![9...U _ | 9 9 Z ~ ~ 9 9 l ~ F | z ~ 9 z } 9 b ~ ~ z 9 k ~ z U 9 9 9 f b s h ` n \ a b E 9 m G E 9 f n g ^ l Z ] Z E 9 r G 9 z } 9 d Z p Z g h E 9 g G 9 9 9 9 9 9 9 9 9 9 9 9 9 9 9](https://static.fdocuments.us/doc/165x107/5ec43ef69f2c1a7c0e286bb4/9-u-9-9-z-9-9-l-f-z-9-z-9-b-z-9-k-z-u-9-9-9-f-b-s-h-.jpg)
หน่วยการเรียนที่ 9 · 9.3.4.1...
34
220 หน่วยการเรียนที่ 9 การเขียนโปรแกรมงานกัด ซี เอ็น ซี
Transcript of หน่วยการเรียนที่ 9 · 9.3.4.1...

220
หนวยการเรยนท 9 การเขยนโปรแกรมงานกด ซ เอน ซ

221
หนวยการเรยนรท 9 การเขยนโปรแกรมงานกด ซ เอน ซ
1. สาระการเรยนร 1. การเขยนโปรแกรมโดยใชคาวดแบบสมบรณและลกโซ (G90 , G91) 2. ล าดบขนในงาน ซ เอน ซ 3. การเขยนโปรแกรมงานกด ซ เอน ซ 4. การเขยนโปรแกรมงานกดดวยค าสง G00 , G01 5. การเขยนโปรแกรมงานกดเสนโคงของวงกลม ดวยค าสง G02 , G03 6. การเขยนโปรแกรมงานเจาะรเปนวงกลม (Hole Circle – Drilling Cycle) 7. การเขยนโปรแกรมงานกดพอกเกต (Pocket) 8. การเขยนโปรแกรมการเผอระยะของเครองมอตด (Tools Compensation) 9. การเขยนโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตด (Contouring) 10. การเขยนโปรแกรมงานกด 3 แกน (3 Dimension Milling) 11. การเขยนโปรแกรมงานกดประสมดวยค าสง G00 , G01 , G02 , G03 , G41 , G42 , G40 , G77 , G87
2. จดประสงคการเรยนร 1. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมโดยใชคาวดแบบสมบรณและลกโซ (G90 , G91) 2. เพอใหผเรยนมความรและความเขาใจเกยวกบล าดบขนในงานกด ซ เอน ซ 3. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกด ซ เอน ซ 4. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกดดวยค าสง G00, G01 5. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกดเสนโคงของวงกลม ดวยค าสง G02 , G03 6. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานเจาะรเปนวงกลม 7. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกดพอกเกต (Pocket) 8. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมการเผอระยะของเครอง มอตด (Tools Compensation) 9. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตด (Contouring) 10. เพอใหผ เรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกด 3 แกน (3 Dimension Milling)

222
11. เพอใหผเรยนมความรและความเขาใจเกยวกบการเขยนโปรแกรมงานกดประสมดวยค าสง G00 , G01 , G02 , G03 , G41 , G42 , G40 , G77 , G87
12. เพอใหผเรยนมกจนสยในการท างานทมระเบยบแบบแผนมความรบผดชอบตอตนเองและสวนรวม
3. ผลการเรยนรทคาดหวง 1. ผเรยนสามารถเขยนโปรแกรมโดยใชคาวดแบบสมบรณและลกโซ (G90, G91) 2. ผเรยนสามารถวางล าดบขนในงานกด CNC 3. ผเรยนสามารถเขยนโปรแกรมงานกด CNC 4. ผเรยนสามารถเขยนโปรแกรมงานกดดวยค าสง G00 , G01 5. ผเรยนสามารถเขยนโปรแกรมงานกดเสนโคงของวงกลมดวยค าสง G02 , G03 6. ผเรยนสามารถเขยนโปรแกรมงานเจาะรเปนวงกลม 7. ผเรยนสามารถเขยนโปรแกรมงานกดพอกเกต (Pocket) 8. ผเรยนสามารถเขยนโปรแกรมการเผอระยะของเครองมอตด (Tools Compensation) 9. ผ เ รยนสามารถเขยนโปรแกรมงานกดโดยการ เผอระยะรศมของเครองมอตด (Contouring) 10. ผเรยนสามารถเขยนโปรแกรมงานกด 3 แกน (3 Dimension Milling) 11. ผเรยนสามารถเขยนโปรแกรมงานกดประสมดวยค าสง G00, G01, G02, G03, G41, G42,
G40, G77, G87 12. มกจนสยการท างานอยางมระเบยบแบบแผน มความรบผดชอบตอตนเอง และสวนรวม มกจนสยชางทดตระหนกถงความปลอดภยและสงแวดลอม

223
หนวยการเรยนรท 9 การเขยนโปรแกรมงานกด ซ เอน ซ
9.1 การเขยนโปรแกรมโดยใชคาวดแบบสมบรณและลกโซ (G90 ,G91) 9.1.1 การเขยนโปรแกรมโดยใชคาวดแบบสมบรณ (Absolute) (G90)
รปท 9.1 การใชคาวดแบบสมบรณ คาวดโคออดเนต X30 Y30 G90 หมายถง มดเคลอนทไปยงจดทตองการ โดยวดระยะจากจดศนยชนงานทกครง ตวอยาง การเขยนโปรแกรมโดยใชคาวดแบบสมบรณ (G90)
ต าแหนง ค าสง โคออดเนต P G X Y Z
P0-P1
P1-P2 P2-P3 P3-P4 P4-P5 P5-P6 P6-P7 P7-P1 P1-P0
90 00 91 01
00
0
70
-20
-50
-30
-5
5
25
30
-60 -25
0
-3
103
จดเรมตนเปาหมาย

