A Case For Liquidmetal Alloys - Manufacturing · ABRASIVE METAL CUTTING 50 25 12.5 6.4 3.2 1.6 .8...
8
hen developing a new design, designers of metal components must always consider the manufacturing methods available to them. At the same time, they must consider the geometric possibilities and material characteristic needs for the particular functional and performance requirements of the application they are designing for. This is not always a simple task. Other manufacturing options If dimensional precision is needed, CNC machining could be the solution. While precision is certainly available with this process, it generally comes with elevated cost - particularly when high levels of part complexity are also needed. Investment casting, die-casting, and metal injection molding (MIM) all provide good levels of part complexity, but each has a limitation that designers need to consider. Investment casting, for example, yields higher levels of dimensional variation (in the range of +/- 0.5% of a given feature size). However, it also produces generally rough surface finishes and is limited in the feature details it can provide on small, complex parts. Often, investment cast parts are machined to achieve fine feature details, tolerances, and surface finish needs. These operations all add incremental costs to the final product. Investment cast parts are also subject to internal voids, which can negatively impact process yields. A Case For Liquidmetal ® Alloys A new material and process is making its introduction into the manufacturing realm. Could Liquidmetal alloys be the answer to many of your manufacturing difficulties? See how the material stacks up against similar materials and processes. And explore new ways of approaching small, complex part design. WHITE PAPER W
Transcript of A Case For Liquidmetal Alloys - Manufacturing · ABRASIVE METAL CUTTING 50 25 12.5 6.4 3.2 1.6 .8...

hen developing a new design, designers of metal components must always consider the manufacturing
methods available to them. At the same time, they must consider the geometric possibilities and material characteristic needs for the particular functional and performance requirements of the application they are designing for. This is not always a simple task.
Other manufacturing options
If dimensional precision is needed, CNC machining could be the solution. While precision is certainly available with this process, it generally comes with elevated cost - particularly when high levels of part complexity are also needed. Investment casting, die-casting, and metal injection molding (MIM) all provide good levels of part complexity, but each has a limitation that designers need to consider.
Investment casting, for example, yields higher levels of dimensional variation (in the range of +/- 0.5% of a given feature size). However, it also produces generally rough surface finishes and is limited in the feature details it can provide on small, complex parts. Often, investment cast parts are machined to achieve fine feature details, tolerances, and surface finish needs. These operations all add incremental costs to the final product. Investment cast parts are also subject to internal voids, which can negatively impact process yields.
A Case For Liquidmetal® Alloys
A new material and process is making its introduction into the manufacturing realm. Could Liquidmetal alloys be the answer to many of your manufacturing difficulties? See how the material stacks up against similar materials and processes. And explore new ways of approaching small, complex part design.
WHITE PAPER
W

