
The CHR site: definition and genome-wide identification of a cell ...
Upload
richard-rodger-underwoodCategory
view
235download
1
1
Lean Manufacturing Lean Manufacturing OverviewOverview

2
DefinitionDefinition Waste identification and reductionWaste identification and reduction Cellular ManufacturingCellular Manufacturing JITJIT Design with Lean in mindDesign with Lean in mind

3
Lean Manufacturing DefinitionLean Manufacturing Definition
“A philosophy of production that emphasizes the minimization of the amount of all the resources (including time) used in the various activities of the enterprise. It involves identifying and eliminating non value adding activities in design, production, supply chain management, and dealing with the customers. . .”
4
Lean EnterpriseLean Enterprise DefinitionDefinition
““An enterprise with a focus on waste An enterprise with a focus on waste elimination and the customer’s needs elimination and the customer’s needs in all parts of its operations, in all parts of its operations, manufacturing, and administration. manufacturing, and administration. Emphasis is given to lean structures Emphasis is given to lean structures and processes, flexibility of response, and processes, flexibility of response, and methods and techniques to and methods and techniques to continually seize new opportunities as continually seize new opportunities as they arise.”they arise.”
5
Lean Thinking PrinciplesLean Thinking Principles1.1. Accurately specify the value of the products or Accurately specify the value of the products or
services (applies to both factory and office services (applies to both factory and office areas, not just to manufacturing).areas, not just to manufacturing).
2.2. Identify the value stream for each product or Identify the value stream for each product or service and remove wasted actions (muda).service and remove wasted actions (muda).
3.3. Make the product or service value flow without Make the product or service value flow without interruptions.interruptions.
4.4. Let customers pull products or services from Let customers pull products or services from the producer.the producer.
5.5. Pursue perfection and continuously improve.Pursue perfection and continuously improve.
6

7
Lean Manufacturing Lean Manufacturing CharacteristicsCharacteristics
Focus is on the improvement of resource Focus is on the improvement of resource utilization:utilization: Equipment setup time reducedEquipment setup time reduced Scheduled machine maintenanceScheduled machine maintenance Orderly, clean workplaceOrderly, clean workplace Pull production being usedPull production being used JIT inventory controlJIT inventory control Factory layout in work cell arrangement by productsFactory layout in work cell arrangement by products Active error eliminationActive error elimination Improved quality, etc.Improved quality, etc.

8
The Importance of Waste EliminationThe Importance of Waste Elimination
Lean deals with the elimination or reduction Lean deals with the elimination or reduction of many types of non value added of many types of non value added activities, often referred to as waste activities, often referred to as waste (Muda). (Muda).
The driving force for waste elimination is The driving force for waste elimination is improved value in the products and services improved value in the products and services customers buy.customers buy.
9
The Seven Popular Wastes from The Seven Popular Wastes from TPSTPS
Defects Overproduction Transportation Waiting Inventories Motion Processing
10
Correcting WastesCorrecting WastesDefectsDefects
Develop the production process to prevent defects Develop the production process to prevent defects from being made and eliminate the need for from being made and eliminate the need for inspection. At each process, produce no defects. inspection. At each process, produce no defects.
Design processes to be failsafe to assure this. Design processes to be failsafe to assure this. From a quality process comes a quality productFrom a quality process comes a quality product——
automatically. automatically.
11
Correcting WastesCorrecting WastesOverproductionOverproduction
Eliminate by reducing setup times, Eliminate by reducing setup times, synchronizing quantities and timing synchronizing quantities and timing between processes, compacting between processes, compacting layouts, etc. Make only what is layouts, etc. Make only what is needed now.needed now.
TransportationTransportation Establish layouts and locations to Establish layouts and locations to
make transport and handling make transport and handling unnecessary, if possible.unnecessary, if possible.
12
Correcting WastesCorrecting WastesWaitingWaiting
Eliminate through synchronizing work Eliminate through synchronizing work flow as much as possible and flow as much as possible and balancing uneven loads with flexible balancing uneven loads with flexible workers and equipment.workers and equipment.
