
A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
8
A novel route for development of Al–Cr–O surface nano-composite by friction stir processing S.R. Anvar i ⇑ , F. Karimzadeh, M.H. Enayati Department of Materials Engineering, Isfahan University of Technology, 84156-83111 Isfahan, Iran a r t i c l e i n f o Article history: Received 3 August 2012 Received in revised form 22 January 2013 Accepted 23 January 2013 Available online 16 February 2013 Keywords: Friction stir processing Hybrid nano-compos ite Al–Cr–O Microstructure Mechanical properties a b s t r a c t In this study, friction stir processing (FSP) was used to develop in situ Al–Cr–O hybrid nano-composite on the surface of Al6061 plate. This procedure combines the hot working nature of FSP and the exothermic reaction between aluminum and Cr 2 O 3 . A new procedure was introduced for applying the reinforcement parti cles, in which Cr 2 O 3 powder was appl ied on Al6061 plate by atmosphere plasma spra y (APS) , and then the FSP was performed on the plate. During of FSP, due to thermomechanical condition, Cr 2 O 3 was reduced by aluminum and as a consequence Cr and Al 2 O 3 were produced. With increasing the number of FSP passes, intermetallic compounds including Al 13 Cr 2 and Al 11 Cr 2 were developed resulting from the reaction between Al and Cr. TEM analysis showed that nano-sized reinforcement particles were dis- tributed in the aluminum matrix. As a result of nano-sized reinforcement particles, the composites pos- sess enhanced hardness and ultimate strength. Ó 2013 Elsevier B.V. All rights reserved. 1. Introduction Meta l matri x comp osites (MMC s) are advanced engi neer ing mater ials for structural and elec trical appli cations. Particulate- reinforced MMCs are of specific interest due to their easy fabrica- tion, low cost, and isotro pic propertie s. Some disadvanta ges for conventionally processed MMCs are poor interfacial bonding and poor wettability between the reinforcement and the matrix due to surface contamination of the reinforcements. It is widely identi- fied that the mechanical properties of MMCs are controlled by the size and volume fraction of the reinforcements as well as the qual- ity of the matrix–reinforcement interface [1]. Excellent mechanical properties can be obtained when fine and stable reinforcements with proper interfacial bonding are dispersed uniformly in the ma- trix. A possible choice is to synthesize the reinforcement in situ in the metal matrix [2]. The advantages of in situ MMCs are that they have homog eneo us micro structures and are thermodyn amic ally stable. Mor eov er , the y als o hav e str ong int erf aci al bondin g between the reinforcements and the matrix. In situ aluminum matrix composites may be fabricated by various techniques such as conventional ingot metallurgy, mechanical alloying (MA), rapid sol idi fica tio n proces sin g (RS ) and combus tio n syn the sis . The microstructure produ ced by convention al ingot meta llurg y is rat her coa rse . Mat eri als produc ed by MA, RS, or combus tion synthesis must be densified by a hot consolidation process such as hot isostatic pressing, hot pressing or hot extrusion in order to obtain the final product. In this research, friction stir processing is used for producing in situ nano-composite. Based on the rules of friction stir welding, Mishra et al. [3] developed friction stir pro- cessing (FSP) for the microstructural modification of materials and developing composites [3–9]. The aim of this study was to produce in situ aluminum nano-composites using the FSP technique. The combination of the hot working behavior of FSP and the exother- mic reaction between aluminum and Cr 2 O 3 causes fabrication of nano-composite. During FSP high temperature and severe plastic deformation assist to form intermetallic phases. In this paper, we will present the microstructure and mechanical properties for fric- tion stir processed nano-composites based on Al–Cr–O system. 