A New Approach for the Wear Failure Risk of Copper … New Approach for the Wear Failure Risk of...
9
TECHNICAL PAPER A New Approach for the Wear Failure Risk of Copper Staves in Blast Furnaces Mustafa Esmer 1 • Hamdi Alper O ¨ zyig ˘it 2 Received: 8 March 2016 / Accepted: 5 January 2017 / Published online: 10 February 2017 Ó The Indian Institute of Metals - IIM 2017 Abstract Copper staves are widely used as cooling sys- tems for blast furnaces. Since the inside wall of the fur- naces are completely covered with copper staves, the failure of the system plays a significant role for premature blast furnace relining. Especially the bosh area is the crit- ical part of blast furnaces because it faces high heat load. The damage to the bosh area directly affects the service period of BF’s. The lifetime of furnaces can be prolonged considerably by preventing the premature damage of this section. For this purpose, a new approach has been intro- duced to define the premature risk factor of copper staves based on design and operation parameters. The data of 34 different blast furnaces obtained from the members of World Steel Assoc. are applied to this new approach to calculate the premature risk factors. The results are recor- ded and analyzed according to service lifetime and actual wear situations of copper staves. Finally, all these analyzes show that the new approach, which is represented in this paper can be a new design check parameter for blast fur- naces and a practical solution to define the premature wear risk of copper staves. Therefore, blast furnace designers and users can extend the blast furnace lifetime by using this new approach resulting in high economic benefits. Keywords Life extension Life prediction Abrasive wear Blast furnaces Abbreviations BF Blast furnace PCI Pulverized coal Injection BWF Bosh wear factor BWFp Bosh wear factor pressure function BWFv Bosh wear factor velocity function Cu Copper b bosh Bosh angle (°) b stack Stack angle (°) / belly Belly diameter (m) D t Throat diameter (m) H t Throat height (m) H s Stack height (m) H belly Belly height (m) H bosh Bosh height (m) q Density of the burden material t m 3 A bosh Bosh surface area (m 2 ) A belly Belly cross sectional area (m 2 ) Avg.V belly Average velocity factor of the burden material at belly m day M d Total charged daily burden material t day M 1 Total burden weight between middle of the bosh to the stock line (t) V 1 Total burden volume between middle of the bosh to the stock line (m 3 ) u Working Productivity (working volume) t m 3 day V Working Working volume (m 3 ) 1 Introduction The blast furnace process is a widely used conventional method for producing pig iron. Sintered iron ores, mixed with a proportion of rubble ore, metallurgical coke and & Hamdi Alper O ¨ zyig ˘it [email protected] 1 Engineering Department, Eregli Iron and Steel Works Co., 67330 Ereg ˘li, Zonguldak, Turkey 2 Mechatronics Engineering Department, Engineering Faculty, Bu ¨lent Ecevit University, 67100 Zonguldak, Turkey 123 Trans Indian Inst Met (2017) 70(8):2137–2145 DOI 10.1007/s12666-017-1035-8
Transcript of A New Approach for the Wear Failure Risk of Copper … New Approach for the Wear Failure Risk of...

TECHNICAL PAPER
A New Approach for the Wear Failure Risk of Copper Stavesin Blast Furnaces
Mustafa Esmer1• Hamdi Alper Ozyigit2
Received: 8 March 2016 / Accepted: 5 January 2017 / Published online: 10 February 2017
� The Indian Institute of Metals - IIM 2017
Abstract Copper staves are widely used as cooling sys-
tems for blast furnaces. Since the inside wall of the fur-
naces are completely covered with copper staves, the
failure of the system plays a significant role for premature
blast furnace relining. Especially the bosh area is the crit-
ical part of blast furnaces because it faces high heat load.
