1 Author: Schrauth, Chris, P Verification Process for … · 2013-01-23 · 2 Schrauth, Chris...
104
1 Author: Schrauth, Chris, P Title: Verification Process for Implementation of Robotic-Tended Sheet Metal Forming Cell The accompanying research report is submitted to the University of Wisconsin-Stout, Graduate School in partial completion of the requirements for the Graduate Degree/ Major: MS Manufacturing Engineering Research Adviser: Dr. Annamalai Pandian Submission Term/Year: Fall, 2012 Number of Pages: 104 Style Manual Used: American Psychological Association, 6 th edition I understand that this research report must be officially approved by the Graduate School and that an electronic copy of the approved version will be made available through the University Library website I attest that the research report is my original work (that any copyrightable materials have been used with the permission of the original authors), and as such, it is automatically protected by the laws, rules, and regulations of the U.S. Copyright Office. My research adviser has approved the content and quality of this paper. STUDENT: NAME DATE: ADVISER: (Committee Chair if MS Plan A or EdS Thesis or Field Project/Problem): NAME DATE: --------------------------------------------------------------------------------------------------------------------------------- This section for MS Plan A Thesis or EdS Thesis/Field Project papers only Committee members (other than your adviser who is listed in the section above) 1. CMTE MEMBER’S NAME: DATE: 2. CMTE MEMBER’S NAME: DATE: 3. CMTE MEMBER’S NAME: DATE: --------------------------------------------------------------------------------------------------------------------------------- This section to be completed by the Graduate School This final research report has been approved by the Graduate School. Director, Office of Graduate Studies: DATE:
Transcript of 1 Author: Schrauth, Chris, P Verification Process for … · 2013-01-23 · 2 Schrauth, Chris...

1
Author: Schrauth, Chris, P Title: Verification Process for Implementation of Robotic-Tended Sheet Metal
Forming Cell The accompanying research report is submitted to the University of Wisconsin-Stout, Graduate School in partial
completion of the requirements for the
Graduate Degree/ Major: MS Manufacturing Engineering
Research Adviser: Dr. Annamalai Pandian
Submission Term/Year: Fall, 2012
Number of Pages: 104
Style Manual Used: American Psychological Association, 6th edition
I understand that this research report must be officially approved by the Graduate School and that an electronic copy of the approved version will be made available through the University Library website
I attest that the research report is my original work (that any copyrightable materials have been used with the permission of the original authors), and as such, it is automatically protected by the laws, rules, and regulations of the U.S. Copyright Office.
My research adviser has approved the content and quality of this paper. STUDENT:
NAME DATE:
ADVISER: (Committee Chair if MS Plan A or EdS Thesis or Field Project/Problem):
NAME DATE:
----------------------------------------------------------------------------------------------------------------------------- ----
This section for MS Plan A Thesis or EdS Thesis/Field Project papers only Committee members (other than your adviser who is listed in the section above) 1. CMTE MEMBER’S NAME: DATE:
2. CMTE MEMBER’S NAME: DATE:
3. CMTE MEMBER’S NAME: DATE:
----------------------------------------------------------------------------------------------------------------------------- ---- This section to be completed by the Graduate School This final research report has been approved by the Graduate School.
Director, Office of Graduate Studies: DATE:

2
Schrauth, Chris P. Verification Process for Implementation of Robotic-Tended Sheet Metal
Forming Cell
Abstract
This field project study was performed at a manufacturer of residential heating products.
This study implemented sheet metal forming and fabrication machine tools that were tended by a
robotic manipulator. This equipment was necessary to support the new product launch of a
relatively large appliance. The robotic automation capability of the new cell was justified
because the physical size of component parts exceeded the safe working capacity of a human
operator. The purpose of this study was to verify that the machine tool system would be capable
of meeting the engineering specifications for the product design. The quality planning tools,
including FMEA, Process Capability Studies, and Statistical Process Control, were executed as a
part of the verification methodology. The results provide an estimate of the new machine cell
capability to meet design specifications and insight to key opportunities for improvements.
Based on the results, the benefits and limitations of the verification process are also presented.

3
Acknowledgements
I would like to thank my family for their understanding and encouragement during my
work towards this degree. I would also like to thank my field project advisor, Dr. Pandian, for
his timely review and the helpful suggestions with completing this paper.

4
Table of Contents
.................................................................................................................................................... Page
Abstract ............................................................................................................................................2
List of Tables ...................................................................................................................................7
List of Figures ..................................................................................................................................8
Chapter I: Introduction ....................................................................................................................9
Statement of the Problem ...................................................................................................11
Purpose of the Study ..........................................................................................................11
Assumptions of the Study ..................................................................................................12
Definition of Terms............................................................................................................12
Limitations of the Study.....................................................................................................16
Methodology .....................................................................................................................16
Chapter II: Literature Review ........................................................................................................17
Robotic Tending of Press Brakes .......................................................................................17
Benefits and drawbacks .........................................................................................17
Machine tool design considerations .......................................................................19
Control and sensing considerations .......................................................................20
Manufacturing Process Verification ..................................................................................21
Predictive Techniques ............................................................................................23
Failure Mode and Effects Analysis ........................................................................23
First Article Inspection ..........................................................................................25
Production Part Approval Process .........................................................................26
Advanced Product Quality Planning ......................................................................28

5
Process capability studies ......................................................................................29
Sustained Control Methods ....................................................................................32
Statistical Process Control .....................................................................................32
Automatic verification ...........................................................................................33
Summary ............................................................................................................................34
Chapter III: Methodology ..............................................................................................................35
Product Design and Manufacturing Process Overview .....................................................35
Failure Mode and Effects Analysis ....................................................................................42
Data Requirements .............................................................................................................43
Measurement System .........................................................................................................43
Sample Measurement Approach ........................................................................................44
Data Acquisition ................................................................................................................45
Data Analysis .....................................................................................................................46
Advantages and Limitations ..............................................................................................47
Chapter IV: Results ........................................................................................................................48
Failure Mode and Effects Analysis ....................................................................................50
Product design ........................................................................................................50
Process design ........................................................................................................52
Machine cell equipment design .............................................................................53
Measurement System Analysis ..........................................................................................54
Machine Cell Verification..................................................................................................57
Tolerance intervals .................................................................................................57
Potential process performance studies ...................................................................59

6
Statistical Process Control .....................................................................................62
Long-term process capability .................................................................................64
Summary ............................................................................................................................67
Chapter V: Discussion ...................................................................................................................69
Conclusions ........................................................................................................................72
Recommendations ..............................................................................................................74
References ......................................................................................................................................75
Appendix A: Sheet Metal Material Specifications .......................................................................78
Appendix B: Process Failure Mode and Effects Analysis ............................................................79
Appendix C: Design Drawings .....................................................................................................83
Appendix D: Detailed Gage R&R Results ....................................................................................87
Appendix E: Pilot Production Tolerance Interval Results ............................................................89
Appendix F: Pilot Production Process Performance Studies ........................................................93
Appendix G: Statistical Process Control .......................................................................................97
Appendix H: Production Process Capability Studies ..................................................................101

7
List of Tables
Table 1: Ten overall requirements of a PPAP ..............................................................................28
Table 2: Five phases of APQP ......................................................................................................29
Table 3: Product design specifications and critical requirements .................................................39
Table 4: Anatomy of robotic-tended forming and fabrication cell ...............................................41
Table 5: Summary of methods and results for project objectives .................................................49
Table 6: Measurement tool capability and Gage R&R Results ....................................................57
Table 7: Process mean, sigma, and tolerance interval estimates for firebox wrap characteristics ..................................................................................................................59
Table 8: Process mean, sigma, and tolerance interval estimates for firebox top
and bottom characteristics ..............................................................................................59 Table 9: Estimated process performance for firebox wrap characteristics ...................................61
Table 10: Estimated process performance for firebox top and bottom characteristics .................62
Table 11: Estimated long-term process characteristics and expected defect potential .................66
Table 12: Estimated long-term process capability indices and overall expected defective PPM ................................................................................................................67

8
List of Figures
Figure 1: Failure Mode and Effects Analysis template ................................................................25
Figure 2: Individual part model views ..........................................................................................36
Figure 3: Hem channel and crimped hem .....................................................................................37
Figure 4: Crimping fabrication fixture ..........................................................................................38
Figure 5: Combustion chamber subassembly ...............................................................................39
Figure 6: Combustion chamber forming and fabrication cell .......................................................40
Figure 7: Process flow chart for combustion chamber subassembly ............................................42
Figure 8: Product design changes implemented to reduce crimping failure modes .....................52
Figure 9: Flowchart for verification of manufacturing equipment ...............................................73

9
Chapter I: Introduction
The purpose of this project is to develop a verification strategy for a new machine tool
cell implemented by a manufacturer of residential heating appliances. These appliances include
gas and solid fuel stoves and fireplaces supplied primarily in markets in the United States,
Europe, and Australia.
Sheet steel is a major material used in the manufacture of these products. While some
sheet metal parts are utilized at a sufficient volume to benefit from dedicated hard-tooling, a
large portion of component parts are processed by press brake forming of cut blanks. This
manufacturer depends on the flexibility of various sizes and capacities of press brakes to produce
appliances and accessories. In most cases, press brakes are part of assembly lines where the
parts are formed on immediate demand with minimal batching. Many assembly lines produce
mixed models, a scenario which requires frequent press brake setup events. This approach to
blank forming requires operators skilled in tooling and machine setup, inspection, and rapid
blueprint interpretation. Above all, many operators need to have the ability to be inherently
familiar with a wide variety of assigned products.
Sheet metal forming with press brakes allows minimized tooling investment for new
product design, relatively easy work cell layout changes, and overall long-term flexibility in
asset utilization. However, this approach does present three challenges to this organization.
First, it requires qualified machine operators whose skill depends on adequate training and
experience. Second, it presents inherent opportunity for forming quality defects, especially
given the frequent tooling and machine setup. Finally, design applications are limited to the
physical size of the parts that can be safety handled by a human operator.