2. Experimental F or th e FSP exper im en ts , sa mp les of Al 606 1- T6 al loy roll ed pl a te (13 mm Â50 mm Â200 mm) were used. The chemical composition of Al6061 alloy is given in Table 1. Cr2O3 powder with 20–40 lm particles and purity of 99.7% were used for pro- ducing a layer on the Al samples. Morpho logy of Cr 2O3 powder is shown in Fig. 1. An APS plasma system was used to obtain a 150 lm thick Cr 2 O 3 coating on the sub- strate (Fig. 2). Details of the spraying parameters are given in Table 2. The FSP tool was made of H13 steel (Fig. 3). In all FSP experiments tool rotational speed, travel- ing speed and tilt of the axis towards trailing direction we re kept constant, 630 rpm, 100 mm min À1 and 3° respectively. Temperatur e of stir zone was measured with K- type thermocoup le. X-ray diffraction (XRD, Cu K a) was used to recognize the phases present in the specimens. Scanning electron microscope (SEM, Philips-XL30) and transmission electron microscope (TEM, CM120FEG) operated at 200 kV were applied to study the microstructure. The Vickers microhardness of the stir zone (SZ) was measured with 100 g load for 10 s. Mechanical properties of specimens machined from SZ were also evaluated. Fig. 4 shows dimensions of specimens for tensile tests. The tests were carried out on an Instron Hounsfield H50KS universal testing machine. 0925-8388/$ - see front matter Ó 2013 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.jallcom.2013.01.161 ⇑ Corresponding author. Tel.: +98 3113915744; fax: +98 3113912752. E-mail address: [email protected] (S.R. Anvari). Journal of Alloys and Compounds 562 (2013) 48–55 Contents lists available at SciVerse ScienceDirect Journal of Alloys and Compounds journal homepage: www.elsevier.com/locate/jalcom
-
Upload
athangarasu -
Category
Documents
-
view
219 -
download
0
Transcript of A novel route for development of Al–Cr–O surface nano-composite by friction stir processing

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 1/8
A novel route for development of Al–Cr–O surface nano-composite by frictionstir processing
S.R. Anvari , F. Karimzadeh, M.H. EnayatiDepartment of Materials Engineering, Isfahan University of Technology, 84156-83111 Isfahan, Iran
a r t i c l e i n f o
Article history:Received 3 August 2012Received in revised form 22 January 2013Accepted 23 January 2013Available online 16 February 2013
Keywords:Friction stir processingHybrid nano-compositeAl–Cr–OMicrostructureMechanical properties
a b s t r a c t
In this study, friction stir processing (FSP) was used to develop in situ Al–Cr–O hybrid nano-composite onthe surface of Al6061 plate. This procedure combines the hot working nature of FSP and the exothermicreaction between aluminum and Cr 2O3 . A new procedure was introduced for applying the reinforcementparticles, in which Cr 2O3 powder was applied on Al6061 plate by atmosphere plasma spray (APS), andthen the FSP was performed on the plate. During of FSP, due to thermomechanical condition, Cr 2O3wasreduced by aluminum and as a consequence Cr and Al 2O3 were produced. With increasing the numberof FSP passes, intermetallic compounds including Al 13 Cr2 and Al 11 Cr2 were developed resulting fromthe reaction between Al and Cr. TEM analysis showed that nano-sized reinforcement particles were dis-tributed in the aluminum matrix. As a result of nano-sized reinforcement particles, the composites pos-sess enhanced hardness and ultimate strength.
Ó 2013 Elsevier B.V. All rights reserved.
