
9952T-1311-F0001-PD2-A-C
169
ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT Preliminary Dossier Vendor Doc Reference : 9952T-1311-F0001-PD2 Revision : A Requisition Reference : 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127 A 25/10/13 Issue for Approval RAJA KARTHIK GAUTHAM Rev Date DD/MMM/YY STATUS WRITTEN BY (name & visa) CHECKED BY (name & visa) APPROVED BY (name & visa) DOCUMENT REVISIONS Sections changed in last revision are identified by a vertical line in the margin Preliminary Dossier ALL TAGS
-
Upload
barbara-howell -
Category
Documents
-
view
75 -
download
6
Transcript of 9952T-1311-F0001-PD2-A-C

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
Preliminary Dossier
Vendor Doc Reference : 9952T-1311-F0001-PD2 Revision : A Requisition Reference : 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
A 25/10/13 Issue for Approval RAJA KARTHIK GAUTHAM
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
Preliminary Dossier
ALL TAGS
rlamrani
Text Box
See comments Section 4/5/6 Material Dept RL 11/12/2013
lmerhfour
Text Box
1) Specify the name of the equipment in the cover page 2) Create a Bookmarks following the ARH preliminary dossier summary PP 0210 rev1 P14/43. 3) Section 4 - Document Code E0004; Check Comments of Mr. Amrani and insert the description statement corrected according to his comment and approved by Technip (Code 3) 4) Section 5 - Document Code A1003; Insert the design calculation approved by Technip (Code 3). 5) Section 6 - Document Code A2001; Insert the drawing approved by Technip (Code 3) 6) Section 7 - Document Code B1304; Insert the welding procedure approved by Technip (Code 3). 7) Section 8 - Document Code B1201; The heat Treatment is missing, To be provided. (If it is not applicable then specify it) 8) Section 9 - Document Code E0005; The certificate does not specify that the country of origin is India. 9) Section 10 - Document Code B1002; Insert the ITP approved by Technip (Code 3) 10) Section 11 - Document Code; The inspection procedure is missing, to be provided.

SECTION - 1



SECTION - 2



SECTION - 3





SECTION - 4

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
Description Statement
Vendor Reference: 9952T-1311-E0004-DS2 Revision : A Requisition Reference: 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
A 09/10/13 Issue for Approval RAJA KARTHIK GAUTHAM
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
Description Statement ALL TAGS
rlamrani
Text Box
SEE COMMENTS

Etat descriptif de l'équipement
Référence de l'équipement
Désignation de l’équipement: 'VCGC8L4DJF1L4FLDL00
Nom et adresse du fabricant: AUDCO INDIA LIMITED, Chennai, Tamil Nadu
Année de construction: 2013 N° de série: As per annexure N° de plan: As per annexure Code de construction: BS 1868 -ASME B16.34 Lieu de fabrication: India
Caractéristiques techniques de l'équipement:
Type: Valve
Dénomination de l'appareil: Swing Check valve, Flanged Ends Fluide véhiculé: Hydrocarbures, vapeur, autres
Pression de Calcul: 48 bar
Pression max. de service: 48 bar
Pression d’épreuve: 72 bar
Température de calcul: ‐46 to +427°C Température max. de service: 427°C
Température d'essai: ‐46 °C
Matériaux utilisés: ASTM A352 Gr. LCB
Epaisseur: As per annexure Charge limite de rupture: 450 Mpa
Limite minimale d'élasticité: 240 Mpa
Contrainte admissible: 128.3 Mpa
Coefficient de joint: N.A.
Radiographie: As per annexure Traitement thermique: N.A
Sur-épaisseur de corrosion: N.A
Essais non destructifs: ASME B16.34
Diamètre interne: As per annexure
rlamrani
Line
rlamrani
Text Box
AMBIENT

Annexure to the Description Statement:
Commodity Code: VCGC8L4DJF1L4FLDL00
Size (inch) Ident Code Class Qty Inside Dia
(mm) Wall thickness (mm)
Serial No. Drawing No. Radiography
(%) Calculation Note
06” CKZGACY 300 2 153 16 * 30004603-27 10% VCGC8L4DJF1L4FLDL00/ CKZGACY
* - Serial number will be allotted at the time of Inspection

Etat descriptif de l'équipement
Référence de l'équipement
Désignation de l’équipement: VGAJ3L4DJF1L2KZ7DR00
Nom et adresse du fabricant: AUDCO INDIA LIMITED, Chennai, Tamil Nadu
Année de construction: 2013 N° de série: As per annexure N° de plan: As per annexure Code de construction: API 600-ASME B16.34 Lieu de fabrication: India
Caractéristiques techniques de l'équipement:
Type: Valve
Dénomination de l'appareil: Gate valve, Flanged Ends Fluide véhiculé: Hydrocarbures, vapeur, autres
Pression de Calcul: 18.4 bar
Pression max. de service: 18.4 bar
Pression d’épreuve: 28 bar
Température de calcul: ‐46 to +427°C Température max. de service: 427°C
Température d'essai: ‐46 °C
Matériaux utilisés: ASTM A352 Gr. LCB
Epaisseur: As per annexure Charge limite de rupture: 450 Mpa
Limite minimale d'élasticité: 250 Mpa
Contrainte admissible: 128.3 Mpa
Coefficient de joint: N.A.
Radiographie: As per annexure Traitement thermique: N.A
Sur-épaisseur de corrosion: N.A
Essais non destructifs: ASME B16.34
Diamètre interne: As per annexure
rlamrani
Line
rlamrani
Text Box
AMBIENT

