
1ST API RP 17N WORKSHOP - My Committeesmycommittees.api.org/standards/ecs/sc17/Items to...
97
1 ST API RP 17N WORKSHOP Report Prepared by J E Strutt EXECUTIVE SUMMARY OF MEETING 1. The workshop comprised around 40 people invited from the subsea industry in the following business categories. a. Operators (BP, Marathon, Chevron-Texaco, Conoco-Phillips, Kerr McGee,… b. Engineering Contractors (HKBR, Technip, Aker ) c. Manufacturers (FMC, ABB, Cameron, ) d. Reliability experts/consultants (Jardine, BMT, DnV, ) e. Other industries (Boeing and NASA) 2. Initial presentations were made by John Allen and Don Wells on the background to the workshop and its purpose. The key messages were: a. Deepstar sponsorship of reliability b. The need for the subsea community to act as a whole in reliability c. The need to solicit views widely and gain “buy in” from the community d. The need to obtain feedback and concerns from participants in order to plan the forward strategy for the RP e. Gain consensus in order for the API to be adopted by the community 3. John Strutt gave an overview of the BP subsea reliability strategy and outlined key concepts proposed as an API RP 17N straw man for consideration by the subsea community. 4. The workshop invited comment and discussion from the floor on the implementation of reliability practices in development projects. Broadly, the approach in the workshop was to discuss each life-cycle phase in turn and to invite comment and input on key tasks and issues to be addressed as illustrated below:
Transcript of 1ST API RP 17N WORKSHOP - My Committeesmycommittees.api.org/standards/ecs/sc17/Items to...
1ST API RP 17N WORKSHOP
Report Prepared by J E Strutt
EXECUTIVE SUMMARY OF MEETING
1. The workshop comprised around 40 people invited from the subsea industry in the following business categories.
a. Operators (BP, Marathon, Chevron-Texaco, Conoco-Phillips, Kerr McGee,… b. Engineering Contractors (HKBR, Technip, Aker ) c. Manufacturers (FMC, ABB, Cameron, ) d. Reliability experts/consultants (Jardine, BMT, DnV, ) e. Other industries (Boeing and NASA)
2. Initial presentations were made by John Allen and Don Wells on the background to
the workshop and its purpose. The key messages were:
a. Deepstar sponsorship of reliability b. The need for the subsea community to act as a whole in reliability c. The need to solicit views widely and gain “buy in” from the community d. The need to obtain feedback and concerns from participants in order to plan
the forward strategy for the RP e. Gain consensus in order for the API to be adopted by the community
3. John Strutt gave an overview of the BP subsea reliability strategy and outlined key concepts proposed as an API RP 17N straw man for consideration by the subsea community.
4. The workshop invited comment and discussion from the floor on the implementation of reliability practices in development projects. Broadly, the approach in the workshop was to discuss each life-cycle phase in turn and to invite comment and input on key tasks and issues to be addressed as illustrated below:

5. A broad ranging discussion followed during the day. The key points and inputs from the floor are appended with this summary.
6. At the end of the main discussion Eric Waguespack provided a summary of the reliability plans proposed for the Deepstar project and how these might interface with the API RP. This included the management and feedback of data.
EXECUTIVE SUMMARY OF KEY CONCERNS AND THE WAY FORWARD 1. The meeting enabled company representatives to comment on the proposed
approach presented at the workshop. 2. Many useful comments and suggestions were made and these have influenced the
thinking of the organising committee.
3. There was no direct opposition to the general idea of an API recommended practice in reliability. There were, however, strong views concerning the approach that should be taken and the contracting implications that could follow the publication of the RP.
4. There was general support for a recommended practice based on the concept of a
targeted reliability strategy for large, high risk field development projects and product development projects. “What gets defined and measured gets done!”
5. Particular concerns were raised about the degree of up front effort implied by the targeted reliability approach, which some regarded as maybe inappropriate for small low budget fast track projects. The committee has accepted the point made and will address this in the framework which is now being prepared. One approach would be to include optional procedures corresponding to different types/categories of project.
6. The next stage, after taking on board all the comments and views of the subsea community, will be to develop a framework and content for the API RP.
Life cycle Phases addressed:
1. Feasibility and Concept Design 2. Front End Engineering Design 3. Detail Design 4. Manufacture 5. Installation and Commissioning6. Operation
Other Issues addressed Long term investments in reliability Organisational issues
Key Reliability Processes:
1. Definition of reliability 2. Design to achieve reliability 3. Reliability assurance 4. Verification and validation 5. Risk and Reliability Analysis 6. Reliability performance tracking 7. Reliability & Qualification testing 8. Project risk management 9. Supply chain management 10. Management of change 11. Organisational learning 12. Education and training 13. Research and Development
Map On to
Key Points Covered by the Workshop General Points
• The industry is where it is today because Operators have not asked for reliability • Differing Operators Contracting strategy with suppliers influences reliability
strategy • Difficult for suppliers to implement different reliability strategies for different
customers • Designers must maintain a “systems” focus (the big picture as well as the
details) • 6 Sigma and Q1 supports but does not guarantee reliability • Title of API should reflect risk basis for the Reliability strategy • There are broadly two categories of reliability strategy
o Targeted reliability paradigm (specific reliability goal defined and design to achieve)
o Revealed reliability paradigm (no specific goal but analysis to check reliability)
• Reliability effort must add value to customers and contractors (seen to add value up front)
• Operators want a suppliers to achieve level 4 capability (reliability influences design)
• Suppliers should aspire to Level 5 capability (adaptive organisation to sustain reliability)
• Need better and more efficient use of “design for reliability” tools • Need to include the use of redundancy in the RP. • Need to understand and record “how” failures occur (not just what failed and
when) i.e. root cause analysis (RCA) • We need to improve accelerated testing methods • Need staff to be competent in reliability technology • Need to anticipate future reliability needs
Feasibility Concept and FEED
• Need to address big projects as well as small • Need to address impact of variation in configuration, system flexibility,
component design, operating envelope • Develop Specification (to be included in contract) for system reliability and key
processes to assure reliability over all subsequent phases including installation and operation. This needs to include how equipment will be used in practice. This should focus on target setting. This is a handover from user to supplier phase.
• The Operator should decide on the management of the reliability process (not the recommended practice)
• Reliability definition at feasibility stage may differ from that later (e.g. vary degree of detail)
• Need to address R&M in concept selection • Seek lessons learnt from other projects to inform design decision making • Need to address the resource requirements for the various stages
• Organisation needs reliability specialist/champion but whole team must speak the language. This has implications for education and training.
• One potential problem: FEED engineer specifies details (possibly unnecessary changes) that the supplier must live with and this can be a source of unreliability.
• Need to front load reliability effort during the project design life cycle. Detail Design
• Need to address details of the specific components at this stage. • Need a balanced approach to reliability effort between subsea and topside
hardware o No point in having ultra reliable subsea if topside availability is poor o Base decision on relative balance of risk
• Need good quality field data to support reliability of design • In detail design options for design change are much reduced.
o Focus shifts more to verifying reliability rather than specifying reliability • Need to understand what reliability level is needed for specific components in the
system to ensure that overall system reliability requirements are met. • Once specific hardware is selected supply chain management becomes critical
o Ensure team work between the supplier and the user o Ensure supplier understands the requirements o Work together to achieve required level of R&M o Develop a supply chain reliability control manual
• For field proven hardware, focus on what has changed. o No need to implement a complete analysis
• Deal with errors that can occur in the field (including human factors) Manufacturing Phase
• Reliability tasks tend to focus on inspection, testing and quality control o Inspection and testing should be informed by design FMECA and Process
FMECA o Perform design and Process FMECA at an earlier stage of the design life
cycle • Stress screening techniques can be applied to some components to weed out
weaknesses • Reliability Assurance: collate evidence up to and including manufacture
o Provides evidence that the system will meet customer reliability expectations
o Reliability Demonstration Document should be updated through product life
o Quality standards for procurement materials controls etc. • Integration and testing to be carried out at this stage
o Subsystem integration and testing , factory acceptance test (FAT), o Pre-installation, site integration test (SIT)

Installation and commissioning
• I&C is a reliability critical phase, installation procedures can damage equipment
• Readiness reviews can support reliability management tasks o Readiness reviews are run like a HAZOP o Capture lessons learnt
• Project risk management (PRM) and Change management are key processes
o Implement PRM and Change management in advance of installation. • Project risk management at I&C stage focuses on reactive procedures
o Contingency management o Crisis and Emergency risk management
• Integration of equipment/system design with the installation process (handover from manufacturer to installer needs procedures and vendor-installer pre-alignment)
Operational Phase
• Focus on reliability data collection and failure analysis • Standardisation of databases would add value • Use RCM or other risk based maintenance planning to inform maintenance
activities • Manufacturers and Operators should collaborate on how to capture
data/information
• Include on line methods and tools to support diagnostics and failure analysis to improve maintenance and reliability growth.
ANNEX 1
COLLATED COMMENTS FROM THE FLOOR Note: the notes below have been compiled from written comments made and memory of the meeting. Every effort has been made to reflect accurately what was said. However, inevitably what is written below is an interpretation and we apologise if the intent of any contributors has been changed in the summaries.
FROM THE OPERATORS:
Operator A has invested substantially in developing its subsea reliability strategy, building largely on process capability and learning the lessons of failure. Cranfield University was brought in to support the work. Operator A recognises that its reliability strategy cannot work in isolation from the strategy of the rest of the subsea community. Operator B recognised loss of revenue from failure. Teams have been established to develop reliability programmes. Reliability data from the North Sea sector is being used to compare equipment. Operator B is supporting Deep-Star in this reliability program. The Operator B approach for the last few years has focused organizational issues. Operator C currently has no large projects such as those being developed by operator A. Most are small subsea tie backs. The Operator C strategy is to take small evolutionary steps, to stick with field proven equipment and incrementally improve reliability in service. Concern was expressed that the API RP should not just focus on the big project scenario and should accommodate small “repeat” projects. Operator D has a number of subsea projects. While it was felt that they generally do a good job in subsea, they also recognised the scale of the problem and how little is known about reliability and reliability performance. They have now established a reliability database. Operator E recognised the difference between field development projects and product development projects. It is more difficult to assess reliability in new product developments (lack of data?). Subsea processing, for example, is new. How can reliability be achieved and assured. Operator E is looking for guidance on how to address reliability in product and field development projects, especially for deepwater applications.
GENERAL QUESTIONS, ANSWERS AND DISCUSSIONS
1 What is 6 Sigma and how does it relate to reliability and the RP? Response: Six Sigma is a process oriented management system, which builds on TQM and other best practice management principles. It has the broad aim of improving business performance and a number of Subsea Suppliers have implemented “6 Sigma” in their business strategy. It has some goals in common with the reliability strategy, but it is not seen as an alternative to a reliability strategy. A six sigma programme can be used to strengthen the key processes of a reliability strategy.
2 How will System Redundancy be addressed in the RP? Responses: Redundancy is one of many reliability improvement strategies which can be adopted at the design stage and is often the key means of achieving reliability in fast track projects.
It must be understood that redundancy only works when there is independence between the parallel system elements. Thus, it is necessary to ensure that if redundancy is used to achieve reliability, it is not compromised by common cause failure mechanisms in which all elements fail at or near the same time. 3 Which of the 13 Key processes is the most critical to include in the RP? Responses: Arguably, design to achieve and improve reliability is the most critical process for the Supplier to add value to the customer. The Operator, on the other hand, must be most capable in defining reliability requirements (asking for what he wants) and driving / incentivising the key processes used by the suppliers to achieve reliability. None of the processes stand alone. You have to look at each process as part of an integrated management system. However, it is accepted that some of the processes are likely to be covered in more detail than others depending on the type of project.
FEASIBILITY CONCEPT & FEED DISCUSSION
4 Will the RP address Small Low Cost projects? Some Operators who traditionally deal with relatively small, low budget projects implement them with little or no feasibility, concept or FEED effort. Projects move swiftly from design to manufacture “when we implement a front end design stage, we may have an order within a week. There isn’t a large front end endeavour. We try to keep the systems as simple as possible, and stay with the same product line. We try to do good qualification testing, SIT testing, and limit the number of #1 products”. The API RP should address this style of project as well as the large complex projects. Response 1: Even small projects should include a feasibility stage if the operator is implementing a standard design process; it’s a question of how much effort is needed at each stage and this must vary with project scope. It was agreed that sometimes developments will quickly jump to manufacture, but even here it is likely that the customer would need some assurances on reliability. Response 2: There is no conflict between the two scales of project. If a standard design approach is adopted the project would run through the first few phases quickly. Response 3: No two projects have identical environmental conditions, water depths, configurations, platforms, etc. Change and differences can add complexity to the process. Even when a standard system is to be procured, they still may differ somewhere in the detail and standard components can fail. The need to address reliability is important in projects of all sizes. Managing the impact of changes would be important in this case.

5 Concerns about the degree of reliability effort in feasibility and concept design Response: If you are procuring a well established and field proven product, the level of effort in upfront analysis should be less. The supplier should provide evidence of reliability performance to the customer. In many situations it is the manufacturer that will put in the effort, not the operator. It is the manufacturer in the end that delivers reliability and value to the operator. 6 Concern about RP flexibility: Whatever is documented in the API RP it must be flexible and allow variation between major projects and small subsea tiebacks to enable Operators to decide what approach to adopt given a particular situation. Response: We need to be flexible in this document for both larger and small projects. The RP must recognize the criticality of different components. Some failures may not affect the system as much as others. A risk based approach needs to be adopted. We should provide cost effective methods to help decide on the optimum solution whether at system configuration level or at product level. 7 How much data is needed in the design stage and where do you get it from? Response: At the feasibility and concept stage the project may have many different options to consider. A more qualitative approach is demanded at this stage because details are sparse but it must be systems oriented. You should perform qualitative systems assessments to identify systems cut sets for the different options and identify critical items. If you have operated similar fields before you could use standard modules building on prior experience. The next project focuses on those aspects of the project that have changed. Defining design changes and assessing their impact is important. 8 Where is the Subsea boundary and how do we deal with interfaces? Response: The boundary is likely to be everything below the surface, including the risers, pipeline, and umbilicals in the water column, pipelines, flow-lines and trees and other hardware on the sea bed. It is still undecided how far to extend into “down hole”, drilling and topsides. The down hole, drilling and topsides communities will comment before finally deciding. Interfaces can be a problem, it often the place where unreliability problems are realised. These must be addressed if reliability is to be assessed. Comment: Question 7 suggests approaching the reliability issue from a product perspective. However, if we follow this route it will take the RP into a prescriptive regime and we do not really feel this is the right path to take. The RP should focus on the processes that deliver the reliable product. It is a goal oriented approach. 9 What needs to be done during Feasibility Concept and FEED? Responses: Typically it will be important to understand what level of reliability or availability is acceptable to you and you should decide what R&M goals to set. Early planning and deciding what tasks should be performed is important as well as deciding decision making criteria such as return on investment, HSE etc. A major issue will be the extent to which numerical reliability targets are issued as formal requirements or simply as objectives.

