![Nazi Art Looting Case Developments [Compatibility Mode] Compressed](https://static.fdocuments.us/doc/165x107/5584c9c4d8b42aeb138b4b66/nazi-art-looting-case-developments-compatibility-mode-compressed.jpg)
Nazi Art Looting Case Developments [Compatibility Mode] Compressed

A Weather Disaster Management (Baton Rouge, LA & Hurricane Sandy)
Group 5: Qingpei REN Xin LI Yapan LIU Yigang QIAN Ziyu MA


Reference: https://en.wikipedia.org/wiki/Hurricane_Sandy

Reference: https://www.google.com/maps/place/Baton+Rouge,+LA/@30.4968783,-91.5069376,9.82z/data=!4m5!3m4!1s0x86243867325f74cb:0x2123f1db91579a1d!8m2!3d30.4582829!4d-91.1403196

Reference: https://www.google.com/search?q=sandy+storm+baton+rouge+2012&newwindow=1&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjf86mTmZHSAhVHNSYKHUZaA1EQ_AUICigD&biw=1536&bih=735

Before(long time
period)
Before(short
time/after being
monitored)
-ing Emergency
response
After
Government
Storage shelter
Reinforce building
Picking the safety
place
Storage food
Storage boat(large
and small)
Storage barrier staff
River management
(Mississippi)
Emergency(medical
workers, fireman,
policeman, guard)
Education(facing
disaster, manoeuver)
Experiment
Evacuate
people(using car,
helicopter, boat)
River management
(drain away water)
Emergency(medical
workers, fireman,
policeman, guard)
Reinforce house
Food and other
staffs’ transportation
News report (inform
public)
Evaluate the disaster
Maintain electronic
and communication
running smoothly
River management
(drain away water)
Distribute food and
stuff
Emergency(medical
workers, fireman,
policeman, guard)
Rescue
Transport the
refugee and rescuer
Evaluate the disaster
Allocation
Red cross and the
other organization
(donation)
News report (inform
public)
Maintain electronic
and communication
running smoothly
River management
(drain away water)
Distribute food and
stuff
Rebuild house
Inform people back
to their home
News report
Physical and mental
help
Evaluate the disaster
Red cross and the
other organization
(donation)
News report (inform
public)
Insurance
Experiment

Monitoring hurricanes
Disaster resp onse training
Reserve basi c living suppl ies
Reinforced h ouses
Set flood pre vention obst acles
Clean street hazards
Build shelter s at high altit ude
Safe depart ment keep s afety
Transfer resi dents to shel ters Rescue victi
ms
Identify iden tity
Send to shel ter and recei ve basic livi ng stuffs
Send to hos pital and rec eive treatme nt
Infection dis eases preven tion and con trol
Collection of deceased rel ics
Treatment of corpses
A
A
Basic living fa cilities reconst ruction
Houses recons truction
Transport resi dents
Return collectio ns of victims to their families
Record data an d analyze
Prepare for t he next disas ter
No
Detected Yes
No
Yes Alive
Yes
Injured No
Beginning
End

Cost of Poor Quality
Process Internal Failure External Failure Appraisal Prevention
Monitoring the hurricane Equipment Failure
Technique Support
Reinforce Houses Lack Building Technique Training
Disaster Response Training Absence
The strength level
Periodic Education
Food Storage Storage equipment broken Theft Food storage
policy Periodic Check
Evacuation of People Time and WF shortage
Reluctant to evacuate How & Where
Search and Rescue
Time and WF shortage/Road blockage
Clear road blockage
Injury Judgment Wrong judgment The level of
injury Training
Provide Basic Living Needs
Expired food, shelter collapse Examination
Treatment of the Injured WF & Equipment shortage
Scramble for goods
Basic living standard
Transportation of Injuries Vehicle damage Examination
Disease Control
Drinking water polluted/Corps not well
dealt Refuse to follow
the rules Make
regulations
Rebuild Building Material/Techiques Surfering disater Strength of the
building


ase the cost)
Quality(Incre
Poor
Organizations
Media
Residents
Emergency
Rescue Department
Government
barrier
Poor quality of the
Failure
River management
monitoring system
Low accuracy of
Poor shelters’ quality
medicine
Not enough food and
failure
Medicine and storage
Insufficient equipments
Insufficient staff
Low efficiency staff
system failure
Communication
system failure
Power transmission
staff
Insufficient trained
technology
Out of dated
of the disaster
Insufficient awareness
knowledge
Insufficient self rescue
accuracy
efficiency and
Low forecast
Late news update
Insufficient funds
volunteers
Insufficient trained
Root - Cause Diagram

