
37.5 MWe RENEWABLE ENERGY POWER PLANT ......37.5 MWe RENEWABLE ENERGY POWER PLANT CONNECTICUT, USA...
2
37.5 MWe RENEWABLE ENERGY POWER PLANT CONNECTICUT, USA The Outotec Advanced Staged Gasifier is classified as an advanced biomass conversion technology under the Connecticut Clean 100 Program. Plainfield Renewable Energy operates the largest Class I renewable facility in Connecticut. Outotec provided the state-of-the-art Advanced staged gasification system to produce steam from low-cost Construction & Demolition waste and use flexibly also other biomass fuels. Advanced Staged gasification system represents the most efficient biomass or waste to energy system offered today by Outotec. CHALLENGES • High efficiency requirement for Class I certification • Strict emission limits • High uptime requirements SOLUTION • Outotec Advanced Staged Gasifier boiler island • Supplied to the client as a “metering bin-to-stack” solution BENEFITS • Improved revenue stream • High availability • Bed recycling system allows for online tramp removal for reduced downtime. Outotec Advanced staged gasification technology was approved to qualify as advanced biomass conversion technology under the Connecticut 100 Program. The advanced staged gasification system provides an ideal combination of time, temperature and turbulence resulting in high fuel to energy conversion efficiency, very low carbon left in the ash and a very low plant heat rate. These features enable the plant to excel in the competitive independent power producer market.
Transcript of 37.5 MWe RENEWABLE ENERGY POWER PLANT ......37.5 MWe RENEWABLE ENERGY POWER PLANT CONNECTICUT, USA...
37.5 MWe RENEWABLE ENERGYPOWER PLANT CONNECTICUT, USAThe Outotec Advanced Staged Gasifier is classified as an advanced biomass conversion technology under the Connecticut Clean 100 Program. Plainfield Renewable Energy operates the largest Class I renewable facility in Connecticut. Outotec provided the state-of-the-art Advanced staged gasification system to produce steam from low-cost Construction & Demolition waste and use flexibly also other biomass fuels. Advanced Staged gasification system represents the most efficient biomass or waste to energy system offered today by Outotec.
CHALLENGES• High efficiency requirement
for Class I certification• Strict emission limits• High uptime requirements
SOLUTION• Outotec Advanced Staged
Gasifier boiler island• Supplied to the client as
a “metering bin-to-stack” solution
BENEFITS• Improved revenue stream• High availability• Bed recycling system allows
for online tramp removal for reduced downtime.
Outotec Advanced staged gasification technology was approved to qualify as advanced biomass conversion technology under the Connecticut 100 Program. The advanced staged gasification system provides an ideal combination of time, temperature and turbulence resulting in high fuel to energy conversion efficiency, very low carbon left in the ash and a very low plant heat rate. These features enable the plant to excel in the competitive independent power producer market.
Outotec® is a registered trademark. Copyright © 2018 Outotec Oyj. All rights reserved.
