AARESS IRON & STEEL LIMITEDenvironmentclearance.nic.in/writereaddata/Online/TOR/0_0...AARESS IRON &...
43
AARESS IRON & STEEL LIMITED PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS Page 1 of 43 ‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’ 01.00 Introduction 01.01 Preamble Steel being a basic commodity for all industrial activities, quantum of its consumption is considered as an index of industrial prosperity. Since independence, there has been a substantial growth in the steel sector in India from 1.5 MTPA in 1950-51 to about 80 MTPA at present. The per capita steel consumption continues to remain at a level of about 46 kg only, compared to about 400-500 kg in the developed countries and about 40 – 100 kg in some of the developing countries. Further with nearly 20 % of the world population, India’s consumption is only of the order of 4 % of the world steel production. Hence, short-term and long-term strategies are necessary in planning the development of the steel industry in the country to improve the productivity and level of per capita steel consumption. The strategies may include setting up of new steel plant facilities, or expansion of the existing steel plants, or installation of upstream / downstream facilities in already existing plants for production of semis for processing / finished products. The National Steel Policy of India has declared a target of producing 110 millions tonnes of steel by the year 2020, up from about 80 million tons at present. This has given an incentive to all the major steel producers of India to work out to add capacity. AARESS Iron & Steel Limited (AISL) is proposing to establishing a green field
Transcript of AARESS IRON & STEEL LIMITEDenvironmentclearance.nic.in/writereaddata/Online/TOR/0_0...AARESS IRON &...

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 1 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
01.00 Introduction 01.01 Preamble Steel being a basic commodity for all industrial activities, quantum of its
consumption is considered as an index of industrial prosperity. Since
independence, there has been a substantial growth in the steel sector in India
from 1.5 MTPA in 1950-51 to about 80 MTPA at present.
The per capita steel consumption continues to remain at a level of about 46 kg
only, compared to about 400-500 kg in the developed countries and about 40 –
100 kg in some of the developing countries. Further with nearly 20 % of the
world population, India’s consumption is only of the order of 4 % of the world
steel production.
Hence, short-term and long-term strategies are necessary in planning the
development of the steel industry in the country to improve the productivity and
level of per capita steel consumption.
The strategies may include setting up of new steel plant facilities, or expansion
of the existing steel plants, or installation of upstream / downstream facilities in
already existing plants for production of semis for processing / finished products.
The National Steel Policy of India has declared a target of producing 110 millions
tonnes of steel by the year 2020, up from about 80 million tons at present. This
has given an incentive to all the major steel producers of India to work out to
add capacity.
AARESS Iron & Steel Limited (AISL) is proposing to establishing a green field

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 2 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
fully integrated steel plant for capacity 3.5 Mtpa including a CPP of 295 MW.
M/s AISL is a leading manufacturer of flat, rounds and long products
including value added products with total steel value chain right from coal
mining, billets, HR coils, pig iron, CR coils, GP/GC, precision tubes, black
pipe/GI Pipe, cable tapes, tor steel, wire rod and special alloy steel from WHRB,
reject and middling from coal washery and conventional coal operated boilers.
AISL 3.5 Mtpa Greenfield steel and power plant in Halavarthi will have facilities for
long products as well as for HR Coil making facility in private sector in the state of
Karnataka.
This Pre-Feasibility Report is based on proven production technology, market
demand, site suitability with respect to environmental norms, available
infrastructure and economic viability of the project.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 3 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
02 MARKET ANALYSIS AND PRODUCT MIX
02.01 General
AISL proposes the green field integrated steel production capacity to produce 3.5 Mtpa
steel products along with 295 MW CPP from waste gases, waste material etc. In
order to arrive at a reasonable product-mix for the plant, a quick desk study
based on the secondary data has been carried out and derived in the following
paragraphs.
02.02 Global Steel Scenario
World steel industry has experienced spectacular growth during the recent years
after a period of downturn. The rise in demand is attributed to good economic
performance of the Asian economies and increasing replacement demand in the
developed countries, etc. All the major steel-producing countries and regions
showed double-digit growth in 2010. The EU and North America had higher
growth rates due to the lower base effect from 2009 while Asia and the CIS
recorded relatively lower growth.
However, China and India, and the Middle East showed positive growth in 2010.
World crude steel production during 2010 was reported as 1,414 Million tonnes
(Mt), 15.9% increase on the annual 2009 total of 1,219.7 Million tonnes. Annual
production for Asia was 897.9 Mt of crude steel in 2010, an increase of 11.6%
compared to 2009.
World trade in finished steel, expressed as a percentage of world steel
consumption is generally about 40 percent. Accordingly, it may be expected that