InventoryInventory Reduce by shortening setup times Reduce by shortening setup times
and lead times by synchronizing work and lead times by synchronizing work flows and improving work skills, even flows and improving work skills, even by smoothing fluctuations in demand by smoothing fluctuations in demand for the product. Reducing all the other for the product. Reducing all the other wastes reduces the waste of stocks.wastes reduces the waste of stocks.
13
Correcting WastesCorrecting WastesMotionMotion
Study motion for economy and consistency. Study motion for economy and consistency. Economy improves productivity, and consistency Economy improves productivity, and consistency improves quality. First improve the motions, then improves quality. First improve the motions, then mechanize or automate. Otherwise, there is a mechanize or automate. Otherwise, there is a danger of automating waste.danger of automating waste.
ProcessingProcessing First questions to ask are why should this item First questions to ask are why should this item
be made at all, then why is each process be made at all, then why is each process necessary. Extend thinking beyond economy of necessary. Extend thinking beyond economy of scale or speed. scale or speed.

14
What Are Value Added What Are Value Added Activities?Activities?
Value added activities are those that add Value added activities are those that add value to products and services that value to products and services that customers are willing to pay for.customers are willing to pay for. Improvements that change a product’s or Improvements that change a product’s or
service’s form, fit, or function.service’s form, fit, or function.
15
Other activities use resources but add no value. Other activities use resources but add no value. Some non value added activities may be Some non value added activities may be
necessary if they cannot be eliminated based necessary if they cannot be eliminated based on current knowledge or technology. on current knowledge or technology. Eliminate long term.Eliminate long term.
