2015.2 New Product Launch (NAFTA)
68
SECO TOOLING INTRODUCTIONS & EXPANSIONS 2015.2 NEW PRODUCT LAUNCH
-
Upload
seco-tools -
Category
Documents
-
view
286 -
download
9
description
Â
Transcript of 2015.2 New Product Launch (NAFTA)

SECOTOOLING INTRODUCTIONS& EXPANSIONS
2015.2 NEWPRODUCT LAUNCH

32
SAVE MONEY WITH EDGE INTELLIGENCEWe have worked to improve theDURATOMIC® turning inserts – to give you competitive benefits whenit comes to versatile production,high speed production and balanced production.And the Edge Intelligence ensuresthat you don’t throw away insertswith unused edges.So, get the chrome ones!

32
INTRODuratomic® - TP Additions ....... 4
MILLING 335.25 Disc Milling Cutter ........ 9Square T4-12, LOEX - MP3000XOMX06 - MS2050 ................. 13
SOLID MILLING JS554-2C ................................... 16JS452-L ..................................... 18
TURNING Seco-Capto™ P-Lever Holders .................................... 20MDT Heads with GL Connection .............................. 24
GRADES TH1000 & TH1500 ................. 26
ADVANCED MATERIAL Ceramic CS100 ........................ 28
THREADING / GROOVING Snap-Tap TM4000 ................... 30
REAMING/HOLEMAKING Precimaster™ Plus .................. 34 Boring Heads for Steadyline™ Bars .......................................... 37
TOOLING SYSTEMS Taper Face Holders ................. 39
CUTTING DATA Duratomic® Turning -Steel/Case Study ..................... 46335.25 Disc Milling ................. 48Square T4-12 ........................... 52Jabro JS554-2C & JS452-L ...55-56MDT ......................................... 58Precimaster™ Plus .................. 62
NEW Workpiece MaterialsCutting Data (SMG v2) ........... 64
At Seco, there’s no such thing as status quo. We believe in ongoing research and development to ensure that every product we bring to market solves a need and makes our customers more productive and profitable.
Consider the cutting tools in this Seco News Summary. We’ve expanded several of our popular product lines, including Jabro-Solid2, Steadyline heads and Precimaster Plus, so there’s no limit as to what you can achieve with our tools.
We’ve also expanded three new TP grades that cover every steel-turning need. And because these grades are the first to feature our next-generation Duratomic® technology, they are the most reliable, predictable and productive of their kind.
For more than 80 years, we've continuously provided the tools, processes and services that shops rely on to stay ahead of the manufacturing curve and, as you will see inside this Seco News Summary, there’s no stopping us.
EXPAND YOUR POSSIBILITIES
PRODUCTIVITY COST ANALYSIS
PCALearn more about how to evaluate a process and identify where to reduce cost for a significant productivity gain.
See page 44

54
DURATOMICSTEELTURNING
The new grades and their unique detection capabilities are a direct result of Seco’s EDGE INTELLIGENCE concept; an integration of the company’s extensive high-performance insert experience and knowledge.
The TP2501, TP1501 and TP0501 inserts o�er solutions for workpieces in the ISO P materials category of steel as well as additional applicability in stainless steel and cast iron. The used-edge detection capability is a direct response to customer feedback, as operators often experience di�culty when trying to identify used cutting edges. These grades allow users to quickly spot cutting edges that have made any contact with a workpiece, even in very light finish-machining passes.
NEW! TP2501: VERSATILE PRODUCTIVITYWith its broad working range, the TP2501 grade makes it easy to achieve dependable productivity and reliable part production in most steel-turning applications. It also serves as a superb starting point to further optimize specific operations.
With increased wear resistance and better toughness behavior, the TP2501 grade reduces variations in tool life and delivers predictable and consistent performance. Ideal applications include those from general-purpose continuous-machining operations to more demanding ones such as those involving high surface finish requirements or heavy interrupted cuts. For even more versatility, this grade is capable of handling several coolant conditions.
REVOLUTIONARY USED-EDGE-DETECTION
TP2501, TP1501 & TP0501 EXPANDED RANGE
PRODUCT OVERVIEW• Used-edge-detection
Innovative Duratomic coating technology
• Broad working ranges and cutting conditions
• Three grades cover most steel-turning needs
Used-Edge Detection

54
NEW! TP1501: BALANCED PRODUCTIVITYTP1501 is a general grade with well-balanced properties for applications that require high wear resistance and excellent surface finish in low-alloy carbon steel workpieces. As a higher hardness grade with high edge-toughness, the inserts feature enhanced wear and deformation resistance for low to medium temperature semi-interrupted cutting conditions with and without coolant.
TP1501 also o�ers properties that make it highly e�ective in the machining of cast irons. In toughness demanding applications, TP1501 complements the existing Seco TK grades dedicated to that particular material.
NEW! TP0501: HIGH-SPEED PRODUCTIVITYOf the new grades, TP0501 provides the highest possible wear resistance and/or cutting speeds in relation to all steels, especially high-alloy and abrasive steels.
The grade’s balance of high edge-hardness and toughness provides unmatched tool life, especially in stable high-temperature, long continuous cutting conditions along with those involving some interrupted cuts. The extreme heat resistance of TP0501 also makes it easy to achieve the highest possible metal removal rates in steel turning - and without the need for coolant.
TP2501, TP1501 and TP0501 grades provide a balance between properties such as wear resistance, speed capabilities and toughness behaviors. They feature design improvements that make them applicable to both roughing and finishing operations while significantly boosting lowest-level peak-performance ratings.
RANGE OVERVIEW• TP2501 grade - approx. 500
insert geometries• TP1501 - approx. 300 items • TP0501 grade - approx. 150
items• ISO P steel turning and cast
irons • From finishing to roughing
applications • Continuous and interrupted
cutting• Coolant and non-coolant
machining
NEW GRADES!
TP2501, TP1501 & TP0501
DURATOMICSTEELTURNING

76
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
DCMT21.50.5-F1 19787 - -DCMT21.50.5-M3 20284 20236 -DCMT21.51-F1 19974 19919 -DCMT21.51-M3 20296 20285 -DCMT21.51-MF2 14255 14963 -DCMT21.52-F1 - 19789 -DCMT21.52-M3 20291 20265 -DCMT32.50.5-F1 19971 - -DCMT32.50.5-FF1 19684 - -DCMT32.50.5-M3 20288 20237 -DCMT32.50.5-MF2 14256 14964 -DCMT32.51-F1 20179 19983 15860DCMT32.51-FF1 19955 - -DCMT32.51-M3 20298 20293 15904DCMT32.51-MF2 14257 14970 14966DCMT32.52-F1 20220 20182 15862DCMT32.52-FF1 19957 - -DCMT32.52-M3 20299 20289 -DCMT32.52-M5 14278 14975 14971DCMT32.52-MF2 14258 14977 14976DCMT32.53-F1 19939 19920 -DCMT32.53-M5 14283 - -DCMT32.53-MF2 14259 - -DCMT431-M3 20292 20266 -DCMT432-M3 20294 20282 -DCMT433-M3 20286 20283 -DCMX32.51W-F1 19307 19130 -DCMX32.52W-F1 19224 19308 -DNMG431-FF2 15594 15593 -DNMG431-M3 15407 15406 -DNMG431-MF2 15064 15028 15023DNMG432-FF2 14296 15600 15599DNMG432-M3 15419 15417 15411DNMG432-M5 16238 16237 16223DNMG432-M6 15182 15180 -DNMG432-MF2 15065 15031 15029DNMG432-MF5 18251 18100 -DNMG433-M3 15450 15445 15427DNMG433-M5 16596 16595 -DNMG433-M6 15184 15183 -DNMG433-MF2 15066 - -DNMG433-MF5 18235 18025 -DNMG434-M6 15188 - -DNMG441-FF2 15606 15605 -DNMG441L-UX 17578 17510 -DNMG441-M3 15455 15454 -DNMG441-M5 16251 - -DNMG441-MF2 15067 15729 -DNMG441R-UX 17597 17541 -DNMG442-FF2 14297 15612 15611DNMG442L-UX 17585 17559 -DNMG442-M3 15463 15461 15458DNMG442-M5 16267 16266 16258DNMG442-M6 15190 15189 -DNMG442-MF2 15068 15733 15732DNMG442-MF4 18104 - -DNMG442-MF5 18238 18225 18222DNMG442-MR7 - 16597 -DNMG442R-UX 17596 17566 -DNMG443-M3 15466 15734 15464DNMG443-M5 16606 16605 16604DNMG443-M6 15204 15192 15191DNMG443-MF2 15069 15737 15736DNMG443-MF5 18164 18230 18046DNMG443-MR7 - 16412 16408DNMG444-M3 15475 15738 -DNMG444-M5 16610 16608 16607DNMG444-M6 15211 15206 -DNMG444-MF5 18181 - -DNMM442-R4 16801 16797 -DNMM443-R4 16832 16833 16802DNMM444-R4 16831 16819 -DNMU330.5-M3 15483 15479 -DNMU331-FF2 14298 15619 -DNMU331-M3 15485 15739 -DNMU331-MF2 15070 15034 15033DNMU331-MF5 18182 - -
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
CCGX21.50.5W-F1 15856 - -CCGX32.50.5W-F1 15857 - -CCMT21.50.5-F1 15859 15858 -CCMT21.50.5-FF1 19361 - -CCMT21.50.5-M3 19397 19356 -CCMT21.50.5-MF2 14244 - -CCMT21.51-F1 19555 19554 -CCMT21.51-FF1 19404 - -CCMT21.51-M3 19559 19523 -CCMT21.51-MF2 14245 14937 14934CCMT21.51W-F1 19338 - -CCMT21.51W-MF2 14246 - -CCMT21.52-F1 19588 - -CCMT21.52-M3 19463 - -CCMT21.52-MF2 14247 14939 14938CCMT32.50.5-F1 19474 19369 -CCMT32.50.5-M3 19371 19359 -CCMT32.50.5-MF2 14248 - -CCMT32.51-F1 19594 19405 -CCMT32.51-FF1 19486 - -CCMT32.51-M3 20359 19541 -CCMT32.51-M5 14271 14941 14940CCMT32.51-MF2 14249 14943 -CCMT32.51W-F1 19161 19225 -CCMT32.51W-MF2 14250 14944 -CCMT32.52-F1 19599 19550 -CCMT32.52-M3 19616 19613 -CCMT32.52-M5 14272 14947 14945CCMT32.52-MF2 14251 14952 14951CCMT32.52W-F1 19306 19223 -CCMT32.52W-M3 - 19353 -CCMT32.52W-MF2 14252 14953 -CCMT32.53-M3 19372 19366 -CCMT321-M3 19358 - -CCMT431-F1 19482 - -CCMT431-M3 19516 19392 -CCMT431W-F1 18965 - -CCMT432-F1 19551 - -CCMT432-M3 19617 19552 -CCMT432-M5 14274 14955 14954CCMT432-MF2 14253 14957 -CCMT432W-F1 18975 - -CCMT433-F1 19367 - -CCMT433-M3 19408 19398 -CCMT433-M5 14275 14962 14960CCMT53.52-M3 19632 - -CCMT53.53-M5 14276 - -CCMT53.54-M5 14277 - -CNMG321-M3 17489 - -CNMG322-M3 17577 - -CNMG430.5-FF2 15587 - -CNMG431-FF1 17593 - -CNMG431-FF2 15588 - -CNMG431-M3 15328 - -CNMG431-M5 16492 - -CNMG431-MF2 15051 - 15009CNMG431W-FF2 15589 - -CNMG431W-MF2 15673 15672 -CNMG432-FF2 14293 15718 15591CNMG432-M3 15333 15332 15330CNMG432-M5 16097 16096 16095CNMG432-M6 15109 15108 15104CNMG432-MF2 15061 15022 15021CNMG432-MF4 18500 - -CNMG432-MF5 18562 18559 18488CNMG432-MR6 18163 18220 -CNMG432-MR7 15977 15976 -CNMG432W-FF2 14294 15592 -CNMG432W-M3 15559 15557 15556
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
CNMG432W-M6 15117 - -CNMG432W-MF2 15676 15675 15674CNMG432W-MF5 16747 16713 -CNMG433-M3 15339 15338 15335CNMG433-M5 16104 16099 16098CNMG433-M6 15125 15122 15120CNMG433-MF2 15063 15723 15722CNMG433-MF4 16493 - -CNMG433-MF5 15987 15983 15981CNMG433-MR6 16054 16034 -CNMG433-MR7 16060 16059 16057CNMG433W-M3 15562 15561 15560CNMG433W-M6 15127 15126 -CNMG433W-MF2 - - 15677CNMG434-M3 15728 15724 -CNMG434-M5 16106 16105 -CNMG434-M6 15129 15128 -CNMG434-MF5 16064 16062 -CNMG434-MR7 16068 16065 -CNMG542-M3 15341 15340 -CNMG542-M5 16108 16107 -CNMG543-M3 15346 15345 15342CNMG543-M5 16496 16495 16494CNMG543-M6 15132 15131 15130CNMG543-MR7 16073 16072 16071CNMG543W-M6 15133 - -CNMG544-M5 16113 16110 16109CNMG544-M6 15137 15136 15134CNMG544-MR7 16076 16075 16074CNMG544W-M6 15139 15138 -CNMG546-M6 15143 15142 -CNMG546-MR7 - 16077 -CNMG642-M3 15955 15954 -CNMG642-M5 16116 16114 -CNMG643-M3 15349 15348 -CNMG643-M5 16502 16500 -CNMG643-M6 48973 48961 48951CNMG643-MR7 16083 16081 16078CNMG644-M3 15353 15956 -CNMG644-M5 16503 - -CNMG644-M6 49007 48975 48974CNMG644-MR7 16529 16523 16086CNMG646-M6 49018 49010 49009CNMG646-MR7 16089 16088 -CNMG866-MR7 18769 18569 -CNMM432-R4 17064 17020 -CNMM432-R6 17424 - -CNMM433-R4 17075 17026 16845CNMM433W-R4 16653 16690 -CNMM434-R4 16911 16908 16863CNMM543-R4 17062 16954 16932CNMM543-RR6 17270 - -CNMM544-R4 16982 17045 16948CNMM544-R5 - 17347 17444CNMM544-R7 17137 - 17136CNMM544-RR6 17155 17323 -CNMM546-R7 - - 17440CNMM643-R4 17028 16925 16889CNMM643-R7 17165 - -CNMM643-RR6 17172 - -CNMM644-MR6 - 18015 -CNMM644-R4 16997 17081 16930CNMM644-R5 - - 17175CNMM644-R7 17334 17181 -CNMM644-RR6 17350 - -CNMM644W-R7 16693 16669 -CNMM646-R4 16966 16952 16903CNMM646-R5 - - 17277CNMM646-R7 17447 - 17192CNMM646-RR6 17437 - 17206CNMM646W-R7 16766 16658 16657

76
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
RCMX320900-RR97 20330 - 20328RNMG43-M3 15528 15527 -
SCMT1268-RR97 - - 20339SCMT2.522-M3 15918 - -SCMT21.51-M3 15917 - -SCMT32.51-F1 15871 - -SCMT32.51-M3 15919 - -SCMT32.51-MF2 14260 - -SCMT32.52-F1 15880 - -SCMT32.52-M3 15927 15921 -SCMT32.52-MF2 14261 - -SCMT432-F1 15884 - -SCMT432-M3 15946 15929 -SCMT432-M5 14285 - 14978SCMT432-MF2 14262 - -SCMT433-F1 - 15886 -SCMT866-RR97 20338 - 20337SNMG321-MF2 18499 - -SNMG322-M5 18259 - -SNMG322-MF2 18258 - -SNMG431-M3 15529 - -SNMG432-M3 15531 15530 -SNMG432-M5 16611 - -SNMG432-M6 15280 15272 -SNMG432-MF2 15073 15744 -SNMG432-MR7 16420 16414 -SNMG433-M3 15534 15533 -SNMG433-M5 16303 16299 -SNMG433-M6 15307 15297 -SNMG433-MF2 15074 15035 -SNMG433-MR7 16446 - -SNMG434-M3 15536 15535 -SNMG434-M5 16312 16304 -SNMG434-MR7 16470 - -SNMG542-M5 16316 - -SNMG543-M3 15538 15537 -SNMG543-M5 16345 16320 -SNMG543-M6 15313 15312 -SNMG543-MR6 18210 - -SNMG543-MR7 16475 - -SNMG544-M5 16368 16360 16346SNMG544-M6 15319 15316 15314SNMG544-MR7 16476 - -SNMG643-M3 15539 - -SNMG643-M5 16612 - -SNMG643-M6 49109 49080 49073SNMG643-MR7 16489 - -SNMG644-M3 15540 - -SNMG644-M5 16622 16614 16407SNMG644-M6 49147 49143 49126SNMG644-MR7 16637 16636 16490SNMG646-M6 49156 49158 49155SNMG646-MR7 16491 - -SNMG866-MR7 18827 - 18617SNMM433-R4 16775 - -SNMM543-R4 18475 - -SNMM544-R4 18507 - 18271SNMM546-R7 17340 - -SNMM643-R4 16792 - -SNMM643-R7 17286 - -SNMM644-R4 16793 16784 16770SNMM644-R5 17207 - -SNMM644-R57 17291 17408 -SNMM644-R7 17421 - -SNMM644-RR6 17213 - -SNMM644W-R7 16694 - -SNMM646-R4 16790 - 16771SNMM646-R5 17215 - -SNMM646-R57 - - 17229
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
SNMM646-R7 17346 - 17235SNMM646-RR6 17315 - -SNMM646W-R7 16663 - -SNMM856-R56 18567 - -SNMM856-R57 18621 - -SNMM856-R7 18813 - 18627SNMM856-RR6 18676 - -SNMM866-R68 18633 - 18629SNMM866-R7 18821 - 18634SPMR321-F1 18283 - -SPMR322-F1 18481 - -SPMR421-F1 18484 - -SPMR422-F1 17626 - -SPMR422-M3 17735 - -SPMR423-F1 18448 - -SPU421 17900 - -SPU422 17997 - -SPU633 17870 - -SPU634T 17835 - -
TCGX32.50.5WL-F1 15887 - -TCGX32.50.5WR-F1 15888 - -TCMT21.51-F1 15890 15889 -TCMT21.51-MF2 14263 - -TCMT21.52-F1 15892 15891 -TCMT21.52-MF2 14264 - -TCMT32.51-F1 15894 15893 -TCMT32.51-M3 15948 15947 -TCMT32.51-MF2 14265 - -TCMT32.52-F1 15896 15895 -TCMT32.52-M3 15951 15949 -TCMT32.52-M5 14286 - 14979TCMT32.52-MF2 14266 - -TCMT32.53-F1 - 15897 -TCMT32.53-M5 14288 - -TCMT432-M3 15953 15952 -TCMX32.52W-F1 15903 15902 -TNMG221-MF2 15746 - -TNMG331-FF2 15658 15623 -TNMG331L-UX 17592 - -TNMG331-M3 15541 15747 -TNMG331-M5 15957 - -TNMG331-MF2 15076 15748 -TNMG331R-UX 17602 - -TNMG332-FF1 17574 17572 -TNMG332-FF2 15659 15749 -TNMG332L-UX 17591 - -TNMG332-M3 15546 15751 15750TNMG332-M5 15966 15964 15960TNMG332-M6 15323 15320 -TNMG332-MF2 15077 15038 15037TNMG332-MF5 18253 18240 -TNMG332R-UX 17594 - -TNMG333-M3 15548 15752 -TNMG333-M5 16640 16639 16638TNMG333-M6 15326 15324 -TNMG333-MF2 15078 15755 -TNMG333-MF5 18136 18211 -TNMG333-MR7 - 16646 -TNMG431-M5 15967 - -TNMG431-MF2 15079 - -TNMG432-M3 15549 15757 -TNMG432-M5 16649 16648 15968TNMG432-M6 49161 49159 49160TNMG432-MF2 15080 15041 -TNMG433-M3 15553 15550 -TNMG433-M5 15971 15970 15969TNMG433-M6 49164 49163 49162TNMG434-M5 15974 15973 15972TNMG434-M6 49166 49165 49175
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
DNMU332-FF2 14299 15621 15620DNMU332-M3 15504 15500 15496DNMU332-M5 - 16277 -DNMU332-M6 49037 49028 -DNMU332-MF2 15071 15743 15741DNMU332-MF5 18231 - -DNMU333-M3 - 15510 15509DNMU333-M5 - 16280 -DNMU333-M6 49070 49063 -DNMU333-MF2 15072 - -DNMU333-MF5 18114 - -DNMX331W-MF2 15695 15694 -DNMX332W-MF2 15697 15696 -DNMX432W-M3 - 15563 -DNMX433W-M3 - 15565 -DNMX442W-M3 - 15568 15567DNMX443W-M3 - 15570 15569
KNUX160405L-11 18923 18868 -KNUX160405R-11 18948 18869 -KNUX160410L-11 18870 - -KNUX160410R-11 18871 - -
LNMX191940-MF 18828 18889 -LNMX191940-MR 18846 18829 -LNMX191940-R2 - 18872 18848LNMX191940-RR94 - 18894 18849LNMX301940-MF 18873 18850 -LNMX301940-MR 18854 18852 -LNMX301940-R2 - 18856 18855LNMX301940-RR94 - 18857 18875LNMX301940-RR97 - 18860 18859LNMX401432-RR93 - 18862 18882LNMX401432-RR96 18864 18863 -LNMX501432-RR96 18867 18866 -
RCMT0602M0-F1 15863 - -RCMT0602M0-M3 15906 - -RCMT0803M0-F1 15864 - -RCMT0803M0-M3 15908 15907 -RCMT10T3M0-F1 15865 - -RCMT10T3M0-M3 15911 15909 -RCMT1204M0-F1 15867 15866 -RCMT1204M0-M3 15913 15912 -RCMT1606M0-F1 15870 15869 15868RCMT1606M0-M3 15916 15915 15914RCMX120400-RR94 20318 - -RCMX160600-RR94 20315 20313 -RCMX200600-R2 20310 - 20309RCMX200600-RR94 20314 20317 20316RCMX200600-RR97 20312 - 20311RCMX250700-R2 20334 - 20333RCMX250700-RR94 20341 20345 20349RCMX250700-RR97 20335 - 20342RCMX320900-R2 20325 - 20321RCMX320900-RR94 20336 20340 20347

98
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
TNMG543-M3 18792 - -TNMG543-M5 18826 18677 -TNMG543-M6 49177 49176 -TNMG543-MR7 18684 - -TNMG544-M5 18669 18824 -TNMG544-M6 49179 49178 -TNMG544-MR7 18825 - -TNMG666-MR7 18690 - -TNMM332-R4 16795 - -TNMM333-R4 18493 - -TNMM432-R4 16796 - -TNMM433-R4 16794 16791 -TNMM434-R4 16789 16800 -TNMX332W-M3 15572 15571 -TNMX333W-M3 - 15573 -TPMR221-F1 17643 - -TPMR222-F1 18503 - -TPMR321-F1 17644 17605 -TPMR321-M3 17750 - -TPMR322-F1 17611 17617 -TPMR322-M3 17757 - -TPMR432-M3 17771 - -TPMR433-M3 17694 - -TPU321 17915 - -TPU322 18013 - -TPU431 17885 - -TPU432 17925 - -TPU433 18487 - -
VBMT21.50.5-F1 19861 - -VBMT21.51-F1 19972 - -VBMT21.51-MF2 14267 14980 -VBMT21.52-F1 19970 - -VBMT220.5-F1 19672 - -VBMT221-F1 19952 - -VBMT222-F1 19673 - -VBMT330.5-F1 19953 - -VBMT331-F1 20223 19973 -VBMT331-M3 20300 20290 -VBMT331-MF2 14268 14983 14981VBMT332-F1 20235 20227 -VBMT332-M3 20308 20295 20287VBMT332-M5 14291 14986 14985VBMT332-MF2 14269 14989 14988VBMT333-F1 19862 20126 -VBMT333-M3 20297 20267 -VBMT333-MF2 14270 14994 14993VNMG330.5-FF2 14302 15669 -VNMG331-FF1 - 17571 -VNMG331-FF2 14303 15670 -VNMG331-M3 15512 15511 -VNMG331-MF2 15090 15046 -VNMG332-FF2 14304 15671 -VNMG332-M3 15515 15770 15514VNMG332-MF2 15092 15049 15048VNMG333-MF2 15100 15050 -VNMU2.531-M3 15520 15516 -VNMU2.531-MF2 47502 47501 -VNMU2.532-M3 15526 15524 15522VNMU2.532-M6 49181 49180 -VNMU2.532-MF2 47505 47504 -
WCMT32.52-F1 19956 - -
DESCRIPTION
GRADE
TP25
01
TP15
01
TP05
01
WCMT32.52W-F1 18970 - -WNMG330.5-M3 15373 - -WNMG331-FF2 15661 15660 -WNMG331-M3 15374 15759 -WNMG331-MF2 15082 15760 -WNMG331-MF5 18140 - -WNMG331W-FF2 15662 - -WNMG331W-MF2 15704 15703 -WNMG332-FF2 15665 15664 -WNMG332-M3 15376 15763 15761WNMG332-M5 16555 16550 16546WNMG332-MF2 15083 15043 -WNMG332-MF4 18191 - -WNMG332-MF5 18256 - -WNMG332W-FF2 15666 - -WNMG332W-M3 15575 15574 -WNMG332W-MF2 15708 15706 -WNMG332W-MF5 16696 16683 -WNMG333-M3 15386 15382 15378WNMG333-M5 16124 - 16120WNMG333-MF2 15084 - -WNMG333-MF5 18087 18212 -WNMG333W-M3 15577 15576 -WNMG431-FF2 14300 15667 -WNMG431-M3 15395 15764 -WNMG431-MF2 15085 15765 -WNMG431W-MF2 15709 - -WNMG432-FF2 14301 15668 -WNMG432-M3 15397 15767 15766WNMG432-M5 16589 16567 16560WNMG432-M6 15151 15149 15145WNMG432-MF2 15089 15044 -WNMG432-MF4 18232 - -WNMG432-MF5 18257 18239 18144WNMG432-MR6 18213 18202 -WNMG432-MR7 16090 - -WNMG432W-M3 15582 15580 15578WNMG432W-M6 15155 15152 -WNMG432W-MF2 15716 15712 -WNMG432W-MF5 16688 16687 -WNMG433-M3 15402 15769 15768WNMG433-M5 16592 16591 16590WNMG433-M6 15159 15158 15156WNMG433-MF2 - 15045 -WNMG433-MF4 18203 - -WNMG433-MF5 18234 18161 18207WNMG433-MR6 - 18215 -WNMG433-MR7 16594 16593 -WNMG433W-M3 15586 15585 15584WNMG433W-M6 15163 15160 -WNMG434-M3 15403 - -WNMG434-M5 16205 16189 16185WNMG434-M6 15172 15165 15164WNMG434-MF5 18250 - -WNMG434-MR7 16094 16093 -WNMG443-M5 16210 16207 -WNMG443-M6 15177 15175 15173WNMG444-M5 16221 16216 -WNMG444-M6 - 15178 -
For Cutting Data please see pages 46