Annexure to the Description Statement:
Commodity Code: VGAJ3L4DJF1L2KZ7DR00
Size (inch) Ident Code Class Qty Inside Dia
(mm) Wall thickness (mm)
Serial No. Drawing No. Radiography
(%) Calculation Note
04”
CVH2P1X 150 2 102 13.5 * 30004716-04 10%
VGAJ3L4DJF1L2KZ7DR00/ CVH2P1X
08” CVH2P20 150 2 203 15.0 * 30004716-05 10%
VGAJ3L4DJF1L2KZ7DR00/ CVH2P20
* - Serial number will be allotted at the time of Inspection

Etat descriptif de l'équipement
Référence de l'équipement
Désignation de l’équipement: VGAJ3L4DJF1L4KZ7DR00
Nom et adresse du fabricant: AUDCO INDIA LIMITED, Chennai, Tamil Nadu
Année de construction: 2013 N° de série: As per annexure N° de plan: As per annexure Code de construction: API 600-ASME B16.34 Lieu de fabrication: India
Caractéristiques techniques de l'équipement:
Type: Valve
Dénomination de l'appareil: Gate valve, Flanged Ends Fluide véhiculé: Hydrocarbures, vapeur, autres
Pression de Calcul: 48 bar
Pression max. de service: 48 bar
Pression d’épreuve: 72 bar
Température de calcul: ‐46 to +427°C Température max. de service: 427°C
Température d'essai: ‐46 °C
Matériaux utilisés: ASTM A352 Gr. LCB
Epaisseur: As per annexure Charge limite de rupture: 450 Mpa
Limite minimale d'élasticité: 240 Mpa
Contrainte admissible: 128.3 Mpa
Coefficient de joint: N.A.
Radiographie: As per annexure Traitement thermique: N.A
Sur-épaisseur de corrosion: N.A
Essais non destructifs: ASME B16.34
Diamètre interne: As per annexure
rlamrani
Line
rlamrani
Text Box
AMBIENT

Annexure to the Description Statement:
Commodity Code: VGAJ3L4DJF1L4KZ7DR00
Size (inch) Ident Code Class Qty Inside Dia
(mm) Wall thickness (mm)
Serial No. Drawing No. Radiography
(%) Calculation Note
06”
CVFGEVY 300 6 152 18.5 * 30004716-06 10%
VGAJ3L4DJF1L4KZ7DR00/ CVFGEVY
* - Serial number will be allotted at the time of Inspection

SECTION - 5

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
Design Calculation (First Submisison Draft For All Items)
Vendor Reference: 9952T-1311-A1003-DC2 Revision : A Requisition Reference: 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
A 26/08/13 Issue for Approval KARTHIK KARTHIK KARTHIK
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
Design Calculation (First Submisison Draft For All Items) ALL TAGS
rlamrani
Callout
TO A DIFFERENT NAME FOR EACH CASE
rlamrani
Line
rlamrani
Line

REF. : WT_CH
REVISION : 0SHEET : 1 OF 1
SWING CHECK
CKZGACY/VCGC8L4DJF1L4FLDL00
6"
300
L&T VALVES LIMITED
Customer M/S TECHNIP FRANCE
ALGIERS REFINERY PROJECT
ASTM A352 Gr.LCB
Psi 35000
Psi 65000
Db Bore Diameter mm 153.0
CA Corrosion Allowance Required mm 0.0
tmin Min. Body Thickness mm 9.7
tact Actual Wall Thickness mm 16.0
Is tact>=tmin+C2)
Dic Neck Inner Diameter mm 181.0
Doc Neck Outer Diameter mm 213.0
t1min Min.Body Neck Thick mm 10.5
t1act Actual Body Neck Thick mm 16.0
Is t1act>=t1min+C2)
Pc Pressure Class Lbs 300
Bolting Material - ASTM A320 Gr.L7
St Tensile strength Psi 125000
Ds Sealing Diameter mm 221
Sa Allowable Bolt Stress at 100oF = min(St/5;20000) Psi 20000
AgArea bounded by the effective outside periphery of a gasket or O-ring (p/4 * Ds2)
mm238256
Bolts Dimension UNC 3/4"
N No of Bolts Nos. 10
Ar Bolt Tensile stress Area mm2 215
Ab Total Effective Bolt Tensile Stress Area (Ar * N) mm2 2155
Pc * Ag/Ab 5326
0.45 * Sa 9000
Pc * Ag/Ab<=0.45 * Sa <=9000 OK
PREPARED : MASWOOD AHMED APPROVED : RAMADAS
THUS THE DESIGN IS SATISFACTORY
BODY:
OK
OK
BOLTED BONNET OR COVER JOINTS - (ASME B16.34)
THE ACTUAL WALL THICKNESS IS GREATER THAN THE MINIMUM REQUIREMENT
Project
Body Material
Yield Strength, Sy
Tensile Strength, St
WALL THICKNESS VERIFICATION - (ASME B16.34)
WALL THICKNESS AS PER TABLE-3B
SHELL WALL THICKNESS & COVER JOINT VERIFICATION
Valve Type
Tag No.
Valve Size
Class, Pc
Manufacturer