Remaining non value added activities should be Remaining non value added activities should be eliminated currently.eliminated currently.
16
A Value Added StepA Value Added Step A value added step in a process is one A value added step in a process is one
that physically changes the work passing that physically changes the work passing through the process or the work output through the process or the work output produced to make it more valuable to the produced to make it more valuable to the customer. customer.
A step requested by the customer that he A step requested by the customer that he or she is willing to pay for.or she is willing to pay for.
A legally required mandate.A legally required mandate.

17
Value Versus Non-Value-AddedValue Versus Non-Value-Added
Entering orderEntering order Ordering Ordering
materials/suppliesmaterials/supplies Preparing drawingsPreparing drawings AssemblingAssembling Shipping to customersShipping to customers Processing customer Processing customer
depositsdeposits Examining patientsExamining patients Filing insurance claimsFiling insurance claims Dispensing event ticketsDispensing event tickets Fueling airplaneFueling airplane
Waiting/sortingWaiting/sorting MovingMoving Kitting/stagingKitting/staging CountingCounting InspectingInspecting CheckingChecking RecordingRecording Obtaining approvalsObtaining approvals TestingTesting ReviewingReviewing CopyingCopying FilingFiling Revising/reworkingRevising/reworking Tracking workTracking work
Value Added Activities
Non Value Added Activities
18
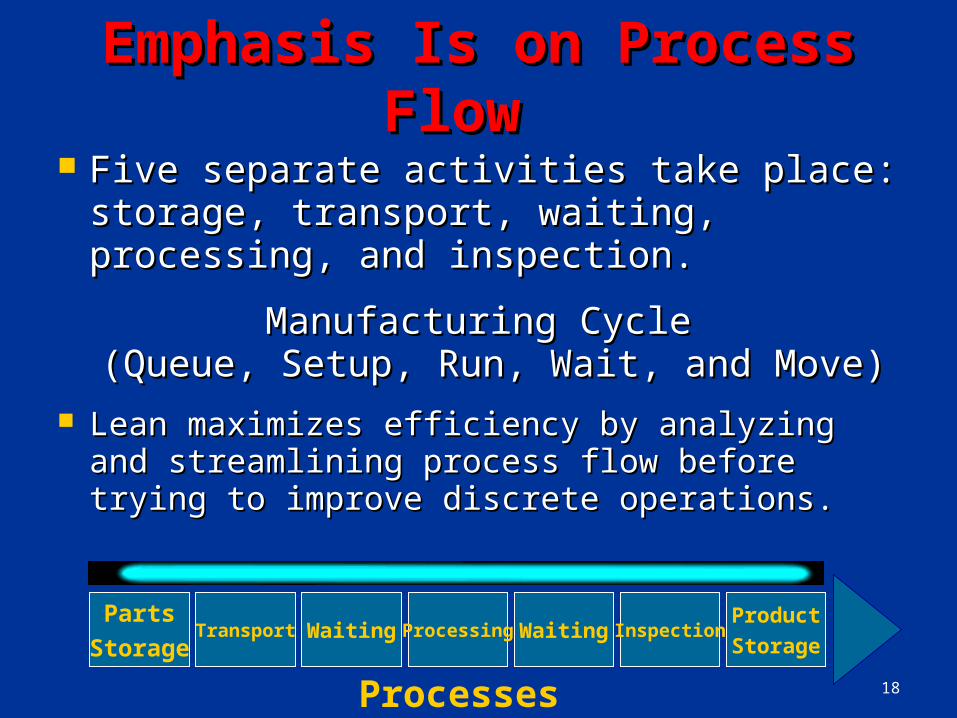
Emphasis Is on Process FlowEmphasis Is on Process Flow
Five separate activities take place: storage, Five separate activities take place: storage, transport, waiting, processing, and inspection.transport, waiting, processing, and inspection.
Manufacturing CycleManufacturing Cycle(Queue, Setup, Run, Wait, and Move)(Queue, Setup, Run, Wait, and Move)
Lean maximizes efficiency by analyzing and Lean maximizes efficiency by analyzing and streamlining process flow before trying to improve streamlining process flow before trying to improve discrete operations.discrete operations.
Parts
