47196 Fancy Summit Pen - Rockler Woodworking and...
2
Blank Preparation 1. Cut the blanks about 1/8" longer than the Brass Tubes to allow for “blow-out” or hole elongation. Maintain grain orientation of the two blanks for turning by placing an “x” on either side of the cut line. 2. Drill the blanks with a 7mm drill bit at a speed of 900 to 1200 RPM. 3. Polish the Brass Tubes with 220 grit sandpaper to remove oxidation and roughen the tubes. This can be done by hand or by chucking them in a drill press or portable hand drill. 4. Prepare to glue with medium CA (cyanoacrylate) glue or two-part fast drying epoxy. 5. Apply the glue to the outside of one tube with a liberal amount around the tube end that is inserted first. Do not apply glue to the inside of the blank, as this will cause the glue to get inside the Brass Tube and ruin the tube. 6. Insert the tube with a twisting motion into the blank until the tube is equidistant between both ends of the blank. Wipe off any excess glue on the ends of the blank. Allow the glue to dry. Glue the second tube using the same method. 7. Using a barrel trimmer, disk, or belt sander, trim the ends of the blanks until you can just see the bright brass ends of the tubes. The faces of the ends must be perpendicular to the Brass Tubes and parallel with each other. It is imperative to match the length of the trimmed blanks to the original length of the Brass Tubes and that the insides of the Brass Tubes are clean and free of any glue. Turning the Blanks 1. Assemble the blanks on the mandrel as shown in the picture above. Use both 12.7mm Bushings, the 12mm Bushing, and the 9.1mm Bushing. The 10.3mm Bushing will be used later. Keep the grain orientation of the blanks in line when mounting. 2. Tighten the tailstock and then tighten the mandrel nut that holds the blanks. Do not over-tighten the tailstock or mandrel nut as this may cause the mandrel to flex, causing the blank to go out of round. 3. Turn the Upper Tube (short tube) blank to a consistent 1/2" (12.7mm) diameter. Then, turn off the lathe and replace the 12.7mm Bushing between the blanks with the 10.3mm Bushing. The new sequence should be: 12.7mm Bushing - Upper Blank - 10.3mm Bushing - 12mm Bushing - Lower Blank - 9.1mm Bushing. 4. Turn a tenon on the end of the Upper Tube to match the 10.3mm Bushing. Tenon length should be approximately 3/16" (4.8mm). Take this cut a little at a time so that you do not cut the tenon too small. The remainder of the Upper Blank should be the same length as the Filigree. The tenon may be cut up to 1/32" (1.9mm) long, as the lower end of the Filigree will cover the gap. If the tenon is too short, there will be a wood gap between the end of the Filigree and the Center Band. 5. Turn the Lower Tube blank to the desired shape, making sure that the surfaces next to the bushings are turned to the same diameter as the bushings. 6. After turning, sand the surfaces in progressive steps of 220, 400, 600, and 1000 grit. If a higher finish is desired, micromesh sandpaper may be used. 7. Apply the finish of choice and polish. 8. Remove the blanks from the mandrel, keeping the blank orientation and grain patterns in line. Gold Fancy Summit Pen Preparation and Turning 47196 © Rockler Companies Inc. 2011 Upper Tube (short) Nut Mandrel “A” Lower Tube (long) Fancy Summit Bushing Set Replace with a 10.3 mm Bushing in Step 3 12.7 mm 12.7 mm 12 mm 9.1 mm Visit Rockler.com for the most current product information and videos or call 1-800-260-9663.
Transcript of 47196 Fancy Summit Pen - Rockler Woodworking and...

Blank Preparation1. Cuttheblanksabout1/8"longerthantheBrassTubesto allowfor“blow-out”orholeelongation.Maintaingrain orientationofthetwoblanksforturningbyplacingan“x”on eithersideofthecutline.
2. Drilltheblankswitha7mmdrillbitataspeedof900to 1200RPM.
3. PolishtheBrassTubeswith220gritsandpapertoremove oxidationandroughenthetubes.Thiscanbedonebyhand orbychuckingtheminadrillpressorportablehanddrill.
4. PreparetogluewithmediumCA(cyanoacrylate)glueor two-partfastdryingepoxy.
5. Applythegluetotheoutsideofonetubewithaliberal amountaroundthetubeendthatisinsertedfirst.Donot applygluetotheinsideoftheblank,asthiswillcausethe gluetogetinsidetheBrassTubeandruinthetube.
6. Insertthetubewithatwistingmotionintotheblankuntilthe tubeisequidistantbetweenbothendsoftheblank.Wipeoff anyexcessglueontheendsoftheblank.Allowtheglueto dry.Gluethesecondtubeusingthesamemethod.