1. Introduction
Metal matrix composites (MMCs) are advanced engineeringmaterials for structural and electrical applications. Particulate-reinforced MMCs are of specic interest due to their easy fabrica-tion, low cost, and isotropic properties. Some disadvantages forconventionally processed MMCs are poor interfacial bonding andpoor wettability between the reinforcement and the matrix dueto surface contamination of the reinforcements. It is widely identi-ed that the mechanical properties of MMCs are controlled by thesize and volume fraction of the reinforcements as well as the qual-ity of the matrix–reinforcement interface [1] . Excellent mechanicalproperties can be obtained when ne and stable reinforcementswith proper interfacial bonding are dispersed uniformly in the ma-trix. A possible choice is to synthesize the reinforcement in situ inthe metal matrix [2] . The advantages of in situ MMCs are that theyhave homogeneous microstructures and are thermodynamicallystable. Moreover, they also have strong interfacial bondingbetween the reinforcements and the matrix. In situ aluminummatrix composites may be fabricated by various techniques suchas conventional ingot metallurgy, mechanical alloying (MA), rapidsolidication processing (RS) and combustion synthesis. Themicrostructure produced by conventional ingot metallurgy israther coarse. Materials produced by MA, RS, or combustionsynthesis must be densied by a hot consolidation process suchas hot isostatic pressing, hot pressing or hot extrusion in order toobtain the nal product. In this research, friction stir processing
is used for producing in situ nano-composite. Based on the rulesof friction stir welding, Mishra et al. [3] developed friction stir pro-cessing (FSP) for the microstructural modication of materials anddeveloping composites [3–9] . The aim of this study was to producein situ aluminum nano-composites using the FSP technique. Thecombination of the hot working behavior of FSP and the exother-mic reaction between aluminum and Cr 2O3 causes fabrication of nano-composite. During FSP high temperature and severe plasticdeformation assist to form intermetallic phases. In this paper, wewill present the microstructure and mechanical properties for fric-tion stir processed nano-composites based on Al–Cr–O system.
2. Experimental
For the FSP experiments, samples of Al6061-T6 alloy rolled plate(13 mm  50 mm  200 mm) were used. The chemical composition of Al6061 alloyis given in Table 1 .
Cr2O3 powder with 20–40 l m particles and purity of 99.7% were used for pro-ducing a layer on the Al samples. Morphology of Cr 2O3 powder is shown in Fig. 1. AnAPS plasma system was used to obtain a 150 l m thick Cr 2O3 coating on the sub-strate ( Fig. 2). Details of the spraying parameters are given in Table 2 . The FSP toolwas made of H13 steel ( Fig. 3). In all FSP experiments tool rotational speed, travel-ing speed and tilt of the axis towards trailing direction were kept constant, 630 rpm,100 mm min À 1 and 3 ° respectively. Temperature of stir zone was measured with K-type thermocouple.
X-ray diffraction (XRD, Cu K a ) was used to recognize the phases present in thespecimens. Scanning electron microscope (SEM, Philips-XL30) and transmissionelectron microscope (TEM, CM120FEG) operated at 200 kV were applied to studythe microstructure. The Vickers microhardness of the stir zone (SZ) was measuredwith 100 g load for 10 s. Mechanical properties of specimens machined from SZwere also evaluated. Fig. 4 shows dimensions of specimens for tensile tests. Thetests were carried out on an Instron Hounseld H50KS universal testing machine.
0925-8388/$ - see front matter Ó 2013 Elsevier B.V. All rights reserved.http://dx.doi.org/10.1016/j.jallcom.2013.01.161
Corresponding author. Tel.: +98 3113915744; fax: +98 3113912752.E-mail address: [email protected] (S.R. Anvari).
Journal of Alloys and Compounds 562 (2013) 48–55
Contents lists available at SciVerse ScienceDirect
Journal of Alloys and Compounds
j ou r n a l hom e pa ge : www.e l s e v i e r. c om / l oc a t e / j a l c om

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 2/8
3. Results and discussion
In this study by selecting v = 100 mm/min and x = 630 rpmmaximum measured temperature was 347 ° C. It can be said thatduring FSP in addition to severe plastic deformation and mixingof materials, because of the high temperature, diffusion rate is veryhigh, these conditions accelerate the reactions between materials.The X-ray diffraction patterns for samples after different FSPpassesare shown in Fig. 5. From these patterns, it can be concluded that
during rst three passes of FSP due to thermomechanical condi-tion; Cr 2O3 was reduced by Al so Cr and c -Al2O3 were formed. Withincreasing the number of FSP passes the intensity of Cr 2O3 peaksdecreases but the intensity of Al 2O3 peaks increases.