10
This organization is approaching the launch of a new product line of gas heating
appliances. This new product chassis is unique due to its requirement of a large combustion
chamber constructed of formed sheet steel. Due to its physical size, some formed components of
the combustion chamber exceed the safe capacity of single press brake operator. To overcome
this constraint, investment is required in a new machine cell to perform forming and fabrication
of the subassembly. A robot-tended cell is proposed in this study. This machine cell will consist
of a press brake with fixed tooling, tended by a robotic manipulator, end-of arm tooling,
fabrication fixture, and sensing control system. Instead of a human operator, the robot will
manipulate the largest sheet metal part through the forming process, and then perform a crimping
process to mechanically fasten the three parts into a single subassembly. Because there will be
three appliance chassis sizes, the equipment will be capable of fabricating three subassemblies.
This cell will complete a finished cycle within the TAKT time of the active assembly line, which
will pull directly from the cell per cycle time demand.
This forming and fabrication cell will be the first implementation of a robotic press brake
in this operation. This manufacturer has had mixed success in similar past projects because
machines and tooling have not been properly verified. In many projects, the new equipment did
not fully perform the intended function. This resulted in additional debugging, unforeseen
equipment modifications, and production loss. Consequently, the process yield and equipment
uptime have been marginal overall. A deficiency of the current state is a lack of an effective
system to verify that new equipment is capable of meeting the design requirements on a
sustained basis.
Because marginal yields and product quality issues have occurred in the past with
equipment introductions, this project work aims to improve implementation of new

11
manufacturing process equipment and tooling. This study considers quality engineering tools,
such as Failure Mode and Effects Analysis, as a part of a system to ensure preparation associated
with new manufacturing processes. This robotic production cell represents new technology that
could be leveraged in many other areas within the operation. Therefore, this study is taken up to
research and propose an effective verification system that can be implemented to ensure the new
machine cell will achieve the design specifications. The study will ensure product quality,
equipment performance, and safety of personnel. The remainder of this chapter will present the
problem statement, objectives, and significance of the study.
Statement of the Problem
Handling the large sheet metal parts during forming and crimping exceeds the safe
capacity of a human operator. A robotic press brake forming and crimping machine cell is
proposed to manufacture the large sheet metal components. There is not a defined plan to verify
the machine cell safety, reliability, and capability of consistently meeting the engineering
specifications. If the machine cell design is not properly verified, its implementation will
potentially result in quality defects, downtime, and unsafe conditions. This project study is
necessary to verify that the new machine cell will be capable of meeting the requirements.
Purpose of the Study
The objectives of this study are to:
1. Define the product design specifications and critical characteristics.
2. Analyze the new machine cell to identify preventative action for potential failure
modes to maximize equipment reliability and capacity. Minimize human interface
safety concerns that may result from process equipment design or operation.
3. Define and qualify gages for measuring critical part dimensions and characteristics.

12
4. Verify that the new equipment is stable and has long-term capability to meet the
product design specifications and produce the critical characteristics.
5. Research verification methodologies used by manufacturing industries and identify a
system that can used for future launch of new process equipment and tooling in order
to consistently meet the requirements.
Assumptions of the Study
The assumptions of this study are:
1. The product design specifications and cycle time requirements will not change
significantly during this project. However, minor product design or tolerance
modifications may be justified based on the results of this project.
2. The design of the new production cell will be improved if justified by the results of
this study.
3. This new machine cell will be dedicated to this new line of products.
4. The press brake tooling will be fixed with no change-over requirement.
Definition of Terms
Air Bending. Press brake forming method that uses acute angle tooling capable of
forming acute, obtuse, and 90-degree bends by accurate advancement of the ram position to
control the depth of the upper die punch advancement into the bottom v-die.
Anderson-Darling Test. A statistical test, based on the size and shape of a distribution
representing a given data set, used to evaluate if the normal distribution is a reasonable model for
the given variable.
Back Gauge. An adjustable device on a press brake that accurately locates the work
piece in relation to the dies so that the bend position can be controlled.

13
Control Plan. Documentation of a process and necessary evaluation program to ensure
that it remains in control and produces to specifications.
Crimp. Mechanical joining of multiple metal components by deforming one or both of
them under pressure in order to fasten them together
Failure Mode and Effects Analysis (FMEA). A procedure used to evaluate a product or
process for potential failure modes and classification of their effects based on severity,
occurrence probability, and detectability.
Gage Repeatability and Reproducibility (GR&R). An analysis of variable
measurement tools or methods to determine if measurement variability is low enough that it does
not interfere with the ability to detect non-conforming parts, or differences between parts.
ISO9000. A family of international quality standards.
Measurement System Analysis (MSA). Tools and techniques used to evaluate and
improve the method(s) associated with measurement systems.
Natural Process Tolerance Limits. The natural limits of long-term process performance
defined as three standard deviations from each side of the process average, determined by a SPC
control chart.
Natural Process Tolerance Limits = µ±3σ
Where µ is the overall mean and σ is the point estimate for process standard deviation calculated
by dividing the average of all subgroup ranges by the d2 Control Chart Constant for the subgroup
size.
Normal Distribution. A continuous probability distribution that fits a symmetrical bell-
shaped curve centered about the estimated mean.

14
Normality. A statistical assumption that can be tested to determine if specific data should
be modeled by the normal distribution.
Pin Gage. Precision ground cylinders that function as reference gages for measurement
of bore diameters or gaps between surfaces.
Parts Per Million (PPM). Potential defect rate based on its concentration within a
population of one million units.
Pre-Control. A monitoring technique used in new and existing processes to evaluate if
process output occurs within specification limits.
Press Brake. A machine tool used to form bends into sheet or plate material.
Process Capability, Cp. Statistical estimate of process capability that compares the
engineering tolerance with the natural process tolerance, and assumes that the process mean is
centered between the engineering tolerance.
Cp = (USL – LSL) ÷ 6 σ
Where σ is the true process standard deviation estimated from a normally distributed sample
standard deviation or stable process history provided by a control chart.
Process Capability Index, Cpk. Statistical estimate of process capability that accounts
for the relative centering of the process mean within the engineering tolerance.
Cpk = min [(USL - µ) ÷ 3σ, (µ - LSL) ÷ 3σ]
Where σ is the process standard deviation, and µ is the process mean from control chart history.
Process Capability Study. An engineering study used to estimate the ability of a process
to produce within the specification limits.
Process Performance, Pp. Statistical estimate of process capability recommended for
use when a process is not in statistical control. It compares the engineering tolerance with the

15
natural process tolerance, and assumes that the process mean is centered between the engineering
tolerance.
Pp = (USL – LSL) ÷ 6 ѕ
Where ѕ is the sample standard deviation
Process Performance Index, Ppk. Statistical estimate of process capability
recommended for use when a process is not in statistical control. It accounts for the process
mean relative centering within the engineering tolerance.
Ppk = min[(USL – Xbar) ÷ 3ѕ , (Xbar - LSL) ÷ 3ѕ]
Where ѕ is the sample standard deviation and Xbar is the sample mean.
Process Yield. The percentage of acceptable parts among all parts produced in a
specified period of time.
Risk Priority Number (RPN). Numeric risk assessment assigned to a failure mode
during Failure Mode an Effects Analysis (FMEA). It accounts for the likelihood of occurrence,
likelihood of detection, and severity of the failure mode.
Statistical Process Control (SPC). System for monitoring a process to determine if its
output is stable and identify influence of variation that may warrant action to prevent it from
going out of control.
TAKT Time. The pace of a manufacturing system adjusted to produce at a rate
equivalent to current customer demand.
Tolerance Interval. Estimate of statistical limits within which a stated proportion of the
population is expected to occur, at a given confidence level.
Two-Sided Tolerance Interval = Xbar +/- K2 ѕ

16
Where K2 is a two-sided tolerance interval factor for a normal distribution, and ѕ is the sample
standard deviation.
Springback. Sheet metal rebound on either side of the bend after the force from the
forming tool has been removed.
Stability. Consistency of a process over a period of time such that its mean and variation
remain unchanged and are constant during the timeframe under study.
Total Productive Maintenance (TPM). Method of improving reliability of
manufacturing equipment through proactive involvement of machine operator in routine
preventative maintenance.
Limitations of the Study
The results and recommendations of this study apply specifically to this new machine cell
and the products it will produce.
Methodology
This report will present an overview of literature related to robotic press tending and
techniques for verifying new manufacturing equipment. The report will also provide a more
detailed summary of this field study, including the forming and fabrication cell, along with
definition of the product design specifications. This section will also summarize the
methodology of verification, including FMEA, MSA, run-off pilot capability studies, and SPC
analysis used to estimate long-term capability. Finally, the results and analysis of these methods
will be presented in support of the conclusions and suggested improvements.