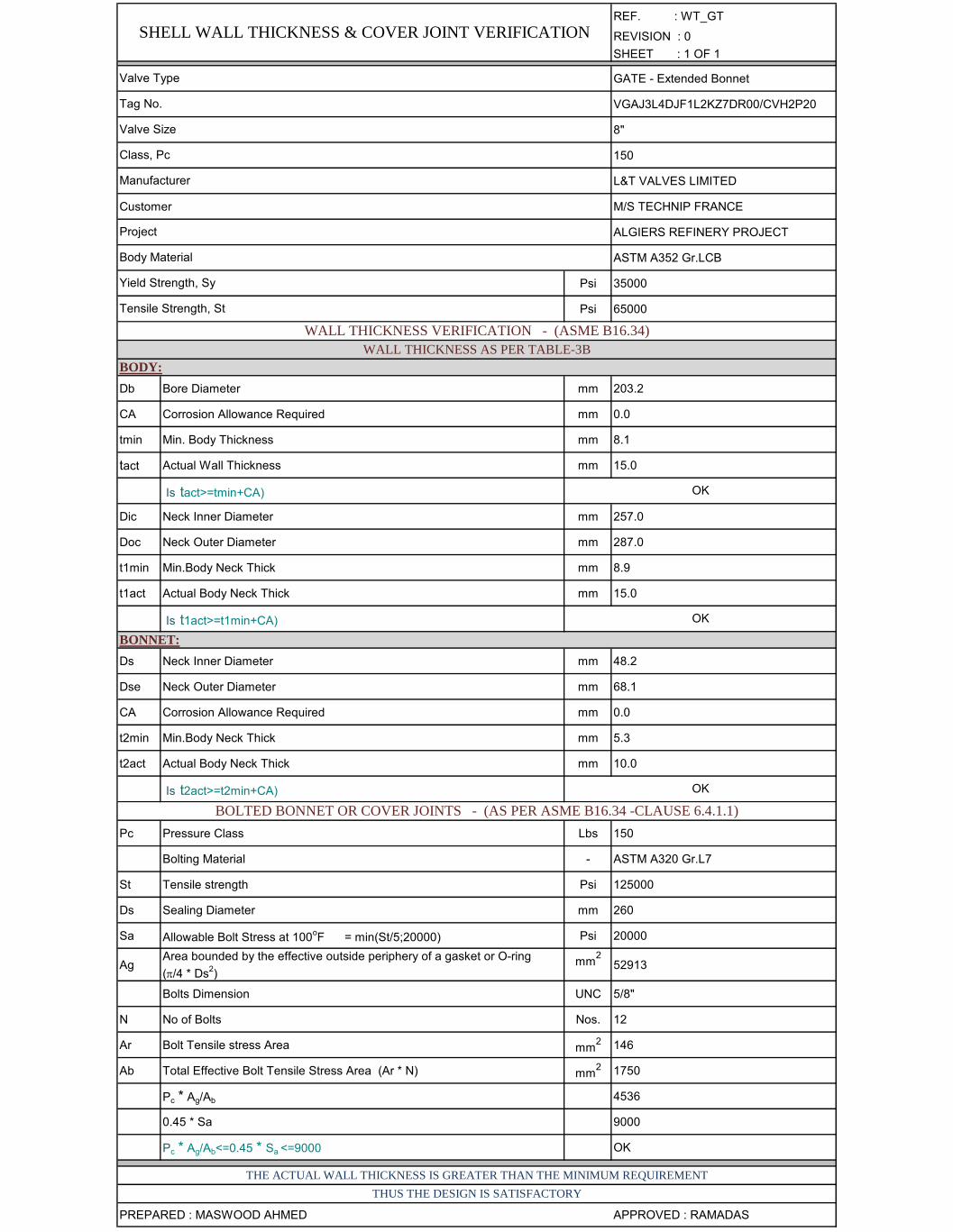
REF. : WT_GT
REVISION : 0SHEET : 1 OF 1
GATE - Extended Bonnet
VGAJ3L4DJF1L2KZ7DR00/CVH2P1X
4"
150
L&T VALVES LIMITED
Customer M/S TECHNIP FRANCE
ALGIERS REFINERY PROJECT
ASTM A352 Gr.LCB
Psi 35000
Psi 65000
Db Bore Diameter mm 101.6
CA Corrosion Allowance Required mm 0.0
tmin Min. Body Thickness mm 6.6
tact Actual Wall Thickness mm 13.5
Is tact>=tmin+CA)
Dic Neck Inner Diameter mm 142.7
Doc Neck Outer Diameter mm 169.7
t1min Min.Body Neck Thick mm 7.1
t1act Actual Body Neck Thick mm 13.5
Is t1act>=t1min+CA)
Ds Neck Inner Diameter mm 38.6
Dse Neck Outer Diameter mm 53.8
CA Corrosion Allowance Required mm 0.0
t2min Min.Body Neck Thick mm 4.8
t2act Actual Body Neck Thick mm 7.6
Is t2act>=t2min+CA)
Pc Pressure Class Lbs 150
Bolting Material - ASTM A320 Gr.L7
St Tensile strength Psi 125000
Ds Sealing Diameter mm 177
Sa Allowable Bolt Stress at 100oF = min(St/5;20000) Psi 20000
AgArea bounded by the effective outside periphery of a gasket or O-ring (p/4 * Ds2)
mm224564
Bolts Dimension UNC 1/2"
N No of Bolts Nos. 10
Ar Bolt Tensile stress Area mm2 92
Ab Total Effective Bolt Tensile Stress Area (Ar * N) mm2 915
Pc * Ag/Ab 4025
0.45 * Sa 9000
Pc * Ag/Ab<=0.45 * Sa <=9000 OK
PREPARED : MASWOOD AHMED APPROVED : RAMADAS
SHELL WALL THICKNESS & COVER JOINT VERIFICATION
Valve Type
Tag No.
Valve Size
Class, Pc
Manufacturer
Project
Body Material
Yield Strength, Sy
Tensile Strength, St
WALL THICKNESS VERIFICATION - (ASME B16.34)
WALL THICKNESS AS PER TABLE-3B
THE ACTUAL WALL THICKNESS IS GREATER THAN THE MINIMUM REQUIREMENT
THUS THE DESIGN IS SATISFACTORY
BODY:
OK
OK
BONNET:
OK
BOLTED BONNET OR COVER JOINTS - (AS PER ASME B16.34 -CLAUSE 6.4.1.1)
REF. : WT_GT
REVISION : 0SHEET : 1 OF 1
GATE - Extended Bonnet
VGAJ3L4DJF1L2KZ7DR00/CVH2P20
8"
150
L&T VALVES LIMITED
Customer M/S TECHNIP FRANCE
ALGIERS REFINERY PROJECT
ASTM A352 Gr.LCB
Psi 35000
Psi 65000
Db Bore Diameter mm 203.2
CA Corrosion Allowance Required mm 0.0
tmin Min. Body Thickness mm 8.1
tact Actual Wall Thickness mm 15.0
Is tact>=tmin+CA)
Dic Neck Inner Diameter mm 257.0
Doc Neck Outer Diameter mm 287.0
t1min Min.Body Neck Thick mm 8.9
t1act Actual Body Neck Thick mm 15.0
Is t1act>=t1min+CA)
Ds Neck Inner Diameter mm 48.2
Dse Neck Outer Diameter mm 68.1
CA Corrosion Allowance Required mm 0.0
t2min Min.Body Neck Thick mm 5.3
t2act Actual Body Neck Thick mm 10.0
Is t2act>=t2min+CA)
Pc Pressure Class Lbs 150
Bolting Material - ASTM A320 Gr.L7
St Tensile strength Psi 125000
Ds Sealing Diameter mm 260
Sa Allowable Bolt Stress at 100oF = min(St/5;20000) Psi 20000
AgArea bounded by the effective outside periphery of a gasket or O-ring (p/4 * Ds2)
mm252913
Bolts Dimension UNC 5/8"
N No of Bolts Nos. 12
Ar Bolt Tensile stress Area mm2 146
Ab Total Effective Bolt Tensile Stress Area (Ar * N) mm2 1750
Pc * Ag/Ab 4536
0.45 * Sa 9000
Pc * Ag/Ab<=0.45 * Sa <=9000 OK
PREPARED : MASWOOD AHMED APPROVED : RAMADAS
SHELL WALL THICKNESS & COVER JOINT VERIFICATION
Valve Type
Tag No.
Valve Size
Class, Pc
Manufacturer
Project
Body Material
Yield Strength, Sy
Tensile Strength, St
WALL THICKNESS VERIFICATION - (ASME B16.34)
WALL THICKNESS AS PER TABLE-3B
THE ACTUAL WALL THICKNESS IS GREATER THAN THE MINIMUM REQUIREMENT
THUS THE DESIGN IS SATISFACTORY
BODY:
OK
OK
BONNET:
OK
BOLTED BONNET OR COVER JOINTS - (AS PER ASME B16.34 -CLAUSE 6.4.1.1)