In fact, Al2O3 can be synthesized by a displacement reactionduring FSP of Cr 2O3 /Al according to the following reaction:
Fig. 3. FSP tool dimensions (in mm).
Fig. 2. Cr2O3 coating on the Al substrate.
Fig. 1. Morphology of Cr 2O3 powder.
Table 2
APS process parameters.
Spray parameters Unit
Plasma gas (Ar) ow rate 40 l/minArc current 500 AVoltage 44 VPowder feed rate 30 g/minCarrier gas (N 2) ow rate 31 l/min
Table 1
Chemical composition (wt%) of as-received Al6061-T6 alloy.
Si Fe Cu Mn Mg Cr Zn B Al
0.3 0.5 0.1 0.03 0.35 0.03 0.1 0.06 Bal0.7 Max Max Max 0.8 Max Max Max
S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55 49

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 3/8
2Al þ Cr2 O3 ! Al2O3 þ 2CrD G
298 ¼ À529 kJ =molD H
298 ¼ À541 kJ =molð1Þ
At room temperature, reaction (1) can thermodynamicallyhappen due to its negative free energy change. DH 298 for Al–Cr2O3 reaction is also negative, indicating that this reaction isexothermic.
This can be promoted by the dynamically maintained highreaction interface zones, as well as the short-circuit diffusionroute supplied by the large number of defects such as dislocationsand grain boundaries induced during FSP. Furthermore, results of energy dispersive spectroscopy (EDS) tests indicate that Crparticles gradually reduced in size and dispersed in the Al matrix.
The X-ray diffraction patterns indicate that after four passes, Al 13-Cr2 peaks have been appeared. Also at sixth pass, Al 11 Cr2 could be
observed. Which can be considered that these two compoundsare formed from direct reaction between aluminum andchromium. Of course with investigating peaks carefully it wasfound that Al 13 Cr2 peaks intensity in the fth pass is more thanfourth pass but in the sixth pass is less; therefore, it is recom-mended that in the sixth pass in addition to, two direct reactionsbetween aluminum and chromium, Al 11 Cr2 also is formed fromreaction between Al 13 Cr2 and Cr, so proposed reactions are as fol-lows [11] :
13Al þ 2Cr ! Al13 Cr2 D H 298 ¼ À13 kJ=mol ð2Þ
11Al þ 2Cr ! Al11 Cr2 D H 298 ¼ À15 kJ=mol ð3Þ
Al13 Cr2 þ 9=5Cr ! 13 =11Al 11 Cr2 D H 298 ¼ À4:727 kJ =mol ð4Þ
Fig. 5. The X-ray diffraction patterns for samples after one to six passes.
Fig. 4. The tensile specimen geometry [10] .
50 S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 4/8
Formation temperature of Al 13 Cr2 is about 550 ° C [12] . It seemsthat these compounds are formed during heating and stirring of FSP. Although the maximum temperature during the process with-out reaction is about 347 ° C and this temperature is less thanformation temperature of Al–Cr intermetallic compounds, butsince reduction of chromium oxide and formation of intermetalliccompounds are exothermic reactions, the temperatures will be in-creased locally and also due to severe plastic deformation duringthe process short-circuit diffusion path provided by the large num-ber of defects such as dislocations and grain boundaries would beincreased in the material, and conditions are provided for interme-tallic compounds formation.
