5A Capa Pln Capa Dec Wait Line

of 33
Transcript of 5A Capa Pln Capa Dec Wait Line
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
1/33
Capacity
Capacity:
Capacity refers to the maximum load an operating unit can handle.The operating unit might be a plant, a department, a machine, a store or a
worker. Capacity of a plant is the maximum rate of output( goods or
services) the plant can produce.
Production Capacity:
The production capacity of a facility or a firm is the maximum rate
of production the facility or the firm is capable of producing. It is usually
expressed as volume of output per period of time (i.e. hour, day, week,month, quarter etc.). Capacity indicates the ability of a firm to meet market
demand- both current and future. Production managers are concerned with
capacity issues because:-
They want sufficient capacity to meet market demand,
Capacity affects production costs, delivery schedules andcosts of maintaining facilities,
Capacity requires capital for capital assets such asbuildings, machinery and equipments etc.
Types of Capacity:
1) Fixed Capacity: Fixed capacity refers to the capital assets ( buildings andequipments) a firm possesses at a particular time. It cannot be easily
changed in a short period of time.
2) Variable Capacity: Variable Capacity is also called as Adjustablecapacity. This refers to the size of the workforce, the number of hours per
day or per week the equipment and labour work and the extent of
overtime work and subcontracting work.
3) Immediate Capacity: It is that which can be made available within thecurrent budgeted period.
4) Potential Capacity: It is that which can be made available within thedecision horizon of the top management (i.e. strategic or long-term
planning period).
5) Design Capacity: It is also called as installed capacity. It is the plannedrate of output of goods or services under normal working conditions. It
sets the upper limit to capacity assuming that there are no capacity losses
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
2/33
due to absenteeism, poor-planning, non-availability of materials, power
out, equipment break-down etc. It is the theoretical maximum output that
can be possibly attained.
6) Effective or practical or operating Capacity: It is the capacity which canbe utilized after taking into account the capacity losses due to
inefficiencies, bad planning, rejections and scrap rate etc. It could be 75%
to 85% of the design or installed capacity.
7) System or Effective Capacity: It is the maximum output of a specifiedproduct or product-mix, a production system can produce. It is less than
the desired or installed capacity because of following limitations:
changes in product mix
quality specifications
the balance of equipment and labour8) Normal or Rated Capacity: It is the estimated quantity of output of
production that should be normally achieved taking into consideration theoverall efficiency of equipment and labour (estimated by industrial
engineering department). The actual capacity which is available for
utilization is less than the rated capacity and is expressed as a percentage
of rated capacity.
9) Utilized Capacity: This is actual output achieved during a particular timeperiod. The actual output is less than the rated capacity because of
limitations due to the factors such as actual demand being less than the
rated capacity, employee absenteeism, labour inefficiency, machine
capability etc. The actual output will be less than the design capacity dueto various constraints on capacity utilization and also due to various
constraints on capacity utilization and also due to capacity losses whichare difficult to avoid.
10) Peak Capacity: It is the maximum output that a process or facility canachieve under ideal conditions. Peak capacity can be sustained only for a
few hours in day or a few days in a month. Peak capacity can be reached
by using excessive overtime, extra shifts, overstaffing and
subcontracting.
11) Excess Capacity or Surplus Capacity: It is the excess or unutilizedcapacity which is available as surplus to be utilized for any new customer
CapacityDesign
OutputActualnUtilizatio =
CapacityEffective
OutputActual
CapacitySystem
OutputActualEfficiencySystem ==
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
3/33
order or any increase in forecasted demand for a future time period. The
excess capacity occurs because of:
Seasonal or cyclical fluctuations in demand.
Will-full higher installed capacity which is more than
the required capacity, taking into considerationanticipated increase in demand.
Changes in market conditions (shift in consumerstastes and habits, change in product life cycle stage
etc.).
Excess Capacity may be utilized to produce current products in excess of
demand and building up finished products inventory to be made use of at
times of higher demand (more than supply or rated output).
12) Bottle-Neck Capacity: A bottle neck is an operation which has thelowest effective capacity of any operation in the facility and thus limits
the systems capacity and output. The work centre or machine in which
the lowest effective capacity exists is known as the bottleneck centre and
the capacity of the bottle neck centre which puts a limit on the system is
referred to as bottle-neck capacity or capacity of the bottle-neck centre or
machine.
Measurement of Capacity:
Capacity of a plant is usually expressed as the rate of output, i.e. interms of units produced per period of time (i.e. hour, shift, day, week,
month, etc.). When firms produce different types of products, it is difficult to
use volume of output of each product to express the capacity of the firm. In
such cases, capacity of the firm is expressed in terms of money value or
production value of the various products produced put together.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
4/33
Organization Measurement of Capacity
Automobile Factory
Steel Mill
Power Plant
Job Shop
Hospital
University
Movie Theatre, Airline
Bank
No. of vehicles
Tonnes of steel
Megawatts of electricity generated
Labor hours worked
No. of beds
No. of students
No. of seats
No. of accounts
Capacity Decisions:
Capacity decisions are based on the following considerations:
a. What is size of plant? How much capacity to install?b. When capacity is needed?c. When to increase capacity or decrease capacity?
d. What would be the cost of installing the needed capacity?