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 4 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
total trade in finished steel will be of the order of 450 Million tonnes annually, of
which flat products may constitute upto 60 percent i.e. about 270 Million tonnes
and long products may constitute about 180 Million tonnes.
02.03 Indian Steel Scenario
02.03.01 Production
The crude steel production, including secondary steel, in the country was
reported as 1.4 Mt during 1951, which has increased to 15.8 Mt in 1990-91 and
further to 65 Mt by 2009-10 (Source: JPC).
The finished steel production in India has grown from a mere 1 Mt in 1951 to
13.2 Mt in 1990-91 and further increased to 59.69 Mt in 2009-10. During the first
two decades of the planned economic development, i.e. 1950 to 1960-61 and
1960-61 to 1970-71, the average annual growth rate of steel production has
been about 8%. However, this growth rate could not be maintained in the
following two decades. During 1970-71 to 1980-81, the average annual growth
rate in finished steel production came down to 5.2% and picked up marginally to
5.6% during 1980-81 to 1990-91. However, average annual growth during 1990-
91 to 2000-01 has been encouraging to the level of 8%. The production of
finished steel grew by 16.52 percent, from 44.54 Mt in 2005-06 to 49.39 Mt in
2006-07. The finished steel production for the 2008-09 registered a growth of
0.6% over 2007-08. It is estimated that by 2025, India would become the
second largest steel producer globally with an annual production of 300 Mt.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 5 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
02.03.02 Demand
Domestic Demand
Generally, a developing economy undertakes large number of infrastructure
projects, which are necessary for building of the nation and ensuring economic
growth. China is a leading example of the economic growth through
phenomenal development of infrastructure.
Strong economic growth rate 8.7% p.a. and present low per capita consumption
in India is expected to drive demand for steel, which is likely to grow @ 7.5%
per annum as per Ministry of Steel, Government of India projections, as detailed
in the National Steel Policy 2005. As per Government estimates, the demand is
likely to cross 100 MTPA by 2019-2020.
However, it is considered widely that the above projections are on a conservative
side and the demand is likely to grow at CAGR of about 10% per annum. As per
the estimates of Confederation of Indian Industries (CII), the steel demand in
India is likely to grow to 80-85 MTPA by 2015 itself, thereby registering a growth
rate of about 12.00% per annum.
Export demand
Though India started steel production in 1911, steel exports from India began
only in 1964. Exports in the first five years were mainly due to recession in the
domestic Iron and Steel market. Once domestic demand revived, exports
declined. India again started exporting steel only in 1975 touching a figure of 1

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 6 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Mt of pig iron and 1.4 Mt of steel in 1976-77. Thereafter, exports again declined
to pick up only in 1991-92 to 0.39 Mt. In 1995-96, exports of semi-finished and
finished steel products were 1.77 Mt while in 2003-04 exports reached 5.2 Mt.
During 2004-05, exports of these products have declined to 4.4 Mt. The exports
have increased by 8.9 per cent in 2006-07 over 2005-06 to touch 4.9 Mt. Exports
have declined in the year 2007-08 by 6.1 per cent to 4.6 Mt – from 8.9 per cent
in 2006-07.
Imports of semi-finished and finished steel products mainly HR plates, HR
coils/sheets and CR coils/sheets by India have been in the range of 1.1 Mt and 2
Mt, during the last ten years.
In view of the above and anticipated higher emphasis on export of steel products
in future as per National Steel Policy-2005 (26 Mt exports of steel products by
2020), export demand in the range of 10% to 15% of apparent consumption of
various products and 150% for GP/GC sheets has been considered.
The country now has a vision to achieve annual steel production, consumption
and export of 110 Mt, 90 Mt and 26 Mt respectively by the year 2019-20.
To cater to the recent and anticipated surge in domestic demand, export and
enhancement in the economy of scale, various existing steel producers and new
entrepreneurs have drawn expansion plans/Greenfield steel projects/acquisitions
& mergers.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 7 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
02.03.03 Resultant GAPS/Surpluses
Based on the demand and availability, future gaps and surpluses have been
projected in Table-02.01:
Table-02.01
Demand, Availability and Resultant Gaps/Surpluses
Sl.No. Products In (‘000 t)
2006-07 2011-12 2016-17
Steel Products
I Non Flat Products
1 Wire Rods
Demand 6040 8840 12970
Availability 4940 4940 4940
- Gaps/Surpluses* - 1100 - 3900 - 8030
2 Light Merchant Products
Demand 9790 14060 20220
Availability 10150 11900 11900
- Gaps/Surpluses* (+) 360 (-) 2160 (-) 8320
3 Medium Merchant Products
Demand 2440 3465 4910
Availability 2115 2115 2115
- Gaps/Surpluses* (-) 325 (-) 1350 (-) 2795

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 8 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
4 Heavy Sections
Demand 560 750 1000
Availability 720 820 820
- Gaps/Surpluses* (+) 160 (+) 70 (-) 180
II Flat Products
5 HR Plates
Demand 3680 5175 6900
Availability 1350 2700 2700
- Gaps/Surpluses* (-) 2330 (-) 2475 (-) 4200
6 HR Coils /Sheets
Demand 14400 23160 42525
Availability 12040 16180 16180
- Gaps/Surpluses* (-) 2360 (-) 6980 (-) 26345
*Note: Demand and Gaps/Surpluses are including ‘Export’.
From the above, the following conclusions can be drawn:
• There is enough scope for creation of additional steelmaking capacity
in the country to meet the growing domestic demand.
• There is enough opportunity for Indian Steel Producers to enter the
growing world trade in steel.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 9 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
02.04 Keeping in view the steel market trends, it is proposed to establish an integrated
steel plant to 3.5 MTPA including 295 MW CPP at Halavarthi, Koppal in
Karnataka.
02.05 The tentative product ranges would be:
Considering the overall demand in the country, export markets for HR
coils/sheets, TMT bars and light structural, seamless tube the following product-
mix is suggested for production at proposed integrated steel plant. A product-mix
envisaged for the proposed plant is furnished below:
SI. No Items Annual
Production (tonnes)
1 Alloy steel Long products 850,000 2 Hot rolled Coils (Flat Products)
/cold rolled products 2,340,000
Total 3,190,000
3 By-Products Products Like Crude tar, Ammonium sulphate and Sulphur Cake
4 CPP 295 MW