Planning should be done early and updated as the project moves forward. It is important to think about how much time it could take to do certain things and how to allocate time on key reliability activities. Most of the systems reliability analysis work should be front loaded into the FEED stage. So that more effort can be put on identifying and understanding the detailed failure paths at component level when the project moves into detail design phase. Another issue is how reliability is organised. Who does what at which stage? Who has the responsibility for reliability achievement and who is this handed over to at the different stages of the life cycle, what is handed over, and what is applied during the hand over? The reliability engineer must be part of the design team but the whole team needs to speak the language. This is an issue to be addressed by the API committee
DETAIL DESIGN PHASE DISCUSSION
10 What gets done in Detail design? Response: In detail design you are looking at the specific components that are gong to be used in the system and how they will be used in the system. By this stage the R&M issues are largely defined so options to change things are reduced. However, as long as manufacture has not started there are still issues that can be addressed and some changes may be possible to incorporate reliability improvement ideas. At this stage more thought is put into installation, commissioning and start up. R&M analyses should be updated with the latest available data to forecast the likely field performance. Comment: In detailed design, the ability to address reliability in EPC contracts is limited. Contractor do what they think is appropriate. There is rarely an up-front reliability goal for the total subsea architecture. There are various approaches you can take. The subsea system that is super reliable is probably a waste of money. Somewhere in the process you have to take the larger view. For example there is probably more down time arising from topside initiated events than from subsea failures. 11 What is important about the definition of reliability requirements? Effectively you are asking what changed from last time, same manufacture, same equipment, will this work? How do you deal with a project that has 75% of all the equipment which is brand new. Are there any details that we should write down? You create a robust structure with flexibility. Interfaces in the oilfield must be considered in the models. Sometimes these are not well addressed. You may or may not consider all of them at the same time. 12 Reliability is a team work effort between the supplier and the user The supplier can not supply unless he knows how the product is to be used, and what environment it is to be used in. The requirements have to accommodate loads, temperature and pressure; whatever it may be. These details should be in the specification really but they are sometimes not addressed until detail design when

hardware is finally specified. Effort must be put in to address all details between the manufacturers and the customer. We should have a reliability manual like a QA manual. The manual would set out the overall plan for the company regarding reliability management. This could be engineering intensive, include a check list, then move to the QC plan, and when it gets to specific components have check points. Structured level should begin at the highest level. The manual would have to be part of the engineering design. NASA has a separate reliability manual and a QA manual for each project. NASA is seeking approval to share this approach with API. In some organisations the subsea resources are limited; two engineers and a few contractors. When we are stretching the steps on a new project, we focus on what we need to do to meet the new requirement. The reviews of designs and anything done on paper does not go in the same order of magnitude as you would have with a previously proven design. Deal with errors in the field, and all that goes on.
MANUFACTURE AND TEST PHASE DISCUSSION
13 What gets done in Manufacturing Phase?
The focus shifts in manufacture to delivering the reliability intent, i.e. manufacturing hardware that meets reliability requirements, which will normally require some form of validation and verification by testing. Typically this will include factory acceptance tests (FAT) and System/site integration tests (SIT). These are however, not the same as Reliability tests such as key life tests (KLT) or highly accelerated life testing (HALT), which would aim to simulate or accelerate the proposed equipment operating environment and should be performed earlier in the design life cycle, i.e. where there is still sufficient time to influence the product design. These tests tend to be more appropriate to product development projects rather than fast track field development projects.
For certain types of equipment (e.g. electronic equipment) Environmental Stress Screening (ESS) and highly accelerated stress screening (HASS) may be performed during the manufacture phase of the project. These types of tests are different in nature from the tests mentioned above and have the objective of weeding out weak components such that what is delivered to the customers are only the components that have passed the tests. In this sense it is more than a test, it is a manufacturing process as well. This is one way of removing early life failures.
14 How do we define the level of surveillance and inspection during manufacture? During Manufacture it is important to ensure that the manufacturing process is able to deliver the Design reliability intent. It is important to ensure that any manufacturing errors that could lead to defects, incorrect material or part insertions and faults etc. in the product are trapped and removed. One approach to this would be to understand the various failure modes of the process, i.e. a process FMECA which should be performed in advance of manufacture. This would identify the consequences of failure and what can be tolerated. Specific inspection and surveillance actions could be created and implemented during the manufacturing process. This is very much in line with conventional quality control in manufacture but the QC task list is driven by the risk
analysis. Specific individuals should be made responsible for specification, procedure and guidelines. This could be covered by the latest quality standard and will be discussed with ISO. 15 Reliability Planning in the manufacturing stage How you are going to analyse, qualify, test and plan for reliability in this phase. Which failures have acceptable risk and which failures do not? The plan must address the risks and the resources needed to assess and mange the risks in manufacturing stage. Human error and human reliability is an issue. How do we handle this through manufacturing stage? We are starting to agree that a reliability plan is something we should all have, but the specific tasks to perform in the plan will be different for each organization. 16 What are the key reliability issues and tasks during Manufacture? The Manufacture of a system is not always in accordance with the design. Some of the design process, especially during FEED and detail design, should address the issue of design for manufacture because changes during manufacture need to be carefully controlled. We should seek to understand what is occurring in the manufacturing process that can be fed back into the design teams. For instance the results of testing in manufacture must be fed back to the design team. In umbilical manufacture, you have to get the quality required. You need to know your suppliers in order to get the end result. You have to understand what goes on in manufacturing if the impact of manufacture on reliability is to be controlled. Supply chain management has a high impact on this stage. How do you let the suppliers, suppliers, suppliers know the process? It may work well for the first two tiers but after that the process may weaken. We are all responsible to some extent for ensuring that supply chain management is effective. This also needs to be addressed in conjunction with the quality system 17 What can we put into a recommended practice that can assure reliability at each stage? This needs to be thought through. But if the idea of an R&M Case or a Reliability Demonstration Document is accepted, this would be the place where the evidence for reliability assurance is collated during the product life cycle. Depending on the nature of the project, it could for example include information about; how reliability was used as one of the concept selection criteria, procedures used for defining reliability or availability requirements, outputs (and resulting decisions arising) from reliability and availability analyses, results of Tests and QC activities in manufacture, Supply chain management and change management controls etc.
INSTALLATION AND COMMISSIONING PHASE DISCUSSION
18 How do things tie together? Installation and commissioning is a reliability critical phase. You can have vulnerable equipment and limited control during lifting operations. You can cause damage and sometimes you unaware of the damage caused and either result in an immediate delay
or in an early life failure. This is a particularly vulnerable stage as it tends to be a handover from one group to another. Early involvement may be a key (consider in FEED period if the Installation contractor is on board at this stage.)
19 What sort of analytical procedures do you think should be planted in this phase? Readiness reviews are critical in these stages of the projects. What are those? Readiness reviews are a pre review of the installation process it includes technical and organisational issues, both internal and across companies. It is treated as a HAZOP and you try and capture the lessons learnt from the analysis. Similar things apply to subsea, like the installation of the vessel. 20 Is it realistic to set numerical targets for reliability processes? Response: It may not be realistic to set numerical targets. But it makes a lot of sense to define procedures and processes to address at this stage. For example: Project risk management and management of change are key process at this stage. But project risk management changes in nature to a more responsive/reactive mode i.e. crisis management, emergency management or contingency planning which address the potential consequences in high risk scenarios that are often present during installation and commissioning. The criteria often depend on vessel size.
OPERATION AND DATA COLLECTION PHASE DISCUSSION
21 What gets done at this stage? Response: During operation, attention shifts away from “design/manufacture for reliability” to maintaining hardware and sustaining equipment reliability. Designers need to understand how equipment will be used (and abused) in service in order to design in reliability durability and robustness. Operators on the other hand need to understand the designers intent and designed in operating limits if he is not to operate outside the design envelope. At this stage there is a step change of responsibility for the system. In successful projects operational staff get involved a lot earlier inputting to the design team. In operations we need to collect data on failures and turn this into information and then into knowledge. Failure analysis, especially root cause analysis, should be performed and fed back to designers for review and capture of lessons learnt. There should be consistency in gathering information for failures. We need to consider and standardise databases. We need agreements on what to collect and how to collect it. Manufacturers should team up with our operators to decide how best to capture data and information on failure for future projects to help manage business. One activity area that most agree is critical to the success of reliability analysis is data. There are a number of related issues including diagnosis of equipment to identify the failure mode and may be even the failure causes. Condition monitoring and inspection using intelligent ROVs and special intervention tooling may be relevant here. A second issue is communication of information (what to do with the data). If data and failure
information is to have any useful purpose, it must be fed back to the designers and manufacturers of equipment as they are the ones with the most “need to know”. Data analysis, is another important issue. How data is analysed and presented can significantly affect the perception of reliability. For example, if early life failures are combined with other failures over the life time of equipment then equipment will appear to have a constant failure rate which in fact it is not. This may give the impression that early life failures do not exist!
OVERALL
22 What is the Value of Reliability to the Company? Reliability is about risk management and adding value. Definition: Reliability is the ability of a product or system to perform its required functions, at the specified levels of performance without failure, in the specified environment under the specified operating conditions of use for the time required. This can be interpreted, in simple, terms to mean “the probability that the system will not fail during its operation” There is a direct and fundamental connection between risk and reliability. Most failure events, whether at system or component level, have adverse consequences. The product of the probability of failure occurrence and the consequence of the event defines the risk of the event. The consequences of a failure event can have many dimensions and vary in scale. In the oil industry, most attention is paid to the following adverse consequence categories:
• Health and safety (number of fatalities, injuries, illness) • Environment (quantity of pollution and damage to the eco system) • Finance (costs arising from lost production, replacement and repair of failed
items) • Reputation (perception of investors, governments, regulators and potential
partners)
For any given system there will be many failure events with particular consequences (risks) and when summed they define the overall risk of the system. Where these risks are unacceptably high, they must be reduced to a level which is acceptable to the business and its stakeholders. Where the risks are low, they must be managed such that they remain acceptably low. The application of reliability engineering principles in design is the discipline which reduces the probability of a system/product failure and hence reduces the risk of a failure, by either preventing the failure or by extending the time to failure. For the subsea industry reliability improvement can have a positive impact on risk reduction but this statement is conditional on the extent to which the risk can be reduced. Furthermore risk reduction cannot be achieved cost free. For any given project, the key questions follow through the following sequence of questions:
a) How big is the current risk? b) How far can the risk be reduced? c) What is the acceptable risk?