X-ray diffraction shows some unreacted Cr remained after sixFSP passes. The time that material is inuenced by the rotatingpin in FSP can be considered as the processing time. Based upon
the pin diameter and the tool traveling speed, the processing time
is estimated to be less than 10 s. Therefore, the rate of formation of Al13 Cr2 and Al 11 Cr2 phases are very high in FSP. The microstructureof FSP specimen after rst pass was observed using SEM/BSE asshown in Fig. 6. The white particles of micrometer size are Cr witha little amount of Cr 2O3 as conrmed by EDS. Fig. 7 shows FSPspecimen after six passes, ne gray particles (<100 nm) are Al 13 Cr2
and Al 11 Cr2 particles, which are uniformly dispersed in Al matrix.The Al13 Cr2 and Al 11 Cr2 particles are effectively dispersed in theAl matrix by the large plastic strain imposed in FSP. Thus, the reac-tion can proceed rapidly at the Al/Cr interface. Microscopic obser-vations displayed that the SZ is free of porosity. In addition, themeasured density of specimen cut from the SZ is close to the the-oretical density, indicating that the FSP sample is fully dense. Themicrostructure of the SZ was also examined by TEM. Typical micro-structures are presented in Fig. 8, which show reinforcements are
dispersed in Al matrix. The ne particles were found within the
Fig. 6. SEM micrograph and EDS analysis of FSP specimen after rst pass.
S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55 51

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 5/8
7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 6/8
grain inside as well as along the grain boundaries of the Al matrix.Based upon the results of microscopic observations, the micro-structure of FSP samples have nanometer-sized particles dispersedin an Al matrix.
In FSP, the time that the material is exposed to the thermome-chanical action is very short, of the order of seconds. On the otherside, the high dislocation density is introduced by severe plasticdeformation during FSP, and this allows the occurrence of pipediffusion in the grains. The pipe diffusion rate is about 1000 timeshigher than the bulk one [13] . It can be said that diffusion of materials would be performed at high speed and the reaction be-tween them will occur in a very short time. It is suggested that
the rapid Al–Cr reaction in FSP may be referred to the following
mechanism. Via FSP, coated Cr 2O3 is mixed with Al substrateand Al–Cr 2O3 reaction results Cr particles that disperse in Al ma-trix. The large plastic strain ( $ 40%) in FSP [14] shears Cr particles,and disperses them, which causes intimate contact between Aland Cr. The heat supplied by the friction stir of the rotating toolcan increase the temperature high enough to intimate the exo-thermic reaction between Al and Cr. Al is easily deformed andwrapped around the Cr. The reaction between Al and Cr is exo-thermic in which Al 13 Cr2 and Al 11 Cr2 phases produce at the Al/Cr interface as a spherical shell. At low temperature, Al is the fas-ter diffusing species in the Al/Cr diffusion couples. Therefore, Al 13-