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 10 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
03.00 PLANT FACILITIES
03.01 General
The integrated steel plant at Halavarthi, Koppal shall have the capacity to
produce 3.5 Mtpa crude steel manufacturing..
The plant shall be equipped with iron ore beneficiation plant, pellet plant,
coal washery, coke oven complex, sinter plant, blast furnace, SMS, ladle
furnace, vacuum degasser, continuous casting facility, HSM, Rod and bar
mill, Hot dip galvanizing plant, lime & dolo plant for the production of hot
rolled coil and Captive Power Plant. The General Layout is shown in the
Drawing and enclosed at Annexure-3. In this chapter, all major
technological facilities required at each processing step of the plant are
given (Table - 03.01) below with brief description in subsequent
paragraphs.
Table – 03.01
Details of Proposed Integrated Steel Plant
Sl. No.
Plant Units Phase-I Phase-II Final Plant
Configuration
1 Coal Washery 1x3.0 MTPA - 1x3.0 MTPA
2 Ore Beneficiation Plant
(1x1200) TPH - 1.2 MTPA
3 Pellet Plant with coal gasifier unit
1x1.2 MTPA - 1x1.2 MTPA
4 Sinter Plant 1x144 m2
1.29 MTPA 1x324 m2 3.8 MTPA
(1x144)+(1x324) m2 5.09 MTPA gross sinter

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 11 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
5 Coke Oven 1x0.68 MTPA 2x55 Ovens 5.5 m tall Recovery Type
1x1.5 MTPA 2x65 Ovens 7.0 m tall recovery type
2.1 MTPA gross coke Coke Oven battery 2x55 ovens 5.5 m tall 2x65 ovens 7.0 m tall Recovery type
6 Blast Furnace 1x1681m3 BF 1.2 MTPA
1x3814 m3 BF 2.6 MTPA
1x1681m3 +1x3814 m3 BF 3.8 MTPA hot metal
BF slag 343,000
788,000
1,131,000 tpa
7
SMS
a)
EOF (Energy Optimising Furnace)/BOF (Basic Oxygen Furnace)
2x65 t EOF 2x180 t BOF furnaces
(2x65)t EOF+ 2x180 t BOF
b) LF (Ladle Furnace)
2x65 t 1x180 t 2x65 t +1x180 t
c) VD / RH Degasser
2x65 t VD 1x180 t RH Degasser
2x65 t VD +1x180 t RH Degasser
f)
Billet Caster/ Bloom Caster
2x3 Billet Caster +1x2 Bloom caster
2x1 strands slab caster
2x3 Billet Caster +1x2 Bloom caster
h) Slab Caster - (2x1) Strand (2x1) Strand
8 Bar & Rod Mill 0.65 MTPA 0.65 MTPA
9 Hot Strip Mill - 2.5 MTPA 2.5 MTPA
10 Cold Rolling Mill with continuous Pickling line
- 1.00 MTPA 1.00 MTPA
11 Hot Dip Galvanizing /Galvolume Unit
- 0.5 MTPA 0.50 MTPA
12 Colour Coating - 0.25 MTPA 0.25 MTPA

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 12 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Unit 13 Oxygen Plant (1x300)+(2x300)
TPD 2x500 tpd (3x300)+(2x500)
TPD
14 Lime Plant (2x300)TPD 1 x 600 TPD units (2x300)+(1x600) TPD
15 Dolo Plant 1x300 TPD - 1x300) TPD
16 Captive Power Plant
1x70 MW CFBC Based boiler + 6 MW TRT
2x100 MW conventional CPP based on washed
coal + 12 MW TRT+ 7 MW WHRB
based
295 MW CPP from WHRB, coal reject and middling and conventional TPP
17 Material handling Plant for both phase
Matching Matching Matching
3.2 Coal Washery
M/s AISL shall setup coal washery to produce clean coal for coal-based
CPP plant and middling’s and reject shall be used in CFBC based
captive power plant. The sized raw coal (20+5 mm) will be made
available to the silo of washery from the crushing plant. From silo,
material will be fed to the washery through conveyor. The coal washery
plant is consisting of heavy media cyclone, dewatering and rinsing screen,
centrifuge, magnetic separator, disc filter, thickener, etc. and related sump
and pump. The coal washery shall have name plate capacity of 3.0 MTPA.
3.3 Beneficiation Plant
In order to produce about 1.2 Mtpa pellet grade iron ore
concentrate, it is proposed to set up 1 No of 2000 tph throughput
iron ore beneficiation plant to beneficiate low-grade iron ore fines (-10

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 13 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
mm) from Mines. These low grade iron ore fines, after beneficiation,
will become suitable for production of pellets. In absence of any test
report made available by M/s AISL, it is assumed that iron ore will be
ground to a size of (-) 150 micron by grinding mill. This ground
product will be beneficiated to upgrade it to (+) 64 % Fe (min.).
Pellet Plant
M/s AISL shall implement one (1) pellet plant of capacity 1.2 Mtpa for the
proposed 3.5 Mtpa integrated steel plant. The pellet plant will operate on
beneficiated iron ore concentrate in the form of filter cake. The filter cake
will be received from beneficiation plant.
One straight grate/Grate Kiln indurating machine of 165 m2 grate area
complete with service facilities will be installed in the pellet plant
complex. Pellets will be utilized in blast furnaces to cater the 20% of the
metallic burden.
Design criteria
Capacity of pellet plant : 1.2 Mt
No. of annual working days : 330
Indurating machine area : 165 m2
3.4 Coke Oven Batteries
Coke is one of the prime requirements for production of hot metal through
blast furnace route. Considering the level of technological development in
the coke making area and total requirement of blast furnace coke in the
blast furnace, installation of recovery type coke oven batteries have been