d) How much should the business spend to reduce the risk? Answers to these questions may require substantial risk, reliability and business analysis. The answer to question (d) is influenced by the answers to questions (a) – (c). For example, if the risk is already low or close to acceptable level then clearly the risk reduction spend should be substantially lower than projects where the risk (or the uncertainty about risk) is high and the level of acceptable risk is low. In other words, the level of investment in reliability improvement and risk reduction must be commensurate with the risk reduction potential. It is also the case that suppliers must also gain value for internal investments in developing their reliability engineering and risk management capability. It must improve their ability to sustain or improve their market position for products and services. 23 Reliability Management outside the Project life cycle There are several factors which are important to Reliability achievements in the longer term which exist outside the life of an individual project. Examples include: Organisational learning, Research and Development and Education and Training. These will need to be addressed in the API recommended practice
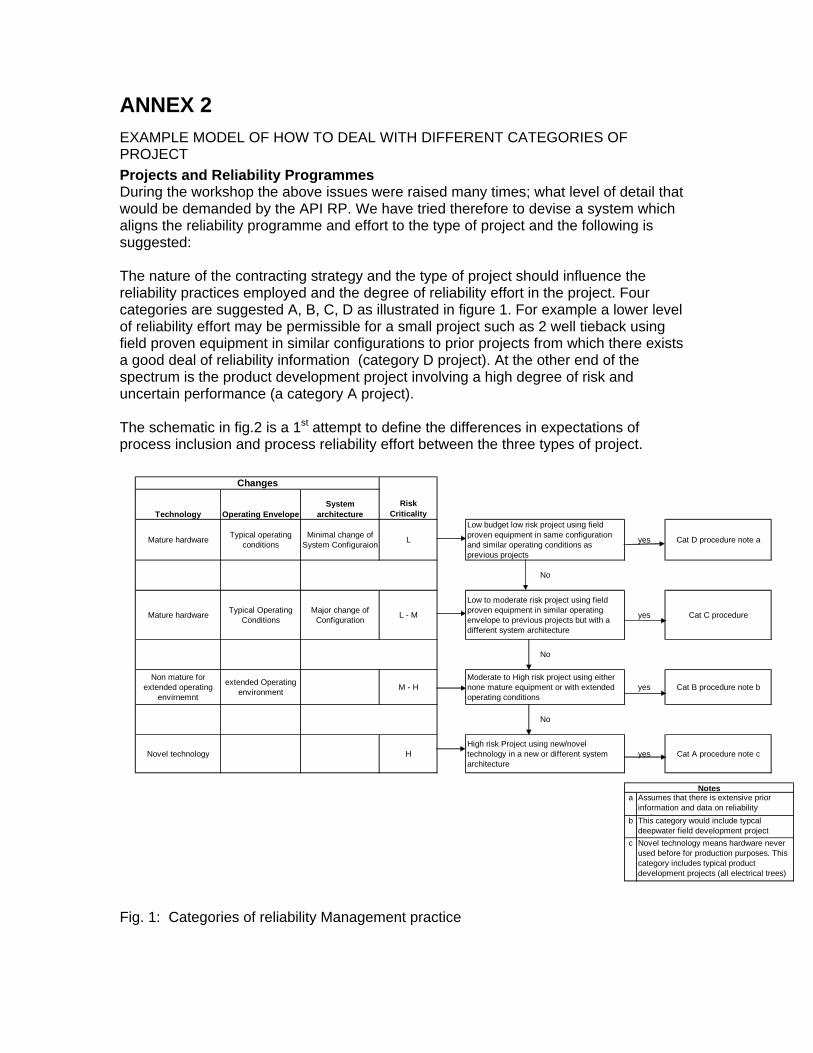
ANNEX 2 EXAMPLE MODEL OF HOW TO DEAL WITH DIFFERENT CATEGORIES OF PROJECT Projects and Reliability Programmes During the workshop the above issues were raised many times; what level of detail that would be demanded by the API RP. We have tried therefore to devise a system which aligns the reliability programme and effort to the type of project and the following is suggested: The nature of the contracting strategy and the type of project should influence the reliability practices employed and the degree of reliability effort in the project. Four categories are suggested A, B, C, D as illustrated in figure 1. For example a lower level of reliability effort may be permissible for a small project such as 2 well tieback using field proven equipment in similar configurations to prior projects from which there exists a good deal of reliability information (category D project). At the other end of the spectrum is the product development project involving a high degree of risk and uncertain performance (a category A project). The schematic in fig.2 is a 1st attempt to define the differences in expectations of process inclusion and process reliability effort between the three types of project.
Technology Operating EnvelopeSystem
architecture
Mature hardware Typical operating conditions
Minimal change of System Configuraion L
Low budget low risk project using field proven equipment in same configuration and similar operating conditions as previous projects
yes Cat D procedure note a
No
Mature hardware Typical Operating Conditions
Major change of Configuration L - M
Low to moderate risk project using field proven equipment in similar operating envelope to previous projects but with a different system architecture
yes Cat C procedure
No
Non mature for extended operating
envirnemnt
extended Operating environment M - H
Moderate to High risk project using either none mature equipment or with extended operating conditions
yes Cat B procedure note b
No
Novel technology HHigh risk Project using new/novel technology in a new or different system architecture
yes Cat A procedure note c
a
b
c
Assumes that there is extensive prior information and data on reliability
fThis category would include typcal deepwater field development projectNovel technology means hardware never used before for production purposes. This category includes typical product development projects (all electrical trees)
Notes
Changes
Risk Criticality
Fig. 1: Categories of reliability Management practice
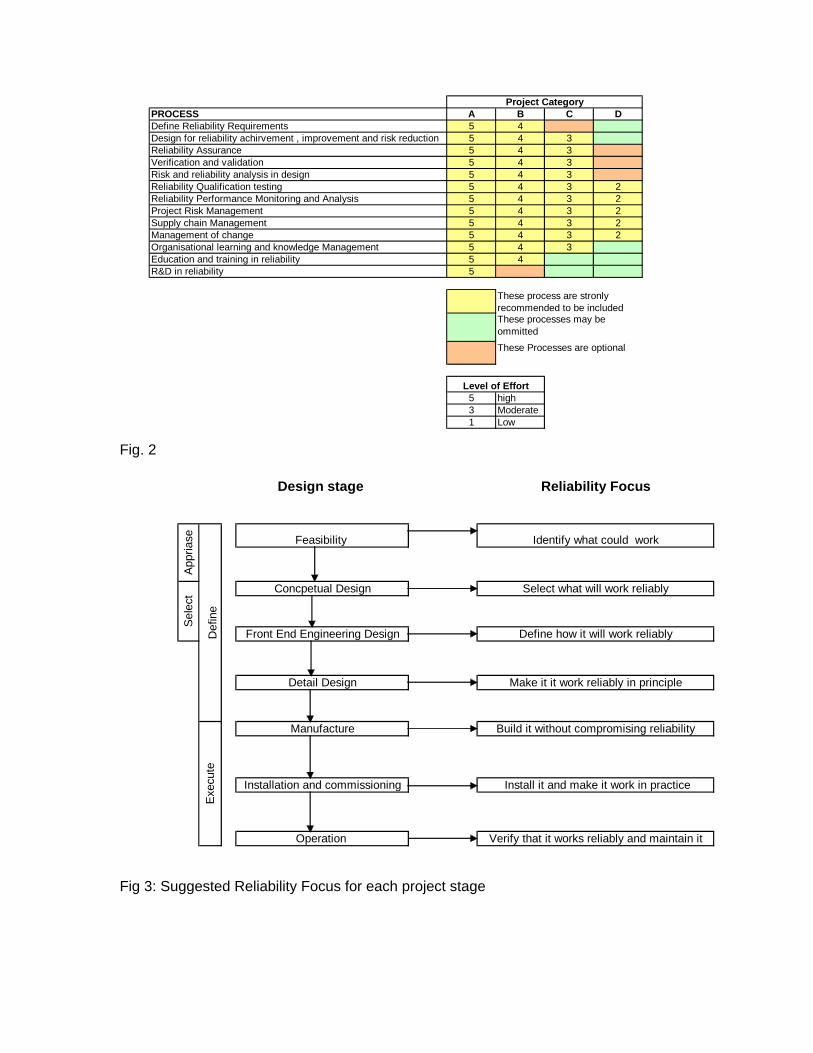
PROCESS A B C DDefine Reliability Requirements 5 4Design for reliability achirvement , improvement and risk reduction 5 4 3Reliability Assurance 5 4 3Verification and validation 5 4 3 Risk and reliability analysis in design 5 4 3Reliability Qualification testing 5 4 3 2Reliability Performance Monitoring and Analysis 5 4 3 2Project Risk Management 5 4 3 2Supply chain Management 5 4 3 2Management of change 5 4 3 2Organisational learning and knowledge Management 5 4 3 Education and training in reliability 5 4R&D in reliability 5
5 high3 Moderate1 Low
Level of Effort
Project Category
These process are stronly recommended to be includedThese processes may be ommitted
These Processes are optional
Fig. 2
Design stage Reliability Focus
Feasibility Identify what could work
Concpetual Design Select what will work reliably
Front End Engineering Design Define how it will work reliably
Detail Design Make it it work reliably in principle
Manufacture Build it without compromising reliability
Installation and commissioning Install it and make it work in practice
Operation Verify that it works reliably and maintain it
Exec
ute
Def
ine
Sele
ctAp
pria
se
Fig 3: Suggested Reliability Focus for each project stage

1
SubSea Reliability Framing Workshop
AgendaJohn Allen Introduction 15 min
Don Wells Framework 15 min
John Strutt Reliability Process history overview 60 min
Don Wells Working segments objectives - 6 stages 20min
John Strutt Working segment introduction 10min
20 min. per session & 10 min. discussion break 1/4 2hrsLunch 30min
5/6 1hr
Contributions from the floor 1hr
What’s next Work Plan/Engagement/Involvement 1hr

FIRSTNAME LASTNAME COMPANY Phone Fax EmailRajiv Aggarwal ABB Lummus Global - FPS 713-821-5298 [email protected] Allen ABB Offshore 281-855-0319 [email protected] Ayers Stress Engineering Services 281-955-2900 281-955-2638 [email protected] Balaster Halliburton/KBR 713-760 3103 unsure of e-mail [email protected] Baldridge Halliburton 972-418-3981 [email protected] Bednar bp 281-249 4325 [email protected] Bell Mentor Subsea Engineering, Inc. 281-870-5464 281-870-5130 [email protected] Bensimon Kerr-McGee 281-673-6408 281-673-4408 [email protected] E. Chitwood ChevronTexaco/DeepStar 281-596-3307 281-596-2656 [email protected] Dean Kerr-McGee 281-673-6559 281-673-4559 [email protected] Duehl BP 281-247-7972 [email protected] Duzan BoeingDavid Harrold FMC 281-591-3831 [email protected] Kopps Marathon 713-296-3362 713-296-3190 [email protected] Larkin ChevronTexaco 713-432-2681 [email protected] Malloy Stress Engineering Services 713-466-1527 713-896-6807 [email protected] McFadden USA [email protected] Miller INTEC 713-570-1000 [email protected] Nilberg DNV 281-721-6783 [email protected] Norris Kerr McGee 281-618-6000 [email protected] Powell Cameron 713-939-2457 [email protected] Ramamurthy ABB Vetco Gray 281-405-3838 [email protected] Rodger Jardine 66 7711 874387 [email protected] Sharma Halliburton/GranherneMark Siegmund bp [email protected] Strutt Cranfield University [email protected] Hong Sun ABB Offshore [email protected] Szymczak ABB Vetco Gray 281-847-4674 [email protected] Valenzuela ABB Offshore 281-877-6819 281-877-5820 [email protected] Waguespack ChevronTexaco 281-596-2373 281-596-2150 [email protected] (Christina) Wang ABS 281-877-5993 [email protected] Wells ConocoPhillips 281-293-3803 281-293-6688 [email protected] Young Stress Engineering Services [email protected]
API 17N working groups
Feasibility and Conceptual Design Feasibility and Conceptual Design • Core Tasks
– R&M specification tasks at this stage. How should they be performed– What Feasibility and concept design tasks to achieve reliable system– Collation of information for Assurance (who what how)
• Tasks associated with Implementation of Verification and Analysis– What verification/validation tasks need to be addressed at this stage– What tools, data and methods are available or could be used– What tests need to be performed at this stage.
• Implement Reliability Management tasks– Reliability Planning and Project risk management– Supply chain tasks / issues to be addressed at this stage – Design change/life cycle transition issues to be addressed
• Activities which sustain reliability capability in the long term• Integration and Interfaces• Organisational Issues specific to this phase

API 17N working groups
Front End Engineering Design Front End Engineering Design 1. Core Tasks
1. R&M specification tasks at this stage. How should they be performed2. What FEED tasks to make systems achieve required reliability3. Collation of information for Assurance (who what how)
2. Tasks associated with Implementation of Verification and Analysis1. What verification/validation tasks need to be addressed at this stage2. What tools, data and methods are available or could be used3. What tests need to be performed at this stage.
3. Implement Reliability Management tasks1. Reliability Planning and Project risk management2. Supply chain tasks / issues to be addressed at this stage 3. Design change/life cycle transition issues to be addressed
4. Activities which sustain reliability capability in the long term5. Integration and Interfaces6. Organisational Issues specific to this phase

API 17N working groups
Detail Design Detail Design 1. Core Tasks
1. R&M specification tasks for this phase. How should they be performed2. What detail design tasks to achieve reliable system3. Collation of information for Assurance (who what how)
2. Tasks associated with Implementation of Verification and Analysis1. What verification/validation tasks need to be addressed at this stage2. What tools, data and methods are available or could be used3. What tests need to be performed at this stage.
3. Implement Reliability Management tasks1. Reliability Planning and Project risk management2. Supply chain tasks / issues to be addressed at this stage 3. Design change/life cycle transition issues to be addressed
4. Activities which sustain reliability capability in the long term5. Integration and Interfaces6. Organisational Issues specific to this phase

API 17N working groups
Manufacture Manufacture 1. Core Tasks
1. R&M specification tasks. How should they be performed?2. What Manufacturing tasks to make systems achieve required reliability3. Collation of information for Assurance (who what how)
2. Tasks associated with Implementation of Verification and Analysis1. What verification/validation tasks need to be addressed at this stage2. What tools, data and methods are available or could be used3. What tests need to be performed at this stage.
3. Implement Reliability Management tasks1. Reliability Planning and Project risk management2. Supply chain tasks / issues to be addressed at this stage 3. Design change/life cycle transition issues to be addressed
4. Activities which sustain reliability capability in the long term5. Integration and Interfaces6. Organisational Issues specific to this phase
API 17N working groups
Installation and Commissioning Installation and Commissioning • Core Tasks
– R&M specification. How should they be performed– What I&C tasks to make systems achieve required reliability– Collation of information for Assurance (who, what, how)
• Tasks associated with Implementation of Verification and Analysis– What verification/validation tasks need to be addressed at this stage– What tools, data and methods are available or could be used– What tests need to be performed at this stage.
• Implement Reliability Management tasks– Reliability Planning and Project risk management– Supply chain tasks / issues to be addressed at this stage – Design change/life cycle transition issues to be addressed
• Activities which sustain reliability capability in the long term• Organisational Issues specific to this phase

API 17N working groups
Operation Operation 1. Core Tasks
1. R&M specification tasks. How should they be performed2. What maintenance and Operation tasks to make systems achieve required
reliability3. Collation of information for Assurance (who, what, how)
2. Tasks associated with Implementation of Verification and Analysis1. What verification/validation tasks need to be addressed at this stage2. What tools, data and methods are available or could be used3. What tests need to be performed at this stage.
3. Implement Reliability Management tasks1. Reliability Planning and Project risk management2. Supply chain tasks / issues to be addressed at this stage 3. Design change/life cycle transition issues to be addressed
4. Activities which sustain reliability capability in the long term5. Integration and Interfaces6. Organisational Issues specific to this phase

API 17N working groups
Pretender and tenderingPretender and tendering• Core Tasks
– R&M specification tasks at this stage. How should they be performed– What planned designs to achieve reliable system– Collation of information for Assurance (who what how)
• Tasks associated with Implementation of Verification and Analysis– What verification/validation tasks need to be addressed at this stage– What tools, data and methods are available or could be used– What tests need to be performed at this stage.
• Implement Reliability Management tasks– Reliability Planning and Project risk management– Supply chain tasks / issues to be addressed at this stage – Design change/life cycle transition issues to be addressed
• Activities which sustain reliability capability in the long term• Integration and Interfaces• Organisational Issues specific to this phase

API 17N working groups
Long term Investments in ReliabilityLong term Investments in Reliability1. What Organisational learning and knowledge management tasks do we
need to perform1. Should success/failure knowledge be collated and shared if so how?2. What knowledge needs to be collated3. What is the best way of distributing and communicating success /failure
knowledge4. What tools do we need for this
2. What education and training issues need to be addressed and at what stage in the project life cycle
1. Who needs to be trained2. What sort of training3. What level of competence
3. What sort of R&D should be performed to support and sustain development of reliable products, reliability assessments and key reliability management processes

API 17N working groups
Organisational IssuesOrganisational Issues• How should Reliability teams be integrated into projects
– Distributed model ?– Centralised Model?– Roles responsibilities and team structures at each phase
Distributed Model1. Wider coverage of reliability because
all disciplines involved2. Potentially provides greater
organisational redundancy but requires all disciplines to be trained in reliability engineering and risk management.
3. Smaller team of reliability specialists who’s role is more facilitation than execution
4. Communication between disciplines and reliability group is more challenging, but actions are recognised understood
5. Requires simpler models and clear decision rules to provide consistency.
Distributed Model1. Wider coverage of reliability because
all disciplines involved2. Potentially provides greater
organisational redundancy but requires all disciplines to be trained in reliability engineering and risk management.
3. Smaller team of reliability specialists who’s role is more facilitation than execution
4. Communication between disciplines and reliability group is more challenging, but actions are recognised understood
5. Requires simpler models and clear decision rules to provide consistency.
Centralised Model1. Disciplines need less specialist
reliability training but2. Potentially reduces organisational
redundancy. Requires concentration of reliability knowledge in a few experts
3. Larger team of reliability specialists needed to execute reliability requirements with adequate coverage.
4. Communication within Reliability Group is easier, but more demanding to communicate reliability actions to disciplines.
5. Can accommodate greater degree of uncertainty and complexity in decision rules
Centralised Model1. Disciplines need less specialist
reliability training but2. Potentially reduces organisational
redundancy. Requires concentration of reliability knowledge in a few experts
3. Larger team of reliability specialists needed to execute reliability requirements with adequate coverage.
4. Communication within Reliability Group is easier, but more demanding to communicate reliability actions to disciplines.
5. Can accommodate greater degree of uncertainty and complexity in decision rules
Reliability Engineering Risk Management Centre
Subsea Reliability Subsea Reliability Recommended PracticeRecommended Practice
API 17N RPAPI 17N RPJ E Strutt