StorageTransport Waiting Processing Waiting Inspection
Product
Storage
Processes

19
Continuous FlowContinuous Flow In flow layouts, operations are sequentialIn flow layouts, operations are sequential
Operators understand the total process.Operators understand the total process. Products move singularly.Products move singularly. Buffer stocks are not required because lines Buffer stocks are not required because lines
are balanced.are balanced. The flow path is predefined.The flow path is predefined. Equipment is right sized.Equipment is right sized. Emphasis is on faster flows.Emphasis is on faster flows.

20
Production SystemsProduction Systems
BatchNot a flow system
Consider converting to flowF
B
DH
IC E G
A
Functional Layout
C D EA B Batchor flow
Load balancing important
Line balancing important
Mixed model schedulingProduction Line
E
B AD C
H IF G
Flow build in
lotsof one
Line balancing necessary
Can use takt time
Should use pull/kanban
Cellular
21
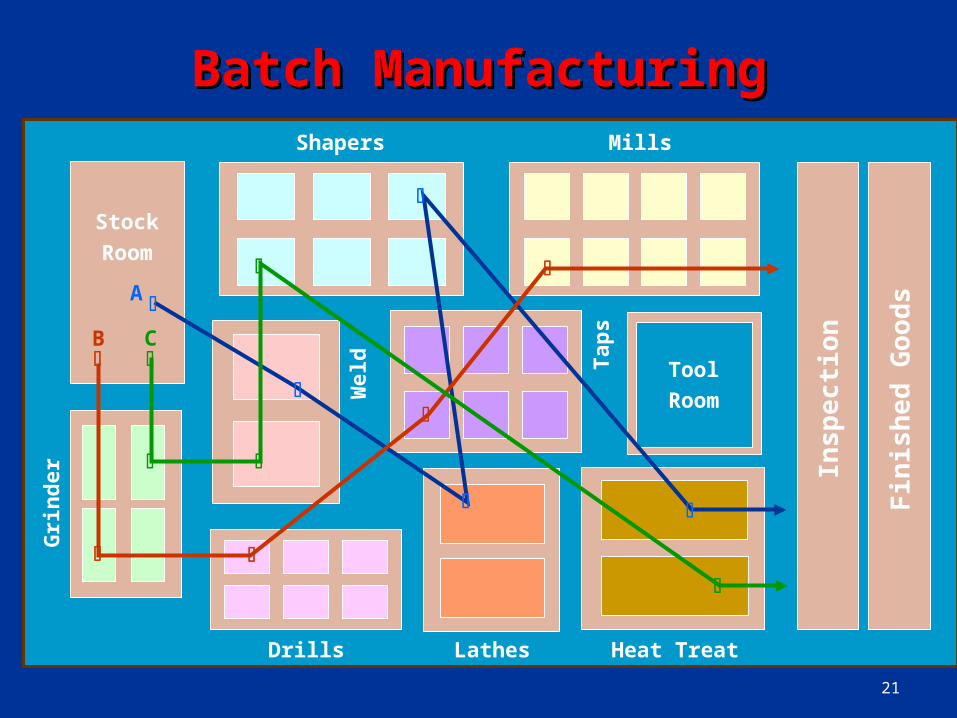
Batch ManufacturingBatch Manufacturing
Stock
Room
Shapers Mills
Tool
Room
Drills Lathes Heat Treat
Insp
ect
ion
Fin
ish
ed G
oo
ds
Tap
s
Wel
d
Gri
nd
er
A
B C
22
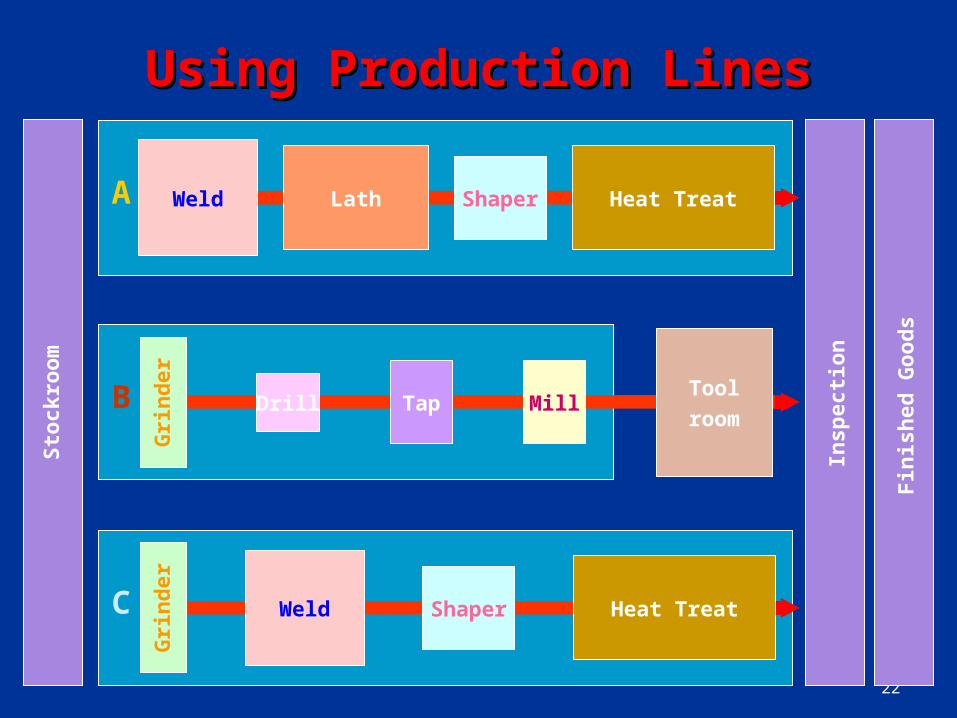
Using Production LinesUsing Production Lines
Insp
ecti
on
Fin
ish
ed G
oo
ds
Sto
ckro
om
A Weld Lath Shaper Heat Treat
B
Gri
nd
er
Drill Tap MillTool
room
C Weld
Gri
nd
er
Shaper Heat Treat

23
Loads Not LeveledLoads Not Leveled
Max Authorized Capacity
Available Capacity
Product A Lot 3Load
Product B Lot 3LoadProduct D Lot 12
Load
Product A Lot 4Load
48
40
HRS
WEEKS
Work Loads Not Distributed Evenly

24
Loads LeveledLoads Leveled
Product
A
Product
B
Product
A
Product
C
Product
B
Product
C
Weeks
Available Capacity
Loads Distributed Fairly Evenly
Hours
Per
Week
25
Cellular ManufacturingCellular Manufacturing An approach to producing a family of An approach to producing a family of
parts or products on a dedicated line parts or products on a dedicated line with dedicated operatorswith dedicated operators Functional layouts are rearranged into Functional layouts are rearranged into
process oriented cells.process oriented cells.