Cr2 and Al 11 Cr2 , grow via the diffusion of Al to the Cr phase at Al/Cr interface. The large plastic strain imposed in FSP can effectivelydisperse the Al–Cr particles so that direct contact between Al and
Cr can be maintained. Thus, the reaction can continue fast at theinterface. Since the Al–Cr, particles are detached quickly from theinterface, the growth of the particles is limited and nanometer-sized particles produce ( Fig. 9).
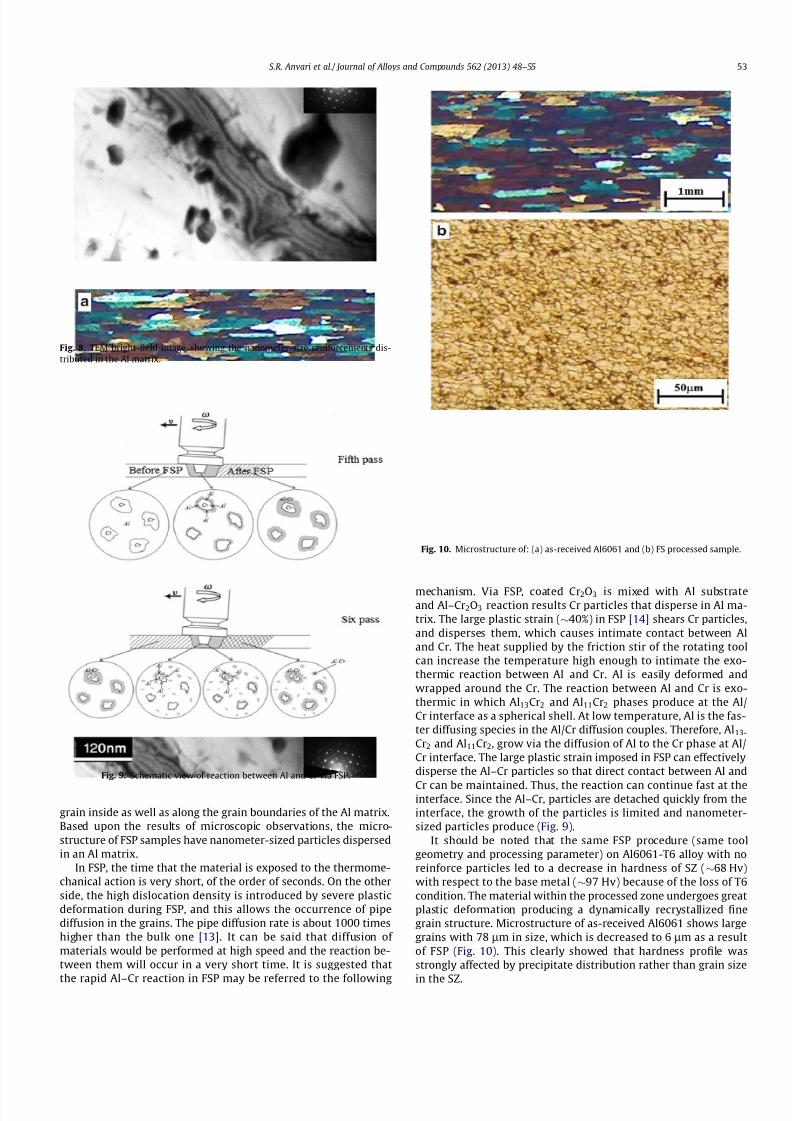
It should be noted that the same FSP procedure (same toolgeometry and processing parameter) on Al6061-T6 alloy with noreinforce particles led to a decrease in hardness of SZ ( $ 68 Hv)with respect to the base metal ( $ 97 Hv) because of the loss of T6condition. The material within the processed zone undergoes greatplastic deformation producing a dynamically recrystallized negrain structure. Microstructure of as-received Al6061 shows largegrains with 78 l m in size, which is decreased to 6 l m as a resultof FSP (Fig. 10 ). This clearly showed that hardness prole wasstrongly affected by precipitate distribution rather than grain size
in the SZ.
Fig. 9. Schematic view of reaction between Al and Cr via FSP.
Fig. 10. Microstructure of: (a) as-received Al6061 and (b) FS processed sample.
Fig. 8. TEM bright-eld image showing the nanometer-size reinforcements dis-tributed in the Al matrix.
S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55 53

7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 7/8
Fig. 11 shows microhardness prole along the cross section forAl6061-T6, friction stir processed sample without reinforcementand nano-composite. For nano-composite the SZ experiences greatplastic deformation so the density of dislocation increased. Thepresence of nano-sized reinforcements causes pinning of disloca-tions and also of grain boundaries. High density of dislocationand also presence of nano-sized reinforcements cause highmicrohardness for nano-composite.
The compressive stress–strain curves of Al6061 and nano-
composites are indicated in Fig. 12. This gure indicates that
nano-composite prepared after six passes has an average ultimatestrength about 518 MPa, while it is about 324 MPa for Al6061-T6.
Following mechanisms act as possible strengthening mecha-nisms in particle-reinforced MMCs [15] : Orowan strengthening,grain and substructure strengthening, quench hardening resultingfrom the dislocations generated to accommodate the differentialthermal compression between the reinforcing particles and thematrix and work hardening due to the strain mist betweenthe elastic reinforcing particles and the plastic matrix. Accordingto the characteristics of the microstructure, the main reason forimproving mechanical properties of nano-composite thanAl6061-T6 is the Orowan strengthening due to the ne dispersionof reinforcement particles and high density of dislocations [16] .Fig. 12 indicates that with increasing FSP passes ultimate strengthand elastic module increase but elongation decreases. It is due toincreasing the fraction of reinforcements with increasing FSPpasses.