Six Sigma
Define
Measure
Analyze Improve
Control
Define (the problem and select the Project)
1. Not enough people to keep the order
2. Not enough small boats to rescue people
3. Poor quality of barrier for preventing floods
4. Some doctors are not capable for rescue the victims
5. Foods and shelters are not enough

Measure (identified Quality parameters using
specific methods)
• Verify the project needs
• Document the process
• List of possible X’s that impact Y
• Plan for data collection

Questions X Did not solve Y
Shortage of people keep order Looting, fighting, people get hurt even
killed, chaos.
Shortage of small boats to rescue
victims
Cannot transferred and rescue the
victims in time.
Poor quality barriers Cannot stop the flood, resulting in
water level increased and led to
secondary disaster.
Doctors cannot handle treatment tasks Cannot timely rescue the patient led to
life-long disability or even death.
Shortage of foods and shelters The victims do not get food and shelter,
cause robbery and fights and other
chaos incidents.
List of possible X’s that impact Y

Generate random data
Before After
101.774 101.072
100.338 101.596
101.655 100.409
100.686 99.837
99.712 100.317
100.086 100.080
98.704 100.094
98.939 102.056
99.206 99.059
99.355 98.272
101.613 101.755
100.626 100.128
101.065 101.256
98.111 99.804
98.618 100.008
100.012 99.639
100.922 100.099
100.396 99.511
99.983 100.365
99.420 100.209
Analyze(Generate random data, using
Minitab)
Data collection planning
ANOVA


AfterBefore
100.75
100.50
100.25
100.00
99.75
99.50
Data
Interval Plot of Before, After95% CI for the Mean
The pooled standard deviation is used to calculate the intervals.
AfterBefore
102
101
100
99
98
Data
Boxplot of Before, After

Improve (provide some solutions to the problem
detected)
Tools
Improvement strategy
Process FMEA
Design of experiments (DOE)
Benchmarking
Mistake proofing
Lean event

Poor quality of barrier for preventing floods
1. FMEA: Poor quality of barrier for preventing floods
2. DOE: Testing the performance of barrier materials
3. Improvement Strategy: According to degrees of
floods, prepare different level barrier materials
Example:
Control (the solutions and ensure their permanent
implementation)
Tools-5S
Sort
Set in order
Shine
Standardize
Sustain

For the problem of “Some doctors are not capable
for rescuing the victims” 1. Sort: Classify the doctors concentrating in different area
for emergency calling.
2. Set in order: Flow Chart of doctors for dealing with
emergency processes.
3. Shine: Put the criteria on the Remarkable Places
4. Standardize: Make check list to see whether all the
equipment and people are working well
5. Sustain: Rating system keep everyone understanding the
process
Example:


DOE (Design of experiments)

Row Time Temp Catalyst Yield
1 50 200 A 48.4665
2 20 200 A 45.1931
3 50 200 B 49.204
4 50 150 B 45.5991
5 20 150 A 42.7636
6 50 150 A 44.7592
7 20 200 B 44.7077
8 20 150 B 43.3937
9 50 200 A 49.0645
10 50 150 B 45.1531
11 50 200 B 48.672
12 20 200 B 45.3297
13 50 150 A 45.3932
14 20 150 B 43.0617
15 20 150 A 43.2976
16 20 200 A 44.8891
Objective: Perform a Complete DOE 2^3 Full Factorial design with the data above (notice, TWO replications per treatment) using, both of these methods and verify your similar results. 1. an Excel Spread Sheet 2. Minitab Regression model
Factor Low Level (-1) High Level (+1)
Time 20 50
Temp 150 200
Catalyst A B
Excel Spread Sheet (Full Factorial Design) Coding