The damage to the bosh area directly affects the service
period of BF’s. The lifetime of furnaces can be prolonged
considerably by preventing the premature damage of this
section. For this purpose, a new approach has been intro-
duced to define the premature risk factor of copper staves
based on design and operation parameters. The data of 34
different blast furnaces obtained from the members of
World Steel Assoc. are applied to this new approach to
calculate the premature risk factors. The results are recor-
ded and analyzed according to service lifetime and actual
wear situations of copper staves. Finally, all these analyzes
show that the new approach, which is represented in this
paper can be a new design check parameter for blast fur-
naces and a practical solution to define the premature wear
risk of copper staves. Therefore, blast furnace designers
and users can extend the blast furnace lifetime by using this
new approach resulting in high economic benefits.
Keywords Life extension � Life prediction �Abrasive wear � Blast furnaces
Abbreviations
BF Blast furnace
PCI Pulverized coal Injection
BWF Bosh wear factor
BWFp Bosh wear factor pressure function
BWFv Bosh wear factor velocity function
Cu Copper
bbosh Bosh angle (�)bstack Stack angle (�)/belly Belly diameter (m)
Dt Throat diameter (m)
Ht Throat height (m)
Hs Stack height (m)
Hbelly Belly height (m)
Hbosh Bosh height (m)
q Density of the burden material tm3
� �
Abosh Bosh surface area (m2)
Abelly Belly cross sectional area (m2)
Avg.Vbelly Average velocity factor of the burden material
at belly mday
� �
Md Total charged daily burden material tday
� �
M1 Total burden weight between middle of the
bosh to the stock line (t)
V1 Total burden volume between middle of the
bosh to the stock line (m3)
uWorking Productivity (working volume) tm3�day
� �
VWorking Working volume (m3)
1 Introduction
The blast furnace process is a widely used conventional
method for producing pig iron. Sintered iron ores, mixed
with a proportion of rubble ore, metallurgical coke and
& Hamdi Alper Ozyigit
1 Engineering Department, Eregli Iron and Steel Works Co.,
67330 Eregli, Zonguldak, Turkey
2 Mechatronics Engineering Department, Engineering Faculty,
Bulent Ecevit University, 67100 Zonguldak, Turkey
123
Trans Indian Inst Met (2017) 70(8):2137–2145
DOI 10.1007/s12666-017-1035-8

fluxes are charged from the top of the blast furnace while
blast hot air, O2, and pulverized coal injection (PCI) are fed
to the lower part of the blast furnace. After the chemical
reactions occur inside the furnace, iron ore is chemically
reduced and physically converted to liquid ‘‘pig iron’’
(4–6% C, 1–1,5% Si) which is suitable for subsequent
refining to steel [1, 2]. In other words, the natural abrasive
raw materials descend and soften due to high temperature
while hot gasses including solid particles ascend through
the burden material and along the wall.
The main parts of the furnaces are the body, top feed
system, cast house, hot blast stoves, gas evacuation and
cleaning system, slag granulation and rawmaterial handling.
A modern blast furnace consists of three layers in the radial
direction. Steel shell for supporting mechanical and thermal
loads, cooling systemprotecting the refractory and steel shell
and refractory consisting of bricks or blocks [3]. A blast
furnace has six main parts in the vertical direction; hearth,
bosh, belly, stack, throat and top cone as shown in Fig. 1.
The hearth is the bottom part of the blast furnace where
the liquid pig iron and the slag are accumulated. The shape
of the hearth is like a crucible, and the liquid pig iron is
tapped when it reaches certain level. The bosh area is the
hottest part of the blast furnace where the flame tempera-
ture is more than 2000 �C. The belly has a cylindrical
shape and has the widest diameter which is located
between upper bosh and lower part of the stack. The stack
is a truncated upright cone between belly and throat area.
The narrowest cylindrical part above the stack is the throat.
The highest part of the furnace proper is the top cone where
gas offtakes and charging equipments are located.
In the hearth part of a blast furnace, spray, cassette or
stave cooling systems are used as cooling methods. On the
other hand, dense copper plate-refractory combination or
stave cooling systems are preferred in the bosh, belly and
stack sections. At the throat, stave cooling system is used if
it is necessary.
In recent years, many stave problems have been reported
after progressive increase in PCI rates in the blast furnaces
[4]. PCI rate is used to replace equivalent metallurgical
coke rate to decrease cost since PCI unit price is less than
that of unit metallurgical coke. However, the usage of high
PCI rates moves highest temperature point in the bird’s
nest from the center of the blast furnace to the wall which
increases heat load on the bosh area and makes the
accretion layer thinner or destroys it as well.