224
9.1.2 การเขยนโปรแกรมโดยใชคาวดแบบลกโซ (G91)
รปท 9.2 การใชคาวดแบบลกโซคาวดโคออดเนต X-40 Y-30 G91 หมายถง มดเคลอนทไปยงจดทตองการดวยคาวดทตอเนองจากจดใดๆ โดยไมวดระยะ
จากจดศนยชนงาน ตวอยาง การเขยนโปรแกรมโดยใชคาวดแบบลกโซ (G91)
หมายเหต - ทกครงทปลายมดเคลอนทถงจดแตละจด (P1,P2,P3) การนบระยะทางจะเรมตนใหมเปน X = 0 Y = 0 Z = 0 ณ ต าแหนงแตละจด - Simulator นนเมอตองการใช G91 ใหใชค าสง G90 กอนทกครง - ในเครองกดนอนจะมหลกการเหมอนกน เพยงแตเปลยนคา Y เปนคา Z
ต าแหนง ค าสง โคออดเนต P G X Y Z
P0-P1 P1-P2 P2-P3 P3-P4 P4-P5 P5-P6 P6-P7 P7-P1 P1-P0
90 00 01
00
0
70
50
0
-30
-5 0
25
55
0 -30
2 -3
100
จดเรมตนเปาหมาย

225
9.2 ล าดบขนในงาน ซ เอน ซ
ขนตอน ภาพประกอบ ก าหนดจดศนยชนงานหรอโปรแกรม
ก าหนดระยะโคออดเนต
เขยนแผนการท างานงานกด
เขยนแผนการใชเครองมอ
เขยนโปรแกรม
ปอนขอมลเขาเครองคอมพวเตอร
เผอขนาดรศมและความยาวเครองมอ
เผอระะท
ศทาง Z
-
เผอระยะทศ
ทาง Z
+
มดกด
ทคงไดศ
นย
คาเผอ
คาเผอ

226
9.3 การเขยนโปรแกรมงานกด ซ เอน ซ
รปท 9.3 แบบงานรองตว I และL ค าสง : ใหกดชนงานรองตว I และ L ตามแบบ ก าหนดให
- วสด St 37 - ขนาด Ø มดกด 10 มม.
จงก าหนด - จดศนยชนงาน - แบงชนการกด - เขยนแผนการท างาน
9.3.1 ก าหนดจดศนยของชนงานและแบงขนตอนการท างาน เปนการยากและอาจจะเกด ขอผดพลาดได ถาเขยนโปรแกรมจากชนงานโดยตรงเลย จะตองก าหนดจดศนยของชนงานและแบงขนตอนการท างานในแบบใหเดนชดกอน
รปท 9.4 การก าหนดจดศนยของชนงาน
ภาพตด A-B
ภาพตด A-B

227
9.3.2 ขนตอนและการใชค าสงตางๆ ขนตอนการท างานทแบงตามแบบ จะน ามาพจารณาในตารางแผนการท างาน เพอใหเครองจกรท างานตามขนตอนและใชค าสงตางๆ ไดเหมาะสมถกตองโดยไมผดพลาด
หมายเหต ก าหนดใหความลกในการกดสงสด 7 มม.
รปท 9.5 การแบงขนตอนการท างาน
ภาพตด A-B
228
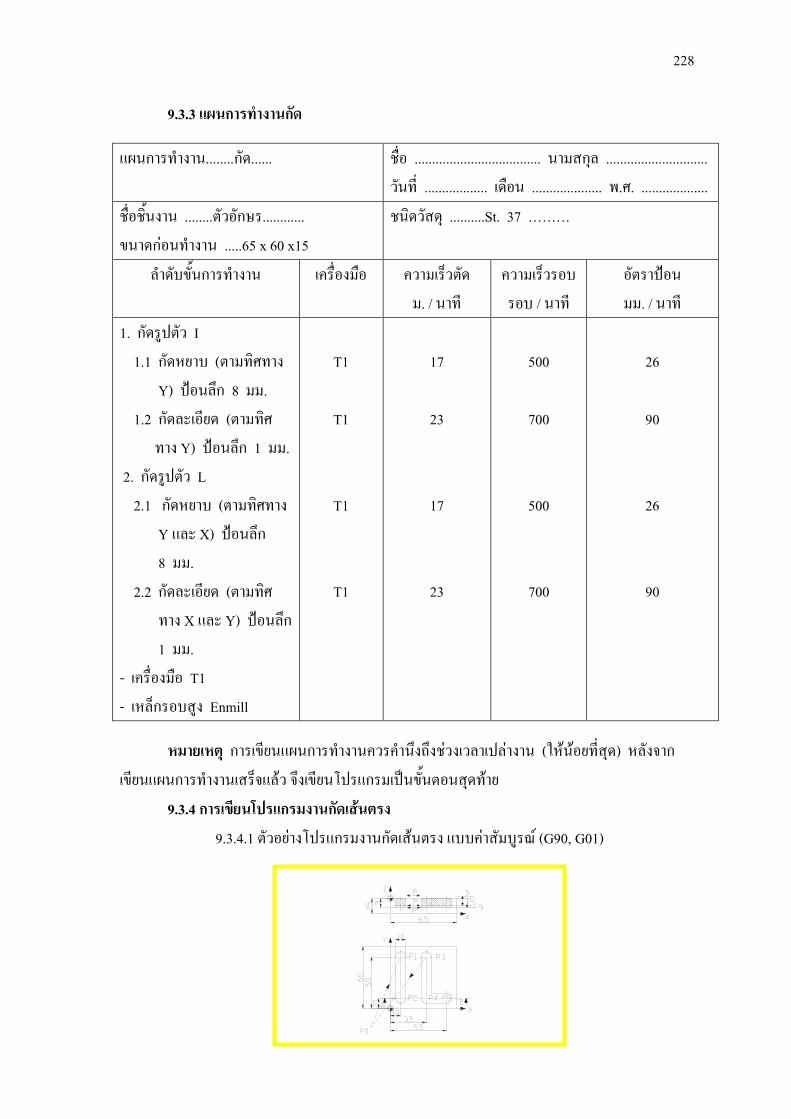
9.3.3 แผนการท างานกด
แผนการท างาน........กด...... ชอ .................................... นามสกล ............................. วนท .................. เดอน .................... พ.ศ. ...................
ชอชนงาน ........ตวอกษร............ ขนาดกอนท างาน .....65 x 60 x15
ชนดวสด ..........St. 37 ………
ล าดบขนการท างาน เครองมอ ความเรวตด ม. / นาท
ความเรวรอบ รอบ / นาท
อตราปอน มม. / นาท
1. กดรปตว I 1.1 กดหยาบ (ตามทศทาง Y) ปอนลก 8 มม. 1.2 กดละเอยด (ตามทศ ทาง Y) ปอนลก 1 มม. 2. กดรปตว L 2.1 กดหยาบ (ตามทศทาง Y และ X) ปอนลก 8 มม. 2.2 กดละเอยด (ตามทศ ทาง X และ Y) ปอนลก 1 มม. - เครองมอ T1 - เหลกรอบสง Enmill
T1
T1
T1
T1
17
23
17
23
500
700
500
700
26
90
26
90
หมายเหต การเขยนแผนการท างานควรค านงถงชวงเวลาเปลางาน (ใหนอยทสด) หลงจากเขยนแผนการท างานเสรจแลว จงเขยนโปรแกรมเปนขนตอนสดทาย
9.3.4 การเขยนโปรแกรมงานกดเสนตรง 9.3.4.1 ตวอยางโปรแกรมงานกดเสนตรง แบบคาสมบรณ (G90, G01)