A-Time B-Temp C-Catalyst AB AC BC ABC Y1 Y2
1 1 1 1 1 1 1 1 48.4665 49.0645 48.7655
2 -1 1 1 -1 -1 1 -1 45.1931 44.8891 45.0411
3 1 1 -1 1 -1 -1 -1 49.204 48.672 48.938
4 1 -1 -1 -1 -1 1 1 45.5991 45.1531 45.3761
5 -1 -1 1 1 -1 -1 1 42.7636 43.2976 43.0306
6 1 -1 1 -1 1 -1 -1 44.7592 45.3932 45.0762
7 -1 1 -1 -1 1 -1 1 44.7077 45.3297 45.0187
8 -1 -1 -1 1 1 1 -1 43.3937 43.0617 43.2277
Avg. @-1 44.07953 44.17765 45.64013 45.12803 45.59645 45.51588 45.57075
Avg. @1 47.03895 46.94083 45.47835 45.99045 45.52203 45.6026 45.54773
Effect 2.959425 2.763175 -0.16177 0.862425 -0.07442 0.086725 -0.02302
Estimate 1.479713 1.381588 -0.08089 0.431213 -0.03721 0.043363 -0.01151
Var @-1 0.109335 0.124532 0.122381 0.135022 0.107439 0.169628 0.110953
Var @1 0.155188 0.139991 0.142142 0.129501 0.157084 0.094895 0.15357
F 1.419376 1.124141 1.161467 0.959114 1.462072 0.559432 1.384106
RegCoef b1 b2 b3 ab b0
Estimat. 1.479713 1.381588 -0.08089 0.431213 45.55924
Regression Estimations
Run
Factors and Interactions Replicated response values
Avg.
Var. of Model 0.132261 StdDv 0.363677
Var. of Effect 0.033065 StdDv 0.181839
Degree of Freedom 16
Student T (0.025;DF) 2.472878
C.I. Half Width 0.449665
Factor A B C AB AC BC ABC
Significant? Yes Yes No Yes No No No
Criteria: Absolute value of Effect > C.I. Half Width
Excel DOE

Minitab DOE
A-Time B-Temp C-Catalyst Y StdOrder RunOrder Blocks CenterPt
1 1 1 48.4665 1 1 1 1
-1 1 1 45.1931 2 2 1 1
1 1 -1 49.204 3 3 1 1
1 -1 -1 45.5991 4 4 1 1
-1 -1 1 42.7636 5 5 1 1
1 -1 1 44.7592 6 6 1 1
-1 1 -1 44.7077 7 7 1 1
-1 -1 -1 43.3937 8 8 1 1
1 1 1 49.0645 9 9 1 1
-1 1 1 44.8891 10 10 1 1
1 1 -1 48.672 11 11 1 1
1 -1 -1 45.1531 12 12 1 1
-1 -1 1 43.2976 13 13 1 1
1 -1 1 45.3932 14 14 1 1
-1 1 -1 45.3297 15 15 1 1
-1 -1 -1 43.0617 16 16 1 1

QFD and VSM (Quality Function Deployment)

QFD-- How it works? 1.Quality Function Deployment methodology involves several sequential
phases. 2.During each phase one or more matrices are prepared. 3.Matrices help to plan and communicate critical product and process
planning and design information.

Trade-off
Correlation
Competition
Targets How much
Voice of Customer
Voice of Engineers

Value Stream Map (As a tool to Implement Lean Event)
1.Lean Event: More value with less work. 2.Lean Tools: VSM; 5S; Kanban; Takt Time… 3.Lean & 3 evil M’s: MUDA--Waste activities; MURA-- Inconsistent Use of
people; MURI-- Excessive demands on people/ processes. 4.Define VSM: The process for stored food to be disseminated.

Current VSM Future VSM
Implementation Plan in Steps
1. Hold training to clarify the concept of Lean process;
2. Constitute Group for collecting data for each process and to Analysis collected dat;

MSA (Measurement System Analysis)

Gage R&R Information Session We have three inspectors to detect the water level of the river, each of them detect the water level three times at the same time (8:00 AM, 16:00 PM, 00:00 AM), and compare them with the standard value. With these data, the Weather Forecast Office can decide to give Flood Warning or not. We choose some data from ten days and analyze this set of data, to find out if there are some factors can affect the results. We use a standard value of water level---25 feet.

