A new conceptual approach for systematic error correction in CNC machine tools minimizing worst case...
14
ORIGINAL ARTICLE A new conceptual approach for systematic error correction in CNC machine tools minimizing worst case prediction error Nguyen Van Chung & Erik L. J. Bohez & Gustavo Belforte & Ho Thanh Phong Received: 11 September 2010 /Accepted: 22 August 2011 /Published online: 14 September 2011 # Springer-Verlag London Limited 2011 Abstract A new artifact-based method to identify the systematic errors in multi-axis CNC machine tools mini- mizing the worst case prediction error is presented. The closed loop volumetric error is identified by simultaneously moving the axes of the machine tool. The physical artifact is manufactured on the machine tool and later measured on a coordinate measuring machine. The artifact consists of a set of holes in the machine tool workspace at locations that minimize the worst case prediction error for a given bounded measurement error. The number of holes to be drilled depends on the degree of the polynomials used to model the systematic error and the number of axes of the machine tool. The prediction error is also function of the number and location of the holes. The feasibility of the method is first investigated for a two-axis machine to find the best experimental setting. Finally based on the two-axis case study, we extend the results to machine tools with any number of axes. The obtained results are very promising and require only a short time to produce the artifact Keywords Multi-axis CNC . Systematic error . Optimal sampling . Minimal worst case prediction error 1 Introduction An excellent update on the state of the art of geometric error identification and compensation can be found in [1]. Today compensation is common in CMM machines. The possibi- lities for compensation in machine tools are still limited. It is estimated that by 2012, 30–50% of all new machine tools will be compensated for systematic errors [1]. The accuracy of machine tools is related to several factors that include geometric errors, dynamic effects related to the forces applied in the milling process, thermal deformations, etc. [2–4]. The usual approach to correct such errors consists in measuring, for each axis of the CNC machine, the six elementary error components that can be associated to the movements of any rigid body (three linear errors along three reference axes and three rotations around the same three reference axes) and then correcting the hardware of the machine accordingly. The different approach outlined in [5] consists in focusing on the total closed loop volumetric error in the working space of the machine. The closed loop volumetric error describes the position and orientation error of the tool with respect of the workpiece and has in general six components: three linear components of the position of the cutting tool (dx, dy, dz) and three angular components of its orientation (di, dj, dk). These total error components are functions of the n axes coordinates since they are the result of the combined effect of the elementary error components associated with the movement of each CNC machine axis. In N. Van Chung (*) Department of Industrial Systems Engineering, Ho Chi Minh City University of Technology – VNU HCM, 268 Ly Thuong Kiet, District 10, Ho Chi Minh City, Vietnam e-mail: [email protected] E. L. J. Bohez Asian Institute of Technology, Bangkok, Thailand G. Belforte Politecnico di Torino, Turin, Italy H. T. Phong Department of Industrial & Systems Engineering, International University - VNU HCM, KP6, Linh trung, Thu Duc, Ho Chi Minh City, Vietnam e-mail: [email protected] Int J Adv Manuf Technol (2012) 60:211–224 DOI 10.1007/s00170-011-3605-y
-
Upload
nguyen-van-chung -
Category
Documents
-
view
216 -
download
1
Transcript of A new conceptual approach for systematic error correction in CNC machine tools minimizing worst case...

ORIGINAL ARTICLE
A new conceptual approach for systematic error correctionin CNC machine tools minimizing worst caseprediction error
Nguyen Van Chung & Erik L. J. Bohez &
Gustavo Belforte & Ho Thanh Phong
Received: 11 September 2010 /Accepted: 22 August 2011 /Published online: 14 September 2011# Springer-Verlag London Limited 2011
Abstract A new artifact-based method to identify thesystematic errors in multi-axis CNC machine tools mini-mizing the worst case prediction error is presented. Theclosed loop volumetric error is identified by simultaneouslymoving the axes of the machine tool. The physical artifactis manufactured on the machine tool and later measured ona coordinate measuring machine. The artifact consists of aset of holes in the machine tool workspace at locations thatminimize the worst case prediction error for a givenbounded measurement error. The number of holes to bedrilled depends on the degree of the polynomials used tomodel the systematic error and the number of axes of themachine tool. The prediction error is also function of thenumber and location of the holes. The feasibility of themethod is first investigated for a two-axis machine to findthe best experimental setting. Finally based on the two-axiscase study, we extend the results to machine tools with any
number of axes. The obtained results are very promisingand require only a short time to produce the artifact
Keywords Multi-axis CNC . Systematic error .
Optimal sampling .Minimal worst case prediction error
1 Introduction
An excellent update on the state of the art of geometric erroridentification and compensation can be found in [1]. Todaycompensation is common in CMM machines. The possibi-lities for compensation in machine tools are still limited. It isestimated that by 2012, 30–50% of all new machine toolswill be compensated for systematic errors [1].
The accuracy of machine tools is related to several factorsthat include geometric errors, dynamic effects related to theforces applied in the milling process, thermal deformations,etc. [2–4]. The usual approach to correct such errors consistsin measuring, for each axis of the CNC machine, the sixelementary error components that can be associated to themovements of any rigid body (three linear errors along threereference axes and three rotations around the same threereference axes) and then correcting the hardware of themachine accordingly. The different approach outlined in [5]consists in focusing on the total closed loop volumetric errorin the working space of the machine. The closed loopvolumetric error describes the position and orientation errorof the tool with respect of the workpiece and has in generalsix components: three linear components of the position ofthe cutting tool (dx, dy, dz) and three angular components ofits orientation (di, dj, dk). These total error components arefunctions of the n axes coordinates since they are the resultof the combined effect of the elementary error componentsassociated with the movement of each CNC machine axis. In
N. Van Chung (*)Department of Industrial Systems Engineering, Ho Chi Minh CityUniversity of Technology – VNU HCM,268 Ly Thuong Kiet, District 10,Ho Chi Minh City, Vietname-mail: [email protected]
E. L. J. BohezAsian Institute of Technology,Bangkok, Thailand
G. BelfortePolitecnico di Torino,Turin, Italy
H. T. PhongDepartment of Industrial & Systems Engineering,International University - VNU HCM,KP6, Linh trung, Thu Duc,Ho Chi Minh City, Vietname-mail: [email protected]
Int J Adv Manuf Technol (2012) 60:211–224DOI 10.1007/s00170-011-3605-y

order to derive the total closed loop volumetric errorcomponents, two approaches are possible in principle. Thefirst approach identifies independently each elementary errorcomponent affecting the movement of each slide of the CNCmachine. The elementary components are then combinedtogether to get the six components of the total volumetricerror. The second approach consists in directly identifying,the six components of the total closed loop volumetric error.Here we focus on this second approach.