17
Chapter II: Literature Review
The overall goal of this project is successful implementation of the new forming and
fabrication cell. This study will ensure that the process output will consistently conform to
product design specifications. This study will also evaluate the new equipment to improve its
reliability and safety. The outcome will be a machine cell with maximized process yield,
equipment uptime, and safe human interface.
This chapter will review the benefits, drawbacks, and special considerations associated
with robotic tending of press brakes. This chapter will also review several process verification
systems and supporting methods that are applied in the field of manufacturing. The review will
include literature covering short and long-term predictive verification techniques, and available
methods that help sustain long-term capability and control. The literature referenced in this
discussion includes manufacturing and quality engineering, as well as statistical analysis sources.
Robotic-Tending of Press Brakes
Robotic manipulators provide flexible automation capability to manufacturing processes
including assembly, welding, painting, grinding, palletizing, and machine tending. Robotics
technology has typically been applied to applications that are hazardous to human operators or in
scenarios where production volume is sufficient to justify the cost of soft automation. Robotic
tending of press brakes can easily be justified for medium to high volume applications.
However, even lower volume applications can be justified in certain situations (Glaser, 2009).
Benefits and drawbacks. According to Glaser (2009) and LeTang (2012), robotic
automation can provide several important benefits to manufacturers. An investment in robotic
automation is often a preferred alternative to hard automation due to its flexibility as an asset.
An advantage is that once the intended application is obsolete, the robot can be redeployed to

18
another application. In higher volume situations, robotic press brakes can result in lower defects,
higher productivity, and lower costs compared to those tended by human operators. In these
high volume scenarios, the system can run “lights-out” on off-shifts, further reducing labor costs.
Even in lower volume situations, automation of press brake tending frees up human operators to
perform value-added tasks such as secondary operations, quality checks, external tooling setup,
or maintenance. While not necessarily faster than skilled human operators, robotic-automated
press brakes result in more consistent cycle times with less unplanned downtime. Newer robots,
when integrated with properly designed machine tool and control systems, are extremely reliable.
Thus, machine capacity and utilization rate are higher, leading to potentially lower per part cost
and faster return on investment.
Another key advantage is that a robot can be sized with available payload capacity to
safety handle large or heavy work pieces that cannot be handled safely by a human operator.
Along with improved safety, robotic tending can also lead to quality benefits. Sensing and
controls can be added to the system to compliment the repeatability of the robotic manipulator.
Human-invoked variables can be removed from the process. As a result, forming variation can
be decreased, and process defects can be more easily detected and diagnosed.
Robotic tending of press brake also presents several drawbacks. First, it requires a
greater capital investment to fulfill its requirements of tooling and controls. Second, it carries
higher setup costs in terms of programming time, debugging, and setup scrap material. In some
cases, this may present less flexibility, such as batch manufacturing scenarios. LeTang (2012)
provided an example of a batch manufacturer setting up for a single run of parts where the
tooling and programming setup would be more difficult because a robot does not have the
capability to recognize parts and tooling as quickly as a human operator. Another key drawback

19
is that robotic tending may require more floor space than a human-operated press brake. A
robotic press brake requires space for conveyors, reference table, and cell perimeter guarding. It
is common for the floor space requirement to be up to five times that of a traditional human-
operated machine cell (Glaser, 2009).
Machine tool design considerations. There are several methods that can be applied to
the machine tooling to effectively integrate robotic tending of a press brake. The sheet inbound
conveyor or staging pallets need to be designed to contain and control the appropriate blanks for
the program (Glaser, 2009). Most systems depend on a reference or squaring table as one of the
initial steps in the forming process. This hardware is a tilted flat surface that uses gravity to
establish the blank at the robot point of reference. This ensures that the robot has the sheet
properly orientated and located at the start of the processing sequence.
In most robot-tended press brakes, the robot manipulator is fitted with an end-of-arm
gripper. This is the most critical component of the entire system as it is the primary interface
between the robot and the work piece. The design of the end-of arm gripper must achieve two
critical functions. First, it must have the ability to securely grip the surfaces of the work piece
despite surface oils and sheet deflection (Glaser, 2009). Second, the gripper must be properly
sized and configured to adapt to the work piece as its form evolves during the bending sequence.
Clamps, magnets, or vacuum cups, sometimes used in combination, must be configured to grip
the part shape as it changes during the forming sequence. To accomplish the ability to adapt to
changing part geometry, a regripping station can be added to the cell. This added hardware is a
special pedestal that allows the gripper to release the work piece, reorient it, and then regrip the
work piece to facilitate subsequent forming (Glaser, 2009). As an alternative to a regripping
station, some applications employ sheet follower plates on the press brake. These accessories

20
can also be fitted with grippers to support sheets at the proper angle in conjunction with the
tooling and back gauge engagement with the work piece.
The press brake back gauge is another critical element within the system. It functions as
a reference point for the work piece relative to the tooling. Most new press brakes employ CNC
multi-axis back gauges that automatically adjust to the bend sequence program. It is possible for
the back gauge position to also compensate for variation in sheet metal thickness and stiffness.
This may be especially useful in operations where the sheet metal material specifications do not
narrowly define alloy or sheet thickness. The back gauge can be a primary locator of robot-
positioned blank into the brake prior to each step in forming (Glaser, 2009)
Control and sensing considerations. Several sensing and control tactics can be applied
to enhance the capability of robotic press brakes. In many applications, use of special sensors
provides in-process feedback between the work piece, the press brake, and the robot manipulator.
On the inbound conveyor or pallet, double-blank detection can be used to prevent more than one
work piece from being griped by the robot (LeTang, 2012). The sensors function to identify and
stop the process if multiple blanks are picked by the gripper. Blank size and orientation must be
verified on the reference table prior to execution of the bend program. Capacitive or proximity
sensors can be incorporated in the table to verify correct blank size and position (Glaser, 2009).
It is also useful to fit the end-of arm sheet gripper with sensing capability. These sensors
can function to ensure that the work piece is properly fixed to the gripper, and stop the process if
the blank is not held securely. One example is part-present sensing, where a sensor accompanies
each individual or set of vacuum cups, to detect if sections of large parts are securely held by the
gripper (Part Present Sensing, n.d.).
The press brake can also be fitted with sensing capability to provide forming process

21
input to the control system. This enhances the capability for the robot and the press brake to
compensate, or stop the process, in order to prevent subsequent defects. Laser or mechanical
back gauge sensors can verify blank installation into the tooling, and the control can direct the
back gauge to adjust the sheet position before actuating the press ram. This is a preferred
approach as the robot can be more easily programmed to manipulate the parts into the
approximate location, while the work piece is indexed to the final position by the intelligent back
gauge. This approach can help ensure accuracy of bend location (Part Present Sensing n.d.).
Another step towards adaptive control is automated gauging for bend angle. Laser vision
modules are available that can be mounted adjacent to press tooling to measure the bend angles
on parts in-process. These sensors provide input to the controller that allows it to adjust bend
angles by making continuous process adjustments to the back gage, manipulator, or follower
table (Laser Bend Angle Sensing, n.d.). A possible alternative to laser vision is material
thickness sensing that actively measures blank thickness to compensate the back gauge position
and ram force (Bend Angle Sensing, n.d.). These types of sensing enhance the capability to
offset the effects of changes in tool condition, or variation in material thickness, hardness, tensile
strength, grain orientations, heat-affected zones, or springback. These options become more
relevant in air-bending scenarios that provide less accurate bend angles than other press brake
tooling options. Air bending is more flexible and requires lower tonnage, so it is favored by
many manufacturers. Thus, in-process gauging of bend angle can be an important advancement
for an automated forming operation.
Manufacturing Process Verification
Verification of products, machines, and processes is a key element of manufacturing,
both in support of new process development and ongoing quality assurance. Verification is a