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 14 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
envisaged. The gross coke generated in the coke ovens will be screened.
BF coke & nut coke will be sent to the blast furnace and coke fines/ coke
breeze generated in the plant will be utilized in the sinter plant. The coke
making technology would include pre-carbonization and post carbonization
technologies like selective crushing of coal, top charging and high capacity
ovens. Introduction of these technologies are required to reduce the hard
coking coal requirement by blending with soft coking coal in coal blend to
improve coke quality, to facilitate automation and pollution control and to
maximize the use of soft coking coal. Coke will be dry quenched in CDCP
plant. The coke oven gas after cleaning and mixing shall be used for
downstream facilities such as HSM, Bar & Rod mill, sinter plant and other
required facilities.
03.03 Sinter Plant
Sintering is an agglomeration process in which iron ore fines are mixed
with return materials, limestone, and finely sized fuel such as coke breeze.
The return materials consist of mill scale from hot rolling operations and
dust from steel melting shop and blast furnaces. The raw materials are
mixed before they are placed on the traveling grate of the sinter machine.
Near the head end of the grate, the surface of the raw materials is ignited
by a gas fired ignition furnace located over the bed. As the mixture moves
along the grate, air is drawn through the mixture at the wind boxes to
enhance combustion and sinter (fuse) the fine particles. As the bed burns,
carbon dioxide, sulfur compounds, chlorides, fluorides and oil and grease
are driven off with the gases.
The sinter drops off the grate at the discharge end and is cooled (either
by air or a water spray), crushed, and screened to maintain uniformity in

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 15 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
the size of the sinter fed to blast furnaces. Improperly sized sinter and
fines from screening are returned for reprocessing.
The advantages of agglomerated burden in the blast furnace are well
established and almost all the high capacity blast furnaces world-wide are
using agglomerated burden for most efficient furnace operation. The
major advantages for use of sinter in blast furnace are as follows:
• Control of physical, chemical and high temperature properties of
burden materials.
• Avoid use of raw flux charging directly in the blast furnace.
• Increase in productivity of the furnace.
• Decrease in coke/fuel rate.
• Longer life of furnace.
• Production of desired grade of hot metal, etc.
Apart from the above advantages, the iron ore fines generated in the
mines during production of iron ore lumps are used in the sinter plant
which avoids the problems related to disposal of fines in the iron ore
mines. Moreover, metallurgical waste materials generated in different
process steps shall be recycled in the sinter plant, which minimizes the
dust pollution inside the plant boundary. The sinter plant is equipped with
the following major facilities:
� Base blending for input materials.
� Flux and fuel crushing facilities.
� Lime dozing facility.
� Mixing and nodulising unit.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 16 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
� Sintering machine equipped with sinter strand, ignition furnace, wind
boxes, suction fan, dust cleaning unit, etc.
� Sinter Coolers.
� Sinter screening and transportation facilities.
Capacity of the sinter plant has been estimated based on use of about 70-
65% sinter in the burden of blast furnaces, which shall be obtained from
the sintering machine.
03.04 Blast Furnace
AISL shall have two blast furnaces in operation. A number of
technological improvements have taken place in blast furnace which has
resulted in higher production, less coke consumption, most energy
efficient, long campaign life, etc. State-of-the-art blast furnace equipped
with the following major facilities has been envisaged for the proposed
integrated steel plant.
� Stock house with automatic conveyor charging facilities.
� Bell less top charging equipment.
� High top pressure operation (2.5 kg/cm2 top pressure) and matching
gas-cleaning plant.
� Stoves for generation of high hot blast temperature (1250oC blast
temperature).
� Coal dust injection facilities
� Oxygen enrichment of blast.
� Cast house slag granulation plant.
� Level-III automation and control system, etc.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 17 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Hot metal produced from the blast furnace will be transported to the steel
melting shop using hot metal ladles.
Slag generated from the blast furnaces will be granulated in the cast
house slag granulation plant. The granulated slag will be utilized for
cement manufacturing. The pressure energy of exhaust fuel shall be used
for generating power through TRT machine.
03.05 BOF Steel making
The primary steel making technology is pre-dominantly shared by basic
oxygen Steel melting process & Electric Arc Furnace. The BOF steel
making technology till today is the most dominant steel making process in
the world & constitutes around 63.3 % of the total world steel production.
In the context of AISL, which is based on BF-BOF route, the new shop will
also be based on the BOF process of steel making. Certain technological
advancements have taken place in the area of BOF steelmaking all over
the world related to its equipment & system, automation & control and
pollution control measures.
All the above advanced features and pollution control measures according
to the latest trend in the world will be incorporated in the new shop and
technically feasible schemes for SMS.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 18 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
ii) Hot metal Desulphurisation
Production of quality steel demands superior quality of input materials for
steelmaking. Moreover, refining time for steelmaking can be substantially
reduced, if cleaner input materials are supplied to the converters.
Reduction of ‘S’ from hot metal in blast furnaces is not preferred as the
same requires high basicity BF slag operation which is not recommended
in the country due to extensive Al2O3 load from iron ore from indigenous
sources . Removal of ‘S’ from steel requires extensive slag-metal reaction
in reducing bath with high-basicity slag which is time consuming.
Consequently, substantial removal of ‘S’ during steelmaking in primary
vessel is not practicable. Again, desulphurisation of liquid steel in
secondary refining vessel is not recommended and, if unavoidable, should
be minimum. Therefore, external desulphurisation of hot metal before
steelmaking has been envisaged for the proposal.
M/s AISL proposes to establish SMS-I & II for processing of hot metal
converting into quality steel for various uses. The steelmaking facilities
have been planned in two steel melting shops, i.e., SMS-I and SMS-II.
SMS-I has been planned for long products and SMS-II has been
planned for flat products. SMS-I shall be equipped with EOF of 2x65 t
capacity while that of SMS-II shall have 2x180 t BOF with matching hot
metal de-sulpharisation before converting to steel.
It is proposed to install Steel Making and Continuous Casting Shop (SMS)
of about 3.82 Mtpa capacity. The major facilities to be installed for SMS-II