In order to measure any of the six components of the totalclosed loop volumetric error at any location in the workingspace of the CNC machine, two approaches are againpossible. The first approach uses direct measuring equipmentto determine the position of the tool in the spindle. There is apatent [6] which is based on this kind of approach. Somemethods based on this approach are also presented in [5].The second approach consists in measuring the total closedloop volumetric error components from the differencesbetween the real dimensions of an artifact produced on theCNC machine and its nominal dimensions [7, 8].
If the artifact is measured with an accurate measuringmachine, it is possible to detect these differences which enableto identify the systematic errors, provided that a suitable modelfor them is available so that, finally, errors can be corrected inthe CNC control.With the procedure described in [9] such errorturns out to be quite consistent. For this reason a newexperimental setting targeting the prediction error containmentwas designed and tested to evaluate its feasibility.
The aim of this paper is to present the results of this test,describe the general framework, and present the outcomesof the experiments that we have conducted.
2 Mathematical model of systematic error
The basic mathematical model of the closed loop volumetricerror, used here, is an n-dimensional polynomial of degree m.The number of axes of the machine tool is equal to n. Theunknown coefficients of the polynomial are the parameters tobe estimated from the measurements. We can minimize theerror on the parameter estimates or minimize the predictionerror by which the estimated polynomial approximates theclosed loop volumetric error. This last approach is used inthis study.
2.1 Choice of polynomials for error identifications
Each of the six elementary error components of a single slide ina CNC machine depends only on the moving slide coordinate.Such error components are small and slowly varying. For thisreason, elementary error components are modeled by mono-dimensional polynomial functions of the varying coordinate.
Also in coordinate measuring machines, the elementary errorcomponents are commonly modeled as polynomials of degreefive. The six total closed loop volumetric error components canbe satisfactorily approximated by polynomial functions of then moving joint coordinates and their structure can beconveniently derived from the elementary error componentstaking in due account the structure of the CNC machine. Thisprocedure is discussed in [6] and it is also used in otherstudies [5]. In [6] the complete derivation is shown for five-axis milling machines of one of the most common structures.In general the n-dimensional polynomials in the n jointcoordinates describing the total errors of a n-axis CNCmachine are not complete, but they include monomialsfunction at most of two different joint coordinates, one ofwhich is at most of degree one. Note that for the closed looporientation errors (total angular errors), the polynomialfunctions representing them are in general the sum of none-dimensional polynomials in the n coordinates of the naxes of the CNC machine [5].
2.2 Optimal experimental design
The selection of the most convenient sampling points canbe accomplished making use of results obtained in the fieldof optimal experiment design [10–12]. These results weredeveloped in the set membership error context, whenmeasurement errors are not statistically characterized butthey are assumed to be described by tolerances. Theconcept of tolerances fits very well in the mechanicalsetting in which CNC machines are usually operated. Note,however, that available results are mainly related to thereduction of the uncertainty in the parameter estimates. Notmany results are available for the reduction of theprediction error that is the most important in connectionwith the correction of systematic errors in CNC machinesand represents the focus of this research.
The main results for optimal experiment design havebeen derived for monodimensional functions F(θ,t) ofthe scalar variable t which are linear in the parametervector q ¼ ½q0 q 1 q2 . . . qp�1� to be estimated. In generalF q; tð Þ¼q0 f0ðtÞþq1 f1ðtÞþq2 f2ðtÞþ. . .þ qp�1 fp�1ðtÞ, wherefi(t) i=0…p−1, are p given linearly independent functions.
Whenever it is provided a set T ¼ t1; t2; . . . ; tmf g ofpossible sampling times at which function F(θ,t) could bemeasured, it is possible to compute the corresponding worstcase uncertainty which is the largest uncertainty, withrespect to any possible error realization, which can affectthe parameter estimates derived from the measurementscollected at the T sampling times. Meanwhile thecorresponding optimal sampling set (or optimal samplingschedule) TO, which is a subset of T, can also be derived.The optimality of such set consists in the fact that its worst
212 Int J Adv Manuf Technol (2012) 60:211–224

case uncertainty is the same of set T. Therefore using onlythe measurements in TO, it is ensured that the actualparameter uncertainties, in the worst case, will be the sameas the one achieved using all the measurements T.
Remark that no actual measurements are needed to computethe worst case uncertainty and the set TO. It is also important tonote that set TO has a number of elements that is boundedbetween p and p2. Whenever the number of elements in TO isequal to p, then the set is referred to as minimum worst case.
For complete polynomials in the Vandermonde basein which F q; tð Þ ¼ q0 þ q1t þ q2t 2 þ . . .þ qp�1t p�1, theoptimal sampling set TO is minimum worst case. In thecase in which the set T is constituted by the infinitesampling times of an interval [ta,tb], the optimal samplingset can be analytically derived [11, 12] and it is given bythe values at which the first kind Chebyshev polynomialof degree p−1 associated with the interval [ta,tb] achievesits minimal and maximal values.