98
DISCMILLING
INNOVATION & PERFORMANCE IN NEW CUTTING WIDTHS
335.25 DISC MILLING CUTTERSeco continues to meet and exceed customer demand with the addition of two new insert sizes for its highly successful 335.25 Disc Milling Cutter. The cutter additions utilizing two new insert sizes XNHQ09 and XNHQ12 expands the cutting width range .531” to .830” for a wide scope of applications. The highly versatile 335.25 cutters perform slotting, back facing, helical and circular interpolation and even plunging operations. Seco o�ers the cutters in both fixed-pocket versions with coolant thru, and adjustable-width versions to accommodate all types of production environments.
All cutters incorporate a unique insert geometry that reduces cutting forces and noise levels, while maximizing chip flow and productivity in even the most demanding applications. Whatever the corner radius selected, the inserts also feature four cutting edges for reduced tooling cost. Additionally, part quality is improved thanks to the insert wiper flat.
RANGE OVERVIEW: XNHQ 09 & XNHQ 12• Cutter diameters from 4.00” to 12.00” (80 mm to 315 mm)
with 2 connection types • .750” (15 mm and 20 mm) cutting widths for fixed-pocket cutter version • Cutting widths from 0.531” to 0.830” for adjustable-pocket version • 4 insert sizes with 4 cutting edges and corner radii from 0.016” to 0.197”
(.4mm to 5.0 mm)• Full range of insert geometries and grades for all applications
YOUR SECO BENEFIT• Maximum flexibility, reliability,
precision and ease of use• Elimination of secondary
finishing operations• Stable, high metal-removal
capability• Lower tooling costs and
reduced tooling inventory• E�cient chip evacuation for
trouble-free operation

1110
DISCMILLING
PRODUCT OVERVIEW• Optimum disc milling solution for all types of materials and
applications• Comprehensive range of standard stocked inserts with a large
choice of corner radii, grades and cutting geometries• Unique 4-cutting-edge insert geometry ensures reliable, smooth
cutting processes • Integrated insert wiper flats generate fine surface finish on the
side of the slot• Fixed-width cutter versions with central coolant• Adjustable-width versions with enhanced chip space
STYLE TYPE ap ar EDP DESCRIPTION
DIMENSIONS IN INCH/MM
Zc* LB/KG
FIRST CHOICE XNHQ..Dc dmm l1 E D5m
NEUTRAL
MetricB FP 15 22.7 04885 R335.25-080.15.22-4NA 80 22 50 – 40 8 4 0.6 10200 XNHQ09…B FP 15 25.3 04886 R335.25-100.15.27-5NA 100 27 50 – 48 10 5 1.0 9200 XNHQ09…B FP 15 32.8 04887 R335.25-125.15.32-6NA 125 32 50 – 58 12 6 1.5 8200 XNHQ09…B FP 15 44.3 04888 R335.25-160.15.40-7NA 160 40 50 – 70 14 7 2.4 7200 XNHQ09…B FP 15 54.3 04889 R335.25-200.15.40-8N 200 40 50 – 90 16 8 3.6 6500 XNHQ09…A FP 15 51.5 04890 335.25-160.15.40-7N 160 40 – 15 55 14 7 1.7 7200 XNHQ09…A FP 15 64.5 04891 335.25-200.15.50-8N 200 50 – 15 69 16 8 2.6 6500 XNHQ09…
NEUTRAL
InchB FP 0.75 1.33 04881 R335.25-05.00-0.75-5NA 5.00 – 2.00 – 2.28 10 5 4.2 6500 XNHQ12B FP 0.75 1.59 04882 R335.25-06.00-0.75-6NA 6.00 – 2.00 – 2.76 12 6 6 5700 XNHQ12A FP 0.75 1.83 04883 335.25-06.00-0.75-6N 6.00 – – 0.75 2.25 12 6 4.2 5600 XNHQ12A FP 0.75 2.48 04884 335.25-08.00-0.75-7N 8.00 – – 0.75 3.00 14 7 7.7 5100 XNHQ12
NEUTRAL
MetricB FP 20 25.3 14089 R335.25-100.20.27-4NA 100 27 50 – 48 8 4 1.2 7200 XNHQ12…B FP 20 32.8 14094 R335.25-125.20.32-5NA 125 32 50 – 58 10 5 1.8 6500 XNHQ12…B FP 20 44.3 14095 R335.25-160.20.40-6NA 160 40 50 – 70 12 6 2.9 5700 XNHQ12…B FP 20 54.3 14102 R335.25-200.20.40-7N 200 40 50 – 90 14 7 4.3 5100 XNHQ12…B FP 20 59.3 14104 R335.25-250.20.60-9N 250 60 50 – 130 18 9 7.2 4600 XNHQ12…A FP 20 51.5 20384 335.25-160.20.40-6N 160 40 – 20 55 12 6 2.2 5600 XNHQ12…A FP 20 64.3 20385 335.25-200.20.50-7N 200 50 – 20 69 14 7 3.5 5100 XNHQ12…A FP 20 88.5 20386 335.25-250.20.50-9N 250 50 – 20 71 18 9 5.8 4600 XNHQ12…
NEW 335.25 DISC MILLS FIXED POCKET
NEW 335.25 INSERTS
PART NO Re
CUTTING RAKE
MP2500(EDP)
MK2050(EDP)
F40M(EDP)
XNHQ090504TN4-M08 0.016 16° 04922XNHQ090508EN4-E07 0.031 21° 04892XNHQ090508TN4-M08 0.031 16° 04912 04916 04893XNHQ090512TN4-M08 0.047 16° 04894XNHQ090516TN4-M08 0.063 16° 04913 04896XNHQ090520TN4-M08 0.079 16° 04898XNHQ090524TN4-M08 0.094 16° 04899XNHQ090531TN4-M08 0.122 16° 04900XNHQ090540TN4-M08 0.157 16° 04901XNHQ120608EN4-E09 0.031 21° 04904XNHQ120608TN4-M10 0.031 16° 04914 04919 04902XNHQ120612TN4-M10 0.047 16° 04905XNHQ120616TN4-M10 0.063 16° 04915 04906XNHQ120620TN4-M10 0.079 16° 04907XNHQ120624TN4-M10 0.094 16° 04908XNHQ120631TN4-M10 0.122 16° 04909XNHQ120640TN4-M10 0.157 16° 04910XNHQ120650TN4-M10 0.197 16° 04911

1110
STYLE TYPE ap ar EDP DESCRIPTION
DIMENSIONS IN INCH/MM
Zc* LB/KG
FIRST CHOICE XNHQ..Dc dmm l1 E D5m
NEUTRAL
InchA Adj 0.53-0.67 1.29 07956 335.25-05.00-0911N 5.00 1.50 – 0.75 2.25 8 4 2.2 8200 XNHQ09A Adj 0.53-0.67 1.80 07966 335.25-06.00-0911N 6.00 1.50 – 0.75 2.25 10 5 3.1 7200 XNHQ09A Adj 0.53-0.67 2.42 07972 335.25-08.00-0911N 8.00 2.00 – 0.75 3.00 14 7 5.7 6500 XNHQ09A Adj 0.53-0.67 3.42 08121 335.25-10.00-XL0911N 10.00 2.00 – 0.75 3.00 16 8 9 5800 XNHQ09A Adj 0.53-0.67 4.46 08126 335.25-12.00-XL0911N 12.00 2.00 – 0.75 3.00 20 10 13.4 5200 XNHQ09B Adj 0.53-0.67 1.01 07765 R335.25-04.00-0911N 4.00 1.00 2.00 – 1.88 6 3 2.2 9200 XNHQ09B Adj 0.53-0.67 1.33 07773 R335.25-05.00-0911N 5.00 1.25 2.00 – 2.25 8 4 3.3 8200 XNHQ09B Adj 0.53-0.67 1.58 07793 R335.25-06.00-0911N 6.00 1.50 2.00 – 2.75 10 5 4.9 7200 XNHQ09B Adj 0.53-0.67 2.21 07826 R335.25-08.00-0911N 8.00 1.50 2.00 – 3.50 14 7 8.2 6500 XNHQ09B Adj 0.53-0.67 2.40 07931 R335.25-10.00-XL0911N 10.00 2.50 2.00 – 5.12 16 8 13.4 5800 XNHQ09B Adj 0.53-0.67 3.40 07939 R335.25-12.00-XL0911N 12.00 2.50 2.00 – 5.12 20 10 17.9 5200 XNHQ09
NEUTRAL
MetricA Adj 13 - 17 32.9 06346 335.25-125.1317.40-4N 125 40 – 17 55 8 4 0.9 8200 XNHQ09..A Adj 13 - 17 50.5 06347 335.25-160.1317.40-6N 160 40 – 17 55 12 6 1.5 7200 XNHQ09..A Adj 13 - 17 63.5 06348 335.25-200.1317.50-7N 200 50 – 17 69 14 7 2.5 6500 XNHQ09..A Adj 13 - 17 88.5 06349 335.25-250.1317XL.50-8N 250 50 – 17 69 16 8 3.9 5800 XNHQ09..A Adj 13 - 17 121.0 06352 335.25-315.1317XL.50-10N 315 50 – 17 69 20 10 6.5 5200 XNHQ09..B Adj 13 - 17 24.8 06338 R335.25-100.1317.27-3N 100 27 50 – 48 6 3 1 9200 XNHQ09..B Adj 13 - 17 32.3 06339 R335.25-125.1317.32-4N 125 32 50 – 58 8 4 1.4 8200 XNHQ09..B Adj 13 - 17 43.8 06340 R335.25-160.1317.40-6N 160 40 50 – 70 12 6 2.3 7200 XNHQ09..B Adj 13 - 17 54.0 06343 R335.25-200.1317.40-7N 200 40 50 – 90 14 7 3.6 6500 XNHQ09..B Adj 13 - 17 59.0 06344 R335.25-250.1317XL.60-8N 250 60 50 – 130 16 8 6 5800 XNHQ09..B Adj 13 - 17 91.5 06345 R335.25-315.1317XL.60-10N 315 60 50 – 130 20 10 8.6 5200 XNHQ09..
RIGHT
InchA Adj 0.53-0.67 1.29 07962 335.25-05.00-0911R 5.00 1.50 – 0.75 2.25 8 4 2.2 8200 XNHQ09A Adj 0.53-0.67 1.80 07970 335.25-06.00-0911R 6.00 1.50 – 0.75 2.25 10 5 3.1 7200 XNHQ09A Adj 0.53-0.67 2.42 07999 335.25-08.00-0911R 8.00 2.00 – 0.75 3.00 14 7 5.7 6500 XNHQ09A Adj 0.53-0.67 3.42 08123 335.25-10.00-XL0911R 10.00 2.00 – 0.75 3.00 16 8 9 5800 XNHQ09A Adj 0.53-0.67 4.46 08128 335.25-12.00-XL0911R 12.00 2.00 – 0.75 3.00 20 10 13.4 5200 XNHQ09B Adj 0.53-0.67 1.01 07767 R335.25-04.00-0911R 4.00 1.00 2.00 – 1.88 6 6 2.2 9200 XNHQ09B Adj 0.53-0.67 1.33 07791 R335.25-05.00-0911R 5.00 1.25 2.00 – 2.25 8 8 3.3 8200 XNHQ09B Adj 0.53-0.67 1.58 07808 R335.25-06.00-0911R 6.00 1.50 2.00 – 2.75 10 10 4.9 7200 XNHQ09B Adj 0.53-0.67 2.21 07882 R335.25-08.00-0911R 8.00 1.50 2.00 – 3.50 14 14 8.2 6500 XNHQ09B Adj 0.53-0.67 2.40 07934 R335.25-10.00-XL0911R 10.00 2.50 2.00 – 5.12 16 16 13.4 5800 XNHQ09B Adj 0.53-0.67 3.40 07951 R335.25-12.00-XL0911R 12.00 2.50 2.00 – 5.12 20 20 17.9 5200 XNHQ09
RIGHT
MetricA Adj 13 - 17 32.9 06649 335.25-125.1317.40-8R 125 40 – 17 55 8 4 0.9 8200 XNHQ09..A Adj 13 - 17 50.5 06771 335.25-160.1317.40-12R 160 40 – 17 55 12 12 1.5 7200 XNHQ09..A Adj 13 - 17 63.5 06785 335.25-200.1317.50-14R 200 50 – 17 69 14 14 2.5 6500 XNHQ09..A Adj 13 - 17 88.5 06821 335.25-250.1317XL.50-16R 250 50 – 17 69 16 8 3.9 5800 XNHQ09..A Adj 13 - 17 121.0 06824 335.25-315.1317XL.50-20R 315 50 – 17 69 20 10 6.5 5200 XNHQ09..B Adj 13 - 17 24.8 06468 R335.25-100.1317.27-6R 100 27 50 – 48 6 6 1 9200 XNHQ09..B Adj 13 - 17 32.3 06525 R335.25-125.1317.32-8R 125 32 50 – 58 8 8 1.4 8200 XNHQ09..B Adj 13 - 17 43.8 06558 R335.25-160.1317.40-12R 160 40 50 – 70 12 12 2.3 7200 XNHQ09..B Adj 13 - 17 54.0 06593 R335.25-200.1317.40-14R 200 40 50 – 90 14 14 3.6 6500 XNHQ09..B Adj 13 - 17 59.0 06598 R335.25-250.1317XL.60-16R 250 60 50 – 130 16 16 6 5800 XNHQ09..B Adj 13 - 17 91.5 06635 R335.25-315.1317XL.60-20R 315 60 50 – 130 20 20 8.6 5200 XNHQ09..
LEFT
InchA Adj 0.53-0.67 1.29 07965 335.25-05.00-0911L 5.00 1.50 – 0.75 2.25 8 4 2.2 8200 XNHQ09A Adj 0.53-0.67 1.80 07971 335.25-06.00-0911L 6.00 1.50 – 0.75 2.25 10 5 3.1 7200 XNHQ09A Adj 0.53-0.67 2.42 08120 335.25-08.00-0911L 8.00 2.00 – 0.75 3.00 14 7 5.7 6500 XNHQ09A Adj 0.53-0.67 3.42 08125 335.25-10.00-XL0911L 10.00 2.00 – 0.75 3.00 16 8 9 5800 XNHQ09A Adj 0.53-0.67 4.46 08129 335.25-12.00-XL0911L 12.00 2.00 – 0.75 3.00 20 10 13.4 5200 XNHQ09B Adj 0.53-0.67 1.01 07768 R335.25-04.00-0911L 4.00 1.00 2.00 – 1.88 6 6 2.2 9200 XNHQ09B Adj 0.53-0.67 1.33 07792 R335.25-05.00-0911L 5.00 1.25 2.00 – 2.25 8 8 3.3 8200 XNHQ09B Adj 0.53-0.67 1.58 07812 R335.25-06.00-0911L 6.00 1.50 2.00 – 2.75 10 10 4.9 7200 XNHQ09B Adj 0.53-0.67 2.21 07929 R335.25-08.00-0911L 8.00 1.50 2.00 – 3.50 14 14 8.2 6500 XNHQ09B Adj 0.53-0.67 2.40 07935 R335.25-10.00-XL0911L 10.00 2.50 2.00 – 5.12 16 16 13.4 5800 XNHQ09B Adj 0.53-0.67 3.40 07954 R335.25-12.00-XL0911L 12.00 2.50 2.00 – 5.12 20 20 17.9 5200 XNHQ09
LEFT
MetricA Adj 13 - 17 32.9 06657 335.25-125.1317.40-8L 125 40 – 17 55 8 4 0.9 8200 XNHQ09..A Adj 13 - 17 50.5 06772 335.25-160.1317.40-12L 160 40 – 17 55 12 12 1.5 7200 XNHQ09..A Adj 13 - 17 63.5 06807 335.25-200.1317.50-14L 200 50 – 17 69 14 14 2.5 6500 XNHQ09..A Adj 13 - 17 88.5 06822 335.25-250.1317XL.50-16L 250 50 – 17 69 16 8 3.9 5800 XNHQ09..A Adj 13 - 17 121.0 06826 335.25-315.1317XL.50-20L 315 50 – 17 69 20 10 6.5 5200 XNHQ09..B Adj 13 - 17 24.8 06471 R335.25-100.1317.27-6L 100 27 50 – 48 6 6 1 9200 XNHQ09..B Adj 13 - 17 32.3 06534 R335.25-125.1317.32-8L 125 32 50 – 58 8 8 1.4 8200 XNHQ09..B Adj 13 - 17 43.8 06565 R335.25-160.1317.40-12L 160 40 50 – 70 12 12 2.3 7200 XNHQ09..B Adj 13 - 17 54.0 06595 R335.25-200.1317.40-14L 200 40 50 – 90 14 14 3.6 6500 XNHQ09..B Adj 13 - 17 59.0 06603 R335.25-250.1317XL.60-16L 250 60 50 – 130 16 16 6 5800 XNHQ09..B Adj 13 - 17 91.5 06640 R335.25-315.1317XL.60-20L 315 60 50 – 130 20 20 8.6 5200 XNHQ09..
NEW 335.25 DISC MILLS XNHQ09..
NEW 335.25 INSERTS
For Cutting Data please see pages 48

1312
STYLE TYPE ap ar EDP DESCRIPTION
DIMENSIONS IN INCH/MM
Zc* LB/KG
FIRST CHOICE XNHQ..Dc dmm l1 E D5m
NEUTRAL
InchA Adj 0.67-0.83 1.29 07509 335.25-05.00-1113N 5.00 1.50 – 1.00 2.25 8 4 2.6 6500 XNHQ12A Adj 0.67-0.83 1.80 07539 335.25-06.00-1113N 6.00 1.50 – 1.00 2.25 10 5 4 5700 XNHQ12A Adj 0.67-0.83 2.42 07575 335.25-08.00-1113N 8.00 2.00 – 1.00 3.00 12 6 7.5 5100 XNHQ12A Adj 0.67-0.83 3.42 07611 335.25-10.00-XL1113N 10.00 2.00 – 1.00 3.00 16 8 11.5 4600 XNHQ12A Adj 0.67-0.83 4.42 07622 335.25-12.00-XL1113N 12.00 2.00 – 1.00 3.00 20 10 17 4100 XNHQ12B Adj 0.67-0.83 1.01 07357 R335.25-04.00-1113N 4.00 1.00 2.00 – 1.88 6 3 2.4 7200 XNHQ12B Adj 0.67-0.83 1.33 07366 R335.25-05.00-1113N 5.00 1.25 2.00 – 2.25 8 4 3.7 6500 XNHQ12B Adj 0.67-0.83 1.58 07383 R335.25-06.00-1113N 6.00 1.50 2.00 – 2.75 10 5 5.5 5700 XNHQ12B Adj 0.67-0.83 2.21 07390 R335.25-08.00-1113N 8.00 1.50 2.00 – 3.50 12 6 9.7 5100 XNHQ12B Adj 0.67-0.83 2.40 07396 R335.25-10.00-XL1113N 10.00 2.50 2.00 – 5.12 16 8 15.2 4600 XNHQ12B Adj 0.67-0.83 3.40 07428 R335.25-12.00-XL1113N 12.00 2.50 2.00 – 5.12 20 10 20.7 4100 XNHQ12
NEUTRAL
MetricA Adj 17 - 21 32.9 06331 335.25-125.1721.40-4N 125 40 – 21 55 8 4 1.1 8200 XNHQ12..A Adj 17 - 21 50.5 06333 335.25-160.1721.40-5N 160 40 – 21 55 10 5 1.9 7200 XNHQ12..A Adj 17 - 21 63.5 06334 335.25-200.1721.50-6N 200 50 – 21 69 12 6 3.2 6500 XNHQ12..A Adj 17 - 21 88.5 06336 335.25-250.1721XL.50-8N 250 50 – 21 69 16 8 4.9 5800 XNHQ12..A Adj 17 - 21 121.0 06337 335.25-315.1721XL.50-10N 315 50 – 21 69 20 10 8.2 5200 XNHQ12..B Adj 17 - 21 24.8 06320 R335.25-100.1721.27-3N 100 27 50 – 48 6 3 1.1 7200 XNHQ12..B Adj 17 - 21 32.3 06321 R335.25-125.1721.32-4N 125 32 50 – 58 8 4 1.6 6500 XNHQ12..B Adj 17 - 21 43.8 06322 R335.25-160.1721.40-5N 160 40 50 – 70 10 5 2.7 5700 XNHQ12..B Adj 17 - 21 54.0 06323 R335.25-200.1721.40-6N 200 40 50 – 90 12 6 4.1 5100 XNHQ12..B Adj 17 - 21 59.0 06324 R335.25-250.1721XL.60-8N 250 60 50 – 130 16 8 6.7 4600 XNHQ12..B Adj 17 - 21 91.5 06330 R335.25-315.1721XL.60-10N 315 60 50 – 130 20 10 10 4100 XNHQ12..
RIGHT
InchA Adj 0.67-0.83 1.29 07533 335.25-05.00-1113R 5.00 1.50 – 1.00 2.25 8 4 2.6 6500 XNHQ12A Adj 0.67-0.83 1.80 07551 335.25-06.00-1113R 6.00 1.50 – 1.00 2.25 10 5 4 5700 XNHQ12A Adj 0.67-0.83 2.42 07591 335.25-08.00-1113R 8.00 2.00 – 1.00 3.00 12 6 7.5 5100 XNHQ12A Adj 0.67-0.83 3.42 07615 335.25-10.00-XL1113R 10.00 2.00 – 1.00 3.00 16 8 11.5 4600 XNHQ12A Adj 0.67-0.83 4.42 07624 335.25-12.00-XL1113R 12.00 2.00 – 1.00 3.00 20 10 17 4100 XNHQ12B Adj 0.67-0.83 1.01 07359 R335.25-04.00-1113R 4.00 1.00 2.00 – 1.88 6 6 2.4 7200 XNHQ12B Adj 0.67-0.83 1.33 07371 R335.25-05.00-1113R 5.00 1.25 2.00 – 2.25 8 8 3.7 6500 XNHQ12B Adj 0.67-0.83 1.58 07388 R335.25-06.00-1113R 6.00 1.50 2.00 – 2.75 10 10 5.5 5700 XNHQ12B Adj 0.67-0.83 2.21 07392 R335.25-08.00-1113R 8.00 1.50 2.00 – 3.50 12 12 9.7 5100 XNHQ12B Adj 0.67-0.83 2.40 07406 R335.25-10.00-XL1113R 10.00 2.50 2.00 – 5.12 16 16 15.2 4600 XNHQ12B Adj 0.67-0.83 3.40 07444 R335.25-12.00-XL1113R 12.00 2.50 2.00 – 5.12 20 20 20.7 4100 XNHQ12
RIGHT
MetricA Adj 17 - 21 32.9 06436 335.25-125.1721.40-8R 125 40 – 21 55 8 4 1 6500 XNHQ12..A Adj 17 - 21 50.5 06439 335.25-160.1721.40-10R 160 40 – 21 55 10 5 1.9 5700 XNHQ12..A Adj 17 - 21 63.5 06444 335.25-200.1721.50-12R 200 50 – 21 69 12 6 3.2 5100 XNHQ12..A Adj 17 - 21 88.5 06451 335.25-250.1721XL.50-16R 250 50 – 21 69 16 8 8.2 4600 XNHQ12..A Adj 17 - 21 121.0 06454 335.25-315.1721XL.50-20R 315 50 – 21 69 20 10 8.2 4100 XNHQ12..B Adj 17 - 21 24.8 06354 R335.25-100.1721.27-6R 100 27 50 – 48 6 6 1.1 7200 XNHQ12..B Adj 17 - 21 32.3 06357 R335.25-125.1721.32-8R 125 32 50 – 58 8 8 1.6 6500 XNHQ12..B Adj 17 - 21 43.8 06387 R335.25-160.1721.40-10R 160 40 50 – 70 10 10 2.7 5700 XNHQ12..B Adj 17 - 21 54.0 06397 R335.25-200.1721.40-12R 200 40 50 – 90 12 12 4.1 5100 XNHQ12..B Adj 17 - 21 59.0 06416 R335.25-250.1721XL.60-16R 250 60 50 – 130 16 16 6.7 4600 XNHQ12..B Adj 17 - 21 91.5 06423 R335.25-315.1721XL.60-20R 315 60 50 – 130 20 20 10 4100 XNHQ12..
LEFT
InchA Adj 0.67-0.83 1.29 07534 335.25-05.00-1113L 5.00 1.50 – 1.00 2.25 8 4 2.6 6500 XNHQ12A Adj 0.67-0.83 1.80 07572 335.25-06.00-1113L 6.00 1.50 – 1.00 2.25 10 5 4 5700 XNHQ12A Adj 0.67-0.83 2.42 07609 335.25-08.00-1113L 8.00 2.00 – 1.00 3.00 12 6 7.5 5100 XNHQ12A Adj 0.67-0.83 3.42 07616 335.25-10.00-XL1113L 10.00 2.00 – 1.00 3.00 16 8 11.5 4600 XNHQ12A Adj 0.67-0.83 4.42 07672 335.25-12.00-XL1113L 12.00 2.00 – 1.00 3.00 20 10 17 4100 XNHQ12B Adj 0.67-0.83 1.01 07363 R335.25-04.00-1113L 4.00 1.00 2.00 – 1.88 6 6 2.4 7200 XNHQ12B Adj 0.67-0.83 1.33 07374 R335.25-05.00-1113L 5.00 1.25 2.00 – 2.25 8 8 3.7 6500 XNHQ12B Adj 0.67-0.83 1.58 07389 R335.25-06.00-1113L 6.00 1.50 2.00 – 2.75 10 10 5.5 5700 XNHQ12B Adj 0.67-0.83 2.21 07393 R335.25-08.00-1113L 8.00 1.50 2.00 – 3.50 12 12 9.7 5100 XNHQ12B Adj 0.67-0.83 2.40 07407 R335.25-10.00-XL1113L 10.00 2.50 2.00 – 5.12 16 16 15.2 4600 XNHQ12B Adj 0.67-0.83 3.40 07445 R335.25-12.00-XL1113L 12.00 2.50 2.00 – 5.12 20 20 20.7 4100 XNHQ12
LEFT
MetricA Adj 17 - 21 32.9 06437 335.25-125.1721.40-8L 125 40 – 21 55 8 4 1.1 6500 XNHQ12..A Adj 17 - 21 50.5 06440 335.25-160.1721.40-10L 160 40 – 21 55 10 5 1.9 5700 XNHQ12..A Adj 17 - 21 63.5 06445 335.25-200.1721.50-12L 200 50 – 21 69 12 6 3.3 5100 XNHQ12..A Adj 17 - 21 88.5 06452 335.25-250.1721XL.50-16L 250 50 – 21 69 16 8 4.9 4600 XNHQ12..A Adj 17 - 21 121.0 06455 335.25-315.1721XL.50-20L 315 50 – 21 69 20 10 8.2 4100 XNHQ12..B Adj 17 - 21 24.8 06355 R335.25-100.1721.27-6L 100 27 50 – 48 6 6 1.1 7200 XNHQ12..B Adj 17 - 21 32.3 06358 R335.25-125.1721.32-8L 125 32 50 – 58 8 8 1.6 6500 XNHQ12..B Adj 17 - 21 43.8 06394 R335.25-160.1721.40-10L 160 40 50 – 70 10 10 2.7 5700 XNHQ12..B Adj 17 - 21 54.0 06398 R335.25-200.1721.40-12L 200 40 50 – 90 12 12 4.1 5100 XNHQ12..B Adj 17 - 21 59.0 06421 R335.25-250.1721XL.60-16L 250 60 50 – 130 16 16 6.7 4600 XNHQ12..B Adj 17 - 21 91.5 06424 R335.25-315.1721XL.60-20L 315 60 50 – 130 20 20 10 4100 XNHQ12..
NEW 335.25 DISC MILLS XNHQ12..
For Cutting Data please see pages 48