Following mechanisms act as possible strengthening mecha-nisms in particle-reinforced MMCs [15] : Orowan strengthening,grain and substructure strengthening, quench hardening resultingfrom the dislocations generated to accommodate the differentialthermal compression between the reinforcing particles and thematrix and work hardening due to the strain mist between the
elastic reinforcing particles and the plastic matrix. According tothe characteristics of the microstructure, the main reason forimproving mechanical properties of nano-composite thanAl6061-T6 is the Orowan strengthening due to the ne dispersionof reinforcement particles and high density of dislocations [16] .Fig. 12 indicates that with increasing FSP passes ultimate strengthand elastic module increase but elongation decreases. It is due toincreasing the fraction of reinforcements with increasing FSPpasses.
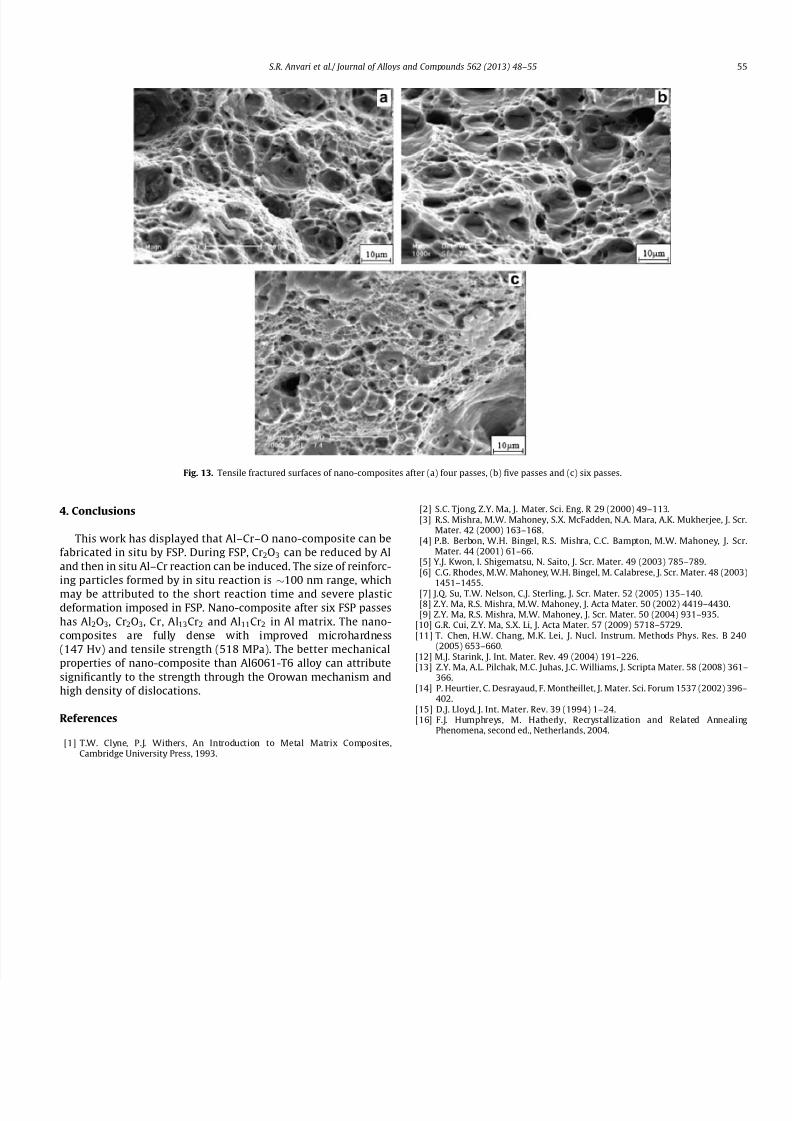
The fracture surfaces of tensile tested nano-composites afterfour, ve and six passes are characterized using SEM to understandthe failure patterns. The fractographs taken from the tensile frac-tured surfaces of different slices are displayed in Fig. 13 . All thefractured surfaces consist of dimples having various sizes and
forms, which means the ductile failure.
