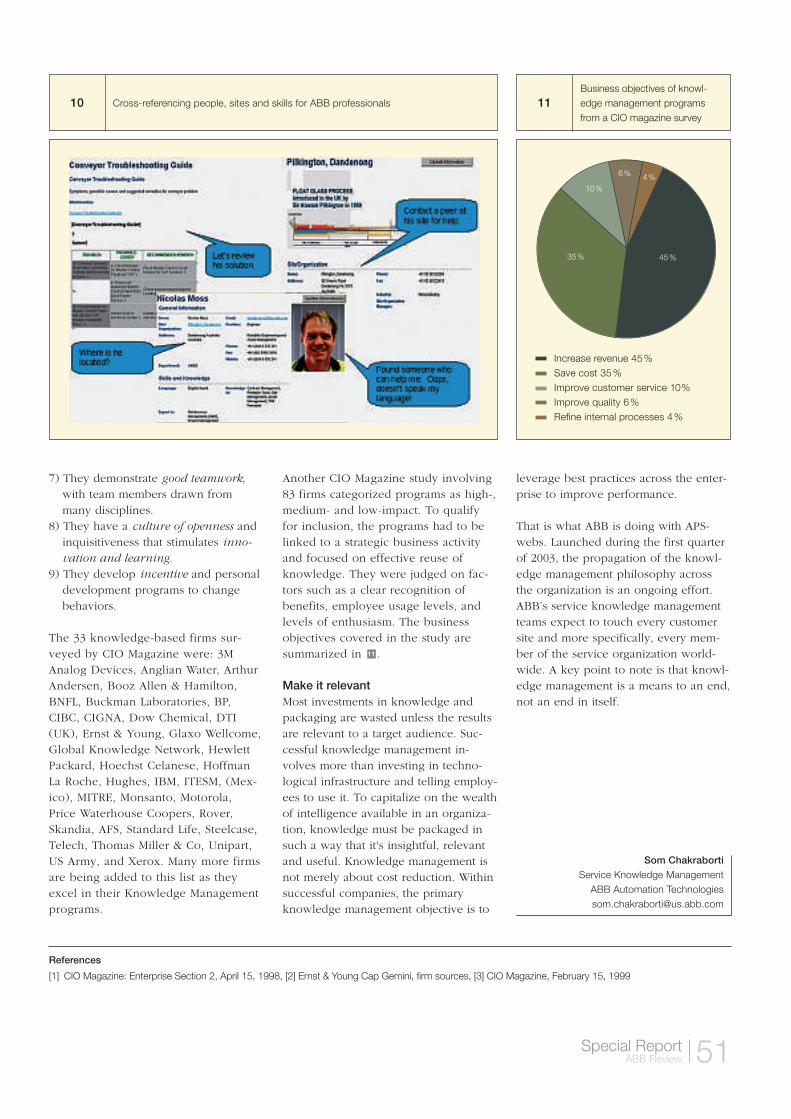
7) They demonstrate good teamwork,with team members drawn frommany disciplines.
8) They have a culture of openness andinquisitiveness that stimulates inno-vation and learning.
9) They develop incentive and personaldevelopment programs to changebehaviors.
The 33 knowledge-based firms sur-veyed by CIO Magazine were: 3MAnalog Devices, Anglian Water, ArthurAndersen, Booz Allen & Hamilton,BNFL, Buckman Laboratories, BP,CIBC, CIGNA, Dow Chemical, DTI(UK), Ernst & Young, Glaxo Wellcome,Global Knowledge Network, HewlettPackard, Hoechst Celanese, HoffmanLa Roche, Hughes, IBM, ITESM, (Mex-ico), MITRE, Monsanto, Motorola, Price Waterhouse Coopers, Rover,Skandia, AFS, Standard Life, Steelcase,Telech, Thomas Miller & Co, Unipart,US Army, and Xerox. Many more firmsare being added to this list as theyexcel in their Knowledge Managementprograms.