1312
SQUARE SHOULDERMILLING
SUPERIOR MATERIAL REMOVAL RATES
SQUARE T4-12The new Square T4-12 is an addition to the SQT4-08 range Seco launched in 2014. The SQT4-12 is o�ered with a larger insert utilizing the same tangential mounting concept. The SQT4-12 provides an ideal balance of high performance and cost e�ectiveness. Strong, reliable pocket seats combined with multi-edge inserts optimize stability and provide true 90° walls. Inserts are mounted tangentially, providing the strength needed for increased depths of cut with small diameters. Square T4-12 provides a smooth cutting action through the use of positive rake angles with a variable lead angle of the cutting edge. The cutter excels in cast iron and steel applications, and is ideal for contouring di�cult-to-machine materials.
YOUR SECO BENEFIT• Economical high performance
due to four cutting edges• Increased metal removal rates
through innovative cutter design
RANGE OVERVIEW• Dc = 1.00” – 5.00”, Dc = 25 –
125 mm • ap max = 0.472”, ap max = 12
mm • Mounting types: Arbor
connection (R220.94-12), Cylindrical, Cylindrical/Weldon (R217.94-12), Capto (R217.94-12)
• Geometries: M12 first choice for machining steel and easy stainless steels, MD13 first choice for machining cast iron materials
• Grades: MP1500, MP2500, and MP3000 intended for steel applications, MK1500 and MK2050 intended for cast iron, T350M and F40M intended for stainless, MM4500 for di�cult and unstable conditions, MS2050 – Titanium and Titanium Alloys
• Radius Range: re = .0315” - .122”, re = 0.8 mm – 3.1 mm
For Cutting Data please see pages 48

1514
SQUARE SHOULDER MILLING
SQUARE T4-12
MOUNTING EDP DESCRIPTION
DIMENSIONS IN MM
KG
FIRST CHOICE LEOX12Dc dmm l1 l2 l3 M lp ap
CYLINDRICAL /WELDON
Metric28868 R217.94-2525.3-12-2A 25 25 69 101 30 - 45 12 2 0.9 14000 LOEX1228869 R217.94-3232.3-12-3A 32 32 74 110 30 - 50 12 3 1.5 112400 LOEX12
SECO / WELDON
28889 R217.94-2532.3S-12-3A 32 25 74 110 30 - 50 12 3 1.5 12400 LOEX1228894 R217.94-3240.3S-12-4A 40 32 74 120 30 - 150 12 4 2.9 11100 LOEX1228914 R217.94-3240.3S-12-5A 40 32 74 120 30 - 150 12 5 2.9 11100 LOEX12
CYLINDRICAL
28927 R217.94-2525.0-12-2A 25 25 69 170 114 - 114 12 2 1.1 16500 LOEX1228944 R217.94-3232.0-12-3A 32 32 74 195 135 - 150 12 3 2.6 11100 LOEX1228945 R217.94-3240.0-12-4A 40 32 74 210 150 - 150 12 4 3.1 9900 LOEX1228946 R217.94-3240.0-12-5A 40 32 74 210 150 - 150 12 5 3.1 9900 LOEX12
COMBIMASTER 28947 R217.94-1632.RE-12-3A 32 32 40 - 30 M16 - 12 3 0.7 11100 LOEX12
SECO-CAPTO
28979 C4-R217.94-044-12-4A 44 40 60 - 60 - - 12 4 1.3 11300 LOEX1228982 C4-R217.94-044-12-5A 44 40 60 - 60 - - 12 5 1.5 11300 LOEX1228989 C5-R217.94-054-12-5A 54 50 60 - 60 - - 12 5 2.2 10200 LOEX1228990 C5-R217.94-054-12-6A 54 50 60 - 60 - - 12 6 2.2 10200 LOEX1228991 C6-R217.94-066-12-6A 66 63 60 - 60 - - 12 6 3.5 8600 LOEX1228992 C6-R217.94-080-12-9A 80 63 60 - 60 - - 12 9 4.2 7800 LOEX12
SHELL ARBOR
29607 R220.94-0040-12-4A 40 35 40 - - - - 12 4 0.7 11800 LOEX1228994 R220.94-0040-12-5A 40 35 40 - - - - 12 5 0.9 11800 LOEX1228996 R220.94-0050-12-5A 50 47 40 - - - - 13 5 1.1 10600 LOEX1228998 R220.94-0050-12-6A 50 47 40 - - - - 13 6 1.1 10600 LOEX1228999 R220.94-0063-12-6A 63 52 40 - - - - 13 6 1.5 9400 LOEX1229010 R220.94-0063-12-8A 63 52 40 - - - - 13 8 1.5 9400 LOEX1229011 R220.94-0080-12-7A 80 62 50 - - - - 12 7 2.9 8400 LOEX1229012 R220.94-0080-12-10A 80 62 50 - - - - 12 10 2.9 8400 LOEX1229016 R220.94-0100-12-9A 100 77 50 - - - - 12 9 4 7500 LOEX1229017 R220.94-0100-12-12A 100 77 50 - - - - 12 12 4.2 7500 LOEX1229039 R220.94-0125-12-12A 125 90 63 - - - - 12 12 7.3 6700 LOEX1229057 R220.94-0125-12-15A 125 90 63 - - - - 12 15 7.5 6700 LOEX12
NEW SQUARE T4-12 (R217.94-12)
MOUNTING EDP DESCRIPTION
DIMENSIONS IN INCH
LB
FIRST CHOICE LEOX12Dc dmm l1 l2 l3 M lp ap
CYLINDRICAL /WELDON
Inch29058 R217.94-01.00-3-12-2A 1.00 1.00 2.74 4.00 1.18 - 1.80 0.472 2 0.9 1400 LOEX1229109 R217.94-01.25-3-12-3A 1.25 1.25 3.11 4.25 1.18 - 1.89 0.472 3 1.5 12400 LOEX1229118 R217.94-01.50-3-12-4A 1.50 1.50 3.58 4.72 1.18 - 1.97 0.472 4 2.4 11300 LOEX12
CYLINDRICAL
29122 R217.94-01.00-0-12-2A 1.00 1.00 2.72 6.69 1.18 - 3.74 0.472 2 1.5 13900 LOEX1229123 R217.94-01.25-0-12-3A 1.25 1.25 2.91 7.68 1.18 - 5.31 0.472 3 2.6 14600 LOEX1229124 R217.94-01.50-0-12-4A 1.50 1.50 2.91 8.27 1.18 - 5.91 0.472 4 4 13200 LOEX12
COMBIMASTER 29125 R217.94-01.25-16RE-12-3A 1.25 1.18 1.57 - 1.18 M16 - 0.472 3 0.7 11800 LOEX12
SECO-CAPTO29129 C4-R217.94-02.00-12-4A 2.00 1.57 2.36 - 2.36 - - 0.472 4 1.5 10600 LOEX1229130 C5-R217.94-02.50-12-5A 2.50 1.97 2.36 - 2.36 - - 0.472 5 2.4 10200 LOEX12
ARBOR
29170 R220.94-01.50-12-4A 1.5 1.38 1.57 - - - - 0.472 4 0.7 16400 LOEX1229171 R220.94-02.00-12-5A 2 1.85 1.57 - - - - 0.472 5 1.1 14800 LOEX1229196 R220.94-02.00-12-6A 2 1.85 1.57 - - - - 0.472 6 1.1 14800 LOEX1229211 R220.94-02.50-12-6A 2.5 1.85 1.57 - - - - 0.472 6 1.5 13200 LOEX1229212 R220.94-02.50-12-8A 2.5 1.85 1.57 - - - - 0.472 8 1.5 13200 LOEX1229213 R220.94-03.00-12-8A 3 2.44 1.97 - - - - 0.472 8 2.6 8000 LOEX1229215 R220.94-04.00-12-10A 4 3.54 1.97 - - - - 0.472 10 4.9 7000 LOEX1229216 R220.94-05.00-12-12A 5 3.54 2.48 - - - - 0.472 12 8.2 6200 LOEX12
NEW SQUARE T4-12 (R217.94-12)
For Cutting Data please see pages 52

1514
SQUARE SHOULDER MILLING
SQUARE T4-12 INSERT OFFERING
DESCRIPTION re MP1500 MP2500 MP3000 MK1500 MK2050 T350M MM4500 F40M MS2050 T25M
LOEX120708TR-M12 0.0315 52853 52854 52857 52852 52855 52858 52856 52859LOEX120712TR-M12 0.0470 52860 52861 52862LOEX120716TR-M12 0.0630 52863 52864LOEX120720TR-M12 0.0790 52866 52867 52865 52868 52869LOEX120724TR-M12 0.0940 52870 52872LOEX120731TR-M12 0.1220 52874 52878 52873 52879 52882 52881LOEX120708TR-MD13 0.0315 52885 52886 52892 52893 52884 52894 52897 52900LOEX120712TR-MD13 0.0470 52904 52905 52907 52910 52902 52911LOEX120716TR-MD13 0.0630 52913 52914 52915 52918 52912 52919
Square T4-12 incorporates a tangentially mounted insert with an edge length of .472“. This means that even smaller diameter tools have higher depth of cut capability. This comes in handy when profiling deep walls in tight spaces. Very smooth cutting action generates low cutting forces, better chip evacuation, and low noise levels giving better tool life. Edge geometries, grades, and several radii options for all materials o�er economical versatility.
NEW LOEX INSERTS FOR SQUARE T4-12
For Cutting Data please see pages 52

1716
The latest addition to the Jabro JS554 line of solid-carbide end mills, the JS554-2C features new capabilities for significantly higher feed rates and increased levels of metal removal in advanced roughing applications. The new tool is designed to run at an optimized arc of contact or angle of engagement during milling operations (trochoidal milling), allowing users to take full advantage of modern machine tool responsiveness and aggressive CAM software toolpath strategies. The JS554-2C’s advanced roughing also maximizes tool life and part surface finish quality.
The JS554-2C can perform rough side-milling passes using the entire cutting length of the tool (ap). The chip splitters generate manageable-sized chips and prevent any recutting of long chips that can quickly dull or damage a roughing end mill. The possibility to apply high-radial engagement reduces the number of required roughing passes and helps shorten overall part processing cycle times. Plus, the shorter chips prevent clogs in machine tool chip conveyor systems that could hinder unmanned operations.
ADVANCED ROUGHING CAPABILITY
JABRO®-SOLID2 JS554-2CSOLID MILLING
YOUR SECO BENEFIT• Consistent feed rates/
chip formation• Full CAM system
utilization• High roughing
reliability and stability• Versatility• Fewer tools required• Shorter cycle times • Increased material
removal rate• Extended tool life
Tool: JS554080D2C.0Z4C-SIRAMachine: Mori Seiki SVD/503Material: S12: Ti6AI4VCutting Data: Metric Inchvc 150 m/min 490 sfmN 7,960 rpm 7,960 rpmfz 0.08 mm/tooth .003"/toothvf 1910 mm/min 75" in/minap 16 mm .63"ae 0.8 and 1.2 mm .03 and .047"-> ae = 10% of dc and ae = 15% of dc. Result: Very good chip flow and cutting action
CASE STUDY:JS554-2C LAB TEST ø8 MM
1716
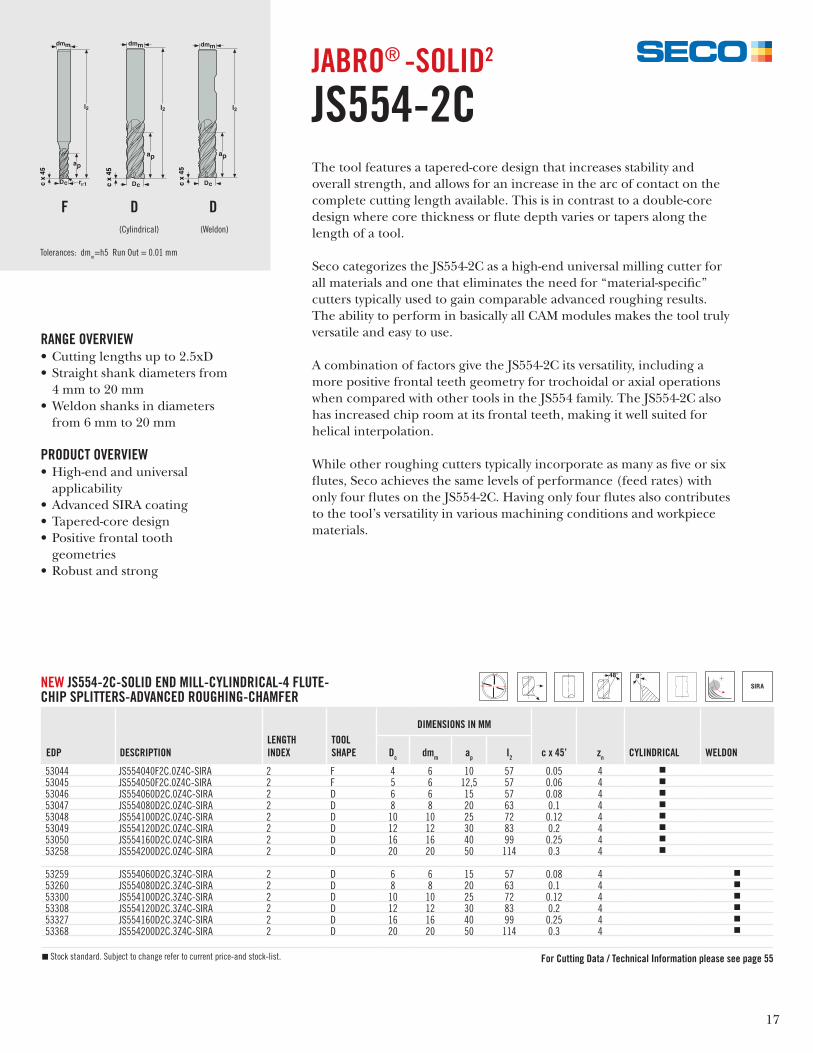
The tool features a tapered-core design that increases stability and overall strength, and allows for an increase in the arc of contact on the complete cutting length available. This is in contrast to a double-core design where core thickness or flute depth varies or tapers along the length of a tool.
Seco categorizes the JS554-2C as a high-end universal milling cutter for all materials and one that eliminates the need for “material-specific” cutters typically used to gain comparable advanced roughing results. The ability to perform in basically all CAM modules makes the tool truly versatile and easy to use.
A combination of factors give the JS554-2C its versatility, including a more positive frontal teeth geometry for trochoidal or axial operations when compared with other tools in the JS554 family. The JS554-2C also has increased chip room at its frontal teeth, making it well suited for helical interpolation.
While other roughing cutters typically incorporate as many as five or six flutes, Seco achieves the same levels of performance (feed rates) with only four flutes on the JS554-2C. Having only four flutes also contributes to the tool’s versatility in various machining conditions and workpiece materials.
RANGE OVERVIEW• Cutting lengths up to 2.5xD• Straight shank diameters from
4 mm to 20 mm• Weldon shanks in diameters
from 6 mm to 20 mm
PRODUCT OVERVIEW• High-end and universal
applicability• Advanced SIRA coating• Tapered-core design• Positive frontal tooth
geometries• Robust and strong
JABRO® -SOLID2
JS554-2C
[ Stock standard. Subject to change refer to current price-and stock-list.
EDP DESCRIPTIONLENGTHINDEX
TOOL SHAPE
DIMENSIONS IN MM
c x 45’ zn CYLINDRICAL WELDONDc dmm ap I2
53044 JS554040F2C.0Z4C-SIRA 2 F 4 6 10 57 0.05 4 [
53045 JS554050F2C.0Z4C-SIRA 2 F 5 6 12,5 57 0.06 4 [
53046 JS554060D2C.0Z4C-SIRA 2 D 6 6 15 57 0.08 4 [
53047 JS554080D2C.0Z4C-SIRA 2 D 8 8 20 63 0.1 4 [
53048 JS554100D2C.0Z4C-SIRA 2 D 10 10 25 72 0.12 4 [
53049 JS554120D2C.0Z4C-SIRA 2 D 12 12 30 83 0.2 4 [
53050 JS554160D2C.0Z4C-SIRA 2 D 16 16 40 99 0.25 4 [
53258 JS554200D2C.0Z4C-SIRA 2 D 20 20 50 114 0.3 4 [
53259 JS554060D2C.3Z4C-SIRA 2 D 6 6 15 57 0.08 4 [
53260 JS554080D2C.3Z4C-SIRA 2 D 8 8 20 63 0.1 4 [
53300 JS554100D2C.3Z4C-SIRA 2 D 10 10 25 72 0.12 4 [
53308 JS554120D2C.3Z4C-SIRA 2 D 12 12 30 83 0.2 4 [
53327 JS554160D2C.3Z4C-SIRA 2 D 16 16 40 99 0.25 4 [
53368 JS554200D2C.3Z4C-SIRA 2 D 20 20 50 114 0.3 4 [
NEW JS554-2C-SOLID END MILL-CYLINDRICAL-4 FLUTE-CHIP SPLITTERS-ADVANCED ROUGHING-CHAMFER
F D D
Tolerances: dmm=h5 Run Out = 0.01 mm
For Cutting Data / Technical Information please see page 55
(Cylindrical) (Weldon)

1918
SOLIDMILLING
STABILIZE THIN-WALL, LONG-OVERHANG ALUMINIUM MACHINING
JABRO®-SOLID2 JS452-LThe high-performance Jabro JS452-L (long overhang, length index 3) solid-carbide end mills further expand Seco’s Jabro JS2 product range for aluminium machining applications. Encompassing 54 new long-length tools with corner radii from .2 mm to 6 mm, the additions fulfill the needs of manufacturers in the aerospace, medical and other industry segments.
JS452-L end mills excel in thin-wall, unstable applications where up to 95% of the part material is machined away. When applied to a wide range of cutting speeds and ap-ae ratios, the cutters significantly minimize chatter and vibration in those unstable conditions and allow for even higher material-removal rates. The JS452-L end mills feature a polished HEMI Titanium DiBoride (TiB2) aluminium-inert coating. This coating – with a low friction coe�cient – reduces material adhesion/buildup as well as provides smooth chip and heat evacuation from the cutting zone while minimizing wear and increasing tool life.
PRODUCT OVERVIEW• Length index 3• HEMI coating• 1° land support to prevent chatter
RANGE OVERVIEW• Weldon and cylindrical shank styles• Diameters from 8 mm to 20 mm• Corner radii from 0.2 mm to 6 mm
YOUR SECO BENEFIT• Stability and performance• Reduced vibration and chatter• Increased material removal• Longer tool life• Faster, deeper depths of cut• Stable cutting operations at high spindle speeds
Vc= 400 to 650 m/min (1,300 to 2,100 sf/min)

1918
The JS452-L allows faster spindle and cutting speeds, resulting in shorter machining cycle times and thus higher overall production output, while also reducing tooling costs as well as scrap rates. When machining aircraft structural components for instance, increased radii size in the corners where pocket walls meet pocket bottoms adds strength even though the walls are quite thin. The extra gash on the cutter geometry helps maintain the best possible radius form as well as contributes to optimized chip flow.
JABRO® -SOLID2
JS452-L
[ Stock standard. Subject to change refer to current price-and stock-list. ] Weldon available, delivery time 3 days For Cutting Data / Technical Information please see page 56
NEW JS452-L-SOLID END MILL FOR NON FERROUS MATERIALS-CYLINDRICAL-POLISHED COATING, UNEQUAL FLUTE SPACING
E E
Tolerances: dmm=h5 Dc = e7 Corner Radius +/-0.02
(Cylindrical) (Weldon)
EDP DESCRIPTIONLENGTHINDEX
TOOL SHAPE
DIMENSIONS IN MM
re1 zn CYLINDRICAL WELDONDc dmm ap I2 I3 Dn
53585 JS452080E3R020.0Z2-HEMI 3 E 8 8 12 79 41 7.6 0.2 2 [
53587 JS452080E3R050.0Z2-HEMI 3 E 8 8 12 79 41 7.6 0.5 2 [
53589 JS452100E3R050.0Z2-HEMI 3 E 10 10 15 99 57 9.5 0.5 2 [
53590 JS452100E3R100.0Z2-HEMI 3 E 10 10 15 99 57 9.5 1 2 [
53591 JS452100E3R250.0Z2-HEMI 3 E 10 10 15 99 57 9.5 2.5 2 [
53592 JS452100E3R300.0Z2-HEMI 3 E 10 10 15 99 57 9.5 3 2 [
53593 JS452120E3R050.0Z2-HEMI 3 E 12 12 18 119 72 11.4 0.5 2 [
53594 JS452120E3R100.0Z2-HEMI 3 E 12 12 18 119 72 11.4 1 2 [
53595 JS452120E3R150.0Z2-HEMI 3 E 12 12 18 119 72 11.4 1.5 2 [
53596 JS452120E3R200.0Z2-HEMI 3 E 12 12 18 119 72 11.4 2 2 [
53597 JS452120E3R250.0Z2-HEMI 3 E 12 12 18 119 72 11.4 2.5 2 [
53598 JS452120E3R300.0Z2-HEMI 3 E 12 12 18 119 72 11.4 3 2 [
53599 JS452120E3R400.0Z2-HEMI 3 E 12 12 18 119 72 11.4 4 2 [
53601 JS452160E3R050.0Z2-HEMI 3 E 16 16 24 129 79 15.2 0.5 2 [
53605 JS452160E3R100.0Z2-HEMI 3 E 16 16 24 129 79 15.2 1 2 [
53607 JS452160E3R200.0Z2-HEMI 3 E 16 16 24 129 79 15.2 2 2 [
53608 JS452160E3R250.0Z2-HEMI 3 E 16 16 24 129 79 15.2 2.5 2 [
53610 JS452160E3R300.0Z2-HEMI 3 E 16 16 24 129 79 15.2 3 2 [
53611 JS452160E3R400.0Z2-HEMI 3 E 16 16 24 129 79 15.2 4 2 [
53616 JS452160E3R600.0Z2-HEMI 3 E 16 16 24 129 79 15.2 6 2 [
53617 JS452200E3R050.0Z2-HEMI 3 E 20 20 30 164 111 19 0.5 2 [
53620 JS452200E3R200.0Z2-HEMI 3 E 20 20 30 164 111 19 2 2 [
53622 JS452200E3R250.0Z2-HEMI 3 E 20 20 30 164 111 19 2.5 2 [
53623 JS452200E3R300.0Z2-HEMI 3 E 20 20 30 164 111 19 3 2 [
53627 JS452200E3R400.0Z2-HEMI 3 E 20 20 30 164 111 19 4 2 [
53630 JS452200E3R500.0Z2-HEMI 3 E 20 20 30 164 111 19 5 2 [
53632 JS452200E3R600.0Z2-HEMI 3 E 20 20 30 164 111 19 6 2 [
53633 JS452080E3R020.3Z2-HEMI 3 E 8 8 12 79 41 7.6 0.2 2 ]
53634 JS452080E3R050.3Z2-HEMI 3 E 8 8 12 79 41 7.6 0.5 2 ]
53636 JS452100E3R050.3Z2-HEMI 3 E 10 10 15 99 57 9.5 0.5 2 ]
53637 JS452100E3R100.3Z2-HEMI 3 E 10 10 15 99 57 9.5 1 2 ]
53640 JS452100E3R250.3Z2-HEMI 3 E 10 10 15 99 57 9.5 2.5 2 ]
53643 JS452100E3R300.3Z2-HEMI 3 E 10 10 15 99 57 9.5 3 2 ]
53644 JS452120E3R050.3Z2-HEMI 3 E 12 12 18 119 72 11.4 0.5 2 ]
53645 JS452120E3R100.3Z2-HEMI 3 E 12 12 18 119 72 11.4 1 2 ]
53646 JS452120E3R150.3Z2-HEMI 3 E 12 12 18 119 72 11.4 1.5 2 ]
53647 JS452120E3R200.3Z2-HEMI 3 E 12 12 18 119 72 11.4 2 2 ]
53657 JS452120E3R250.3Z2-HEMI 3 E 12 12 18 119 72 11.4 2.5 2 ]
53662 JS452120E3R300.3Z2-HEMI 3 E 12 12 18 119 72 11.4 3 2 ]
53664 JS452120E3R400.3Z2-HEMI 3 E 12 12 18 119 72 11.4 4 2 ]
53670 JS452160E3R050.3Z2-HEMI 3 E 16 16 24 129 79 15.2 0.5 2 ]
53672 JS452160E3R100.3Z2-HEMI 3 E 16 16 24 129 79 15.2 1 2 ]
53675 JS452160E3R200.3Z2-HEMI 3 E 16 16 24 129 79 15.2 2 2 ]
53676 JS452160E3R250.3Z2-HEMI 3 E 16 16 24 129 79 15.2 2.5 2 ]
53677 JS452160E3R300.3Z2-HEMI 3 E 16 16 24 129 79 15.2 3 2 ]
53678 JS452160E3R400.3Z2-HEMI 3 E 16 16 24 129 79 15.2 4 2 ]
53683 JS452160E3R600.3Z2-HEMI 3 E 16 16 24 129 79 15.2 6 2 ]
53685 JS452200E3R050.3Z2-HEMI 3 E 20 20 30 164 111 19 0.5 2 ]
53686 JS452200E3R200.3Z2-HEMI 3 E 20 20 30 164 111 19 2 2 ]
53688 JS452200E3R250.3Z2-HEMI 3 E 20 20 30 164 111 19 2.5 2 ]
53689 JS452200E3R300.3Z2-HEMI 3 E 20 20 30 164 111 19 3 2 ]
53690 JS452200E3R400.3Z2-HEMI 3 E 20 20 30 164 111 19 4 2 ]
53691 JS452200E3R500.3Z2-HEMI 3 E 20 20 30 164 111 19 5 2 ]
53692 JS452200E3R600.3Z2-HEMI 3 E 20 20 30 164 111 19 6 2 ]

2120
PRODUCT OVERVIEW• P-lever clamping styles for
larger inserts• Secure and precise insert
locating/holding• Robust overall design• ISO S and ISO P material
applications• Heavy-duty roughing
operations• High-pressure adjustable
coolant nozzles
RANGE OVERVIEW• Available Seco-Capto sizes:
C5, C6, C8 and C10• Applicable insert sizes:
CNxx54., CNxx64., CNxx86., SNxx64. and SNxx86.
• 32 total Seco-Capto external holders o�ered
• Right and left approach angles
TOOLHOLDERS PACK STRENGTH FOR BIG INSERTS & TOUGH CUTS
SECO-CAPTO™ P-LEVER HOLDERSThe Seco-Capto line of external turning toolholders continues to expand in size and application scope with the addition of new bigger P-clamp versions that accommodate CN and SN inserts. With the new additions, the range of applications for the holders now covers heavy-duty, rough-turning operations in long-chipping steels and superalloys.
P-lever clamping systems work from the back of inserts, with the screw of the clamp pulling the insert into its seat. This leaves the front insert area open for completely unrestricted chip flow/evacuation, which is ideal for taking heavy depths of cut at high feed rates. Additionally, the P-lever components are located away from the cutting zone, which prevents damage and premature wear.
Unlike other P-lever type tools on the market, Seco’s P-lever-style holder provides high-pressure coolant capabilities of 72.5 psi (5 bar) to 1,450 psi (100 bar). The holders also have room for adjustable nozzles that help ensure longer tool life and better surface finishes.
TURNING

2120
TURNINGYOUR SECO BENEFIT• Wide scope of holder styles• Strength and durability• Heavy-duty, aggressive
material removal capability• Expanded range of
material applications
NEW SECO-CAPTO™ - TOOLHOLDERS, EXTERNAL: QUICKLINE*
95° C.-PCLNR/LCAPTOSIZE
INSERT I.C.INCH EDP PART NO
DIMENSIONS IN INCH
go° ls° LBS INSERTD5m f1 I1 Dm1 Dm2
C5 5/891685 C5-PCLNR -35060-16 1.97 1.38 2.36 3.94 5.91 -6 -6 1.8 CN..54.91673 C5-PCLNL -35060-16 1.97 1.38 2.36 3.94 5.91 -6 -6 1.8 CN..54.
C6
5/891695 C6-PCLNR -45065-16 2.48 1.77 2.56 4.72 7.87 -6 -6 3.3 CN..54.91694 C6-PCLNL -45065-16 2.48 1.77 2.56 4.72 7.87 -6 -6 3.3 CN..54.
3/491693 C6-PCLNR -45065-19 2.48 1.77 2.56 4.72 7.87 -6 -6 3.3 CN..64.91692 C6-PCLNL -45065-19 2.48 1.77 2.56 4.72 7.87 -6 -6 3.3 CN..64.
C8 3/435342 C8-PCLNR -55080-19 3.15 2.17 3.15 4.72 8.66 -6 -6 6.6 CN..64.35343 C8-PCLNL -55080-19 3.15 2.17 3.15 4.72 8.66 -6 -6 6.6 CN..64.
C10 191676 C10-PCLNR -68110-25 3.94 2.68 4.33 9.45 15.75 -6 -6 11.7 CN..86.91675 C10-PCLNL -68110-25 3.94 2.68 4.33 9.45 15.75 -6 -6 11.7 CN..86.
C.-PCLNR/L
Right-hand version shown, kar (kr) = 95°
75° C.-PCRNR/LCAPTOSIZE
INSERT I.C.INCH EDP PART NO
DIMENSIONS IN INCH
go° ls° LBS INSERTD5m f1 I1 Dm2
C6 3/491687 C6-PCRNR -35065-19 2.48 1.38 2.56 5.91 -6 -6 3.3 CN..64.91688 C6-PCRNL -35065-19 2.48 1.38 2.56 5.91 -6 -6 3.3 CN..64.
PCRNR/L
Right-hand version shown, kar (kr) = 95°
go° = Rake angle, ls° = Inclination angle
*Contact your Seco Tools Specialist for more information on Quickline products.