Little results are available for the case of multidimen-sional functions F(θ,t), when variable t is a vector with ncomponents. This is actually the case of interest for CNCmachine error correction since the total closed loopvolumetric errors are modeled with multidimensionalpolynomials in the n joint coordinates, x, y, z, A, B.Unfortunately no closed form results are available forgeneric multidimensional polynomials. Only numericalcomputation can be used. This can lead to practicalproblems related to the fact that the number of possiblecandidate measurements, which are the nodes of a n-dimensional grid, can be very large and numericalalgorithms can sometimes derive a suboptimal samplingschedule TSO whose elements are still bounded between pand p2, but are more than those of TO, so that TSO ⊇ TO.
2.3 Worst case prediction error
For what concerns the reduction of the worst caseprediction error the main result available so far is formonodimensional polynomials of degree p−1, when a set Tof only p sampling points over a finite interval [ta,tb] has tobe chosen. In this case according to a conjecture byBernstein [13] which has been proved by Kilgore [14]and De Boor-Pinkus [15], the minimum worst caseprediction error function is a piecewise polynomial thathas one local maximum on each interval [ti,ti+1] (with ti+1>ti, i=1,…, p−1). The sampling schedule for which themaximum of the prediction error over the interval [ta,tb],which is the worst case prediction error, is minimized is theone for which the local maxima on each interval [ti,ti+1] areequal. Unfortunately no closed form is available for suchschedule which can be only numerically derived. Howeverthe schedule is well approximated by the roots of the
Chebyshev polynomial of first kind translated on theinterval [ta,tb] of interest.
Our conjecture is that the gridding which is obtainedchoosing for each dimension the optimal sampling scheduleminimizing the monodimensional worst case prediction isoptimal for multidimensional polynomials which are thesum of monodimensional polynomials and almost optimalfor other multidimensional polynomial structures. Prelimi-nary numerical results do sustain this conjecture which isthe basis of patent [8].
3 Experimental feasibility study of systematic errorcorrection
Today most of the CNC milling machines are three-axismachine tools. The number of sampling points for acomplete grid is exponential in the number of machine toolaxes (Degree of Polynomial+1)Number of Axes. We firstinvestigate a two-axis machine to limit the number ofsampling points to 5þ 1ð Þ2 ¼ 36. This also reduces thecomplexity of the numerical computations to find the bestsetting.
For the two-dimensional space, a numerical analysis ofthe worst case errors is carried out below evidencing someinteresting features also in comparison with previous resultspresented in [9].
3.1 Polynomial structure for two-axis CNC milling machine
The CNC milling machine that we are dealing with isactually a three-axis machine (X–Y–Z) of which only thetwo-dimensional working space X–Y is considered.
The total closed loop volumetric errors can be easilyderived as functions of the elementary error functionsassociated with the movements of the three slides (X–Y–Z).Each slide has to move the workpiece (or the tool) alongone fixed nominal motion X, Y, Z. However the real motionof each slide does not follow the ideal path since it isaffected by six small elementary error components (threetranslations and three rotations) that make it deviate fromthe ideal trajectory. When jointly moving the different axesof the CNC machine in order to suitably position theworkpiece with respect to the cutting tool (or vice versa) theelementary error components combine together and gener-ate the closed loop volumetric error defined as thedifference in location and orientation between the nominaland the real position that workpiece and cutting tool havewith respect to each other.
The six components of the closed loop volumetric errorcan be easily obtained particularizing the relation presentedin [5], which are derived for a five-axis milling machine,
Int J Adv Manuf Technol (2012) 60:211–224 213

deleting the terms relative to the two rotary axes that do notexist in the machine we are considering in this work. Sucherror components are
dx ¼ TXX þ TYX þ RXZ � SYZð ÞY þ RYYð ÞZdy ¼ TXY þ TYY � RXZX � RXX þ RYX � RZXð ÞZdz ¼ 0 z ¼ Constantð Þdi ¼ RXY þ RYY
dj ¼ � RXX � RYX
dk ¼ 0 k ¼ 1ð Þ
ð1Þ
Where T represents an elementary translational error andR represents an elementary angular error. The first subscriptaccounts for the moving axis which is the variable on whichthe elementary error function depends. The second sub-script indicates either the direction along which thetranslational error occurs or the axis around whichrotational error occurs. Positive rotation is defined by theright-hand rule. Squareness errors are indicated with S andare constants.
For example
TXY Translational error of X-body in Y direction infunction of X position
RXZ Rotational error of X-body around Z-axis in functionof X position
SYZ Squareness errors of the y-axis around z-axis
The elementary translational and rotational error func-tions are assumed to be represented by fifth-degreepolynomials except function RXZ which is assumed to berepresented by a fourth-degree polynomial. The squarenesserror is modeled as a constant. The resulting closed loopvolumetric error polynomials are as follows:
dx ¼ qx0 þ qx1X þ qx2X 2 þ qx3X 3 þ qx4X 4 þ qx5X 5
þqx6Y þ qx7Y 2 þ qx8Y 3 þ qx9Y 4 þ qx10Y 5 þ qx11XYþqx12X 2Y þ qx13X 3Y þ qx14X 4Y þ qx15X 5Y
dy ¼ qy0 þ qy1X þ qy2X 2 þ qy3X 3 þ qy4X 4 þ qy5X 5
þqy6Y þ qy7Y 2 þ qy8Y 3 þ qy9Y 4 þ qy10Y 5
di ¼ qi0 þ qi1X þ qi2X 2 þ qi3X 3 þ qi4X 4 þ qi5X 5 þ qi6Yþqi7Y 2 þ qi8Y 3 þ qi9Y 4 þ qi10Y 5
dj ¼ qj0 þ qj1X þ qj2X 2 þ qj3X 3 þ qj4X 4 þ qj5X 5 þ qj6Yþqj7Y 2 þ qj8Y 3 þ qj9Y 4 þ qj10Y 5
ð2ÞRemark that if the elementary error function RXZ is also
assumed to be a fifth order polynomial an extra term θy11X6
would be present in dy. In such condition the parameters ofthe dy functions would be no longer identifiable frommeasurement obtained on a 6×6 grid. A 6×7 grid would benecessary. It has therefore been chosen to assume thatfunction RXZ is adequately described by a forth degreepolynomial.