Importance of Capacity Decisions
Capacity decisions are important because:
a. They have long-term impact,b. Capacity determines the selection of appropriate technology, type of
labour and equipment,
c. The success of business depends on the right capacity choice,
d. Capacity influences the competitiveness of the firm.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
5/33
Capacity Planning
Capacity Planning:
Capacity planning is concerned with finding answers to the
basic questions regarding capacity such as:
a. What kind of a capacity is needed?b. How much capacity is needed?c. When this capacity is needed?
Capacity plans are made at two levels:
1) Long-term capacity which are concerned with investments infacilities and equipments. These plans cover a time horizon of 2 years
or more.
2) Short-term capacity plans which focus on work-force size, overtimebudgets, inventories etc.
Capacity planning is crucial to the long-term success of an
organization. Too much capacity will involve high capital investment and
may result in excess or surplus capacity. Too little capacity may cause loss
of sales due to the inability of the firm to meet the demand.
When choosing a capacity strategy managers have to
consider questions such as:
a) How much of excess capacity is needed to handle variable, uncertaindemand?
b) Should the capacity be increased before the demand is made for thefuture?
Capacity planning involves activities such as:
1) Assessing the capacity of existing facilities.2) Forecasting the long-range future capacity needs.3) Identifying and analyzing sources of capacity for future needs.4) Evaluating the alternative sources of capacity based on financial,
economical and technological considerations.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
6/33
5) Selecting a capacity alternative most suited to achieve strategicmission of the firm.
Importance of Capacity Planning:
Capacity planning is necessary when the organization decidesto increase its production or introduce new products the market or to
increase the volume of production to gain the advantages in economies of
scale. Once the existing capacity is evaluated and a need for new or
expanded facilities is determined, decisions regarding the facility location
and process technology selection are undertaken.
Types of Capacity Planning:
The various types of capacity planning are as follows:
Based on time-horizon:
I. Long-term capacity planningII. Short-term capacity planning
Based on amount of resources employed:
I. Finite capacity planningII. Infinite capacity planning
Long-term capacity planning: Long term capacity planning is done to
include major changes that affect the overall level of output in the long-run.
The major change could be decisions to develop new product lines,
expanding existing facilities and construct new or phase out existingproduction plants.
Short-term capacity planning: Short term capacity planning is concerned
with meeting the relatively intermediate variation in demand due to seasonal
or economical factors. Short-term capacity planning involves adjusting thecapacity to match the varying demand in the short-run by
(i) use of overtime or idle time(ii) increasing the number of shifts(iii) Subcontracting to other firms.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
7/33
Finite and Infinite capacity planning: In production planning, it is
important to ensure that the plant has sufficient capacity to adhere to the
available time to service the orders or the available capacity to execute the
customer order. If the delivery schedule is fixed by the customer, the
backward scheduling is done to accommodate this delivery by planning for
infinite capacity (i.e. the capacity required to execute the customer order in
the shortest period possible). On the other hand, when the customer does not
specify the delivery schedule or where the products are produced to stock
and sell, it is simpler to use forward scheduling based on finite capacity (i.e.
the surplus capacity available to accommodate the new customer order) to
arrive at the delivery or completion schedule.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
8/33
ASPECTS TO BE CONSIDERED
FOR CAPACITY PLANNING
1. PREDICTING FUTURE CAPACITY
Capacity plans are heavily dependent upon demand forecasting for our
output, As we know, Long-range forecasts are difficult to make. Though
there is secular trend and cyclical effect, these contingencies are difficult
to foresee which affect demand- these contingencies could be Acts of
God like drought and floods or man made wars, technological
breakthroughs etc. As a rule however, mature products are subject to
better prediction than the recent launches.
2. MATURE PRODUCTS WITH STABLE DEMAND GROWTH
Electricity, Cement, Fertilizers, Steel, Healthcare and Hospital services,
Textiles are some examples of products which have a long PLC and
which are at the maturity stage of their PLC. In these cases, the demanddoes not remain volatile.
3. PREDICTED REQUIREMENTS, CURRENT CAPACITIES ANDPROJECTED CAPACITIES DIFFERENCE
For Example,
The existing receiving and shipping operations and factory warehouse
area may accommodate a 50% increase in output, but the assembly line
may be operating at full capacity and the machine shop at 90% of
capacity. The capacity gaps can then be related to future capacity
requirements.
