4. Dynamics of Integrated Plants - Åbo Akademi …4. Dynamics of Integrated Plants 4.3 Units in...
23
Process Control Laboratory 4 . Dynamics of Integrated Plants 4.1 Overview 4 .2 Process interconnections 4.2.1 Classification 4.2.2 Feedback effects in process units 4.2.3 Integrated processes 4 .3 Units in series and parallel 4.3.1 Control of units in series 4.3.2 Parallel interconnections 4 .4 Effects of recycle 4.4.1 Dynamics 4.4.2 Disturbance sensitivity 4.4.3 Process examples KEH Plantwide Control 4–1
Transcript of 4. Dynamics of Integrated Plants - Åbo Akademi …4. Dynamics of Integrated Plants 4.3 Units in...

ProcessControl
Laboratory4. Dynamics of Integrated Plants4.1 Overview4.2 Process interconnections
4.2.1 Classification4.2.2 Feedback effects in process units4.2.3 Integrated processes
4.3 Units in series and parallel4.3.1 Control of units in series4.3.2 Parallel interconnections
4.4 Effects of recycle4.4.1 Dynamics4.4.2 Disturbance sensitivity4.4.3 Process examples
KEH Plantwide Control 4–1

ProcessControl
Laboratory
4. Dynamics of Integrated Plants
4.1 OverviewIn this chapter, some fundamental properties of integrated plants are studied. They explain why it is necessary to consider the entire plant when a control system is
designed; it is usually inferior just to combine control schemes of individual
units.
A typical chemical plant has a mixture of multiple units connected both in series and in parallel recycle streams energy integration
Plant interconnections may introduce limitations in the achievable performance of any control system
Material recycle and heat integration may dramatically alter the time constants of the plant give rise to oscillations and instability even if individual units are stable
KEH Plantwide Control 4–2

ProcessControl
Laboratory
4. Dynamics of Integrated Plants
4.2 Process interconnections
An interconnection refers to the way subsystems are interconnected to form the overall system.
The following classification is based on Morud (1995): Studies on the Dynamics and Operation of Integrated Plants (Dr.Ing. Thesis).
Series interconnectionIn a series interconnection of subsystems,the output of a subsystem is the input tonext subsystem. There is a one-way flow without flow-feedback between subsystems. The poles and zeros of the combined transfer function 𝐺𝐺1(𝑠𝑠)𝐺𝐺2(𝑠𝑠) are
the poles and zeros of the individual transfer functions.
Thus, the interconnection produces no significant surprises.
KEH Plantwide Control 4–3
4.2.1 Classification
1( )G s2( )G s( )u s ( )y s

ProcessControl
Laboratory
4.2 Process interconnections 4.2.1 Classification
Parallel interconnectionTwo processing units in parallel is aspecial case of a parallel intercon-nection. More generally, a parallelinterconnection is formed when an input 𝑢𝑢(𝑠𝑠) affects an output𝑦𝑦(𝑠𝑠) through two or more independent subsystems or mechanisms.
Note that the arrows here represent physical quantities, not information signals; thus 𝑢𝑢 𝑠𝑠 = 𝑢𝑢1 𝑠𝑠 = 𝑢𝑢2(𝑠𝑠) is not required.
The parallel interconnection can be interpreted as a feedforward loop. If 𝑢𝑢 𝑠𝑠 = 𝑢𝑢1 𝑠𝑠 = 𝑢𝑢2(𝑠𝑠) in a parallel interconnection of two units, the
combined transfer function is 𝐺𝐺 𝑠𝑠 = 𝐺𝐺1 𝑠𝑠 + 𝐺𝐺2(𝑠𝑠). This means that– it has the same poles as the individual transfer functions– it has different zeros than the individual transfer functions
If right half plane (RHP) zeros are introduced by the interconnection, the combined system is a non-minimum phase system characterized, e.g., by an inverse step response. This makes the system difficult to control.
KEH Plantwide Control 4–4
1( )G s
2( )G s
( )u s 1( )u s
2( )u s
( )y s

ProcessControl
Laboratory
4.2 Process interconnections 4.2.1 Classification
Recycle interconnectionIn a recycle interconnection part of the output of a subsystem
is returned (and added) to theinput of the subsystem viaanother subsystem.
Note that the arrows represent physical quantities, not information signals; thus 𝑢𝑢2 𝑠𝑠 = 𝑦𝑦(𝑠𝑠) is not implied (but possible).
The recycle interconnection is a feedback loop. Depending on the sign of 𝐺𝐺1(𝑠𝑠)𝐺𝐺2(𝑠𝑠) , the feedback effect can be positive or negative– negative feedback tends to attenuate disturbances in 𝑦𝑦(𝑠𝑠)– positive feedback tends to amplify disturbances in 𝑦𝑦(𝑠𝑠)
If 𝑢𝑢2 𝑠𝑠 = 𝑦𝑦(𝑠𝑠), the combined transfer function is 𝐺𝐺 𝑠𝑠 = 𝐺𝐺1(𝑠𝑠)1−𝐺𝐺1(𝑠𝑠)𝐺𝐺2(𝑠𝑠)
. Thus, both poles and zeros are affected by the recycle. Even if 𝐺𝐺1(𝑠𝑠)and 𝐺𝐺2(𝑠𝑠) behave nicely by themselves, this could lead to– oscillations (limit cycles, chaotic behaviour)– instability
KEH Plantwide Control 4–5
1( )G s
2( )G s
1( )u s
2( )u s
( )y s( )u s