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 19 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
will include hot metal desulphurisation station, basic oxygen furnaces,
secondary refining units and continuous casting facilities
The new SMS-II will incorporate the state of the art technology for BOF
and slab caster. The main technological units of SMS-II are as follows.
• 1 x180 t Desulphurisation station
• 2 x 180 t Basic Oxygen Furnace
• 1x 180 t Ladle Furnace
• 1 x 180 t RH-OB Unit
• 2 x 1 strand Conventional Slab Caster
iii) Secondary refining of steel
The most popular version of secondary metallurgical processes, which are
in operation in the world either at normal pressure or under vacuum is as
given in Table below:
Major Secondary Refining Processes
Sl.No. Process Performance
A Under atmospheric
pressure in ladle
1. Ladle furnace Widely used as a buffer vessel
between BOF and caster shop and
for controlling the super heat
temperature of steel for casting. LF

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 20 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Sl.No. Process Performance
unit also facilitates desulphurisation,
deoxidation and inclusion floatation &
shape control, alloying.
B. Under vacuum in ladle
1. VD / VOD - H level <1.5 ppm can be
achieved in 10 min
- N level to around 30 ppm can be
achieved from low initial level & S
content
- C level in VOD can be reduced to
<20 ppm
- S level around 10 ppm can be
achieved if initial S before
secondary treatment is 100 ppm
and vacuum level around 0.45 torr
and top slag less than 1% FeO &
MnO.
2. RH degasser - H level <1.5 ppm can be
achieved.
- Ultra low N level of 20 ppm can
be achieved due to high circulation
rate, gas exhausting and strong
perturbation
- Ultra low C steel upto 10 ppm
can be achieved.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 21 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Sl.No. Process Performance
- By injection of lime and flourspar
mixture (RH-PB process), S upto 10
ppm can be achieved.
- O content level of 20-30 ppm
from 300 ppm can be achieved in
30 min treatment time.
Out of all the above ladle metallurgical treatment processes, ladle furnace
and RH-degassing unit is the most commonly used facilities. The RH-
degassing, due to its inherent process features, has proved comparatively
faster treatment and this is able to provide higher output as compared to
other vacuum treatment process. The recent version of RH unit is
provided with oxygen blowing facility and also powder injection. This
facility enables the process to produce extra low carbon steel together
with lowest level of gaseous inclusions (O, H, N) as well as lowest sulphur.
O up to the level of about 20-30 ppm, N 20 ppm, C about 10 ppm and H
less than 1.5 ppm has been reported to be achieved through this process,
depending upon their initial levels.
In view of the above, RH-OB installation has been provided along with
LHF in SMS-II. SMS-I shall also have LHF installation. Ladle furnaces will
be installed for treatment / holding of liquid steel tapped from converters.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 22 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
RH-OB vacuum degassing units along with its accessories will be installed
in the ladle handling bay of continuous casting plant for vacuum
treatment of liquid steel for production of special steels.
The Continuous Casting Shop will be designed to cast the entire quantity
of liquid steel produced in the Basic Oxygen Furnace Shop through 2x1,
strand slab caster. The slabs from conventional slab caster will be fed to
the existing Hot Strip Mill for further processing.
03.08 Billet/Bloom/Slab Caster
In phase – I AISL shall only go for alloy steel long products and in view of above it will put billet and bloom caster to cast the entire steel in phase _I. while in second phase AISL have flat products and matching slab caster is envisaged to cast entire liquid steel.
03.09 Bar & Rod Mill
The proposed bar and rod mill will produce roll 650,000 tpa bars and rods.
Input size for the mill will be 150 mm concast billets. The mill will be
working for about 300 days per year and 3-shifts per day. It is expected
that after providing for various mill delays such as mechanical and
electrical delays, roll and guide change, mill setting and other normal
operational delays, at least 5500 net hot rolling hours would be available
for each mill for rolling the required annual tonnage. However,
achievement of the above hot rolling hours, consistently, will require
trained manpower and high degree of technical and operational discipline.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 23 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
3.10 Hot Strip Mill (HSM) with Reheating furnace
The proposed slab caster linked hot strip mill with reheating furnace is
designed to produce 2,500,000 t/yr HR Coils. The rolling mill equipment
will primarily comprise a reheating furnace, one pendulum type slab
and cobble shear, one high pressure descaling station, six 4-high
finishing stands with provision for a seventh stand in future, run out
roller table equipped with laminar type strip cooling system, two down
coilers, coil conveying and inspection facilities, coil storage yard,
auxiliary facilities and roll shop equipment.
CRM Complex:
Under the current proposal, about 2.5 Mtpa of HR coils will be produced.
It is, therefore, imperative to convert good part of this to cold rolled
products for substantial value addition. Accordingly, a CRM complex has
been envisaged.
Broadly, cold rolled mild steel sheets cater to construction market,
appliances market and automotive market. Extent of value addition
increases in the same order, i.e., product for automotive market fetch
maximum sales realization. Among the cold rolled products for
construction market, extent of value addition increases in the following
order.
- Galvanised
- Colour coated galvanized

