3R Knowles Nov09

of 5
Transcript of 3R Knowles Nov09
-
8/13/2019 3R Knowles Nov09
1/5
PIPELINE TECHNOLOGY
373R international Special-Edition 1/2010
Challenges of Revamping Leixoes OilTerminal, PortugalBy Liam Knowles, Pierre Flammang, Ulf Jungclaussen
Leixoes Oil Terminal operatedby GALP EnergieGALP Energie is a Portuguese based, verti-cally integrated energy company which oper-ates the two refineries of Sines and Porto.Leixoes Oil Terminal is the main import/ex-port route for the Refinery of Porto handling
9 million Tons of product a year. The harborinfrastructure was originally built in 1890s.This was further extended to include 3 Berthsand related facilities in 1967 when the refin-ery was constructed. The terminal is locatedapproximately 3 Km from the refinery andconnected by 17 pipelines for the transporta-tion of various products.
As a result of GALPs strategic capital invest-ment program to upgrade the productioncapacity and efficiencies of the two refineriesover the next 3 years, it was required to up-grade its transportation facilities. The project
budget for revamping of Leixoes Oil Terminalwas approximately 30 million.
Engineering Scope of WorkGALP awarded ILF with the contract for theengineering of the project as a result of itsexcellent references for terminal projects.
The scope of work for revamping of the load-ing facilities in the terminal included the fol-lowing:
Basic Engineering Design Detailed Engineering Design
Tendering and Contract Award of Equip-ment
Tendering and Contract Award of MainConstruction Contract
Construction Supervision
Operational Flexibility The Leixoes Oil Terminal consists of threeberths capable of mooring various sizes oftankers and handling various types of prod-ucts.
Berth A: 100,000dwt, Black Products,White Products
Berth B: 30,000dwt, Black Products,White Products, Petrochemical Products,LPG, Lube Oil
Berth C: 5,000dwt, White Products, Pet-rochemical Products, LPG, Lube Oil
Due to the range of products produced in therefinery it was important for GALP LogisticsDepartment to have the following aspectsincluded in the design of the new facilities toreduce transport costs:
Charter a range of tanker sizes for highdemand fuels
Flexibility to load specialized products onBerth B or C
Redundancy of Marine Loading Arms toreduce downtime of the Berths
Loading and Unloading Capabilities
With approximately 30 products transportedthrough the 17 loading lines, it was not pos-sible to have a dedicated Marine Loading Arm(MLA) for each product due to the dimensionsof each berth and also due to the requiredcapital investment.
The solution developed by ILF in conjunctionwith GALP Operations was to split the prod-
ucts into six distinct product groups. Thesewere: Black Products White Products Petrochemical Products
LPG Lube Oil Vapour Recovery
A matrix of the 30 products was created andan action defined for operations to followwhen changing between products. This en-sured the strict quality requirements of eachproduct.
To further optimize the number of arms onBerth B and C, a common MLA was used forWhite Products and Petrochemical Productswith isolation between each product groupbut the option to change groups dependingon the logistical requirements. This flexibilityalso gave redundancy if required.
A vapour recovery MLA was also included inthe design for each berth for the future im-plementation of a Volatile Organic Compound(VOC) handling system. The final number of
arms for the three berths was 17 MLAs forproducts and 3 MLAs for vapour recovery asoutlined in Table 1 .
Reinjection SystemTo reduce the amount of waste product af-ter completion of the loading process, aReinjection System was developed by ILF inconjunction with GALP Operations. After load-ing or unloading, the product present in theinboard of the MLA was reinjected back intothe product line. This action greatly reducedthe volume of product entering the slop tankon the berths. The system has resulted in en-ergy savings for GALP because normally thereinjected product would have been pumpedto the refinery for costly reprocessing. TheReinjection System consisted of a reinjectionpump for each product group and a complexseries of valves to reinject the product into theline from which it originated.
Marine Loading ArmsThe MLAs were specified in accordance withthe OCIMF standard and were fitted with the
latest available technology in Emergency Re-lease Systems (ERS). The design philosophyof the loading arms was to have three alarmstages should the tanker start to drif t from itsoriginal position during loading.