2322
TURNING
SECO-CAPTO™ P-LEVER HOLDERS
go° = Rake angle, ls° = Inclination angle
45° C.-PSDNNCAPTOSIZE
INSERT I.C.INCH EDP PART NO
DIMENSIONS IN INCH
go° ls° LBS INSERTD5m f1 I1 Dm2
C5 3/4 91674 C5-PSDNN -00060-19 1.97 0.02 2.36 5.12 -6 -6 1.8 SN..64.
C6 3/4 91686 C6-PSDNN -00065-19 2.48 0.02 2.56 5.51 -6 -6 2.9 SN..64.
C8 1 35369 C8-PSDNN -00080-25 3.15 0.02 3.15 7.87 -6 -6 4.9 SN..86.
C10 1 91677 C10-PSDNN -00110-25 3.94 0.04 4.33 7.87 -6 -6 10.8 SN..86.
C.-PSDNN
Neutral version shown, kar (kr) = 45°
75° C.-PSKNR/LCAPTOSIZE
INSERT I.C.INCH EDP PART NO
DIMENSIONS IN INCH
go° ls° LBS INSERTD5m f1 I1 Dm1
C6 3/491681 C6-PSKNR -45065-19 2.48 1.77 2.56 3.94 -6 -6 3.1 SN..64.91680 C6-PSKNL -45065-19 2.48 1.77 2.56 3.94 -6 -6 3.1 SN..64.
C8
3/435364 C8-PSKNR -55080-19 3.15 2.17 3.15 4.72 -6 -6 7.5 SN..64.35366 C8-PSKNL -55080-19 3.15 2.17 3.15 4.72 -6 -6 7.5 SN..64.
135367 C8-PSKNR -55080-25 3.15 2.17 3.15 7.09 -6 -6 7.3 SN..86.35368 C8-PSKNL -55080-25 3.15 2.17 3.15 7.09 -6 -6 7.3 SN..86.
C.-PSKNR/L
Right-hand version shown, kar (kr) = 75°
75° C.-PSRNR/LCAPTOSIZE
INSERT I.C.INCH EDP PART NO
DIMENSIONS IN INCH
go° ls° LBS INSERTD5m f1 I1 Dm1
C5 3/429615 C5-PSRNR -27060-19 1.97 1.06 2.36 5.12 -6 -6 2 SN..64.29616 C5-PSRNL -27060-19 1.97 1.06 2.36 5.12 -6 -6 2 SN..64.
C6 3/491683 C6-PSRNR -35065-19 2.48 1.38 2.56 6.3 -6 -6 3.1 SN..64.91682 C6-PSRNL -35065-19 2.48 1.38 2.56 6.3 -6 -6 3.1 SN..64.
C8
3/435361 C8-PSRNR -45080-19 3.15 1.77 3.15 7.87 -6 -6 7.5 SN..64.35363 C8-PSRNL -45080-19 3.15 1.77 3.15 7.87 -6 -6 7.5 SN..64.
191691 C8-PSRNR -45080-25 3.15 1.77 3.15 8.66 -6 -6 7.5 SN..86.91684 C8-PSRNL -45080-25 3.15 1.77 3.15 8.66 -6 -6 7.5 SN..86.
C10 191679 C10-PSRNR -58110-25 3.94 2.28 4.33 12.6 -6 -6 11.7 SN..86.91678 C10-PSRNL -58110-25 3.94 2.28 4.33 12.6 -6 -6 11.7 SN..86.
C.-PSRNR/L
Right-hand version shown, kar (kr) = 75°
NEW SECO-CAPTO™ - TOOLHOLDERS, EXTERNAL: QUICKLINE*
*Contact your Seco Tools Specialist for more information on Quickline products.

2322*Contact your Seco Tools Specialist for more information on Quickline products.

2524
INTERCHANGEABILITY & VIBRATION CONTROL
MDT HEADS WITH GL CONNECTIONFOR STEADYLINE®
Seco now incorporates its recently developed GL Connection with new Multi-Directional Turning (MDT) interchangeable heads for use with the Seco Steadyline modular vibration-damping tool bar system. Together, the GL Connection and Steadyline bars ensure precision and superior surface finishes for grooving and turning with the new MDT heads in long-reach applications as well as those with high risk of cutting vibrations.
With the extremely high-precision GL Connection, users can quickly, easily and accurately exchange MDT heads and other types on the Steadyline bars. Once the bar is set, tool heads can be mounted and remounted without having to reset the system. The polylobe tapered interface of the patented GL Connection features two positions so that MDT insert cutting edges can be oriented to face either up or down for e�ective chip control.
Seco’s Steadyline is a passive/dynamic vibration-damping system that provides e�ective vibration control. Passive means no energy transfers into the holder, while dynamic refers to the fact that tool vibrations trigger the system’s internal workings into action. As such, these products can perform typical long-overhang operations faster than traditional tools, reduce spindle stress and o�er high metal-removal rates, smooth part surface finishes and long tool life.
The MDT heads will also o�er Seco’s Jetstream Tooling® coolant technology. Jetstream Tooling is a high-pressure coolant delivery system that e�ciently removes heat from the cutting zone to improve tool life, part quality and productivity. Coolant is channeled through tooling to outlets in very close proximity to the cutting zone.
TURNING

2524
PRODUCT OVERVIEW• Long-reach applications• Multi-Directional Turning and
grooving• Steadyline vibration damping• High-precision GL
Connection• Applicable to all materials• Jetstream Tooling coolant
capability
TURNINGYOUR SECO BENEFIT• Significantly reduced cutting
vibrations• Increased cutting
parameters• Superior surface finishes• Longer tool life• Versatility of interchangeable
heads• Reduced tooling inventory
and cost• High precision and
repeatability• Simplicity and ease of use
RANGE OVERVIEW• GL couplings: GL32, GL40,
GL50 • Insert sizes: 2 mm, 3 mm and
4 mm
SIZE EDP PART NO
DIMENSIONS IN INCH
LBSD5m f1 I1 ar DCINN*
90°
GL.-CGJR/L-..JET
GL32 2.013177 GL32-CGJR-25032-1902JET 1.26 0.98 1.26 0.295 1.67 0.44 LC..1902..13182 GL32-CGJL-25032-1902JET 1.26 0.98 1.26 0.295 1.67 0.44 LC..1902..
GL40 2.013184 GL40-CGJR-29032-1902JET 1.57 1.14 1.26 0.295 1.93 0.44 LC..1902..13188 GL40-CGJL-29032-1902JET 1.57 1.14 1.26 0.295 1.93 0.44 LC..1902..
GL50 2.013191 GL50-CGJR-34032-1902JET 1.97 1.34 1.26 0.295 2.32 0.66 LC..1902..13192 GL50-CGJL-34032-1902JET 1.97 1.34 1.26 0.295 2.32 0.66 LC..1902..
90°
GL.-CGIR/L-..JET
GL32 3.013193 GL32-CGIR-26032-1603JET 1.26 1.04 1.26 0.354 1.69 0.44 LC..1603..13194 GL32-CGIL-26032-1603JET 1.26 1.04 1.26 0.354 1.69 0.44 LC..1603..
GL40 3.013203 GL40-CGIR-30032-1603JET 1.57 1.2 1.26 0.354 2.01 0.44 LC..1603..13204 GL40-CGIL-30032-1603JET 1.57 1.2 1.26 0.354 2.01 0.44 LC..1603..
GL50 3.013210 GL50-CGIR-35032-1603JET 1.97 1.4 1.26 0.354 2.4 0.66 LC..1603..13211 GL50-CGIL-35032-1603JET 1.97 1.4 1.26 0.354 2.4 0.66 LC..1603..
90°
GL.-CGHR/L-..JET
GL32 4.013232 GL32-CGHR-27032-1604JET 1.26 1.08 1.26 0.394 1.69 0.44 LC..1604..13235 GL32-CGHL-27032-1604JET 1.26 1.08 1.26 0.394 1.69 0.44 LC..1604..
GL40 4.013236 GL40-CGHR-31032-1604JET 1.57 1.24 1.26 0.394 2.05 0.44 LC..1604..13242 GL40-CGHL-31032-1604JET 1.57 1.24 1.26 0.394 2.05 0.44 LC..1604..
GL50 4.013243 GL50-CGHR-36032-1604JET 1.97 1.44 1.26 0.394 2.44 0.66 LC..1604..13246 GL50-CGHL-36032-1604JET 1.97 1.44 1.26 0.394 2.44 0.66 LC..1604..
NEW STEADYLINE GL HEADS - TOOLHOLDERS FOR LCGF, LCGN, LCMF AND LCMR
*DCINN – minimum bore diameter For Cutting Data please see pages 58

2726
TURNINGGRADES
NEW INSERT GEOMETRIES EXTEND TIME IN CUT
TH1000 & TH1500 Seco continues to build upon its top performing TH line of turning inserts with the addition of further insert styles within the TH1000 and TH1500 grades. The new styles simultaneously deliver significantly increased tool life and favorable chip control.
As a TiSiN-TiAIN nanolaminate PVD-coated grade, TH1000 inserts excel in operations involving finishing or interrupted cuts when turning hardened steel parts between 50-62 HRC. Conversely, the TH1500 inserts feature Seco’s exclusive Duratomic coating and excel in high-cutting-data applications as well as continuous-cut operations involving hardened steel components of 40-55 HRC. With excellent chip resistance and maximum chip control, the TH grades complement Seco’s PCBN grades in hard-steel turning.
Besides hard steels, the TH1500 grade provides superior finish turning of grey and ductile cast irons in low-to-moderate cutting-speed conditions. The grade complements Seco’s TK1001 and TK2001 grades for cast irons with maximum toughness and chip resistance.
TH1000 inserts apply to long, continuous finishing and semi-finishing operations of superalloys, such as Inconel 718, Waspaloy and Nimonic C263. The TH1000 inserts allow for faster cutting speeds and join Seco’s carbide grades TS2000 and CP200 and its CBN grade CBN170 to o�er a complete finishing package for superalloys.
Seco essentially extends the TH product line’s range of insert choices. Along with a wide range of insert shapes, chipbreakers and nose radii sizes, the new styles fulfill the needs of key industries such as aerospace, energy and automotive. The TH1000 grade proves especially valuable to aerospace applications with heat resistant superalloys. Extensive and critical cuts are typical to large parts made of these materials, and they can be optimized by TH1000‘s ability to provide long, predictable tool life with high cutting speed.

2726
EDP DESCRIPTION GRADE29651 CNMG432W-MF5 TH100029661 CNMG432W-MF5 TH150092066 DNMU331-FF2 TH100092067 DNMU332-FF2 TH100092101 RCMT10T3M0-F1 TH100092102 RCMT1204M0-F1 TH100029608 RCMT0803M0-F1 TH100029560 RCMT1204M0-M3 TH100092064 RCMX320900-RR94 TH150092063 RCMX250700-RR94 TH150029577 SNMG432-M5 TH100029228 SNMG432-MF2 TH100029580 SNMG433-M5 TH100029559 SNMG433-MF2 TH100029562 TNMG332-MF2 TH100029667 TNMG333-MF2 TH100029668 WNMG332-MF2 TH1000
NEW TH1000 & TH1500 GRADESPRODUCT OVERVIEW• Highly chip resistant in hard
and demanding materials• Advanced coatings• Built for unstable cutting
conditions in hardened steels• Chipbreakers with broad
working range• Excels in long, extensive cuts
with high surface quality requirements
RANGE OVERVIEW• TH1000 PVD coated• TH1500 Duratomic coated• Positive and negative inserts in
a variety of styles, chipbreakers and nose radii
• Intended for hardened steels, superalloys and cast irons
YOUR SECO BENEFIT• Long, predictable tool life• Maximum chip control• Improved surface finish
quality• Less insert indexing for
reduced tooling costs• Multipurpose
TURNINGGRADESComponent: Blisk (aero engine part),
Ø25”
Material: Inconel 718 Hardness: 42 HRCOperation: OD finish-turningCoolant: Flood
Reference: Competitor DNMG442, S10-grade
Seco: DNMG442-MF2, TH1000Cutting Data: Metric Inchvc 70 m/min 229 sfmap 0.5 mm .02"f 0.15 mm/rev .006 iprResult: Competitor: Seco:Cycle time 80 min 36 minTH1000 reduces cycle time by 55%
CASE STUDY:TH1000 IN SUPERALLOYS
Component: Landing gearMaterial: Hardened steel AISI 300M Hardness: 54 HRCOperation: OD turningCoolant: EmulsionReference: Competitor K05-gradeSeco: DNMG443-MF5, TH1500Cutting Data: Metric Inchvc 100 m/min 330 sfmap 1 mm .04"f 0.3 mm/rev .012 iprResult: Competitor: Seco:Tool life 20 min 50 minTH1500 increases tool life by 150%
CASE STUDY:TH1500 IN HARDENED STEELS

2928
ADVANCEDMATERIALS
T-STYLE EDGE PREPARATION INSERTS EXCEL IN UNSTABLE CONDITIONS
SECOMAX™ CS100 INSERTS (T-PREP)& CERAMIC-INSERT TOOLHOLDERSSeco’s CS100 line of sialon ceramic grade inserts now covers a wider range of applications with the introduction of a T-prep style insert. While existing CS100 inserts have S-style edge preparations (edge hone and chamfer), the newly added T-prep applies only a chamfer. This gives the insert a much sharper cutting edge and makes it well suited for unstable applications.
Seco initially developed its CS100 line of inserts to rough and semi-finish machine nickel-based superalloys in aerospace applications. That industry, as well as power generation and others, continues to drive the use of sialon ceramics. S-prep inserts provide the strength to machine these materials but tend to generate somewhat high cutting forces. So, machining setups and workpieces must be rigid and stable to prevent deformation, as well as the potential for excessive vibration that can shorten tool life and lead to poor surface finishes.
YOUR SECO BENEFIT• Strength for unstable
conditions• Reduced cutting vibration• Less generated cutting forces• Increased cutting parameters• Longer tool life

2928
T Edge PrepS Edge Prep0
2
4
6
8
10
12
Aver
age
Tool
Life
/ m
in/e
dge
Test 1 Test 2
Cuttingedgecondition:
S01020 T01020
Metric Inch Metric Inchvc 250 m/min 817 sfm 250 m/min 817 sfmf 0.24 mm/rev .009 ipr 0.24 mm/rev .009 iprap 0-2.5 mm 0-.098" 0-2.5 mm 0-.098"Coolant: 170 barResult: Insert after TIC 4 min Insert after TIC 10 min
Note: Pre-machined surface ap = 0-0.100” require a sharp cutting edge (T).
When conditions are unstable, the CS100 with T-prep provides a much more free-cutting, sharper geometry that places less cutting forces/pressure on setups and workpieces. The inserts perform at the same cutting data as that of the S-prep inserts but without the risk of deforming workpieces such as thin-walled aerospace components.
PRODUCT OVERVIEW• Sialon ceramic grade inserts• Special free-cutting edge preparation• Used for roughing and semi-finishing operations• Nickel-based superalloys RANGE OVERVIEW• T-prep edge preparation style• 20-degree chamfers 0.05 mm to 0.1 mm wide
CERAMIC INSERT HOLDERSAlong with the CS100 T-prep inserts, Seco has added Quickline holders specifically for ceramic inserts to its product o�erings. Compared to carbide or CBN, most ceramic inserts have a di�erent thickness and lack standard mounting holes through their centers. Because of this, the new Seco holders feature special pocket designs and clamping systems to handle ceramics. With almost 50 items in the product line, the holders are available in standard shaft and Seco-Capto styles.
Component: SpoolMaterial: Inconel 718Surface: Pre-machinedOperation: OD Turning, RampingDimension: Ø9.50”, L=24”Insert: RCGX120700
CASE STUDY:
EDP DESCRIPTION GRADE05620 RNGN430T-00420 CS10005627 RNGN450T-00420 CS10005571 RCGX240T-00420 CS10005629 RCXG350T-00420 CS10005589 RPGX450T-00420 CS10005590 RPGX350T-00420 CS10005591 RPGX450T-00420 CS100
NEW CS100 GRADES
EDP DESCRIPTION00086 CCLNR2525M12-4C00089 CCLNL2525M12-4C00090 CCLNR3225P12-4C00091 CCLNL3225P12-4C00093 CCBNL2525M12-4C00106 CCBNR3225P12-4C00127 CCBNL3225P12-4C00135 CRDCN3225P06C00147 CRDCN3225P09C00183 CRDCR3225P09C00184 CRDCL3225P09C00239 CRDCN3225P12C00242 CRDCN5040T12C00254 CRDCR3225P12C00264 CRDCL3225P12C00265 CRDNN2525M12C00283 CRDNN3225P12C00309 CRSNR2525M12C00339 CRSNL2525M12C00342 CRSNR3225P12C00343 CRSNL3225P12C00345 CRSNR5040T12C02467 CFOR3244M-0317C02470 CFOL3244M-0317C10308 CFLR3244M-0635C10307 CFLL3244M-0635C10309 CFKR3244M-0952C10311 CFKL3244M-0952C
00693 C4-CRSNR-27050-12C00694 C4-CRSNL-27050-12C00696 C5-CRSNR-35060-12C00714 C5-CRSNL-35060-12C00715 C6-CRSNR-45065-12C00723 C6-CRSNL-45065-12C
NEW CERAMIC-INSERT TOOLHOLDERS: QUICKLINE*
*Contact your Seco Tools Specialist for more information on Quickline products.

3130
THREADING
0
2
4
6
8
10
12
TM4000Competitor
Tool
Life
(no.
of p
iece
s)
NEW COATED GRADE FOR THREADING INSERTS RESISTS WEAR & PREVENTS EDGE BUILD-UP
TM4000 As an addition to its threading product range, Seco introduces its first Duratomic CVD-grade, single-point thread turning inserts. The new CVD-coated TM4000 grade threading inserts – designed primarily for steel applications – incorporate a special dual coating born from Seco’s industry-proven existing turning insert coating technology.
The advanced coating provides superior wear resistance at higher cutting speeds and prevents built-up edge in lower-speed threading applications. As a result, TM4000 inserts deliver optimum tool life and boost thread-cutting speeds by as much as 15% as compared with Seco’s previous threading line.
Limited machine spindle speeds, combined with materials with adhesive tendencies, can cause problems for threading operations – mainly built-up edges. Two key coating layers give the new TM4000 its protection against built-up edge in these scenarios.
The first layer is a CVD Ti(C, N), and the second is Seco’s Al2O3 Duratomic technology. The tool’s substrate also delivers a balance between hardness and ductility, allowing it to handle high heat applications as well as withstand both thermal and mechanical shocks.
PRODUCT OVERVIEW• Single-point insert design• Both O.D. and I.D. threading• Duratomic coating technology• Optimized for steel• Hard and ductile cemented carbide substrate• Tough cutting edges• Adaptable to both high & lower power machines
RANGE OVERVIEW• Thread profiles: ISO, Unified,
Whitworth, BSPT, NPT, Round thread, Trapeze thread, ACME, Stub ACME, API and API round
• Steel workpiece materials, also suitable for some stainless steels
• Available in Seco’s Snap-Tap™ insert design
CASE STUDYMaterial: Steel 42 CrMo 4, SMG P5

3130
*UNJ and MJ internal use. Standard internal UN and ISO M threading inserts can be used for internal UNJ and MJ. The correct diameter “d” must be reached before commencing the threading operation.
EXTERNALINTERNAL
STYLEINSERT PART NO. RIGHT
INSERT PART NO. LEFT
PITCH DIMENSIONS IN INCH GRADES - RIGHT(EDP NO.)
GRADES - LEFT (EDP NO.)
TPI MM t l3 REP
COATED COATED
TM
4000
TM
4000
PARTIAL PROFILE60° EXTERNALTHREADING
16ER A60 16EL A60 48-16 0.50-1.50 0.031 0.024 0.003 34814 35041– AG60 48-8 0.50-3.00 0.059 0.043 0.003 13518 –– G60 14-8 1.75-3.00 0.059 0.043 0.007 34824 –
26ER K60 4.5-5 5.50-10.00 0.197 – 0.016 22498
PARTIAL PROFILE60° INTERNALTHREADING
09NR A60 48-16 0.50-1.50 0.031 0.028 0.003 35055 –11NR A60 48-16 0.50-1.50 0.031 0.028 0.003 35056 –16NR A60 16NL A60 48-16 0.50-1.50 0.031 0.028 0.003 35104 35867– AG60 48-8 0.50-3.00 0.059 0.043 0.003 13557 –– G60 14-8 1.75-3.00 0.059 0.043 0.005 35107 –
22NR N60 42190 3.50-5.00 0.098 0.071 00.01 35132 –26NR K60 4.5-5 5.50-10.00 0.197 – 0.016 22629
PARTIAL PROFILE55° EXTERNALTHREADING
16ER AG55 48-8 0.50-3.00 0.059 0.043 0.003 34807 –
PARTIAL PROFILE55° INTERNALTHREADING
09NR A55 48-16 0.50-1.50 0.031 0.028 0.003 35046 –11NR A55 48-16 0.50-1.50 0.031 0.024 0.003 35051 –16NR AG55 48-8 0.50-3.00 0.059 0.043 0.003 35054 –
UNEXTERNALTHREADING
16ER 32UN 32 – 0.031 0.031 0.004 34908 –– 28UN 28 – 0.031 0.031 0.004 34910 –– 24UN 24 – 0.031 0.031 0.005 34932 –– 20UN 20 – 0.031 0.031 0.006 13520 –– 18UN 18 – 0.031 0.047 0.007 34934 –– 16UN 16 – 0.031 0.047 0.009 34936 –– 14UN 14 – 0.059 0.047 0.009 34938 –– 12UN 12 – 0.059 0.047 0.01 13522 –– 10UN 10 – 0.059 0.047 0.013 34952 –– 8UN 8 – 0.059 0.047 0.015 34954 –
UNINTERNALTHREADING
11NR 20UN 20 – 0.031 0.031 0.004 35344 –– 18UN 18 – 0.031 0.031 0.004 35345 –– 16UN 16 – 0.031 0.031 0.005 35430 –
16NR 20UN 20 – 0.031 0.031 0.004 35436 –– 18UN 18 – 0.031 0.031 0.004 35649 –– 16UN 16 – 0.031 0.031 0.005 35674 –– 12UN 12 – 0.059 0.047 0.006 35681 –– 10UN 10 – 0.059 0.047 0.007 35682 –– 8UN 8-8 – 0.059 0.047 0.01 35683 –
UNJEXTERNALTHREADING
16ER 20UNJ 20 – 0.031 0.031 0.008 34955 –– 18UNJ 18 – 0.031 0.047 0.009 34959 –– 16UNJ 16 – 0.031 0.047 0.011 34963 –– 12UNJ 12 – 0.059 0.047 0.013 34966 –
THREADING
TM4000

3332
STYLEINSERT PART NO. RIGHT
INSERT PART NO. LEFT
PITCH DIMENSIONS IN INCH GRADES - RIGHT(EDP NO.)
GRADES - LEFT (EDP NO.)
TPI MM t l3 REP
COATED COATED
TM
4000
TM
4000
ISO METRICEXTERNALTHREADING
16ER 0.5ISO – 0.50 0.031 0.031 0.002 34896 –– 0.75ISO – 0.75 0.031 0.031 0.004 34898 –– 1.0ISO – 1.00 0.031 0.031 0.006 13504 –– 1.25ISO – 1.25 0.031 0.031 0.007 13507 –– 1.5ISO 16EL 1.5ISO – 1.50 0.031 0.031 0.009 13509 35042– 1.75ISO – 1.75 0.059 0.047 0.01 34902 –– 2.0ISO 16EL 2.0ISO – 2.00 0.059 0.047 0.011 13517 35043– 2.5ISO – 2.50 0.059 0.047 0.013 34903 –– 3.0ISO – 3.00 0.059 0.047 0.017 13547 –
22ER 3.5ISO – 3.50 0.098 0.071 0.019– 4.0ISO – 4.00 0.098 0.071 0.021 34905 –– 4.5ISO – 4.50 0.098 0.071 0.023– 5.0ISO – 5.00 0.098 0.071 0.026
27ER 6.0ISO – 6.00 0.126 0.087 0.031 22534 –
ISO METRICINTERNALTHREADING
09NR 1.0ISO – 1.00 0.031 0.028 0.003 35143 –– 1.25ISO – 1.25 0.031 0.028 0.004 35175 –– 1.5ISO – 1.50 0.031 0.028 0.005 35176 –
11NR 1.0ISO – 1.00 0.031 0.031 0.003 35188 –– 1.5ISO – 1.50 0.031 0.031 0.005 35191 –– 2.0ISO – 2.00 0.035 0.031 0.007 35192 –– 1.0ISO – 1.00 0.031 0.031 0.003 13548 –
16NR 1.5ISO 16NL 1.5ISO – 1.50 0.031 0.031 0.005 13550 35875– 2.0ISO 16NL 2.0ISO – 2.00 0.059 0.047 0.007 13554 35876– 2.5ISO – 2.50 0.059 0.047 0.007 35207 –– 3.0ISO – 3.00 0.059 0.047 0.008 13555 –
22NR 4.0ISO – 4.00 0.098 0.079 0.011 35212 –27NR 6.0ISO – 6.00 0.126 0.087 0.017 22844 –
NPTEXTERNALTHREADING
16ER 18NPT 18 – 0.031 0.028 0.002 34974 –– 14NPT 14 – 0.059 0.043 0.003 13541 –– 11.5NPT 11.5 – 0.059 0.043 0.003 13546 –– 8NPT 8 – 0.063 0.043 0.003 34975 –
NPTINTERNALTHREADING
09NR 18NPT 18 – 0.031 0.028 0.002 35691 –11NR 18NPT 18 – 0.031 0.028 0.002 35692 –– 14NPT 14 – 0.039 0.028 0.003 35699 –
16NR 14NPT 14 – 0.059 0.043 0.003 13561 –– 11.5NPT 11.5 – 0.059 0.043 0.004 35728 –– 8NPT 8 – 0.063 0.043 0.004 35761 –
ACMEEXTERNALTHREADING
16ER 8ACME 8 – 0.059 0.051 – 34986 –22ER 6ACME 6 – 0.098 0.079 – 34987 –27ER 4ACME 4 – 0.118 0.098 – 34992 –20ER 3ACME 3 – 0.126 – – 34995 –26ER 2ACME 2 – 0.197 – – 22477 –
ACMEINTERNALTHREADING
22NR 6ACME 6 – 0.098 0.079 – 35775 –27NR 4ACME 4 – 0.118 0.098 – 35779 –20NR 3ACME 3 – 0.126 – – 35780 –26NR 2ACME 2 – 0.197 – – 22549 –
STUB-ACMEEXTERNALTHREADING
16ER 10STACME 10 – 0.059 0.059 – 34998 –– 8STACME 8 – 0.059 0.071 – 35008 –
27ER 4STACME 4 – 0.11 0.102 – 22532 –
THREADING
TM4000