REF. : WT_GT
REVISION : 0SHEET : 1 OF 1
GATE - Extended Bonnet
VGAJ3L4DJF1L4KZ7DR00/CVFGEVY
6"
300
L&T VALVES LIMITED
Customer M/S TECHNIP FRANCE
ALGIERS REFINERY PROJECT
ASTM A352 Gr.LCB
Psi 35000
Psi 65000
Db Bore Diameter mm 152.4
CA Corrosion Allowance Required mm 0.0
tmin Min. Body Thickness mm 9.7
tact Actual Wall Thickness mm 18.5
Is tact>=tmin+CA)
Dic Neck Inner Diameter mm 203.2
Doc Neck Outer Diameter mm 240.3
t1min Min.Body Neck Thick mm 11.2
t1act Actual Body Neck Thick mm 18.5
Is t1act>=t1min+CA)
Ds Neck Inner Diameter mm 48.2
Dse Neck Outer Diameter mm 70.1
CA Corrosion Allowance Required mm 0.0
t2min Min.Body Neck Thick mm 6.1
t2act Actual Body Neck Thick mm 11.0
Is t2act>=t2min+CA)
Pc Pressure Class Lbs 300
Bolting Material - ASTM A320 Gr.L7
St Tensile strength Psi 125000
Ds Sealing Diameter mm 230
Sa Allowable Bolt Stress at 100oF = min(St/5;20000) Psi 20000
AgArea bounded by the effective outside periphery of a gasket or O-ring (p/4 * Ds2)
mm241620
Bolts Dimension UNC 3/4"
N No of Bolts Nos. 12
Ar Bolt Tensile stress Area mm2 215
Ab Total Effective Bolt Tensile Stress Area (Ar * N) mm2 2586
Pc * Ag/Ab 4829
0.45 * Sa 9000
Pc * Ag/Ab<=0.45 * Sa <=9000 OK
PREPARED : MASWOOD AHMED APPROVED : RAMADAS
SHELL WALL THICKNESS & COVER JOINT VERIFICATION
Valve Type
Tag No.
Valve Size
Class, Pc
Manufacturer
Project
Body Material
Yield Strength, Sy
Tensile Strength, St
WALL THICKNESS VERIFICATION - (ASME B16.34)
WALL THICKNESS AS PER TABLE-3B
THE ACTUAL WALL THICKNESS IS GREATER THAN THE MINIMUM REQUIREMENT
THUS THE DESIGN IS SATISFACTORY
BODY:
OK
OK
BONNET:
OK
BOLTED BONNET OR COVER JOINTS - (AS PER ASME B16.34 -CLAUSE 6.4.1.1)