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 24 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
With regard to the appliance market, the options available are plain cold
rolled sheets, colour coated cold rolled sheets, colour coated galvanized
sheets (extent of the value addition increasing in the same order). Among
the various automotive sheet products, autobody sheets for exterior
applications fetch maximum sales realization.
In view of the foregoing, emphasis has been led on production of CR
products in the automotive market which is associated with maximum
value-addition. The new cold rolling mill complex is planned to process
about 1.0 Mtpa of cold rolled products. For such a high capacity cold
rolling mill complex, it is necessary to plan a coupled pickling and tandem
cold mill. However, product-mix for such a mill can be in the sheet gauge,
including thin sheet gauge range (0.25 mm – 1.5 mm), in order that the
high capacity of more than a million tonne is maintained. It is also
planned to have a provision of colour coating line.
In view of the above deliberations, a coupled pickling and tandem cold
mill has been envisaged. The pickling will be of HCl type. Pickling section
will have shallow tanks with turbulence and efficient hydrochloric acid
regeneration facilities. The cold rolling section will have 5-stands with at
least few stands of 6-high type and the remaining stands of 4-high CVC
type. The next processing steps in cold rolling mill complex for production
of autobody sheets is continuous annealing and hot dip galvannealing line.
In the galvannealing line, as-cold rolled interstitial-free (IF) steel is
annealed, galvanized, galvannealed and finished to produce regular
autobody sheets, including bake-hardenable grades. Since the annealing
cycle in galvanizing line is restricted by galvanizing regime, such a line can

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 25 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
produce high strength autobody sheets like dual phase steel and TRIP
steel in restricted strength levels.
However, the present domestic demand scenario shows requirement to
some extent of hot dip galvanized / galvannealed sheets for autobodies
and to a very limited extent of electro-galvanised sheets. Also, the CAL-
electro galvanizing route attracts substantially higher capital investment.
Therefore, the hot dip galvanizing / galvannealing line of capacity 250,000
t/yr and an associated galvanising sheet shearing line of capacity 200,000
t/yr have been considered for production of autobody strips in the
proposed CRM complex.
3.11 Power Plant
The power requirement for the proposed capacity project shall be made
available from the newly envisaged CPP of 295 MW and Main Receiving
Substation (MRS) of 220kV/132kV switchyard and Captive Power plant
(CPP).
The inplant generation of about 295MW (max.) is obtained from CPP units.
One no. of 70MW unit has been envisaged in CPP from washery reject and
middling while 200 MW from conventional coal based CPP.. 2Nos. of 6 and
12 MW BF Top gas Recovery Turbine (TRT) have also been envisaged.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 26 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
03.11 Lime and Calcined Dolomite Plant
Lime Plant/ Dolo Plant
The production requirement of lime and calcined dolomite for steel making
is given below:
Lime of size 10-50 mm : 337,340 tpa
Calcined dolomite of : 68100 tpa
size 10 – 50 mm
This requirement of lime and calcined dolomite will be met from the
vertical kilns proposed for plant requirement.
3.12 Oxygen Plant
Installation of 1900 tpd ASUs including additional gaseous storage vessels
(for Oxygen, Nitrogen and Argon) has been envisaged. The plant will be
operated on BOO basis. The above capacity will be sufficient to meet the
requirement of plant after completion of both phases.
3.13 Water Supply System

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 27 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Water system for the proposed project, comprising Blast Furnaces,
CHSGPs, BOFs, LFs, ARU, RH Degasser, conventional Slab Caster, slab
casters, Furnaces and Hot strip mill, CRM, Oxygen Plant & Central
Compressed Air Station has been planned on local water re-circulation
concept with provision of make-up water from reservoir, after necessary
treatment and softening as well as demineralisation, as required.
Closed-circuit soft water and DM water recirculation systems with water-to-
water plate heat exchangers have been planned for indirect cooling circuits
to affect extensive recycling of return water from critical cooling processes.
Open-circuit industrial water recirculation systems with evaporative cooling
towers have been planned for the secondary side of plate heat exchangers
as well as for direct cooling circuits.
High pressure recirculating water will be used for intensive cooling of hot
rolled products to impart thermo-mechanical treatment. Return water will
get contaminated with fine scales and will require both cooling and settling
of scales before reuse.
Source of Water for Proposed Facilities
The requirement of make-up water for the proposed capacity of AISL Steel
Plant will be of the order of 3950 m3/h. In order to conserve water, it is
envisaged to re-use the treated sewage and industrial effluents from the
following sources as make-up water to various water recirculation systems
of the plant after proper treatment. Blow-down water from various cooling
towers (Quantity approx 400 m3/h)

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 28 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
4 Compressed Air Facilities
The compressed air requirement will increase mainly in the following
areas:
a) Coal Handling Plant area
b) Coke Sorting Plant area
c) Blast Furnace Stock house area
d) Sinter Plant area
e) SMS – I
f) SMS – II
g) Hot strip mill area
h) CRM complex area
5 Steam Facility
The requirement of low pressure steam is about 45 t/h especially in the
areas of CRM, HSM and SMS. The requirement of medium pressure steam
shall be about 20 t/hr for RH – Degasser of SMS II.
6 Top Gas Recovery Turbine & Turbo-blower Station
Top Gas Recovery Turbine