Growth rate is approximately 10% per year
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
9/33
Capacity, Units per year______________
Current..
1987 1989 1992 1997
Predicted Capacity requirements 10,000 12,000 15,000 20,000
Machine shop capacity 11,000 ------ ----- ----
Capacity (gap) or slack 1,000 (1,000) (4,000) (9,000)
Assembly capacity 10,000 ------ ----- ----
Capacity (gap) or slack ---- (2,000) (5,000) (10,000)
Receiving, shipping and Factory15,000 ------ ----- ----
Warehouse capacity
Capacity (gap) or slack 5,000 3,000 ------
(5,000)
4. NEW PRODUCTS AND RISKY SITUATIONS
It is difficult to predict capacity requirements for new products initially
or in the rapid development phase of PLC. There are also situations
involving mature, stable products, such as oil, in which the capacity
planning environment is risky owing to unstable political factors.
Optimistic and pessimistic predictions can have a profound effect oncapacity requirements.
Below, the optimistic schedule assumes a 20% per year compound
growth rate approximately while the pessimistic schedule assumes a 5%
compounded growth rate.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
10/33
Capacity, Units per year______________
Current..
1987 1989 1992 1997
Expected capacity requirements 10,000 12,000 15,000 20,000
Optimistic requirements 10,000 14,500 25,000 62,000
Pessimistic requirements 10,000 11,000 12,800 16,000
5. LARGE OR SMALL CAPACITY INCREMENTS
When the enterprise enjoys stable growth, the issues are centered on howand when to provide the capacity rather than if capacity should be added.
To meet the growing demand, the added capacity is wither added in smalldoses frequently or in large doses less frequently.
Capacity can be added in anticipation of the growing requirement or can
wait till the requirement overtakes the available capacities.
6. ALTERNATIVE SOURCES OF CAPACITY
It is not always necessary to create additional capacity. We can also usethe facilities intensively (overtime, holiday work, additional shifts) and
get more output. We can also sub-contract either fully or partly our work
load. In case of continuous process industry however, it is not feasible to
have more intensiveness of use. So also Sub-contracting is ruled out for
sophisticated processing.
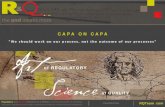
7. COST BEHAVIOUR IN RELATION TO VOLUME
There are 2 types of cost involved Fixed costs (FC) and Variable costs
(VC). For a given volume of output, as we increase the output the
variable costs do increase, but since the contribution is enough to cover
fixed costs we get a lower cost per unit. Break even volume is the volume
where no profit or no loss.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
11/33
8. ECONOMIES OF SCALE
If the output is greater than the optimum output then there are
diseconomies of scale as an increase in output rate will increase the
average cost per unit
If the output is less than the optimum output then there an increase in theoutput rate will reduce the cost per unit of production
Variable cost
Fixed cost
Total cost
Volume-quantity in units
COST
BEP
Revenue
LOSS
PROFIT
Economies of scaleBest OperatingLevel
Averageunit costof output
Rate of output
(no of units )
DiseconomiesMinimumcost
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
12/33
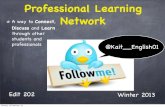
Similarly the larger the production scale the lower is the cost per unit of
production. So hence large production units gets the advantage of low
cost per unit per product manufactured.
INFLUENCES UPON EFFECTIVE CAPACITY
Influences upon effective capacity are
a) Demand Forecasts
Every capacity is dependent on the forecast of the demand of the
companys products and preparing reliable forecasts is generally difficult.
Many a factors influence the process of forecasting they are
(i) PLC
(ii) Product phase
(iii)Number of products
b) Labour efficiency against the output standards
Output standards are set by the industrial engineering department
considering average operators and normal pace of working. All workers
do not meet these standards even if the standards are equitable. The
100-unitplant
200-unitplant 300-unit
plant
Volume
Averageunit costof output
Economies of Scale and the Experience Curve working
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
13/33
labour efficiency figure changes from machine to machine and fromcompany to company.
c) Plant efficiency
Plant efficiency factors considers enforced idle time of the machinesbecause of scheduling delays, machine breakdowns, preventive
maintenance etc. plant efficiency factors varies from equipment to
equipment and company to company.
d) Multiplicity of shifts
It implies the number of shifts that the firm should run on each working
day. Single shifts increase investment while multiple shifts increase
labour and supervision costs.
e) Sub contracting
It is the process of off-loading some of the firms manufacturing
requirements to outside vendors to design peculiar to the firms for
economic reasons or to augment existing manufacturing facilities.
This decision to sub-contract must be backed systematic and careful cost
analysis.
f) Management policies
(i) Not to invest in machines where subcontracting is possible
(ii) To perform critical operations which are liable for rejections at homeplant.