3332
STYLEINSERT PART NO. RIGHT
PITCH DIMENSIONS IN INCH
GRADES (EDP NO.)
TPI MM t l3 REP
COATED
TM
4000
WHITWORTH, BSWEXTERNALTHREADING
16ER 19W 19-19 – 0.031 0.031 0.006 –– 14W 14-14 – 0.059 0.047 0.009 –– 11W 11-11 – 0.059 0.047 0.012 –
WHITWORTH, BSWINTERNALTHREADING
11NR 19W 19-19 – 0.031 0.031 0.006 35684– 14W 14-14 – 0.059 0.047 0.009 13559– 11W 11-11 – 0.059 0.047 0.012 13560
TR-DIN103EXTERNALTHREADING
16ER 3.0TR – 3.0 0.063 0.051 – 3498022ER 4.0TR – 4.0 0.098 0.079 – 34982– 5.0TR – 5.0 0.091 0.079 – 34984– 10.0TR – 10.0 0.197 – – 22442– 12.0TR – 12.0 0.197 – – 22443– 14.0TR – 14.0 0.201 – – 22444
TR-DIN103INTERNALTHREADING
16NR 3.0TR – 1.5 0.031 0.035 – 3576722NR 4.0TR – 4.0 0.098 0.079 – 35768– 5.0TR – 5.0 0.091 0.079 – 35773
26NR 10.0TR – 10.0 0.197 – – 22537– 12.0TR – 12.0 0.197 – – 22538– 14.0TR – 14.0 0.201 – – 22539
BSPT EXT. THREADING 16ER 11BSPT 11 – 0.059 0.047 0.012 34971BSPT INT. THREADING 16NR 11BSPT 11 – 0.059 0.047 0.012 35685
STYLEINSERT PART NO. RIGHT
DIMENSIONS IN INCH
API CODETAPER TPF REP
fc
GRADES (EDP NO.)
PITCH
t I3
COATED
TM
4000
TPI
API EXTERNALTHREADING
22ER 5API404 5 0.098 0.079 V040 3 0.020 0.040 350154API386 4 0.100 0.077 V038R 2 0.038 0.065 35023
27ER 5API404 5 0.126 0.087 V038R 3 0.020 0.040 22533
API INTERNALTHREADING
22NR 5API404 5 0.098 0.079 V040 3 0.020 0.040 358394API386 5 0.126 0.087 V040 3 0.020 0.040 35854
27NR 5API404 4 0.126 0.087 V038R 3 0.038 0.065 228434API386 4 0.126 0.087 V038R 2 0.038 0.065 358554API504 4 0.126 0.087 V050 3 0.025 0.050 227484API506 4 0.126 0.087 V050 2 0.025 0.050 35860
API RD EXTERNALTHREADING
16ER 8APIRD 8 0.059 0.059 0.018 – – – 3503427ER 8APIRD2M 8 0.177 0.114 0.018 – – – 22535
API RD INTERNALTHREADING
16NR 8APIRD 8 0.059 0.059 0.018 – – – 3586127NR 8APIRD2M 8 0.177 0.114 0.018 – – – 22848
THREADING
TM4000
YOUR SECO BENEFIT• Superior wear resistance• Highest level of built-up edge
protection• Longer tool life• Higher productivity• Smooth surface finishes• Precision-ground threading
profiles• Cost-e�ective operation

3534
REAMING ACCURACY AND ADAPTABILITY IN REAMING
PRECIMASTER™ PLUSSeco’s new generation Precimaster Plus modular, indexable-head reaming system provides accuracy and part processing versatility. Through a selection of various reamer shanks and heads, users can accommodate a variety of hole sizes and workpiece materials with fewer required tools. Additionally, new system design enhancements boost reaming speed, precision and repeatability for overall better production. With the system, industries such as aerospace and automotive gain extreme process stability and dependability paired with the lowest cost per part.
For chip control and management, Precimaster Plus reamer shanks can apply di�erent types of flushing for both blind and through holes. Tool body coolant outlets in the front force chips up along head flutes and out of blind holes, while standard through-tool coolant blasts chips forward and away from the tool for e�cient through-hole reaming.
RANGE OVERVIEW• Reaming head diameters from 0.394” to 2.362”(10 mm to 60 mm)• 4 standard shank sizes to hold entire reaming head range• Shank length options of short (restricted clearance situations), medium
(common hole depths) and long (up to 10 x D)• 3 lead geometries – EB45 45º x 0.020” (0.5 mm)(universal), EB25 25º x
0.027” (0.7 mm)(aggressive feed) and EB845 double lead angle 45º/8º x 0.030” (0.75 mm)(fine finish)
• 5 reamer head grades – 2 coated carbide, 1 coated cermet, 1 uncoated carbide and 1 uncoated cermet

3534
REAMING
PRODUCT OVERVIEW• New connection provides
head exchange repeatability and run-out within 3 microns
• Solid carbide heads o�er stability and 20% to 30% tool life increase
• More cutting teeth per head diameter enable 30% faster feed rates
• Surface finishes of Ra .4µm - Ra .8µm can be achieved at same feed per teeth per revolution as heads with fewer flutes
• Hole size tolerances held to between 15 microns and 25 microns (.0006” and .001”)
• Same tool shanks and heads used for both through and blind hole coolant requirements
• Various lead geometries and grades ensure optimized performance for all workpiece materials
THE SECO ADVANTAGE• Modular and cost-e�ective reaming• Versatility and process stability• Fast, easy tool set-ups• Precise and repeatable head / shank connection• Up to 30% longer tool life and higher feed rates• Performance gains from advanced geometries and coatings• Reduced tooling inventory
NEW PRECIMASTER PLUS - SHANKS FOR THROUGH AND BLIND HOLES
Dc
TOOL HOLDERMATERIAL EDP DESCRIPTION
DIMENSIONS MM
I2 I2by I3S IC Dmm
10.5 - 14.499 MetricSteel 14352 PMX06-03700-12N1 84 77 37 45 12Steel 14353 PMX06-05700-12N1 104 97 57 45 12Steel 14354 PMX06-12000-12N1 167 160 120 45 12Carbide 14355 PMX06HM-12000-12N1 167 160 120 45 12
14.5 - 21.499 Steel 14356 PMX08-04600-20N1 99 89 46 50 20Steel 14357 PMX08-08200-20N1 135 125 82 50 20Steel 14358 PMX08-14500-20N1 198 188 145 50 20Carbide 14362 PMX08HM-14500-20N1 198 188 145 50 20
21.5 - 32.499 Steel 14363 PMX12-06800-25N1 127 115 68 56 25Steel 14364 PMX12-10400-25N1 163 151 104 56 25Steel 14365 PMX12-17000-25N1 229 217 170 56 25Carbide 14366 PMX12HM-17000-25N1 229 217 170 56 25
32.5 - 60 Steel 14367 PMX16-06300-32N1 124 110 63 61 32Steel 14368 PMX16-12700-32N1 188 174 127 61 32Steel 14370 PMX16-17000-32N1 231 217 170 61 32Carbide 14372 PMX16HM-17000-32N1 231 217 170 61 32

3736
Precimaster Plus now uses solid-carbide disposable heads up to diameter 32 mm, coated and uncoated, in various diameters that mount to a standard range of shanks. As opposed to traditional brazed-tip technology, solid-carbide heads allow for an increased number of cutting teeth on the same head diameters for faster feed rate capability. Solid carbide also extends tool life, delivers increased stability for tougher materials and makes for a more cost-e�ective system.
A new Precimaster Plus patented high-precision connection ensures reamer head exchanges are fast and easy with repositioning repeatability and runout of under 3 microns. The new connection handles much higher levels of transmissible driving torque due to its special three-vertical-drive-pin design. Internal axial clamping forces draw heads up and into system shanks, creating a strong and secure interface. Users gain the confidence and dependability to run any reamer head with any shank and for any material.
NEW PRECIMASTER PLUS - HEADS FOR THROUGH HOLES
Dc EDP DESCRIPTION GRADE TEETH
DIMENSIONS MM
BODY SIZEI1S Dmm
Metric11 14341 PMX6-11H7-EB45 RX2000 6 7 6 PMX06-xx12 14342 PMX6-12H7-EB45 RX2000 6 7 6 PMX06-xx13 14343 PMX6-13H7-EB45 RX2000 6 7 6 PMX06-xx14 14344 PMX6-14H7-EB45 RX2000 6 7 6 PMX06-xx15 14345 PMX6-15H7-EB45 RX2000 8 10 8 PMX08-xx16 14346 PMX6-16H7-EB45 RX2000 8 10 8 PMX08-xx17 14347 PMX6-17H7-EB45 RX2000 8 10 8 PMX08-xx18 14348 PMX6-18H7-EB45 RX2000 8 10 8 PMX08-xx19 14349 PMX6-19H7-EB45 RX2000 8 10 8 PMX08-xx20 14350 PMX6-20H7-EB45 RX2000 8 10 8 PMX08-xx21 14351 PMX6-21H7-EB45 RX2000 8 10 8 PMX08-xx22 99793 PMX6-22H7-EB45 RX2000 12 12 12 PMX12-xx23 99794 PMX6-23H7-EB45 RX2000 12 12 12 PMX12-xx24 99795 PMX6-24H7-EB45 RX2000 12 12 12 PMX12-xx25 99796 PMX6-25H7-EB45 RX2000 12 12 12 PMX12-xx26 99797 PMX6-26H7-EB45 RX2000 12 12 12 PMX12-xx27 99798 PMX6-27H7-EB45 RX2000 12 12 12 PMX12-xx28 99799 PMX6-28H7-EB45 RX2000 12 12 12 PMX12-xx29 99800 PMX6-29H7-EB45 RX2000 12 12 12 PMX12-xx30 99813 PMX6-30H7-EB45 RX2000 12 12 12 PMX12-xx31 99814 PMX6-31H7-EB45 RX2000 12 12 12 PMX12-xx32 99815 PMX6-32H7-EB45 RX2000 12 12 12 PMX12-xx
NEW PRECIMASTER PLUS - HEADS FOR THROUGH AND BLIND HOLES
Dc EDP DESCRIPTION GRADE TEETH
DIMENSIONS MM
BODY SIZEI1S Dmm
Metric11 09693 PMX5-11H7-EB45 RX2000 6 7 6 PMX06-xx12 99816 PMX5-12H7-EB45 CF 6 7 6 PMX06-xx12 14306 PMX5-12H7-EB45 RX2000 6 7 6 PMX06-xx13 99817 PMX5-13H7-EB45 CF 6 7 6 PMX06-xx13 14313 PMX5-13H7-EB45 RX2000 6 7 6 PMX06-xx14 99818 PMX5-14H7-EB45 CF 6 7 6 PMX06-xx14 14315 PMX5-14H7-EB45 RX2000 6 7 6 PMX06-xx15 99819 PMX5-15H7-EB45 CF 6 10 8 PMX08-xx15 14316 PMX5-15H7-EB45 RX2000 6 10 8 PMX08-xx16 99820 PMX5-16H7-EB45 CF 6 10 8 PMX08-xx16 14317 PMX5-16H7-EB45 RX2000 6 10 8 PMX08-xx17 99821 PMX5-17H7-EB45 CF 6 10 8 PMX08-xx17 14318 PMX5-17H7-EB45 RX2000 6 10 8 PMX08-xx18 99822 PMX5-18H7-EB45 CF 6 10 8 PMX08-xx18 14319 PMX5-18H7-EB45 RX2000 6 10 8 PMX08-xx19 14320 PMX5-19H7-EB45 RX2000 6 10 8 PMX08-xx20 99823 PMX5-20H7-EB45 CF 6 10 8 PMX08-xx20 14321 PMX5-20H7-EB45 RX2000 6 10 8 PMX08-xx21 14328 PMX5-21H7-EB45 RX2000 6 10 8 PMX08-xx22 99824 PMX5-22H7-EB45 CF 8 12 12 PMX12-xx22 14329 PMX5-22H7-EB45 RX2000 8 12 12 PMX12-xx23 14330 PMX5-23H7-EB45 RX2000 8 12 12 PMX12-xx24 99825 PMX5-24H7-EB45 CF 8 12 12 PMX12-xx24 14331 PMX5-24H7-EB45 RX2000 8 12 12 PMX12-xx25 99826 PMX5-25H7-EB45 CF 8 12 12 PMX12-xx25 14332 PMX5-25H7-EB45 RX2000 8 12 12 PMX12-xx26 99827 PMX5-26H7-EB45 CF 8 12 12 PMX12-xx26 14333 PMX5-26H7-EB45 RX2000 8 12 12 PMX12-xx27 14334 PMX5-27H7-EB45 RX2000 8 12 12 PMX12-xx28 99828 PMX5-28H7-EB45 CF 8 12 12 PMX12-xx28 14336 PMX5-28H7-EB45 RX2000 8 12 12 PMX12-xx29 14337 PMX5-29H7-EB45 RX2000 8 12 12 PMX12-xx30 99829 PMX5-30H7-EB45 CF 8 12 12 PMX12-xx30 14338 PMX5-30H7-EB45 RX2000 8 12 12 PMX12-xx31 14339 PMX5-31H7-EB45 RX2000 8 12 12 PMX12-xx32 99830 PMX5-32H7-EB45 CF 8 12 12 PMX12-xx32 14340 PMX5-32H7-EB45 RX2000 8 12 12 PMX12-xx For Cutting Data please see pages 62-63

3736
HOLEMAKINGBORING
NEW ROUGH & FINE BORING HEADS FOR VIBRATION DAMPING BARS
BORING HEADS FOR STEADYLINE BARSNew EPB® 610 rough boring heads and EPB 620 radial type fine boring heads with GL Connection take Seco’s boring bar system to extended depths while providing benefits of the Steadyline vibration damping technology already available for milling and turning applications.
With its innovative Seco GL Connection, one Steadyline turning/boring bar can run all types of Seco GL heads for static internal turning operations and now also for rotating boring operations. The Steadyline bars eliminate the di�culties of deep boring applications (up to 10xD), while the user-friendly heads provide fast and simple mounting and setting to reduce preparation times.
The EPB 610 rough boring heads feature robust designs and withstand the rigors of heavy, roughing operations. The EPB 620 radial, fine boring heads are light and compact in size and generate superior surface finishes Ra <40 microns (Ra <1).
Precision head adjustability is via .0001” (.0025 mm) diameter dial settings, and the GL Connection provides head changing repeatability within .0002” (.005 mm).
YOUR SECO BENEFIT• Vibration damping technology
for problem-free deep boring operations
• Expanded rough and fine boring capabilities
• Versatility of static and rotating processes
• Reduced tooling inventory and cost• Superior surface finishes• High precision and repeatability• Longer tool life

3938
ROUGH BORING HEADS FINE BORING HEADS
2
PRODUCT OVERVIEW• User-friendly, easy setting EPB
610 rough boring head• Fine-pitch micro-adjusting
spindle screws with EPB 620 fine boring head
• Compact and lightweight boring heads
• Hardened stainless steel bodies• GL Connection with excellent
repeatability • Through-coolant capability
RANGE OVERVIEW• EPB 610 rough boring heads
that cover diameter ranges from 1.4173” - 2.7165” (36 mm to 69 mm)
• EPB 620 fine boring heads that cover diameter ranges from 1.3386” - 2.7165” (34 mm to 69 mm)
HOLEMAKINGBORING
MACHINE SIDEGRAFLEX SIZE
CAPACITY Ø C EDP DESCRIPTION
DIMENSIONS INCHMAX RPM** LB*A D L
GL32GL40GL50
ROUGH1.4173-1.8110 92130 GL32-0610-20 0.8307 1.2598 1.0866 7500 0.2201.7717-2.2047 92132 GL40-0610-30 0.8701 1.5748 1.2441 5700 0.4412.1654-2.7165 92133 GL50-0610-40 0.8740 1.9685 1.3268 4500 0.661
GL32GL40GL50
FINE1.3386-1.8110 92145 GL32-0620-20 0.9370 1.2598 1.3858 7000 0.2871.6535-2.2047 92146 GL40-0620-30 0.9764 1.5748 1.6024 5600 0.4852.0472-2.7165 92133 GL50-0620-40 1.0157 1.9685 1.7205 4800 0.705
NEW EPB 610 GL (ROUGH) EPB 620 GL (FINE) BORING HEADS
*Without insert holders **The maximum speeds shown in boring heads Product pages are related to the boring head’s mechanical design and balancing quality. Speeds inside these limits have to be chosen in regard to the other machining conditions, e.g. workpiece material, cutting edge (insert), tooling length, machine spindle. By boring applications with Steadyline® bars, make sure not to overpass the max. RPM of the bars: See the operating instructions supplied with the Steadyline® bars.
EDP DESCRIPTION INSERT
47416 A610 20CC06 90 CC** 21.5*92134 A610 30CC09 90 CC** 32.5*92135 A610 40CC09 90 CC** 32.5*
INSERT HOLDERS FOR 610 BORING HEADS
Note 620 Heads: Insert holders for 620 boring heads are common to EPB 780/790. Must be ordered separately. See pages 430-431 of the Holemaking catalog

3938
TOOLING SYSTEMS
U.O.M TAPER
dMETRIC
d1INCH EDP DESCRIPTION
DIMENSIONS IN INCH
a° BALANCING LBSA D1 D3 L I1 I3
INCH
CAT40 TF ADB– 0.75 31147 E26425556075900 9.00 1.75 2.54 12.382 8.25 0.69 2.8 2 9.9
CAT50 TF ADB
– 0.75 31117 E26445555075750 7.50 1.75 – 12.195 6.75 0.69 – 2 11.0– 1.00 29698 E26445555100900 9.00 2.25 – 13.695 8.25 0.69 – 2 16.5– 0.75 29703 E26445556075900 9.00 1.75 2.52 13.695 8.25 0.69 2.6 2 14.6– 1.00 31145 E26445556100C00 12.00 2.25 3.00 16.695 11.25 0.69 1.8 2 24.3
METRIC
BT40 TF ADB22 – 31098 E3214555522210 8.268 1.890 – 11.591 7.205 0.748 – 2 8.427 – 31103 E3214555527260 10.236 2.362 – 13.638 9.173 0.827 – 2 15.2
BT50 TF ADB
32 – 31108 E3216555532330 12.992 3.071 – 17.945 11.496 0.945 – 2 33.740 – 31116 E3216555540350 13.780 3.504 – 18.850 12.283 1.063 – 2 45.6
HOLDING STRENGTH, RIGIDITY & FINE BALANCING
TAPER FACE HOLDERSA large number of Machine Tool Builders have recognized the Taper-Face connection, “BIG-PLUS® Spindle System” licensed by Big Daishowa, for its excellent performance. The Taper-Face Spindle System is based on the current standard BT MAS403, DIN69871 and CAT ASME B5.50-1994. But in the case of Taper Face both the taper and face of the tool holder are in contact with the spindle.
How it works: The Taper Face Spindle System utilizes elastic deformation of the machine spindle and achieves simultaneous fit of both the taper and flange face.
NEW EPB 5555/5556 STEADYLINE™ VIBRATION DAMPING SHELL MILL HOLDERS, TAPER FACE - (AVAILABLE NOVEMBER 1ST, 2015)

4140
TOOLING SYSTEMS
PRODUCT OVERVIEW• Simultaneous taper & flange from toolholder are fit into the spindle. • Higher rigidity during machining. E.g. High Performance Cutting applications. • Improves the repeatability and precision from toolholder. E.g. Machine with
horizontal spindle axis. • Stability with long overhang applications. E.g. milling, boring, etc.
U.O.M TAPERd
INCHd
MM EDP DESCRIPTION
DIMENSIONS IN INCH
Mmm a°
rinch
BALAN-CING LBSA D D3 L I1 I3 I4
A1MIN-MAX
INCH
CAT40 TF ADB0.250 – 31083 E26425603025375 3.750 0.827 1.063 6.443 3.000 0.866 1.476 2.33-2.73 M5 4.5 0.413 1 2.60.375 – 31084 E26425603037375 3.750 0.945 1.260 6.443 3.000 1.220 1.673 2.14-2.53 M8x1 4.5 0.512 1 2.90.500 – 31092 E26425603050375 3.750 0.945 1.260 6.443 3.000 1.339 1.791 2.02-2.41 M10x1 4.5 0.512 1 2.6
CAT50 TF ADB
0.375 – 29815 E26445603037400 4.000 0.945 1.260 8.006 3.250 1.220 1.673 2.39-2.78 M8x1 4.5 0.512 1 6.80.500 – 29817 E26445603050400 4.000 0.945 1.260 8.006 3.250 1.339 1.791 2.27-2.66 M10x1 4.5 0.512 1 6.80.625 – 29840 E26445603062400 4.000 1.063 1.339 8.006 3.250 1.535 1.988 2.07-2.46 M12x1 4.5 0.551 1 6.80.750 – 29844 E26445603075400 4.000 1.299 1.654 8.006 3.250 1.614 2.067 1.99-2.39 M16x1 4.5 0.925 1 7.31.000 – 29859 E26445603100400 4.000 1.732 2.087 8.014 3.250 1.850 2.303 1.76-2.15 M16x1 4.5 0.925 1 8.2
METRIC
CAT40 TF ADB
– 6 30187 E264256030695 3.740 0.827 1.063 6.433 2.990 0.866 1.476 2.32-2.72 M5 4.5 0.413 1 2.6– 8 30188 E264256030895 3.740 0.827 1.063 6.433 2.990 1.024 1.476 2.32-2.72 M6 4.5 0.413 1 2.6– 10 30189 E264256031095 3.740 0.945 1.260 6.433 2.990 1.220 1.673 2.13-2.52 M8x1 4.5 0.512 1 2.9– 12 30243 E264256031295 3.740 0.945 1.260 6.433 2.990 1.339 1.870 1.93-2.32 M10x1 4.5 0.512 1 2.6– 16 30262 E264256031695 3.740 1.063 1.339 6.433 2.990 1.535 1.988 1.81-2.20 M12x1 4.5 0.551 1 2.9– 20 30264 E264256032095 3.740 1.299 1.654 6.433 2.990 1.614 2.067 1.73-2.13 M16x1 4.5 0.709 1 3.1
CAT50 TF ADB
– 8 30269 E2644560308100 3.937 0.827 1.063 7.943 3.187 1.024 1.476 2.52-2.91 M6 4.5 0.413 1 6.6– 10 30270 E2644560310100 3.937 0.945 1.260 7.943 3.187 1.220 1.673 2.32-2.72 M8x1 4.5 0.512 1 6.8– 12 30271 E2644560312100 3.937 0.945 1.260 7.943 3.187 1.339 1.870 2.13-2.52 M10x1 4.5 0.512 1 6.8– 16 30272 E2644560316100 3.937 1.063 1.339 7.943 3.187 1.535 1.988 2.01-2.40 M12x1 4.5 0.551 1 6.8– 20 30274 E2644560320100 3.937 1.299 1.654 7.943 3.187 1.614 2.067 1.93-2.32 M16x1 4.5 0.709 1 7.3– 25 30275 E2644560325100 3.937 1.732 2.087 7.943 3.187 1.850 2.303 1.69-2.09 M16x1 4.5 0.925 1 8.2
INCH
BT30 TF AD
0.250 – 29884 E40025603025315 3.150 0.827 1.063 5.055 2.283 0.866 1.476 1.73-2.13 M5 4.5 0.413 1 1.30.375 – 29915 E40025603037315 3.150 0.945 1.260 5.055 2.283 1.220 1.673 1.54-1.93 M8x1 4.5 0.512 1 1.50.500 – 29932 E40025603050315 3.150 0.945 1.260 5.055 2.283 1.339 1.791 1.42-1.81 M10x1 4.5 0.512 1 1.5
– 6 30277 E400256030680 3.150 0.827 1.063 5.055 2.283 0.866 1.476 1.732-2.126 M5 4.5 0.413 1 1.3
METRIC– 8 30278 E400256030880 3.150 0.827 1.063 5.055 2.283 1.024 1.476 1.732-2.126 M6 4.5 0.413 1 1.3– 10 30279 E400256031080 3.150 0.945 1.260 5.055 2.283 1.220 1.673 1.535-1.929 M8x1 4.5 0.512 1 1.5– 12 30280 E400256031280 3.150 0.945 1.260 5.055 2.283 1.339 1.870 1.339-1.732 M10x1 4.5 0.512 1 1.5
NEW 5603 SHRINKFIT HOLDERS, TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)