Another CIO Magazine study involving83 firms categorized programs as high-,medium- and low-impact. To qualifyfor inclusion, the programs had to belinked to a strategic business activityand focused on effective reuse ofknowledge. They were judged on fac-tors such as a clear recognition ofbenefits, employee usage levels, andlevels of enthusiasm. The businessobjectives covered in the study aresummarized in .
Make it relevantMost investments in knowledge andpackaging are wasted unless the resultsare relevant to a target audience. Suc-cessful knowledge management in-volves more than investing in techno-logical infrastructure and telling employ-ees to use it. To capitalize on the wealthof intelligence available in an organiza-tion, knowledge must be packaged insuch a way that it's insightful, relevantand useful. Knowledge management isnot merely about cost reduction. Withinsuccessful companies, the primaryknowledge management objective is to
11
leverage best practices across the enter-prise to improve performance.
That is what ABB is doing with APS-webs. Launched during the first quarterof 2003, the propagation of the knowl-edge management philosophy acrossthe organization is an ongoing effort.ABB’s service knowledge managementteams expect to touch every customersite and more specifically, every mem-ber of the service organization world-wide. A key point to note is that knowl-edge management is a means to an end,not an end in itself.
References
[1] CIO Magazine: Enterprise Section 2, April 15, 1998, [2] Ernst & Young Cap Gemini, firm sources, [3] CIO Magazine, February 15, 1999
Som Chakraborti
Service Knowledge ManagementABB Automation [email protected]
Cross-referencing people, sites and skills for ABB professionals10
10%
35%
6% 4%
Increase revenue 45%Save cost 35%Improve customer service 10%Improve quality 6%Refine internal processes 4%
Business objectives of knowl-edge management programsfrom a CIO magazine survey
11
45%
51Special ReportABB Review

52 Special ReportABB Review
SupportIT Knowledge Navigator
Carsten Beuthel, Ulrich Topp, Paul George
An IndustrialIT service toolMaintenance of sophisticated control systems is a
demanding job that keeps service engineers constantly
on their toes. One very important aspect of this job is
the ease and speed at which an engineer is given ac-
cess to the required process or component information.
How this is done can make an already difficult job even
more difficult, or easier.
System information can now be accessed electronically
but this also brings its own problems. An engineer still
needs to be very specific in his requirements. He needs
to know the components in the process, how they are
connected and the parameters, before he can correctly
discover the current status.
ABB offers several different web applications that help
with this problem, and for most service engineers these
tools are very useful. But with so many unknowns, it
becomes difficult to find the right information in a very
limited timeframe. ABB’s SupportIT Knowledge Naviga-
tor project was initiated to overcome this problem by
automatically inserting the missing information.
In the not-to-distant past, informationabout installed components could be
found in folders or on a service engi-neer’s desk. A vast amount of time wasoften spent delving through mountainsof paper to extract the required informa-tion. Having found what they were look-ing for, engineers often had to deal withanother problem: inadequate updatingleft many documents incomplete or out-dated.
Even though system information cannow be accessed electronically, an engi-neer still needs to know exactly what to look for. When in doubt, physicallywalking to the component, noting spe-cific information and comparing thedata to some connected information sys-
tem will of course work. If a problemexists, the engineer is in a better posi-tion to search for the correct documen-tation or seek further help.
Recent studies have shown that criticalproblems arise in the service businessdue to a lack of information or incorrectinformation. This leads to errors in fail-ure diagnosis, which often means thewrong expert is called. The result isconfusion and difficulty in resolving theproblem.
Tools are available, such as ABB’s Solu-tionsBank, that use ‘wizards’ to lead theuser to the requested information, butthese still require the user to make spe-cific requests. At the end of the day,
there are just too many unknowns toacquire the correct information. ABB’sKnowledge Navigator was designed toovercome this obstacle.
The concept of Knowledge Navigator isbased on ABB’s IndustrialIT technology.This tool provides a set of Aspects andObjects for creating maintenance displaysin Industrial IT control systems. Thisenables service and support engineers,operators and management personnel toaccess technical information, help andhints for running a plant more efficiently.