Reliability Engineering Risk Management Centre
AgendaAgenda
• Prior work on Subsea reliability carried out by Cranfield for BP– Background– Motivation and barriers to reliability– Reliability Strategies– Key Reliability Processes– Organisational issues
Reliability Engineering Risk Management Centre
The BP Reliability The BP Reliability StrategyStrategy
What it is and why it was needed

Reliability Engineering Risk Management Centre Motivation for the Subsea Motivation for the Subsea
Reliability StrategyReliability Strategy
FoinavenSchiehallionTroika
Why Subsea Delivery Managers and Engineers Why Subsea Delivery Managers and Engineers Should be concerned about Systems ReliabilityShould be concerned about Systems Reliability
The project is on time and within budget. That’s great! but will the system work?
Subsea Delivery Manager
The Latest Project
Project Manager
Reliability Engineering Risk Management Centre
Reliability Strategy OverviewReliability Strategy Overview• 2 years ago BP engaged Cranfield to assist with the set up of
an overlying reliability strategy for its subsea sector
• First task in developing a reliability strategy was to understand what was impeding implementation
• Strategy was formulated based on understanding and developing the processes that deliver reliability
• Principles are currently being implemented within– Gulf of Mexico Thunder horse project– UKCS Federal Subsea Hardware Contracts– Angola block 18 project
• Reliability Capability has become a key part of contract evaluation criteria
Reliability Engineering Risk Management Centre
Barriers To Implementation Barriers To Implementation of a Reliability Strategyof a Reliability Strategy
• Very poor Industry awareness of the discipline• Few customers asked specifically for reliability• Major factors appeared to be
1. Business Focus on CAPEX causing disconnection between reliability and good business risk management
– High costs of analysis and testing with – No perception of the value of reliability
2. Varying perceptions of how reliability is achieved.– A dominant belief is that good quality management will deliver
product reliability3. Lack of good subsea reliability data4. Lack of predictive capability in reliability assessment tools
– Many engineers in the industry felt there was little point in performing analysis
– Tools and data are particular weak in terms of influence of design. Manufacture, environment and usage variables on reliability. i.e. Good design management does not influence the reliability when reliability is based on historical failure data

Reliability Engineering Risk Management Centre
What is ReliabilityWhat is Reliability• Technical Definition
Reliability is the ability of a product or system to perform its required functions, without failure, in the specified environment under the specified operating conditions of use for the time required
RELIABILITY = PROBABILITY OF NOT FAILINGRELIABILITY = 1 - PROBABILITY OF FAILURE
R(t) = 1 - F(t)R(t) = exp (-λ.t)F(t) = 1 - exp (-λ.t)
λ is the failure rate
RELIABILITY = PROBABILITY OF NOT FAILINGRELIABILITY = 1 - PROBABILITY OF FAILURE
R(t) = 1 - F(t)R(t) = exp (-λ.t)F(t) = 1 - exp (-λ.t)
λ is the failure rate
Ability is usually defined as a probability
Reliability Engineering Risk Management Centre
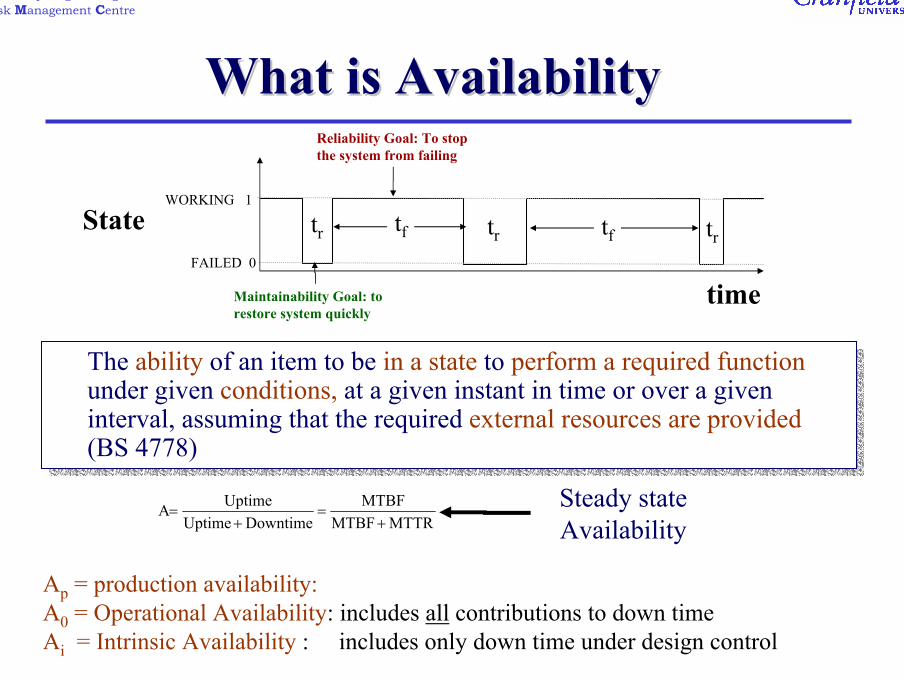
The ability of an item to be in a state to perform a required functionunder given conditions, at a given instant in time or over a given interval, assuming that the required external resources are provided(BS 4778)
The ability of an item to be in a state to perform a required functionunder given conditions, at a given instant in time or over a given interval, assuming that the required external resources are provided(BS 4778)
MTTRMTBFMTBF
DowntimeUptimeUptimeA
+=
+=
What is AvailabilityWhat is Availability
Ap = production availability: A0 = Operational Availability: includes all contributions to down timeAi = Intrinsic Availability : includes only down time under design control
Steady state Availability
State
time
WORKING 1
FAILED 0
tr tr tr
Maintainability Goal: to restore system quickly
Reliability Goal: To stop the system from failing
tf tf

Reliability Engineering Risk Management Centre
Reliability vs. AvailabilityReliability vs. AvailabilityDeep water Operators need high levels of production Deep water Operators need high levels of production availability to generate return on investment (availability availability to generate return on investment (availability directly relates to cashdirectly relates to cash--flow)flow)
BUTBUT
Availability can be achieved in 2 waysAvailability can be achieved in 2 ways1.1. Extend maintenance free operating period (reliability)Extend maintenance free operating period (reliability)2.2. Reduce time to restore system (maintainability)Reduce time to restore system (maintainability)
As the water depth increases there is increasing value in As the water depth increases there is increasing value in driving for reliability rather than maintainability to achieve driving for reliability rather than maintainability to achieve availability. Defined minimum periods of failure free availability. Defined minimum periods of failure free operation (operation (MFFOPsMFFOPs) are good for business.) are good for business.
Reliability Engineering Risk Management Centre
What Reliability Really MeansWhat Reliability Really MeansTechnically:Technically:Reliability means the Probability of Reliability means the Probability of not not Failing in Failing in operationoperationBUTBUTTo make reliable products we must understand the To make reliable products we must understand the process that delivers reliabilityprocess that delivers reliability
In RealityIn Reality::Reliability measures how wellReliability measures how well you are meeting you are meeting your business and ethical objectivesyour business and ethical objectives
Reliability Engineering Risk Management Centre
Reliability does not appear in corporate Goals
GOALS IN PROJECTS: High level goals are defined by business and ethical requirements, such as:
• Cost and Delivery• Health and Safety • Environment
PlusThe large number of System Design and Operability requirements that the design teams have to meet.
These must not conflict with the high level business goals.
Operator’s GoalsOperator’s Goals
Reliability Engineering Risk Management Centre
Where does Reliability FigureWhere does Reliability Figure
COST
RELIABILITY
DELIVERY
Affordable price
MeansMaking the System work …. and Safely!
Delivered To Schedule

Reliability Engineering Risk Management Centre
Managing Reliability in ProjectsManaging Reliability in ProjectsThis is not a trivial task because you need to ensure This is not a trivial task because you need to ensure that all the system goals are met while keeping to that all the system goals are met while keeping to cost and delivery cost and delivery
Most projects can achieve Cost and Delivery goals. Most projects can achieve Cost and Delivery goals. Only the best teams can successfully deliver Only the best teams can successfully deliver Reliability to competitive Cost and Delivery goalsReliability to competitive Cost and Delivery goals
Cost
Reliability
Delivery
System Goals

Reliability Engineering Risk Management Centre
Does Reliability add value?Does Reliability add value?
• Other industrial sectors believe so– UK MoD are insisting on an R&M case to be
delivered with the product in major defence development projects
– UK Aircraft manufacturers are investing in the development of the Ultra Reliable Aircraft
– Automotive Vehicle manufacturers are imposing reliability requirements on their suppliers to provide greater product reliability for their customers
Reliability Engineering Risk Management Centre
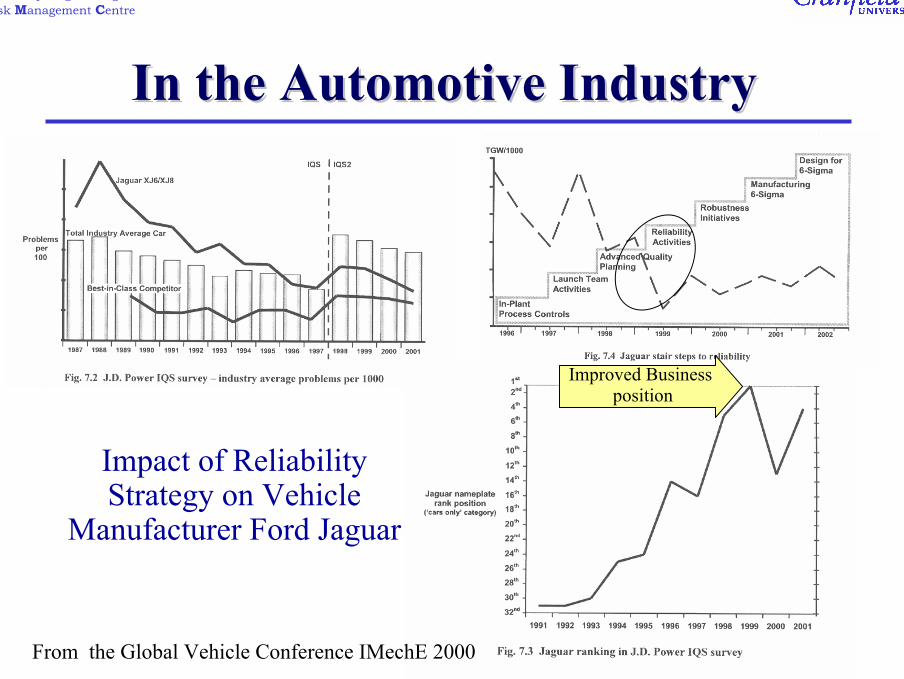
In the Automotive IndustryIn the Automotive Industry
Impact of Reliability Strategy on Vehicle
Manufacturer Ford Jaguar
From the Global Vehicle Conference IMechE 2000
Improved Business position
Reliability Engineering Risk Management Centre
The Ultra Reliable Aircraft ProjectThe Ultra Reliable Aircraft Project
In AeronauticsIn Aeronautics
• Reliability suddenly increasingly important– The increasing military customer requirement for risk
transfer to Prime Contractors – The move to capability/service based contracting and
flow down through the supply chain– Commercial Airline drive for higher reliability at entry
into service– Commercial Airline drive for greater availability and
despatch reliability in service
Courtesy of URA project manager

Reliability Engineering Risk Management Centre
When does Reliability Add ValueWhen does Reliability Add Value• To a rational decision maker reliability will add value when the
risk reduction benefit exceeds the cost of reliability implementation
• [P2C2 – P1C1] > C0
– Investment Cost = C0
– The Benefit is risk reduction = [P2C2 –P1C1]• P1C1 = Risk with Reliability Investment• P2C2 = Risk with no Reliability Investment
Even
t Pro
babi
lity
Event Consequences
10-1
10-2
10-3
10-4
P2C2
P1C1
Cost = C0
P1 target probability of failure C1 Cost of failure with implementationP2 Current probability of failureC2 Cost of failure without implementationC0 Cost of reliability implementation
P1 target probability of failure C1 Cost of failure with implementationP2 Current probability of failureC2 Cost of failure without implementationC0 Cost of reliability implementation

Reliability Engineering Risk Management Centre
Customer Value of ReliabilityCustomer Value of Reliability
Value = Benefits - CostsValue = P2C2 – P1C1 - C0
Reduce CostsReduce Risks
Drive for EfficientImplementation
Drive for EffectiveImplementation
Value Increases as:P2 and C2 IncreasesP1 and C1 DecreasesCost Co Decreases
Value Increases as:P2 and C2 IncreasesP1 and C1 DecreasesCost Co Decreases
Do we know what risks and reliability we
want to achieve?
Do we know what our current risk and
reliability levels are?