Accretion layer is necessary to prevent the stave from
wear of burden material. Another factor responsible for the
increased copper stave premature failure is the stave body
temperature. If the temperature of the hot face of the stave
exceeds 250 �C and if there is no refractory in front of the
stave, copper becomes softer which causes increasing wear
rate due to movement of the burden material.
Premature wear of stave in the bosh area is the main
reason of relining of the blast furnace. That problem also
causes production loss and higher operation cost. Wu et al.
Fig. 1 Blast furnace main
sections and dimensions
2138 Trans Indian Inst Met (2017) 70(8):2137–2145
123

[5] states that the lower part of the furnace faces high heat
load and this part has a great importance for the blast
furnace service lifetime compared to the upper parts of the
blast furnace. However, increasing PCI rates causes addi-
tional heat load on to the bosh wall. As bosh section has a
critical importance for the lifetime and productivity of the
blast furnace, many researchers, scientists, and companies
are working to prolong the life of the bosh area copper
staves.
There are many reasons for the failure of copper staves
such as; bending problem, no further contact between stave
and cooling pipe, welding failures between stave and
cooling pipe, and wear of the burden material. Many
researchers claim that the primary reason for the premature
failure of the copper staves is abrasion wear. Lungen et al.
[6] made a physical and microstructural analysis of the
refractory from the bosh part of a blast furnace (Taranto
No. 5 Italian iron and steel producer). The results clearly
show that this material is almost unchanged, so the wear in
this zone mainly depends on a mechanical abrasion. Cegna
et al. [4] focused on the root causes of the serious prema-
ture stave failures of the blast furnace (Ternium Siderar
Blast Furnace No:2) as shown in Fig. 2. They inserted a
copper rod to analyze the failure whether it is due to ero-
sion or abrasion (Fig. 2 right). The hot face appearance of
the copper rod clearly shows that the failures are due to
abrasion of descending burden material.
Laar and Engel state that the failures of the copper
staves are due to abrasion wear as shown Fig. 3 [7]. Shaw
et al. [8] state that the failure of copper staves which is
principally from abrasion wear can lead to an early reline
with a high cost. Zhang et al. [9] determined that by the
decrease of the bosh angle, the pressure on the bosh wall
increases. They claim that the increase in the wall pressure
accelerates the abrasion of the refractory by the friction
force between particles and wall. Zhang [10] in another
article points out that the cooling system is damaged by
abrasion wear which is due to lack of accretion layer on the
hot face. He asserts that reduction of bosh angle has a
negative effect on the ascension of the gasses, heat flux
attack, and accretion formation capability. Crudu et al. [3]
studied all the wear mechanisms in the blast furnace and
stated that one of the most significant wear mechanism is
abrasion due to burden material descend and moving coke
granulations in the raceway. Yeh et al. [11] categorized the
main causes of the copper stave failures into two; abrasion
wear of descending burden material and high heat load on
the hot face. They have stated that accretion layer is nec-
essary to protect the stave from failure. Wu and Cheng [12]
emphasized that if the accretion layer is lost, the stave faces
high heat load which decreases the lifetime of the blast
furnaces. Xie and Cheng [13] pointed out that due to lack
of the accretion layer in front of the stave, staves face high
heat load. Cheng et al. [14] stated that an accretion layer
with an optimum thickness is necessary for long blast
furnace service-life.
2 Materials and Methods
The blast furnace is supposed to be a complex iron-making
process which includes more than 30 chemical reactions
and changing phases of various materials. So, the blast
Fig. 2 Severe premature wear
of copper staves in the blast
furnace (Ternium Siderar No:2)
(left), The copper test rod to
check the wear cause and rate
which is used in the blast
furnace (right) [4]
Fig. 3 Copper stave wear due to abrasion [7]
Trans Indian Inst Met (2017) 70(8):2137–2145 2139
123

furnace is regarded as one of the most complex industrial
reactors [15]. Because of this complexity, it is tough to find
the relationship between premature wear of copper staves
(while taking into account all blast furnace design) and
operation parameters. So, it is necessary to present a new
approach proved by experimental data by focusing the
most important blast furnace (BF) parameters. For this
purpose, a new method called Bosh wear factor (BWF) is
introduced to determine the risk of premature failure of the
copper staves by using geometric and operation parameters
of a blast furnace.