229
ค าสง : ใหกดรองตรงตว I และ L ก าหนดให
- วสด St. 37 - ขนาด Ø มดกด 10 มม.
จงเขยนโปรแกรมแบบคาสมบรณใหถกตอง
Position P N G X Y Z F S T M P0 - - - - > P1 P1 -------- > P’1 P’1 -------- > P’2 P’2 -------- > P”2 P”2 -------- > P”1 P” 1 - - - - > P1 P 1 - - - - > P3 P 3 -------- > P’3 P ’3 -------- > P’4 P ’4 -------- > P’5 P’ 5 -------- > P”5 P”5 -------- > P”4 P”4 -------- > P”3 P” 3 - - - - > P3 P3 - - - - > P0
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15
00 01
00
01
00
10
35
55
35
-30
50
10
50
10
50
-30
3 -7
-9
3
-7
-9
3 100
26
90
26
90
500
700
500
700
1 13
30
หมายเหต สญลกษณ - - - - > เปนการเคลอนทเรว -------- > เปนการเคลอนท ตามอตราปอน
9.3.4.2 ตวอยางโปรแกรมงานกดเสนตรง แบบคาลกโซ (G91, G01)
ภาพตด A-B

230
ค าสง : ใหกดรองตรงตว I และ L ก าหนดให - วสด St. 37 - ขนาด Ø มดกด 10 มม. จงเขยนโปรแกรมแบบคาลกโซใหถกตอง
Position P N G X Y Z F S T M P0 -------- >P1 P1 -------- > P’1 P1 -------- > P’2 P’2 -------- > P”2 P”2 -------- > P”1 P” 1 - - - - > P1 P 1 - - - - > P3 P 3 -------- > P’3 P ’3 -------- > P’4 P ’4 -------- > P’5 P’ 5 -------- > P”5 P”5 -------- > P”4 P”4 -------- > P”3 P” 3 - - - - > P3 P3 - - - - > P0
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15
91 01
00
01
00
10
25
20
-20
-65
50
-40
40
-40
40
-80
3 -7
-2
12
-7
-2
12 9
26
90
26
90
500
700
500
700
1 13
30
9.4 การเขยนโปรแกรมงานกดเสนโคงของวงกลม ดวยค าสง G02 , G03 9.4.1 วธการปอนโปรแกรมงานกดเสนโคงของวงกลม แบบคาสมบรณ ก. งานกดตง
รปท 9.6 งานกดตง กดเสนโคงของวงกลม แบบคาสมบรณ

231
N….G90 N….G02 X50 Y40 I35 J40 I มระยะและทศทางขนานกบแนวแกน X ( ---> C) J มระยะและทศทางขนานกบแนวแกน Y ( ---> C) N….G03 X30 Y0 I50 J0 X , Y คอ คาทจดโคออดเนตสดทายของสวนโคง (E) I , J คอ ต าแหนงจดศนยกลางของสวนโคง (C) ตามแนวแกน X ,Y I , J คดระยะทางจากจดศนยชนงาน ( ) ถงจดศนยกลางของสวนโคง (C) ทขนานกบ
แนวแกน X ,Y ข. งานกดนอน N….G90 N….G02 X50 Z15 I35 K15 I มระยะและทศทางขนานกบ
แนวแกน X ( S ---> C) K มระยะและทศทางขนานกบ
แนวแกน Z ( S ---> C) N….G03 X30 Z55 I50 K55 รปท 9.7 งานกดนอน กดเสนโคงของวงกลม แบบคาสมบรณ
X , Z คอ คาทจดโคออดเนตสดทายของสวนโคง (E) I , K คอ ต าแหนงจดศนยกลางของสวนโคง (C) ตามแนวแกน X , Z I , K คดระยะทางจากจดศนยชนงาน ( ) ถงจดศนยกลางของสวนโคง (C) ทขนานกบ
แนวแกน X , Z I , J , K จะมเครองหมายเปน “+” เมอมทศทางจากจด ถง C ตามแนวแกน X , Y , Z
และจะมเครองหมายเปน “-” เมอมทศทางจากจด ถง C สวนทางกบแนวแกน X , Y , Z