(iii)to maintain sufficient inventory of spares for the machines to which
no substitutes are available
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
14/33
Waiting LinesWaiting in lines is part of everyday life. Some estimates state that Americans
spend 37 billion hours per year waiting in lines. Whether it is waiting in line
at a grocery store to buy deli items (by taking a number) or checking out at
the cash registers (finding the quickest line), waiting in line at the bank for ateller, or waiting at an amusement park to go on the newest ride, we spend a
lot of time waiting.We wait in lines at the movies, campus dining rooms, the
Registrars Office for class registration, at the Division of Motor Vehicles,
and even at the end of the school term to sell books back. Think about the
lines you have waited in just during the past week. How long you wait in
line depends on a number of factors. Your wait is a result of the number
of people served before you, the number of servers working, and the amount
of time it takes to serve each individual customer.
Wait time is affected by the design of the waiting line system. Awaiting line system (or queuing system) is defined by two elements: the
population source of its customersand the process or service system itself.
In this supplement we examine the elements of waiting line systems and
appropriate performance measures. Performance characteristics are
calculated for different waiting line systems. We concludewith descriptions
of managerial decisions related to waiting line system design and
performance.
_Waiting line systemIncludes the customer population source as well as the process or service
system._Queuing systemAnother name to define awaiting line.
ELEMENTS OF WAITING LINES
Any time there is more customer demand for a service than can be provided,
a waiting line occurs. Customers can be either humans or inanimate objects.
Examples of objects that must wait in lines include a machine waiting for
repair, a customer order waiting to be processed, subassemblies in amanufacturing plant (that is, work-inprocess inventory), electronic messages
on the Internet, and ships or railcars waiting for unloading. In a waiting line
system, managers must decide what level of service to offer. A low level of
service may be inexpensive, at least in the short run, but may incur high
costs of customer dissatisfaction, such as lost future business and actual
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
15/33
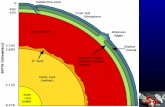
processing costs of complaints. A high level of service will cost more to
provide, and will result in lower dissatisfaction costs. Because of this
tradeoff, management must consider what is the optimal level of service to
provide. This is illustrated in Figure D-1.
Queuing Costs
$
Service Level
Total Cost
Cost of providing service
Cost of customer dissatisfaction
The Customer PopulationThe customer population can be considered to be finite or infinite.
When potential new customers for the waiting line system are affected by
the number of customers already in the system, the customer population is
finite. For example, if you are in a class with nine other students, the total
customer population for meeting with the professor during office hours is ten
students. As the students waiting to meet with the professor increases, the
population of possible new customers decreases. There is an finite limit as tohow large the waiting line can ever be.
When the number of customers waiting in line does not significantly
affect the rate at which the population generates new customers, the
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
16/33
customer population is considered infinite. For example, if you are taking a
class with 500 other students (a relatively large population) and the
probability of all the students trying to meet with the professor at the same
time is very low, then the number of students in line does not significantly
affect the populations ability to generate new customers. In addition to
waiting, a customer has other possible actions. For example, a customer
may balk, renege, or jockey. Balking occurs when the customer decides not
to enter the waiting line. For example, you see that there are already 12
students waiting to meet with your professor, so you choose to come back
later. Reneging occurs when the customer enters the waiting line but leaves
before being serviced. For example, you enter the line waiting to meet with
your professor, but after waiting 15 minutes and seeing little progress, you
decide to leave. Jockeying occurs when a customer changes from one line to
another, hoping to reduce the waiting time. A good example of this is
picking a line at the grocery store and changing to another line in the hopeof being served quicker. The models used in this supplement assume that
customers are patient; they do not balk, renege, or jockey; and the customers
come from an infinite population. The mathematical formulas become more
complex for systems in which customer population must be considered
finite, and when customers balk, renege, or jockey.
_Infinite customer populationThe number of potential new customers is not affected by the number of
customers already in the system.
_BalkingThe customer decides not to enter the waiting line.
_RenegingThe customer enters the line but decides to exit before being served.
_JockeyingThe customer enters one line and then switches to a different line in an effort
to reduce the waiting time.
The Service System
The service system is characterized by the number of waiting lines,
the number of servers, the arrangement of the servers, the arrival and service
patterns, and the service priority rules.
The Number of Waiting Lines:-Waiting line systems can have single ormultiple lines. Banks often have a single line for customers. Customers wait
in line until a teller is free and then proceed to that tellers position. Other
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
17/33
examples of single-line systems include airline counters, rental car counters,
restaurants, amusement park attractions, and call centers. The advantage of
using a single line when multiple servers are available is the customers
perception of fairness in terms of equitable waits. That is, the customer is not
penalized by picking the slow line but is served in a true first-come, first-
served fashion. The single line approach eliminates jockeying behavior.
Finally, a single-line, multiple-server system has better performance in terms
of waiting times than the same system with a line for each server.