SECTION - 6

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
GENERAL ASSEMBLY DRAWING (GAD)
Vendor Doc Reference : 9952T-1311-A110-GAD2 Revision : A Requisition Reference : 9952T-000-SR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
A 26/08/13 Issue for Approval KARTHIK KARTHIK KARTHIK
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
GENERAL ASSEMBLY DRAWING (GAD) ALL TAGS
rlamrani
Callout
TO A DIFFERENT NAME FOR EACH CASE
rlamrani
Line
rlamrani
Line

FLOW DIRECTION





SECTION - 7

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
WPS / PQR
Vendor Reference: 9952T-1311-B1304-WPS Revision : A Requisition Reference: 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
B 21/06/12 Issue for Approval KARTHIK KARTHIK KARTHIK
A 23/05/12 Issue for Approval KARTHIK KARTHIK KARTHIK
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
PP 1 - ANG - rev. 2
WELDING PROCEDURE SPECIFICATION (WPS) PROCEDURE QUALIFICATION RECORD (PQR)
ALL TAGS
cdigiaud
Text Box
B

Doc ref: 9952T‐1311‐B1304‐WPS
S.No Technip Comment L&T's Reply
1Missing WPS/WPQR for hard facing of seats/wedges of SS (STL6 on austenitic stainless steel grade 316L)
Included
2Maximum throat thickness for welding seat rings to valve body (sketch in page 27 in the document).
Throat thickness for welding seat rings to valve body varies with size and class rating of the valve. However depth of welding shall be for 50 – 60% of the seat ring thickness
3
For welds on the body (bonnet extension), WPS in the document is showing a backing ring used for welding, specify material and whether this ring is removed after welding
WPS for bonnet extension enclosed which was missed earlier. Regarding backing material, as mentioned in the page 1 of the WPS, Backing material is same as that of the base material and it is a temporary backing, backing material shall be removed after welding
Comment Reply Sheet

Globe valves
Gate valves Globe valves
WPS ‐ PQR for Technip Algiers LTCS Valves Rev 1 submittal Date: 18.06.2012Valves involved in this project
Sample sketchesGate valves
Types of Welding involved in the below mentioned valve types
Seal Welding of Body Ring Insitu Hardfacing on body
Stellite / 13% Cr Deposition on Seat Ring & Disc Stellite Deposition on Disc