As it can be seen, dy, di, and dj are the sum of two fifth-degree polynomials, one in X and the other in Y; while dx
has also the terms resulting from a fifth-degree polynomialin X multiplied by Y. These polynomials clearly follow thegeneral format discussed in section 2.1.
3.2 Optimal prediction error estimation grid
When the values of X and Y at which the functions dy, di,and dj can be measured are bounded in the normalizedinterval [0,1], the nodes of the grid derived from theoptimal monodimensional sampling of a fifth-degreepolynomial {0.0000, 0.0955, 0.3455, 0.6545, 0.9045,1.0000} provide a set of candidate measurements out ofwhich the optimal sampling for functions dy, di, and dj canbe derived. In the following we will refer to this grid as theoptimal parameter estimation grid.
Note that instead of the values which define, on the sameinterval [0,1], the p coordinates which allow minimizing theworst case prediction error are given by the values {0.0000,0.1340, 0.3660, 0.6340, 0.8660, 1.0000}. Also these valuescan be used to derive a two-dimensional grid which shouldbe (almost) optimal for what concerns the prediction error.In the following discussion, we will refer to this grid as theoptimal prediction error grid.
In this simple case in which the optimal parameterestimation grid consists of only 36 points, it can be tested,by exhaustive search of all the combinations of 11 samplingpoints (as many as the parameters in the polynomials (2)), ifthe functions dy, di, and dj are minimum worst case so thattheir optimal sampling schedule consists of only 11sampling points. It turns out that the functions have twodistinct optimal sampling schedules. This is a rather newfinding since monodimensional polynomials in generalhave only one optimal sampling schedule. Note also thatif the dimension of the space is higher than 2, the numberof points on the gridding increases to such an extent that itprevents the exhaustive search and then the optimalsampling schedule can be derived only with proceduresbased on linear programming as illustrated in [9]. In suchcondition, however, only suboptimal sampling scheduleshave been found for the three dimensional case [9].
Note that normalizing the measurement error bounds toone, so that |e(t)|≤E=1, the worst case prediction error thatcan be achieved within the normalized working space[0,1]×[0,1] with the two optimal schedules which havebeen derived results to be 9 and 8.4, respectively (which isalmost one order of magnitude greater than the normalizedmeasurement error bound E). Such worst case predictionerror drops instead to 2 if all the 36 points of the optimalparameter estimation grid are used, and it drops further to1.7 if the optimal prediction error grid is used. On thecontrary, the worst case prediction error rises to 3.1 if auniform gridding is used. Note that in any case, the actualprediction error should be smaller than the worst case since
214 Int J Adv Manuf Technol (2012) 60:211–224

the used measurements are more than the parameters to beestimated.
For function dx, the worst case prediction error that isachieved using all the 36 measurements of the optimalparameter estimation grid is equal to 2.1 that drops to 2 ifthe optimal prediction error grid is used, while it rises to 4.3if an uniform gridding is adopted.
For prediction errors, it appears that a gridding over thewhole working space is unavoidable if worst case predic-tion error has to be contained. Unfortunately the number ofrequired points increases exponentially with the number ofdimensions. It should be noted that once actual measure-ments are collected and their number is larger than thenumber of parameters to be estimated, then the actualprediction error (as well as the actual uncertainties of theparameter estimates) will be, in general, smaller than theworst case one.
3.3 The artifacts
A simple but effective shape of artifact consists ofcylindrical holes which can be easily drilled. The centralaxis of the hole provides the information about theorientation of the spindle. The intersection of its centralaxis with any plane provides the information about thecoordinates where the hole has been drilled.
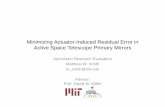
The workspace of the EMCO VMC200 CNC machineused for the experiment is as follows: X-axis traverse420 mm, Y-axis traverse 330 mm, and Z-axis traverse400 mm (Fig. 1). The maximal dimensions that an artifactcan have are: (LWH) 400×300×190 mm. It is chosen towork only on a workspace (X, Y) of 350×250 mm which iscentered in the total workspace of the machine. In suchcondition the nominal positions of the 36 holes to be drilledare reported in the following Table 1 while in Fig. 2 thelayout of the holes in the artifact is shown.
The workpiece is a solid piece of RAKU-TOOL MB-0670 resin with dimensions (LWH) 400×300×70 mm and aweight of 7.5 kg. The height of the workpiece is large toprevent deformation of the workpiece during clamping onthe CNC machine. The thermal expansion coefficient of
this material is 50·10−6/°C. So a length of 1,000 mm willexpand 50 μm per °C. As the largest distance between theholes is about 350 mm, there will be considerable thermalexpansion (17.5 μm/°C) if the temperature is not keptconstant. So when producing and measuring the artifact, itis necessary to make sure that it has reached the equilibriumtemperature of the machine tool environment and the CMMenvironment. If the temperature between producing andmeasuring the artifact is stable but different corrections caneasily be computed. A metal artifact would have about tentimes lower expansion but is would be heavier and cuttingforces would be considerably higher.