The multiple-line configuration is appropriate when specialized servers are
used or when space considerations make a single line inconvenient. For
example, in a grocery store some registers are express lanes for customers
with a small number of items. Using express lines reduces the waiting time
for customers making smaller purchases.
Examples of single- and multiple-line systems are shown in Figure D-2.
The Number of Servers:- System serving capacity is a function of thenumber of service facilities and server proficiency. In waiting line systems,
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
18/33
the terms serverand channelare used interchangeably. It is assumed that a
server or channel can serve one customer at a time. Waiting line systems are
either single server (single channel) or multiserver (multichannel). Single-
server examples include small retail stores with a single checkout counter, a
theater with a single person selling tickets and controlling admission into the
show, or a ballroom with a single person controlling admission. Multiserver
systems have parallel service providers offering the same service.
Multiserver examples include grocery stores (multiple cashiers), drive-
through banks (multiple drive-through windows), and gas stations (multiple
gas pumps).
The Arrangement of the Servers:-Services require a single activity ora series of activities and are identified by the termphase. Refer to Figure D-
2. In a single-phase system, the service is completed all at once, such as witha bank transaction or a grocery store checkout. In a multiphase system, the
service is completed in a series of steps, such as at a fast-food restaurant
with ordering, pay, and pick-up windows; or many manufacturing processes.
In addition, some waiting line systems have a finite size of the waiting
line. Sometimes this happens in multiphase systems. For example, perhaps
only two cars can physically fit between the ordering and pay window of a
fast-food drive through. Finite size limitations can also occur in single-phase
systems, and can be associated either with the physical system (for example,
a call center only has a finite number of incoming phone lines) or with
customer behavior (if a customer arrives when a certain number of people
are already waiting, the customer chooses to not join the line).
Arrival and Service Patterns:-Waiting line models require an arrivalrate and a service rate. The arrival rate specifies the average number of
customers per time period. For example, a system mayhave ten customersarrive on average each hour. The service rate specifies the averagenumberof customers that can be serviced during a time period. The service rate is
thecapacity of the service system. If the number of customers you can serve
per time periodis less than the average number of customers arriving, thewaiting line grows infinitely. You never catch up with the demand!It is the variability in arrival and service patterns that causes waiting lines.
Lines form when several customers request service at approximately the
same time. This surge of customers temporarily overloads the service system
and a line develops.Waiting line models that assess the performance of
service systems usually assume that customers arrive according to a Poisson
probability distribution, and service times are described by an exponential
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
19/33
distribution. The Poisson distribution specifies the probability that a certain
number of customers will arrive in a given time period (such as per hour).
The exponential distribution describes the service times as the probability
that a particular service time will be less than or equal to a given amount of
time.
_Arrival rateThe average number of customers arriving per time period.
_Service rateThe average number of customers that can be served per time period.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
20/33
Waiting Line Analysis
Waiting line analysis assists managers in determining:
How many servers to use
Likelihood a customer will have to wait
Average time a customer will wait
Average number of customers waiting
Waiting line space needed
Percentage of time all servers are idle
Analysis includes following measures
1. The average number of customers waiting in line and in the system.The number of customers waiting in line can be interpreted in severalways. Short waiting lines can result from relatively constant customerarrivals (no major surges in demand) or by the organization havingexcess capacity (many cashiers open). On the other hand, long waitinglines can result from poor server efficiency, inadequate systemcapacity, and/or significant surges in demand.
2. The average time customers spend waiting, and the average time acustomer spends in the system. Customers often link long waits topoor quality service. When long waiting times occur, one option maybe to change the demand pattern. That is, the company can offerdiscounts or better service at less busy times of the day or week. Forexample, a restaurant offers early bird diners a discount so thatdemand is more level. The discount moves some demand from prime-time dining hours to the less desired dining hours. If too much time isspent in the system, customers might perceive the competency of theservice provider as poor. For example, the amount of time customers
spend in line and in the system at a retail checkout counter can be aresult of a new employee not yet proficient at handling thetransactions.
3. The system utilization rate. Measuring capacity utilization shows thepercentage of time the servers are busy. Managements goal is to haveenough servers to assure that waiting is within allowable limits but nottoo many servers as to be cost inefficient.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
21/33
Waiting Line Terminology
Queue - a waiting line
Channels - number of waiting lines in a queuing system
Service phases number of steps in service process
Arrival rate (l) - rate at which persons or things arrive (in arrivalsper unit of time)
Service rate (m) - rate that arrivals are serviced (in arrivals per unitof time)
Queue discipline - rule that determines the order in which arrivalsare serviced
Queue length number of arrivals waiting for service
Time in system an arrivals waiting time and service time
Utilization degree to which any part of the service system isoccupied by an arrival
Waiting Line Nomenclature (Kendall Notation)
Queuing models are classified using a system called Kendall notation.The general format is */*/s, where the first character denotes theassumptions made about the arrival process. M means Poisson, Dmeans deterministic (no randomness), and G means generalnoassumptions are necessary about the arrival process. The secondcharacter denotes assumptions made about the service process. Thelast character, s, is the number of channels, or servers in the queuingsystem. Note that if a queuing system has several channels, it is stillassumed that there is only one waiting line, similar to a post office. AnM/G/2 queuing model for example, would have Poisson arrivals, noassumptions about the service process, and 2 channels.