The most challenging type of project for any Engineering Consultancy is the design andconstruction of new projects within the boundaries of existing infrastructures. An exampleof this is the revamping of an operational Marine Oil Terminal with the latest state of theart loading technology while focusing on improving operational efficiency, minimizing theproject schedule and optimizing costs for the client. In 2006, ILF Consulting Engineers ofMunich, Germany was awarded the contract for the revamping of the Leixoes Oil Terminal,Porto, Portugal by GALP Energie.
-
8/13/2019 3R Knowles Nov09
2/5
PIPELINE TECHNOLOGY
38 3R international Special-Edition 1/2010
The rst stage was a warning alarm whichinformed the operator that the ship wasstarting to drift.
If the operator did not correct the prob-lem on time and the tanker continued todrift until the second stage alarm, then anEmergency Shut Down (ESD) of the Berthwas activated. This automatically stopped
the loading process in 5 seconds. If the tanker continued to drift until the
third alarm (a distance of 3.5 m on BerthA) then the ERS was activated. The ERSsystem consisted of two valves on theloading arm which automatically closedin approximately 2 seconds followed bya safe disconnection of the arm from thetanker.
Transient Hydraulic Model
A complex transient hydraulic model of the
17 loading lines from the refinery tank farmsto the berths was completed, in order to cal-culate the Joukovsky surge pressure causedby an ERS or ESD action for various loadingcases. To ensure that the pressure did notexceed the maximum allowable pressure ofthe existing loading lines, a surge protectionsystem was installed on the berths. All MLAshad a surge relief valve which connected toa relief line. The relief lines from each berthwere connected to an atmospheric relief tanklocated in the terminal. The ESD of the berthalso resulted in the automatic tripping of theoperating pumps in the refinery.
Control System
The original design of the terminal in 1967was with manual operated valves to control
From the central control room or the berth,the operator could: Monitor the position of the loading arms
relative to the alarm stages, Monitor the process conditions
the loading process. Included in the revamp-ing project was the installation of a newcontrol system consisting of a central controlroom for the terminal. The operator on eachberth also had access to the control system.
Table 1: Marine Loading Arm Design Details
Berth ArmNo. Product ArmDia
(inch)
DesignTemperature
min/max
DesignPressuremin/max
(bar g)
Arm Operation per Berth
Connection Combinations
Single 1 2 3 4 5 6 7 8
A
A1 Black 12 -15 / +90C -0,5/+19,5 u u u u
A2 Black 12 -15 / +90C -0,5/+19,5 u u u u
A3 Black 12 -15 / +90C -0,5/+19,5 u u u u
A4 VRU 12 -15 / +90C -0,5/+19,5 u u u u u u
A5 White 10 -15 / +50C -0,5/+19,5 u u u
A6 White 10 -15 / +50C -0,5/+19,5 u u u
B
B1 Black 10 -15 / +90C -0,5/+19,5 u u u
B2 Black 10 -15 / +90C -0,5/+19,5 u u u
B3 VRU 12 -15 / +90C -0,5/+19,5 u u u u u u
B4White orChemical
10 -15 / +50C -0,5/+19,5 u u u u
B5White orChemical 10 -15 / +50C -0,5/+19,5
u u u u
B6White orChemical
10 -15 / +50C -0,5/+19,5 u u u u
B7 Lube 6 -15 / +50C -0,5/+19,5 u
B8 LPG 6 -42 / +70C -0,5/+40,0 u
C
C1White orChemical
8 -15 / +50C -0,5/+19,5 u u u u
C2White orChemical
8 -15 / +50C -0,5/+19,5 u u u u
C3White orChemical
8 -15 / +50C -0,5/+19,5 u u u u
C4 VRU 8 -15 / +90C -0,5/+19,5 u u u uC5 Lube 6 -15 / +50C -0,5/+19,5 u
C6 LPG 6 -42 / +70C -0,5/+40,0 u
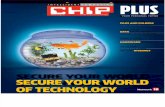
Fig. 1: Refined products exported by GALP
Fig. 2: ILF IDOMModel of Berth Cusing PDMS
-
8/13/2019 3R Knowles Nov09
3/5
PIPELINE TECHNOLOGY
393R international Special-Edition 1/2010
Open and close valves from the controlroom
A new electrical system for the terminal wascompleted by GALP in advance of the con-struction works as a result of revamping theberths.