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 29 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
It is envisaged to install Top Recovery Turbo-generators (TRTs), one with
each blast furnaces. The TRT is the equipment to take the BFG out of
the BF Gas cleaning equipment and recover the pressure energy of the
BFG as electrical power by controlling the blast furnace top pressure.
7 Gas Facilities
The gaseous fuel supply facilities for the plant cover all generations and
consumptions of following major gases/fuels:
• Coke-oven Gas
• BF Gas
• BOF Gas
• LPG / propane
The other major gases required for various applications in the plant are:
• Oxygen
• Nitrogen
• Argon
• Hydrogen
3.14 Environmental Management
Air Pollution Control

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 30 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
To control outflow of fugitive dust from generating sources, dust
extraction systems, dust suppression systems and fume extraction
systems have been envisaged for the various plant premises.
The work zone dust concentration in some of the areas shall be higher
than the threshold limit value (TLV) due to many limitations and the
present state of existing technology systems. Suitable schemes shall be
implemented to overcome the same.
II. Effluent Treatment Plant
The major generation of effluent from the units will be from the CRM
Complex. Effluents from the proposed CRM complex are anticipated to be
generated from different sources. The waste water generated will be
mainly from :
1. Oil contaminated waste water
2. Chemical contaminated waste water
All the above effluents will be discharged separately through three
independent discharge lines. Some of the effluents will be discharged in
batches while other effluents will be discharged continuously. The
effluents are either acidic or alkaline, contaminated with oil, chromium
and phosphate. As per the statutory norms, the effluents discharged from
any plant are expected to meet the following norms:
a. pH 5.5 to 9

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 31 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
b. Oil 10 mg/l (max.)
c. Chromium(Hexavalent) 0.2 mg/l (max.)
d. Total chromium 2 mg/l (max.)
e. Dissolved phosphate 5 mg/l (max.)
f. suspended solid 100 mg/l (max.)
Since the above effluents will be contaminated with more than the above
permissible concentration, an effluent treatment plant shall be
implemented for the CRM Plant for removal of the pollutants in order to
meet the above statutory norms.
Table-03.02
Major Plant Facilities and Their Capacities
Sl. No. Plant Units Final Plant Configuration
1 Coal Washery 1x3.0 MTPA
2 Ore Beneficiation Plant 1x2000TPH
3 Pellet Plant with coal gasifier unit
1x1.2 MTPA
4 Sinter Plant (1x144)+(1x324) m2
5 Coke Oven (1x0.65) Mtpa recovery type
(1X1.5) Mtpa (Recovery Type)
6 Blast Furnace (1x1681)+(1x3814) m3
7 SMS a) EOF/BOF Furnace) (2x65) + (2x180 t)T
b) LF (Ladle Furnace) (2x65)+ 1x180T
c) VD/RH Degasser (2x65)T + !X180 t
f) Billet Caster 2x3 Strand
g) Bloom Caster (1x2) strand
h) Slab Caster (2x1) Strand
8 Hot Strip Mill 2.5 MTPA

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 32 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
9 Bar & Rod Mill 0.650 MTPA
10 Cold Roll Mill with continuous pickling line
1.00 MTPA
11 Galvanising/Galvolume Unit
0.50 MTPA
12 Colour Coating Unit 0.25 MTPA
13 Oxygen Plant (3x300)+(2x500) TPD
14 Lime Plant (2x300)+(1x600) TPD
15 Dolo Plant (1x300) TPD
16 Captive Power Plant 295 MW CPP based on middling /reject coal based CFBC, WHRB and conventional coal based
17 Slag Cement Plant 1.0 MTPA in future

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 33 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
04 RAW MATERIALS REQUIREMENTS 04.01 General
Raw materials availability is becoming critical due to the heavy demands
made and the limited resources. Proper sourcing and appropriate
beneficiation combined with logistics planning has become vital for the
success of any steel plant operation. It is imperative that the raw
materials should meet the specific quality requirements demanded by the
process as well as equipment. The other important criterion, concerned
to raw materials, is the cost of transportation involved from mine site to
plant site. Iron ore lumps, Iron ore fines, pellets, non-coking coal, coking
coal, limestone, dolomite and quartzite are the major raw materials
required for the integrated steel plant.
04.02 Requirement of Raw Materials
The annual requirements of various raw materials for 3.5 MTPA is given in
table 04.01.
Table-04.01
Annual Major Raw Material Requirement
Sl. No.
Raw Material Size (mm)
Gross Qty (tpa)
Source Transport Mode
1 Iron ore lump (BF grade)
8-30 615,600 Purchase through E-Auction
Rail/Road
2 Iron ore fines (Beneficiation plant))
5-20 1,900,000 -do- Rail/Road
3 Iron ore fines (Sinter grade)
4,231,000 -do- Rail/Road
4 Coking coal - 3,263,000 Import from Ship/Rail