Fig. 1 Kinematics chain diagram of three-axis milling machine(VMC200)
Points X Y
1 25 25
2 25 48.875
3 25 111.375
4 25 188.625
5 25 251.125
6 25 275
7 58.425 25
8 58.425 48.875
9 58.425 111.375
10 58.425 188.625
11 58.425 251.125
12 58.425 275
13 145.925 25
14 145.925 48.875
15 145.925 111.375
16 145.925 188.625
17 145.925 251.125
18 145.925 275
19 254.075 25
20 254.075 48.875
21 254.075 111.375
22 254.075 188.625
23 254.075 251.125
24 254.075 275
25 341.575 25
26 341.575 48.875
27 341.575 111.375
28 341.575 188.625
29 341.575 251.125
30 341.575 275
31 375 25
32 375 48.875
33 375 111.375
34 375 188.625
35 375 251.125
36 375 275
Table 1 Coordinate of points ontwo-dimensional artifact (nomi-nal)
Int J Adv Manuf Technol (2012) 60:211–224 215

To produce the artifact, the 36 holes are milled in series, inthe same sequence in which they are reported in Table 1, by aflat end mill with a diameter of 10 mm, for a depth of 15 mm.A simple CNC program controls the whole drilling process.A flat end mill is used because the axial force along the toolcenterline is considerably smaller than for normal drilling.
A minimum of three identical artifacts are considerednecessary to assess the relative magnitude of the systematicerror and of the random error. It is noted that this can bedone in a single real workpiece by just shifting theworkpiece on the machine table and running the sameCNC program. This assures that the holes are at the sameabsolute location in the machine tool workspace. Workpieceand tool offsets need to be the same for each of the threeartifacts so that the error can be referred to the machinecoordinate system. The procedure to produce the threeartifacts in one part is given below.
1. Put the workpiece on the CNC machine with its sidesaligned with the axes of the machine. Clamp theworkpiece on the CNC machine and drill with theCNC program a first series of 36 holes. Such series ofholes constitutes the first artifact.
2. Unclamp the workpiece and shift it on the machinetable along the y-axis applying a shift of −11.5 mm.Clamp the workpiece again on the CNC machine anddrill with the CNC program a second series of 36 holes.Such series of holes constitutes the second artifact.
3. Unclamp the workpiece and shift it on the machinetable along the x-axis applying a shift of 15 mm. Clampthe workpiece again on the CNC machine and drill withthe CNC program a third series of 36 holes. Such seriesof holes constitutes the third artifact.
The shifting accuracy is not important as the hole 1 andthe hole 31 are used to align the origin and the x-axis of thethree artifacts.
Figure 3 shows the workpiece in the drilling phase withthe different series of holes constituting the differentartifacts.
3.4 The measurement of the workpiece
The three series of holes constituting the three differentartifacts in the same workpiece are measured on a ZeissCMM Model Contura G2; 10/16/6, RDS according to thefollowing procedure. The workpiece is first clamped on theCMM table with its sides manually aligned with the axes ofthe CMM as depicted in Fig. 4 in particular the edge nearhole 1 and 31 is aligned as precise as possible with the X-axis of the machine. Thereafter all the three series of 36holes, which constitute the three artifacts, are sequentiallymeasured without any change in the coordinate system.
For each hole in the workpiece, 96 measurements arecarried on. In particular, moving only one axis of the CMMat a time, the extreme points of two perpendicular cords(which are chosen so as to be as close as possible to
Fig. 3 Artifact manufacturing on CNC milling machine tool
Fig. 2 The workpiece with theholes numbered in sequence ofdrilling and measuring
216 Int J Adv Manuf Technol (2012) 60:211–224

diameters) on a plane 2 mm inside the hole are measured 10times each, for a total of 40 measurements. The same isdone on a second plane 12 mm inside the hole for other 40measurements. Then eight points on the bottom plane of thehole are measured twice. The scheme of the total 96measurement points is reported in Fig. 5. No CMM cannedcycle for the cylinder measurement is used because wewant to compute the errors from first hand raw data.
Two independent sets of measurements are collected forall the three artifacts. This has been obtained repeating themeasurements with the same measuring machine but aftersome days.
3.5 Transformation of measurement to same coordinatesystem and computation of dx, dy, di, and dj
The location, in the X–Y plane as well as the orientation ofeach one of the 36 holes in each artifact should be derived fromthe measurements. This can be obtained deriving the center lineof the holes which provides the information on their orientation(and therefore on the orientation of the tool that drilled them).The intersection of the center line with any suitable planeprovides then the information on the hole positions.
For each hole the first 40 measurements allow to derivethe center of the hole on one plane which is 2 mm insidethe hole, while the second 40 measurements allow thederivation of the center of a second plane 10 mm deeper.Redundant measurements are collected so that the randommeasurement error can be reduced. Since the measurementsare collected, with the precision allowed by the measuringmachine, as the extreme points of two perpendicular cordsin the directions of the X–Y axes of the measuring machineand are very closed to two diameters of the circumferenceto be measured, the (x, y) coordinates of the center are justcomputed taking the average of the 20 measurements of theextremes of each cord.
In order to identify the X–Y location of the holes, thecenters on the plane 2 mm inside the hole are used. Themeasurements of the bottom plane of the hole are not usedas they vary quite a lot in the z coordinate.
Once the two centers on the two planes are computed foreach hole of an artifact, in order to represent them in thenominal reference coordinate system, a translation isapplied to all of them in order to shift the axis origin inthe center of hole 1 at 2 mm level. A rotation around the z-axis is then applied in order to let the x-axis pass throughthe center, at 2 mm level, of hole 31. Once thesetransformations are applied, the comparison with thenominal values of the holes is carried on deriving theerrors dx and dy as well as di and dj. These last areobtained considering the direction of the line joining, foreach hole, the centers on the two different planes.
3.6 Measurements
In Fig. 6 the nominal values of the holes as well as themeasured values relative to the three artifacts are reported.However, in order to allow to perceive the differencebetween nominal and measured values, their distances (dx,dy) have been multiplied by a scaling factor of 300.Similarly, the results in Fig. 7 that are relative to theorientation errors of the drilled holes are reported. In eachnominal position, the sum of the orientation error vectors diand dj is reported for all three artifacts. In order to makesuch figure meaningful, the vectors have been multiplied bya scaling factor of 104.