2.1 Background of BWF Approach
Three main effects are considered in the BWF approach;
the formation of the protection layer in front of the stave,
the heat load on the stave and mechanical abrasion effect of
the burden material. Two new functions are derived to
formulate the approach by using blast furnace design and
operation parameters. They are Pressure Function (BWFp)
and velocity function (BWFv). So, BWF is determined as
follows:
BWF ¼ BWFp � BWFv ð1Þ
Totally34blast furnacedata, supplied byWorldSteel, have
been used to compare the BWF values and actual wear status.
2.2 BWFp- Pressure Function of BWF
The analysis and investigations conducted in this paper clearly
show that the increase of wall pressure on the bosh surface
decreases the risk of the premature wear of copper staves even
though it is asserted contrary to some studies in the literature
[9, 10]. However, as seen in Fig. 4, no wear at the high wall
pressure zones of the bosh section provide evidence that the
higher pressure on bosh leads to less abrasionwear on the bosh
surface [4].Because peakwall pressures occur at the transition
sections of silos during steady discharge as seen in Fig. 5 [16].
The theoretical calculations related to wall pressure are veri-
fied by experimental studies and DEM analysis as shown in
Fig. 6 [9, 16, 17].
A blast furnace can be supposed to be a silo with a
steady discharge manner. There is a fix cohesive zone layer
and the liquid iron drops to the hearth from this layer
steadily and continuously. Our assumption which states:
‘‘if the wall pressure on the bosh area surface increases, the
risk for the premature wear decreases’’ can easily be cor-
roborated with any furnace which has less or no abrasion
wear compared to the other parts of the blast furnace’s
inner surface at the section transitions. The assumption is
verified by the copper staves of the Ternium Siderar BF
Fig. 4 Wear status of the copper staves in Ternium Siderar BF No:2
[4]
Fig. 5 Experimental and theoretical wall and vertical fill pressures
during steady discharge in a silo.
Fig. 6 The wall pressures in the dynamic condition [17]
2140 Trans Indian Inst Met (2017) 70(8):2137–2145
123

No:2 (Fig. 4) which shows bosh and belly wear condition
after three-year of furnace service lifetime. It is clearly
seen in the same figure, there is no wear at the bosh and
belly transition. There are also residual accretion layers
even if the BF burden is entirely discharged.
The pressure of the burdenmaterial on the bosh stave helps
the formation of the accretion layer because of two effects:
• The first effect is the increase of pressure on the bosh
wall which is caused by the burden material. The
increasing pressure on the bosh decreases the perme-
ability of the burden material around the bosh stave
surface. Thus, lower permeability obstructs the hot
gasses to pass near the wall which reduces the heat on
the surface as well. This situation enables the accretion
layer formation which prevents the stave from abrasion
and high surface temperature.
• The second is the filling effect of the burden material
into the geometric spaces, roughness, discontinuities
and non-flatness areas of the stave surface with
increasing pressure. The filling effect may cause a
geometric reaction against the descending behavior of
the burden material. The stationary or descending
velocity of the burden material cools more efficiently
which increases the capability of the formation of
accretion layer. The accretion layer prevents the stave
surface from mechanical abrasion.
In the light of this explanation, a new pressure function
called BWFp is represented to show the wall pressure
factor on the bosh wall. If the wall pressure on the bosh
surface area increases, then the wear rate of the copper
staves decreases. So, that means higher values of the BWFp
reduces the risk of the premature wear rate.
The assumptions of the BWFp function are as follows:
• Bosh area and tuyeres carry the whole burden material
• If the bosh angle is enlarged, the load on the bosh
surface decreases while the load on the tuyeres
increases contrarily.