Reliability Engineering Risk Management Centre
Customer Value of Reliability Customer Value of Reliability
• If this expression is placed into a cash flow context (time value of money) we see– Failures which occur early in production have very
much greater impact on NPV than failures which occur later in life• This is the origin of the business focus on CAPEX
– Business managers find it hard to justify a definite upfront expenditure (investment) in reliability as a trade off against a possible future loss
– The perception of failure consequence is the key factor• Reliability only starts to be taken seriously when the
cost of failure is so high that it pays to invest in avoidance strategies
Reliability Engineering Risk Management Centre
What actually adds Value? What actually adds Value? Ev
ent P
roba
bilit
y
Event Consequences
10-1
10-2
10-3
10-4
P2C2
P1C1
Cost = C0
Even
t Pro
babi
lity
Event Consequences
10-1
10-2
10-3
10-4
P2C2
P1C1
Cost = C0
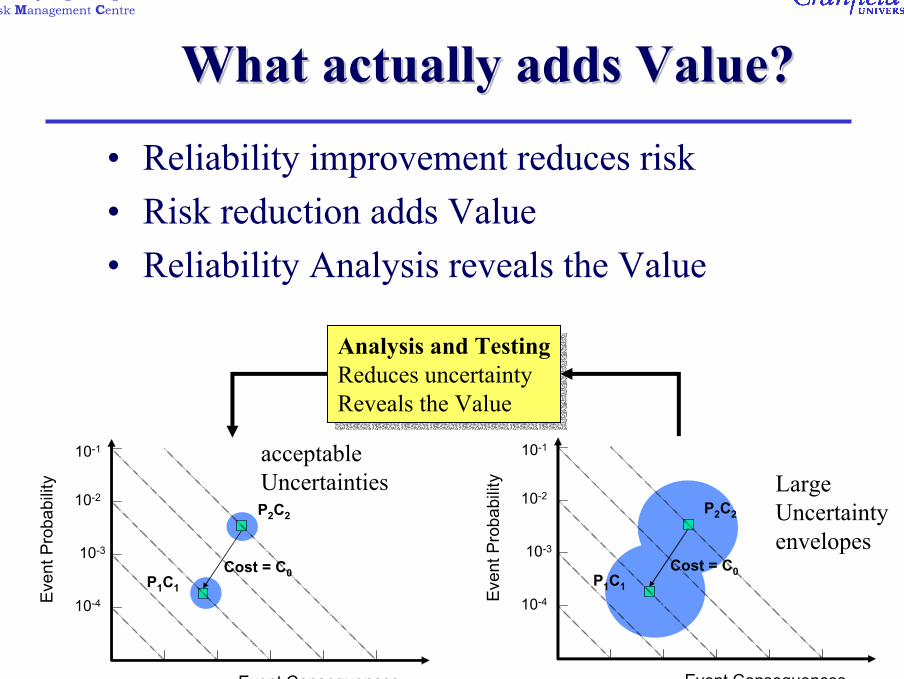
Analysis and TestingReduces uncertaintyReveals the Value
Analysis and TestingReduces uncertaintyReveals the Value
LargeUncertaintyenvelopes
acceptableUncertainties
• Reliability improvement reduces risk• Risk reduction adds Value• Reliability Analysis reveals the Value

Reliability Engineering Risk Management Centre
Supplier Reliability ValueSupplier Reliability Value• Bid on reliability as well as price and delivery• Increase likelihood of contract award
– Greater ability to persuade customers to purchase your products and services rather than those of your competitors
• Sustained business relationship in the longer term– Customer pleased with reliability performance.– Contract renewals and award of next contract
• Reduced warranty costs• Future incentivisation of reliability in contracts
But only if the customer recognises value in reliability capability

Reliability Engineering Risk Management Centre
Bre
akdo
wn
rate
System Life cycle
Early Life failures Random failures
Wear out Failures
Remove expensive Early
Life Failures
Remove expensive Early
Life Failures
Design out all Foreseeable early life and through life failures Design out all Foreseeable early life and through life failures
Past
Subsea Goal
Decommission before
wear out
Decommission before
wear out
The Aim of the Deepwater Reliability StrategyThe Aim of the Deepwater Reliability Strategy
Remove or Minimise foreseeable through life
failures
Remove or Minimise foreseeable through life
failures
All we are left with are the unforeseeable (random) failures or wear out failures beyond anticipated field life
All we are left with are the unforeseeable (random) failures or wear out failures beyond anticipated field life
Anticipated Field Life
Reliability Engineering Risk Management Centre
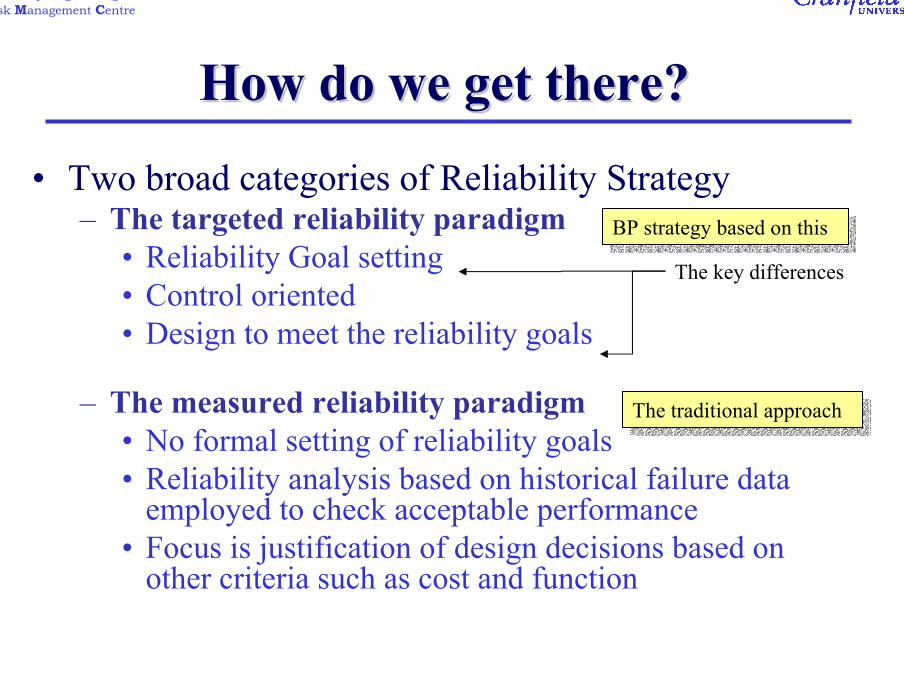
How do we get there?How do we get there?
• Two broad categories of Reliability Strategy– The targeted reliability paradigm
• Reliability Goal setting• Control oriented• Design to meet the reliability goals
– The measured reliability paradigm• No formal setting of reliability goals• Reliability analysis based on historical failure data
employed to check acceptable performance• Focus is justification of design decisions based on
other criteria such as cost and function
BP strategy based on this BP strategy based on this
The traditional approach The traditional approach
The key differences
Reliability Engineering Risk Management Centre
The Targeted Reliability Paradigm The Targeted Reliability Paradigm • Define the Reliability requirements
– Initiates the reliability strategy– Arguably the key customer (Operator) capability
• Design to achieve the Reliability requirement– Arguably the most important supplier capability
• Provide Assurance that the requirements have been met in advance of operation
– Do we know how to do this?– An Important business capability for the supplier– What evidence is acceptable?
Reliability Engineering Risk Management Centre
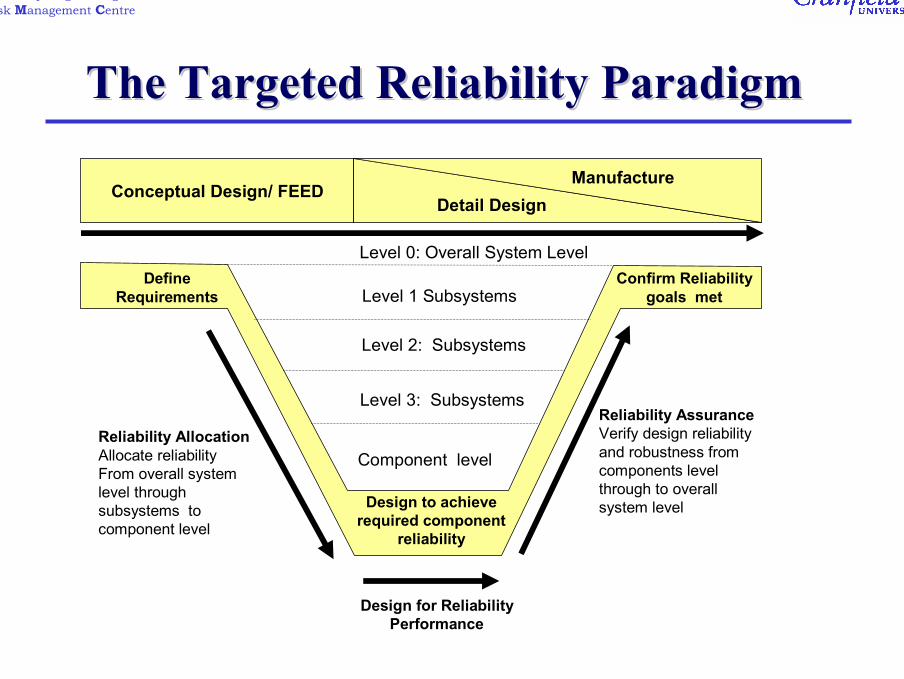
The Targeted Reliability ParadigmThe Targeted Reliability Paradigm
DefineRequirements
Confirm Reliability goals met
Level 0: Overall System Level
Level 1 Subsystems
Level 2: Subsystems
Level 3: Subsystems
Component level Reliability AllocationAllocate reliabilityFrom overall system level through subsystems to component level
Reliability AssuranceVerify design reliability and robustness from components level through to overall system levelDesign to achieve
required component reliability
Design for Reliability Performance
Detail DesignManufacture
Conceptual Design/ FEED

Reliability Engineering Risk Management Centre
Key Processes Important in ReliabilityKey Processes Important in ReliabilityDefine R&M
Requirements
Design for R&M Achievement
Assure Customer of R&M achievement
Verification and Validation
Organisational Learning
Education and Training Research & Development
Project Risk Management
Supply Chain Management
Change Management
Risk & Reliability Analysis in design
Reliability tracking and Analysis
Reliability QualificationTesting
Core processesImplement AssuranceImplement ManagementLong term Investments
Supporting Processes where much of the cost of reliability implementation goes

Reliability Engineering Risk Management Centre
KP1:Defining R&M RequirementsKP1:Defining R&M Requirements• Defined the Metrics (SMART requirements)• Process should include selection i.e. Select most reliable
concept consistent with safety, environment, cost and delivery goals
• Reliability requirements should be risk based:– HSE risks– Environmental risks– Financial risks
• Link to business requirements (tools?)• Link to function and performance specification (procedure?)• Allocation from high level goals to components (tools?)• Defining reliability requirements is a key capability for the
end customer
KP Key Reliability Processes1 Definition of reliability requirements2 Design to achieve and improve reliability3 Reliability Assurance4 Reliability Verification and Validation5 Risk and reliability analysis in design6 Performance tracking and analysis7 Reliability Qualification testing8 Project risk management9 Supply chain Management
10Management of Change11Organisational Learning12Education and Training13Research and Development
Unless this is in place the customer should not expect reliability to be achieved in early life
Unless this is in place the customer should not expect reliability to be achieved in early life

Reliability Engineering Risk Management Centre
Reliability and Functional Requirement Reliability and Functional Requirement
• Reliability is as fundamental a design requirement as function and performance
• For every Functional requirement a Reliability requirement can (in principle) be specified– Function: Seal A must not leak– Reliability: P(seal A does not leak) > 0.99
• For every Performance requirement a Reliability requirement can (in principle) be specified– Function: Valve must close in less than 10 seconds– Reliability: P(time to close < 10) > 0.99
But we need to define how reliable it needs to beBut we need to define how reliable it needs to be
Reliability Engineering Risk Management Centre
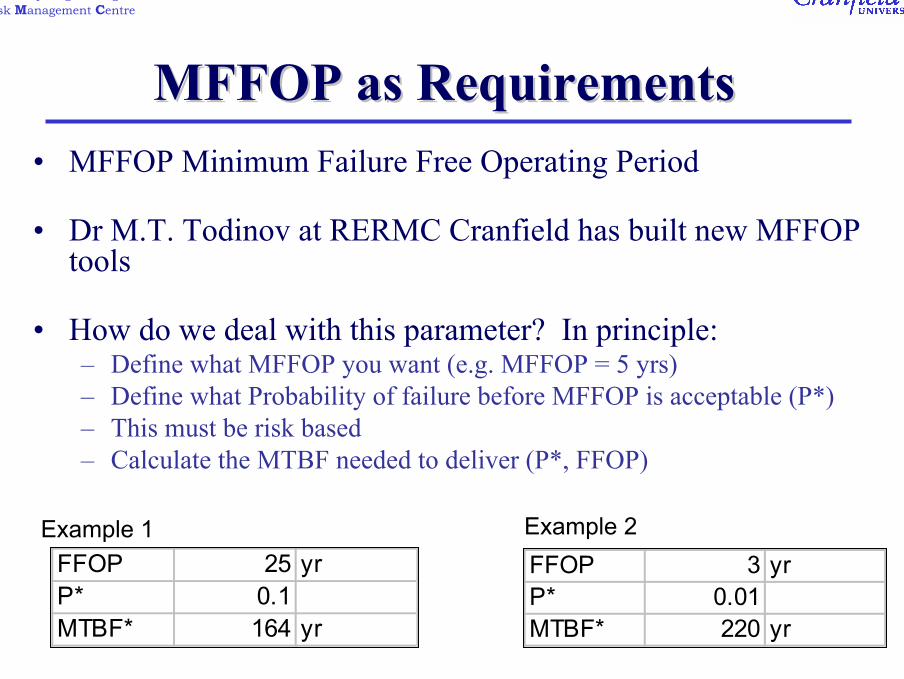
MFFOP as RequirementsMFFOP as Requirements• MFFOP Minimum Failure Free Operating Period
• Dr M.T. Todinov at RERMC Cranfield has built new MFFOP tools
• How do we deal with this parameter? In principle:– Define what MFFOP you want (e.g. MFFOP = 5 yrs)– Define what Probability of failure before MFFOP is acceptable (P*) – This must be risk based– Calculate the MTBF needed to deliver (P*, FFOP)
FFOP 3 yrP* 0.01MTBF* 220 yr
FFOP 25 yrP* 0.1MTBF* 164 yr
Example 1 Example 2
Reliability Engineering Risk Management Centre
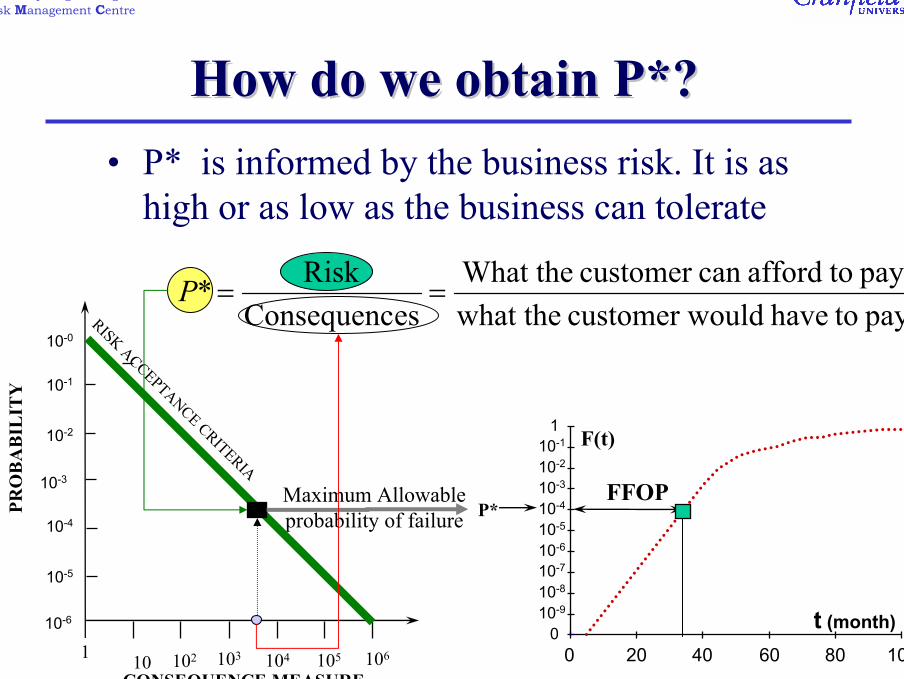
How do we obtain P*?How do we obtain P*?• P* is informed by the business risk. It is as
high or as low as the business can tolerate
pay tohave ouldcustomer w what thepay toaffordcan customer What the
esConsequencRisk* ==P
010-910-810-710-610-510-410-310-210-1
1
0 20 40 60 80 100
t (month)
P*
F(t)
FFOPMaximum Allowableprobability of failure
PRO
BA
BIL
ITY
10-4
10-3
10-2
10-1
10-0
10-5
10-6
1 10 102 103 104 105 106
CONSEQUENCE MEASURE
RISK ACCEPTANCE CRITERIA

Reliability Engineering Risk Management Centre
KP2: Design for ReliabilityKP2: Design for Reliability
• The focus is on decision making and Design action– to achieve required reliability or availability– to improve reliability and/or reduce risk
• Application of design for reliability principles– Simplicity (minimum parts to provide function)– Functional Clarity– Unity ( no weak components) – Robustness (insensitive to variation) – Reduce vulnerability– Remove common cause failures (defeat
redundancy)– Materials selection to avoid degradation processes
This is what adds value to the customers businessThis is what adds value to the customers business

Reliability Engineering Risk Management Centre
KP3: Reliability AssuranceKP3: Reliability Assurance• The process of accumulating evidence that
the design meets reliability requirements• Document is R&M Case
– Reasoned arguments to justify reliability assertions made
– If risk of failure is low, R&M Case explains why it is low (important when there are disagreements on failure rate)
• Evidence can take different forms:– Qualitative reasoning ( list of barriers)– Test data– Results of analysis and simulation– Track record of the components
• Assess uncertainty on reliability and availability
Tell me what you’ve got. No cheating! Just Honesty!Tell me what you’ve got. No cheating! Just Honesty!