Definitions of Queuing System Variables
= Average arrival rate
1/ =Average time between arrivals
= Average service rate for each server
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
22/33
1/ = average service time
Lq = average number of arrivals waiting in line
Ls = average number of arrivals in the system
Wq = average time arrivals wait in line
Ws = average time arrivals are in the system
Ps = probability of exactly n arrivals in the system
Single server waiting line Model Analysis
The easiest waiting line model involves a single-server, single-line,single-phase, system. The following assumptions are made when wemodel this environment.
1. The customers are patient (no balking, reneging, or jockeying) andcome from a population that can be considered infinite.
2. Customer arrivals are described by a Poisson distribution with amean arrival rate of (lambda). This means that the time betweensuccessive customer arrivals follows an exponential distribution withan average of 1/.
3. The customer service rate is described by a Poisson distribution witha mean Service rate of (mu). This means that the service time forone customer follows an exponential distribution with an average of1/.
4. The waiting line priority rule used is first-come, first-served.
Using these assumptions, we can calculate the operatingcharacteristics of a waiting line system using formulas
1. C/C/1 Model
Constant Arrival Rate
Constant service rate
Single channel
Ideal Model
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
23/33
Waiting time in the system is Zero
Formulae for C/C/1 model
Ps = /
Lq = 2 /(- )=0
Ls = / (- )=0
Wq = Lq/ = 0
Ws = Ls/ = 0
Example:
Assume a drive-up window at a fast food restaurant. Customers arriveat the rate of 25 per hour. The employee can serve one customerevery two minutes. Assume constant arrival and service rates.
Determine:
A) What is the average utilization of the employee?
B) What is the average number of customers in line?
C) What is the average number of customers in the system?
D) What is the average waiting time in line?
E) What is the average waiting time in the system?
Solution:
What is the average utilization of the employee?
=25 cust/hr.
= 1 Customer/( 2mins (1hr/60mins)) = 30 cust/hr
P= / = 25/30
= 0.8333
B) What is the average number of customers in line?
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
24/33
Lq = 0
C) What is the average number of customers in the system?
Ls = 0
D) What is the average waiting time in line?
Wq = 0
E) What is the average waiting time in the system?
Ws = 0
2. M/C/1 Model
Variable arrival rate
Constant service rate
Single channel
Simpler model
Formulae for M/C/1 Model
Ps = /
Lq = 2 /(- )
Ls = / (- )
Wq = Lq/
Ws = Wq + 1/
Example
Assume a drive-up window at a fast food restaurant. Customers arriveat the rate of 25 per hour. The employee can serve one customerevery two minutes. Assume constant arrival and service rates.
Determine:
A) What is the average utilization of the employee?
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
25/33
B) What is the average number of customers in line?
C) What is the average number of customers in the system?
D) What is the average waiting time in line?
E) What is the average waiting time in the system?
Solution:
What is the average utilization of the employee?
=25 cust/hr.
= 1 Customer/( 2mins (1hr/60mins)) = 30 cust/hr
P= / = 25/30
= 0.8333
B) What is the average number of customers in line?
Lq = 2 / 2(-) = 2.08
C) What is the average number of customers in the system?
Ls = / 2(-) = 2.5
D) What is the average waiting time in line?
Wq = Lq / = 0.083 hrs.
Aprox. 5 mins
E) What is the average waiting time in the system?
Ws = Wq + 1/ = 0.116 hrs.
Aprx. 7 mins
3. Model 1 (M/M/1)
Single channel
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
26/33
Single phase
Poisson arrival-rate distribution (Variable)
Poisson service-rate distribution (variable)
Unlimited maximum queue length
Examples:
Jim Beam pulls stock from his warehouse shelves to fill customerorders. Customer orders arrive at a mean rate of 20 per hour. Thearrival rate is Poisson distributed. Each order received by Jim requiresan average of two minutes to pull. The service rate is Poissondistributed also. Consider cost of processing is $ 20/hr. and waitingcost to customer worth $ 30/hr.
Questions to follow
Service Rate Distribution
Question: What is Jims mean service rate per hour?
Answer: Since Jim can process an order in an average time of 2minutes (= 2/60 hr.), then the mean service rate
=1/(mean service time) = 60/2 =30/hr.