7. Usingabarreltrimmer,disk,orbeltsander,trimtheends oftheblanksuntilyoucanjustseethebrightbrassends ofthetubes.Thefacesoftheendsmustbeperpendicular totheBrassTubesandparallelwitheachother.Itis imperativetomatchthelengthofthetrimmedblankstothe originallengthoftheBrassTubesandthattheinsidesofthe BrassTubesarecleanandfreeofanyglue.
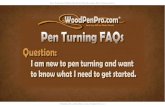
Turning the Blanks1. Assembletheblanksonthemandrelasshowninthepicture above.Useboth12.7mmBushings,the12mmBushing, andthe9.1mmBushing.The10.3mmBushingwillbe usedlater.Keepthegrainorientationoftheblanksinline whenmounting.
2. Tightenthetailstockandthentightenthemandrelnutthat holdstheblanks.Donotover-tightenthetailstockormandrel nutasthismaycausethemandreltoflex,causingtheblank togooutofround.
3. TurntheUpperTube(shorttube)blanktoaconsistent 1/2"(12.7mm)diameter.Then,turnoffthelatheandreplace the12.7mmBushingbetweentheblankswiththe10.3mm Bushing.Thenewsequenceshouldbe:12.7mm Bushing-UpperBlank-10.3mmBushing-12mm Bushing-LowerBlank-9.1mmBushing.
4. TurnatenonontheendoftheUpperTubetomatchthe 10.3mmBushing.Tenonlengthshouldbeapproximately 3/16"(4.8mm).Takethiscutalittleatatimesothatyoudo
notcutthetenontoosmall.TheremainderoftheUpper BlankshouldbethesamelengthastheFiligree.Thetenon maybecutupto1/32"(1.9mm)long,asthelowerendofthe Filigreewillcoverthegap.Ifthetenonistooshort,therewill beawoodgapbetweentheendoftheFiligreeandthe CenterBand.
5. TurntheLowerTubeblanktothedesiredshape,making surethatthesurfacesnexttothebushingsareturnedtothe samediameterasthebushings.
6. Afterturning,sandthesurfacesinprogressivestepsof 220,400,600,and1000grit.Ifahigherfinishisdesired, micromeshsandpapermaybeused.
7. Applythefinishofchoiceandpolish.
8. Removetheblanksfromthemandrel,keepingtheblank orientationandgrainpatternsinline.
Gold Fancy Summit Pen Preparation and Turning
47196
© Rockler Companies Inc. 2011
Upper Tube (short) NutMandrel “A” Lower Tube (long)
Fancy Summit Bushing Set
Replace with a 10.3 mm
Bushing in Step 3
12.7 mm 12.7 mm 12 mm 9.1 mm
Visit Rockler.com for the most current product information and videos or call 1-800-260-9663.

AssemblyReadtheassemblyinstructionscompletelybeforeassembly.
1. PresstheTipintothenarrowendoftheLowerTube.
2. Withthethreadedendexposed,presstheTwistMechanism intotheotherendoftheLowerTube,approximately1/4" pasttheIndentationRing.TodetermineiftheTwist Mechanismispositionedtothecorrectdepth,threadthe InkCartridgeintotheTwistMechanism.Whenproperlyfitted, approximately1/8"ofthewritingpointshowswhenthe mechanismistwistedopen,andiscoveredwhenthe mechanismistwistedclosed.Ifthepointdoesnotextend farenough,removetheInkCartridgeandpresstheTwist Mechanismfartherintothetube.Becarefulnottopressitin toofarastheTwistMechanismcannotbepulledbackout.
3. SlidetheClipontotheCapstud,thenpresstheCap assemblyintotheendoftheUpperTubeoppositefrom thetenon.
4. SlidetheFiligreeovertheUpperTube.
5. PresstheCenterBandontothetenoncutontheUpperTube duringtheturningprocess.IftheCenterBandisalittle loose,itcanbegluedintoplacewithasmalldropof CA(cyanoacrylate)glue.
6. GentlypushthecompletedUpperTubeassemblyontothe TwistMechanismbyhand.
Reordering Information Stock #GoldFancySummitPenKit.................................471967mmMandrel“A”with#2MorseTaper...............43537#1MorseTaperAdapter(requires43537)...........27050FancySummitBushingSet..................................491567mmDrillBit.........................................................36372
Gold Fancy Summit Pen Assembly
47196 - Rev 10/11
WARN
ING: T
his product contains one or m
ore chem
icals, including lead, that are know
n to the State of C
alifornia to cause cancer and birth defects or other reproductive harm
. W
ash hands after handling.
Made in C
hina
Distributed by R
ockler C
ompanies Inc.
© 2011 R
ockler Woodw
orking and H
ardware
4719
6 - R
ev 1
0/11
Go
ld F
an
cy
Su
mm
it P
en
A
sse
mb
ly
Inst
ruc
tio
ns
Filigree
Upper Tube (short)
Lower Tube (long)
Ink CartridgeTip
Cap
Center Band
Twist Mechanism
ClipIndentation Ring