1 Control Charts for Moving Averages and R charts track the performance of processes that have long...
17
1 Control Charts for Moving Averages • and R charts track the performance of processes that have long production runs or repeated services. • Sometimes, there may be insufficient number of sample measurements to create a traditional and R chart. • For example, only one sample may be taken from a process. • Rather than plotting each individual reading, it may be more appropriate to use moving average and moving range charts to combine n number of individual values to create an average. X X
-
Upload
justin-marsh -
Category
Documents
-
view
215 -
download
0
Transcript of 1 Control Charts for Moving Averages and R charts track the performance of processes that have long...

1
Control Charts for Moving Averages
• and R charts track the performance of processes that have long production runs or repeated services.
• Sometimes, there may be insufficient number of sample measurements to create a traditional and R chart.
• For example, only one sample may be taken from a process.
• Rather than plotting each individual reading, it may be more appropriate to use moving average and moving range charts to combine n number of individual values to create an average.
X
X

2
Control Charts for Moving Averages
• When a new individual reading is taken, the oldest value forming the previous average is discarded.
• The new reading is combined with the remaining values from the previous average to form a new average.
• This is quite common in continuous process chemical industry, where only one reading is possible at a time.

3
Control Charts for Moving Averages
• By combining individual values produced over time, moving averages smooth out short term variations and provide the trends in the data.
• For this reason, moving average charts are frequently used for seasonal products.

4
Control Charts for Moving Averages
• Interpretation:– a point outside control limits
• interpretation is same as before - process is out of control
– runs above or below the central line or control limits
• interpretation is not the same as before - the successive points are not independent of one another

5
Example: Eighteen successive heats of a steel alloy are tested for RC hardness. The resulting data are shown below. Set up control limits for the moving-average and moving-range chart for a sample size of n=3.
Heat Hardness Average Range Heat Hardness Average Range
1 0.806 10 0.809
2 0.814 11 0.808
3 0.810 12 0.810
4 0.820 13 0.812
5 0.819 14 0.810
6 0.815 15 0.809
7 0.817 16 0.807
8 0.810 17 0.807
9 0.811 18 0.800

6
Example: Eighteen successive heats of a steel alloy are tested for RC hardness. The resulting data are shown below. Set up control limits for the moving-average and moving-range chart for a sample size of n=3.
Heat Hardness Average Range Heat Hardness Average Range
1 0.806 10 0.809 0.810 0.002
2 0.814 11 0.808 0.809 0.003
3 0.810 0.810 0.008 12 0.810 0.809 0.002
4 0.820 0.815 0.010 13 0.812 0.810 0.004
5 0.819 0.816 0.010 14 0.810 0.811 0.002
6 0.815 0.818 0.005 15 0.809 0.810 0.003
7 0.817 0.817 0.004 16 0.807 0.809 0.003
8 0.810 0.814 0.007 17 0.807 0.808 0.002
9 0.811 0.813 0.007 18 0.800 0.805 0.007

7000500
01300050572
806000500218110
816000500218110
005016
0070010001000080
811016
8050816081508100
3
4
2
2
).)((LCL
.).)(.(UCL
.).)(.(.LCL
.).)(.(.UCL
readings of number where
.....
.....
RD
RD
RAX
RAX
Xg
g
RR
g
XX
R
R
x
x
i

8
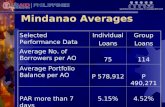
Moving Average Chart
0.8
0.805
0.81
0.815
0.82
0 5 10 15 20
Heat
Ha
rdn
es
s UCLxbar
Average
Xbarbar
LCLxbar
Moving Range Chart
0
0.005
0.01
0.015
0 5 10 15 20
Heat
Ha
rdn
es
s R
an
ge
UCLr
Range
Rbar
LCLr

9
Exponentially Weighted Moving Average (EWMA)
• The EWMA values are obtained as follows:
• Control limits are set at
Where
)( 101 1 ttt YXY
yX 30
2/y
42 c
s
d
R or

10
Chart with a Linear Trend X
• As the tool or die wears– a gradual change in the average is expected and
considered to be normal– the measurement gradually increases– the R chart is likely to remain in control - the
estimate of may not change.• The difference between upper and lower
specifications limits is usually set substantially greater than 6 , to provide some margin of safety against the production of defective products

11
Chart with a Linear Trend X
Step 1: A trend line is obtained for the chart. A simplified formula is available if– there are an odd number of subgroups– subgroups are taken at a regular interval and– the origin is assumed at the middle subgroup
X
subgroup middle the for
number subgroup the is where,
, ,
0
2
h
h
bhaXh
XhbXa

12
Chart with a Linear Trend X
Step 2: For each subgroup a separate pair of control limits is obtained above and below the trend line (so, the control limits are sloping lines parallel to the trend line)
RA2
RAbha
RAbha
x
x
2
2
LCL
UCL

13
Chart with a Linear Trend X
Step 3: Estimate . For k = 3, 4 etc. the initial aimed-at mean value, is set k above the lower specification limit and the process is stopped for readjustment (a new setup is made, tool/die is changed) when the observed mean value reaches k below the upper specification limit.
2dR /0X
X

14
Text Problem 10.25: A certain manufacturing process has exhibited a linear increasing trend. Sample averages and ranges for the past 15 subgroups, taken every 15 minute in subgroup of 5 items, are given in the following table.
Fit the linear trend line to these data, and plot a trended control chart with 3-sigma limits.
X
Subgroup # Average Range Subgroup # Average Range1 198.8 7 9 209.2 72 197.6 2 10 207.8 163 204.6 10 11 210 94 203.8 12 12 214.4 85 205.6 17 13 211.8 166 204.8 9 14 211.8 67 205.4 10 15 213.8 88 210.6 9

15
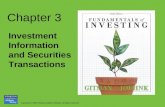
Text Problem 10.26: Specifications on the process in Problem 10.25 are 20030. The process may be stopped at any time and readjusted. If on readjustment the mean is to be set exactly 4 above the lower specification and the process is to be stopped for readjustment when the mean reaches a level exactly 4 below the upper specification:
(a) Calculate the aimed-at starting and stopping values of
(b) Estimate the duration of a run between adjustments
0X

16
X Bar Chart with Linear Trend
150
200
250
-10 -5 0 5 10Subgroup Number
Sub
grou
p M
ean
XbarUSLUCLxbarTrend lineLCLxbarLSL

17
Reading and Exercises
• Chapter 10 (moving average and linear trend): – pp. 382-391 (Sections 10.6-7)– 10.24, 10.27