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 34 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
Sl. No.
Raw Material Size (mm)
Gross Qty (tpa)
Source Transport Mode
Australia/Indonesia
5 Limestone 0-80 613,000 Satna/Maihyar/import
Rail/Road
6 Dolomite 0-80 149,000 Baradwar Rail/Road
7 Quartzite 10-50 51,000 Local Road
8 Non-coking coal washery
0-20 4,300,000 Through E-Auction
Rail/Road
9 Non-coking coal for injection (BF)
<100 577,800 E-Auction Rail/Road
Estimated requirement of all raw materials have been briefly described in
subsequent paragraphs.
04.02.01 Iron ore
The estimated requirement of total Iron ore fines is 4.23 Mtpa on net and
dry basis. The requirement of iron ore lump is 0.6156 Mtpa on net and dry
basis.
04.02.02 Coal
Generally, for coke making, metallurgical coal of different grades is used
in blend. Availability of low ash coking coal of desired quality in this
country is limited. Hence, it has been envisaged that requirement of
metallurgical coal for the proposed steel plant will be met through
imports. The possible sources of supply of metallurgical coal are Australia
while South Africa and Indonesia are the possible sources of coal used for
PCI coal for BF.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 35 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
04.02.03 Coking coal
The requirement of coking coal is about 3,263,000 TPA on Net and Dry
basis. 100% Imported Coking Coal is proposed to be used in the coke
oven complex.
04.02.04 Coal for PCI
The PCI Coal requirement for the blast furnace is about 615,600 TPA for
pulverized coal injection through the tuyeres. The ash content of the
injected coal is normally lower than that of the coke for the most efficient
coal dust injection operation. Since very low ash content non-coking coal
is available in India, it will be met through locally.
04.02.05 Limestone
Limestone will be required as flux material both for iron making and for
steel making. In case of steel making, limestone will be calcined in a
captive calcination plant and the calcined product, namely burnt lime, will
be used in steel melt shop for production of liquid steel.
The desirable chemical analysis of BF grade limestone is as follows:
SiO2 Al2O
3
CaO MgO
% % % %
3.61 0.60 50.74 1.91

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 36 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
For quality reasons, sustained supply and cost effectiveness, SMS grade
limestone may also be used. High-grade low silica limestone is produced
and traded. The typical analysis of limestone is as follows:
SiO2 Al2O3 CaO MgO
% % % %
0.43 0.20 54.54 0.91
04.02.06 Quartzite
It has been proposed to use quartzite in the blast furnace. It has been
proposed to procure quartzite from local region.
A typical analysis of quartzite from this area is as follows:
SiO2 Al2O3
% %
96.5 0.60

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 37 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
05 PLANT LOCATION 05.01 Location
The proposed integrated steel plant of AISL, shall be located at Village
halavarthi, P.O. Halavarthi, Tahasil Koppal, District Koppal in Karanataka.
The units proposed in the integrated steel plant are located within the
existing land boundary under the control of company.
05.2 Area Requirement
The integrated plant units shall be accommodated within existing land of
922.2 acres of under company control.
05.03 Logistics
The raw material sources are already connected by rail and road which
will require to be further upgraded matching requirement.
05.03.01 Road
National highway NH-63 is passes adjacent to plant boundary Which
could be use as road logistics
05.03.02 Railways
Plant is well connected on Hubli – Bellary section near Ginigera railway station which is about 3.5 km ENE of the plant
05.03.03 Port Connectivity
Goa Port is about 250 km away from site.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 38 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
05.3.4 Air Connectivity
The plant shall be well connected to major town of country through Bengaluru Air Port facilities.
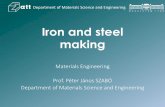
05.04 Water Iron and steel making are heat intensive processes wherein a considerable quantity of water is required for cooling in metallurgical process as well as for dissipation of unutilised heat. In order to conserve fresh water, water economy has been an underlying criterion for integrated steel plant units and equipment. Closed-circuit soft water re-circulation systems with water-to-water plate heat exchangers have been planned for indirect cooling circuits to affect extensive recycling of return water from critical cooling processes. Open-circuit industrial water re-circulation systems with evaporative cooling towers have been planned for the secondary side of plate heat exchangers as well as for direct cooling circuits. Process water losses will be compensated by adding make-up water of respective qualities. Source of water The source of water for the integrated steel plant is the back water of Tungbhadra reservoir, flowing at a distance of about 9 km from plant site. The additional requirement of water will be met from the recirculation of waste water. Provision shall be kept in the reservoirs for catering to the raw water needs of the steel plant for 15(fifteen) days. Water balance diagram for the plant is indicated below:

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 39 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
05.05 Power The power requirement for the proposed plant shall be met from captive production of 295 MW from WHRB, CFBC based stream and conventional power plant.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 40 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 41 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
06.00 PROJECT IMPLEMENTATION

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 42 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
06.01 General
Implementation of proposed Integrated Steel Plant is a challenging task and
calls for meticulous planning, scheduling and monitoring to realize the
project goals in budgeted time frame. The goals can be achieved by
adopting modern project management techniques. AISL shall deploy highly
experienced team for the purpose through specifically defined responsibilities
will execute the project.
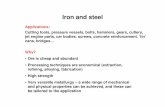
06.02 Schedule
The overall schedule shows that from the date of start of the project (Zero
date), the complete plant units of phase-I will be done in 36 months while
that for whole plant shall take about 60 months from financial closure. The
schedule as presented is based upon conventional project implementation
logics for Steel Plant, preliminary vendor information available and in-house
experience. The schedule of 60 months has been conceived, considering the
existing practices and delivery schedule of similar plants & equipment at
other location.
06.03 Zero Date
The date of financial closure shall be assumed as “zero date” for installation
of the proposed integrated steel plant. This will be reckoned with
environmental clearance from MOE&F.

AARESS IRON & STEEL LIMITED
PFR OF 3.5 MTPA INTEGRATED STEEL PLANT INCLUDING 295MW CPP AT HALAVARTHI, KOPPAL, KS
Page 43 of 43
‘© 2015 Pollution & Ecology Control Services, Nagpur. All rights reserved’
07 BLOCK CAPITAL COST
The estimated capital cost for proposed integrated steel plant units to
achieve production of 3.5 Mtpa integrated steel plant including 295 MW CPP
at Halavarthi in Koppal District of Karnataka has been worked out to be
Rs. 18,000 Crs.