• The load shared by bosh surface and tuyeres is
represented by the cosine function of bosh angle. If
the bosh angle is 90�, then all the weight of the burden
material is supposed to be carried by tuyeres which
mean the pressure on the bosh surface area is zero.
• During calculation of the burden material weight, the
levels between the middle of the bosh area and stocking
is taken into account.
• The stock line is supposed to be 1 m above the end of
the upper stack.
• The pressure on the bosh is presented as the weight of
the burden material over bosh surface area. This
expression is also correlated with cosine function to
represent the load share between bosh area and tuyeres.
The BWFp formula is defined as follows:
BWFp ¼ M1 � cos bboshAbosh
ð2Þ
where
M1 ¼ V1 � q ð3Þ
If we put this in Eq. 2, the final formula is
BWFpðV1; q; bbosh;Abosh; Þ ¼V1 � q � cos bbosh
Abosh
ð4Þ
2.3 BWFv- Velocity Function of BWF
The velocity of the burden material is directly related to
stave wear rate because of two reasons:
• Firstly, if the descending velocity of the burden
material is decreased, the wear rate of the stave is also
reduced proportionally due to nature of abrasion wear
mechanism.
• Secondly, if the descending velocity of the burden
material decreases, the performance of the stave cooling
increases contrarily. Reduced velocity increases the
retention time of the burdenmaterial in front of the stave.
For this reason, the stave with same cooling capacity
decreases the temperature of the burdenmaterial in away
that is inversely proportional to the burden velocity.
Both these reasons help in the formation of the accretion
layer and prevent the stave surface frommechanical abrasion.
A new velocity function called BWFv is represented in
this section. If the burden material velocity decreases, then
the wear rate of the copper staves also decreases.
The assumptions of BWFv are as follows:
• Daily charged burden material is calculated as a
multiplying factor to working volume by productivity.
• The mean velocity at the belly is taken into account.
However, since this is multiplied by pressure function
as a risk factor, the inverse of it is taken here.
Fig. 7 Summary of pressure and velocity effects to the premature
wear of copper staves
Trans Indian Inst Met (2017) 70(8):2137–2145 2141
123

• Cosine function of bosh angle is taken as a velocity
correction factor on the wall. If the bosh angle reaches
90�, the velocity on the walls get its highest value on
the same working volume, productivity, and bosh lower
diameter values.
The BWFv formula is defined as follows:
BWFv ¼ cos bboshAvg:Vbelly
ð5Þ
Daily charged material is calculated as following:
Md ¼ uWorking � VWorking ð6Þ
Mean velocity on the belly diameter is described as:
Avg:Vbelly ¼Md
q
Abelly
; whereAbelly ¼/2
belly� p
4ð7Þ
Avg:Vbelly ¼uWorking � VWorking
/2
belly�p
4� q
ð8Þ
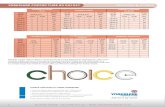
Table 1 The blast furnace specification list that indicates more than 10 year lifetime
ID BF_01 BF_04 BF_09 BF_14 BF_18 BF_19 BF_26 BF_31
Wear status No wear No wear No wear No wear No wear No wear No wear No wear