Machines and workstations are linked.Machines and workstations are linked.
Layouts are designed for efficient flow.Layouts are designed for efficient flow. All operator requirements are close byAll operator requirements are close by..
26
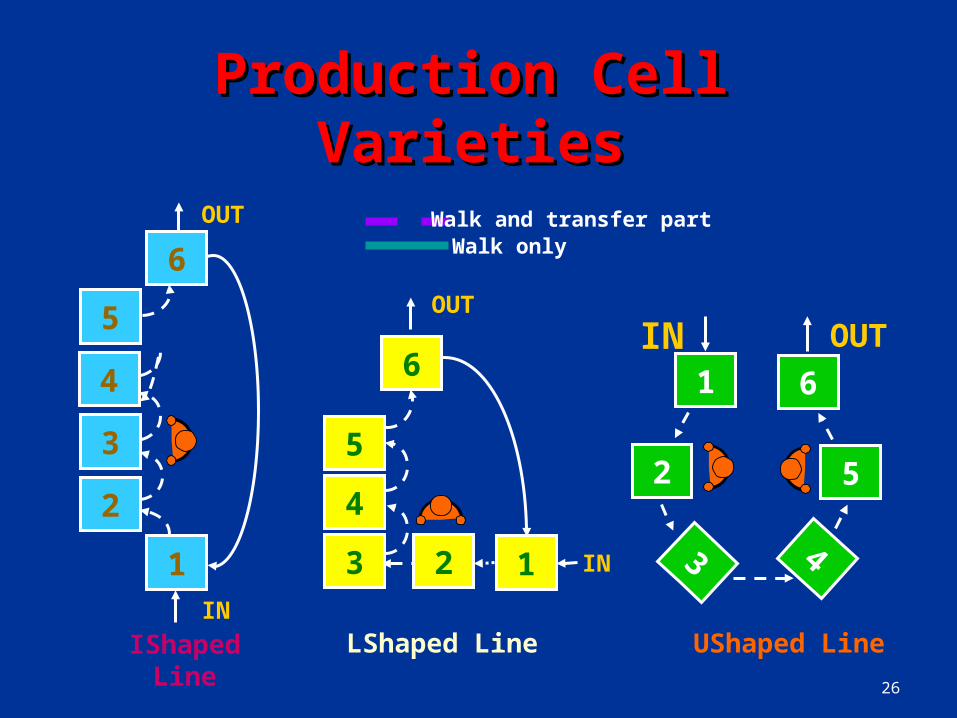
Production Cell VarietiesProduction Cell Varieties
I Shaped Line
6
5
4
3
2
1IN
OUTWalk onlyWalk and transfer part
L Shaped Line
6
5
4
3 2 1 IN
OUT
U Shaped Line
IN OUT
2
1 6
5
43
27
Lean must be Designed into the Lean must be Designed into the systemsystem
A lean company ideally starts with the A lean company ideally starts with the lean design of its products.lean design of its products. Products should be designed by taking Products should be designed by taking
into consideration their manufacturing into consideration their manufacturing and assembly requirements at the same and assembly requirements at the same time they are being designed.time they are being designed.