Civil IssuesThe original design of the berths consisted oftwo concrete caissons on the sea bed con-nected with a reinforced concrete bridge. Thefirst problem was that the reinforced bridgewas not designed in 1967, for the bendingmoments that would be exerted from modernloading arms. Two options were investigatedto solve the problem
Replace the concrete bridge between thecaissons with a new design capable ofhandling the bending moments
Install a metal bridge structure over theexisting slab that would transfer the bend-ing moments to the caissons.
After careful review of the options it was de-cided that a metal bridge structure anchoredin the caissons was the best solution for thefollowing reason:
Reduction in the construction schedule Reduced construction cost
One disadvantage of the metal structurewas the increased risk of corrosion over thedesign life of the project due to the exposed
locations of the berths. This problem wasaddressed by selection of the correct paintspecification.
In order to anchor the metal structure, it wasrequired to verify the type of the concrete usedin the 1967 construction of the caissons. Thiswas completed by taking 3m core samples atstrategic locations on the caissons. Based onthe result of the concrete testing, the anchor-ing system to fix the structure to the caissonswas designed.
Project ProcurementFollowing the completion of the Basic Engi-neering in 2007, ILF and their local partnerIDOM Portugal completed the Detailed En-gineering Design. Due to the large quantityof valves and piping to be constructed oneach berth, CAE software was used to builda detailed model of the new berths in orderto optimize the layouts. Berth C had approxi-mately 200 valves installed in an area of 8 mX 20 m.
The procurement was split into four main
packages which were tendered on the mar-ket. The packages consisted of the following: Marine Loading Arms Automated and Manual Valves Surge Relief Valves
Fig. 3: Berth C - View from the Sea
Fig. 4: Berth C Piping and Valves
Fig. 5: Construction of Leixoes Oil Terminal 1967
-
8/13/2019 3R Knowles Nov09
4/5
PIPELINE TECHNOLOGY
40 3R international Special-Edition 1/2010
Main Construction Contract SCADA Package
The Main Construction Contract was ten-dered on the Portuguese Market. The mainactivities for the construction contractor werethe following:
Dismantling of Existing Loading Facili-
ties on each berth which involved about200 tons of steel per berth that had tobe removed by oating crane to the port.
Civil works to renew the working surfaceof the existing berths.
Fabrication and Installation of the steelstructures required to support the MLAs.
Installation of the MLA on each berth witha oating barge crane.
Fabrication of the piping Installation of the valves, piping and other
equipment. Procurement and installation of the elec-
trical / instrumentation components. Pre-commissioning of equipment.
Project Schedule
The project schedule was developed in con- junction with GALP to ensure the minimuminterruptions to the refinery. The terminal isa strategic asset for GALP for the importand export of products to the refinery. In ad-dition a Single Point Mooring (SPM) is alsoavailable for the discharging of crude oil intothe refinery. It was therefore necessary forGALP to ensure that when one berth wastaken out of service it would have the mini-mal impact on the production planning ofthe refinery.
During certain periods of the year the SPMcannot be used due to the weather condi-tions and it was therefore necessary to en-sure that Berth A was available as a back-upof the SPM during the winter months. Thesummer period was therefore the only win-dow available for the construction of Berth A.The scheduled outage period of each berthwas approximately 4 months. On this basisBerth A was planned to start on 1st July2008.
Unlike Berth A, Berths B and C have theability to load the full range of products pro-duced in the refinery (Refer to Figure 1 ).For this reason, Berths B and C are criticalto ensure the export of products. Berths Band C are also used to import LPG to therefinery. The strategy agreed with GALP wasto complete Berth C in 2009 and Berth B in2010, which would minimize the impact onthe production planning.