Blow-in 07.2001 12.1999 07.1998 08.2000 10.2004 08.2001 05.2000 10.2003
Ht (m) 2.000 3.850 1.500 2.600 2.000 3.271 1.144 1.945
Dt (m) 9.515 6.400 6.300 8.900 9.400 9.900 8.2 8.3
Hs (m) 15.910 14.800 15.000 15.500 17.627 17.240 17.745 15.66
bstack (�) 83.000 84.020 82.612 81.200 82.800 81.123 81.6 81.24
Hbelly (m) 2.140 2.200 2.170 2.400 2.495 2.510 1.76 2.7
[b (m) 13.630 9.500 10.534 13.600 14.756 15.500 12.385 13.37
Hbosh (m) 3.330 3.060 3.730 3.200 3.167 3.200 3.690 3.200
Bbosh (�) 71.000 72.200 70�670 71.300 68.000 60.000 77.072 72.000
Wworking (m3) 2434 1222 1347 2490 3144 3525 2206 2350
Table 2 The blast furnace specification list that indicates less than 10 year lifetime
ID BF _08 BF _12 BF _13 BF _15 BF _16 BF _20
Wear status No wear No wear No wear No wear No wear No wear
Blow-in 05.2010 05.2008 08.2006 07.2009 09.2011 10.2006
Ht (m) 2.556 2.600 1.200 2.070 2.556 2.000
Dt (m) 6.600 10.000 7.000 12.120 6.600 10.900
Hs (m) 14.389 17.000 12.000 17.500 14.389 19.700
bstack (�) 82.900 81.283 82.200 79.010 82.900 83.000
Hb (m) 2.005 2.500 2.800 1.800 2.005 2.000
[b (m) 9.980 16.000 10.000 17.900 9.980 15.070
Hb (m) 2.640 3.650 3.000 4.370 2.640 2.900
b (�) 66.000 74.000 71.000 71.580 66.000 80.000
Wworking (m3) 1212 3765 1145 4777 1212 3821
Item BF _25 BF _27 BF _28 BF _32 BF _33 BF _34
Wear status No wear No wear No wear No wear No wear No wear
Blow-in 02.2009 02.2009 07.2010 10.2010 04.2005 04.2012
Ht (m) 2.05 1.57 3 2 1.650 1.6
Dt (m) 10.8 9.6 8.5 8.6 8.640 9.5
Hs (m) 17.8 17.6 15.5 17.00 15.650 17.45
bstack (�) 81.060 81.020 70.010 82.100 82.227 81.413
Hbelly (m) 2.4 3 2.6 2.69 1.650 2.1
[b (m) 16.6 15.16 15.52 14.41 12.913 14.7
Hbosh (m) 4.400 3.500 3.300 3.43 4.345 3.95
Bbosh (�) 78.000 71.360 69.000 78.000 77.900 71.338
Wworking (m3) 4254 3361 3062 2851 2268 3117
2142 Trans Indian Inst Met (2017) 70(8):2137–2145
123

If we put this in Eq. 5, the final formula is
BWFv ¼ cos bboshuWorking�VWorking
/2belly
�p4
�q
ð9Þ
BWFvðbbosh;/belly; q;uWorking;VWorkingÞ
¼cos bbosh�/2
belly� p � q
uWorking � VWorking � 4ð10Þ
2.4 Final Formula
If we combine two functions, BWFp, and BWFv, into BWF
function, this represents the risk of the premature wear of
copper staves.
BWF ¼ V1 � q � cos bboshAbosh
�cos bbosh�/2
belly� p � q
uWorking � VWorking � 4� 100
ð11Þ
The density difference is not taken into account in the
calculations. Densities of the burden materials are
supposed to be same for all BFs in this paper.
The effects of wall pressure on the bosh surface and
burden velocity relation with the wear of copper stave can
be summarized as seen in Fig. 7.
3 Experimental Study
The data of 34 different blast furnaces obtained from the
members of World Steel Assoc. are categorized into three
groups according to actual lifetimes and reported wear
conditions:
• Group 1: no wear with more than 10 years lifetime
(Table 1)
• Group 2: no wear with less than 10 years lifetime
(Table 2)
• Group 3: wear with less than 10 years lifetime
(Table 3)
The design and operation parameters of furnaces are
also included in these tables [18].