232
9.4.2 วธการปอนโปรแกรมงานกดเสนโคงของวงกลมแบบคาลกโซ ก. งานกดตง
รปท 9.8 งานกดตง กดเสนโคงของวงกลม แบบคาลกโซ N….G91 N….G02 X15 Y-15 I0 J-15 I มระยะและทศทางขนานกบแนวแกน X ( S ---> C) J มระยะและทศทางขนานกบแนวแกน Y ( S ---> C) N….G03 X-20 Y-20 I0 J-20 X , Y คอ คาทจดโคออดเนตสดทายของสวนโคง (E) I , J คอ ต าแหนงจดศนยกลางของสวนโคง (C) ตามแนวแกน X ,Y I , J คดระยะทางจากจดเรมตน (S ) ถงจดศนยกลางของสวนโคง (C) ทขนานกบ
แนวแกน X , Y ข. งานกดนอน N….G91 N….G02 X15 Z15 I0 K15 I มระยะและทศทางขนานกบ
แนวแกน X ( S ---> C) K มระยะและทศทางขนานกบ
แนวแกน Z ( S ---> C) N….G03 X-20 Z20 I0 K20
รปท 9.9 งานกดนอน กดเสนโคงของวงกลม แบบคาลกโซ
X , Z คอ คาทจดโคออดเนตสดทายของสวนโคง (E) I , K คอ ต าแหนงจดศนยกลางของสวนโคง (C) ตามแนวแกน X , Z I , K คดระยะทางจากจดศนยชนงาน (S ) ถงจดศนยกลางของสวนโคง (C) ทขนานกบ
แนวแกน X , Z

233
I , J , K จะมเครองหมายเปน “+” เมอมทศทางจากจด S ถง C ตามแนวแกน X , Y , Z และจะมเครองหมายเปน “-” เมอมทศทางจากจด S ถง C สวนทางกบแนวแกน X , Y , Z
หมายเหต : คา I , J , K ในชดซอฟแวรของบรษท Keller สามารถก าหนดเปนคาวดแบบสมบรณ หรอแบบลกโซเมอเลอกใชค าสง G02 และ G03
9.4.3 ตวอยางโปรแกรมงานกดเสนโคงของวงกลม แบบคาสมบรณ ดวย G02 , G03
N G X Y Z I J F S T M - - - - > P1 P1 - - - - - > P’1 P’1 - - - - - > P’2 P’2 - - - - - > P’3 P’3 - - - - - > P’4 P’4 - - -> P4
1 2 3 4 5 6
00 01 02 01 02 00
54
25
54
25
30.385 50
55.385
3 -5 3
40
40
30.385
50
26
500
1 3
N G X Y Z I J F S T M P 4 - - -> P5 P 5 - - - - - > P’5 P ’5 - - - - - > P’6 P ’6 - - - - - > P’7 P’ 7 - - - - - > P’8 P’8 - - - > P8 P8 - - - >
1 2 3 4 5 6 7
00 01 03 01 03 00 00
114
85
114
-30
50 30.385
25
-30
-5 3
100
100
100
50
30.385
30

234
9.5 การเขยนโปรแกรมงานเจาะรเปนวงกลม (Hole Circle – Drilling Cycle) 9.5.1 ตวอยางโปรแกรมงานเจาะรเปนวงกลม ดวยค าสง G01
ก าหนดให วสด St. 37 ขนาด Ø ดอกสวาน 5 มม. เจาะลก 6 มม. จงเขยนโปรแกรมงานเจาะรใหถกตอง
N G X Y Z I J F S T M - - - - > P1 P1 -------- > P’1 P’1 - - - - > P1 P1 - - - - > P2 P2 -------- > P’2 P’2 - - - - > P2 P 2 - - - - > P3 P 3 -------- > P’3 P ’3 - - - - > P3 P 3 - - - - > P4 P4 -------- > P’4 P’4 - - - - > P4 P4 - - - - > P5 P5 -------- > P’5 P’5 - - - - > P5 P5 - - - - > P6 P6 -------- > P’6 P’6 - - - - > P6 P6 - - - - >
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
00 01 00 00 01 00 00 01 00 00 01 00 00 01 00 00 01 00 00
50
40
20
10
20
40
-30
30
47.32
30
12.68
-30
2 -6 2
-6 2
-6 2
-6 2
-6 2
-6 2
100
26
500
1 3
30
ต าแหนงเรมตน=สดทาย ของเครองมอ
จดเรมเจาะท มม 0 องศา

235
9.5.2 การเขยนโปรแกรมงานเจาะเปนวงกลมดวยค าสง G77 (Hole Circle – Drilling Cycle)
ก าหนดให วสด St 37 ขนาด Ø ดอกสวาน 5 มม. ค าสง G77 เจาะลก 6 มม.
จงเขยนโปรแกรมงานเจาะรปแบบครบวฎจกรใหถกตอง ** จากตวอยางโปรแกรมงานเจาะ โดยใช G01 นนจะเสยเวลาในการค านวณหาระยะและเขยน โปรแกรมมาก จงมค าสงพเศษโดยใช G77 ซงมความหมายดงตอไปน
G77 X20 (Y) Z-10 I0 J6
โปรแกรมงานเจาะรแบบครบวฎจกรดวยค าสง G77
N G X Y Z I J F S T M - - - - > P1 P 1 -------- > P6 P 6 - - - - >
1 2 3
00 77 00
30 20 -30
30
-30
2 -10 100
0
6
26
500
1 3
30
หมายเหต : งานเจาะรเปนวงกลมดวยค าสง G77 จะตองรต าแหนงของจดศนยกลางของ วงกลมกอนเสมอ
ความลกเจาะ 10 มม.
รศมวงกลมเจาะ 20 มม.
จ านวนรเจาะ 6 ร
จดเรมตนเจาะทมม 0 องศา
ต าแหนงเรมตน=สดทาย ของเครองมอ
จดเรมเจาะท มม 0 องศา