Major Flood Stage: 40
Moderate Flood Stage: 38
Flood Stage: 35
Action Stage: 30
Flood Categories (in feet)

Day Monitor Measurement Monitor Measurement Monitor Measurement
1 A 2.9 B 0.8 C 0.4
1 A 4.1 B 2.5 C -1.1
1 A 6.4 B 0.7 C -1.5
2 A -5.6 B -4.7 C -13.8
2 A -6.8 B -12.2 C -11.3
2 A -5.8 B -6.8 C -9.6
3 A 13.4 B 11.9 C 8.8
3 A 11.7 B 9.4 C 10.9
3 A 12.7 B 13.4 C 6.7
4 A 4.7 B 0.1 C 1.4
4 A 5 B 10.3 C 2
4 A 6.4 B 2 C 1.1
5 A -8 B -5.6 C -14.6
5 A -9.2 B -12 C -10.7
5 A -8.4 B -12.8 C -14.5
6 A 0.2 B -2 C -2.9
6 A -1.1 B 2.2 C -6.7
6 A -2.1 B 0.6 C -4.9
7 A 5.9 B 4.7 C 0.2
7 A 7.5 B 5.5 C 0.1
7 A 6.6 B 8.3 C 2.1
8 A -3.1 B -6.3 C -4.6
8 A -2 B 0.8 C -5.6
8 A -1.7 B -3.4 C -4.9
9 A 22.6 B 18 C 17.7
9 A 19.9 B 21.2 C 14.5
9 A 20.1 B 21.9 C 18.7
10 A -13.6 B -16.8 C -14.9
10 A -12.5 B -16.2 C -17.7
10 A -13.1 B -15 C -21.6
DATA (In feet)
We can conclude that the factors of “Day” and “Inspector” can affect the results, there is no interaction between “Day” and “Inspectors”.
Gage R&R Study - ANOVA Method Two-Way ANOVA Table With Interaction Source DF SS MS F P Day 9 8836.19 981.799 492.291 0.000 Monitor 2 316.73 158.363 79.406 0.000 Day * Monitor 18 35.90 1.994 0.434 0.974 Repeatability 60 275.89 4.598 Total 89 9464.71 α to remove interaction term = 0.05 Two-Way ANOVA Table Without Interaction Source DF SS MS F P Day 9 8836.19 981.799 245.614 0.000 Monitor 2 316.73 158.363 39.617 0.000 Repeatability 78 311.79 3.997 Total 89 9464.71

1st 2nd 1st 2nd
1 go 1 go go 2 go go
2 no 1 no no 2 no no
3 no 1 no no 2 no no
4 no 1 no no 2 no no
5 no 1 no no 2 no no
6 no 1 no no 2 no no
7 no 1 no no 2 no no
8 no 1 no no 2 no no
9 no 1 no no 2 no no
10 no 1 no no 2 no no
11 no 1 no no 2 no no
12 no 1 no no 2 no no
13 no 1 no no 2 no no
14 no 1 no no 2 no no
15 go 1 go go 2 go go
16 go 1 go go 2 go no
17 go 1 no no 2 no go
18 no 1 no no 2 no no
19 go 1 go go 2 go go
20 no 1 no no 2 no no
ResultSample Attribute inspector inspector
Result
Attribute Agreement Analysis Information Session
We have 2 people to inspect the quality of the food, to evaluate each monitor’s capability we design an Attribute Agreement Analysis. In the data set below, we have 20 samples of a same kind of food and each inspector measure them twice.

21
100
95
90
85
80
75
70
Appraiser
Perc
en
t
95.0% CI
Percent
21
100
95
90
85
80
75
70
Appraiser
Perc
en
t
95.0% CI
Percent
Date of study:
Reported by:
Name of product:
Misc:
Assessment Agreement
Within Appraisers Appraiser vs Standard
We can conclude that Inspector 1 has a better capability in “Within Appraisers” and “Appraiser vs Standard”.

Acceptance Sampling Plan (Analysis of Food Safety in Disaster Management)

Project Review
Baton Rouge after the hurricanes and floods, the supply of daily consumables is critical. Our project is doing an acceptance sampling plan to check the quality of the foods.