Reliability Engineering Risk Management Centre
KP4: Verification and validationKP4: Verification and validation• Verify that reliability processes/ tasks
and plans have been implemented• Capability Maturity models can be
used as a verification audit of an organisation’s reliability process capability
• Validation – Validate arguments and assertions– Check soundness of premises used in
arguments – Validate models and data– Validate tests
The truth the whole truth and nothing but the truth ! The truth the whole truth and nothing but the truth !

Reliability Engineering Risk Management Centre
Bench Marking Reliability CapabilityBench Marking Reliability Capability
N Level Characterised by Approach5 Optimised Adaptive processes pro-active4 Managed Influences design 3 Defined Measured, Open loop2 Repeatable Prescriptive1 Uncontrolled Ad hoc re-active
N Level Characterised by Approach5 Optimised Adaptive processes pro-active4 Managed Influences design 3 Defined Measured, Open loop2 Repeatable Prescriptive1 Uncontrolled Ad hoc re-active
Required Minimum Capability = 4
1 Initial
2 Repeatable
3Defined
4 Managed
5 Optimised
Reactive &Ad hoc
Proactive, Learning& Sustaining
54
3
2
1
CMM
Perc
eive
d V
alue
to C
usto
mer
/Sup
plie
r
Perceived Effort by Customer/Supplier
1
2
3
4
5
CMM CapabilityLevels
For BP this is a key part of the verification processFor BP this is a key part of the verification process

Reliability Engineering Risk Management Centre
KP5: Risk and reliability analysisKP5: Risk and reliability analysis• Analyses should inform design• Qualitative and quantitative tools• Identification and Assessment• Main tools in current use are:
– Availability RAM analysis / Availability simulations– FMECA – The main stay for identification and semi-
quantitative risk analysis– FTA/RBD useful for system focus
• Advanced Tools– Load strength interference (S-R analysis)– Structural reliability– Etc.
• Many tools exist but most are rarely used
This is where a lot of effort goes but it only adds value if it is influencing design reliabilityThis is where a lot of effort goes but it only adds value if it is influencing design reliability

Reliability Engineering Risk Management Centre
KP6: Performance tracking & analysisKP6: Performance tracking & analysis
1. Operators must provide access to failure information and contribute to collective data analysis
2. Establish philosophy for data collection and develop robust Field Performance Reporting systems
3. Consider use of condition monitoring and inspection as an input to the process
4. Track customer failures and understand how they occur5. Analyse FPR data for Reliability demonstrations and use
to inform reliability improvement strategy6. Develop data collection strategy for each field
development project7. Input this data to organisational learning process (KP11)
Track what fails when and how. This is the process that will build up the data bases for the industry to use Track what fails when and how. This is the process that will build up the data bases for the industry to use

Reliability Engineering Risk Management Centre
KP7: Reliability Qualification TestingKP7: Reliability Qualification Testing• This subsea industry does not do much of this• The purpose of reliability testing is to explore and validate
performance characteristics and failure processes• Reliability testing has several goals:
– Identification of failure modes in products– Verification of failure modes identified in FMECA activities– Model validation (for Physics of Failure models)– Learning about physical failure mechanisms where the mechanism is
poorly understood– Demonstrating reliability and reliability improvements from design
change– Generation of reliability and product life data– Qualification of the product
• Reliability testing includes a number of highly specialised methods for Accelerated Life Testing (ALT), Highly Accelerated Life Testing (HALT) Step Stress Testing (SST) etc Test components
This can run up costs but it is direct and tangible and often provides the most believable evidence
This can run up costs but it is direct and tangible and often provides the most believable evidence

Reliability Engineering Risk Management Centre
KP8: Project Risk ManagementKP8: Project Risk Management
• Develop Reliability plans• Establish plan early and update through life• Assess risks in plan implementation• Ensure acceptable balance between product
risks and Project risks• Ensure that there are sufficient Resources
– Sufficient Quality thinking time!– Competent staff
• knowledgeable and experienced
Early planning and updating of reliability activities is crucial. Need to Front load the design effort
Early planning and updating of reliability activities is crucial. Need to Front load the design effort
Reliability Engineering Risk Management Centre
KP9: Supply Chain ManagementKP9: Supply Chain Management
• It is often found that high-level systems failures with significant consequences originate from the failure of minor bought in components in the system.
• Systems designer/integrators must understand the significance of the risk potential of all components, including minor components supplied by 2nd and 3rd tier suppliers.
• Reliability requirements may need to be allocated down to all components including Commercial Off the Shelf Systems (COTS) and bought-in items.
• Suppliers are expected to be capable of managing the various interfaces between the customers and suppliers down the supply chain.
• Suppliers must invest effort with customers to understand – Impact of supplied component reliability on system reliability– Interfacing risks and dependencies
Ensure no “genetic” defects in the system Ensure no “genetic” defects in the system
Reliability Engineering Risk Management Centre
KP10: Management of ChangeKP10: Management of Change• Consider the impact of life cycle transitions
on reliability• ID and assess design, manufacturing,
environmental and operational differences likely to affect reliability
• ID changes needed to improve reliability and meet RAM goals
• Implement changes early in the design life cycle
• Monitor and assess change orders
What is different this time if not addressed in design and manufacture can cause system failure
What is different this time if not addressed in design and manufacture can cause system failure

Reliability Engineering Risk Management Centre
KP11: Organisational LearningKP11: Organisational Learning
• Analysis of failure information – convert to organisational knowledge to improve
product reliability.• Feed back of information to the whole
organisation involved in design and system integration
• understand the lessons to be learned from failure.
• Develop your Company– Human Capital and– Structural Capital
The key to level 5 capability: sustaining and improving reliability performance into the future
The key to level 5 capability: sustaining and improving reliability performance into the future
Reliability Engineering Risk Management Centre
KP12: Education &TrainingKP12: Education &Training
• knowledge of how design and the design processes can prevent failure.
• Understand technical failure mechanisms and at how the organisation and human factors cause errors and mistakes.
• Understand and become proficient in risk, reliability assessment and risk management tools
The output is only as good as the input! The output is only as good as the input!

Reliability Engineering Risk Management Centre
KP13: Research & DevelopmentKP13: Research & Development• R&D programs support and inform the reliability
strategy of the organisation• R&D programmes are dictated by the company's
overall business strategy.• Capable organisations will use R&D as a key input to
product, management and tool development. • Key areas where research is currently necessary in
the reliability field includes:– Develop of reliability assessment tools– Predictive tools linking design manufacture usage and
environment to product reliability– Development of improved data and data collection
methods– Development of reliability testing methods/tools– Development of novel products with high levels of
fault and damage tolerance and reliability
Keep ahead of the pack! Keep ahead of the pack!
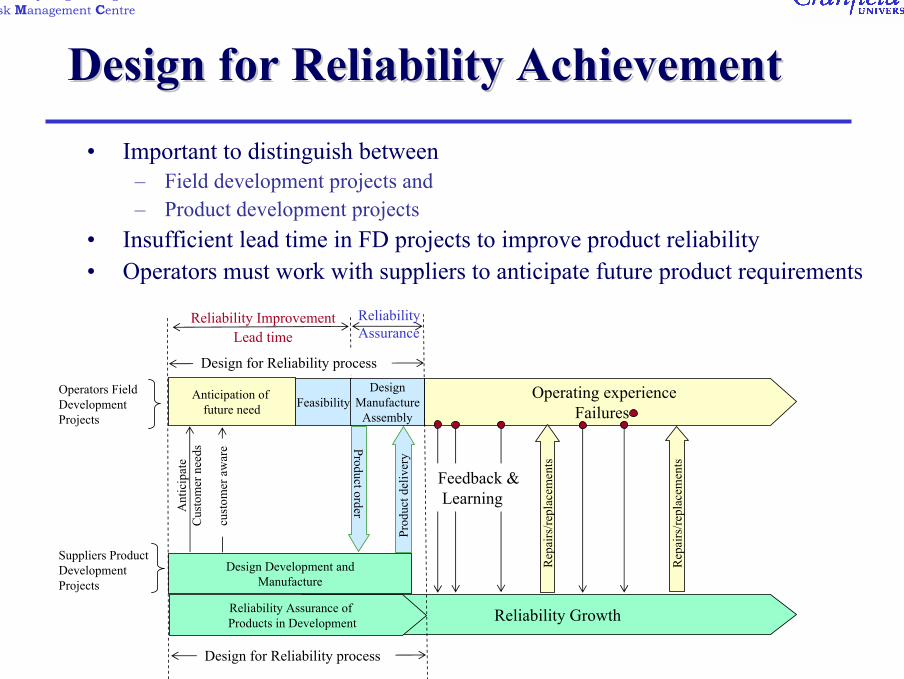
Reliability Engineering Risk Management Centre
Design for Reliability AchievementDesign for Reliability Achievement
• Important to distinguish between– Field development projects and– Product development projects
• Insufficient lead time in FD projects to improve product reliability• Operators must work with suppliers to anticipate future product requirements
Anticipation of future need
Reliability Assurance
Suppliers Product DevelopmentProjects
Operating experienceFailures
Operators Field Development Projects
Reliability Growth
Design Development andManufacture
FeasibilityPr
oduc
t del
iver
y
Design for Reliability process
Reliability ImprovementLead time
DesignManufacture
Assembly
Rep
airs
/repl
acem
ents
Rep
airs
/repl
acem
ents
Feedback &LearningA
ntic
ipat
e C
usto
mer
nee
ds
Reliability Assurance of Products in Development
cust
omer
aw
are
Design for Reliability process
Product order
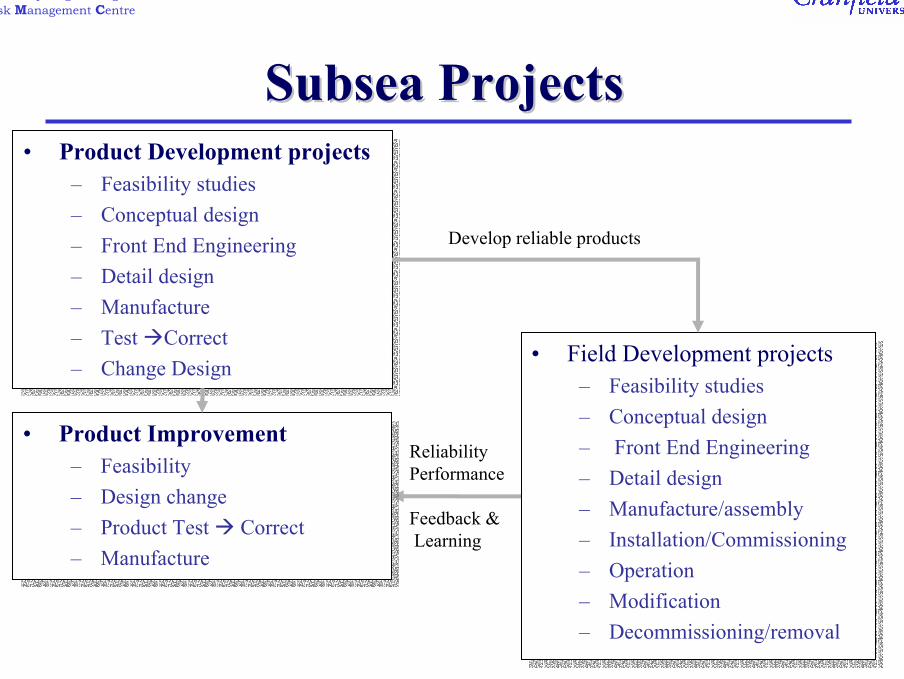
Reliability Engineering Risk Management Centre
Subsea ProjectsSubsea Projects
• Field Development projects– Feasibility studies– Conceptual design– Front End Engineering– Detail design– Manufacture/assembly– Installation/Commissioning– Operation– Modification– Decommissioning/removal
• Field Development projects– Feasibility studies– Conceptual design– Front End Engineering– Detail design– Manufacture/assembly– Installation/Commissioning– Operation– Modification– Decommissioning/removal
• Product Development projects– Feasibility studies– Conceptual design– Front End Engineering– Detail design– Manufacture– Test Correct– Change Design
• Product Development projects– Feasibility studies– Conceptual design– Front End Engineering– Detail design– Manufacture– Test Correct– Change Design
Reliability Performance
Feedback &Learning
Develop reliable products
• Product Improvement– Feasibility– Design change– Product Test Correct– Manufacture
• Product Improvement– Feasibility– Design change– Product Test Correct– Manufacture
Reliability Engineering Risk Management Centre
SummarySummary• A sustainable subsea reliability strategy will require Oil Companies, their
contractors and suppliers to become more efficient and effective in reliability Management. This calls for:
Greater Awareness of the value of reliability to the businessGreater commitment to reliability as a business goalDevelopment of Capability in reliability
Key Process and toolsOrganizational learning
• Individual company efforts to develop their reliability strategy will be constrained by the varying requirements across the market place.
• Reliability must involve the whole supply chain network. The subsea sector must adopt a common strategy.
• The API standard on reliability will define the reliability strategy for the sector as a whole:
Buy in by all organizations is crucialCommon visionAgreed processes and methods
The BP SubseaReliability Strategy
“IT MUST WORK”
A guide for BP leaders
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 1
Final Rev 0, Dec 20022
Foreword and Introduction 3
Introduction 4
Our Goal 5
How we achieve It 5
What is the prize? 6
What the Strategy provides 5
How we measure ourselves 7
Reliability Strategy Processes 8
� Definition of Reliability Requirements 9
� Risk and Reliability Analysis in Design 10
� Reliability Assurance 11
� Reliability Verification, Validation and Benchmarking 12
� Project Risk Management 13
� Reliability and Qualification Testing 14
� Performance Tracking and Analysis 15
� Supply Chain Management 16
Management of Change 17
Reliability Improvement and Risk Reduction 18
� Organisational Learning and Knowledge Management 19
� Education and Training in Reliability 20
Reliability Research and Development 21
Glossary 22
Contact List 23
Contents
Subsea Reliability Study v2 8/4/03 10:20 am Page 2
3Final Rev 0, Dec 2002
A large portion of BP's future growth is invested in deepwater and particularlysubsea equipment and operations. It is absolutely critical, if we are to achieve ourGreat Operator aspiration, that our subsea equipment operates with the highestpossible reliability. Upstream Technology and the Business Units have collaboratedwith academia and outside industries to develop a set of reliability processes whichare embodied in the attached handbook. It is imperative that we start to embedthese processes in all our subsea projects and operations and continue to learn,improve and update our knowledge of how to improve reliability of criticalcomponents.
Ian Vann
GVP and Technology Director
Foreword
Subsea Reliability Study v2 8/4/03 10:20 am Page 3