Average Customers in Queue
Question: What is the average number of orders Jim has waiting to beprocessed?
Answer: The average number of orders waiting in the queue is:
Lq = 2/[( - )] =(20)2/[(30)(30-20)]=4/3 or
Lq= 1.33 orders
Average Customers in System
Question: What is the average number of orders Jim has waiting to beprocessed in system?
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
27/33
Answer: The average number of orders waiting in the system is:
Ls=/ (-) =20/(30-20)
Ls =2 orders
Average time in Queue
Question: What is the average time an order must wait from the timeJim receives the order until it is finished being processed (i.e. itsturnaround time)?
Answer: The average time an order waits in the line is:
Wq= Lq/ = 1.33/20
Wq= 0.0665 aprox. 4 min.
Average time in System
Question: What is the average time an order must wait in a system?
Answer: The average time an order waits in the system is:
Ws= Wq + 1/ = 0.0665 + 1/30
Ws= 0.0998 Aprox 6 min
Utilization Factor
Question: What percentage of the time is Jim processing order?
Answer: The percentage of time Jim is processing orders is equivalentto the utilization factor, /. Thus, the percentage of time he isprocessing orders is:
Ps= / = 20/30
Ps=2/3 or 66.67%
Economic Analysis
Question: What is the total waiting cost per hour?
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
28/33
Answer: Total waiting cost can be calculated as follows:
S=total no. of servers=1
Server cost/hr.= Sc = $ 20
Customer cost= Cc = $ 30
Lq= 1.33
Cost of all servers= Sc x S = $ 20
Cost of all waiting customers= Cc x Lq =30 x 1.33 = $ 39.9
Total Cost per hr= Cost of all Servers + Cost of all Waiting Customers
= 20 + 39.9 = $ 59.9
4. M/M/s with finite queue
This model should be used if there is a limit to the number ofcustomers that can be waiting, or if customers will balk if the waitingline is too long.
5. M/M/s with finite (calling) population.
Use this model if there are a relatively small number of potentialcustomers who will ever try to use the system. This produces differentresults than the standard M/M/s model because if several customersare already tied up in the system, the overall rate at which customersarrive for service will be smaller.
6. M/G/1Model.
This model provides results for a one-channel system with noassumptions necessary about the service process. However, it will benecessary to supply the average service time andthe standarddeviation of the service time.
Waiting Line Improvement
After calculating the operating characteristics for a waiting line system,sometimes you need to change the system to alter its performance.Lets look at the type of changes you can make to the differentelements of the waiting line system.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
29/33
1. Customer arrival rates. You can try to change arrival rates in anumber of ways. For example, you can provide discounts or runspecial promotions during the non peak hours to attract customers.
2. Number and type of service facilities. You can either increase or
decrease the number of server facilities. For example, a grocery storecan easily change the number of cashiers open for business (up to thenumber of registers available). The grocery increases the number ofcashiers open when lines are too long. Another approach is to dedicatespecific servers for specific transactions. One example would be tolimit the number of items that can be processed at a particular cashier(ten items or less) or to limit a cashier to cash-only transactions. Stillanother possibility is to install self-service checkout systems.
3. Changing the number of phases. You can use a multiphasesystem where servers specialize in a portion of the total service ratherthan needing to know the entire service provided. Since a server hasfewer tasks to learn, the individual server proficiency should improve.This goes back to the concept of division of labor.
4. Server efficiency. You can improve server efficiency throughprocess improvements or dedication of additional resources. Forexample, cashier accuracy and speed is improved through the use ofscanners. Service speed can also be increased by dedicating additionalresources. For example, if a grocery bagger is added at each cashierstation, service speed will be improved and customers will flow
through the system more quickly.
5. Changing the priority rule. The priority rule determines whoshould be served next. There are priority rules other than first-come,first-served. If you want to change priority rules, consider the impacton those customers who will wait longer.
6. Changing the number of lines. Changing to a single-line modelfrom a multi-line model is most appropriate when the company isconcerned about fairness for its customers. A single line ensures thatcustomers do not jockey in an attempt to gain an advantage overanother customer. Multi-line models easily accommodate specialtyservers (express lanes). Once changes are suggested, evaluate theirimpact on the performance characteristics of the waiting line system.Changes in one area can require changes in other areas. For example,if you achieve a more constant customer arrival rate, you may be ableto reduce the number of service facilities.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
30/33
Conclusion
Waiting line models allow us to estimate system performance .Thebenefit of calculating operational characteristics is to providemanagement with information as to whether system changes are
needed. Management can change the operational performance of thewaiting line system by altering any or all of the following:
The customer arrival rates, The number of service facilities, The number of phases, server efficiency, The priority rule, and The number of lines in the system.
Based on proposed changes, management can then evaluate the
expected performance of the system.