By using the design and operation parameters presented
in the tables above, BWF values are calculated for each
Table 3 The blast furnace specification list that indicates damaged copper staves
Item BF_02 BF_03 BF_05 BF_06 BF_07 BF_10 BF_11
Wear status Wear Wear Wear Wear Wear Wear Wear
Blow-in 09.2011 06.2010 10.2010 01.2006 05.2005 01.2008 11.2007
Ht (m) 2.600 2.000 2.070 1.800 1.570 2.600 3.600
Dt (m) 9.480 8.200 11.100 8.900 11.300 9.480 11.620
Hs (m) 17.250 17.100 17.500 16.600 17.700 17.250 17.500
bstack (�) 83.040 83.160 79.010 81.440 80.540 83.040 80.590
Hbelly (m) 2.860 2.400 1.800 2.400 2.000 2.860 1.800
[b (m) 13.740 12.300 17.800 13.900 15.900 13.740 16.300
Hbosh (m) 3.710 4.800 4.400 4.600 4.000 3.710 4.400
Bbosh (�) 79.000 75.290 75.353 76.640 85.820 79.000 77.200
Wworking (m3) 2974 2298 4571 2803 3998 2974 4301
Item BF_17 BF_21 BF_22 BF_23 BF_24 BF_29 BF_30
Wear status Wear Wear Wear Wear Wear Wear Wear
Blow-in 02.2007 05.2006 08.2009 10.2007 01.2010 12.2001 09.2003
Ht (m) 1.700 1.500 2.100 2.740 3.2 0 1.945
Dt (m) 9.400 10.100 8.764 7.660 11.1 8.7 8.3
Hs (m) 15.000 17.500 16.470 15.345 17.5 18.1 15.66
bstack (�) 84.417 80.590 80.140 82.552 80.430 84.200 81.240
Hbelly (m) 2.410 1.950 2.500 1.65 2 2.418 2.7
[b (m) 12.800 15.900 14.532 11.440 17 12.674 13.37
Hbosh (m) 3.900 4.000 4.508 2.425 4.800 2.920 3.200
Bbelly (�) 74.400 76.640 80.000 85.356 77.090 80.000 72.000
Wworking (m3) 2332 3680 3029 1568 4469 2285 2350
Trans Indian Inst Met (2017) 70(8):2137–2145 2143
123

blast furnace. Those values are extracted to the Excel
package to analyze whether the new approach represents
the risk of the premature wear or not.
4 Results and Discussion
The variation of BWF values on BF-IDs is shown in Fig. 8.
The blue line represents the average value of BWF’s of the
Group-1. Similarly, the red line represents the mean value
of the BWF’s of the Group-3. BWF’s of the Group-2 are
shown with yellow filled circles.
In this paper, it has already been claimed earlier that the
increase of pressure and the decrease of velocity causes
less premature wear on the surface of the copper staves. So,
there should be no wear in the BF’s which have higher
values of BWF. As seen in Fig. 8, blue line with a 6139
mean value is located at the upper part of the graph which
supports our BWF approach. The furnaces which have no
wear more than 10 years have higher BWF values. In other
words, higher BWF mean less wear on the copper staves.
On the contrary, with the decrease in pressure and the
increase of velocity of burden material, the staves are faced
with high wear risk. Figure 8 shows the red line with 2059
as the mean BWF value of the staves with wear in less than
10 year lifetime. As seen in that figure, BWF values are at
lower limits for those staves. This situation also vindicates
the claims of this study.
The Group-2 is shown with yellow filled circles. The
average line of them has not been calculated since they
have less than 10 year lifetime. But, as seen in the Fig. 8,
the values of Group-2 are near to the no wear line which
also supports the reliability of the BWF approach.
5 Conclusions
• In this paper, a new approach is introduced to define the
premature risk factor of copper staves of blast furnaces.
The study is supported by visits to the location of BFs
in Japan and Turkey, and by communications with blast
furnace experts from Turkey, Japan, China, and South
Korea. Additionally, the detailed BF Data is supplied
from World Steel Assoc.
• BWF is based on the formation of the protection layer
in front of the stave, the heat load on the stave and
mechanical abrasion effect of the burden material on
the copper stave hot face. Higher values of the BWF
formula prevent the copper stave from mechanical
abrasion, reduce the heat load on the bosh surface area
and help the formation of accretion layer in front of the
stave.
• The new approach is a unique study in literature which
predicts the risk of the copper staves by using blast
furnace operation and design parameters.
• The analysis and investigations conducted in this paper
clearly show that the wall pressure increase on the bosh
Fig. 8 The variation of BWF’s due to BF-ID’s
2144 Trans Indian Inst Met (2017) 70(8):2137–2145
123

surface decreases the risk of the premature wear of
copper staves, even though it has been claimed contrary
in some studies mentioned before. Since there is no
wear at the high wall pressure zones of the bosh
section, one can conclude that higher pressure on bosh
leads to less abrasion wear.