4
As we push new developments into deeper waters and more remote areas,Subsea will form an increasing proportion of our total production, particularly in thegrowth areas, and by 2005 it will be nearly 20% of the total.
In the last decade, BP’s and the industry’s reliability record for Subsea Productionhas been mixed and in some cases below expectations resulting in low initialoperating efficiencies and high costs of remedial works. As we go deeper and tomore remote locations the price of failure will be unacceptably higher.
To meet our GO Team targets of increasing First Year Operability, lower Capex andavoidance of project “wrecks” we need to have a step change in the Reliability ofSubsea Systems. This handbook brings together and summarises the workcompleted over the last 18 months to achieve this.
The BP Subsea Reliability Strategy is a long term, multi level program based ongood practice from other industries where high reliability is now taken for granted.It has been adapted in conjunction with Cranfield University to suit our industryusing feedback from benchmark projects in the North Sea and the Gulf of Mexico.We now need to implement the strategy across all our projects and operations inthe next 18 months.
Achieving a step change in Subsea Reliability cannot be done overnight. Whilethere are short term wins which we must target, the overall program is long termand requires changes and improvements in process and behaviours similar to thecultural changes that have vastly improved our safety performance in the last 3years. As such we have adapted the format of the GHSER booklets to promote our13 key processes for Subsea Reliability in this booklet. This is aimed at Managersand Leaders of teams engineering new and operating existing subsea systems whowe would expect to implement the strategy by progressively adopting the 13 keyprocess in this document.
While many of the processes are already common practice, some are not and willinvolve additional training and procedures. To do this successfully, the key attributemust be communication, education and persuasion at all levels with equipmentsuppliers, engineering contractors/installers, industry and government organisationsand most importantly with our partners. We are unlikely to achieve our ambitionsalone – we must take industry along with us to achieve the cultural change we haveset out.
Please share this Strategy with your teams, suppliers and contractors and play anactive role in the Subsea Performance Network that will continue to develop andpromote the Strategy at all levels. Your feedback is important.
David A. Brookes
Introduction
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 4

BP will be distinctive in our pursuit of enhancing the reliability of subsea technologyto ensure that it is perceived as the best and most cost effective field developmentsolution.
How we achieve it
The implementation of a reliability improvement strategy on BP projects is basedon the introduction of reliability into subsea system requirements. BP will demandgreater assurance from suppliers that a known level of reliability will be achieved.This will influence the design process and the way reliability is managed duringdesign and manufacture in the subsea industry. It will also influence the waysystems are selected with increased emphasis placed on a supplier’s reliabilitymanagement capability.
The strategy targets three groups of processes that it identifies as being essentialcomponents to a well defined reliability engineering and risk managementcapability. These are defined below.
In all, these three groups account for thirteen key processes.
Figure 1. The Thirteen Key Reliability Processes.
The first group of processes, ‘Identify’, is used to develop a project specificstrategy. System reliability requirements are defined. Specific reliability tasks andactivities are identified to meet these requirements and form part of an overallreliability plan to deliver against strategy expectations.
The project specific reliability plan is executed in the second, ‘Implement’ group ofprocesses. These processes specifically relate to the management of risks duringthe project life cycle and assurance that these risks are being either eliminated orreduced.
5
Reliability Verification, Validation and Benchmarking
Project Risk Management
Reliability and Qualification Testing
Performance Tracking and Analysis
Supply Chain Management
Management of Change
Reliability Improvement and Risk Reduction
Organisational Learning and Knowledge Management
Education and Training in Reliability
Reliability Research and Development
Definition of Reliability Requirements
Risk and Reliability Analysis in Design
Reliability Assurance
IDENTIFY
INVEST
IMPLEMENT
Our goal
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 5

The third and final group of processes, ‘Invest’, is used to continually improve thesuccess of the strategy on current and future projects. As such, the processeswithin this group are shared between the project and the Subsea PerformanceNetwork. A sustained investment in learning and education is required in order toeffect a step change in reliability. To this effect, BP has made a long termcommitment to support Reliability Research and Development at CranfieldUniversity’s Centre for Risk and Reliability Engineering.
Each of the thirteen processes can be linked to stages within the BP Capital ValueProcess. These links are made in the section on Reliability Strategy Processes. The‘Identify’ group of processes is shown against the CVP process in Figure 2 below.
Figure 2. CVP Process
What is the Prize?
Effective management processes that fulfil the intent of the Reliability Expectationswill result in enhanced project performance, protection of our group reputation,improvement of our liability profile, and a distinctive leadership position in ourindustry.
What the Strategy provides
The strategy provides a broad-based set of Expectations integrated into thirteenprocesses. This framework will help BP leaders focus on reliability needs, forecastand allocate resources, set direction for reliability activities, and consistently deliverimproved reliability performance throughout the project life cycle.
Figure 3. shows the generic life cycle of a subsea system and how reliabilityactivities form a learning loop that can continuously improve reliability by increasingthe understanding of failure.
6
APPRAISE
1 Define Requirements
Front Loading
CVP Stages
Reliability Processes
1 Allocate Requirements
2 Reliability Analysis
2 Reliability Assurance
SELECT DEFINE EXECUTE OPERATE
R&M CaseRev 1
R&M CaseRev 2
R&M CaseRev 3
R&M CaseRev 4
R&M CaseRev 5
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 6
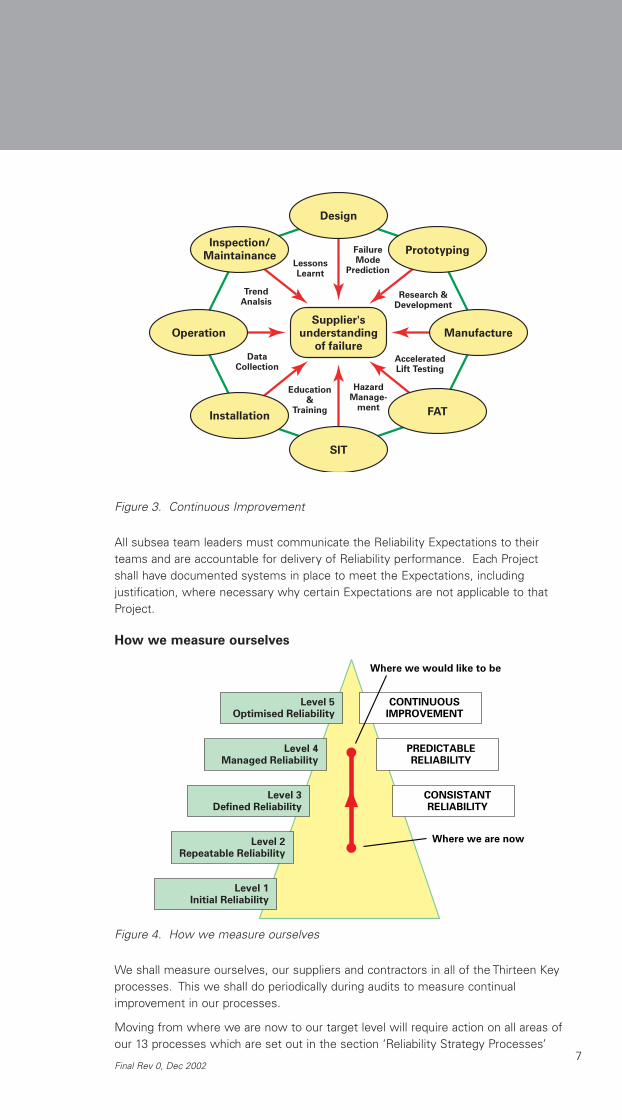
Figure 3. Continuous Improvement
All subsea team leaders must communicate the Reliability Expectations to theirteams and are accountable for delivery of Reliability performance. Each Projectshall have documented systems in place to meet the Expectations, includingjustification, where necessary why certain Expectations are not applicable to thatProject.
How we measure ourselves
Figure 4. How we measure ourselves
We shall measure ourselves, our suppliers and contractors in all of the Thirteen Keyprocesses. This we shall do periodically during audits to measure continualimprovement in our processes.
Moving from where we are now to our target level will require action on all areas ofour 13 processes which are set out in the section ‘Reliability Strategy Processes’
7
Supplier's
understanding
of failure
Design
Failure Mode
Prediction
Research &Development
AcceleratedLift Testing
Hazard Manage-
ment
Education &
Training
Data Collection
TrendAnalsis
LessonsLearnt
Prototyping
Manufacture
FAT
SIT
Installation
Operation
Inspection/
Maintainance
Level 5Optimised Reliability
CONTINUOUSIMPROVEMENT
PREDICTABLERELIABILITY
CONSISTANTRELIABILITY
Where we are now
Where we would like to be
Level 4Managed Reliability
Level 3Defined Reliability
Level 2Repeatable Reliability
Level 1Initial Reliability
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 7

8
Reliability Strategy Processes
� Definition of Reliability Requirements
� Risk and Reliability Analysis in Design
� Reliability Assurance
� Reliability Verification, Validationand Benchmarking
� Project Risk Management
� Reliability and Qualification Testing
� Performance Tracking and Analysis
� Supply Chain Management
Management of Change
Reliability Improvementand Risk Reduction
� Organisational Learning andKnowledge Management
� Education and Training in Reliability
Reliability Research and Development
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 8
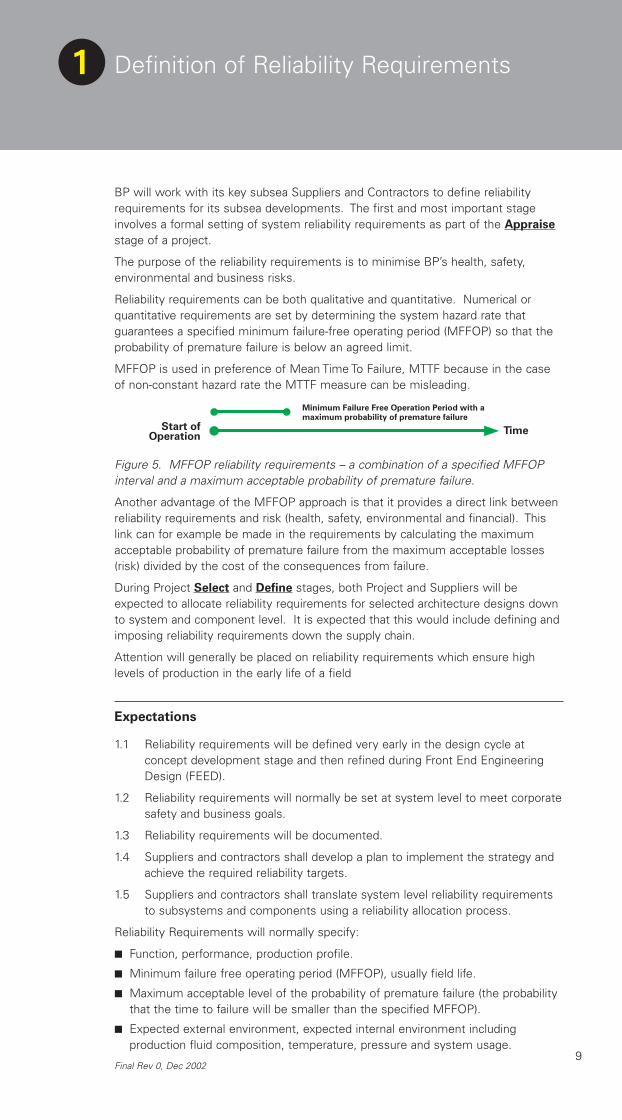
Definition of Reliability Requirements�
BP will work with its key subsea Suppliers and Contractors to define reliabilityrequirements for its subsea developments. The first and most important stageinvolves a formal setting of system reliability requirements as part of the Appraise
stage of a project.
The purpose of the reliability requirements is to minimise BP’s health, safety,environmental and business risks.
Reliability requirements can be both qualitative and quantitative. Numerical orquantitative requirements are set by determining the system hazard rate thatguarantees a specified minimum failure-free operating period (MFFOP) so that theprobability of premature failure is below an agreed limit.
MFFOP is used in preference of Mean Time To Failure, MTTF because in the caseof non-constant hazard rate the MTTF measure can be misleading.
Figure 5. MFFOP reliability requirements – a combination of a specified MFFOPinterval and a maximum acceptable probability of premature failure.
Another advantage of the MFFOP approach is that it provides a direct link betweenreliability requirements and risk (health, safety, environmental and financial). Thislink can for example be made in the requirements by calculating the maximumacceptable probability of premature failure from the maximum acceptable losses(risk) divided by the cost of the consequences from failure.
During Project Select and Define stages, both Project and Suppliers will beexpected to allocate reliability requirements for selected architecture designs downto system and component level. It is expected that this would include defining andimposing reliability requirements down the supply chain.
Attention will generally be placed on reliability requirements which ensure highlevels of production in the early life of a field
Expectations
1.1 Reliability requirements will be defined very early in the design cycle atconcept development stage and then refined during Front End EngineeringDesign (FEED).
1.2 Reliability requirements will normally be set at system level to meet corporatesafety and business goals.
1.3 Reliability requirements will be documented.
1.4 Suppliers and contractors shall develop a plan to implement the strategy andachieve the required reliability targets.
1.5 Suppliers and contractors shall translate system level reliability requirementsto subsystems and components using a reliability allocation process.
Reliability Requirements will normally specify:
� Function, performance, production profile.
� Minimum failure free operating period (MFFOP), usually field life.
� Maximum acceptable level of the probability of premature failure (the probabilitythat the time to failure will be smaller than the specified MFFOP).
� Expected external environment, expected internal environment includingproduction fluid composition, temperature, pressure and system usage.
9
Start of Operation
Time
Minimum Failure Free Operation Period with a maximum probability of premature failure
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 9