4140
U.O.M TAPERd
MMd1
inch EDP DESCRIPTION
DIMENSIONS IN INCH
BALAN-CING LBSA D1 L I1 I3
INCH BT30 TF AD– 0.50 30703 E40025525050200 2.00 1.25 4.465 1.13 0.56 2 1.3– 0.75 30715 E40025525075200 2.00 1.75 4.594 1.13 0.69 2 1.8
METRIC
BT30 TF AD
16 – 44409 E400255251640 1.575 1.496 4.150 0.709 0.669 2 1.322 – 44410 E400255252240 1.575 1.890 4.228 0.709 0.748 2 1.527 – 44411 E400255252740 1.575 2.362 4.307 0.709 0.827 2 2.032 – 44412 E400255253245 1.772 3.071 4.622 0.906 0.945 2 3.1
BT40 TF ADB
16 – 44413 E321455251650 1.969 1.496 5.213 0.906 0.669 2 2.622 – 44420 E321455252245 1.772 1.890 5.094 1.102 0.748 2 2.927 – 44421 E321455252745 1.772 2.362 5.173 0.709 0.827 2 3.332 – 44414 E321455253250 1.969 3.071 5.488 0.906 0.945 2 4.240 – 44415 E321455254050 1.969 3.504 5.606 0.906 1.063 2 4.9
BT50 TF ADB
22 – 44416 E321655252255 2.165 1.890 6.921 0.669 0.748 2 8.827 – 44417 E321655252755 2.165 2.362 7.000 0.669 0.827 2 9.032 – 44418 E321655253255 2.165 3.071 7.118 0.669 0.945 2 9.740 – 44419 E321655254055 2.165 3.504 7.236 0.669 1.063 2 10.1
INCH
CAT40 TF ADB
– 0.75 57619 E26425525075400 4.00 1.75 7.382 3.25 0.69 2 3.9– 1.00 57678 E26425525100400 4.00 2.25 7.382 3.25 0.69 2 5.4– 1.25 57689 E26425525125400 4.00 2.75 6.693 3.25 0.69 2 7.1– 1.50 57698 E26425525150400 4.00 3.50 7.634 3.25 0.94 2 10.1
CAT50 TF ADB
– 0.75 57699 E26445525075350 3.50 1.75 8.195 2.75 0.69 2 7.5– 1.00 57721 E26445525100400 4.00 2.25 8.695 3.25 0.69 2 9.1– 1.25 57722 E26445525125350 3.50 2.75 8.195 2.75 0.69 2 10.3– 1.50 57739 E26445525150400 4.00 3.50 8.947 3.25 0.94 2 14.6– 2.00 57745 E26445525200400 4.00 4.87 8.006 3.25 0.94 2 22.1
U.O.M TAPERd
MMd1
inch EDP DESCRIPTION
DIMENSIONS IN INCH
BALAN-CING LBSA D L I1 I3 A1
METRIC
BT30 TF AD
6 – 30318 E40025840665 2.559 0.984 4.465 1.693 1.063 1.850 2 1.38 – 30326 E40025840865 2.559 1.102 4.465 1.693 1.181 1.850 2 1.3
10 – 30327 E40025841065 2.559 1.378 4.465 1.693 1.535 1.772 2 1.512 – 30333 E40025841265 2.559 1.654 4.465 1.693 1.693 1.673 2 1.816 – 44434 E40025841660 2.362 1.890 4.268 1.496 1.811 1.437 2 1.820 – 44435 E40025842065 2.598 2.047 4.465 1.693 1.890 1.594 2 2.025 – 44437 E40025842590 3.543 2.480 5.449 2.677 2.126 2.618 2 3.532 – 44438 E40025843295 3.740 2.835 5.646 2.874 2.283 2.815 2 4.6
BT40 TF ADB
16 – 44440 E32145841665 2.559 1.890 5.134 1.496 1.811 1.634 2 3.120 – 44442 E32145842065 2.559 2.047 5.134 1.496 1.890 1.594 2 3.325 – 44449 E32145842590 3.543 2.480 6.118 2.480 2.126 2.618 2 4.932 – 44450 E321458432100 3.937 2.835 6.512 2.874 2.283 3.012 2 6.040 – 44443 E321458440110 4.331 3.150 6.906 2.953 2.677 3.169 2 7.1
BT50 TF ADB
25 – 44451 E321658425100 3.937 2.480 7.945 2.441 2.126 3.012 2 10.832 – 44452 E321658432105 4.134 2.835 8.142 2.638 2.283 3.209 2 11.740 – 44444 E321658440115 4.528 3.150 8.535 3.031 2.638 3.484 2 12.850 – 44453 E321658450130 5.118 3.937 9.126 3.622 3.071 3.760 2 16.8
INCH
CAT40 TF ADB
– 0.500 57878 E2642584050262 2.62 1.61 5.313 1.87 1.61 1.75 2 2.9– 0.625 57601 E2642584062300 3.00 1.87 5.693 2.25 1.87 2.09 2 3.2– 0.750 57602 E2642584075300 3.00 1.97 5.693 2.25 2.01 2.00 2 3.4– 1.000 57612 E2642584100400 4.00 2.50 6.693 3.25 2.24 2.88 2 5.3– 1.250 57613 E2642584125400 4.00 2.75 6.693 3.25 2.24 2.88 2 5.7
CAT50 TF ADB
– 0.500 57894 E2644584050462 4.62 1.61 8.626 3.87 1.61 3.75 2 7.6– 0.625 57614 E2644584062575 5.75 1.87 9.756 5.00 1.87 4.84 2 9.2– 1.000 57615 E2644584100400 4.00 2.50 8.014 3.25 2.24 2.88 2 9.4– 1.250 57616 E2644584125400 4.00 2.75 8.006 3.25 2.24 2.88 2 10.0– 1.500 57617 E2644584150400 4.00 3.50 8.014 3.25 2.62 2.50 2 12.4– 2.000 57618 E2644584200562 5.62 4.00 9.626 4.87 3.11 4.21 2 18.6
BT30 TF AD
– 0.250 30068 E4002584025250 2.50 1.00 4.406 1.634 1.02 1.96 2 1.3– 0.375 30073 E4002584037250 2.50 1.37 4.406 1.634 1.50 1.75 2 1.5– 0.500 30106 E4002584050250 2.50 1.61 4.406 1.634 1.61 1.63 2 1.8– 0.625 57599 E4002584062250 2.50 1.87 4.406 1.634 1.87 1.59 2 1.8– 0.750 57600 E4002584075250 2.50 1.97 4.406 1.634 2.01 1.50 2 1.8
NEW EPB 5525 SHELL MILL HOLDERS WITH THROUGH COOLANT CHANNELS, TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)
NEW EPB 584 SIDE LOCK HOLDERS, WELDON, TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)

4342
STYLE TAPER
CAPACITY dINCH EDP DESCRIPTION
CHUCK &COLLET SIZE
DIMENSIONS IN INCH
BALAN-CING LBS
A D D1 L I1
A1MIN-MAX
EPB 5672HIGH PRECISION COLLET CHUCKS
CAT40 TF ADB 0.039-0.276 30282 E2642567211100 HP 11 3.937 0.63 0.63 6.630 3.19 2.20-3.23 1 2.20.039-0.394 30283 E2642567216160 HP 16 6.299 1.18 1.18 8.992 5.55 4.53-5.12 1 3.3
CAT50 TF ADB0.079-0.630 30284 E2642567225160 HP 25 6.299 1.57 1.57 8.992 5.55 4.17-4.80 1 4.20.039-0.394 30285 E2644567216160 HP 16 6.299 1.18 1.18 10.305 5.55 4.53-5.12 1 7.30.079-0.787 30286 E2644567232160 HP 32 6.299 1.97 1.97 10.305 5.55 3.78-4.41 1 9.7
EPB 5672HIGH PRECISION COLLET CHUCKS
BT30 TF AD0.039-0.276 30292 E400256721150 HP 11 1.969 0.630 0.630 3.874 1.102 0.236-1.260 1 1.10.039-0.394 30293 E400256721660 HP 16 2.362 1.181 1.181 4.268 1.496 0.591-1.181 1 1.30.079-0.630 30302 E400256722570 HP 25 2.756 1.575 1.575 4.661 1.890 0.630-1.260 1 1.5
BT40 TF ADB 0.039-0.394 30287 E3214567216160 HP 16 6.299 1.181 1.181 8.874 5.236 4.528-5.118 1 3.5
BT40 TF ADB0.039-0.394 30185 E321456721670 HP 16 2.756 1.181 1.181 5.331 1.693 0.984-1.575 1 2.40.079-0.630 30288 E3214567225160 HP 25 6.299 1.575 1.575 8.874 5.236 4.173-4.803 1 4.40.079-0.630 30186 E321456722570 HP 25 2.756 1.575 1.575 5.331 1.693 0.630-1.260 1 2.6
BT50 TF ADB
0.039-0.394 30289 E3216567216100 HP 16 3.937 1.181 1.181 6.512 2.441 2.165-2.756 1 8.80.039-0.394 30290 E3216567216160 HP 16 6.299 1.181 1.181 8.874 4.803 4.528-5.118 1 9.30.079-0.787 30266 E3216567232100 HP 32 3.937 1.969 1.969 7.945 2.441 1.417-2.047 1 9.00.079-0.787 30291 E3216567232160 HP 32 6.299 1.969 1.969 8.874 4.803 3.780-4.409 1 11.2
EPB 5675ER COLLETCHUCKS
CAT40 TF ADB0.039-0.394 30306 E2642567516100 ER 16 3.94 1.26 1.26 6.630 3.19 2.05-2.68 1 2.60.039-0.630 30307 E2642567525100 ER 25 3.94 1.65 1.65 6.630 3.19 1.22-2.44 1 3.30.079-0.787 30308 E2642567532100 ER 32 3.94 1.97 1.97 6.630 3.19 1.26-2.36 1 3.7
CAT50 TF ADB0.079-0.787 30309 E2644567532150 ER 32 5.91 1.97 1.97 9.913 5.16 3.23-4.33 2 9.00.118-1.024 30310 E2644567540100 ER 40 3.94 2.48 2.48 7.945 3.19 1.10-2.17 2 8.6
EPB 5675ER COLLETCHUCKSISO 15488
BT40 TF ADB0.039-0.630 30276 E3214567525120 ER 25 4.724 1.654 1.654 7.299 3.740 2.047-3.228 1 3.70.079-0.787 30305 E3214567532120 ER 32 4.724 1.969 1.969 7.299 3.740 1.299-3.031 1 4.20.079-0.787 30281 E321456753270 ER 32 2.756 1.969 1.969 5.331 1.772 0.276-1.063 1 2.9
BT50 TF ADB
0.079-0.787 30312 E3216567532150 ER 32 5.906 1.969 1.969 9.913 4.528 1.142-4.213 2 10.40.079-0.787 30311 E321656753290 ER 32 3.543 1.969 1.969 7.551 2.165 1.063-1.850 2 8.60.118-1.024 30313 E3216567540100 ER 40 3.937 2.480 2.480 7.945 2.559 0.630-1.969 2 9.5
STYLE TAPER
CON-NECTING THREAD SIZE (M) EDP DESCRIPTION
DIMENSIONS IN INCH
a1°BALAN-CING LBS
A L I1 I5 I6 D D3 D4
EPB K820-K821STEADYLINE™VIBRATION DAMPING COMBIMASTER HOLDERS
CAT40 TF ADBM12 30626 E2642K82012185 7.28 9.98 6.53 6.33 0.79 0.91 1.18 1.72 2.8 2 4.9M16 30639 E2642K82016185 7.28 9.98 6.53 6.33 0.79 1.18 1.46 1.99 2.8 2 6.2M16 30649 E2642K82016235 9.25 11.94 8.50 8.30 0.79 1.18 1.46 2.18 2.8 2 8.4
CAT40 TF ADB M16 30650 E2642K82116160 6.30 8.99 5.55 5.35 0.87 1.18 1.20 – – 2 4.0
CAT50 TF ADBM16 30652 E2644K82016235 9.25 13.26 8.50 8.30 0.79 1.18 1.46 2.18 2.8 2 12.3M16 30663 E2644K82016285 11.22 15.22 10.47 10.27 0.79 1.18 1.46 2.37 2.8 2 14.8M16 30666 E2644K82116185 7.28 11.29 6.53 6.33 0.87 1.18 1.20 – – 2 7.9
EPB 5820-5821ARBORS CAT
CAT40 TF ADBM16 30495 E264258201685 3.35 6.04 2.60 1.97 0.79 1.18 1.25 1.46 5 1 2.9M16 30625 E264258211685 3.35 6.04 2.60 2.40 0.98 1.18 1.20 – – 1 4.6
CAT50 TF ADB M16 31144 E264458201695 3.74 7.75 2.99 2.36 0.98 1.18 1.25 1.73 10 1 7.5
EPB 5820-5821ARBORS BT JIS
BT30 TF ADM10 30672 E400258201060 2.36 4.27 1.50 1.38 0.59 0.73 0.78 0.93 5.4 1 1.1M12 30675 E400258201260 2.36 4.27 1.50 0.98 0.39 0.91 0.97 1.12 7.22 1 1.3M16 30702 E400258201660 2.36 4.27 1.50 0.98 0.39 1.18 1.25 1.40 7.2 1 1.3
BT40 TF ADBM16 30719 E3214582016135 5.31 7.89 4.25 3.94 1.18 1.18 1.25 1.59 3.6 1 3.7M16 30492 E321458201660 2.36 4.94 1.30 0.98 0.39 1.18 1.25 1.40 7.2 1 2.6
BT50 TF ADBM16 31138 E3216582016195 7.68 11.69 6.18 5.91 1.38 1.18 1.25 1.97 4.5 1 10.6M16 31137 E321658201695 3.74 7.75 2.24 1.97 0.79 1.18 1.25 1.67 10.2 1 8.6
NEW EPB 5672 HIGH PRECISION COLLET CHUCKS & EPB 5675 ER COLLET CHUCKS - TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)
NEW EPB K820-K821 STEADYLINE™ VIBRATION DAMPING COMBIMASTER HOLDERS - TAPER FACE & EPB 5820-5821 ARBORS - TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)

4342
STYLE TAPER
GRAFLEX BORE
EDP DESCRIPTION
DIMENSIONS IN INCH
BALAN-CING LBSA L I1 DSIZE
dmm
EPB EMARBORS CAT ADB
CAT40 TF ADBG3 18 30363 EM26424011880 3.15 5.84 2.40 1.26 1 2.6G4 22 30379 EM26424012280 3.15 5.84 2.40 1.57 1 3.1G5 28 30382 EM264240128100 3.94 6.63 3.19 1.97 1 4.2G6 36 30384 EM264240136100 3.94 6.63 3.19 2.48 1 5.1
CAT50 TF ADB
G4 22 31152 EM264440122100 3.94 7.94 3.19 1.57 1 7.3G5 28 31155 EM264440128100 3.94 7.94 3.19 1.97 1 7.9G6 36 31142 EM264440136120 4.72 8.73 3.97 2.48 1 10.1G7 46 31143 EM264440146200 7.87 11.88 7.12 3.54 2 22.7
EPB 401GRAFLEXARBORS
BT30 TF ADG3 18 30392 EM40024011850 1.969 3.874 1.102 1.260 1 1.1G4 22 30393 EM40024012250 1.969 3.874 1.102 1.575 1 1.3
BT40 TF ADBG4 22 30388 EM321440122100 3.937 6.512 2.874 1.575 1 3.5G5 28 29719 EM321440128120 4.724 7.299 3.661 1.969 1 4.6G6 36 30389 EM321440136120 4.724 7.299 3.661 2.480 1 6.2
BT50 TF ADB
G5 28 30390 EM321640128140 5.512 9.520 4.016 1.969 1 10.8G6 36 29990 EM321640136140 5.512 9.520 4.016 2.480 1 12.3G7 46 30055 EM321640146200 7.874 11.882 6.378 3.543 2 23.6
STYLE TAPER
GRAFLEX BORE
EDP DESCRIPTION
DIMENSIONS IN INCH
BALAN-CING LBSA L I1 D D1SIZE
dmm
EPBSECO-CAPTOARBORSISO 26623-1
CAT40 TF C4 – 58546 E234251914040 1.580 4.270 0.140 1.580 1.750 2 2.2CAT40 TF C5 – 58553 E234251915050 1.970 4.660 1.220 1.970 1.750 2 2.2CAT40 TF C4 – 58555 E234451914040 1.580 5.580 0.090 1.580 2.750 2 6.8CAT50 TF C5 – 58556 E234451915040 1.580 5.580 0.090 1.970 2.750 – 6.4CAT50 TF
C6– 58576 E234451916340 1.580 5.580 0.120 2.480 2.750 – 6.4
CAT50 TF – 58584 E234451916390 3.543 7.543 1.457 2.480 2.750 – 8.7CAT50 TF
C8– 58588 E2344519180100 3.937 7.937 0.750 3.150 2.750 – 9.0
CAT50 TF – 58605 E2344519180150 5.906 9.906 0.750 3.150 2.750 – 14.4CAT50 TF AD Mazak – 58627 E945451918070 2.756 6.756 2.000 3.150 2.750 – 9.0CAT50 TF AD Mazak
C6– 58614 E947451916350 1.970 5.960 0.510 2.480 2.750 – 6.8
CAT50 TF AD Mazak – 58620 E947451918070 1.970 5.960 0.510 2.480 2.750 – 7.9BT30 TF C3 – 58456 E400251913240 1.575 3.480 0.866 1.260 – – 1.0BT30 TF
C4– 58458 E400251914060 2.362 4.268 0.866 1.575 – 2 1.4
BT40 TF ADB – 58464 E311451914040 1.575 4.150 0.512 1.575 – 2 2.4BT40 TF ADB C5 – 58473 E311451915050 1.969 4.543 0.906 1.969 – 2 2.6BT40 TF ADB C6 – 58481 E311451916375 2.953 5.528 1.890 2.480 – 2 3.7BT50 TF ADB C4 – 58491 E311651914040 1.575 5.583 0.079 1.969 – – 7.9BT50 TF ADB C5 – 58492 E311651915040 1.575 5.583 0.079 1.969 – – 7.7BT50 TF ADB
C6– 58525 E3116519163100 3.937 7.945 2.441 2.480 – – 10.2
BT50 TF ADB – 58514 E311651916350 1.969 5.976 0.472 2.480 – – 7.9BT50 TF ADB
C8– 58545 E3116519180120 4.724 4.795 3.228 3.150 – – 13.0
BT50 TF ADB – 58538 E311651918070 2.756 6.764 1.260 3.150 – – 9.3
NEW EPB EM ARBORS & EPB 401 GRAFLEX ARBORS, TAPER FACE (AVAILABLE NOVEMBER 1ST, 2015)
NEW EPB SECO-CAPTO ARBORS (AVAILABLE NOVEMBER 1ST, 2015)

4544
The process by which we work with our customers to evaluate their processes and identify areas where cost can be reduced and significant productivity gains can be made.
PRODUCTIVITYCOST ANALYSIS(PCA)
HOW IS IT DONE?THE 3 STAGES OF PCABy benchmarking the current process, we can identify where the greatest savings can be achieved. Once we have the benchmark data, we can begin to apply our extensive experience within our global metalcutting organization to create an optimized solution to suit the manufacturing environment.
STAGE 1 CURRENT METHOD
TIME & COSTBENCHMARK
STAGE 2 INITIAL CHANGE
TIME & COSTCONVERSION
STAGE 3 METHOD REVIEW
TIME & COSTPROCESS IMPROVEMENT
LONG TERM METHODTIME & COST
CONTINUOUS IMPROVEMENTCOSTS
PRODUCTIVITY
DISCOVER HOW EASY IT ISto reduce costs with Seco PCA!
CONTACT YOUR LOCAL TECHNICAL SPECIALIST TO TAKE ADVANTAGE OF THIS MONEY SAVING TOOL.
Cost Savings
YTD$357M
MANUFACTURERSWHO BENEFIT
FROM PCA
MANUFACTURERSWHO COULD
BENEFITFROM PCA

4544
SMG DESCRIPTION PROPERTIES REFERENCE
H5 Quenched & Tempered steels
38 < HRC < 56 414050 HRC
SMG DESCRIPTION PROPERTIES (KSI) REFERENCE
P4 Low alloy general structural steels, 0.25% < C < 0.67%wt Low alloy Quench & Temper steels
75 < UTS < 175 1045UTS = 95 ksi
P5 Structural steels, 0.25% < C < 0.67%wt Quench & Temper steels
80 < UTS < 175 4140UTS = 100 ksi
SMG v2 is the foundation for a new and accurate way of organizing work materials and choosing the correct speed, feed rate and depth of cut for any work material and any Seco tool. In addition to using a greater number of work material groups compared to our previous system, SMG v2 also incorporates a reference material - or standard - for each group. The machina-bility of all other materials within that group can be compared to the standard, allowing for adjustments to the cutting data and accounting for the unique characteristics of each material.
THE USE OF SMG v2 IS ILLUSTRATED BELOWAs shown in Table I, the reference material for work material group P4 is 1045, for P5 it is 4140 steel and for H5 it is 4140 hardened to 50 HRC. 4140 steel is available in a wide variety of hardness and tensile strengths. It will be expected that the machinability will vary with these properties.
Table II gives some examples of 4140 in di�erent conditions.
The graphs indicate how the speed recommendation for a specific material can be adjusted to account for the di�erent properties of the steel. As an example, consider 4140 with a tensile strength (UTS) of 145 ksi. The standard material for SMG P5 is 4140 steel with a tensile strength of 100 ksi. Since the material of interest is 45% stronger, the cutting speed will have to be reduced. Following the black arrows in Figure 1, it can be seen that a speed 75% of that recommended for 4140 at 100 ksi should be used. So if a cutting speed of 900 sf/min is suggested for a tool of interest when machining 4140 at 100 ksi, a speed of 675 sf/min (900 X 0.75) should be used if the 4140 has a tensile strength of 145 ksi.
SMG EN W.-Nr AFNOR BS UNI JIS AISI / ASTM GOST CONDITION UTS (ksi) HRC nom
P542 CrMo 4 1.1201 42 CD 4 708 M 40 42 CrMo 4 SCM 440 (H) 4142, 4140 38HM Annealed 10042 CrMo 4 1.1201 42 CD 4 708 M 40 42 CrMo 4 SCM 440 (H) 4142, 4140 38HM Quenched & Tempered 145
H542 CrMo 4 1.1201 42 CD 4 708 M 40 42 CrMo 4 SCM 440 (H) 4142, 4140 38HM Quenched & Tempered 4542 CrMo 4 1.1201 42 CD 4 708 M 40 42 CrMo 4 SCM 440 (H) 4142, 4140 38HM Quenched & Tempered 50
If the 4140 is quenched and tempered to a hardness of 45 HRC, an accurate cutting speed can be obtained by using Figure 2. The standard material for SMG H5 is 4140 heat treated to a hardness of 50 HRC. Logically, a softer material, in this case 45 HRC, can be machined at a higher speed. Since the hardness, 45 HRC, is 90% that of the standard material, Figure 2 shows a speed 120% that of the standard could be used. If a speed of 200 sfpm is recommended when machining 4140 at 50 HRC, a speed of 240 sf/min (200 X 1.2) could be used if the 4140 is 45 HRC.
Figure 1 Figure 2
HRC
SECO MATERIAL GROUPSVERSION 2 (SMG v2) - INTRO
For more convenient cutting data recommendations use applicable tools in My Pages - www.secotools.com
Cost Savings
YTD$357M

4746
CUTTING DATA
DURATOMIC: TURNING
Cutting speed vc (sf/min)In this section a recommended cutting speed is indicated under specified conditions and a selected SMG (ver.2)
Use the tables below to classify the workpiece material into a SMG.
In order to increase the accuracy towards the actual cutting conditions and requirements of the applications the recommendation is to use My Pages – Suggest on www.secotools.com
Universal insert: CCMT32.51-MF2
SMG
TP1501 TP2501 TP3500 CP500
f (in/rev) f (in/rev) f (in/rev) f (in/rev)
0.006 0.008 0.010 0.006 0.008 0.010 0.006 0.008 0.010 0.006 0.008 0.010P1 2675 2450 2275 2225 2075 1950 2000 1800 1650 960 870 810P2 2600 2400 2225 1850 1900 1900 1950 1750 1600 930 850 790P3 1750 1750 1700 1900 1950 1950 1375 1225 1125 800 730 680P4 1975 1825 1675 1650 1525 1450 1475 1325 1225 710 640 600P5 1475 1475 1425 1350 1400 1375 1150 1025 940 670 610 570P6 2100 1950 1800 1750 1650 1550 1575 1425 1300 760 690 640P7 1550 1550 1500 1225 1325 1350 1225 1100 990 710 650 600P8 1475 1475 1425 1350 1400 1375 1150 1025 940 670 610 570
P11 1500 1500 1475 1375 1450 1425 1200 1075 960 690 630 590
kar = 95ºTool life = 15 min ap = 0.040 inch rep = 0.016 inch
kar = 95ºTool life = 15 min ap = 0.100 inch rep = 0.031 inch
kar = 95ºTool life = 15 min ap = 0.240 inch rep = 0.062 inchUniversal insert: CNMG644-MR7
SMG
TP0501 TP1501 TP2501 TP3500 TP40
f (in/rev) f (in/rev) f (in/rev) f (in/rev) f (in/rev)
0.016 0.022 0.028 0.016 0.022 0.028 0.016 0.022 0.028 0.016 0.022 0.028 0.016 0.022 0.028P1 1900 1550 1300 1600 1300 1100 1425 1175 1025 1025 790 630 760 610 510P2 1850 1500 1250 1550 1275 1075 1425 1150 910 1000 770 610 740 590 495P3 1600 1225 930 1250 1000 820 1450 1150 920 680 520 410 640 510 425P4 1400 1150 950 1175 970 820 1050 870 750 760 580 465 560 450 375P5 1350 1025 780 1050 840 690 1025 800 630 570 435 345 530 430 360P6 1500 1225 1025 1250 1025 880 1125 940 810 820 620 495 600 480 400P7 1425 1075 830 1100 890 730 1100 900 730 610 460 365 570 455 380P8 1350 1025 780 1050 840 690 1025 800 630 570 435 345 530 430 360P11 1375 1050 810 1075 860 710 1050 820 650 590 445 355 550 440 370
Universal insert: CNMG432-M3
SMG
TP0501 TP1501 TP2501 TP3500 TP200
f (in/rev) f (in/rev) f (in/rev) f (in/rev) f (in/rev)
0.008 0.012 0.016 0.008 0.012 0.016 0.008 0.012 0.016 0.008 0.012 0.016 0.008 0.012 0.016P1 2550 2250 1975 2275 1925 1650 1925 1675 1475 1650 1325 1100 1100 940 830P2 2475 2200 1925 2200 1875 1625 1825 1675 1500 1600 1275 1075 1075 910 810P3 2050 1925 1675 1650 1475 1300 1875 1725 1525 1125 890 720 920 790 700P4 1875 1675 1475 1675 1400 1225 1425 1225 1075 1225 970 810 810 690 620P5 1725 1600 1400 1375 1250 1100 1325 1225 1075 940 740 610 770 660 590P6 2025 1775 1575 1800 1525 1325 1525 1325 1150 1300 1050 860 870 740 660P7 1825 1700 1500 1450 1325 1150 1275 1250 1125 1000 790 650 820 700 620P8 1725 1600 1400 1375 1250 1100 1325 1225 1075 940 740 610 770 660 590P11 1775 1650 1450 1425 1275 1125 1375 1250 1100 970 770 630 800 680 610
SMG = Seco Material Group kar (kr) = cutting edge angle (°) (from holder) rep (re) = nose radius (inch) ap = depth of cut (inch) f = feed rate (inch/rev)

4746
CUTTING DATA
DURATOMIC: CASE STUDY
TP2501: FLANK-WEAR AND HEAT RESISTANCE WITH SUFFICIENT TOUGHNESS
Part Rock drill coupling
Workpiece material 4340
SMGv2 SMG P5
Operation Longitudinal turning
Cutting mode Continuous and interrupted cut
vc (sf/min) 820
ap (in) 0.010“
f (inch/rev) 0.014“
Coolant Yes
Insert geometry WNMG433-MF5
RESULT: +50% tool life as well as no broken edges increased productivity
Reliable edges
TP2500 TP2501
30
25
20
15
10
5
0
Time
in c
ut (m
inut
es)
TP1501: FLANK-WEAR AND HEAT RESISTANCE
Part Pulley hub
Workpiece material 6150
SMGv2 SMG P4
Operation Profile turning
Cutting mode Continuous
vc (sf/min) 1050
ap (in) 0.030“
f (inch/rev) 0.014
Coolant Yes
Insert geometry WNMG332-M3
Competitor130 components
TP1501250 components
Result: +90% tool life and more reliable behavior
Tool life
Competitor TP1501
250
200
150
100
50
0
Com
pone
nts
Part Transmission shaft
Workpiece material 4340, Forged
SMGv2 SMG P5
Operation Facing, profiling, 200pcs, fixed batch size
Cutting mode Continuous and interrupted
vc (sf/min) 650
ap (in) 0.060“
f (inch/rev) 0.014“
Coolant Yes
Insert geometry CNMG433-M5
Result: TP0501 provides toughness enough to make the flank wear the determining factor in tool life. The flank wear resistance proves to be significantly better (+200%).
Flank-wear resistance
TP0500 TP0501
25
20
15
10
5
0
1/Vb
(1/m
m)
30
TP0501: FLANK-WEAR RESISTANCE AND TOUGHNESS BEHAVIORTP0500 TP0501