Fig. 11. Microhardness prole along the cross section for Al6061-T6, friction stir processed sample without reinforcement and nano-composite.
Fig. 12. Stress–strain curves of Al6061 and nano-composites after four, ve and sixFSP passes.
54 S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55
7/28/2019 A novel route for development of Al–Cr–O surface nano-composite by friction stir processing
http://slidepdf.com/reader/full/a-novel-route-for-development-of-alcro-surface-nano-composite-by-friction 8/8
4. Conclusions
This work has displayed that Al–Cr–O nano-composite can befabricated in situ by FSP. During FSP, Cr 2O3 can be reduced by Aland then in situ Al–Cr reaction can be induced. The size of reinforc-ing particles formed by in situ reaction is $ 100 nm range, whichmay be attributed to the short reaction time and severe plasticdeformation imposed in FSP. Nano-composite after six FSP passeshas Al 2O3, Cr2O3 , Cr, Al13 Cr2 and Al 11 Cr2 in Al matrix. The nano-composites are fully dense with improved microhardness(147 Hv) and tensile strength (518 MPa). The better mechanicalproperties of nano-composite than Al6061-T6 alloy can attributesignicantly to the strength through the Orowan mechanism andhigh density of dislocations.
References
[1] T.W. Clyne, P.J. Withers, An Introduction to Metal Matrix Composites,Cambridge University Press, 1993.
[2] S.C. Tjong, Z.Y. Ma, J. Mater. Sci. Eng. R 29 (2000) 49–113.[3] R.S. Mishra, M.W. Mahoney, S.X. McFadden, N.A. Mara, A.K. Mukherjee, J. Scr.
Mater. 42 (2000) 163–168.[4] P.B. Berbon, W.H. Bingel, R.S. Mishra, C.C. Bampton, M.W. Mahoney, J. Scr.
Mater. 44 (2001) 61–66.[5] Y.J. Kwon, I. Shigematsu, N. Saito, J. Scr. Mater. 49 (2003) 785–789.[6] C.G. Rhodes, M.W. Mahoney, W.H. Bingel, M. Calabrese, J. Scr. Mater. 48 (2003)
1451–1455.[7] J.Q. Su, T.W. Nelson, C.J. Sterling, J. Scr. Mater. 52 (2005) 135–140.[8] Z.Y. Ma, R.S. Mishra, M.W. Mahoney, J. Acta Mater. 50 (2002) 4419–4430.[9] Z.Y. Ma, R.S. Mishra, M.W. Mahoney, J. Scr. Mater. 50 (2004) 931–935.
[10] G.R. Cui, Z.Y. Ma, S.X. Li, J. Acta Mater. 57 (2009) 5718–5729.[11] T. Chen, H.W. Chang, M.K. Lei, J. Nucl. Instrum. Methods Phys. Res. B 240
(2005) 653–660.[12] M.J. Starink, J. Int. Mater. Rev. 49 (2004) 191–226.[13] Z.Y. Ma, A.L. Pilchak, M.C. Juhas, J.C. Williams, J. Scripta Mater. 58 (2008) 361–
366.[14] P. Heurtier, C. Desrayaud, F. Montheillet, J. Mater. Sci. Forum 1537 (2002) 396–
402.[15] D.J. Lloyd, J. Int. Mater. Rev. 39 (1994) 1–24.[16] F.J. Humphreys, M. Hatherly, Recrystallization and Related Annealing
Phenomena, second ed., Netherlands, 2004.
Fig. 13. Tensile fractured surfaces of nano-composites after (a) four passes, (b) ve passes and (c) six passes.
S.R. Anvari et al./ Journal of Alloys and Compounds 562 (2013) 48–55 55


