Use concurrent or simultaneous Use concurrent or simultaneous engineering.engineering.

28
Design for One-Piece FlowDesign for One-Piece Flow
• Stop producing big batches of product and start producing one piece at a time
1. Focus on the part, product or service itself. Follow the product through its entire production cycle looking for opportunities to reduce delay, inventory, waste, and rework.
In a hospital you would follow a patient from admission to discharge. In a printing company, you'd follow a job from
start to delivery. In a manufacturing plant, you'd follow the product
from order to delivery.
29
Design for One-Piece FlowDesign for One-Piece Flow 2. Ignore traditional boundaries, layouts, etc. In
other words, forget what you know.
3. Realign the work flow into production "cells" to eliminate delay, rework, and scrap.
4. "Right size" the machines and technology to support smaller batches, quick changeover, and one-piece flow. This often means using simpler, slower, and less automated machines that may actually be more accurate and reliable.
30
The goal of flow is to eliminate all delays, interruptions and stoppages, and not to rest until you succeed.
Focus the improvement effort to avoid wasting valuable time and money.
Focus on mission- and profit-critical processes and issues first!

31
DefinitionDefinition
• Just in Time—Process of producing only what is needed, when it is needed, and only at the quantity needed.
32
Pull SystemPull System1.1. In manufacturing: the production of items only In manufacturing: the production of items only
as demanded to replace those taken.as demanded to replace those taken.
2.2. In material control: withdrawal of inventory as In material control: withdrawal of inventory as demanded by a user. Material is not issued demanded by a user. Material is not issued until a signal is received from the user.until a signal is received from the user.