Binomial Nomograph
n=225 C=16
Sampling Plan Parameters Lot size = 1500
AQL = 0.05
LTPD = 0.1
α = 0.05
β = 0.1
Acceptance sampling by attributes, the
results are “Good” or “Bad”.
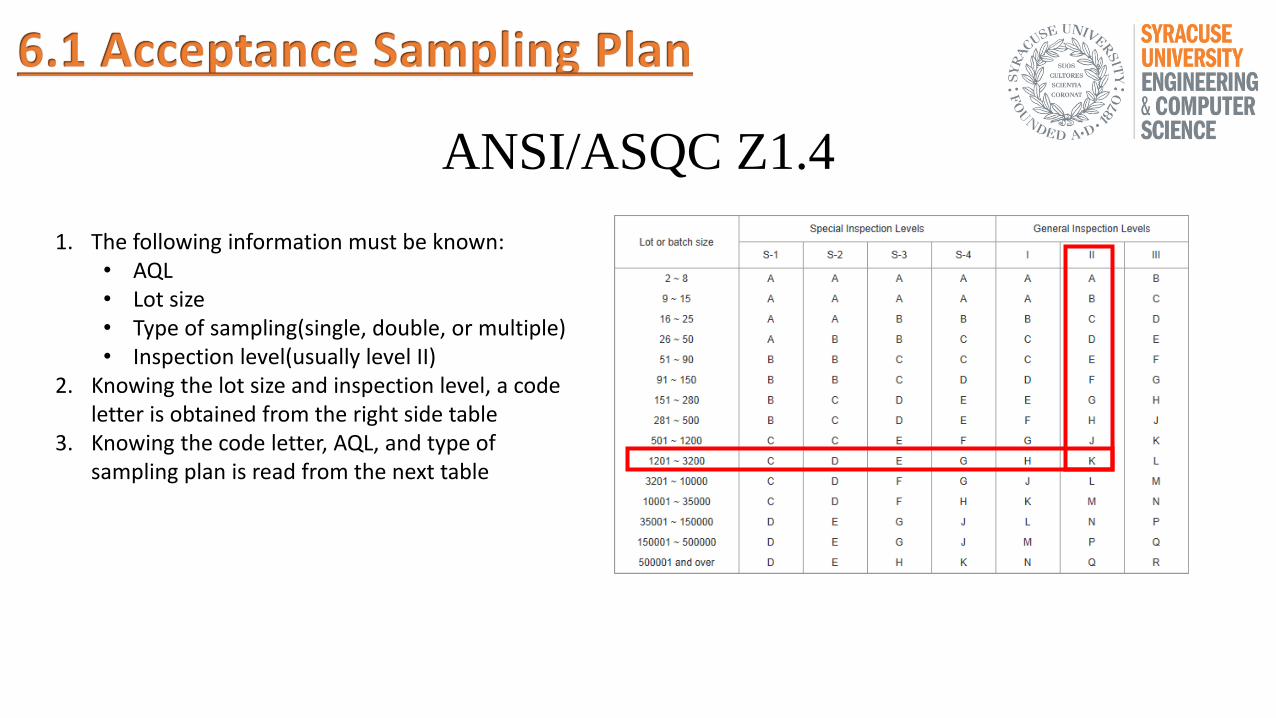
ANSI/ASQC Z1.4
1. The following information must be known: • AQL • Lot size • Type of sampling(single, double, or multiple) • Inspection level(usually level II)
2. Knowing the lot size and inspection level, a code letter is obtained from the right side table
3. Knowing the code letter, AQL, and type of sampling plan is read from the next table