ProcessControl
Laboratory
4.2 Process interconnections 4.2.1 Classification
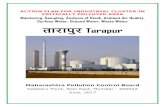
Illustration of recycle behaviourConsider the nonlinear static system 𝑦𝑦 𝑡𝑡 = 𝑢𝑢 𝑡𝑡 [1 − 𝑢𝑢 𝑡𝑡 ] with a time-delayed recycle 𝑢𝑢 𝑡𝑡 = 𝑘𝑘𝑦𝑦(𝑡𝑡 − 1).The following graphs show the behaviour of the system for 𝑘𝑘 = 2, 3, 4, 5after a step change in 𝑦𝑦(0) from 0 to 0.1.
KEH Plantwide Control 4–6
2nice step responce
k =3
sustained oscillationsk =
4chaotic behaviour
k =
5unstable
k =

ProcessControl
Laboratory
4. Dynamics of Integrated Plants 4.2 Process interconnections
4.2.2 Feedback effects in process unitsIn this section, some simple mechanisms that give rise to complex behaviour in chemical engineering systems are examined. The studied mechanisms are reactions heating and cooling material and energy recycle
The study is limited to simple process units two interconnected units involving recycle
It is shown that the various phenomena can be interpreted in terms of negative and positive feedback
See Morud and Skogestad (1994): Effects of recycle on dynamics and control of chemical processing plants, Computers & Chem. Engng, Vol. 18, Suppl. 1, pp. S529–S532.
KEH Plantwide Control 4–7

ProcessControl
Laboratory
4. Dynamics of Integrated Plants 4.2 Process interconnections
4.2.3 Integrated processes [LTL]As illustrated in the previous section, interconnections such as parallel and recycle interconnections tend to make the plant more difficult to control. However, they are basic features of integrated chemical processes.
In this section, some motivations are given as to why certain types of recycle interconnections are used in virtually all (chemical) plants. Some basic problems that need to be solved are also considered. From a physical point of view, the basic issues are material recycle energy integration component inventories
These make it necessary to consider the entire plant when a control system is designed.
KEH Plantwide Control 4–8

ProcessControl
Laboratory
4.2 Process interconnections 4.2.3 Integrated processes
Material recycleMaterial is recycled for some basic and important reasons: Increase conversion. For reversible reactions, conversion of reactants to
products is limited by thermodynamic equilibrium constrains. This means that the reactor effluent contains both reactants and products. Separation and recycle of reactants are essential for economical reasons.
Reduce capital investment. Usually it is cheaper to build a reactor with incomplete conversion and to recycle reactants than it is to reach the needed conversion in one reactor or several reactors in series.
Improve yields. In reaction systems such as A → B → C, where B is the desired product, the conversion of A has to be kept low to avoid producing too much of C. Therefore, a large recycle of A is required.
Provide a thermal sink. In reactors where cooling is difficult due to the reaction, it is often necessary to feed excess material to the reactor to keep the temperature within limits. The excess material needs to be recycled.
Prevent side reactions. To prevent side reactions, it may be necessary to keep the concentration of a reactant low and to compensate this by using excess concentration of some other reactant, which has to be recycled.
Control product properties. In many polymerization reactors, conversion has to be limited to achieve desired product properties. The unconverted reactant is recycled.
KEH Plantwide Control 4–9

ProcessControl
Laboratory
4.2 Process interconnections 4.2.3 Integrated processes
Energy integrationThe fundamental reason for energy integration is to improve the thermo-dynamic efficiency of the process, which means reduced utility costs.HDA process exampleEnergy is required to– heat up reactants in
the furnace– provide boilup in the
distillation columnsHeat is removed in the– separator condenser– column condenserHeat is generated in– the reactorThe heat generated inthe reactor is used in– heat exchangers– reboilersNote how these unitsare interconnected!KEH Plantwide Control 4–10