22
broadly-used term, but in this context can be defined as the evaluation of tooling, machines, and
manufacturing processes to confirm that the subject of study is capable of meeting the targeted
design specifications (Berger et al., 2007). Verification is often confused, or used
interchangeably, with the term validation. Examples of the overlapping use of these terms for
similar activities include the pharmaceutical and medical device industries. Processes within
these industries are subjected to standardized qualification protocol as required validation to
maintain regulatory compliance (Mitu, 2011). In quality planning and process development by
broader commercial manufacturing, verification and validation are two separate and independent
tasks. A distinction between the terms is that verification confirms that the specifications can be
achieved, while validation determines if the customer expectations are achieved by the
specifications (Berger et al., 2007). In other words, validation is an evaluation of the design,
while verification is an evaluation of the process that is intended to manufacture the design. In
manufacturing systems, verification supports several key objectives and requirements. First, it is
used during late stages of development of new equipment, tooling, and processes to predict if
their output will adequately meet the specifications. Verification activities in these scenarios
may find deficiencies or other opportunities for improvement of future performance. As a result,
verification in such cases may need to occur more than once to ensure that the finalized subject
of study improved, capable, and reliable. With existing equipment, tooling, and processes,
similar evaluation is often utilized to qualify modifications or improvements made during their
life within the manufacturing system.
Second, ongoing verification of the ability to continuously meet the specifications is an
important function of manufacturing quality. Output from equipment, tooling, and processes is
monitored both in continuous and interval manufacturing. This verification is accomplished by

23
an array of applicable methods, ranging from sophisticated on-machine verification (OMV), to
simple measurement tools used in tandem with a statistical process control (SPC) chart. Finally,
verification is often a requirement as part of contractual or regulatory compliance (Omar, 2011).
Original equipment manufacturers (OEM’s) of medical, aerospace, and automotive components
are often subjected to strict verification processes that provide scientific evidence of long-term
capability to meet specifications with very low probability of a defect (Mitu, 2011). In some
cases, this verification is conducted by a third party that is responsible for making the assessment
of the OEM for the customer (Omar, 2011). In all cases, the primary purpose of the verification
effort is to confirm that the given subject is capable of sufficiently conforming to the
specifications.
Predictive techniques. Verification often achieves its greatest return when it is used as a
tool to predict the future performance of new equipment, tooling, and processes. This
developmental work creates opportunities to identify future deficiencies that can be prevented
once actual manufacturing demand exists. There are several established methodologies adopted
for assessing future process verification.
Failure Mode and Effects Analysis. An important predictive tool that closely supports
the verification process is Failure Mode and Effects Analysis (FMEA). This evaluation is a
formal part of APQP, PPAP, and ISO9000 (Berger et al., 2007). It is also widely used as an
independent tool by many organizations during product and process development. During
FMEA, new product designs, machines, and processes are evaluated for possible failures, along
with their causes and effects. The overall goal of this evaluation system to identify, prevent, or
at the least, minimize negative effects of potential failures before they occur in component,
systems, product, or processes. FMEA is a team-based activity where brainstorming identifies

24
failure modes, and each mode is assigned a ranking based on its potential severity, occurrence
probability, and likelihood of being detected. The three ranked values are multiplied to calculate
the Risk Priority Number (RPN) for each mode of failure identified. The RPN becomes the basis
for assigning and prioritizing action to mitigate the potential failures.
According to McDermott and Mikulak (2009), an effective FMEA is organized into five
overall stages. The initial step is to define the team, evaluation scope, and gather relevant inputs
including prints, test data, and warranty data. The second step is to systematically review the
subject to identify potential failure modes, along with the potential causes and effects of each
mode. The third stage is to evaluate each potential failure, while utilizing a specific ranking
system to quantify the risk that accounts for severity, occurrence, and detection. The fourth step
is to determine the RPN, which accounts for the multiplied product of severity, occurrence, and
detection rankings. The final stage includes development of an action plan to reduce overall
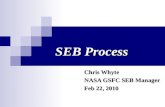
RPN of design or system. Figure 1 provides an example of a template form that is commonly
utilized to guide and document Process FMEA (FMEA Template, n.d.)

25
FAILURE MODE AND EFFECTS ANALYSIS
Item: Drill Hole Responsibility:
J. Doe
FMEA number:
Model: Current Prepared by: J. Doe
Page : 1 of 1
Core Team: J. Doe (Engineering), J. Smith (Production), B. Jones (Quality)
FMEA Date (Orig):
Rev: 1
Process Function
Potential Failure Mode
Potential Effect(s) of Failure
Se
v
Potential Cause/ Mechanism of Failure
Occu
r
Current Process Controls
Dete
c
RP
N
Recommended Action(s)
Responsibility and Target Completion Date
Action Results
Actions Taken
Se
v
Occ
Det
RP
N
Drill Blind Hole
Hole to deep
Break through bottom of plate
7 Improper machine set up
3 Operator training and instructions
3 63
0
Hole not deep enough
Incomplete thread form
5 Improper machine set up
3 Operator training and instructions
3 45
0
5 Broken Drill 5 None 9 ##
Install Tool Detectors
J. Doe 3/1/2008
5 5 1 25
0 0
Figure 1. Failure Mode and Effects Analysis template
Often suppliers, OEMs, and end customers participate as a cross-functional team in
FMEA events. Stamatis (1998) defined two primary types including Design FMEA (DFMEA)
and Process FMEA (PFMEA). DFMEA is executed during the design conception and prototype
phase. PFMEA is a strategic part of manufacturing preparedness, and is done once the product is
defined and the associated manufacturing processes are conceived and developed. PFMEA is
one of the primary inputs in the development of the final process control plan (Stamatis, 1998).
Both types of FMEA are often completed in sequential phases to repeatedly scrutinize the
product or process design during its development.
First Article Inspection. Another predictive verification technique is First Article
Inspection (FAI), which in some cases is referred to as the First Article Report. According to
Berger et al. (2007), it is a highly detailed inspection of an initial physical sample against the

26
OEM specifications and drawings. It is required for new components, processes, or revisions
resulting from tooling, process, or design changes. FAI is widely used as verification of
manufacturing components supplied to the military or aerospace industries. Converse to the
automotive industry use of PPAP with large statistical-based samples, FAI is used in aerospace
sector when large quantity samples are relatively costly to produce (Berger et al., 2007). The
International Aerospace Quality Group has developed the International Standard for First Article
Inspection. According to the Automotive Industry Action Group (2006), many PPAP systems
also include FAI in cases where multi-unit samples are not available or justified financially.
While widely used, FAI does not provide data to measure the process distribution or stability.
Consequently, its drawback is that it is not provide verification of sustained process capability to
meet the design specifications.
Production Part Approval Process. Many manufacturing organizations, including those
within the automotive industry, use the Production Part Approval Process (PPAP) (Stamatic,
2003). It serves as a comprehensive and standardized approach to verification. The PPAP
process is widely recognized and has been adopted as a part of the ISO 9000 standard to support
qualification of new products, tooling, and revisions to existing products (Berger et al., 2007).
Omar (2011) summarized the Automotive Industry Action Group specific conditions of
production under which the PPAP is conducted. The conditions include a specified minimum
pilot production time, a minimum sample quantity of sequential parts, at the given production
rate on the subject machines and tooling. The output of the controlled production run, along with
other specific requirements, must occur to satisfy the PPAP.
According to the Automotive Industry Action Group (2006), a PPAP should include the
ten elements presented in Table 1. These elements include requirements of documentation on

27
the process, product design specifications, applicable testing agency certifications, along with
critical customer requirements. The PPAP requires that the process under study should be stable
enough to predict short-term capability, and if not then an approved plan and timeline to reach
such a state should be documented.
In most cases, a major requirement of the PPAP includes measurements from a
production sample (Production Part Approval Process, 2006). There must be adequate evidence
that the sample measurements are obtained with a system or tools demonstrating repeatability
and reproducibility. Typically, a Gage R&R study is utilized to fulfill this PPAP requirement.
Once a sample is measured, the data is analyzed to determine if the production output will be
acceptable. PPAP employs short-term process capability estimates that indicate the ability of the
process, under expected production conditions, to meet the specifications. The estimates include
process capability or performance for each separate operation. If this is a sustained process and
the data can be obtained from SPC showing normality and stability, then Cp and Cpk capability
indices should be used. If the process is new or otherwise without evidence of stability, then Pp
and Ppk indices should be used to describe the potential capability (Relyea, 2011).