236
9.6 การเขยนโปรแกรมงานกดพอกเกต (Pocket) 9.6.1 ตวอยางโปรแกรมงานกดพอกเกต ดวยค าสง G01
N G X Y Z I J F S T M - - - - > P1 P 1 -------- > P’1 P ’1 -------- > P’2 P ’2 -------- > P’3 P ’3 -------- > P’4 P ’4 -------- > P’1 P ’1 -------- > P’5 P ’5 -------- > P’6 P ’6 - - - - > P6 P 6 - - - - >
1 2 3 4 5 6 7 8 9
10
00 01 01 01 01 01 01 01 00 00
25
65
25
65
-30
20
45
20
35
-30
3 -5
3 100
26
500
1 13
30
** เนองจากการกดดวย G01 ตองเสยเวลาในการค านวณหาระยะและเขยนโปรแกรมมากจงม ค าสงพเศษโดยใชค าสง G87 ซงมความหมายดงน G87 X60 Y50 Z-10 I5
ความลกกดแตละครง ความลกของพอกเกต
ความยาวของพอกเกตตามแนวแกน Y
ความยาวของพอกเกตตามแนวแกน X

237
9.6.2 ตวอยางโปรแกรมงานกดพอกเกตแบบครบวฏจกรดวยค าสง G87
N G X Y Z I J F S T M - - - - > C P’1 -------- > P6 P’6 - - - - > P6 P6 - - - - >
1 2 3 4
00 87 00 00
45 60
-30
35 50
-30
3 -10 2
100
5
26
500
1 3
30
หมายเหต : งานกดพอกเกตแบบครบวฏจกรดวยค าสง G87 จะตองรต าแหนงจด ศนยกลางของพอกเกตกอนเสมอ
9.7 การเขยนโปรแกรมการเผอระยะของเครองมอตด (Tools Compensation) 9.7.1 การเผอระยะรศมของเครองมอตด (Compensation on Contour)
การเผอระยะรศม เผอขนาดมดกด
รปท 9.10 การเผอระยะรศมของเครองมอตด
ขนาดชนงานทตองการไมเผอขนาดมดกด
เผอขนาดมดกด

238
ถาตองการกดชนงานตามภาพใหไดขนาด 40 x 68 ตามจดโคออดเนต P1………P4 โดยไมมการเผอระยะรศมของมดกด ขนาดของชนงานจะเลกกวาขนาดทตองการ คาทผดพลาดสามารถแกไขไดโดย 1. ค านวณคาโคออดเนตของจด P1………P4 โดย 2. ปอนคารศมมดเขาในโปรแกรมซง การบวกหรอลบดวยคารศมมด แลวปอนคาทได ซงจะมการเผอระยะรศมมด โดย เขาในโปรแกรม อตโนมต อาจจะมทงบวกหรอลบ และทส าคญอกอยางกคอ ตอง
ก าหนดทศทางของมดในการเดน กดชนงานดวยเสมอ
9.7.2 การเผอระยะความยาวของเครองมอตด (Paraxial Tool Compensation)
ไมมการเผอความยาวมดกด เผอความยาวของมดกด ไมมการเผอระยะความยาวของมดกด เผอระยะความยาวมดกด ในกรณทตองกดชนงานโดยใชมดทมความยาวเทากน - มดกดยาวมาก เผอระยะ มากกวา 1 อน ตามทศทาง Z+ - มดกดสนมาก เผอระยะตาม ทศทาง Z- ท านองเดยวกนกตองปอนคาเผอระยะความยาวมดและทศทางเขาในโปรแกรมเหมอนคาเผอระยะรศม
9.8 การเขยนโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตด (Contouring) 9.8.1 ตวอยางโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตด (Contouring) ดวยค าสง G01 ก าหนดให ขนาดมดกด Ø 18 มม. วสดเหลกหลอ กดลก 6 มม. จงเขยนโปรแกรมงานกด โดยการเผอระยะรศมของ เครองมอตด (Contouring) ใหถกตอง
เผอระะท
ศทาง Z
-
เผอระยะทศ
ทาง Z
+
มดกด
ทคงไดศ
นย
คาเผอ
คาเผอ
ต าแหนงเพลาจบมดกด

239
** N G X Y Z F S T M - - - - > P1 P 1 -------- > P’1 P ’1 -------- > P’2 P ’2 -------- > P’3 P ’3 -------- > P’4 P ’4 -------- > P’5 P ’5 -------- >
1 2 3 4 5 6 7
00 01 01 01 01 01 00
6
144
0 -30
0
94
6
-30
2 -6
100
26
500
1 13
30 ** จากตวอยางมปญหาทยงยากในการค านวณเผอระยะรศมมดกด ดงนนจงไดมค าสงพเศษในการเผอระยะรศมของมดกดดงกลาวโดยใช G41, G42 และ G40 ความหมายของค าสง G41 : มดกดอยทางดานซายของชนงาน G42 : มดกดอยทางดานขวาของชนงาน G40 : ยกเลกค าสง G41 , G42
หมายเหต : การเดนมดกดจากจดเรมตนของมดจะเปนเสนโคงสมผสกบผวงานทจดเรมตน โปรแกรมโดยอตโนมต
จดเรมเขาของมดกดจดเรมตนโปรแกรม
แนวเสนศนยกลาง การเดนมดกด