10
Risk and Reliability Analysis in Design
The purpose of risk and reliability analysis it to inform project decision making anddesign improvement. Risk and reliability analysis tools will be used to identifysystem or component failure modes with possible adverse consequences. Fromthese, decisions shall be made about design changes to improve reliability.
Expectations
2.1 Team Leaders will be expected to put into place and promote the use of riskand reliability analysis processes to identify failures associated with BP’ssystems.
2.2 Suppliers will be expected to possess a high level of competence in:
� Identification of system failure modes and mechanisms (FMECA/TRAP)during project Select and Define stages.
� Formal risk analysis.
� Predicting reliability of manufactured and assembled products.
� Predicting and assessing system reliability.
� Simulation of system availability.
2.3 Analyses should be applied as early as possible during the design process sothat they can be used to inform decision-making and identify where reliabilityimprovements are needed.
2.4 Analyses should be capable of identifying and assessing:
� Susceptibility to the various forms of damage.
� Vulnerability and tolerance to damage.
� Human error in manufacture, assembly or installation.
� Common cause failure.
2.5 Analyses should refer to predictions based on expected service in addition tohistorical experience of failures.
2.6 High level expectations on risk and reliability should be referenced in projectapproval documentation.
2.7 Risk and reliability assessments should be updated at specified intervals andas changes are planned.
The available risk and reliability analysis tools will generally include:
Qualitative Tools:
� Failure Modes, Effects and Criticality Assessment (FMECA).
� Technical Risk Assurance Process (TRAP).
Quantitative Tools:
� Fault Tree Analysis (FTA).
� Event Tree Analysis (ETA).
� Load-Strength Interference.
� Reliability Block Diagrams (RBD).
� System Availability Simulation.
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 10

Reliability Assurance�
Contractors and suppliers will be expected to provide documentary evidence duringthe Execute stage to assure BP that the required reliability can be and will beachieved. This formal reliability assurance process will require the collation and thepreparation of a formal document called a Reliability and Maintainability (R&M)Case.
The R&M case is a living document which develops over the life cycle of thesystem. It summarises the design reliability requirements and references theevidence needed to support the eventual reliability assertions made at the end ofthe design to meet the specified BP reliability requirements. The R&M case will bevalidated through the Operate stage.
Expectations
3.1 The R&M case is a living document which is built up over time (Conceptdesign, Front End Engineering Design, Detail Design, Manufacture, Operationand Decommissioning) to refer to relevant evidence of reliability achievementsand reliability assertions.
3.2 BP team and discipline leaders should establish the R&M Assurance Policyand Acceptance criteria for the case.
3.3 Contractors and suppliers are expected to prepare the R&M evidence, buildthe R&M Case and submit the R&M Case on completion of the project.
3.4 BP Engineers and reliability specialists evaluate the R&M Case throughout thelife cycle of the design and beyond into operations.
3.5 The R&M Case will typically refer to information covering:
� System Description.
� BP’s Reliability Requirements.
� Key areas of R&M risk in the product and manufacturing processes.
� Plans and Strategy for reliability achievement.
� Evidence.
� Assertions.
� Designers’ assumptions and limitations on use.
� Conclusions and recommendations.
3.6 The key part of the R&M Case will be the reference to evidence of reliabilityachievement which will generally take the form of:
� Data related to prior field performance.
� Reliability analyses, calculations and simulations.
� Expert opinion.
� Tests.
11Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 11

12
BP will assess the capabilities and competencies of our contractors and suppliersto perform work on our behalf. We will work together with them to ensure ourReliability Requirements are met.
Contractors and suppliers shall develop internal processes for the verification,validation and bench marking of their reliability performance through the projectExecute stage.
Expectations
4.1 Design teams will verify all data and validate all models used for reliabilityassessment.
4.2 Reliability data used for analyses will be obtained from valid sources anddatabases.
4.3 BP or a BP appointed third party shall periodically audit design teams to verifythe following:
� All design assumptions, reliability models and data are valid.
� All required processes and activities have been completed.
� The audit shall also Benchmark the capability of the organisation to performagainst the key BP reliability processes. This information will be sharedwithin the BP organisation.
Reliability Verification, Validation andBenchmarking
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 12

Project risk management is a continuous process throughout the Select, Define
and Execute stages which provides assurance that product reliability will not becompromised by competing cost and schedule goals.
It is necessary to identify risks associated with project tasks and schedules,including those that impact reliability, and to define risk reduction and mitigationresponses to prevent product reliability being compromised. It is believed that thekey to delivering product reliability to cost and schedule is front loading the designeffort.
Expectations
5.1 Reliability tasks are identified and sufficiently resourced early in project lifecycle.
5.2 Potential project risks are identified and assessments made of the potentialimpact on project schedule, the need to increase resources and the need toincrease cost to maintain function, performance or reliability.
5.3 Risks associated with contractor and procurement activities in BP’sbusinesses are identified, communicated and managed.
5.4 Potential product risks are identified and assessments made of the increaseduncertainty in product reliability and hence likelihood of failure.
13
Project Risk Management�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 13

14
Reliability and qualification testing has particular importance in reliability assurance.Testing is necessary to explore and validate performance characteristics and failureprocesses and is performed during the Execute stage.
In qualification testing the goal is to confirm that specified performance goals canbe met. Reliability testing, differs in that it involves testing equipment beyondminimum industry standards to determine actual failure boundaries. Reliabilitytesting uses a number of highly specialised methods to improve knowledge offailure mechanisms and these are fed back in to the reliability assurance process.
Expectations
6.1 All products used on subsea systems shall be qualified and demonstrated tomeet function and performance requirements.
6.2 BP engineers, contractors and suppliers shall develop an understanding oftesting requirements for key systems and components.
6.3 Tests are performed throughout the design and development process tosupport reliability assurance.
6.4 Failure modes identified through reliability analysis are tested for validity.
6.5 Known failure mechanisms are validated.
6.6 Tests are developed to validate physics of failure models or to developimproved understanding about physical failure mechanisms especially wherethe physical failure mechanism is poorly understood.
6.7 Reliability assessments arising from design changes are validated.
6.8 Reliability and product life data are generated.
Specific reliability testing methods available include:
� Accelerated Life Testing (ALT).
� Highly Accelerated Life Testing (HALT).
� Step Stress Testing (SST).
� Environment Stress Screening (ESS).
� Highly Accelerated Stress Screening (HASS).
Reliability and Qualification Testing�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 14

Performance Tracking and Analysis
Tracking the reliability performance of products and systems and analysing the datato generate useful reliability metrics is a fundamental input to reliabilitymanagement.
As well as a means of organisational learning, the process provides final validationof system and component reliability and is therefore a long term measure ofreliability improvement. The process involves communication between BP and itssuppliers to share equipment field performance data throughout product life.
Expectations
7.1 BP and its suppliers and contractors shall collaborate in the development offield performance reporting systems. Data shall be collected on systems,component performance and failures.
7.2 Data shall be analysed and used to support reliability demonstration and toinform reliability improvement. Where appropriate, failures shall be subjectedto root cause analysis and recorded in a lessons learned database.
7.3 Reliability performance is tracked over time to assess hazard rates which arebench-marked from project to project to demonstrate long term reliabilityimprovement.
7.4 Suppliers shall possess data management and interrogation systems and, byreliability analysis, estimate product reliability for their products and use thisdata to demonstrate continual reliability improvement.
7.5 BP and its suppliers and contractors shall collaborate with cross sectorreliability data collection schemes such as OREDA, SIREN and Well Master togenerate generic reliability data bases.
7.6 Suppliers shall track manufacturing defects and failures and implementcorrective actions when failures occur, including improvement of design ormanufacturing processes.
15
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 15
16
Supply Chain Management
Management of reliability throughout the supply chain is a process to ensure thatfinal product reliability is not compromised by the failure of components supplied bysecond and third tier suppliers.
BP, its suppliers and contractors shall have systems in place to cascade reliabilityrequirements down through the supply chain and ensure that they are met. Supplychain management will be carried out in the Execute stage.
Expectations
8.1 All first tier suppliers shall have a system in place to allocate reliabilityrequirements down to all bought-in or subcontracted items.
8.2 All first tier suppliers and contractors shall be capable of managing the variousinterfaces throughout the supply chain.
8.3 Pre-qualification, selection and retention criteria are established for workperformed by contractors, suppliers and others.
8.4 Clear deliverables and performance standards are agreed and systems are putin place to assure reliability, safety and technical compliance.
8.4 Joint venture and alliance partners should have reliability managementsystems that are aligned with those of BP, meet legal compliancerequirements and satisfy corporate expectations and targets.
8.4 Suppliers and contractors and shall take steps to minimise the variability inproperties of the same component type sourced from multiple suppliers.
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 16

Management of Change
Many failures originate from changes that occur during the design and manufactureof a system, in its operating environment or in its usage. BP and its suppliers andcontractors shall put in place systems for monitoring, assessing and managing allchanges that can occur throughout the system life cycle.
Expectations
9.1 All changes that affect reliability are formally assessed, managed,documented, communicated and approved.
17
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 17
18
Reliability Improvementand Risk Reduction
Suppliers and contractors are expected to identify reliability improvementopportunities at the Define and Execute stages by, for example, eliminating failuremodes, reducing complexity, developing fault tolerant configurations and designingdamage tolerant components. Should it not be possible to eliminate a failuremode, the risk shall be reduced by reducing the likelihood of occurrence, reducingthe magnitude of the failure consequence, or both.
Expectations
10.1 Suppliers shall develop strategies to increase system reliability by applicationof active and passive redundancy, removal of common cause failures and byimproved interface reliability (for example, connectors).
10.2 Suppliers shall develop strategies and research activities to increase productreliability by reducing the variation (uncertainty) associated with the productstrength and the operational loads.
10.3 Suppliers shall develop strategies and research activities to increase productreliability for example by reducing design and operational stresses (thermal,mechanical, chemical) and increasing product strength and tolerance todegradation processes (fatigue, erosion, corrosion and wear).
10.4 Suppliers shall take action to improve reliability when analyses indicateunacceptable risks and tests reveal failures.
10.5 Suppliers shall develop systems with small variations in strength (capacity).
10.6 Suppliers shall investigate new technologies which remove high consequencefailure modes.
10.7 Suppliers shall develop stress screening and burn-in test methods to removeor reduce defects introduced during manufacture and assembly.
10.8 Suppliers shall develop systems and technologies to enable in-serviceinspection and monitoring.
10.9 Suppliers shall develop components and mechanisms that are protected fromthe environment.
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 18

Organisational Learningand Knowledge Management
This process involves the transformation of reliability related data and informationgenerated by all key processes into organisational learning. This process requiresthe collation and analysis of data and the generation of ‘lessons learned’ in to aknowledge base, with systems in place to integrate the lessons in to improvedpractices. Equally important are activities, cultures and systems that support theproactive dissemination of this knowledge throughout the supply chain.
Expectations
11.1 BP and its suppliers and contractors will work together to understand the rootcause of failure and to collect and convert failure information in toorganisational knowledge.
11.2 BP and its suppliers and contractors will work together to share failureinformation to improve product reliability.
19
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 19

20
Education and Training in Reliability
Education and training in design for reliability is seen to be an important enablingprocess in the reliability strategy. Training should include all levels of engineers andmanagers in the project organisation with the aim to generate wide understandingof the reliability strategy, its goals and methods. In addition, design engineers needto become familiar and proficient in the use of the tools, and understand root causefailure mechanisms and the impact of organisation and human factors in design.
Expectations
12.1 BP, its suppliers and contractors shall develop in depth knowledge of howdesign, at system and product level, and the design process can influencefailure and system reliability.
12.2 BP shall target training at understanding technical failure mechanisms and athow the organisation and human factors cause errors and mistakes directlyimpacting reliability.
12.3 BP shall develop competency requirements in reliability for design engineers,lead engineers and project managers.
�
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 20
Reliability Research and Development
Reliability research and development is a process to support and inform thereliability strategy of BP, its suppliers and contractors. BP has made a long termcommitment to support Reliability Research and Development at CranfieldUniversity’s Centre for Risk and Reliability Engineering with the goal of developingtools and methods to support the BP subsea reliability strategy.
Expectations
13.1 BP, its suppliers and contractors shall engage in and use reliability researchand development to input in to product and process development.
Research currently ongoing at the University of Cranfield:
Developing efficient reliability methodologies, models and tools for
� Setting reliability requirements.
� Linking reliability requirements with health, safety, environmental and financialrisks.
� Exact risk analysis in case of different failure modes and variable consequencesof failure associated with each failure mode.
� Quantifying the impact of the variability of design parameters on strength,reliability and early life failures.
� Reliability improvement by reducing the sensitivity of the design to variation ofdesign parameters.
� Reliability improvement based on physics of failure.
Key areas where research is currently necessary include:
� Improving understanding of potential failure modes and mechanisms.
� Development of improved data and data collection methods.
� Development of efficient reliability testing methods and tools.
� Development of novel products with high levels of fault and damage toleranceand reliability.
21
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 21
22
Glossary
ALT Accelerated Life Testing
CVP Capital Value Process
ESS Environmental Stress Screening
ETA Event Tree Analysis
Failure Mode Description of the manner in which failure has occurredor may occur
FAT Factory Acceptance Testing
FEED Front End Engineering Design
FMECA Failure Mode Effects and Criticality Analysis
FRACAS Failure Reporting And Corrective Action System
FTA Fault Tree Analysis
GHSER Getting Health, Safety and Environment Right
GO Great Operator
HALT Highly Accelerated Life Testing
HASS Highly Accelerated Stress Screening
Hazard Rate The fraction of failures of items in service per unit time
MFFOP Minimum Failure Free Operating Period
MTTF Mean Time To Failure, average value of the times to failure
OREDA Offshore REliability DAta
R&M Case Reliability and Maintainability Case
RBD Reliability Block Diagram
Probability of Probability that the time to failure will be smaller than the Premature Failure specified MFFOP
SIREN Subsea Investigation and Reporting of Events Network
SIT Site Integration Testing
SST Step Stress Testing
TRAP Technical Risk Assurance Process
WELL MASTER Reliability Database of Well-completion Equipment
Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 22

Contact List
For further information, please contact:
David Brookes, Senior Advisor
UTG Deepwater TechnologyCompass Point, 79-87 Kingston Road,Knowle Green, Staines,Middlesex TW18 IDY, UK
Telephone: +44 (0)1932 774801Email: [email protected]
23Final Rev 0, Dec 2002
Subsea Reliability Study v2 8/4/03 10:20 am Page 23

Subsea Reliability Study v2 8/4/03 10:20 am Page 24


