28
Table 1
Ten overall requirements of a PPAP
Element Requirements
1 Design documents specifications and drawings
2 Failure Mode and Effects Analysis
3 Process flow chart of manufacturing process and supply chain
4 Measurement System Analysis
5 Measurement data from the sample manufacturing run
6 Sufficient evidence of process stability
7 Short-term process capability estimates
8 Applicable laboratory testing and certification
9 Process or Product Control Plan
10 Customer requirements and OEM specifications
Advanced Product Quality Planning. While PPAP is often used by OEMs to verify
sources of components and materials, many organizations also employ internal qualification,
verification, and validation steps during product or process development. According to Omar
(2011), Advanced Product Quality Planning (APQP) is a system used to develop a new product
or service that will be properly supported with an effective plan for achieving high quality.
Stamatis (1998) pointed out that the APQP process is a formal system within Ford, Chrysler,
GM, while also required by Tier I suppliers to these three organizations. The main premise of
APQP is that during the product development process, quality is built into the components,
systems, and processes associated with the launch. APQP puts an emphasis on project

29
management to reduce the timeline needed to achieve quality excellence. While this type of
quality planning can vary by industry, APQP specifically includes five phases shown in Table 2.
Table 2
Five phases of APQP
Phase Activities
1 Concept development, project approval, and project planning
2 Program approval, prototyping development, and prototype qualification
3 Prototype testing, product/process verification, and production process planning
4 Pilot short runs, PPAP, production system verification and product validation
5 Launch, monitor, control, improve
Process capability studies. Process capability studies are an important tool used in both
PPAP and APQP, as well an independent tool in manufacturing and quality engineering (Berger
et al., 2007). The purpose of a process capability study is to estimate the ability of a process to
produce products that fall within the specifications. Process capability studies are widely used,
and recognized by many manufacturing sectors. When conducted specifically on machines, the
same type of technique is sometimes termed a machine capability study (Relyea, 2011). While
practices vary to some extent, the common approach includes completely defining the
specification requirements and conducting the study in five steps (Berger et al., 2007 & Relyea,
2011).
In the initial step, the machine or process is setup to operate in a constant state where it
can be monitored for sources of special variation, such as equipment failure, human error,
operator adjustments, or other abnormal event that would influence the outcome. If such an

30
event occurs, the study should be truncated and repeated at another time. Once a machine or
process can operate under stable conditions, the intended sample can be produced.
The second step involves qualification of the measurement tools and equipment used to
evaluate the sample produced in the study. Stamatic (2003) recommended that whenever
possible, measurement resolution should be at least 10 data categories within the specification
limits. Except in scenarios where the tools or measurements are very simple, a minimum
requirement is that Measurement System Analysis (MSA) be properly executed. MSA usually
involves verification of measurement tool accuracy, along with Gage R&R studies that function
to ensure repeatability and reproducibility of the measurement tools and techniques (Berger et
al., 2007).
In the third step, the process should operate to produce a sample that will provide
adequate confidence in the capability estimate. For studies that assess potential capability of a
new system, the sample quantity is typically a minimum 25 to 40 units (Relyea, 2011). Kapadia
(2000) cautioned that the sample quantity must be accounted for in the subsequent analysis of the
study data. For studies that focus on the historical or long-term capability, such as those based
on SPC data, the minimum recommended sample size is 30 subgroups (Relyea, 2011).
In the fourth step, the units within the sample are measured using the tools and techniques
previously qualified through MSA. Sample statistics such as mean, range, and standard
deviation are calculated. If long term SPC subgroup data is available, then the process mean and
standard deviation is inferred based on the control chart data (Berger, 2006). The grand mean, or
overall mean of the control chart subgroup means, is assumed to represent the process mean.
The process standard deviation is estimated by dividing the average of the subgroup ranges by
d2, which is an SPC constant selected based on the subgroup sample size.

31
In the fifth step, the measurements should be analyzed to confirm that the process output
follows a normal distribution (Kotz & Johnson, 2002). At a minimum, the analysis should
include review of a histogram or normal probability plot of the data. After the study, sample
statistics and the capability indices are calculated and interpreted. Important indices include
Capability Ratio, Process Potential, and Process Capability. The Capability Ratio (Cr) is the
ratio between the specification range and the range in actual production measurements. Relyea
(2011) indicated that the preference is a Cr of at least 1.33, in which case the product variation
consumes no more than 75% of the total specification range. Process Capability (Cp) estimates
the precision, or distribution range, of the process output. This estimate of dispersion depends on
the standard deviation and is fully independent of the specification limits (Relyea, 2011).
Process Capability Index (Cpk) estimates the location of the process output distribution relative
to the specification range. This index considers both the estimate of the process mean and
standard deviation. Stamatic (2003) indicated that a Cpk value of 1.33 is the minimum
requirement for most organizations.
While these capability indices are widely recognized and used to make assessment of
suppliers and internal processes, they must be interpreted carefully. The accuracy of the
aforementioned indices is highly dependent the process output being normally distributed. If the
histogram or normal probability plot of the data does not confirm a normal distribution, then the
sample data must be subjected to alternative analysis (Berger et al., 2007). It is critical that the
analyst use the proper approach to data sets that are not confirmed to be normal. Alternative
methods exist to support analysis of non-normal data sets. For example, Krisnamoorthi &
Khatwani (2000) presented methodology for using the Wiebull distribution as an adaptable basis
for computing the indices for many non-normal data sets.

32
Another key assumption is that the process under study must be stable and in a state of
statistical control. Comments by Kapadia (2000) acknowledge a common tendency for
practitioner to attempt to use the methods to estimate capability before actual stability and
control are established. It is critical that the process history be documented and demonstrate that
special causes of variation are not present, but that common causes are represented and can be
accounted for in the capability estimates. Thus, accurate estimate of the capability indices
depend on data from long-term process operation, primarily including SPC data.
Sustained control methods. As a machine or process is implemented into full
manufacturing, there is a need to ensure that it remains in a state of consistently achieving the
specifications. Ongoing verification that the machine or process is producing the desired result
is critical for most manufacturing organizations. The most basic approach to control is some
level of planned inspection with measurement tools and gages. Quality engineering methods
have evolved that depend on statistical analysis to detect and diagnose abnormal conditions that
may lead to defects. Conversely, increasing automation of manufacturing has expanded to
include sensing and measurement that allows affected processes to self-detect and react to
defects immediately as they occur.
Statistical Process Control. Many machines and processes are monitored and evaluated
by a variety of quality tools, such as Statistical Process Control and Pre-Control. According to
Berger et al. (2007), these tools are the basis of detection, diagnosis, and ongoing verification of
machine or process capability to produce within the specifications over the long term.
A key advantage of SPC and Pre-Control is that they can be effective at detecting
conditions or time periods in which abnormal variation affects the process or machine. In many
cases, these special events or conditions cause subtle or infrequent effects. However, if they

33
become more frequent or sustained, they can induce process drift where the process or machine
output has decreased potential to meet its target specifications. Thus, SPC and Pre-Control
function to monitor for unnatural abnormalities that may cause increased potential for defects.
An important function of SPC is that it can be used to assess process performance during
production. Stamatis (2003) emphasized that the relationship between the control limits and the
subgroup mean and ranges can be monitored to assess whether the process is operating in at state
of statistical control. Additional analysis of the historical control chart data can be leveraged to
make predictions of future process yield, the probability of a defective dimension above or below
the specification limits, and process capability indices. Unlike short-term studies during
development that yield predictions of potential performance, analysis of SPC historical data
allows are more accurate assessment of stability and long-term process or machine capability.
Automatic verification. A more advanced approach is in-process verification, or on-
machine verification (OMV), that is built into tooling and processing equipment. This has been
most widely implemented in high-volume manufactured components, such as the automotive and
electronics sectors. One example is Automated Optical Inspection (AOI), which is an
autonomous and non-contact visual inspection of continuous manufacturing (Hewitt, 2009).
AOI can be effective in screening manufactured components that have specific defect or flaw
outside the limits of an acceptable part. A similar type of in-process verification is the
automated in-circuit test where test probes inspect a printed circuit board for the specified
component layout, short or open circuits, and solder condition. OMV is also being applied to
machine tools and CNC machining equipment. According to Hewitt (2009), many modern
machine tools either come with or can be retrofitted with probing capabilities to assist in
machine setup. It is possible to use the setup probing to perform in-process measurement

34
verification. The outcome is that the machine can perform certain verification measurements on
the affected part before it is discharged from processing. This type of OMV is valuable to
operations that lack traditional inspection equipment, or occasionally process components
beyond the physical limits of such equipment. These scenarios are prevalent in the aerospace and
energy industries. In summary, OMV allows high inspection verification coverage, and can be
used to detect problems early in the manufacturing process. Thus, a key outcome of OHV is that
it allows defects to be contained and problems resolved rapidly with minimal scrap.
Summary
There are several verification methods that can be applied to the implementation of this
sheet metal forming process. Elements of the APQP framework and PPAP are appropriate for
pre-production assessment of the process. The preparatory evaluation should also include
FMEA of tooling, equipment, and human interface. The outcome of such evaluation will be to
eliminate or minimize existing deficiencies that may result in potential defects or equipment
failure.
Applicable methods include process capability assessment, based on sample runs during
pilot production and SPC subgroups taken from the long-term continuous production population.
These methods will provide guidance for improvement during equipment and tooling
development. In addition, they also provide a system to closely monitor output and yield during
the initial phase of production of the new forming cell. Finally, the history from the initial
months of production will allow an accurate assessment of the ability of the machine cell to meet
the specifications.