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
31/33
CASE: The Copy Center HoldupCatherine Blake, the office manager for the College of BusinessAdministration, has received numerous complaints lately from severaldepartment chairpersons. In the past few months, the chairpersonshave insisted that something be done about the amount of time their
administrative assistants waste waiting in line to make copies.Currently the college has two photo copy centers dedicated for smallcopying jobs; copy center A on the third floor and copy center B on thefourth floor. Both centers are self-serve and have identical processingcapabilities. The copying machines are not visible to the administrativeassistants from their offices.When copying is required, theadministrative assistant goes to the copy room and waits in line tomake the necessary copies. Catherines assistant, Brian, was assignedto investigate the problem. Brian reported that, on average,administrative assistants arrive at copy center A at the rate of 10 perhour and at copy center B at the rate of 14 per hour. Each of the copycenters can service 15 jobs per hour. The administrative assistantsarrivals essentially follow a Poisson distribution, and the service timesare approximated by a negative exponential distribution. Brian hasproposed that the two copy centers be combined into a single copycenter with either two or three identical copy machines. He estimatesthat the arrival rate would be 24 per hour. Each machine would stillservice 15 jobs per hour. Currently, administrative assistants earn anaverage of $15 per hour.(a) Determine the utilization of each of the copy centers.(b) Determine the average waiting time at each of the copy centers.
(c) What is the annual cost of the administrative assistants averagewaiting time using the current system?(d) Determine the utilization of the combined copy center with twocopiers.(e) Determine the average waiting time at the combined copy center.(f) What would be the annual cost of the administrative assistantsaverage waiting time using the combined twocopier setup?(g) What would be the utilization of the combined copycenter withthree copiers?(h) What would be the annual cost of the administrative assistants
average waiting time using the combined three copier setup?(i) What would you recommend to Catherine?
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
32/33
Capacity Planning as a Performance Tuning Tool
Case Study for a Very Large Database
EnvironmentThis article discusses the performance and scalability impact due to severeCPU and I/O bottlenecks in a very large database (over 20 terabytes). It
describes the methodologies used to collect performance data in a
production environment, and explains how to evaluate and analyze the
memory, CPU, network, I/O, and Oracle database in a production server by
using the following tools:
X Solaris Operating Environment (Solaris OE)Standard UNIX tools
XOracle STATSPACK performance evaluation software fromORACLE
Corporation.
X Trace Normal Form (TNF)
X TeamQuest Model software from Team Quest Corporation
X VERITAS Tool VxBench from VERITAS Corporation
The article is intended for use by intermediate to advanced performancetuning experts, database administrators, and TeamQuest specialists. It
assumes that the reader has a basic understanding of performance analysis
tools and capacity planning.
The article addresses the following topics:
-Analysis and High-Level Observations
-Resolving CPU and I/O Bottlenecks through Modeling and Capacity
Planning
Conclusions
Recommendations
I/O Infrastructure Performance Improvement Methodology
Data Tables
-
7/27/2019 5A Capa Pln Capa Dec Wait Line
33/33
The article discusses the chronological events of what-if analysis using the
TeamQuest modeling software to resolve CPU and I/O bottlenecks, for
projections of the database server performance and scalability, and to
simulate effects of performance tuning. It also provides a detailed analysis of
the findings, and discusses the theoretical analyses and solutions.
Finally, it provides an in-depth discussion and analysis of the solution, that
is, how to resolve the I/O and CPU bottlenecks by balancing the I/O on the
existing controllers and adding new controllers.
The first part of the article presents the result of performance analysis with
respect to the CPU, I/O, and Oracle database using the tools previously
stated. The second part, describes the CPU, I/O tuning, and capacity
planning methodology, and its results. Finally, the article provides
conclusions, recommendations, and the methodology for improving I/Oinfrastructure performance. The performance analysis, tuning, and capacity
planning methods described in this article can be applied to any servers in a
production environment. Performance analysis and capacity planning is a
continuous effort. When the application or the environment change, as result
of a performance optimization for instance, the performance analysis has to
be revisited and the capacity planning model recalibrated. For a system that
is operating on the upper limit of its capacity, performance optimization is a
continuous search for the next resource constraint. The performance analysis
methodology starts with an analysis of the top five system resources being
utilized during the peak-period and the percentage of utilization
associated to each one. In this case study, the I/O controllers and CPUs
topped out at roughly 80 percent utilization and the disk drives reached their
peak at 70-to-80 percent utilization. Once these thresholds were reached,
response times degraded rapidly (depending the workloads, more than one
workload may be depicted). Teamquest performance tools were used to
provide the performance analysis and capacity planning results. The
Teamquest Framework component was installed on the systems to be
monitored. This component implements the system workload
definitions and collects detailed performance data. The Teamquest Viewcomponent allows real time and historical analysis of the performance data
being collected on any number of systems on the network.