The Knowledge Navigator maintenancedisplay is the user’s central mechanismfor accessing all necessary system infor-mation. It consists of a graphical display

with Objects representing a specific assetthat is part of the installed system. Builton ABB’s Industrial IT Aspect IntegratorPlatform, Knowledge Navigator links anIndustrial IT control system and its engi-neering resources with external sourcessuch as SolutionsBank, ABB’s e-mmedi-ate agent and ABB University .
ArchitectureThe SupportIT Knowledge Navigatoruses process graphics and the AspectDirectory, available on any ABB Oper-ateIT Process Portal application, foraccessing implemented services.
A real object is represented in theProcess Portal by an Aspect Object.Each Aspect Object has properties, suchas a name, component type, its configu-ration in the engineering tool or thecurrent status, which describe the ob-ject. All this information is available asOPC data items for any application.
In the Aspect Directory, the Aspect Ob-jects are sorted hierarchically and eachinstance refers to a specific object typewhich belongs to an object category.Each object type has a special set ofAspects, such as configuration data,faceplates, symbol information and con-trol configuration. These Aspects areinherited when a new Object is instanti-ated in a hierarchical structure such as aFunctional Structure .
Knowledge Navigator is formulated as a set of Aspect Systems that are addedto the desired Object types and cate-gories, which will later refer to serviceinformation. When an Object is instan-tiated, all Knowledge Navigator Aspectsautomatically become available.
2
1
When a user selects a Knowledge Navi-gator Aspect, the Aspect starts building a query from the information specifiedin the Object’s relevant Aspects. Addi-tionally, a global configuration Aspect isused to provide general informationabout the customer’s site, the databaseto refer to, and the required login infor-mation for this database. The advantageof this procedure is that the system onlyneeds a minimal amount of pre-configu-ration effort. The Object type definitionhas only to be defined once which istypically done by the entity providingthe solution in SolutionsBank. Theseentities know about the Object typesused in their specific focus areas. Theirtask is to add the Knowledge NavigatorAspects to the appropriate Object cate-
gories and types,and fill them with aminimum of infor-mation, typicallythe Object name.
The entities canalso point to otherAspect System in-formation, whichdoes not come withthe standard pack-age. This pre-con-
figuration data is stored in an extraaspect that is made available to anyother application which might want tomake use of the Knowledge Navigatorfeatures . The Object types can thenbe released and distributed to customersites.
Currently, the following KnowledgeNavigator Aspects have been developedand tested:
Technical information such as releasenotes, feature changes, etc. Equipment manuals and user docu-mentation. Aspects that identify and fix problems. Entry into an online chat-session witha service engineer. E-Learning courses available over theweb. Online Parts ordering.
These Aspects are an integral part of theProcess Portal application, and can beaccessed through the Knowledge Navi-gator maintenance display by users withproper authorization .
Pilot applicationKnowledge Navigator was successfullyinstalled in a paper mill near Jackson,Mississippi in the USA. Previously, a
4
3
Architectural overview of Knowledge Navigator1
Aspect SystemsAspects
Knowledge base
Discuss with anABB engineer
Virtual learningcenter
‘Real’ utility
SolutionsBank
e-mmediate AgentExpert Chat
ABB University
An Object instantiated in the functional structure2
Aspect Objects Aspects
53Special ReportABB Review

54 Special ReportABB Review
new ABB quality control system basedon Industrial IT technology had beeninstalled. Two months after installation,a follow-up interview was conductedwith the service personnel.
All of those interviewed agreed that the system saved them an enormousamount of time compared with the pre-vious system. With one mouse click,the appropriate information and set-upof installed components is presentedon the maintenance display. Informa-tion regarding all components can beretrieved from one location. TheProcess Portal locates the necessarysearch criteria and displays the resultsto the user.