• The usage of BWF can provide crucial economic
benefits for iron and steel industry. The benefit
increases proportionally by an increase of blast furnace
working volume and productivity. Blast furnace
designer can implement this approach during the design
of blast furnace staves for an extended life of the
cooling stave system and prevent productivity loss. By
adapting this new approach, blast furnace relines,
caused by premature wear of copper staves, can be
eliminated for at least 10 years after first blown which
costs more than 150 M USD [19, 20] and additional
loss of daily production cost.
Acknowledgements We are grateful to World Steel Association and
privately to Mr. Rizwan Janjua, who is Manager of the Technology
and Environment Department for access to valuable 34 BF’s opera-
tion and geometrical data.
References
1. Williams R V, Control and Analysis in Iron and Steelmaking,
Butterworth Scientific Ltd., England (1983), p 35.
2. Peacey J G, and Davenport W G, The Iron Blast Furnace: Theory
and Practice, Permagon Press, UK, Vol 31 (1979), p 1.
3. Crudu I, Ionescu M P, Munteanu V, Sandu I F, and Nedelcu P,
Wear 216 (1998) 251.
4. Cegna G, Lingiardi O, and Musante R, Copper Staves Wear—
Ternium Siderar BF2 Experience, AISTECH 2014 Conference,
May 5–8 (2014), p 683.
5. Wu L, Zhou W, Cheng H, Su Y, and Li X, Appl Math Model 31(2007) 1249.
6. Lungen H B, Schulte M, Voss M, Marx K, Ruther H P, Clixby G,
Cassella G, Cimarelli T, Marconi S, and Merollari J, Investiga-
tions on blast furnace wear phenomena especially in the heart,
Technical Steel Research (European Commission) EUR 19347
EN, 193 (2000), p 169.
7. Van Laar R, and Engel E, The Netherlands, Modern Blast Fur-
nace Design, Metec&2nd ESTAD Conference (2015).
8. Shaw A, Sadri A, Cameron I, Jastrzebski M, Brown R, and Hyde
B, Preserving Copper Staves and Extending Blast Furnace
Campaign Life, AISTECH 2014 Conference, May 5–8 (2014),
p 715.
9. Zhang J, Chen Y, Fan Z, Hu Z, Yang T, and Tatsuro A, J Iron
Steel Res Int 18 (2011) 01.
10. Zhang F, J Iron Steel Res Int 20 (2013) 53.
11. Yeh C P, Ho C K, and Yang R J, J Iron Steel Res Int 1712. Wu T, and Cheng S, J Iron Steel Res Int 19 (2012) 1.
13. Xie NQ, and Cheng SS, J Iron Steel Res Int 17 (2010) 1.
14. Cheng S, Qian L, and Zhao H, J Iron Steel Res Int 14 (2007) 1.
15. Nogami H, Chu M, and Yagi J, Comput Chem Eng 29 (2005)
2438.
16. Shamlou P A, Handling of Bulk Solids: Theory and Practice,
Butterworth & Co., Great Britain (1998), p 41.
17. Pomeroy D, Force Balance in the Interior of the Blast Furnace,
Mc Master University, Hamilton (2014).
18. Janjua R, De Langhe Y, Esmer M, Musante R, Catala G, Jansson
B, Premature Wear of Copper Staves in Blast Furnaces, Origi-
nally published in Belgium by World Steel Association, Brussels,
Belgium, (2014).
19. Kobe Steel, Ltd, Kobe Steel to reline No. 3 Blast Furnace at
Kakogawa Works [Press Release], (2014) Retrieved from:
http://www.kobelco.co.jp/english/releases/2014/1189522_13891.
html.
20. ThyssenKrupp Steel Europe AG, First campaign ends after
21 years: Europe’s biggest blast furnace to be modernized [Press
Release], (2014). Retrieved from: http://www.thyssenkrupp.com/
en/presse/art_detail.html&eid=TKBase_1400220053849_192884
8792.
Trans Indian Inst Met (2017) 70(8):2137–2145 2145
123