Die-casting provides excellent part complexity, but is limited to a small range of metals - all of which have inferior physical properties in comparison to most stainless and low alloy steels. Excessive flash is also common among die-cast components. As a result, secondary finishing operations are frequently required. Dimensional control is better with die-casting than investment casting, but not nearly as good as production machining processes. For many applications, secondary machining operations are required.
MIM offers significant part complexity in a wide range of metal alloys, but the early promise of it becoming a true net-shape process has not been met. Dimensional control with MIM is also better than investment casting, but cannot compete with discrete machining processes. Furthermore, dimensional variation increases with part dimension size. This is primarily due to the multiple process steps required to produce MIM parts. Compounding metal powders with polymer binders for injection molding, de-binding to remove the sacrificial binders, and sintering to consolidate the metal powders into the final desired part shape are the primary sources of variation. The large percentage of shrinkage that occurs from the molded part size to the as-sintered, or final, part size, combined with the effects of gravity and surface tension during the large size transition in sintering, contribute unique dimensional control and shape retention challenges. Part-to-part consistency varies enough that a large percentage of MIM parts require secondary operations to achieve required final dimensions and part shape.
The list of metalworking technologies is long and goes well beyond the three processes mentioned. Others include Swiss screw machining, stamping, fine blanking, cold heading, roll forming, powdered metal, forging, spray forming and many others.
Why choose the Liquidmetal?
A combination of an unusual metal alloy with highly useful properties, and a shape forming process common to plastic components. This provides a new set of possibilities for metal parts fabrication and component designs not previously possible with other metalworking technologies.
Exceptional dimensional control and repeatability
Excellent corrosion resistance
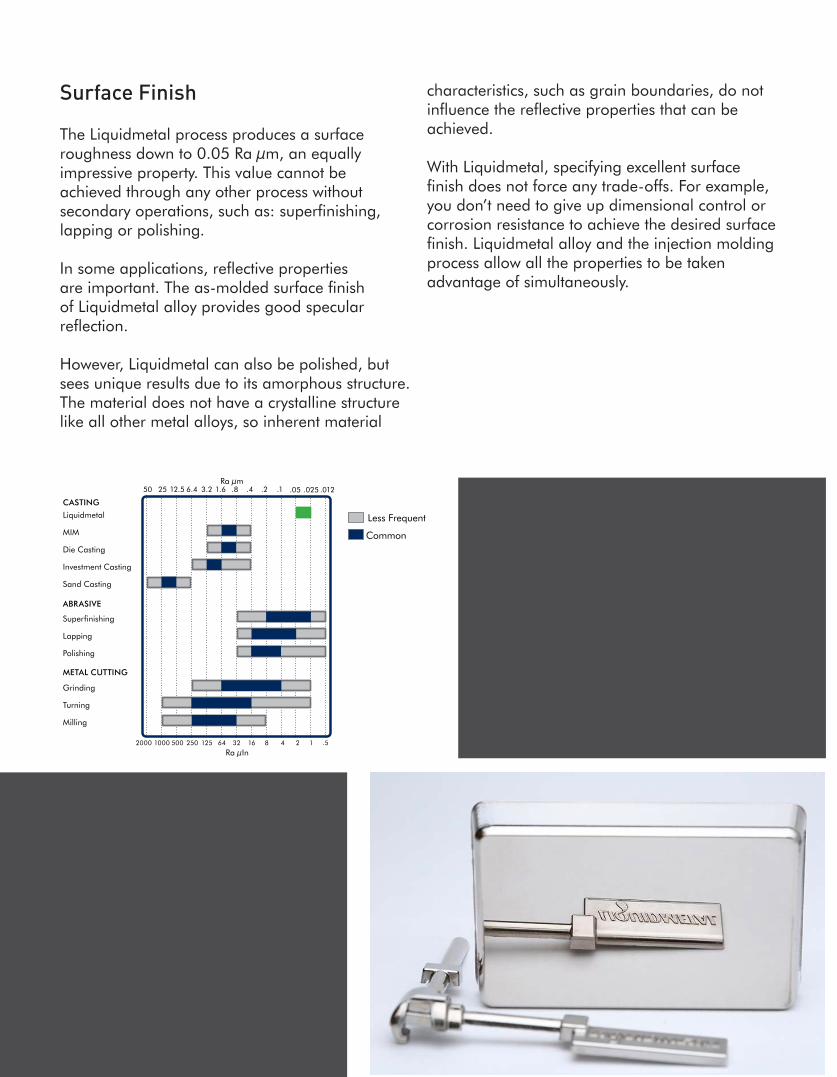
Brilliant surface finish
High Strength
High Elastic limit
High hardness, scratch & wear resistance
Non-magnetic
Complex shapes that can be molded
If you need 3 or more of the items below, you likely have a Liquidmetal application

Precision
With the Liquidmetal process, there is finally a production metal forming technology with dimensional control and repeatability that rivals production machining processes, without the associated costs and material scrap. Liquidmetal alloy LM105 features a molding process with an incredibly small amount of shrinkage (0.4%).
In a recent study, a total of 128 parts (32 per cavity), which can be seen on the back cover of this paper, from a four cavity sales sample mold were inspected. The four measurements are plotted below.
Each cavity plot includes the calculated six-sigma capability of that cavity. Additionally, the combined six sigma capability across all four cavities (128 parts) was calculated and plotted. The colored lines in each of the following four charts represents the individual cavities and the solid black line represents the combined six sigma plot for all four cavities.
As you can see from the data, the Liquidmetal process provides significantly high levels of precision and repeatability, far better than many other metal forming technologies. Consider the challenge to produce the part geometry used in this study with other manufacturing technologies such as MIM/PIM, investment casting, die casting, cold forming, forging, and stamping. Furthermore, add in the as-molded surface finish capabilities of Liquidmetal technology, and you have additionally complicated matters for competing technologies.
Having excellent dimensional control provides many advantages to the metal part designer. Those advantages include: greater design flexibility, better fit between assembled components, more precise part performance, improved overall product performance, ability to insert mold reliably for downstream conjoining of materials, and reduced stack-up tolerances among parts in an assembly.