In addition, the engineers stated that theKnowledge Navigator maintenance dis-play allows them to view a processfrom anywhere in the plant with a dis-play that is familiar to them. This, theysaid, enables them to locate problemsand information quicker and easier thanbefore. In addition, images are providedfor each component. These combinedbenefits allow them to extend the func-tionality in answer to everyday de-mands.
The power of Knowledge Navigator’smaintenance display is illustrated in thefollowing example. In the pulp and
paper mill men-tioned above, engi-neers discovered acontrol fault with apaper machine.The system statusinformation wasunreliable, and be-cause the source ofthe problem washard to detect, en-gineers had to de-vise a less-than-sat-isfactory solution tokeep the machinein operation. UsingKnowledge Naviga-tor’s maintenancedisplay, servicepersonnel wereable to track downthe component sus-pected of causingthe problem. Infor-mation about thiscomponent wasthen found by searching the control net-object entries of SolutionsBank.
ABB’s SupportIT Knowledge Navigatorhelps engineers easily find the infor-mation needed to solve typical serviceengineering problems by using informa-tion collected from other sources, such
as applicationsrunning on theProcess Portal. Butthere are someconstraints. To en-sure that optimumperformance isachieved, the sys-tem requires theservice engineer’sworkplace to beconnected to theInternet and thecontrol system, atthe same time. This is not a popu-lar solution withcustomers who areconcerned aboutnetwork security.But because thefuture role of
Knowledge Navigator in automationtechnologies is seen as being important,network administrators should ensurethe required network protection is inplace.
The full potential of ABB’s SupportIT
Knowledge Navigator in the IndustrialIT world has yet to be exploited, butthe results to date show a tool that willgreatly enhance future services for ABBcustomers.
Dr. Carsten Beuthel
Dr. Ulrich Topp
ABB Corporate Research Ladenburg, Germany
Paul George
ABB Business ServicesColumbus OH, USA
Standard Aspect configuration3
Context menu forobject ‘AC 410’
Click connects toinformation
Maintenance display with troubleshooting example4
ABB Review
Industrial Services
Editorial board
Markus BayeganGroup R&D and Technology
Peter Terwiesch ABB Automation Technologies
Dave BirosABB Automation Technologies
Nils Leffler Chief Editor, ABB Review
Publisher and copyright © 2004
ABB LtdZurich/Switzerland
Publisher’s office
ABB Schweiz AGCorporate ResearchABB Review / RD.REVCH-5405 Baden-Dä[email protected]
Printers
Vorarlberger Verlagsanstalt AGAT-6850 Dornbirn/Austria
Design
DAVILLA Werbeagentur GmbHAT-6900 Bregenz/Austria
Partial reprints or reproductions are permittedsubject to full acknowledgement. Complete reprints require the publisher’swritten consent.
ISSN: 1013-3119
www.abb.com/abbreview
55Special ReportABB Review
Think of all the ideas you put on paper.In China, that’s a lot of paper.
w w w . a b b . c o m
That’s why we helped Asia Pulp and Paper
build the fastest mill in the world.ABB
also created a new generation of integrated
automation that can monitor and operate
the entire plant from a single screen. At ABB,
we believe the most important thing
we build today is knowledge. Because the
power that will drive the next hundred
years is the power of ideas.
Usually, it’s royalty who gets to command performance. The rest of us have to accept performance however we getit: pre-packaged, when it’s available, cash up front.
Wouldn’t it be nice to command performance? With ABB, you can. We offer performance-based co-sourcingagreements where you pay as you go for the automation, equipment or maintenance benefit achieved. Benefitswe’ve provided include:
n US$ 42 million in productivity improvement and cost savings at a paper milln 33% improvement in production equipment availability and 30% improvement in safety at a plastics manufacturern 78% increase in Overall Equipment Effectiveness at an auto parts maker
Plus, our standard product and system lifecycle services improve performance of existing assets through preventiveon-site maintenance, remote access to experts, process-focused training and more.
Who do you know other than royalty that gets to command performance like that?
If you’re ready for your command performance, come see us at www.abb.com/service.
Command Performance
a