Master table for normal inspection (single sampling)
n=125 c=12

Our Data
Binomial Binomial
n = 125 n = 225
c = 12 c = 16
PDPa
(Cumulative)AOQ
Average Total
Inspection
Pa
(Cumulative)AOQ
Average Total
Inspection0 1.000000 0.000000 125.0 1.000000 0.000000 225.0
0.01 1.000000 0.009167 126.0 1.000000 0.008500 226.0
0.02 0.999998 0.018333 126.0 0.999996 0.017000 226.0
0.03 0.999894 0.027497 126.0 0.999485 0.025487 226.0
0.04 0.998432 0.036609 128.0 0.990392 0.033673 238.0
0.05 0.989994 0.045375 139.0 0.939319 0.039921 303.0
0.06 0.962322 0.052928 177.0 0.803800 0.040994 476.0
0.07 0.901081 0.057819 262.0 0.591709 0.035207 746.0
0.08 0.799634 0.058640 401.0 0.367611 0.024998 1032.0
0.09 0.665182 0.054877 586.0 0.193076 0.014770 1254.0
0.1 0.516016 0.047301 791.0 0.086692 0.007369 1390.0
0.11 0.372988 0.037610 988.0 0.033740 0.003155 1457.0
0.12 0.251652 0.027682 1154.0 0.011536 0.001177 1486.0
0.13 0.158971 0.018944 1282.0 0.003506 0.000387 1496.0
0.14 0.094362 0.012110 1371.0 0.000957 0.000114 1499.0
0.15 0.052820 0.007263 1428.0 0.000237 0.000030 1500.0
0.16 0.027978 0.004103 1462.0 0.000053 0.000007 1500.0
0.17 0.014066 0.002192 1481.0 0.000011 0.000002 1500.0
0.18 0.006731 0.001111 1491.0 0.000002 0.000000 1500.0
0.19 0.003074 0.000535 1496.0 0.000000 0.000000 1500.0
0.2 0.001342 0.000246 1499.0 0.000000 0.000000 1500.0
0.21 0.000561 0.000108 1500.0 0.000000 0.000000 1500.0
0.22 0.000225 0.000045 1500.0 0.000000 0.000000 1500.0
0.23 0.000087 0.000018 1500.0 0.000000 0.000000 1500.0
0.24 0.000032 0.000007 1500.0 0.000000 0.000000 1500.0
0.25 0.000011 0.000003 1500.0 0.000000 0.000000 1500.0
OC Example OC Example

0.000000
0.100000
0.200000
0.300000
0.400000
0.500000
0.600000
0.700000
0.800000
0.900000
1.000000
0 0.05 0.1 0.15 0.2 0.25
% P
a (
Pro
bab
ility
of
Acc
epta
nce
)
% Pd ( Lot Percent Defective)
Operating Characteristic (OC) Curve
n=125, c=12
n=225, c=16

0.000000
0.010000
0.020000
0.030000
0.040000
0.050000
0.060000
0.070000
0 0.05 0.1 0.15 0.2 0.25 0.3
AO
Q (
Per
cen
t D
efec
ive)
Incoming Lot Percent Defective
Average Outgoing Quality (AOQ) Curve
n=125, c=12
n=225, c=16

0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0
1600.0
0 0.05 0.1 0.15 0.2 0.25 0.3
Ave
rage
To
tal I
nsp
ecti
on
% Pd ( Lot Percent Defective)
Average Total Inspection (ATI) Curve
n=125, c=12
n=225, c=16

Minitab Acceptance Sampling Acceptance Sampling by Attributes Measurement type: Number of defects Lot quality in defects per unit Lot size: 1500 Use Poisson distribution to calculate probability of acceptance Acceptable Quality Level (AQL) 0.05 Producer’s Risk (α) 0.05 Rejectable Quality Level (RQL or LTPD) 0.1 Consumer’s Risk (β) 0.1 Generated Plan(s) Sample Size 248 Acceptance Number 18 Accept lot if number of defects in 248 items ≤ 18; Otherwise reject. Defects Probability Probability Per Unit Accepting Rejecting AOQ ATI 0.05 0.951 0.049 0.03970 309.0 0.10 0.099 0.901 0.00822 1376.6 Average outgoing quality limit (AOQL) = 0.04165 at 0.05772 defects per unit.

0.000000
0.100000
0.200000
0.300000
0.400000
0.500000
0.600000
0.700000
0.800000
0.900000
1.000000
0 0.05 0.1 0.15 0.2 0.25
% P
a (
Pro
bab
ility
of
Acc
epta
nce
)
% Pd ( Lot Percent Defective)
Operating Characteristic (OC) Curve
n=125, c=12
n=225, c=16
n=248, c=18
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0
1600.0
0 0.05 0.1 0.15 0.2 0.25 0.3
Ave
rage
To
tal I
nsp
ecti
on
% Pd ( Lot Percent Defective)
Average Total Inspection (ATI) Curve
n=125, c=12
n=225, c=16
n=248, c=18
0.000000
0.010000
0.020000
0.030000
0.040000
0.050000
0.060000
0.070000
0 0.05 0.1 0.15 0.2 0.25 0.3
AO
Q (
Per
cen
t D
efec
ive)
Incoming Lot Percent Defective
Average Outgoing Quality (AOQ) Curve
n=125, c=12
n=225, c=16
n=248, c=18