Corrosion Resistance
LM105 alloy provides impressive corrosion resistance compared to materials like 316 Stainless Steel, traditionally thought of as go-to materials for applications in corrosive environments. When tested against 316 SS in hydrochloric acid and sulfuric acid solutions, LM105 significantly outperformed 316 SS in both cases (see the table to the right).
The superior corrosion resistance of Liquidmetal is advantageous in a variety of markets and industries. Possible applications include: automotive decorative and harsh environment applications, aerospace, defense applications, dental, industrial equipment, food processing equipment components, marine, medical devices, sporting equipment components for outdoor applications, and more.
Total dissolution concentration (PPM)
1N HCL
SS-3163600Liquidmetal 250
1N H2 SO4
SS-316 500Liquidmetal 100
NaOH pH13
SS-316 0Liquidmetal0
SS-316 0Liquidmetal0
Seawater
TEST RESULT
ISO 10993
Cytotoxicity SensitzationIrritation or Intracutaneous Reactivity Systemic Toxicity (acute) Hemocompatibility
Pass (Non-cytotoxic)Pass (Non-sensitizing) Pass (Non-irritating)Pass (Non-systemic-toxic)Pass (Non-hemolytic)
Implantation Tests
GenotoxicityImplantation Systemic Toxicity
• Materials Mediated Pyrogenicity • Subchronic Toxicity Test
Pass (Non-mutagenic)Pass (Non-irritating)
Pass (Non-pyrogenetic)Pass (Within Normal Limits)
Nickel Release
• As-molded• Blasted and Passivated
PassPass
Anti-Microbial Study TBD
In addition to corrosion resistance, the chart on the left summarizes LM105’s biocompatibility test results.
Liquidmetal
MIM
Die Casting
Investment Casting
Sand Casting
Superfinishing
Lapping
Polishing
Grinding
Turning
Milling
CASTING
ABRASIVE
METAL CUTTING
50 25 12.5 6.4 3.2 1.6 .8 .4 .2 .1 .05 .025 .012Ra μm
2000 1000 500 250 125 64 32 16 8 4 2 1 .5
Ra μIn
Less Frequent
Common
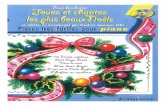
Surface Finish
The Liquidmetal process produces a surface roughness down to 0.05 Ra μm, an equally impressive property. This value cannot be achieved through any other process without secondary operations, such as: superfinishing, lapping or polishing.
In some applications, reflective properties are important. The as-molded surface finish of Liquidmetal alloy provides good specular reflection.
However, Liquidmetal can also be polished, but sees unique results due to its amorphous structure. The material does not have a crystalline structure like all other metal alloys, so inherent material
characteristics, such as grain boundaries, do not influence the reflective properties that can be achieved.
With Liquidmetal, specifying excellent surface finish does not force any trade-offs. For example, you don’t need to give up dimensional control or corrosion resistance to achieve the desired surface finish. Liquidmetal alloy and the injection molding process allow all the properties to be taken advantage of simultaneously.

Elasticity, strength, and hardness
As shown to the right, the properties of LM105 are comparable or superior to the properties of a variety of other materials from varying process technologies.
With Liquidmetal, now you can combine the strength of heat-treated 420 Stainless Steel, with the corrosion resistance of 316 Stainless Steel, a surface finish of 0.05 Ra μm, and a 20% reduction in mass over stainless or steel alloys – with no trade-offs. A particularly unique property of LM105 is its high level of elasticity (1.8%, as a percentage of its original shape). This property can provide particular advantages in certain applications that other materials cannot. Examples include:
• A medical device could flex under stress, but not plastically deform.
• A pressure transducer housing that requires repeated flexure without plastic deformation or work-hardening.
• A precision spring that requires a highly repeatable force when stressed to a given dimension.
These applications are made possible by Liquidmetal alloy - a new material that can provide new solutions or solve problems where a solution did not previously exist.
Not to be forgotten, LM105’s as-molded hardness (53 Rockwell C) is competitive with post-processed and heat-treated stainless steels. Distinct to Liquidmetal alloy, the hardness value is consistent through the material, not just on the surface. As a result, applications of wear, or components requiring scratch resistance can benefit from Liquidmetal.

Magnetism and RF shielding
Liquidmetal alloy is classified as “non-magnetic” and behaves like paramagnetic materials. As a very mildly diamagnetic alloy, in the presence of an external magnetic field it generates a very small response field which opposes the primary field. Generally speaking, it is very weakly attracted to a magnetic force, and is often compared with certain austenitic stainless steel alloys.
Liquidmetal alloy cannot be magnetized and cannot be caused to retain any magnetism they may be exposed to.
The chart below demonstrates that Liquidmetal alloy is not an efficient electromagnetic shielding material and is actually quite transparent to RF radiation when compared to ferrous materials with similar densities and strengths. However, with a large enough wall-thickness and Faraday cage designs, it is possible to create a barrier for weak signals if necessary. Housings for magnetic switch applications, components in MRI equipment, or applications involving high RF power are applications that could benefit from this property.
Conclusion
The broad range of valuable material properties creates an even greater range of application opportunities from Liquidmetal alloy. Part geometry sophistication is not always needed with the expansive material properties available. With a process developed around an advanced injection molding technology, part applications are nearly limitless.
Part complexity similar to plastic components with impressive material properties gives design engineers options previously unavailable, impossible, or economically impractical with metal parts production.

liquidmetal.com(949) 635-2100





![CDM - HAINZL · 2014-09-16 · CreepDrive Motor CDM 170-050 POCLAIN HYDRAULICS Chassis mounting Chassis mounting S mm [in] Ra V μm [μin] Class N.m [lb.ft] Side 0.2 [0.01] 12.5 [0.49]](https://static.fdocuments.us/doc/165x107/5f97f8f55b2bfd5c8534282c/cdm-hainzl-2014-09-16-creepdrive-motor-cdm-170-050-poclain-hydraulics-chassis.jpg)