240
9.8.2 ตวอยางโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตดดวยค าสง G41, G42, G40
เมอใชค าสง G41 / G42 จะสามารถเขยนโปรแกรม จากแบบงานทก าหนดไวไดเลยโดยไมตองค านวณเผอคารศมมดกด
ค าสง G41 , G40
N G X Y Z F S T M - - - - > P 0 -------- > P1 P 1 -------- > P’1 P ’1 -------- > P’2 P ’2 -------- > P’3 P ’3 -------- > P’4 P ’4 -------- > P’5 ยกเลกค าสง G41 P ’5 - - - - > P0
1 2 3 4 5 6 7 8 9
00 41 01 01 01 01 01 40 00
15
135
0
-30
15
85
15
-30
2
-6
100
26 500 1 13
30

241
ค าสง G42 ,G40 N G X Y Z F S T M - - - - > P 0 -------- > P1 P 1 -------- > P’1 P ’1 -------- > P’4 P ’4 -------- > P’3 P ’3 -------- > P’2 P ’2 -------- > P’6 ยกเลกค าสง G42 P ’6 - - - - > P0
1 2 3 4 5 6 7 8 9
00 42 01 01 01 01 01 40 00
15
135
15
-30
15
85
0
-30
2
-6
100
26 500 1 13
30
9.9 การเขยนโปรแกรมงานกด 3 แกน (3 Dimension Milling) ตวอยางโปรแกรมงานกด 3 แกนดวยค าสง G01
ก าหนดให - วสดอลมเนยม - ขนาด Ø มดกด 10 มม. - ใชค าสง G01 จงเขยนโปรแกรมงานกด 3 แกน ใหถกตอง
ภาพตด A-B

242
N G X Y Z F S T M P0 - - - - > P1 P 1 -------- > P’1 P ’1 -------- > P’2 P ’2 - - - - > P2 P 2 - - - - > P0
1 2 3 4 5
00 01 01 00 00
20
40
-30
10
60
-30
2 -4 -8
100
26
500
5 3
30
9.10 การเขยนโปรแกรมงานกดประสมดวยค าสง G00 , G01 , G02 , G03 , G41 / G42 , G40 ,G77 , G87 - ความลกของรเจาะ = 7 มม. - ความลกกดรอบ = 10 มม. - ความลกของรองสเหลยม (Pocket) = 15 มม. - ขนาดเสนผาศนยกลางมดกด 10 และ 20 มม. - ขนาดเสนผาศนยกลางดอกสวาน 8 และ 16 มม. จงเขยนแผนการท างานและโปรแกรมค าสงส าหรบกดชนงานนใหถกตอง วสด : อลมเนยม
N G X Y Z I J F S T M 1 2 3 4 5 6 7 8
00 41 01 01 02 01 02 01
7.5
22.5 187.5 202.5
-2
77.5 92.5
77.5 7.5
3
-10
22.5
187.5
77.5
77.5
40 500 2 3

243
โปรแกรมค าสงกดประสมดวยค าสง G00 , G01 , G02 , G03 , G41/G42 , G40 , G77 , G87
N G X Y Z I J F S T M 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23
01 03 01 01 40 01 00 00 00 87 00 00 77 00 00
180.803 149.197
22 7.5
195
165 50
60 30
-30
22
50 50
50
-30
30
3
-15 3
-7 3
100
165
10
0
-18
6
29
550
3
7
5 3
5
3 5
30
244
สรปหนวยการเรยนรท 10
า ว า างา ง ง ซ เอน ซ ง า า ง ง างา ง ว า ง า การเขยนโปรแกรมโดยใชคาวด แบบสมบรณและลกโซ (G90 , G91) การเขยนโปรแกรมงานกด ซ เอน ซ การเขยนโปรแกรมงานกดดวยค าสง G00 , G01 การเขยนโปรแกรมงานกดเสนโคงของวงกลม ดวยค าสง G02 , G03 การเขยนโปรแกรมงานเจาะรเปนวงกลม การเขยนโปรแกรมงานกดพอกเกต การเขยนโปรแกรมการเผอระยะของเครองมอตด การเขยนโปรแกรมงานกดโดยการเผอระยะรศมของเครองมอตด การเขยนโปรแกรมงานกด 3 แกน การเขยนโปรแกรมงานกดประสมดวยค าสง G00 , G01 , G02 , G03 , G41 , G42 , G40 , G77 , G87

245
แบบทดสอบกอนเรยน - หลงเรยน หนวยการเรยนท 9 การเขยนโปรแกรมงานกด
1. จงเขยนโปรแกรมแบบคาสมบรณและแบบคาลกโซ โดยก าหนดคาโคออดเนตของจด P1 ถง P10 ในตารางงานตอไปนใหถกตอง (ความลกกด 5 มม.)
คาวด แบบคาสมบรณ แบบคาลกโซ ต าแหนง G X Y Z G X Y Z
P0 - - - > P1
P1 -------- > P2 P2 -------- >P3 P3 -------- >P4 P4 -------- >P5 P5 -------- >P6 P 6 -------- >P7 P 7 -------- >P8 P 8 -------- >P9
P 9 -------- >P10 P10 -------- > P1 P1 - - - > P0

246
2. จงเรยงล าดบขนตอนการเขยนโปรแกรม โดยใสหมายเลข 1 , 2 , 3 ,.......................... ตามล าดบ ขนตอนการท างานใหถกตอง ..................... 2.1 เลอกความลกและแบงชนการปอนลก ..................... 2.2 ก าหนดจดศนยของชนงานตามแบบ ..................... 2.3 เขยนแผนการท างาน ..................... 2.4 เขยนโปรแกรม ..................... 2.5 เลอกความเรวตด , ความเรวรอบ , อตราปอน
3. จากภาพงานกดรองโคงตอไปน ถาเปนงานกดตง จงเขยนโปรแกรมโดยใชค าสง G02 , G03 ใหถกตอง
3.1 ตามคาวดแบบสมบรณ
ต าแหนง ค าสง X Y Z I J ก. D ------>C ข. B ------->A