These figures clearly show that there is a consistentsystematic error, but they also show that there is asystematic difference between measurements on the threeartifacts. Moreover for what concerns artifact 3, it appears
Fig. 5 Layout of the 96 measurement points in one single hole of theartifact
Fig. 4 Measuring workpiece on Zeiss CMM
Int J Adv Manuf Technol (2012) 60:211–224 217

that measurements relative to holes 12, 17, 23, 24, and 30could be regarded as outliers.
Using the differences between nominal values of x, ycoordinates and measured ones as well as the differencesbetween nominal and measured orientation of the holecenter line, it is possible to identify the parameters of thepolynomial models used to represent the total closed looperrors dx, dy, di, and dj. As previously discussed, suchpolynomial models have particular structures according torelations (1) and (2); their complexity increases togetherwith the degree of the polynomials used to representsatisfactorily the elementary error functions associated tothe movement of each axis. According to the a prioriavailable information, this whole experiment is designedassuming that fifth order degree polynomials satisfactorilyrepresent such elementary error functions (for the elemen-tary error function RXZ, as previously discussed, the orderof the polynomial is assumed one degree lower). Theexperimental data in Figs. 6 and 7, however, suggest thatless complex functions could also enable a satisfactorilyerror identification.
Total closed loop error polynomial models aretherefore computed for different degrees of the elemen-tary functions. The parameters of such closed loop errormodels are estimated using ordinary least squareswhich, by definition, minimize the sum of the squaresof the difference between the measured error and theone predicted by the model in each one of the 36measurement points. Such cost function is also used ascriterion to evaluate the goodness of the error identifi-cation which can be achieved with the different modelsthus comparing their performances.
3.7 Computation of prediction errors
In Tables 2 and 3, the obtained average prediction errorrelative to the estimates of the total error functions for thethree artifacts is reported when different degrees of thepolynomials describing the elementary error functions areused. The average prediction error is the square root of thecost function (sum of square errors) once this last has beendivided by the number of measurement points, which in our
0 50 100 150 200 250 300 350 4000
50
100
150
200
250
300
Nominal value Artifact 1 Artifact 2 Artifact 3
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Fig. 6 Nominal and measured values of the x, y coordinates of the hole centers for the three artifacts. The distances between nominal values andmeasured ones have been multiplied by a scaling factor of 300
218 Int J Adv Manuf Technol (2012) 60:211–224

case is 36. In the tables the average prediction error withoutany correction is also reported for reference.
From Table 2 it appears that, for what concerns theposition errors dx and dy, model structures derived assumingthird order polynomials for the description of elementaryerror functions adequately describe the measured errors. InFig. 8 the nominal coordinates of the holes are shown withthe measured and the estimated ones. The estimated
coordinates are the values computed by adding to thenominal coordinates the errors dx and dy that are computedusing the estimated parameters. Also in these figures thedistance between nominal values on one side and measuredand estimated values on the other is multiplied by a scalingfactor of 300 to make the differences visible.
From Table 3 it appears that, for what concerns theorientation errors di and dj, model structures derived
0 50 100 150 200 250 300 350 4000
50
100
150
200
250
300
Nominal value Artifact 1 Artifact 2 Artifact 3
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Fig. 7 Nominal values of the x, y coordinates of the hole centers together with the vectors d~r ¼ d~iþ d~j which account for the hole orientationerror for the three artifacts. The vectors have been multiplied by a scaling factor of 104
Table 2 Average prediction error for dx and dy using different model structures of increasing complexity
Degree of polynomials describingelementary error functions
Prediction error for dx Prediction error for dy
Artifact 1 Artifact 2 Artifact 3 Artifact 1 Artifact 2 Artifact 3
Actual error realization 1.7345·10−2 3.1355·10−2 1.7753·10−2 3.9523·10−2 5.0603·10−2 4.4751·10−2
Degree 0 8.9663·10−3 1.5087·10−2 9.5962·10−3 2.4782·10−2 3.1801·10−2 2.7647·10−2
Degree 1 5.2970·10−3 4.4895·10−3 4.6099·10−3 5.9212·10−3 5.9165·10−3 8.6133·10−3
Degree 2 4.8630·10−3 3.9396·10−3 4.4981·10−3 5.2275·10−3 5.3594·10−3 8.2658·10−3
Degree 3 1.9618·10−3 2.6312·10−3 2.0022·10−3 4.2626·10−3 4.8238·10−3 7.6195·10−3
Degree 4 1.9272·10−3 2.5492·10−3 1.9514·10−3 4.2603·10−3 4.8148·10−3 7.5230·10−3
Degree 5 1.9105·10−3 2.5316·10−3 1.9096·10−3 4.1502·10−3 4.8134·10−3 7.4376·10−3
Int J Adv Manuf Technol (2012) 60:211–224 219

assuming first order polynomials for the description ofelementary error functions adequately describe the mea-sured errors. This can be verified looking at Fig. 9 in which
the nominal coordinates of the holes are reported togetherwith the measured and the estimated vectors di+dj whichaccount for the hole orientation error. Estimated vectors di
0 50 100 150 200 250 300 350 4000
50
100
150
200
250
300
Nominal value Art1 Estimated value Art1 Measured value Art2 Estimated value
Art2 Measured value Art3 Estimated value Art3 Measured value
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Fig. 8 Nominal values of the x, y coordinates of the hole centerstogether with the measured coordinates and the estimated ones usingthe models derived assuming third order polynomials for the
description of elementary errors. Data are relative to artifact 1, artifact2, and artifact 3. The distance between nominal values, measured, andestimated ones has been multiplied by a scaling factor of 300
Table 3 Average prediction error for di and dj using different model structures of increasing complexity
Degree of polynomials describingelementary error functions
Prediction error for di Prediction error for dj
Artifact 1 Artifact 2 Artifact 3 Artifact 1 Artifact 2 Artifact 3
Actual error realization 1.0693·10−2 1.0864·10−2 1.2593·10−2 4.9419·10−3 3.3891·10−3 1.0363·10−2
Degree 0 2.8536·10−3 2.5467·10−3 3.6597·10−3 1.8619·10−3 2.2164·10−3 9.7720·10−3
Degree 1 8.9155·10−4 1.2160·10−3 2.7363·10−3 1.7647·10−3 2.0820·10−3 9.7589·10−3
Degree 2 8.7390·10−4 1.1671·10−3 2.1943·10−3 1.7010·10−3 1.7043·10−3 9.7033·10−3
Degree 3 8.2505·10−4 1.0127·10−3 2.0896·10−3 1.5813·10−3 1.5626·10−3 9.6984·10−3
Degree 4 8.2489·10−4 1.0013·10−3 1.7703·10−3 1.5651·10−3 1.5110·10−3 9.6240·10−3
Degree 5 7.9607·10−4 9.5768·10−4 1.6824·10−3 1.5460·10−3 1.3917·10−3 9.5766·10−3
220 Int J Adv Manuf Technol (2012) 60:211–224

and dj are computed using the estimated parameters. Alsoin these figures, the vectors are multiplied by a scalingfactor of 104 for clarity of representation.