Construction
One of the main challenges with the revamp-ing of the berths was the fact that the termi-
Fig. 6: Berth A after Revamping 2008
Fig. 7: Construction of Berth B 1967
Fig. 8: Berth A before revamping 2006
-
8/13/2019 3R Knowles Nov09
5/5
PIPELINE TECHNOLOGY
413R international Special-Edition 1/2010
Authors:
BEng. Liam KnowlesConstruction ManagerILF Consulting Engineers
Dipl.-Ing. Pierre FlammangProject ManagerILF Consulting Engineers
For further information on the project or theservices available from ILF, please contact:
Dipl.-Ing. Ulf JungclaussenILF Consulting EngineersDirector Tank farms and Termi-nals, Munich, Germany
Phone: +49 89 255594 0Fax: +49 89 255594 144E-mail: [email protected]
nal was in operation during the constructionactivities. This resulted in the need for strictsafety procedures and careful coordinationbetween GALP Operations, the Main Contrac-tor and the Port Authority. Transportation ofthe MLAs was completed by sea and a bargecrane was present for the duration of the con-struction activities.
Berth A was handed over to the Main Con-struction Contractor on 1st July 2008 andthe first tanker of the revamped berth wassuccessfully loaded with Fuel on 22ndOctober 2008. This represented a totalconstruction period of 3.5 months and animprovement of 2 weeks over the originallyplanned schedule.
Berth C was handed over to the Main Con-struction Contractor on 18th May 2009 andthe first tanker discharged LPG on 12th
August 2008. This represented a total con-struction period of only 3 months and animprovement of 3 weeks over the originallyplanned schedule.
The construction of Berth B is scheduled tostart in March 2010. Berth B will represent
the greatest challenge of the three berths be-cause it is technically more complex.
To date the project has been completed withno accident as a result of the strict HSEpolicy implemented by the Client and theEngineer.
Summary
Following the successful completion of BerthsA and C, GALP Logistics are satisfied withthe improved facilities, which have offeredincreased flexibility, greater operational per-formance and improved safety. GALP are
very pleased with the performance of the En-gineer, who managed the project successfullyfrom the Basic Design Stage until the com-missioning and handover of the Berths. Thesuccess of the project could not have beenachieved without the assistance of the GALPEngineering and Projects Department whoguided the project.
Key competence in export infrastructurefor oil & gas from Central Asia
During 40 years of world-wide successful engineering performance,ILF has provided an essential contribution to a number of geopoliticallyimportant hydrocarbon transport infrastructure projects. ILFsinternational clients demand high level solutions for the engineeringdesign and management of such projects, designated to cover largedistances and to cross borders for the supply of growing economies withcrude oil and natural gas.
When striving for optimum technical and economicalsolutions in a challenging environment, the choice is ILF!
ILFs track record underlines our positionas a true partner to ef ciently support the development and implementation of upstreamprocessing plants, pipeline systems, marineterminals and storage facilities anywhere in theworld. For pipeline systems in particular, ILFhas hands-on expertise from recent projects inthe target region:
Trans Asia Gas Pipeline, Uzbekistan andKazakhstan sections, 525 km + 1,293 km,30/40 BCM/a throughput
Burgas - Alexandroupolis Crude OilPipeline, 310 km link between ports onthe Black Sea and the Adriatic Sea,50 Mt/a throughput Eskene-Kuryk Crude Oil Pipeline, approx.1,000 km in Kazakhstan, up to 80 Mt/athroughput
Kazakhstan-China Crude Oil Pipeline,Phases I & II, 962 km / 778 km,20 Mt/a / 10 Mt/a throughput
Baku-Tblisi- Ceyhan Crude Oil Pipeline,Turkish Section, 1070 km, 50 Mt/athroughput
ILF Consulting EngineersWerner-Eckert-Str. 781829 Munich / GERMANYT. +49 89 25 55 94 - 0F. +49 89 25 55 94 - [email protected]
ENGINEERING EXCELLENCE