Sl. No WPS. No PQR No. Base Material Process Filler Material Remarks /Application Type of welding involved
1 WPS/AIL/525 R1 DT 27.01.2011 PQR/AIL/525 R1 DT 27.01.2011ASTM A 352 Gr LCB
SMAW E7018 ‐ 1Fabrication / minor repair welidng
Partial penertation weld (Non pressure containing weld)
2WPS/AIL/813 REV 0 DT 25.11.2010
PQR/AIL/813 REV 0 DT25.11.2010
ASTM A 352 Gr LCB
FCAW E71T‐1 Body ‐ seat ring weldingpartial penetration groove weld (Non pressure containing weld)
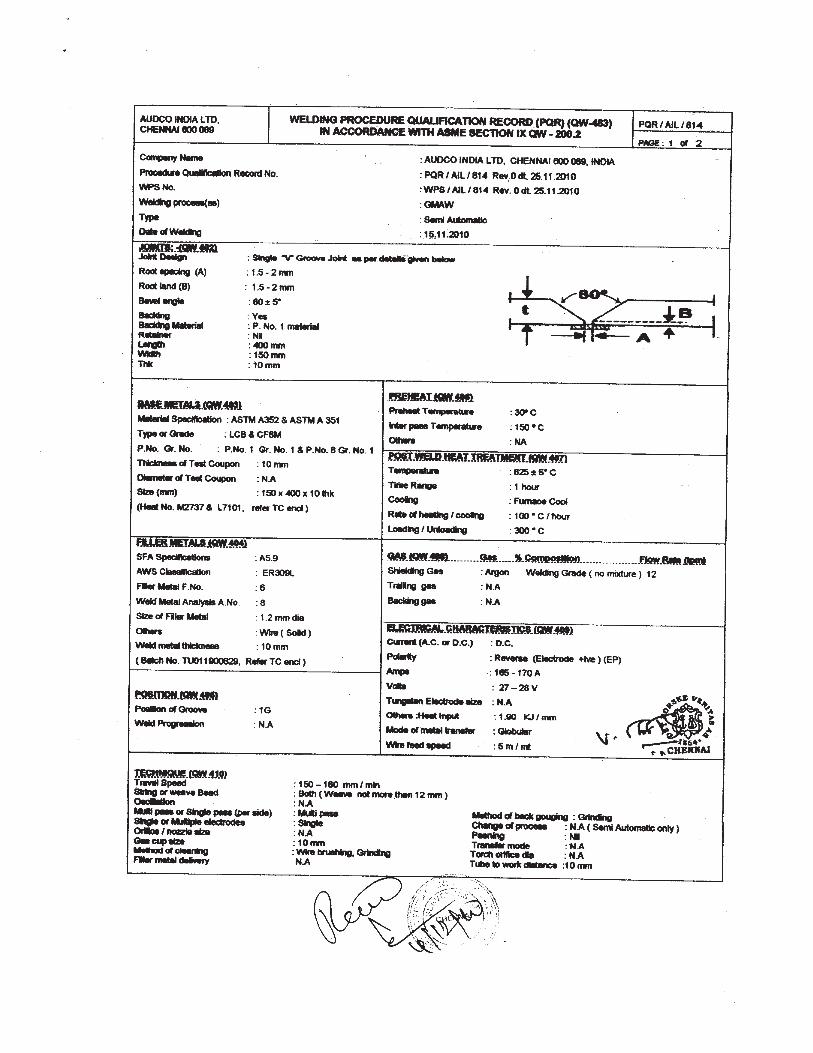
3WPS/AIL/814 REV 0 DT 25.11.2010
PQR/AIL/814 REV 0 DT 25.11.2010
ASTM A 352 Gr LCB
GMAW ER309L Body ‐ seat ring weldingpartial penetration groove weld (Non pressure containing weld)
4WPS./AIL/452 REV 0 DT 28.06.2010
PQR/AIL/452 REV 0 DT 28.06.2010
ASTM A 352 Gr LCB
PTAW ER CoCr AHardface overlay on Seat ring (Stellite 6 )
Hardfacing overlay
5WPS./AIL/453 REV 0 DT 28.06.2010
PQR/AIL/453 REV 0 DT 28.06.2010
ASTM A 352 Gr LCB
PTAW ER CoCr AHardface overlay on seat Ring (Stellite 6 )
Hardfacing overlay
6WPS/AIL/701 REV 0 DT 20.10.2010
PQR/AIL/701 REV 0 DT 20.10.2010
ASTM A 352 Gr LCB
GTAW ER CoCr AHardface overlay ‐ insitu on Body or on seatring (Stellite 6 )
Hardfacing overlay
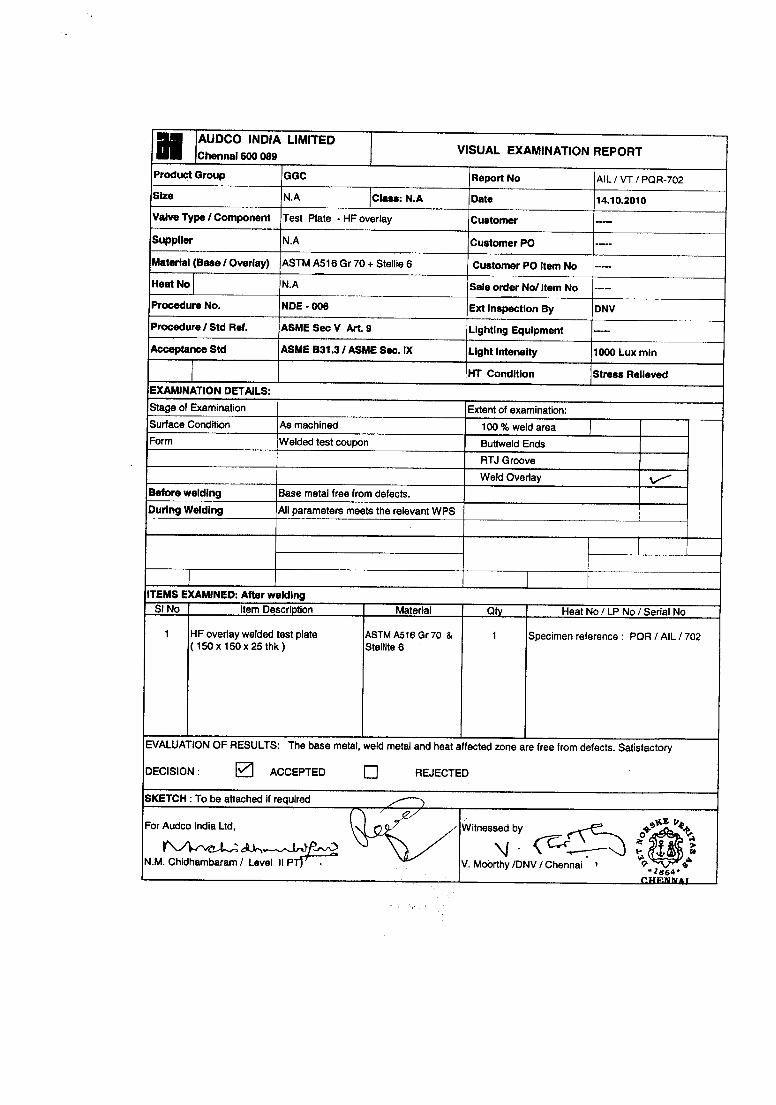
7WPS/AIL/702 REV 0 DT 20.10.2010
PQR/AIL/702 REV 0 DT 20.10.2010
ASTM A 352 Gr LCB
GTAW ER CoCr AHardface overlay ‐ insitu on Body or on seatring (Stellite 6 )
Hardfacing overlay
8WPS/AIL/766 REV 0 DT 10.12.2011
PQR/AIL/766 REV 0 DT 10.12.2011
ASTM A 352 Gr LCB to ASTM A 333 Gr. 6
GTAW ER70S‐2 Extension bonnet welding Full penetration weld
9WPS./AIL/454 REV 1 DT 17.09.2010
PQR/AIL/454 REV 1 DT 17.09.2010
ASTM A351 Gr. CG8M
PTAW ER CoCr AHardface overlay on Seat ring (Stellite 6 )
Trim deposition (Non pressure containing weld)
10WPS./AIL/455 REV 1 DT 17.09.2010
PQR/AIL/455 REV 1 DT 17.09.2010
ASTM A351 Gr. CG8M
PTAW ER CoCr AHardface overlay on seat Ring (Stellite 6 )
Trim deposition (Non pressure containing weld)
11 WPS/AIL/717 R0 DT 28.12.2010 PQR/AIL/717 R0 DT 28.12.2010 ASTM A351 Gr. CG8M
GTAW ER CoCr AHardface overlay ‐ insitu on Body or on seatring (Stellite 6 )
Trim deposition (Non pressure containing weld)
12 WPS/AIL/718 R0 DT 28.12.2010 PQR/AIL/718 R0 DT 28.12.2010 ASTM A351 Gr. CG8M
GTAW ER CoCr AHardface overlay ‐ insitu on Body or on seatring (Stellite 6 )
Trim deposition (Non pressure containing weld)
Weld configurations