35
Chapter III: Methodology
There was insufficient evidence that the new sheet metal forming equipment was capable
of consistently producing combustion chambers that conform to the design requirements. The
purpose of this study was to use process equipment verification methodologies to ensure that the
equipment will be properly qualified to meet the design requirements. This chapter will provide
an explanation of the selected approach to this study: An overview of the product design and
manufacturing process illustrates the background for selection of the required data. The
application of Process Failure Mode and Effects Analysis is summarized. The measurement
system and Gage R&R is reviewed. The data acquisition plan and subsequent analysis methods
are summarized. The advantages and limitations of the methodology are presented.
Product Design and Manufacturing Overview
The combustion chamber is fabricated from sheet steel blanks previously processed by a
CNC punch press. The blank material is cold-rolled commercial quality (CRCQ) steel. The
steel is coated with a hot-dipped aluminized coating that provides high-temperature corrosion
resistance. Appendix A provides more detail on the sheet material specified for the product
design. The design of the combustion chamber includes three formed sheet metal parts. Figure 2
shows model views of the three parts. Each of the parts is formed separately before they are
fabricated into the final combustion chamber. The three parts include the firebox wrap, firebox
top, and firebox bottom. Blue prints for the three parts, and final subassembly, are provided in
Appendix C.

36
Figure 2. Individual part model views left to right, firebox top, firebox wrap, and firebox bottom
The firebox top and bottom are very similar in design and function. Both parts are
rectangular with four edges. Three edges are formed into open hem channels, and the fourth
edge is two bends used to form a flat and rigid glass seal surface. The hem channels function to
align with the firebox wrap and are closed by a subsequent crimping operation to seal the corners
of the combustion chamber. Figure 3 shows the open hem channel before and after it is closed
by the crimping process. The glass seal flange serves a critical function of sealing against the
transparent ceramic glass panel that closes the viewing opening of the combustion chamber.
Both the firebox top and bottom contain the formed hem channels and the glass seal flange
features. Both parts are formed on human-operated press brakes.

37
Figure 3. Hem channel and crimped hem The firebox wrap is formed by a series of four bends. The two center bends form the
back corners of the combustion chamber, while the two bends towards the part edge form the
vertical glass seal flange. The glass seal flanges are critical for the same reason stated for the
firebox top and bottom. The firebox wrap is formed by a ten-foot hydraulic press brake and the
part is manipulated robotically.
The combustion chamber assembly and fabrication is accomplished in a specialized
fixture. The fabrication fixture is shown in Figure 4. The robot loads the formed firebox wrap
into the fixture. A human operator installs the formed firebox top and bottom so that their hem
channels align with the edges of the firebox wrap. The fixture automatically clamps the three
parts. The robot then engages the fixtured parts with a crimping device which compresses the
hem channels along their length to assemble the sealed combustion chamber. Figure 3 shows the
closed hem after the completed crimping operation.

38
Figure 4. Crimping fabrication fixture The combustion chamber serves several functions. First, it must be within the
dimensional tolerance to align with other subassemblies and parts within the appliance. Second,
the mechanically crimped edges must be fastened to provide sufficient strength and seal against
air leakage. Third, the four-sided glass flange perimeter, as formed by the assembly of three
parts, must be flat within +/- 0.06” to create an adequate seal to exist with the glass panel. Figure
5 shows the finished combustion chamber subassembly. A summary of the design specifications
and critical requirements are shown in Table 3.

39
`
Figure 5. Combustion chamber subassembly
Table 3
Product design specifications and critical requirements
Characteristic Specification
Firebox Top Glass Flange Return 90 +/- 2° at 0.53 +/- 0.03” Glass Flange 90 +/- 2° at 0.81 +/- 0.03” Open Hem Channel 45 +/- 2° at 0.5 +/- 0.03”
90 +/-2° at 0.42 +/- 0.03” Firebox Bottom Glass Flange Return 90 +/- 2° at 0.53 +/- 0.03” Glass Flange 90 +/- 2° at 0.81 +/- 0.03 Open Hem Channel 45 +/- 2° at 0.5 +/- 0.03”
90 +/-2° at 0.42 +/- 0.03” Firebox Wrap Front Corner/Glass Flange Left and Right 108 +/- 2° at 1.63 +/- 0.03” Back Corners Left and Right 108 +/- 2° at 21.08 +/- 0.03” Combustion Chamber Assembly
Overall Height 36.54 +/- 0.03” Overall Width 45.85 +/- 0.03” Glass Flange Flatness +/- 0.06”

40
The manufacturing process occurs in the forming and fabrication cell. The machine cell
is shown in Figure 6. The sheet metal blanks are staged at cell and automatically picked for
processing by the robot. The primary equipment in the cell layout includes the press brake, the
robot manipulator, and the fabrication fixture. The robot automatically moves the finished
component from the fabrication fixture to the outbound conveyor. The components and their
functions are summarized in Table 4. The process flow sequence is provided in Figure 7.
Figure 6. Combustion chamber forming and fabrication cell

41
Table 4
Anatomy of robotic-tended forming and fabrication cell
Component Function
Control Human Machine Interface, Programming Interface, Sensing Inputs, Robot Outputs
Inbound Sheet Pallet Queue blanks for robot gripper pull
Squaring/Reference Table Identify blank type, locate and orientate blank
Press Brake Force and motion control for forming bends
Fixed Air-Bend Tooling Bend tooling for press brake
Follower Plate Bend Support Platforms Support work piece during press brake motion
Quick-Disconnect Tool Changer Allows compatibility for multiple End-of Arm Tools for robot manipulator
Robot Manipulator Transfers and position blank through forming and crimping processes
Vacuum Pump Central source of vacuum pressure for suction grippers on End of Arm Sheet Gripper and Follow Plate Bend Support Platforms
End of Arm Tool Sheet Gripper Adaptive tool that grips blank through forming, fixturing, and outbound transfer of components
End of Arm Tool Crimper Tool with hydraulic crimping head that fabricates firebox top and bottom to firebox wrap
Crimping Fixture Locates and clamps components of combustion chamber during crimping fabrication process
Sensors Provide input to controller of status of operations and verification whether critical conditions exist
Outbound Conveyor Queue fabricated combustion chamber subassembly

42
Figure 7. Process flowchart for combustion chamber subassembly
Failure Mode and Effects Analysis
An FMEA event was conducted on the new forming and fabrication cell. This event
occurred once the equipment was functional, programming was complete, and limited trials had
been completed. The timing of the event was significant in that it allowed the FMEA to account
for the overall cell design, yet still permit improvements to be made before full production. A
multi-functional FMEA team consisted of representatives from engineering, quality,
maintenance, tooling, programming, and manufacturing. During this event, the process was
systematically evaluated in the terms, “How can the process fail such that it produces a defect?”.
The team identified 17 potential failure modes during the event that warranted improvement
Blank Staged on Inbound Pallet
Robot transfers blank from Inbound Pallet to
Squaring Table
Blank size, orientation, and location verified by
sensors on Squaring Table
Robot transfers blank from Squaring Table to
Press Brake
Form Bend #1 - Left Flange
Robot removes workpiece, rotates, and
repositions in Press Brake
Form Bend #2 - Right Flange
Robot repositions workpiece
Form Bend #3 - Interior corner angle
Rebot removes workpiece, rotates, and
repositions in Press Brake
Form Bend #4 - Interior corner angle
Robot transfers formed Firebox Wrap from Press
Brake to Crimp Fixture
Formed Firebox Wrap staged in Crimp Fixture
Operator loads formed Firebox Top into Crimp
Fixture
Fixture rotates workpiece
Operator loads formed firebox bottom into
Crimp Fixture
Robot changes end-of-arm from sheet gripper
tool to crimping tool
Robot crimps Firebox Top to Firebox Wrap
Fixture rotates workpiece
Robot crimps Firebox Top to Firebox Wrap
Robot changes end-of-arm from crimping tool
to sheet gripper tool
Robot transfers fabricated
subassembly to Outbound Conveyor

43
action. These included possible causes of quality defects, unplanned machine downtime, or
unsafe human interface conditions.
During the FMEA, the failure modes were each assigned a Risk Priority Number (RPN).
Subsequent work related to the action items took place over several weeks to make the
improvements to reduce the RPN of each failure mode. The team placed priority on reducing
failure modes with either high likelihood or severity. The team collaboration was based on
engineering judgment to develop a financially justified improvement plan to reduce the RPN of
each mode. The team goal was for the resulting RPN of each mode to be reduced to 100 or less.
The outcome of the initial FMEA became a working document as the FMEA Action Item
Register provided in detail in Appendix B.
Data Requirements
The data required in the study included measurements of the design specifications
summarized in Table 4. For the firebox bottom and top, the required data include location and
angle measurements for the bends forming the hem channels and glass mating flange. For the
firebox wrap, the required data include location and angle measurements for the bends required
to form the three walls and two glass flanges. For the final combustion chamber assembly, the
required data include the glass seal flange dimensions.
Measurement System
Common measurement tools for the trade of sheet metal bending were utilized in this
study. The bend angles were measured with a vernier protractor, with a measurement accuracy
of 2 minutes, or 0.033 degrees. The bend locations and dimension, along with the glass flange
perimeter dimensions, were measured with either 12 and 24-inch digital calipers, or 60-inch
vernier caliper, each with a measurement accuracy of 0.001 inches. The 12-inch and 24-inch