Outotec provides leading technologies and services for the sustainable use of Earth’s natural resources. As the global leader in minerals and metals processing technology, we have developed many breakthrough technologies over the decades for our customers in metals and mining industry. We also provide innovative solutions for industrial water treatment, the utilization of alternative energy sources and the chemical industry. Outotec shares are listed on NASDAQ Helsinki. www.outotec.com
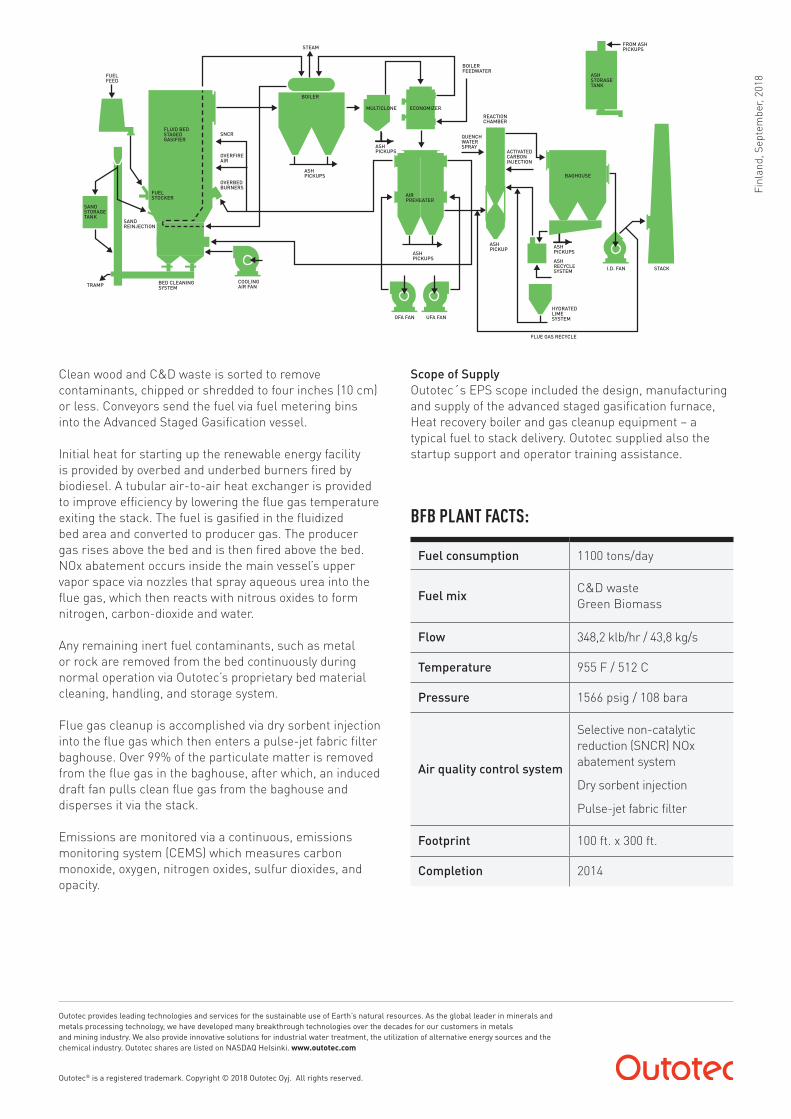
Clean wood and C&D waste is sorted to remove contaminants, chipped or shredded to four inches (10 cm) or less. Conveyors send the fuel via fuel metering bins into the Advanced Staged Gasification vessel.
Initial heat for starting up the renewable energy facility is provided by overbed and underbed burners fired by biodiesel. A tubular air-to-air heat exchanger is provided to improve efficiency by lowering the flue gas temperature exiting the stack. The fuel is gasified in the fluidized bed area and converted to producer gas. The producer gas rises above the bed and is then fired above the bed. NOx abatement occurs inside the main vessel’s upper vapor space via nozzles that spray aqueous urea into the flue gas, which then reacts with nitrous oxides to form nitrogen, carbon-dioxide and water.
Any remaining inert fuel contaminants, such as metal or rock are removed from the bed continuously during normal operation via Outotec’s proprietary bed material cleaning, handling, and storage system.
Flue gas cleanup is accomplished via dry sorbent injection into the flue gas which then enters a pulse-jet fabric filter baghouse. Over 99% of the particulate matter is removed from the flue gas in the baghouse, after which, an induced draft fan pulls clean flue gas from the baghouse and disperses it via the stack.
Emissions are monitored via a continuous, emissions monitoring system (CEMS) which measures carbon monoxide, oxygen, nitrogen oxides, sulfur dioxides, and opacity.
Scope of SupplyOutotec´s EPS scope included the design, manufacturing and supply of the advanced staged gasification furnace, Heat recovery boiler and gas cleanup equipment – a typical fuel to stack delivery. Outotec supplied also the startup support and operator training assistance.
BFB PLANT FACTS:
Fuel consumption 1100 tons/day
Fuel mix C&D waste Green Biomass
Flow 348,2 klb/hr / 43,8 kg/s
Temperature 955 F / 512 C
Pressure 1566 psig / 108 bara
Air quality control system
Selective non-catalytic reduction (SNCR) NOx abatement system
Dry sorbent injection
Pulse-jet fabric filter
Footprint 100 ft. x 300 ft.
Completion 2014
FUELFEED
TRAMP
SANDSTORAGETANK
ASH PICKUPS
ASH PICKUPS
ASH PICKUPS
ASH PICKUP
ASH PICKUPS
I.D. FAN
FLUE GAS RECYCLE
HYDRATEDLIMESYSTEM
ASHRECYCLESYSTEM STACK
STEAM
BOILER
BAGHOUSE
FROM ASH PICKUPS
ASHSTORAGETANK
COOLING AIR FAN
OFA FAN UFA FAN
FUEL STOCKER
FLUID BED STAGEDGASIFIER
SANDREINJECTION
BED CLEANING SYSTEM
OVERBEDBURNERS
OVERFIREAIR
SNCR
AIRPREHEATER
MULTICLONE
REACTIONCHAMBER
BOILERFEEDWATER
QUENCHWATERSPRAY
ACTIVATEDCARBONINJECTION
ECONOMIZER
Finl
and,
Sep
tem
ber,
2018


