ProcessControl
Laboratory
4.2 Process interconnections 4.2.3 Integrated processes
Component inventoriesThere are three types of chemical species: reactants, products, and inerts.Obviously, all these species have to satisfy material balances. This may be a problem for reactants when recycle streams are used. Every molecule of reactants fed into the plant must either be
consumed via reaction or leave as an impurity or purge. Because of their value, it is desired to minimize the loss of reactants. This means that essentially all reactants have to be consumed. When units are connected by recycle streams, the entire system
behaves almost as a pure integrator in terms of the reactants. If additional reactant is fed into the system without changing
operating conditions so that the reactant is consumed, it will build up gradually within the plant.
The plant and its control system have to be designed to prevent this from happening.
The problem is less severe for products and inerts, since they are allowed to leave the plant.
KEH Plantwide Control 4–11

ProcessControl
Laboratory
4. Dynamics of Integrated Plants
4.3 Units in series and parallelIf process units are arranged in a series configuration, where the products of each unit feed downstream units with no recycle, the plantwide control problem is greatly simplified.In a parallel configuration, the parallel paths often have opposing effects, which makes the control problem harder.
4.3.1 Control of units in series [SEMD]
One of the most basic issues in plantwide control is flow/inventory control. If a train of continuous processing units (reactors, columns, etc.) is considered, where should the production rate be controlled? It can be controlled at the exit of the line (e.g., a series of unit operations (as in Fig. F.1a)), at the beginning of the line (Fig. F.1b), or at any point in between.
(In these figures, the sensors/transmitters have been omitted for clarity.)
KEH Plantwide Control 4–12

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.1 Control of units in series
It might seem logical to use a feed flow rate into each unit to control the inventory (level) in that unit as illustrated in the downstream method of Fig. F.1a. However, adjusting each unit’s effluent flow rate may be an easier way to control inventories if the flow rates of multiple streams into a unit are controlled as ratios (see the upstream method in Fig. F.1b).
KEH Plantwide Control 4–13

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.1 Control of units in series
The objectives for any of these methods are (1) to maintain the production rate of the line (or the production
rates, if there is more than one product), (2) to regulate the liquid level in each unit, and (3) to reduce the effect of disturbances as much as possible.
The downstream method Has the advantage of fixing the actual product rate. Any flow disturbance to a single unit will tend to propagate
successively to upstream units as manipulated flow rates are changed to deal with the disturbance.
Each additional stream into a unit may have to be regulated at a fixed ratio to one of the streams (the primary manipulated variable) if composition upsets as well as inventory disturbances are to be avoided.
KEH Plantwide Control 4–14

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.1 Control of units in series
The upstream method Has the disadvantage that production rate is established via flow of
materials into the first unit. Flow or level disturbances will propagate downstream, eventually
affecting the plant’s production rate of the desired product, the flow rate from the final unit. Such a situation can be quite undesirable.– Excess product may have to be recycled back to an earlier unit and
reprocessed, or even sent to “waste.”– If the flow rate is reduced, one or more units may have to be shut down
for a period of time to maintain a reasonably constant level in the final unit.
Modern processing plants cannot be operated in this manner.
KEH Plantwide Control 4–15

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.1 Control of units in series
Use of surge tanks [SEMD]
When continuous processing methods first achieved widespread usage in industry, disturbance propagation was reduced by placing surge vessels
between key processing units; this arrangement allowed separate control systems to be used for
each unit.
In the figure, a reactorand a distillation columnare separated by a surgevessel. The surge tankprevents flow disturbancesfrom the reactor fromupsetting the column, andalso prevents short-term production rate changes for the column from propagating back to the reactor.
KEH Plantwide Control 4–16

ProcessControl
Laboratory
4.3.1 Control of units in series Use of surge tanks
Note that the level in a surge vessel either is not controlled unless it reaches the high or low alarm position; or loosely controlled by averaging level control.
The net effect is to dampen flow disturbances by allowing the level to “float” between low and high limits.
Modern plants are designed to avoid the extra capital and operating costs of surge tanks, related piping, and space in the operations area. Thus, extraneous vessels, whose only function is to make the plant
easier to operate, are normally avoided.
KEH Plantwide Control 4–17

ProcessControl
Laboratory
4. Dynamics of Integrated Plants 4.3 Units in series and parallel
4.3.2 Parallel interconnections [Morud]
Manipulating an actuator in an integrated plant often has more than one effect on the plant. First, different parts of the plant may be affected, several of which
may influence a given measurement. Second, several different physical effects, such as pressure, flow rate,
temperature and concentration may be affected. The influence of these effects on a measurement may vary in strength and speed, and the measurement will often be the sum of several such effects.
In both cases there exist parallel paths between the actuator and the measurement. Often the parallel paths have an opposing influence on the measurement, i.e., they are competing effects.
KEH Plantwide Control 4–18