3.3. In distribution: a system for replenishing field In distribution: a system for replenishing field warehouse inventories where replenishment warehouse inventories where replenishment decisions are made at the field warehouse decisions are made at the field warehouse itself and not at the central warehouse or plantitself and not at the central warehouse or plant..

33
Load Leveling Material/LaborLoad Leveling Material/Labor
Monday Friday
Batch
A
B
A
B
Wk.1
Wk.2
Monday Friday
Leveled
Material and laborleveled
Assume A is three timesmore complex than B
34
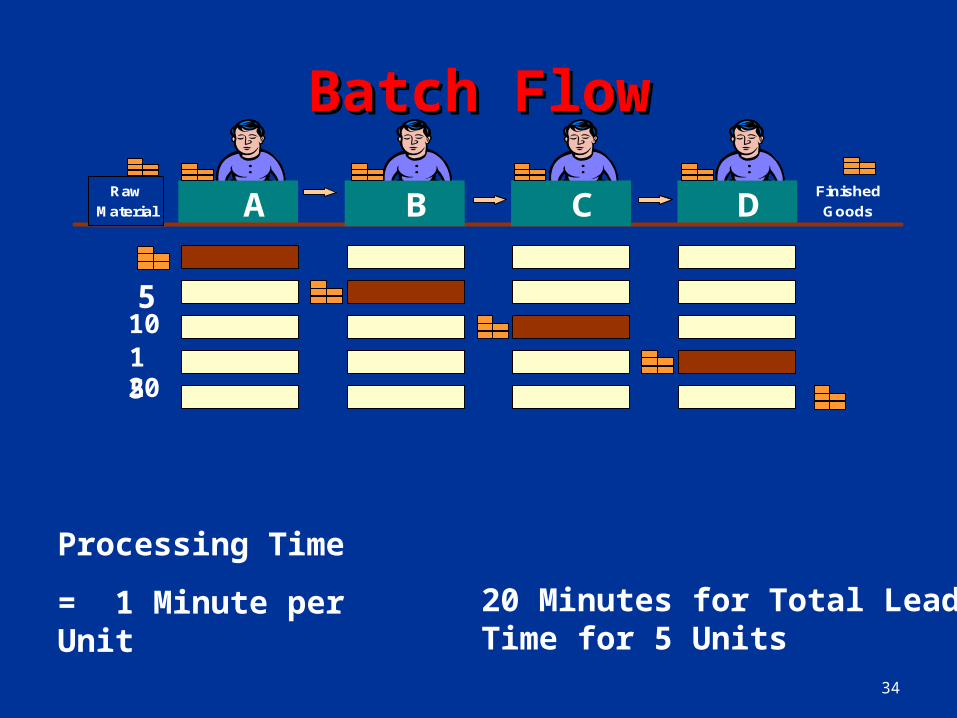
Batch FlowBatch Flow
Finished
GoodsAA DDRaw
Material BB CC
05
101520
Min
ute
s 05
101520
Min
ute
s
20 MinutesTotal LeadTime for 5 Units
Processing time = 1 minute per unit
20 Minutes for Total LeadTime for 5 Units
Processing Time
= 1 Minute per Unit
5101520
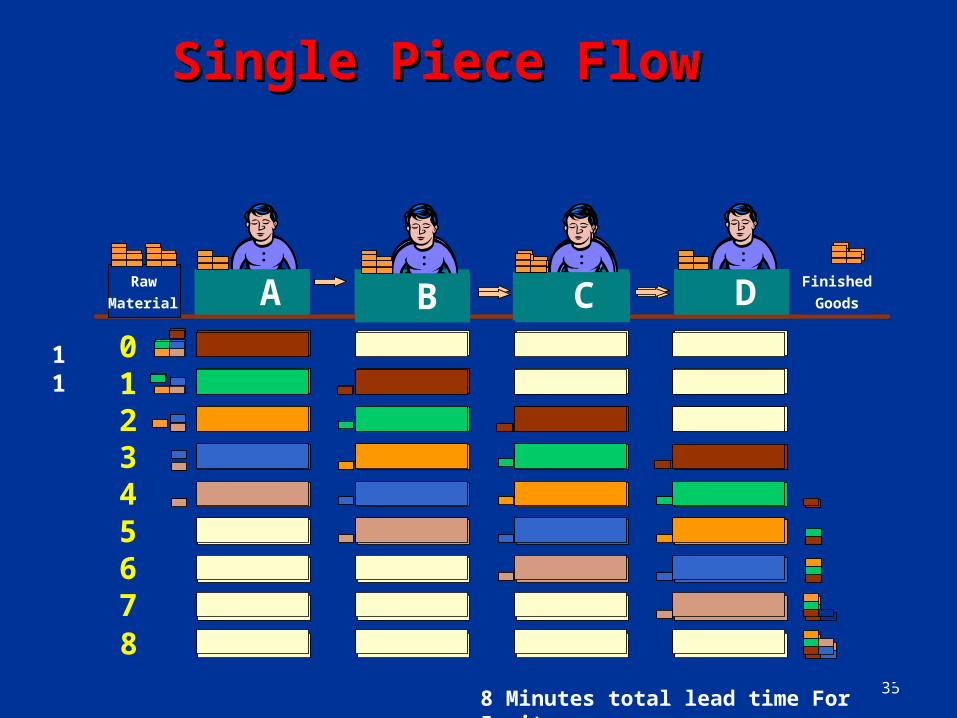
358 minutes total lead time for five units
Single Piece FlowSingle Piece Flow
Finished
GoodsA DRaw
Material B C012345678
Finished
GoodsAA DDRaw
Material BB CC012345678
8 Minutes total lead time For 5 nits
11
36
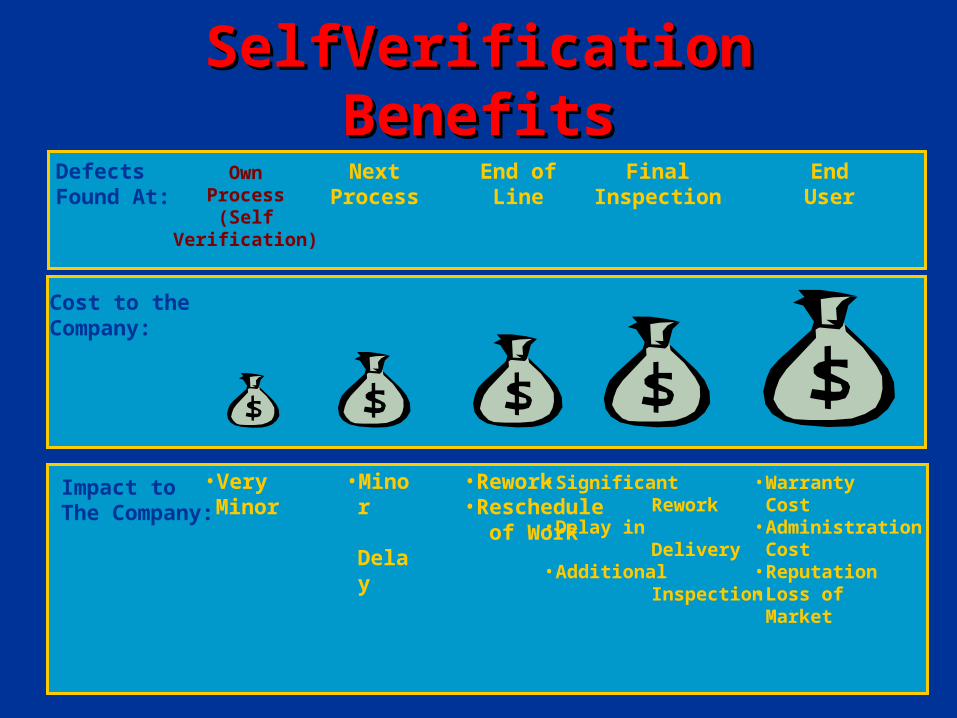
Self Verification BenefitsSelf Verification BenefitsOwn
Process(Self
Verification)
NextProcess
EndofLine
FinalInspection
EndUser
DefectsFoundAt:
CosttotheCompany:
•VeryMinor
•Minor
Delay
•Rework•RescheduleofWork
•Significant Rework•Delayin Delivery•Additional Inspection
•Warranty Cost•AdministrationCost
•Reputation•LossofMarket
ImpacttoTheCompany:
37
Getting StartedGetting Started Reorganize your company by product and Reorganize your company by product and
value stream. value stream. Topple the silos and implement flow.Topple the silos and implement flow. Move machines and people into product Move machines and people into product