3.8 Compensation for thermal expansion
All the above results clearly show that total closed looperrors can be identified from the measurements relative toeach one of the three artifacts. However, there is aconsistent systematic difference in the location of the holesin the three artifacts. A possible reason for such differencescould be related to changes in temperature. Actually thedrilling of the three artifacts required about 40 min. Thesolid piece of resin used for the drilling had been for severalhours in the lab where the milling machine is operated sothat its temperature at the drilling time can be assumedalmost constant during the whole drilling process. On the
other hand, instead, the measurement process requires muchmore time. About 4 h is required for measuring all the holesof one artifact only. Moreover the laboratory in which suchmeasurements were carried on has no temperature controland the workpiece was most likely not in thermalequilibrium with the environment.
At the time in which the measurements were conducted,it was assumed that temperature is constant. Later on it wasfigured out that a change in temperature of a few degrees,which significantly affect the measurements, could easilyhave occurred during the measurement of the artifacts.Unfortunately in the measurement laboratory, no recordingof temperature data is available for the time in which themeasurements were carried on. However, in order to testwhether a change in temperature could satisfactorily accountfor the systematic difference among the measurements of thethree artifacts, it is assumed that they have been measured at
0 50 100 150 200 250 300 350 4000
50
100
150
200
250
300
Nominal value Art1 Estimated value Art1 Measured value Art2 Estimated value
Art2 Measured value Art3 Estimated value Art3 Measured value
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Fig. 9 Nominal values of the x, y coordinates of the hole centerstogether with the measured vectors d~r ¼ d~iþ d~j and the estimatedones which are computed using their error models derived assuming
first order polynomials for the description of elementary errors. Dataare relative to artifact 1, artifact 2, and artifact 3. The vectors havebeen multiplied by a scaling factor of 104
Int J Adv Manuf Technol (2012) 60:211–224 221

three different temperatures. With this hypothesis, the differ-ence in temperature between the measurements of artifact 1and artifact 2 as well as between artifact 1 and artifact 3 isestimated from the available data. The measurements ofartifact 2 and of artifact 3 are then compensated according theestimated changes and the obtained values are compared tothe measurements of artifact 1 in Fig. 10.
4 Assessment of the experiment and generalizationto n-axis machine tools
The above experiments show that we can identify thesystematic error for a two-axis CNC machine tool with thenew proposed method. When the measurement errorbounds are normalized to one so that |e(t)|≤E=1, the worstcase prediction error that can be achieved within the
normalized working space is quite consistent if themeasurements are reduced to a minimum (as manymeasurements as parameters) even in the case of optimalsampling choices when it equals 8.4. This worst caseprediction error drops to 2 if all the 36 points of the optimalparameter estimation grid are used, and it drops further to1.7 if the optimal prediction error grid is used. On thecontrary the worst case prediction error would be 3.1 if auniform gridding is used. The actual prediction error shouldbe smaller than the worst case one since the used measure-ments are more than the parameters to be estimated.
The degree of the polynomials to model the systematicerrors can be reduced from fifth to third, making themethod even more efficient by reducing the number ofrequired holes. For a three-axis CNC machine when degree3 polynomials are used, we need 4 workpieces for each zlevel with 16 holes in the XY plane of each workpiece.
0 50 100 150 200 250 300 350 4000
50
100
150
200
250
300
Nominal value Artifact 1 Artifact 2 Compensated Artifact 3 Compensated
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
Fig. 10 Nominal values of the x, y coordinates of the hole centerstogether with the measured coordinates for artifact 1 and thosecompensated for temperature of artifact 2 and of artifact 3. The
distances between nominal values and measured or compensated havebeen multiplied by a scaling factor of 300
222 Int J Adv Manuf Technol (2012) 60:211–224

To extend the procedure to three- and four-axis CNCmachines are practical, as the number of holes will increaseto, respectively, 64 and 256 in the case of the third-degreepolynomials.
The relation between the actual number of measurements(holes) and the worst case prediction error for the five-axiscase will need to be investigated further as probably thenumber of holes is rather high (4×4×4×4×4=1,024). Therelation between reducing the number of holes and theworst case prediction error need to be investigated furtherfor this case. The number of holes for the minimal set caneasily be obtained from [5] but the worst case predictionerror would be much higher than for the full set of holes(1,024). One other way out is to measure the artifact on amore accurate CMM machine as the prediction error isproportional with the measurement error bound.