247
3.2 ตามคาวดแบบลกโซ
ต าแหนง ค าสง X Y Z I J ก. A ------>B ข. C ------->D
3.3 คาวดแบบสมบรณ ก. X, Y คอ ....................................................................................................................
ข. I, J, K คอ ....................................................................................................................
ค. I, J, K คดระยะทางจาก....................................................................................................................
ง. I, J, K จะมเครองหมาย “ - ” เมอ ....................................................................................................................
3.4 คาวดแบบลกโซ ก. I, J, K คดระยะทางจาก
...................................................................................................................
................................................................................................................... ข. I, J, K จะมเครองหมาย “ + ” เมอ
...................................................................................................................
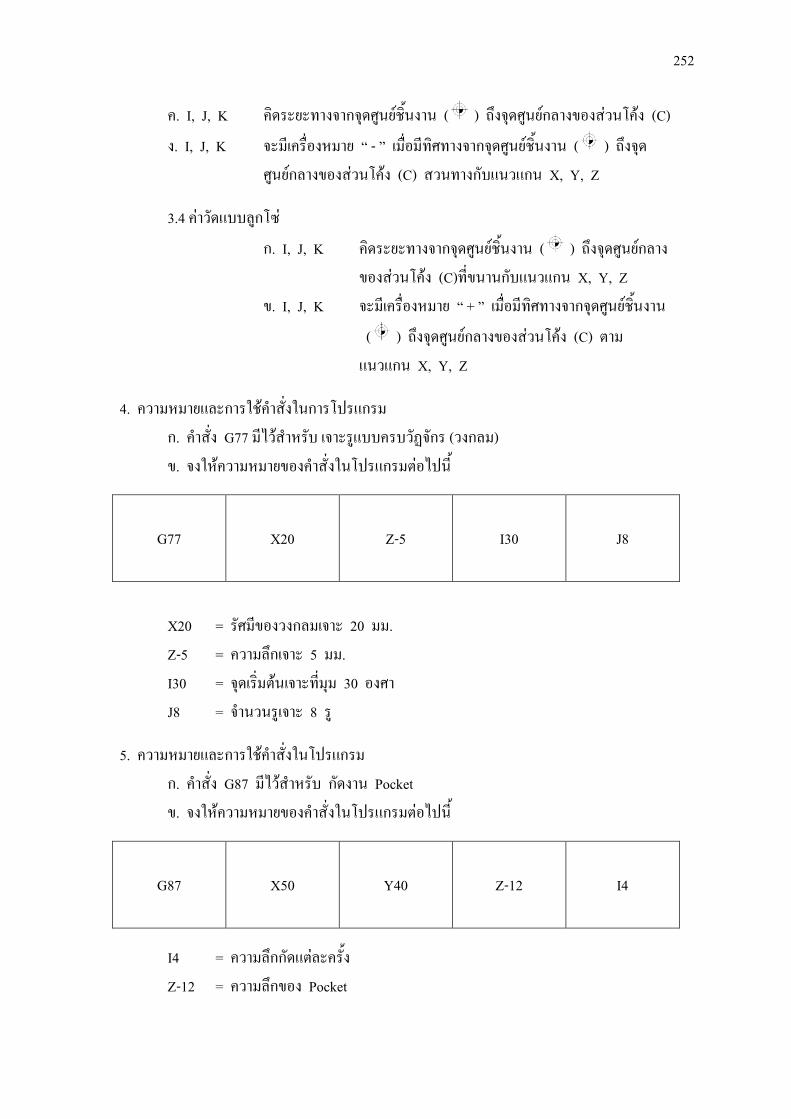
................................................................................................................... 4. ความหมายและการใชค าสงในการโปรแกรม ก. ค าสง G77 มไวส าหรบ เจาะรแบบครบวฏจกร (วงกลม) ข. จงใหความหมายของค าสงในโปรแกรมตอไปน
G77 X20 Z-5 I30
J8
X20 = ................................................................................... Z-5 = ................................................................................... I30 = ................................................................................... J8 = ...................................................................................

248
5. ความหมายและการใชค าสงในโปรแกรม ก. ค าสง G87 มไวส าหรบ กดงาน Pocket ข. จงใหความหมายของค าสงในโปรแกรมตอไปน
G87 X50 Y40 Z-12
I4
I4 = ................................................................................... Z-12 = ................................................................................... Y40 = ...................................................................................
X50 = ...................................................................................
6. การเผอขนาดของมดกด จงกาเครองหมาย , หนาขอความตอไปน ............ 1. การเผอระยะขนาดของมดกด จะคดเฉพาะรศมของมดเทานน ............ 2. ถาไมมการเผอขนาดรศมมดกด จะท าใหขนาดโตกวาทก าหนดเลกนอย ............ 3. ความยาวของมดกด จะตองก าหนดในทศทาง Z ทกครง ............ 4. ถาใชมดกดเพยง 1 อน ตองมการเผอรศมและความยาวมดกด ............ 5. คาเผอรศมคอ ผลบวกของ P1 หรอ P ใด ๆ กบรศมของมดกด ............ 6. การปอนคารศมเขาโปรแกรมไมตองก าหนดทศทางของมดกด ............ 7. ถามดกดมความยาวนอย ใหเผอระยะตามทศทาง Z+
7. ก. จงเตมค าสง G41, G42 ลงใน [ ] ของรปภาพดานลางใหถกตอง ก. G………………ข. G............ ค. G………………ง. G………………
ง.ค.
ข.ก.