�
�
��
����������������
� ������������������ ����������
������������������������������������������������ �!����"�������
����"�������������������$%�&
!�� ���������������*''�+�*����
!�����������-������ ������������.
�
�
�
�
�
�
��#���� ��������0��� ��#����
,��������1����� ��2'''2344�
�
�����������5������������
��������%�� �������������6��
�����
�
�
���������������
�� �����7���7 /�����.�����
�89,1��59����
��#����� ��������
�����������������������������/�����"�������������������������������#������������
&'()���
���,�
.�����$��������/������)�
� � �
��������-�����( '- �'--�
����������������������������"�����������
������ � � � � ��;���7
��/�!:9 ���������������������
�����+�����%����������������9
����� �������#�������"������ �
��#����
7���� �<�����.�����
������ �5� ��&4��'�
9�����-� '4 �'--�












�
�
��
����������������
� ������������������ ����������
������������� ���������� �������
����������������������������
��� ���������������"���#�"$%��
������������'������ ���������$���
�
�
�
�
��(���� ��������)��� ��(����
&��������*�+��� ��,���,-..�
�
�����������/��������0�12
�12���0��+� ���������0�+�7��
�����
�
�
���������������
�� �����8���869�����:�����
�;5&*�1/51��2
��(����� ��������
���������� �������������������������������
�� !���
���&�
��������!�
� � �
20-',�+34���5��$%6''6$�'��
����������������������������������������
������ � � � � ��=���8
2191�35 ���������������������
�����#���0��+���������������5
������<���������
��(����
8����6�>�����:�����
���+��6�/�6��%'�+��
5�����'%6�.6$�''�











�
�
�� ���������� ����
�
�
�
�
��������� ��������� �!�� ��"��#�
����&�'���"�����(�������)��
��"&��"������,��������
�����
�
�
�� �������������� ����
��� $��&��-�����$,$%$.�,���
/����������
���0�'��� �'�1�'��
�������������
�� �,��1�2�%&�"3�1���$%%���4����,�'."����
��$&�&� �,��5�6�+����
��$&�2�&�,��7�8�9����
��$%������1� $�����1�����4���:
��$%������1� $�����1�����4���$
���������������� ����
���������������� ������� �
�$%����&��������5;;;5<=7� �
�)*�+���>�;�&��
������ � � � ��>�&��
������ ����������������������
,����6�����)��@��&�'���"��������
���� �������������
2��%&�(��$ ��A��$��%-�7;�6�9;B��1��,�
CD�5C�$"&�+C�������E��� $���
"3��9C�$"&�$(�>��������E�:� $�����
���� � ���������
�
�-�����?$��,�.�-$"�
������1�������5*��;�
�$����;=�;+�:;���
����$����"3�
25.11.2010






























































Heat No.: M3354, refer TC encl.










Heat No.: M3354, refer TC Encl.


























SECTION - 9



SECTION - 10

ALGIERS REFINERY REHABILITATION AND ADAPTATION PROJECT
INSPECTION AND TEST PLAN
Vendor Reference: 9952T1311-B1002-ITP Revision : C Requisition Reference: 9952T-000-MR-1311-0102 Purchase Order : 9952T-000-PO-1311-0102-00-0127
C 19/09/12 Issue for Approval RAJA KARTHIK GAUTHAM
B 23/06/12 Issue for Approval RAJA KARTHIK GAUTHAM
A 26/04/12 Issue for Approval RAJA KARTHIK GAUTHAM
Rev Date DD/MMM/YY
STATUS WRITTEN BY (name & visa)
CHECKED BY (name & visa)
APPROVED BY (name & visa)
DOCUMENT REVISIONS
Sections changed in last revision are identified by a vertical line in the margin
INSPECTION AND TEST PLAN ALL TAGS

Date
10.09.2012
Vendor AIL Technip ARH Remarks
1.0
Chemical Chemical Analysis All heats Material SpecificationMaterial
SpecificationP-100% R R - -
Heat Treatment Performance All heats & Castings Material SpecificationMaterial
SpecificationP-100% R R - -
Mechanical TestTensile,Yield,Elongation,Hardness
All heats Material SpecificationMaterial
SpecificationP-100% R R - -
Mechanical Test* Impact test at -45 Deg.C All heats Material SpecificationMaterial
SpecificationP-100% R R
Surface examination & Markings
Visual AIL Sampling Plan P-100% SI - - -
Maganatic particle test- LTCS
Wet Prod method 100% MPI Report P-100% R R - -
Radiographic test for Body & Bonnet
X-Ray /Gamma ray
20% Of Po line Item for General
service/50% of Po line item for
Hydrogen service
RT reports P-100% R R - -
Chemical Chemical Analysis All heats Material SpecificationMaterial
SpecificationP-100% R R - -
Heat Treatment Performance All heats & Castings Material SpecificationMaterial
SpecificationP-100% R R - -
Mechanical Mechanical Test All heats Material SpecificationMaterial
SpecificationP-100% R R - -
Surface examination & Markings
Visual AIL Sampling Plan P-100% SI - - -
Chemical Chemical Analysis All heats Material SpecificationMaterial Specification
P-100% R R - -
Heat Treatment Performance All heats/lots Material SpecificationMaterial Specification
P-100% R R - -
Mechanical Mechanical Test All heats Material SpecificationMaterial Specification
P-100% R R - -
Surface examination Visual AIL Sampling Plan AIL Drawing AIL Drawing P-100% SI - - -
1.4 Bar-Bonnet BushChemical Chemical Analysis
Material Specification
Material SpecificationMaterial Specification
Vendor TC or Lab Report
P-100% R R - -
2.0
Chemical Chemical AnalysisMaterial Specification
Material SpecificationMaterial Specification
P-100% R R - -
Surface examination & Markings
Visual AIL Sampling Plan AIL Drawing AIL Drawing P-100% SI - - -
BOF ITEMS:2.1 Fastener (for Body-
Bonnet Joint) Vendor Test Certificate
1.2 Casting: Disc
Vendor Test Certificate
MSS-SP-55 /AIL Drawings
1.3 Forging: Disc,Stem, Seat Ring & Hinge pin cover
Vendor TC or Lab Report
RAW MATERIAL:1.1 Casting: Body,
Bonnet/Cover
Vendor Test Certificate
MSS-SP-55 /AIL Drawings
NDE-002 / MSS SP 53
NDE-001 / ASME B16.34
Reference Document
Acceptance Norm
Format of Record
Scope of Inspection
AIL SALE ORDER NO. 30004186Cus. Order No.: - 9952T-000-PO-1311-0102-0127 Amdt.00 Dt. 21.03.2012
Prepared by:J.BALACHANDRAN
Customer: - TECHNIP FRANCE Approved By: M.VIJAYARANGAN
Sl No Component &
OperationCharacteristics Method of Check
Quantum of Check by AIL
AUDCO INDIA LIMITED INSPECTION TEST PLAN QAP No: 3-4186/GGC/001 Rev: 2
CHENNAI-INDIA CAST LOW TEMPERATURE CARBON STEEL GATE, GLOBE & CHECK VALVES
Project : Algiers Refinery Project