TEST Sampling Plan in Minitab MTB > Random 225 'TEST-0.05'; SUBC> Bernoulli 0.05. MTB > PRINT C1 Data Display TEST-0.05 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 0 0 0 0 0 0 0 0 0 1 MTB > SUM C1 Sum of TEST-0.05 Sum of TEST-0.05 = 12
MTB > Random 225 'TEST-0.04'; SUBC> Bernoulli 0.04. MTB > PRINT C2 Data Display TEST-0.04 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 MTB > SUM C2 Sum of TEST-0.04 Sum of TEST-0.04 = 8
n=225, c=16

MTB > Random 225 'TEST-0.1_1'; SUBC> Bernoulli 0.1. MTB > PRINT C3 Data Display TEST-0.1_1 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 1 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 1 0 1 0 0 0 0 1 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 1 1 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 MTB > SUM C3 Sum of TEST-0.1_1 Sum of TEST-0.1_1 = 20
MTB > Random 225 'TEST-0.1_2'; SUBC> Bernoulli 0.1. MTB > PRINT C4 Data Display TEST-0.1_2 0 0 0 0 0 0 1 1 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 1 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 0 0 0 0 1 0 0 0 0 1 0 0 0 1 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 1 0 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 0 0 0 0 0 1 0 0 0 0 1 0 1 0 0 0 0 0 1 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 0 0 0 0 0 0 0 0 MTB > SUM C4 Sum of TEST-0.1_2 Sum of TEST-0.1_2 = 30
n=225, c=16 TEST Sampling Plan in Minitab

Economic of Inspection • N = number of items in lot
• n = number of items in sample
• p = proportion defective in lot
• A = damage cost incurred if a defective slips through inspection
• I = inspection cost per item
• Pa = probability that lot will be accepted by sampling plan
• The break-even point Pb = I / A
Alternative Total Cost
No inspection NpA
Sampling nI+(N-n)pAPa+(N-n)(1-Pa)I
100% inspection NI
Economic comparison of inspection alternatives

Economic of Inspection • N= 1500
• n= 225
• p= 0.05
• A= 10.0
• I=0.5
• Pa= 0.94
• Pb= I/A=0.50/10.00=5.0%
Deming kp rule
If the lot quality (p) is less than Pb , the total cost will be lowest with sampling inspection or no inspection.
If p is greater than Pb , 100% inspection is best.
Economic comparison of inspection alternatives
N = 1500 n = 225
p = 0.05 Pa = 0.94
Alternative
Total Cost
A= 5 10 15
I= 0.5 0.5 0.5
Pb= 0.1 0.05 0.033
No inspection 375 750 1125
Sampling 450.375 750 1049.625
100%
Inspection 750 750 750
SPC- Statistical Process Control (Control Charts)

• SPC: the application of statistical methods to the measurement and analysis of variation in a process.
• Process: is a collection of activities that converts inputs into outputs or results
• Control charts are used to routinely monitor quality. Depending on the number of process characteristics to be monitored, there are two basic types of control charts.
• Variable data: 1. X-bar and R chart 2. X-bar and S chart
• Attribute data: 1. P chart 2. C chart
• Process variations have two kinds of causes: 1. common 2. special

Chart for Central line Lower limit Upper limit
Averages 𝑥 𝑥 − 𝐴2𝑅 𝑥 + 𝐴2𝑅
Ranges R 𝑅 D3R D4R
Proportion nonconforming p
𝑝 𝑝 -3
𝑝 (1−𝑝 )
𝑛 𝑝 +3
𝑝 (1−𝑝 )
𝑛
Number of nonconformities c
𝑐 𝑐 -3 𝑐 𝑐 +3 𝑐

Objective: • We want to monitor the quality of foods in storage. From the historical data, we find that as
the temperature increasing, our foods are more easily turn bad. We want to verify the relation between temperature and food quality. We use Binomial distribution to generate random data which represents the defect counts.
X bar-R Chart of Variable We use Normal distribution to generate random data which represents the measurements. There are ten sets of data, sub group size is 6. We use p = 0.1 as the initial value of defect percent.
NP Chart There are 35 samples, each sample we measure 100 times. We use p = 0.1 as the initial value of defect percent.