44
digital calipers had been previously qualified for this project application during previous
measurement system analysis.
While the measurement tools and methods were relatively simple, the vernier protractor
and 60-inch vernier caliper did require operator skill to be accurate and reliable. The operators
were trained on how to take accurate measurements with the tools. Once the training was
complete, both of these tools were subjected to a gage repeatability and reproducibility (R&R)
study to qualify them as a part of the measurement system. Adhering to AIAG guidelines, a
crossed gage R&R study was setup using three appraisers, ten parts, and three trials. The ten
parts selected for the study included several that measured outside the central 50% of the
tolerance range. The measurements were randomized between operators. Each gage was
calibrated prior each of the nine measurement sequences. A total of 90 measurements were
taken with each tool. During each trial, the ten parts were measured in random order and
measurement data was logged by an observer. Due to its size and weight, the 60-inch vernier
caliper required two operators, with a single appraiser making measurement judgment.
Sample Measurement Approach
This study was conducted in two phases. The initial phase occurred during the
production equipment installation and development timeframe, prior to actual manufacturing
launch. During this phase, pilot production trials were conducted to predict the short-term
capability of the manufacturing process to produce to the design specifications. Programming,
tooling, and machine modifications were made during this time. The sample size of these runs
was limited to between 5 and 30 units. Several trials were truncated due to equipment
malfunction or defective parts. Several trials were repeated as the data indicated improvement
was necessary and the equipment was modified. The trials ultimately resulted in estimates of

45
tolerance intervals and process capability for important characteristics of the product. This
information was used to make final adjustments to the product and machine cell design.
The second phase of the study occurred during the first three months of continuous
production. Measurements were obtained from samples drawn from in-process inventory of
production runs over the course of a 13-week period. A sample of the firebox top, firebox
bottom, firebox wrap, and fabricated chamber assembly was drawn for measurement of the
selected dimensions. The sample size for each type of part was three units. The sample
frequency was approximately two per week, for a total of 29 subgroups for each part type and
finished chamber subassembly. These subgroups were selected to be drawn from units operated
in series in a relatively short period of time within the selected sampling day. This was done to
minimize within-sample variation, while providing maximum detection of process shifts over
time.
Data Acquisition
During the initial pilot production trials, the series of parts was produced under closely
monitored conditions. The resulting parts were immediately measured and the data was
analyzed. During the 13-week period of initial production, the measurement data acquired from
periodic samples was documented within the framework of Statistical Process Control (SPC). A
Mean and range control chart was utilized to keep track of sample measurements from the three
individual parts and the final subassembly. Data acquired with the supporting control chart
provided an opportunity to also assess the state of process control, stability, and presence of
abnormalities. It also was important in assessing normality as a consideration for subsequent
analysis.

46
Data Analysis
Data from the pilot production runs was analyzed to predict the process tolerance limits,
expected defect rate, and the process performance indices Ppk and Pp. These estimates were
based on the descriptive sample statistics including the mean, standard deviation, range, and
sample size. Assessment of normality, which is an underlying requirement to these analysis
techniques, was limited to graphical analysis with a histogram. The performance indices, not
thought to be valid for long spans of time, were used primarily for comparing the process
performance as improvements were made to the equipment. More emphasis was placed on
analysis of the estimates of process tolerance limits and the probability of defective forming
characteristics outside the specification limits. These estimates were obtained using the sample
statistics along with the appropriate Z-score from the standard normal distribution. In summary,
analysis from these short-term studies was used to understand the capability of the future process
and to identify and prioritize needed improvements before production could launch.
The data from the SPC control charts was used to assess process performance during
initial production and also predict future capability. The subgroup sampling design, along with
the mean and range chart, allowed calculation of control limits. The relationship between the
control limits and the subgroup mean and ranges was monitored to assess whether the process
was operating in at state of statistical control. This monitoring was based on the several
applicable rules for determining statistical control. This was a key benefit of the SPC approach
as it allowed the analysis to account for the requirement that process capability predictions only
be made on processes operating in a state of control. It also allowed detection of special-cause
variation that may affect the analysis.

47
Analysis of the SPC, representing a 13-week period and 29 subgroup samples for each
selected measurement, provided a timeframe from which to estimate the process capability.
These estimates included predictions of future probability of defective forming characteristics
outside the specification limits, and process capability indices. The process mean was estimated
by the calculating the overall mean of the 29 sample means represented for each selected
measurement. The process standard deviation was estimated by dividing the overall mean of the
29 subgroup ranges, by the d2 constant for subgroup size of 3. Once the process mean and
standard deviation were estimated, the standard normal distribution was used to predict the
probability of defective production. These techniques were similar to the short-term analysis in
that they were dependent on the process population exhibiting an approximate normal
distribution.
Advantages and Limitations
This methodology had the advantage of drawing upon verification techniques recognized
by many industries and organizations. The methods and statistical analysis were established and
understood to be effective when used properly. The use of SPC control chart data provided an
ideal process history from which to derive measures of past performance and future capability.
The primary limitation of this methodology was that it was based on a sample of the
production population. It may not account for the total population and how it may have been
affected by machine malfunction, or other variables such as press brake or tooling variability.
The analysis techniques can predict, but not state with certainty, the long-term ability of the
machine cell to produce within the specification limits.

48
Chapter IV: Results
The research of related literature revealed existing techniques that could be applied to
methodology defined for this project. The machine cell was not yet proven to be capable of
meeting the requirements, so the purpose of this study was to verify that the process capability of
producing within the product design specifications. The methodology of this study was
developed to meet the five main objectives of the project. The objectives, and corresponding
methods and results, are summarized in Table 5. This chapter presents the results of the
verification methodology that was executed during this project.

49
Table 5
Summary of methods and results for project objectives
# Objective Methods Results
1 Define the product design specifications and critical requirements.
Engineering drawings and performance requirements were reviewed.
Seven characteristics were identified that were critical to final dimensions and function of the combustion chamber. These seven characteristics were the basis for evaluating the long-term process capability.
2 Analyze the new machine cell to identify preventative action for potential failure modes to maximize equipment reliability and capacity. Minimize human interface safety concerns that may result from process equipment design or operation.
Design Failure Mode and Effects Analysis was conducted on the new machine cell equipment and processes.
Action was taken to reduce the likelihood and/or effects of 17 potential failure modes identified by the analysis. The RPN score of each failure mode was reduced. These improvements were in place by the time that final programming, tooling, and pilot production runs were completed.
3 Define and qualify gages for measuring critical part dimensions and characteristics.
Measurement tools with required accuracy were defined for the study. Gage R&R study and Measurement System Analysis were conducted to ensure adequate precision of two new tools.
The accuracy, repeatability, and reproducibility were found to be adequate for this project. The Gage R&R, as a percentage of tolerance, was found to be acceptable.
4 Verify that the new equipment is stable and has long-term capability to meet the product design specifications and critical requirements to maximize process yield.
Capability was assessed in two phases. The pilot production phase focused on estimating process performance with tolerance intervals, and reducing the expected defect rate, for eight characteristics. The production phase used SPC process history to base estimates of long-term process capability for seven characteristics.
For the eight characteristics evaluated during the pilot production, the process tolerance intervals were fully contained within the specification range. The expected defect potential ranged from 0-21 PPM. During full production, the SPC history provided estimates of Cpk ranging from 1.19 to 2.69. Expected defect potential ranged from 0 to 229 PPM for the seven characteristics monitored during full production.
5 Research verification methodologies used by manufacturing industries and identify a system that can used for future launch of new process equipment and tooling in order to consistently meet the requirements.
Quality engineering and manufacturing verification literature was reviewed.
The verification of the machine cell closely followed the Production Part Approval Process. The literature also was referenced in defining the valid use of SPC process history as a basis for estimating process capability of meeting the requirements.