Date
10.09.2012
Vendor AIL Technip ARH RemarksReference Document
Acceptance Norm
Format of Record
Scope of Inspection
AIL SALE ORDER NO. 30004186Cus. Order No.: - 9952T-000-PO-1311-0102-0127 Amdt.00 Dt. 21.03.2012
Prepared by:J.BALACHANDRAN
Customer: - TECHNIP FRANCE Approved By: M.VIJAYARANGAN
Sl No Component &
OperationCharacteristics Method of Check
Quantum of Check by AIL
AUDCO INDIA LIMITED INSPECTION TEST PLAN QAP No: 3-4186/GGC/001 Rev: 2
CHENNAI-INDIA CAST LOW TEMPERATURE CARBON STEEL GATE, GLOBE & CHECK VALVES
Project : Algiers Refinery Project
2.2 Gasket & PackingChemical,Surface examination & Dimension Inspection
Review of TC/CC,Visual & measurement
AIL Sampling PlanMatl Spec/ AIL Drawing
Matl Spec/ AIL Drawing
Vendor TC or CC P-100% SI - - -
3.03.1 Machined
Components Body,Bonnet,Cover, Stem,Ring,Bush
Surface examination & Dimension Inspection
Visual & Measurement AIL Sampling Plan AIL Drawing AIL Drawing CSCN - SI - - -
3.2 WPS / PQR Records qualification Procedure Qualification ASME IX /Customer spec.
100% for all grades/types
WPS/PQR Weld records
- P-100% R - -
3.3 Seatring & Disc
Surface Defect DP (On hardfaced surface) 100% DP Report - P-100% R - -
3.4 POST WELD HEAT TREATMENT Hardness
Review of HT records/Measurements
100%Hardness report/ SR charts
- P-100% RR - -
4.0Shell Test Hydro
Backseat Test # Hydro
Seat Test Hydro
Seat Test # Air
Functional testFull Open/Full Close of valves
Helium Leak Test for H2 service valves ( Shell
Test @25% of allowable working pressure)
Helium ( Detector Probe Method)
One valve Per type/Rating/Size
AIL Report -
W- One valve Per
type/Rating/Size
W- One valve Per
type/Rating/Size
- -
Final InspectionVisual, Dimension, TC Verification, Spl Reqmnts & Markings as per sale order
100%Stores Credit Note
- P-100% W-10% - -
4.2 Painting & PackingSurface examination & DFT Inspection
Visual & Measurement 100%Painting & Packing Report
- P-100% R - -
4.3 Final Documents & Inspection Release certificate
Review of Finished Valve Documents
Review of final documents 100% Packing List - P-100% H - -
1) Hydrogen service castings must be complied with NACE MR0103.2) Certification as per EN 10204 3.1 for Body/Bonnet/Cover ,EN 10204 2.2 for trim components. *-Impact test to be witnessed by M/s Lloyd/BVIS/DNV/TUV
# For Gate & Globe Valve Only ,W- Witness , R-review , H-Hold,P-Performed ,RR-Random reviewAbbreviations: TPI - Third Party Inspection, R - Review, GRN - Goods Receipt Note, TC - Test Certificate, DP -Dye penetrant test
CC - Compliance Certificate, PO - Purchase Order,CSCN - Component stores credit note,NDE - Non Destructive examination.SI- Sampling Inspection as per ANSI / ASQC Z1.4-1993 Level-II Tightened inspection of AQL 4.0
As per project Spec. /AIL Procedures
As per project spec./ Customer order
NOTES:
P-100%W-10% Per Po
line Item
Size 4" & Above - W-10% Per PO Line
Item
-
AIL procedure /ASME SEC.V Subsection A (Article10)
AIL GA Drawing / ASME B16.5/ASME B16.47
AIL Proc: NDE-003/ASME Sec V/Sec VIII Div.1 APX.8
As per Customer Spec/ASME Sec. IX
FINAL INSPECTION:4.1 Valve Assembly
100% AIL Proc:QTS-001/Approved Procedure Test Record -
IN-PROCESS:
As per Customer Spec/ASME Sec. IX

SECTION - 11


