• Binomial Distribution 1
• p= 0.1; n=35; Number of trials=100
343128252219161310741
20
15
10
5
0
Sample
Sam
ple
Co
un
t
__NP=10
UCL=19
LCL=1
NP Chart of Attribute_1
An estimated historical parameter is used in the calculations.
• Binomial Distribution 2
• p = 0.12; n=35; Number of trials=100
343128252219161310741
20
15
10
5
0
Sample
Sam
ple
Co
un
t
__NP=10
UCL=19
LCL=1
NP Chart of Attribute_2
An estimated historical parameter is used in the calculations.
• Binomial Distribution 3
• p = 0.14; n=35; Number of trials=100
343128252219161310741
25
20
15
10
5
0
Sample
Sam
ple
Co
un
t
__NP=10
UCL=19
LCL=1
1
1
NP Chart of Attribute_3
An estimated historical parameter is used in the calculations.
• Binomial Distribution 4
• p = 0.16; n=35; Number of trials=100
343128252219161310741
25
20
15
10
5
0
Sample
Sam
ple
Co
un
t__NP=10
UCL=19
LCL=1
1
11
1
1
1
NP Chart of Attribute_4
An estimated historical parameter is used in the calculations.

• Normal Distribution 1
• μ = 55; σ = 15
• Normal Distribution 2
• μ = 66; σ = 15.
• Normal Distribution 3
• μ = 77; σ = 15.
10987654321
70
60
50
40
Sample
Sam
ple
Me
an
__X=55
UCL=73.37
LCL=36.63
10987654321
80
60
40
20
0
Sample
Sam
ple
Rang
e
_R=38.01
UCL=76.17
LCL=0
Xbar-R Chart of Variable_1
At least one estimated historical parameter is used in the calculations.
10987654321
80
70
60
50
40
Sample
Sam
ple
Mea
n
__X=55
UCL=73.37
LCL=36.63
10987654321
80
60
40
20
0
Sample
Sam
ple
Rang
e
_R=38.01
UCL=76.17
LCL=0
1
Xbar-R Chart of Variable_2
At least one estimated historical parameter is used in the calculations.
10987654321
100
80
60
40
Sample
Sam
ple
Mea
n
__X=55
UCL=73.37
LCL=36.63
10987654321
80
60
40
20
0
Sample
Sam
ple
Rang
e
_R=38.01
UCL=76.17
LCL=0
1
1
111
1
Xbar-R Chart of Variable_3
At least one estimated historical parameter is used in the calculations.
Conclusion From the graphs above, we can conclude that as p increasing, there are some data fall out of the control limits. The process became unstable and Minitab can show these changes in the graphs. Based on our projects, we should check the foods more frequently when the temperature increase. Or we can improve the quality standard at this situation.

Reliability Analysis (FMEA)

Definition • Reliability is the ability of a product to perform a required function
under stated conditions for a stated period of time.
• Four implications become apparent:
• 1. The quantification of reliability in terms of a probability
• 2. A statement defining successful product performance
• 3. A statement defining the environment in which the equipment must be operate
• 4. A statement of the required operating time between failures

Reliability quantification: 1. Apportionment
2. Prediction
3. Analysis
Reliability prediction is a continuous process starting with paper predictions based on a design analysis, plus historical failure-rate information.
Two Techniques to exam failure: 1. FMEA( Failure Mode and Effect Analysis)
2. FTA( Fault Tree Analysis)
Availability is the ability of a product, when used under given conditions.
Definition


• With Brainstorm and COPQ, we find the defects in our project.
• With Acceptance sampling Plan and SPC, we find some factors significantly affect the
quality of foods.
• With the MSA(Gage R&R), we can assess the capacity of the operators.
• With QFD, VSM, updated FMEA and DOE, we can find out how to improve the
performance of our system.
• With 5s method, we can make those improvements sustainable

Group 5: Qingpei REN Xin LI Yapan LIU Yigang QIAN Ziyu MA



![Nazi Art Looting - Case Developments [Compatibility Mode]](https://static.fdocuments.us/doc/165x107/577d2dc01a28ab4e1eae3e7d/nazi-art-looting-case-developments-compatibility-mode.jpg)