4948
SMG = Seco Material Group fz = in/tooth vc = sf/min ar/Dc = % All cutting data are start values.
SMG INSERT SELECTION
fz
30% 20% 10%P1 XNHQ090508TN4-M08 F40M 0.0055 0.0063 0.0087P2 XNHQ090508TN4-M08 F40M 0.0055 0.0063 0.0087P3 XNHQ090508TN4-M08 F40M 0.0051 0.0059 00000P4 XNHQ090508TN4-M08 F40M 0.0051 0.0059 0.0079P5 XNHQ090508TN4-M08 F40M 0.0051 0.0059 00000P6 XNHQ090508TN4-M08 F40M 0.0051 0.0059 0.0075P7 XNHQ090508TN4-M08 MP2500 0.0051 0.0059 0.0075P8 XNHQ090508TN4-M08 MP2500 0.0051 0.0059 0.0079P11 XNHQ090508TN4-M08 F40M 0.0051 0.0059 0.0075M1 XNHQ090508TN4-M08 F40M 0.0055 0.0063 0.0087M2 XNHQ090508TN4-M08 F40M 0.0051 0.0059 00000M3 XNHQ090508TN4-M08 F40M 0.0039 0.0047 0.0063M4 XNHQ090508TN4-M08 F40M 0.0035 0.0039 00000M5 XNHQ090508TN4-M08 F40M 0.0035 0.0039 0.0055K1 XNHQ090508TN4-M08 MK2050 0.0055 0.0063 0.0087K2 XNHQ090508TN4-M08 MK2050 0.0051 0.0059 0.0079K3 XNHQ090508TN4-M08 MK2050 0.0051 0.0059 0.0079K4 XNHQ090508TN4-M08 MK2050 0.0051 0.0059 0.0079K5 XNHQ090508TN4-M08 MK2050 0.0047 0.0051 0.0071K6 XNHQ090508TN4-M08 MK2050 0.0051 0.0059 0.0079K7 XNHQ090508TN4-M08 MK2050 0.0047 0.0051 0.0071N1 XNHQ090508EN4-E07 F40M 0.0063 0.0071 0.0094N2 XNHQ090508EN4-E07 F40M 0.0063 0.0071 0.0094N3 XNHQ090508EN4-E07 F40M 0.0063 0.0071 0.0094N11 XNHQ090508EN4-E07 F40M 0.0063 0.0071 0.0094S1 XNHQ090508TN4-M08 F40M 0.0035 0.0039 0.0055S2 XNHQ090508TN4-M08 F40M 0.0035 0.0039 0.0055S3 XNHQ090508TN4-M08 F40M 0.0033 0.0037 0.0051S11 XNHQ090508TN4-M08 F40M 0.0039 0.0047 0.0063S12 XNHQ090508TN4-M08 F40M 0.0039 0.0047 0.0063S13 XNHQ090508TN4-M08 F40M 0.0035 0.0039 0.0055H5 XNHQ090508TN4-M08 MP2500 0.0033 0.0039 0.0051H8 XNHQ090508TN4-M08 MP2500 0.0026 0.003 0.0039H11 XNHQ090508TN4-M08 F40M 0.0033 0.0039 0.0051H12 XNHQ090508TN4-M08 F40M 0.0033 0.0039 0.0051H21 XNHQ090508TN4-M08 MP2500 0.0026 0.003 0.0039
335.25 XN09 - Insert Selection
CUTTING DATA
335.25 DISC MILL

4948
CUTTING DATA
335.25 DISC MILL
335.25 XN09 - Cutting Data Vc = (sf/min)
SMG
F40M MP2500 MK2050
30% 20% 10% 30% 20% 10% 30% 20% 10%P1 600 650 710 800 850 940 780 840 920P2 590 630 690 770 830 910 760 820 900P3 510 550 610 680 730 800 670 720 790P4 455 485 540 600 640 710 590 630 700P5 435 460 510 570 610 680 560 600 670P6 485 520 580 640 690 770 630 670 760P7 460 490 550 610 650 730 600 640 710P8 435 460 510 570 610 680 560 600 670
P11 445 475 530 590 630 700 580 620 690M1 475 510 560 560 600 660 — — —M2 390 415 460 460 490 540 — — —M3 315 335 370 375 395 440 — — —M4 245 265 285 290 310 340 — — —M5 205 220 240 240 260 285 — — —K1 465 500 550 610 660 720 820 880 970K2 410 440 485 540 580 640 730 780 860K3 350 370 410 460 490 540 620 660 730K4 330 355 395 440 470 520 590 630 690K5 200 220 240 265 290 315 355 390 425K6 290 310 345 385 410 455 520 550 610K7 260 280 305 340 370 405 455 495 540N1 1700 1850 2025 — — — — — —N2 1375 1500 1625 — — — — — —N3 920 1000 1100 — — — — — —
N11 1050 1150 1250 — — — — — —S1 115 125 135 — — — — — —S2 90 100 110 — — — — — —S3 80 85 95 — — — — — —
S11 160 170 190 — — — — — —S12 110 120 130 — — — — — —S13 90 95 105 — — — — — —H5 95 105 115 115 125 140 — — —H8 105 110 120 125 130 145 — — —
H11 125 130 145 150 155 175 — — —H12 185 200 220 225 240 265 — — —H21 105 110 120 125 130 145 — — —

5150
335.25 XN12 - Insert Selection
SMG = Seco Material Group fz = in/tooth vc = sf/min ar/Dc = % All cutting data are start values.
CUTTING DATA
335.25 DISC MILL
SMG INSERT SELECTION
fz
30% 20% 10%P1 XNHQ120608TN4-M10 F40M 0.0067 0.0075 0.01P2 XNHQ120608TN4-M10 F40M 0.0067 0.0079 0.01P3 XNHQ120608TN4-M10 F40M 0.0063 0.0075 0.0094P4 XNHQ120608TN4-M10 F40M 0.0063 0.0071 0.0094P5 XNHQ120608TN4-M10 F40M 0.0063 0.0071 0.0094P6 XNHQ120608TN4-M10 F40M 0.0059 0.0071 0.0094P7 XNHQ120608TN4-M10 MP2500 0.0059 0.0071 0.0094P8 XNHQ120608TN4-M10 MP2500 0.0063 0.0075 0.0094P11 XNHQ120608TN4-M10 F40M 0.0059 0.0071 0.0094M1 XNHQ120608TN4-M10 F40M 0.0067 0.0079 0.01M2 XNHQ120608TN4-M10 F40M 0.0063 0.0071 0.0094M3 XNHQ120608TN4-M10 F40M 0.0047 0.0055 0.0075M4 XNHQ120608TN4-M10 F40M 0.0043 0.0051 0.0067M5 XNHQ120608TN4-M10 F40M 0.0043 0.0051 0.0067K1 XNHQ120608TN4-M10 MK2050 0.0067 0.0079 0.01K2 XNHQ120608TN4-M10 MK2050 0.0063 0.0071 0.0094K3 XNHQ120608TN4-M10 MK2050 0.0063 0.0071 0.0094K4 XNHQ120608TN4-M10 MK2050 0.0063 0.0071 0.0094K5 XNHQ120608TN4-M10 MK2050 0.0055 0.0063 0.0087K6 XNHQ120608TN4-M10 MK2050 0.0063 0.0071 0.0094K7 XNHQ120608TN4-M10 MK2050 0.0055 0.0063 0.0087N1 XNHQ120608EN4-E09 F40M 0.0079 0.0087 0.012N2 XNHQ120608EN4-E09 F40M 0.0079 0.0087 0.012N3 XNHQ120608EN4-E09 F40M 0.0079 0.0087 0.012N11 XNHQ120608EN4-E09 F40M 0.0079 0.0087 0.012S1 XNHQ120608TN4-M10 F40M 0.0043 0.0051 0.0067S2 XNHQ120608TN4-M10 F40M 0.0043 0.0051 0.0067S3 XNHQ120608TN4-M10 F40M 0.0039 0.0047 0.0063S11 XNHQ120608TN4-M10 F40M 0.0047 0.0055 0.0075S12 XNHQ120608TN4-M10 F40M 0.0047 0.0055 0.0075S13 XNHQ120608TN4-M10 F40M 0.0043 0.0051 0.0067H5 XNHQ120608TN4-M10 MP2500 0.0043 0.0047 0.0063H8 XNHQ120608TN4-M10 MP2500 0.0031 0.0037 0.0047H11 XNHQ120608TN4-M10 F40M 0.0043 0.0047 0.0063H12 XNHQ120608TN4-M10 F40M 0.0043 0.0047 0.0063H21 XNHQ120608TN4-M10 MP2500 0.0031 0.0037 0.0047

5150
335.25 XN12 - Cutting Data Vc = (sf/min)
CUTTING DATA
335.25 DISC MILL
SMG
F40M MP2500 MK2050
30% 20% 10% 30% 20% 10% 30% 20% 10%P1 580 630 690 770 830 910 750 810 900P2 560 600 670 750 790 890 730 780 870P3 495 520 590 650 690 780 640 680 770P4 435 470 520 570 620 690 570 610 680P5 415 450 495 550 590 660 540 580 650P6 475 500 560 630 660 740 620 650 720P7 450 475 530 590 630 690 580 620 680P8 415 440 495 550 580 660 540 570 650
P11 435 460 510 580 610 670 570 600 660M1 455 485 540 540 570 640 — — —M2 375 405 445 440 475 530 — — —M3 310 330 360 365 390 430 — — —M4 235 250 280 280 295 330 — — —M5 195 210 235 235 245 275 — — —K1 450 475 530 590 630 700 790 840 940K2 395 425 470 520 560 620 700 750 830K3 335 360 400 440 475 530 590 640 710K4 320 345 380 420 455 500 560 610 670K5 195 210 230 260 280 305 350 375 410K6 280 300 335 370 400 440 495 540 590K7 250 270 295 335 355 390 445 480 530N1 1625 1750 1950 — — — — — —N2 1325 1400 1575 — — — — — —N3 880 940 1050 — — — — — —
N11 1000 1075 1200 — — — — — —S1 110 115 130 — — — — — —S2 90 95 105 — — — — — —S3 80 85 90 — — — — — —
S11 155 165 185 — — — — — —S12 110 115 130 — — — — — —S13 85 90 100 — — — — — —H5 95 100 110 110 120 135 — — —H8 100 105 120 120 130 145 — — —
H11 120 130 140 140 155 170 — — —H12 180 195 215 215 230 255 — — —H21 100 105 120 120 130 145 — — —

5352
CUTTING DATA
SQUARE T4-12R217/220.94-12 – Insert selection
SMG Recommended ap**
fz
100% 30% 10%P1 LOEX120708TR-M12 F40M 0.24 0.0071 0.0079 0.012P2 LOEX120708TR-M12 F40M 0.24 0.0075 0.0079 0.013P3 LOEX120708TR-M12 MP2500 0.24 0.0071 0.0075 0.012P4 LOEX120708TR-M12 MP2500 0.24 0.0067 0.0075 0.012P5 LOEX120708TR-M12 MP2500 0.24 0.0067 0.0075 0.011P6 LOEX120708TR-M12 MP2500 0.24 0.0067 0.0071 0.011P7 LOEX120708TR-M12 MP2500 0.24 0.0067 0.0071 0.011P8 LOEX120708TR-M12 MP2500 0.24 0.0071 0.0075 0.012
P11 LOEX120708TR-M12 MP3000 0.24 0.0067 0.0071 0.011M1 LOEX120708TR-M12 F40M 0.24 0.0075 0.0079 0.013M2 LOEX120708TR-M12 F40M 0.24 0.0067 0.0075 0.011M3 LOEX120708TR-M12 F40M 0.20 0.0055 0.0059 0.0087M4 LOEX120708TR-M12 F40M 0.16 0.0047 0.0051 0.0079M5 LOEX120708TR-M12 F40M 0.16 0.0047 0.0051 0.0079K1 LOEX120708TR-MD13 MK2050 0.24 0.0079 0.0087 0.013K2 LOEX120708TR-MD13 MK2050 0.24 0.0071 0.0079 0.012K3 LOEX120708TR-MD13 MK2050 0.24 0.0071 0.0079 0.012K4 LOEX120708TR-MD13 MK2050 0.24 0.0071 0.0079 0.012K5 LOEX120708TR-MD13 MK2050 0.24 0.0067 0.0071 0.011K6 LOEX120708TR-MD13 MK2050 0.24 0.0071 0.0079 0.012K7 LOEX120708TR-MD13 MK2050 0.24 0.0067 0.0071 0.011N1 LOEX120708TR-M12 F40M 0.24 0.0094 0.010 0.016N2 LOEX120708TR-M12 F40M 0.24 0.0094 0.010 0.016N3 LOEX120708TR-M12 F40M 0.24 0.0094 0.010 0.016
N11 LOEX120708TR-M12 F40M 0.24 0.0094 0.010 0.016S1 LOEX120708TR-M12 T350M 0.16 0.0047 0.0051 0.0079S2 LOEX120708TR-M12 T350M 0.16 0.0047 0.0051 0.0079S3 LOEX120708TR-M12 T350M 0.16 0.0043 0.0047 0.0075
S11 LOEX120708TR-M12 MS2050 0.18 0.0055 0.0059 0.0094S12 LOEX120708TR-M12 MS2050 0.18 0.0055 0.0059 0.0094S13 LOEX120708TR-M12 MS2050 0.16 0.0047 0.0051 0.0079
** For optimum tool life for slotting. For profiling, max ap recommended for radial engagement (ae) 30% or less.SMG = Seco Material Groupfz = in/toothap = inchvc = sf/minae/Dc = %All cutting data are start values

5352
CUTTING DATA
SQUARE T4-12R217/220.94-12 – Cutting data vc = (sf/min)
SMG
MP1500 MS2500 MP3000 T350M MK1500 MK2050
100% 30% 10% 100% 30% 10% 100% 30% 10% 100% 30% 10% 100% 30% 10% 100% 30% 10%P1 930 1225 1450 960 1275 1525 840 1100 1325 770 1025 1200 — — — 810 1075 1275P2 910 1200 1425 920 1250 1450 800 1075 1250 740 990 1150 — — — 790 1050 1225P3 790 1075 1250 810 1075 1275 700 940 1100 650 860 1025 — — — 690 930 1075P4 700 940 1100 720 950 1125 630 830 970 580 760 890 — — — 610 820 950P5 680 890 1075 690 910 1100 600 790 950 550 730 870 — — — 590 780 930P6 760 1000 1200 780 1050 1225 670 900 1050 620 830 980 — — — 660 880 1050P7 720 950 1125 730 980 1150 640 850 1000 580 780 920 — — — 630 830 980P8 670 890 1050 680 910 1075 590 790 930 540 730 850 — — — 580 780 910
P11 700 920 1100 710 950 1125 620 830 970 570 760 900 — — — 610 800 960M1 — — — 660 890 1025 600 800 940 570 760 890 — — — — — —M2 — — — 550 730 870 500 660 790 475 630 750 — — — — — —M3 — — — 450 600 710 405 540 640 385 510 610 — — — — — —K1 720 950 1125 730 980 1150 630 850 990 — — — 900 1200 1400 850 1125 1325K2 640 850 1000 660 860 1025 570 750 900 — — — 810 1075 1275 760 1000 1200K3 540 720 860 560 730 870 480 630 760 — — — 680 900 1075 650 850 1025K4 520 690 820 530 700 830 460 610 720 — — — 650 860 1025 620 820 970K5 315 420 495 330 430 510 285 375 440 — — — 395 530 620 375 500 590K6 460 600 720 465 610 740 405 530 640 — — — 570 760 900 540 720 850K7 405 540 640 420 550 650 365 475 560 — — — 510 680 800 480 640 750N1 — — — — — — — — — — — — — — — — — —N2 — — — — — — — — — — — — — — — — — —N3 — — — — — — — — — — — — — — — — — —
N11 — — — — — — — — — — — — — — — — — —S1 — — — — — — 150 200 230 140 185 220 — — — — — —S2 — — — — — — 120 160 185 115 150 175 — — — — — —S3 — — — — — — 105 140 165 100 135 155 — — — — — —S11 — — — — — — 205 275 325 195 260 310 — — — — — —S12 — — — — — — 120 160 190 115 150 180 — — — — — —S13 — — — — — — 95 130 150 90 120 140 — — — — — —
R217/220.94-12 – Cutting data vc = (sf/min)
SMG
F40M MM4500 MS2050 T25M
100% 30% 10% 100% 30% 10% 100% 30% 10% 100% 30% 10%P1 670 880 1050 540 720 850 — — — 740 970 1150P2 640 860 1000 520 700 810 — — — 710 950 1100P3 560 750 880 455 610 710 — — — 620 830 970P4 500 660 780 405 540 630 — — — 550 730 850P5 480 630 760 390 510 610 — — — 530 700 830P6 540 720 850 435 580 690 — — — 590 790 930P7 510 680 800 410 550 650 — — — 560 750 880P8 470 630 740 380 510 600 — — — 520 700 820P11 495 660 780 400 540 630 — — — 540 730 860M1 520 690 810 445 600 700 670 860 960 570 760 890M2 430 570 680 375 490 590 560 700 800 475 630 750M3 350 465 550 300 400 480 450 550 610 385 510 610M4 275 365 425 240 315 370 340 405 445 305 400 470M5 230 305 355 200 260 305 285 335 375 255 335 390K1 510 680 800 — — — — — — 560 750 880K2 455 600 720 — — — — — — 500 660 790K3 385 510 610 — — — — — — 425 560 670K4 370 485 580 — — — — — — 405 530 640K5 225 300 355 — — — — — — 250 330 390K6 325 425 510 — — — — — — 355 470 560K7 290 380 450 — — — — — — 320 420 495N1 1850 2475 2950 — — — — — — — — —N2 1500 2000 2375 — — — — — — — — —N3 1000 1325 1575 — — — — — — — — —N11 1150 1525 1800 — — — — — — — — —S1 130 170 200 75 95 115 120 160 180 — — —S2 105 135 160 60 80 90 100 130 145 — — —S3 90 120 140 50 70 80 90 115 135 — — —S11 175 235 280 100 135 160 155 210 250 — — —S12 100 135 160 75 105 120 120 160 190 — — —S13 85 110 130 65 85 95 105 135 155 — — —

5554
TOOL SELECTION
JABRO®
Name JS452 JS554
Family JS² JS²
Type of mill
ShankCylindrical [ [
Weldon ] [
Number of flutes 2 4
ICC
Diameter range
Metric 8-20 4-20
Lengths available, based on length index
3 2
Operation
SMG
P1-8 •
P11 •
M1-3 •
M4-5 •
K1-7 •
S1-3 •
S11-13 •
H5 H8 H11 H12 H21 •
N1 • •
N2-3 • •
N11 •
TS1 • ○TP1 • •
GR ○
[ Stock standard ] Weldon available, delivery time is 3 days. • Preferred choice, ○ Alternative choice

5554
Cutting data – JS554 2C SIRA advanced roughing ae/Dc = 0.05
SMG ap / Dc
fz
vc4 5 6 8 10 12 16 20S1 E 2.0 0.030 0.038 0.046 0.060 0.075 0.090 0.11 0.13 85 (70 — 95)S2 E 2.0 0.030 0.038 0.046 0.060 0.075 0.090 0.11 0.13 65 (60 — 75)S3 E 2.0 0.028 0.036 0.042 0.055 0.070 0.085 0.10 0.12 49 (44 — 60)
Cutting data – JS554 2C SIRA advanced roughing ae/Dc = 0.10
SMG ap / Dc
fzt
vc4 5 6 8 10 12 16 20M4 E 2.5 0.026 0.032 0.038 0.050 0.065 0.075 0.095 0.11 80 (55 — 100)M5 E 2.5 0.026 0.032 0.038 0.050 0.065 0.075 0.095 0.11 65 (47 — 85)N3 E 2.5 0.048 0.060 0.075 0.095 0.12 0.14 0.18 0.20 480 (410 — 550)S11 E 2.0 0.030 0.036 0.044 0.060 0.075 0.085 0.11 0.12 85 (80 — 105)S12 E 2.0 0.030 0.036 0.044 0.060 0.075 0.085 0.11 0.12 125 (100 — 150)S13 E 2.0 0.026 0.032 0.038 0.050 0.065 0.075 0.095 0.11 100 (80 — 115)H5 M/A/D 2.5 0.020 0.026 0.030 0.040 0.050 0.060 0.075 0.085 170 (145 — 195)H8 M/A/D 2.5 0.015 0.019 0.022 0.030 0.038 0.046 0.055 0.065 180 (155 — 200)
H11 M/A/D 2.5 0.020 0.026 0.030 0.040 0.050 0.060 0.075 0.085 220 (190 — 250)H12 M/A/D 2.5 0.020 0.026 0.030 0.040 0.050 0.060 0.075 0.085 330 (285 — 375)H21 M/A/D 2.5 0.015 0.019 0.022 0.030 0.038 0.046 0.055 0.065 180 (155 — 200)H31 M/A/D 2.5 0.020 0.026 0.030 0.040 0.050 0.060 0.075 0.085 130 (110 — 150)
Cutting data – JS554 2C SIRA advanced roughing ae/Dc = 0.12
SMG ap / Dc
fz
vc4 5 6 8 10 12 16 20P1 M/A/D/E 2.5 0.044 0.055 0.065 0.090 0.11 0.13 0.16 0.19 255 (205 — 300)P2 M/A/D/E 2.5 0.044 0.055 0.065 0.090 0.11 0.13 0.16 0.19 245 (200 — 295)P3 M/A/D/E 2.5 0.042 0.055 0.065 0.085 0.11 0.12 0.16 0.18 250 (200 — 295)P4 M/A/D/E 2.5 0.042 0.050 0.060 0.085 0.10 0.12 0.15 0.18 245 (195 — 290)P5 M/A/D/E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 245 (195 — 290)P6 M/A/D/E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 275 (220 — 330)P7 M/A/D/E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 260 (205 — 310)P8 M/A/D/E 2.5 0.042 0.055 0.065 0.085 0.11 0.12 0.16 0.18 240 (190 — 285)
P11 M/A/D/E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 250 (200 — 300)M1 E 2.5 0.024 0.030 0.036 0.050 0.060 0.075 0.090 0.10 145 (120 — 180)M2 E 2.5 0.022 0.028 0.034 0.044 0.055 0.065 0.080 0.095 135 (110 — 165)M3 E 2.5 0.024 0.030 0.036 0.050 0.060 0.075 0.090 0.10 110 (85 — 125)K1 E 2.5 0.044 0.055 0.065 0.090 0.11 0.13 0.16 0.19 285 (240 — 335)K2 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 255 (210 — 295)K3 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 215 (180 — 250)K4 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 205 (170 — 240)K5 E 2.5 0.036 0.046 0.055 0.075 0.090 0.11 0.13 0.15 275 (250 — 300)K6 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 430 (395 — 470)K7 E 2.5 0.036 0.046 0.055 0.075 0.090 0.11 0.13 0.15 395 (375 — 425)N1 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 680 (580 — 780)N2 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 680 (580 — 780)
N11 E 2.5 0.040 0.050 0.060 0.080 0.10 0.12 0.15 0.17 340 (290 — 390)
SMG = Seco material groupCoolant = A=air D=dry E=emulsion M=mist sprayvc= m/minfz = mmap (mm)/Dc (mm)= factorae (mm)/Dc (mm)= factorAll cutting data are target values
CUTTING DATA
JABRO SOLID2 JS554-2C

5756
CUTTING DATA
JABRO SOLID2 JS452
Cutting data – JS452 Slotting*
SMG ap / Dc
fz
vc8 10 12 16 20N1 E 0.80 0.050 0.060 0.075 0.10 0.12 580 (460 — 690)N2 E 0.60 0.040 0.050 0.060 0.080 0.10 455 (340 — 570)N3 E 0.60 0.040 0.050 0.060 0.080 0.10 305 (225 — 380)TS1 A 1.0 0.065 0.080 0.095 0.13 0.16 540 (430 — 640)TP1 A 1.0 0.048 0.060 0.070 0.095 0.12 460 (345 — 570)
Cutting data – JS452 Side milling roughing ae/Dc = 0.2*
SMG ap / Dc
fz
vc8 10 12 16 20N1 E/M/A 1.3 0.10 0.12 0.15 0.18 0.22 720 (580 — 870)N2 E/M/A 1.2 0.080 0.10 0.12 0.15 0.17 570 (425 — 710)N3 E/M/A 1.2 0.080 0.10 0.12 0.15 0.17 380 (285 — 475)TS1 A/D 1.3 0.12 0.15 0.18 0.22 0.26 680 (550 — 820)TP1 A/D 1.3 0.085 0.10 0.12 0.15 0.18 600 (455 — 750)
* Remark: If corner radius is >15% of Dc then ap= -30%, fz= -20% SMG = Seco material groupCoolant = A=air D=dry E=emulsion M=mist sprayvc= m/minfz = mmap (mm)/Dc (mm)= factorae (mm)/Dc (mm)= factorAll cutting data are target values

5756
RECALCULATION
JABRO®
Recalculation (all values are percentages of original (100%) cutting data.)
STRAIGHT
Use original standard version side rough cutting data thenrecalculate parameters!
Use original standard version slotting cutting data thenrecalculate parameters!
Slotting Side Rough Side Finish Ramping Helical Drilling
ap fz ae fz ap vc
a e
(% o
f Dc)
fz ap ap fz fz
a p/360
º(%
of D
c)
hole
Ø(≥
% o
f Dc)
fz
a p
(% o
f Dc)
JS554 (2)L (3)
10040
10060
10038
100105
100200
110110
33
5353
150100
10050
10050
10060
21.5
130130
XX
XX
JS452 (2)L (3)
10050
10060
10075
10060
10050
140120
33
3540
120100
7070
10070
5050
1010
130130
5020
10010