249
ข. ค าสง G41 และ G42 ใชส าหรบแกปญหาทยงยากในการค านวณเผอ ………………………………………………………………………………….
ค. ค าสงทใชส าหรบยกเลกค าสง G41 และ G42 คอ …………………………………………………………………………………

250
เฉลยแบบทดสอบกอนเรยน - หลงเรยน หนวยการเรยนท 9 การเขยนโปรแกรมงานกด
1. จงเขยนโปรแกรมแบบคาสมบรณและแบบคาลกโซ โดยก าหนดคาโคออดเนตของจด P1 ถง P10 ในตารางงานตอไปนใหถกตอง (ความลกกด 5 มม.)
คาวด แบบคาสมบรณ แบบคาลกโซ ต าแหนง G X Y Z G X Y Z
P0 - - - > P1
P1 -------- > P2 P2 -------- >P3 P3 -------- >P4 P4 -------- >P5 P5 -------- >P6 P 6 -------- >P7 P 7 -------- >P8 P 8 -------- >P9
P 9 -------- >P10 P10 -------- > P1 P1 - - - > P0
90 00
01 01 01 01 01 01 01 01 01 01 00
0
20
50
90
0
-20
-3
0 10
0
20
40
0 -20
0
-5
100
90 00 91 01 01 01 01 01 01 01 01 01 01 00
0
20
30
40
-90
-20
0
3 10
-10
20
20
-43 -20
0
-5
105

251
2. จงเรยงล าดบขนตอนการเขยนโปรแกรม โดยใสหมายเลข 1 , 2 , 3 ,.......................... ตามล าดบ ขนตอนการท างานใหถกตอง ...........2.......... 2.1 เลอกความลกและแบงชนการปอนลก ............1......... 2.2 ก าหนดจดศนยของชนงานตามแบบ ............4......... 2.3 เขยนแผนการท างาน ............5......... 2.4 เขยนโปรแกรม ............3......... 2.5 เลอกความเรวตด , ความเรวรอบ , อตราปอน
3. จากภาพงานกดรองโคงตอไปน ถาเปนงานกดตง จงเขยนโปรแกรมโดยใชค าสง G02 , G03 ใหถกตอง
3.3 ตามคาวดแบบสมบรณ
ต าแหนง ค าสง X Y Z I J ก. D ------>C G02 25 30 35 30 ข. B ------->A G03 0 20 10 20
3.4 ตามคาวดแบบลกโซ ต าแหนง ค าสง X Y Z I J ก. A ------>B G02 10 10 10 0 ข. C ------->D G03 10 -10 10 0
3.3 คาวดแบบสมบรณ ก. X, Y คอ คาทจดโคออดเนตสดทายของสวนโคง (E) ข. I, J, K คอ ต าแหนงจดศนยกลางสวนโคง (C) ตามแนวแกน X, Y, Z
252
ค. I, J, K คดระยะทางจากจดศนยชนงาน ( ) ถงจดศนยกลางของสวนโคง (C) ง. I, J, K จะมเครองหมาย “ - ” เมอมทศทางจากจดศนยชนงาน ( ) ถงจด
ศนยกลางของสวนโคง (C) สวนทางกบแนวแกน X, Y, Z
3.4 คาวดแบบลกโซ ก. I, J, K คดระยะทางจากจดศนยชนงาน ( ) ถงจดศนยกลาง
ของสวนโคง (C)ทขนานกบแนวแกน X, Y, Z ข. I, J, K จะมเครองหมาย “ + ” เมอมทศทางจากจดศนยชนงาน
( ) ถงจดศนยกลางของสวนโคง (C) ตาม แนวแกน X, Y, Z
4. ความหมายและการใชค าสงในการโปรแกรม ก. ค าสง G77 มไวส าหรบ เจาะรแบบครบวฏจกร (วงกลม) ข. จงใหความหมายของค าสงในโปรแกรมตอไปน
G77 X20 Z-5 I30
J8
X20 = รศมของวงกลมเจาะ 20 มม.
Z-5 = ความลกเจาะ 5 มม. I30 = จดเรมตนเจาะทมม 30 องศา J8 = จ านวนรเจาะ 8 ร
5. ความหมายและการใชค าสงในโปรแกรม ก. ค าสง G87 มไวส าหรบ กดงาน Pocket ข. จงใหความหมายของค าสงในโปรแกรมตอไปน
G87 X50 Y40 Z-12
I4
I4 = ความลกกดแตละครง Z-12 = ความลกของ Pocket

253
Y40 = ความกวางของ Pocket X50 = ความยาวของ Pocket
6. การเผอขนาดของมดกด จงกาเครองหมาย , หนาขอความตอไปน
1. การเผอระยะขนาดของมดกด จะคดเฉพาะรศมของมดเทานน 2. ถาไมมการเผอขนาดรศมมดกด จะท าใหขนาดโตกวาทก าหนดเลกนอย 3. ความยาวของมดกด จะตองก าหนดในทศทาง Z ทกครง 4. ถาใชมดกดเพยง 1 อน ตองมการเผอรศมและความยาวมดกด 5. คาเผอรศมคอ ผลบวกของ P1 หรอ P ใด ๆ กบรศมของมดกด 6. การปอนคารศมเขาโปรแกรมไมตองก าหนดทศทางของมดกด 7. ถามดกดมความยาวนอย ใหเผอระยะตามทศทาง Z+
7. ก. จงเตมค าสง G41, G42 ลงใน [ ] ของรปภาพดานลางใหถกตอง ก. G41 ข. G42 ค. G41 ง. G41
ข. ค าสง G41 และ G42 ใชส าหรบแกปญหาทยงยากในการค านวณเผอ – ระยะรศม / ระยะ ความยาว – มดกด ค. ค าสงทใชส าหรบยกเลกค าสง G41 และ G42 คอ G40
ง.ค.
ข.ก.