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.2 Parallel interconnections
Two CSTRs in ParallelThe figure shows two CSTRs in parallel. Thefeed stream 𝐹𝐹, consisting of pure reactant A, isdivided equally in a splitter (split fraction 0.5),and fed to the reactors, where a simple reactionA → B takes place. The outlet streams from thereactors are mixed to form a product 𝑃𝑃.
With a specific choice ofnumerical values of thereactor parameters, theresponse to a small stepin the split fraction yieldsan inverse response. Thisreflects the existence ofright half plane (RHP) zerosfor the particular choice ofnumerical values.
KEH Plantwide Control 4–19

ProcessControl
Laboratory
4.3 Units in series and parallel 4.3.2 Parallel interconnections
Heat exchanger networkThe figure shows a simple heat exchangernetwork. The temperature 𝑇𝑇2 is supposedto be lower than 𝑇𝑇1. Manipulating thevalve position 𝑢𝑢 affects the outlet tempe-rature 𝑇𝑇 by two different effects: through the change in the flowrate of
the stream H2, by a change in the operation of
the heat exchanger.The two effects are competing.In response to an increase in theflow rate H2 the former tends to decrease 𝑇𝑇, the latter tends to increase 𝑇𝑇.
As shown in the figure, this maycause inverse response behaviour,reflecting the existence of RHP zeros.(Note that the response starts from 0.)KEH Plantwide Control 4–20

ProcessControl
Laboratory
4. Dynamics of Integrated Plants
4.4 Effects of recycle [LTL]
Most real processes contain recycle streams. The presence of recycle streams profoundly alters the plant’s dynamic and steady-state behaviour; makes the plantwide control problem much more complex and its
solution is not intuitively obvious.
In this section, two basic effects of recycle are studied, namely its impact on the plant dynamics (gains and time constants) disturbance sensitivity (“snowball” effect)
In addition, interpretations in terms of negative and positive feedback
are given.
KEH Plantwide Control 4–21

ProcessControl
Laboratory
4. Dynamics of Integrated Plants 4.4 Effects of recycle
4.4.1 DynamicsThe figure shows a block diagram of a simpleprocess with recycle. The input 𝑢𝑢 is an addi-tive variable (e.g., a flow rate) and the output𝑦𝑦 is a quality variable (e.g., a concentration),which has the same value in the input to therecycle as in the output from the full system.
The transfer function from 𝑢𝑢 to 𝑦𝑦 is
𝐺𝐺 𝑠𝑠 = 𝐺𝐺F(𝑠𝑠)1−𝐺𝐺F(𝑠𝑠)𝐺𝐺R(𝑠𝑠)
= 𝑘𝑘(𝜏𝜏R𝑠𝑠+1)(𝜏𝜏1𝑠𝑠+1)(𝜏𝜏2𝑠𝑠+1)
where
𝑘𝑘 = 𝑘𝑘F1−𝑘𝑘F𝑘𝑘R
, 𝜏𝜏𝑖𝑖 = 𝜏𝜏F+𝜏𝜏R2(1−𝑘𝑘F𝑘𝑘R)
1 ± 1 − 4𝜏𝜏F𝜏𝜏R(1−𝑘𝑘F𝑘𝑘R)(𝜏𝜏F+𝜏𝜏R)2
It can be shown that𝜏𝜏1 > max(𝜏𝜏F, 𝜏𝜏R) , 𝜏𝜏2 < min(𝜏𝜏F, 𝜏𝜏R)
meaning that the recycle system becomes slower (because of 𝜏𝜏1) than the individual subsystems.
KEH Plantwide Control 4–22
u yF( )G s
R ( )G s

ProcessControl
Laboratory
4.4 Effects of recycle 4.4.1 Dynamics
The static gain of the recycle system will also change. 𝑘𝑘F𝑘𝑘R < 0: The absolute value of the static gain 𝑘𝑘 is smaller than the
absolute value of 𝑘𝑘F.– This is a negative feedback effect.– The recycle will reduce the effect of 𝑢𝑢 on 𝑦𝑦.
0 < 𝑘𝑘F𝑘𝑘R < 1: The absolute value of the static gain 𝑘𝑘 is larger than the absolute value of 𝑘𝑘F.– This is a positive feedback effect.– The recycle will amplify the effect of
𝑢𝑢 on 𝑦𝑦; this is bad if 𝑢𝑢 is a disturbance. 𝑘𝑘F𝑘𝑘R > 1: The sign the static gain 𝑘𝑘 is
different from the sign of 𝑘𝑘F.– This is a strong positive feedback effect.– The recycle will make the system unstable.
The figure shows the step response forvarious values of 𝑘𝑘R (= 𝐾𝐾R) when 𝑘𝑘F = 1and 𝜏𝜏R = 𝜏𝜏F. As seen, the recycle canchange the dynamics and the static gainquite significantly.
KEH Plantwide Control 4–23