cells.cells. Help your remaining suppliers implement Help your remaining suppliers implement
“Lean."“Lean." Improve each value stream multiple times.Improve each value stream multiple times. Right-size your machines and tools.Right-size your machines and tools.
38
DefinitionsDefinitions• Cell Cell - - A close arrangement of people and A close arrangement of people and
machines in a processing sequence to machines in a processing sequence to facilitate flowfacilitate flow
• Kanban Kanban - - Japanese word for card, ticket, Japanese word for card, ticket, or sign. or sign. • It's a key tool for managing flow in a pull It's a key tool for managing flow in a pull
system. system. • In a grocery store, it's the card at the back of In a grocery store, it's the card at the back of
the shelf indicating the product is sold out or the shelf indicating the product is sold out or back ordered.back ordered.
39
Andon Andon - - Visual signal that alerts workers to Visual signal that alerts workers to problems. problems. Andon is like a dashboard with warning lights to Andon is like a dashboard with warning lights to
alert you to problems.alert you to problems.
Heijunka - Heijunka - Level out the work load. Level out the work load. • Jidoka Jidoka - - Automation with the human Automation with the human
touch. touch.
40
• Poka-Yoke - Poka-Yoke - Mistake-proofing a process Mistake-proofing a process so that a person cannot make an error.so that a person cannot make an error.
• Takt Time - Takt Time - In lean, takt is the rate of In lean, takt is the rate of customer demand. customer demand.
• It's like a speedometer. It's like a speedometer. • Takt Time = Available hours worked per Takt Time = Available hours worked per
day/Required production to meet demand. day/Required production to meet demand.


