5958
CUTTING DATA
MDTCutting speed, vc (sf/min)
In this section a recommended cutting speed is indicated under specified conditions.
Use the tables beginning on page 440 to classify the workpiece material into a SMGv2.
The cutting data tables provide a recommendation of chipbreaker and a start value for feed rate (f) and cutting speed (vc).
The cutting data tables are based on grooving with full cutting width (ap).
The recommended cutting speeds in the tables are calculated for 15 minutes tool life with use of external flood coolant.
In order to increase the accuracy towards the actual cutting conditions and requirements of the ap-plications the recommendation is to use My Pages – Suggest on www.secotools.com
vc = cutting speed (sf/min)
ap = insert width (mm)
f = feed rate (in/rev)
SMG = Seco Material Group
-FT CP500
SMG
ap = 2 ap = 3 ap = 4 ap = 5-6 ap = 8-10
f vc f vc f vc f vc f vc
P1 -FT CP500 0.0034 780 0.0065 610 0.0075 570 0.010 495 0.014 425P2 -FT CP500 0.0034 760 0.0065 600 0.0075 550 0.010 485 0.014 415P3 -FT CP500 0.0034 650 0.0060 530 0.0070 485 0.0095 430 0.013 365P4 -FT CP500 0.0032 580 0.0060 460 0.0070 430 0.0095 380 0.013 320P5 -FT CP500 0.0032 560 0.0055 450 0.0070 410 0.0095 360 0.013 305P6 -FT CP500 0.0032 620 0.0055 510 0.0065 470 0.0095 405 0.013 355P7 -FT CP500 0.0032 590 0.0055 480 0.0065 440 0.0095 380 0.013 335P8 -FT CP500 0.0034 550 0.0060 440 0.0070 410 0.0095 360 0.013 305
P11 -FT CP500 0.0032 570 0.0055 465 0.0065 430 0.0095 370 0.013 325M1 -FT CP500 0.0034 870 0.0065 650 0.0075 560 0.010 405 0.014 265M2 -FT CP500 0.0032 710 0.0055 570 0.0070 475 0.0095 355 0.013 230M3 -FT CP500 0.0026 540 0.0048 470 0.0055 425 0.0075 335 0.010 240M4 -FT CP500 0.0022 395 0.0040 380 0.0048 345 0.0065 275 0.0095 195M5 -FT CP500 0.0022 330 0.0040 315 0.0048 290 0.0065 230 0.0095 165K1 -FT CP500 0.0034 700 0.0065 540 0.0075 500 0.010 440 0.014 380K2 -FT CP500 0.0032 620 0.0055 475 0.0070 415 0.0095 350 0.013 275K3 -FT CP500 0.0032 520 0.0055 400 0.0070 350 0.0095 295 0.013 235K4 -FT CP500 0.0032 500 0.0055 385 0.0070 335 0.0095 280 0.013 225K5 -FT CP500 0.0028 310 0.0050 235 0.0065 210 0.0085 175 0.012 145K6 -FT CP500 0.0032 440 0.0055 350 0.0070 315 0.0095 280 0.013 240K7 -FT CP500 0.0028 395 0.0050 300 0.0065 270 0.0085 225 0.012 185
N11 -FT CP500 0.0044 465 0.0080 365 0.0095 335 0.013 285 0.018 245S1 -FT CP500 0.0022 95 0.0040 80 0.0048 75 0.0065 65 0.0095 55S2 -FT CP500 0.0022 80 0.0040 70 0.0048 65 0.0065 55 0.0095 48S3 -FT CP500 0.0020 70 0.0038 60 0.0044 55 0.0060 50 0.0085 43

5958
CUTTING DATA
MDT
-FT TPG25
SMG
ap = 3 ap = 4 ap = 5 ap = 6 ap = 8-10
f vc f vc f vc f vc f vc
P1 -FT TGP25 0.0065 1250 0.0075 1125 0.0095 980 0.010 930 0.014 740P2 -FT TGP25 0.0065 1225 0.0075 1100 0.0095 950 0.010 900 0.014 720P3 -FT TGP25 0.0060 880 0.0070 810 0.0085 740 0.0095 710 0.013 600P4 -FT TGP25 0.0060 950 0.0070 860 0.0085 760 0.0095 720 0.013 570P5 -FT TGP25 0.0055 760 0.0070 680 0.0085 620 0.0095 600 0.013 510P6 -FT TGP25 0.0055 1050 0.0065 950 0.0085 810 0.0095 770 0.013 630P7 -FT TGP25 0.0055 800 0.0065 740 0.0085 660 0.0095 630 0.013 550P8 -FT TGP25 0.0060 740 0.0070 680 0.0085 620 0.0095 600 0.013 510P11 -FT TGP25 0.0055 780 0.0065 720 0.0085 640 0.0095 620 0.013 540M1 -MC TGP25 0.0065 940 0.0075 870 0.0095 730 0.010 680 0.014 470M2 -MC TGP25 0.0055 790 0.0070 720 0.0085 630 0.0095 590 0.013 405M3 -MC TGP25 0.0048 610 0.0055 600 0.0065 550 0.0075 520 0.010 405M4 -MC TGP25 0.0040 460 0.0048 460 0.0060 435 0.0065 415 0.0095 325K1 -MT TGP25 0.0070 850 0.0085 760 0.010 680 0.011 650 0.015 520K2 -MT TGP25 0.0065 570 0.0075 540 0.0095 490 0.010 475 0.013 415K3 -MT TGP25 0.0065 485 0.0075 455 0.0095 415 0.010 400 0.013 355K4 -MT TGP25 0.0065 465 0.0075 435 0.0095 400 0.010 385 0.013 335K5 -MT TGP25 0.0060 280 0.0070 265 0.0080 255 0.0085 245 0.012 210K6 -MT TGP25 0.0065 550 0.0075 500 0.0095 440 0.010 420 0.013 345K7 -MT TGP25 0.0060 360 0.0070 340 0.0080 325 0.0085 310 0.012 270
-FT CP600
SMG
ap = 2
f vc
P1 -FT CP600 0.0034 690P2 -FT CP600 0.0036 660P3 -FT CP600 0.0034 580P4 -FT CP600 0.0032 520P5 -FT CP600 0.0032 495P6 -FT CP600 0.0032 560P7 -FT CP600 0.0032 520P8 -FT CP600 0.0034 485
P11 -FT CP600 0.0032 510M1 -FT CP600 0.0036 780M2 -FT CP600 0.0032 650M3 -FT CP600 0.0026 500M4 -FT CP600 0.0022 375M5 -FT CP600 0.0022 315K1 -FT CP600 0.0036 610K2 -FT CP600 0.0032 550K3 -FT CP600 0.0032 460K4 -FT CP600 0.0032 440K5 -FT CP600 0.0028 275K6 -FT CP600 0.0032 390K7 -FT CP600 0.0028 350
N11 -FT CP600 0.0044 410S1 -FT CP600 0.0022 85S2 -FT CP600 0.0022 75S3 -FT CP600 0.0022 65
SMG = Seco Material Groupvc = sf/minf = in/revap = mmAll cutting data are start values

6160
-MC CP600
SMG
ap = 3 ap = 4 ap = 5 ap = 6
f vc f vc f vc f vc
P1 -MC CP600 0.010 510 0.011 455 0.012 440 0.012 435P2 -MC CP600 0.010 495 0.011 445 0.012 425 0.013 410P3 -MC CP600 0.0095 435 0.011 380 0.011 375 0.012 365P4 -MC CP600 0.0095 385 0.010 345 0.011 330 0.011 330P5 -MC CP600 0.0095 370 0.010 330 0.011 315 0.011 315P6 -MC CP600 0.0095 415 0.010 370 0.011 355 0.011 355P7 -MC CP600 0.0095 390 0.010 350 0.011 335 0.011 335P8 -MC CP600 0.0095 370 0.011 320 0.011 315 0.012 305
P11 -MC CP600 0.0095 380 0.010 340 0.011 325 0.011 325M1 -MC CP600 0.010 475 0.011 365 0.012 330 0.013 300M2 -MC CP600 0.0095 410 0.010 320 0.011 285 0.011 280M3 -MC CP600 0.0075 370 0.0080 310 0.0085 275 0.0085 275M4 -MC CP600 0.0065 305 0.0070 250 0.0075 235 0.0080 225M5 -MC CP600 0.0065 255 0.0070 210 0.0075 195 0.0080 185K1 -MC CP600 0.010 445 0.011 400 0.012 385 0.013 375K2 -MC CP600 0.0095 370 0.010 315 0.011 300 0.011 295K3 -MC CP600 0.0095 310 0.010 270 0.011 255 0.011 250K4 -MC CP600 0.0095 295 0.010 255 0.011 240 0.011 240K5 -MC CP600 0.0085 185 0.0095 160 0.0095 155 0.010 150K6 -MC CP600 0.0095 285 0.010 255 0.011 245 0.011 245K7 -MC CP600 0.0085 235 0.0095 205 0.0095 200 0.010 190
N11 -MC CP600 0.013 305 0.014 265 0.015 255 0.016 245S1 -MC CP600 0.0065 65 0.0070 60 0.0075 55 0.0080 55S2 -MC CP600 0.0065 55 0.0070 50 0.0075 50 0.0080 49S3 -MC CP600 0.0060 50 0.0065 45 0.0070 44 0.0070 44
-MT, -FT TGK1500
SMG
ap = 2 ap = 3 ap = 4 ap = 5 ap = 6-8
f vc f vc f vc f vc f vc
K1 -MT, -FT TGK1500 0.0040 960 0.0070 750 0.0085 670 0.010 600 0.012 550K2 -MT, -FT TGK1500 0.0038 590 0.0065 510 0.0080 470 0.0095 435 0.011 405K3 -MT, -FT TGK1500 0.0038 500 0.0065 430 0.0080 395 0.0095 370 0.011 345K4 -MT, -FT TGK1500 0.0038 475 0.0065 410 0.0080 380 0.0095 350 0.011 330K5 -MT, -FT TGK1500 0.0034 290 0.0060 250 0.0075 230 0.0085 215 0.0095 210K6 -MT, -FT TGK1500 0.0038 600 0.0065 485 0.0080 430 0.0095 390 0.011 350K7 -MT, -FT TGK1500 0.0034 370 0.0060 320 0.0075 295 0.0085 275 0.0095 265
CUTTING DATA
MDT
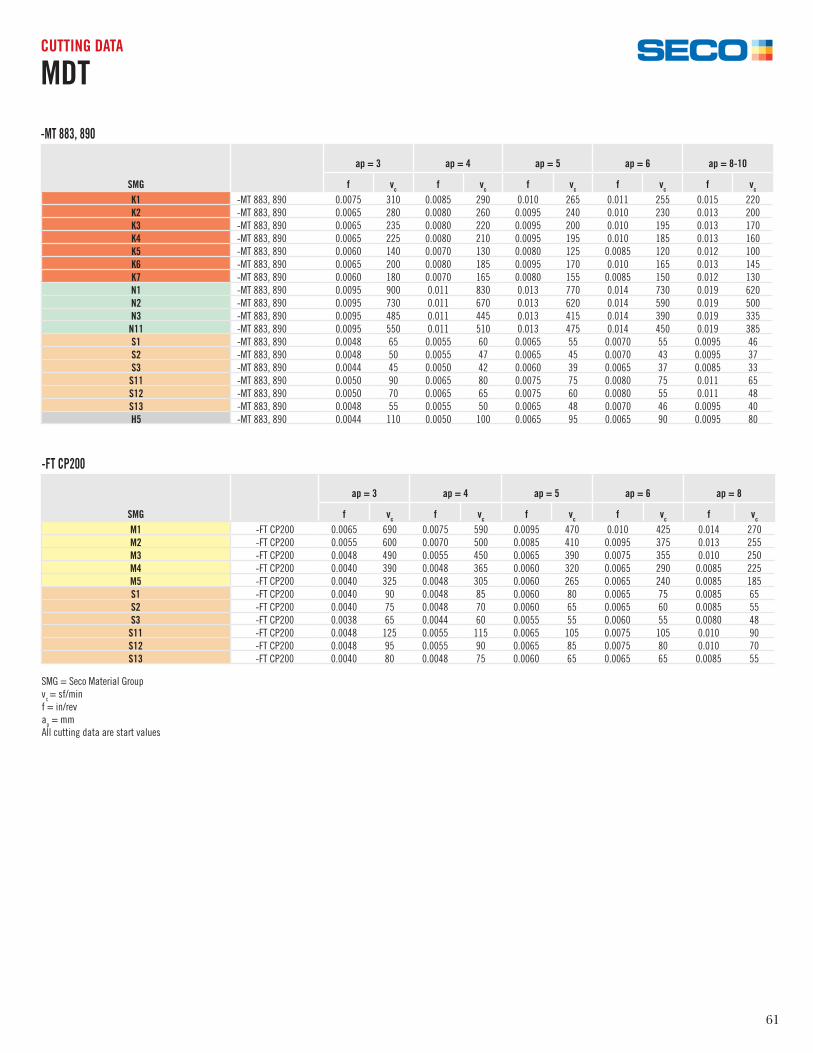
6160
-MT 883, 890
SMG
ap = 3 ap = 4 ap = 5 ap = 6 ap = 8-10
f vc f vc f vc f vc f vc
K1 -MT 883, 890 0.0075 310 0.0085 290 0.010 265 0.011 255 0.015 220K2 -MT 883, 890 0.0065 280 0.0080 260 0.0095 240 0.010 230 0.013 200K3 -MT 883, 890 0.0065 235 0.0080 220 0.0095 200 0.010 195 0.013 170K4 -MT 883, 890 0.0065 225 0.0080 210 0.0095 195 0.010 185 0.013 160K5 -MT 883, 890 0.0060 140 0.0070 130 0.0080 125 0.0085 120 0.012 100K6 -MT 883, 890 0.0065 200 0.0080 185 0.0095 170 0.010 165 0.013 145K7 -MT 883, 890 0.0060 180 0.0070 165 0.0080 155 0.0085 150 0.012 130N1 -MT 883, 890 0.0095 900 0.011 830 0.013 770 0.014 730 0.019 620N2 -MT 883, 890 0.0095 730 0.011 670 0.013 620 0.014 590 0.019 500N3 -MT 883, 890 0.0095 485 0.011 445 0.013 415 0.014 390 0.019 335N11 -MT 883, 890 0.0095 550 0.011 510 0.013 475 0.014 450 0.019 385S1 -MT 883, 890 0.0048 65 0.0055 60 0.0065 55 0.0070 55 0.0095 46S2 -MT 883, 890 0.0048 50 0.0055 47 0.0065 45 0.0070 43 0.0095 37S3 -MT 883, 890 0.0044 45 0.0050 42 0.0060 39 0.0065 37 0.0085 33S11 -MT 883, 890 0.0050 90 0.0065 80 0.0075 75 0.0080 75 0.011 65S12 -MT 883, 890 0.0050 70 0.0065 65 0.0075 60 0.0080 55 0.011 48S13 -MT 883, 890 0.0048 55 0.0055 50 0.0065 48 0.0070 46 0.0095 40H5 -MT 883, 890 0.0044 110 0.0050 100 0.0065 95 0.0065 90 0.0095 80
-FT CP200
SMG
ap = 3 ap = 4 ap = 5 ap = 6 ap = 8
f vc f vc f vc f vc f vc
M1 -FT CP200 0.0065 690 0.0075 590 0.0095 470 0.010 425 0.014 270M2 -FT CP200 0.0055 600 0.0070 500 0.0085 410 0.0095 375 0.013 255M3 -FT CP200 0.0048 490 0.0055 450 0.0065 390 0.0075 355 0.010 250M4 -FT CP200 0.0040 390 0.0048 365 0.0060 320 0.0065 290 0.0085 225M5 -FT CP200 0.0040 325 0.0048 305 0.0060 265 0.0065 240 0.0085 185S1 -FT CP200 0.0040 90 0.0048 85 0.0060 80 0.0065 75 0.0085 65S2 -FT CP200 0.0040 75 0.0048 70 0.0060 65 0.0065 60 0.0085 55S3 -FT CP200 0.0038 65 0.0044 60 0.0055 55 0.0060 55 0.0080 48
S11 -FT CP200 0.0048 125 0.0055 115 0.0065 105 0.0075 105 0.010 90S12 -FT CP200 0.0048 95 0.0055 90 0.0065 85 0.0075 80 0.010 70S13 -FT CP200 0.0040 80 0.0048 75 0.0060 65 0.0065 65 0.0085 55
SMG = Seco Material Groupvc = sf/minf = in/revap = mmAll cutting data are start values
CUTTING DATA
MDT

6362
CUTTING DATA
PRECIMASTER PLUSPM Plus…-EB45
SMG
ap on (Ø) inch f (in/rev) Vc (sf/min)
z=6 z=8 z=6 z=8 H15 CP20 RX2000 CF RX1500
P1 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P2 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P3 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P4 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P5 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P6 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P7 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P8 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 50 (35-65) 115 (65-195) 130 (65-260) 260 (195-395) 395 (260-590)P11 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .008 –.028 .012 –.039 50 (35-65) 115 (65-195) 130 (65-260) 260 (195-395) 395 (260-590)M1 PMX5/PMX6-EB45 .003 –.006 .004 –.008 .008 –.024 .012 –.031 40 (30-50) 80 (50-130) 115 (65-230) – – M2 PMX5/PMX6-EB45 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 80 (50-130) 115 (65-230) – – M3 PMX5/PMX6-EB45 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 80 (50-130) 115 (65-230) – – M4 PMX5/PMX6-EB45 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 65 (35-100) 80 (50-165) – – M5 PMX5/PMX6-EB45 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 65 (35-100) 80 (50-165) – – K1 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K2 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 – 80 (65-130) 130 (100-230) – 260 (165-330)K3 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K4 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K5 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K6 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 – 195 (130-330) 260 (100-490) – 720 (395-985)K7 PMX5/PMX6-EB45 .004 –.008 .004 –.010 .012 –.035 .016 –.047 – 195 (130-330) 260 (100-490) – 720 (395-985)N1 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 165 (100-330) – 260 (100-490) – – N2 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 165 (100-330) – 260 (100-490) – – N3 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 165 (100-330) – 260 (100-490) – – N11 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 165 (100-330) – 260 (100-490) – – S1 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – – S2 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – – S3 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – – S11 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – S12 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – S13 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – H3 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H5 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H7 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H8 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – –
H11 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H12 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H21 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – H31 PMX5/PMX6-EB45 .003 –.006 .004 –.006 .008 –.016 .012 –.024 – – 35 (25-50) – – PM1 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 – 165 (100-260) 230 (130-330) – – PM2 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 – 165 (100-260) 230 (130-330) – – PM3 PMX5/PMX6-EB45 .004 –.008 .004 –.012 .012 –.035 .016 –.047 – 165 (100-260) 230 (130-330) – – TS1 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TS2 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TS3 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TS4 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TP1 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TP2 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TP3 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – TP4 PMX5/PMX6-EB45 .004 –.006 .004 –.008 .012 –.035 .016 –.047 65 (50-80) – 130 (65-195) – – GR1 PMX5/PMX6-EB45 .004 –.012 .004 –.016 .012 –.035 .016 –.047 130 (260-65) – 195 (100-395) – –
SMG = Seco material group ap =inch f = in/rev vc= sf/min All cutting data are start values.

6362
CUTTING DATA
PRECIMASTER PLUSPM Plus...-EB845
SMG
ap on (Ø) inch f (in/rev) Vc (sf/min)
z=6 z=8 z=6 z=8 H15 CP20 RX2000 CF RX1500
P3 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.035 .012 –.047 – 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P4 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 – 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P5 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P6 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P7 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P8 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 50 (35-65) 115 (65-195) 130 (65-260) 260 (195-395) 395 (260-590)P11 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.028 .012 –.035 50 (35-65) 115 (65-195) 130 (65-260) 260 (195-395) 395 (260-590)M1 PMX5/PMX6-EB845 .003 –.006 .004 –.008 .008 –.024 .012 –.031 40 (30-50) 80 (50-130) 115 (65-230) – – M2 PMX5/PMX6-EB845 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 80 (50-130) 115 (65-230) – – M3 PMX5/PMX6-EB845 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 80 (50-130) 115 (65-230) – – M4 PMX5/PMX6-EB845 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 65 (35-100) 80 (50-165) – – M5 PMX5/PMX6-EB845 .003 –.006 .004 –.008 .008 –.024 .012 –.031 – 65 (35-100) 80 (50-165) – – K1 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K2 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 – 80 (65-130) 130 (100-230) – 260 (165-330)K3 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K4 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K5 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K6 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 – 195 (130-330) 260 (100-490) 720 (395-985)K7 PMX5/PMX6-EB845 .004 –.008 .004 –.010 .012 –.035 .012 –.047 – 195 (130-330) 260 (100-490) – 720 (395-985)S1 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – – S2 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – – S3 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 – 65 (35-80) 65 (35-80) – –
S11 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – S12 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – S13 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.024 .012 –.031 65 (50-100) 100 (50-130) 130 (65-165) – – H3 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H5 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H7 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H8 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – –
H11 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H12 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H21 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – H31 PMX5/PMX6-EB845 .003 –.006 .004 –.006 .008 –.016 .012 –.022 – – 35 (25-50) – – PM1 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.024 .012 –.031 – 165 (100-260) 230 (130-330) – – PM2 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.024 .012 –.031 – 165 (100-260) 230 (130-330) – – PM3 PMX5/PMX6-EB845 .004 –.008 .004 –.012 .008 –.024 .012 –.031 – 165 (100-260) 230 (130-330) – –
SMG
ap on (Ø) inch f (in/rev) Vc (sf/min)
z=6 z=8 z=6 z=8 H15 CP20 RX2000 CF RX1500
P1 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P2 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P3 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 80 (50-100) 195 (100-330) 260 (100-490) 590 (295-655) 720 (395-985)P4 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P5 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P6 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)P7 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.071 .039 –.094 65 (35-80) 165 (100-260) 195 (100-395) 395 (260-490) 590 (295-655)M1 PMX5/PMX6-EB25 .003 –.006 .004 –.008 .031 –.047 .039 –.079 – 80 (50-130) 115 (65-230) – – K1 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.087 .039 –.110 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K2 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.071 .039 –.094 – 80 (65-130) 130 (100-230) – 260 (165-330)K3 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.087 .039 –.110 80 (50-100) 195 (130-330) 260 (100-490) – 720 (395-985)K4 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.087 .039 –.110 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K5 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.087 .039 –.110 80 (50-100) 150 (100-230) 230 (130-395) 330 (230-490) 490 (260-655)K6 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.071 .039 –.094 – 195 (130-330) 260 (100-490) – 720 (395-985)K7 PMX5/PMX6-EB25 .004 –.008 .004 –.010 .031 –.071 .039 –.094 – 195 (130-330) 260 (100-490) – 720 (395-985)N1 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.087 .039 –.110 165 (100-330) – – – – N2 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.087 .039 –.110 165 (100-330) – – – – N3 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.087 .039 –.110 165 (100-330) – – – – N11 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .031 –.087 .039 –.110 165 (100-330) – – – – PM1 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .020 –.071 .031 –.079 – 165 (100-260) 230 (130-330) – – PM2 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .020 –.071 .031 –.079 – 165 (100-260) 230 (130-330) – – PM3 PMX5/PMX6-EB25 .004 –.008 .004 –.012 .020 –.071 .031 –.079 – 165 (100-260) 230 (130-330) – –
PM Plus…-EB25

6564
SMG V2
Steels, ferritic and martensitic stainless steels
SMG DESCRIPTIONPROPERTIESUTS = Ultimate tensile strength (ksi) REFERENCE MATERIAL (ANSI)
P1 Free-cutting steels 50 < UTS < 751213UTS = 55 ksi
P2Low alloy ferritic steels, C < 0.25%wt Low alloy weldable general structural steels
45 < UTS < 85A 573 Gr. 58UTS = 60 ksi
P3Ferritic & ferritic/pearlitic steels, C < 0.25%wt Weldable general structural steels Case hardening steels
60 < UTS < 905115UTS = 80 ksi
P4 Low alloy general structural steels, 0.25% < C < 0.67%wt Low alloy Quench & Temper steels
75 < UTS < 1751045UTS = 95 ksi
P5Structural steels, 0.25% < C < 0.67%wt Quench & Temper steels
80 < UTS < 1754140UTS = 100 ksi
P6Low alloy through hardening steels, C > 0.67%wt Low alloy spring and bearing steels
75 < UTS < 1701095UTS = 85 ksi
P7Through hardening steels, C > 0.67%wt Spring and bearing steels
85 < UTS < 17052100UTS = 95 ksi
P8Tool steels High Speed Steels (HSS)
85 < UTS < 170H13UTS = 100 ksi
P11 Ferritic & martensitic stainless steels 60 < UTS < 170420UTS = 95 ksi

6564
Free-cutting, austenitic and duplex stainless steelsSMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
M1 Free-cutting austenitic stainless steels 303
M2 Low alloy austenitic stainless steels 304
M3 Medium alloy austenitic stainless steels 316 L
M4 High alloy austenitic and duplex stainless steels 2205 Duplex
M5 Difficult high alloy austenitic and duplex stainless steels 2507 Super duplex
Cast irons
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
K1 Grey cast irons (GCI) A48 35 B
K2 Compacted graphite irons (CGI) Grade 400-15
K3 Malleable cast irons (MCI) A220 60004
K4 Nodular cast irons (SGI) 80-55-06
K5 Austempered ductile irons (ADI) 1050/700/7
K6 Austenitic lamellar cast irons A436 Type 1 (Ni-Resist 1)
K7 Austenitic nodular cast ironsA439 Type D-2M (Ni-Resist D-2M)
WORKPIECE MATERIALS CLASSIFICATION, SMG v2

6766
Non-ferrous metals
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
N1 Aluminum alloys, Si < 9% 7075-T6
N2 Aluminum alloys, 9% < Si < 16%413.2 Si = 12%
N3 Aluminum alloys, Si >16% AlSi17Cu5
N11 Copper alloys UNS C38500
Superalloys and titanium
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
S1 Iron based superalloys Discalloy
S2 Cobalt based superalloys Stellite 21
S3 Nickel based superalloys Inconel 718
S11 Titanium, low alloyed, (a) Ti
S12 Titanium, medium alloyed, (a+β) TiAl6V4
S13 Titanium, high alloyed, (near β and β) Ti10V2Fe3Al
Hard materials
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
H3 Case hardened steels 58 < HRC < 62511560 HRC
H5 Quenched & Tempered steels 38 < HRC < 56414050 HRC
H7Quenched & Tempered steels Bearing steels
56 < HRC < 645210060 HRC
H8Tool steels High Speed Steels
38 < HRC < 64H1350 HRC
H11 Martensitic stainless steels 38 < HRC < 5042045 HRC
H12 Precipitation hardened stainless steels 33 < HRC < 5017-4PH35 HRC
H21 Manganese steels 23 < HRC < 64Hadfield, High manganese steel50 HRC
H31 White cast irons 50 < HRC < 64A532 ID, White cast iron55 HRC
WORKPIECE MATERIALS CLASSIFICATION, SMG v2

6766
Other difficult materials
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
PM1 Low alloy PM materials F-0008 Fe-0.7C
PM2 Medium alloy PM materials FLC-4608 Fe2Cu1.8Ni0.5Mo0.2Mn0.8C
PM3High alloy PM materials Exhaust valve seat materials
HF1Hard facing alloys Welded or plasma deposited iron based alloys
HF2Hard facing alloys Welded or plasma deposited cobalt and nickel based alloys
CC1 Sintered tungsten carbide G50
Plastics and Composites
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
TS1 Thermosetting polymers Urea formaldehyde (UF)
TS2 Thermosetting Carbon fibre composites T300 T700 T800 HTA-S IMA - Epoxy (M21)...
TS3 Thermosetting Glass fibre composites Epoxy - HX..(42..)/E glass (7781...)...
TS4 Thermosetting Aramide fibre composites Kevlar 49
TP1 Thermoplastic polymers Polycarbonate (PC)
TP2 Thermoplastic Carbon fibre composites PPS/PEEK - T300..
TP3 Thermoplastic Glass fibre composites PPS/PEEK - E glass or A glass...
TP4 Thermoplastic Aramide fibre composites
Graphite
SMG DESCRIPTION PROPERTIES REFERENCE MATERIAL (ANSI)
GR1 Graphite R 8500
WORKPIECE MATERIALS CLASSIFICATION, SMG v2

PB68
To find an Authorized SECO Distributor near you, please refer to the Distributor Locator on our website:
SECOTOOLS.COM/US
For technical assistance, call: 1-800-832-8326
Follow Seco Tools on Twitter, Facebook, Blogger and YouTube. Stay up to date on new products and technology, special events, promotions and more.
SECOTOOLS.COM/US/FOLLOWSECO
NORTH AMERICAN HEADQUARTERS2805 Bellingham Drive Troy, MI 48083248-528-5200
P-1509-7500 GT15-516Copyright © 2015 Seco Tools, LLC Printed in USA. All rights reserved.