The case in which the total error function is the sum of nmonodimensional polynomials, and when the values of thesampling coordinates at which the function can be measuredare bounded to given intervals, then the optimal samplingschedule can be numerically derived considering only, ascandidate measurements, the nodes of the gridding that, ineach dimension, has the monodimensional optimal sampling.This applies directly to the rotational error of and n-axismachine tool as stated in section 2.1. These results cannot beobtained in closed form and will be published in the future.
5 Conclusions
A new conceptual approach for systematic error correctionin CNC machine tools minimizing worst case predictionerror for a given bounded measurement error was devel-oped. This methodology is based on an artifact consistingof drilled holes to identify the closed loop volumetric errorsin multi-axis CNC machine tools. The errors are modeledas multidimensional polynomials.
In general the n-dimensional polynomials in the n jointcoordinates describing the total errors are not complete, butthey include monomials which function at most as twodifferent joint coordinates, one of which is at most ofdegree one. For the closed loop orientation errors (totalangular errors) the polynomial functions representing themare in general the sum of n one-dimensional polynomials inthe n coordinates of the n axes of the CNC machine.
The best setting for the proposed method was derivedfrom the experimental results on a two-axis machine. Thebest number of holes per machine tool axis was found to be4 using third-degree polynomials to approximate thesystematic errors. For a three-axis milling machine therequired number of holes can be varied from the minimalnumber, equal to the number of unknown parameters in thepolynomials, up to a full gridding of 4×4×4=64 holes.
Taking the full gridding reduces the prediction error at leastby an order of magnitude compared to the minimumnumber of required holes. The location is of these holesminimizes the worst case prediction error. The holes arelocated on a grid for each axis located at coordinates thatcorrespond to the roots of the Chebyshev polynomial offirst kind.
The physical artifact can contain multiple virtualartifacts. This allows the separation of the random errorsfrom the systematic errors and to assess their relativemagnitude.
The method is very simple because of three reasons.Firstly the six components of the closed loop systematicerror are measured directly. Secondly the artifact consistsonly of producing holes. Finally the systematic errorapproximated as third-degree polynomial is sufficient.
Using a full five-dimensional grid for a five-axis CNCmachine will require 4×4×4×4×4=1,024 holes. This israther too high. The effect of reducing the full grid on theprediction error should be studied further by numericalexperiments that may require linear programming or apseudo heuristic approach. However not using a full five-dimensional grid still allows the identification of the errorsbut with higher prediction error.
References
1. Schwenke H, Knapp W, Haitjema H, Weckenmann A, Schmitt R,Delbressine F (2008) Geometric error measurement and compen-sation of machines—an update. CIRP Annals Manuf Technol57:660–675
2. Suh SH, Lee ES, Jung SY (1998) Error modelling andmeasurement for the rotary table of five-axis machine tools. IntJ Adv Manuf Technol 14:656–663
3. Wang SM, Yu HJ, Liao HW (2006) A new high-efficiency errorcompensation system for CNC multi-axis machine tools. Int J AdvManuf Technol 28:518–526
4. Abdul WK, Wuyi C (2010) A methodology for systematicgeometric error compensation in five-axis machine tools. Int JAdv Manuf Technol 46:9–12
5. Bohez ELJ, Ariyajunya B, Sinlapeecheewa C, Shein TMM, LapDT, Belforte G (2007) Systematic geometric rigid body erroridentification of 5-axis milling machines. Comput-aided Des39:229–244
6. Jae PH, Hee MJ, Nam CC Patent Title: Method of assessing threedimensional volumetric errors in multiaxis machine tools. Patentnumber N. US5841668. Patent Assignee: Nat Univ Seul, SNUPrecision Co LTD
7. Belforte G, Bohez ELJ (2008) Patent Title: Procedimento perl’identificazione e la compensazione degli errori sistematici inmacchine utensili multi-asse a controllo numerico e relativosistema. Application number N. TO2008A000512 (Italy) Appli-cation date 30-06-2008. Patent holder: Politecnico di Torino
8. Belforte G, Bohez ELJ (2009) Patent Title: Procedimento perl’identificazione e la compensazione degli errori sistematici inmacchine utensili multi-asse a controllo numerico e relativosistema. Application number N. TO2009A001052 (Italy) Appli-cation date 29/12/2009. Patent holder: Politecnico di Torino
Int J Adv Manuf Technol (2012) 60:211–224 223

9. Chung NV, Belforte G, Bohez ELJ. (2009) Minimal worst caseoptimal sampling for systematic angular error identification inmulti-axis CNC machine tools. Proc. 20th International Confer-ence on Production Research ICPR-20, Shanghai China, SerialNo. 9.1 (CD), ISRC CN-E16-09-0006-0/A•H
10. Belforte G, BonaB, Frediani S (1987) Optimal sampling schedule forparameter estimation of linear models with unknown but boundedmeasurement errors. IEEE Trans Autom Control 32(2):179–182
11. Belforte G, Gay P,Monegato G (1997) Optimal sampling schedule formodels with l2 and l∞ set membership errors. Proc. 36th Conferenceon Decision and Control, San Diego, California, pp. 744–749.
12. Belforte G, Gay P (2002) Optimal experiment design for regressionpolynomial models identification. Int J Control 75(15):1178–1189
13. Bernstein SN (1931) Sur la limitation des valeurs d'une polynomeP(x) de degré n sur tout un segment par ses valeur en (n + 1)points du segment, Izv. Akad. Nauk. SSSR 7:1025–1050
14. Kilgore AT (1978) A characterization of the Lagrange interpolat-ing projection with minimal Tchebycheff norm. J Approx Theory24:273–288
15. Boor C, Pinkus A (1978) Proof of the conjectures of Bernsteinand Erdös concerning the optimal nodes for polynomial interpo-lation. J Approx Theory 24:289–303
224 Int J Adv Manuf Technol (2012) 60:211–224