50
Failure Mode and Effects Analysis
FMEA occurred once the machine cell installation and programming was initially
complete. This event was timed so that it could fully analyze the machine cell design, yet still
permit any needed improvements to be made before full production. The scope of the FMEA
included the equipment and processes associated with the forming and crimping of the
combustion chamber. The FMEA team identified 17 potential failure modes during the event
that warranted action to prevent quality defects, unplanned machine downtime, or unsafe human
interface conditions. The improvement action targeted three main areas including the product
design, the manufacturing process, and the machine cell equipment design.
Product design. The PFMEA of the crimping assembly process revealed several
possible failure modes that could cause defects, scrap, and downtime. There was no automatic
detection of several potential defects at the press brake or at the crimping fixture. First, the
firebox top and firebox bottom were similar in overall dimension and forming profile. These two
parts were formed and installed into the crimping assembly fixture by a human operator. While
the two parts each had some exclusive geometry, it was possible for each part to be installed on
either end of the firebox wrap. The crimping fixture design did not prevent the firebox top and
bottom from being installed in reversed positions on the wrap. Second, the FMEA identified that
the hem channel could be formed backwards on the firebox top and bottom. The design of the
parts permitted human installation of the deformed parts on the firebox wrap, and the subsequent
crimping would lead to a defective combustion chamber assembly. Third, the FMEA revealed a
deficiency in the way that the crimping fixture secured the parts during processing. The initial
method consisted of right-angle welding magnets placed by the operator part edges inside the
combustion chamber. This was intended to hold the parts in the fixture location as they were

51
fastened by the robotic crimping head. It was likely that the magnets would be used
inconsistently by the human operator. It was foreseeable that there would be inconsistent
engagement of the hem channel with the edges of the firebox wrap. This would be a source of
subsequent dimensional variability, defects, and scrap.
To address these concerns, the product design was modified to include four additional
sheet metal brackets. The added brackets aligned with holes that were CNC punched in the
blanks. The bracket location was established so that the firebox top and bottom had to be
properly orientated, and located on the correct ends of the firebox wrap. This design change also
ensured the sufficient engagement of the hem channels with the edge of the wrap. Once the
formed parts were installed correctly in the crimping fixture, the brackets were riveted in place.
A riveted bracket is shown in Figure 8. This replaced the operator interpretation associated with
the welding magnets. This added step helped tie the parts together at their specified orientation
and position, before robotic crimping occurred.
Another possible defect was that the part design and crimping fixture allowed the firebox
top and bottom to be installed such their lap joints were reversed on the firebox. The lap joints
existed where tabs on the front corners of the firebox top and bottom mated against the face of
the firebox wrap. These joints create the four corners of the glass seal flange, and a defective
overlap between parts could result in deficient appliance performance. To prevent this possible
defect, a dimple feature was added to tab on the front corners of the firebox top and bottom. The
dimple feature is shown in Figure 8. This allowed the crimping fixture to be capable of
preventing reversed lap joint overlap as the formed parts were loaded into the crimping fixture.

52
Figure 8. Product design changes implemented to reduce crimping failure modes
Process design. The FMEA identified several failure modes that were addressed by
making process changes. There was potential for several failure modes at the press brakes and
squaring table. To prevent repeated forming defects at the press brake forming workstations,
process controls were implemented. Both the human operated and robot tended press brakes
were affected by these control activities. These included press brake setup checklist, 1st Part
Inspection, and TPM checklist. These became the responsibility of the press brake machine
operator. TPM and daily cleaning were also implemented for the squaring table. These control
procedures were intended reduce the probability of defects, scrap, and downtime resulting of
forming errors, tooling wear, press variability, and sheet metal variability.
Another process control was implemented to prevent failure modes associated with
incorrect queue of firebox wrap blanks at the inbound conveyor of the robotic machine cell. An
operating system was established to ensure communication between the assembly line schedule
and the CNC punch process. This functioned to ensure that the correct blank sequence was
queued at the inbound conveyor. In addition, a reaction plan was established to allow the
inbound conveyor to be safely accessed in the unlikely event that the blanks needed to be
resequenced.

53
Machine cell equipment design. The FMEA identified nine modes of failure that were
mitigated by improving specific equipment within the machine cell. These improvements are
summarized in Appendix B. Several improvements were accomplished with additional sensing
to control system. Sensors were added to the inbound pallet and outbound conveyor to ensure
correct flow of incoming blanks and unload of the fabricated part. Sensing was also added to the
squaring table to prevent the robot from processing incorrectly orientated blanks. Pressure
sensors were added to the system to ensure gripper received adequate vacuum pressure and allow
it to automatically shut down in the event of vacuum failure. In addition, a check valve was
added to the vacuum system to minimize failure modes associated with sudden loss of vacuum
pressure due to an event such as a power outage.
Several improvements were also made to the tooling. The tooling that formed the crimp
dimples was modified to optimize the dimple depth for the sheet thickness. This minimized any
distorting or insufficient seal along the crimped seam. The squaring table surfaces that located
the sheet edges were also modified with replaceable hardened steel plates to minimize wear-
related drift of the zero location. The FMEA revealed that the crimping fixture did not have
adequate feature to consistently control the position of the firebox wrap. The formed part did not
always fully engage the fixture when it was released from the robot gripper. This deficiency was
addressed by adding a chamfer feature to its locating blocks to lead the part fully into the fixture.
Improvements were made to the press brake used for forming the hem channels in the
firebox top and bottom. The FMEA team suspected that the original press lacked adequate
tonnage and control for the application. This was verified by a capability study. Consequently,
the assembly line acquired a press brake with sufficient capacity and controls. The base of this

54
press was fitted with a sheet support table to facilitate full back stop engagement of the large
parts.
The results of FMEA action and RPN reduction are detailed in Appendix A. The goal
was for the RPN of each mode to be reduced to 100 or less, which was accomplished with
exception of the mode associated with defects caused during the crimping process. The RPN of
this mode was 126 after the improvements. The team formulated options to reduce the RPN of
this mode further, but consensus was that none of the options provided additional reduction that
was cost-justified.
The FMEA justified action that was effective at reducing the effects of 17 potential
failure modes. Action was taken on each of the failure modes, with priority applied based on
RPN and severity rankings. After the improvement action was taken, the team adjusted the RPN
of each potential failure mode. Once the improvement plan was executed, each of the individual
RPN scores was reduced from the original estimates ranging from 165 to 800. The resulting
RPN for reach of the modes ranged from 24 to 126 after work was complete. These
improvements were in place by the time that final programming, tooling, and pilot production
runs were completed.
Measurement System Analysis
Accurate and precise tools were required to measure characteristics of formed parts
during setup, programming, and verification of the machine cell. The four measurement tools
used for the project included a 24-inch digital caliper, 12-inch digital caliper, 60-inch vernier
caliper, and vernier protractor. Accuracy of each tool was verified by calibration. The precision
of the tools was qualified by Gage R&R studies. The 24-inch and 12-inch digital calipers were
deemed precise by previous Gage R&R studies carried out on similar sheet metal parts. For this

55
project, the vernier protractor and 60 inch vernier caliper were new gages that required
qualification.
The Gage R&R data was analyzed with Minitab16 software. The Analysis of Variance
(ANOVA) option of analysis was used for this project. This is recommended by the software
because this option is more sensitive to smaller effects and the interaction between operator and
the part (Sleeper, 2012). Minitab16 analysis of Gage R&R requires an estimate of the process
variation, and recommends that this be an estimate of the historical standard deviation. For this
project analysis, the historical standard deviation of similar sheet metal assemblies was utilized.
For the venier protractor, the analysis utilized a standard deviation of 0.1 ° for bend angle. For
the vernier caliper, the analysis utilized a standard deviation of 0.005” for bend location.
The detailed results of the Minitab16 analysis are provided in Appendix D. These results
include a Gage Run Chart, Variation Report, Summary Report. The Gage Run Charts provide
visual indication that the variation by operators is less than the variation between parts. This is a
desired result indicating that the measurement gages can reliably distinguish between different
parts. In addition, graphical analysis also indicates that there is not likely significant variation
between the operators chosen for this project.
The Variation Report provides graphical and statistical information. The X-bar Chart by
Operator indicates that the measurement system can reliably distinguish between parts. The
Operator Main Effects graph indicates that different operators who use the gages should be able
to achieve reproducible measurements. A key result for this project exists in the R-Chart for
operator repeatability. With the exception of one part-operator combination for the vernier
protractor, all plot points are located within the lines. This indicates that the variation is
expected to be relatively consistent for operators and parts.

56
The Summary Report provides two important estimates. First, it provides an estimate of
the percentage of process variation that can be the result of measurement system variation.
Second, it provides an estimate of the measurement system variation as a percentage of the
engineering tolerance. For both estimates, the general rule for determining measurement system
capability is a result less than 10%. A result of 10% to 30% for either estimate is considered
marginal. An estimate of greater than 30% is considered unacceptable. A measurement system
with greater than 30% variation would likely contribute excess error. This excessive
measurement error would inhibit the ability of the tool or system to distinguish between good
and bad parts, or accurately assess process performance (Sleeper, 2009).
A summary of the Gage R&R results is provided in Table 6. The third and fourth column
show the key estimates from the Minitab16 Summary Report. For the 60-inch vernier caliper,
the results can be classified as acceptable. For the vernier protractor, the results can be classified
as marginal. The fifth and sixth columns estimate the repeatability and reproducibility as a
percentage of the engineering tolerance. These percentages are the basis of the total Gage
R&R% estimate provided in the seventh column. For the 60-inch vernier caliper, the 8.34%
indicates an acceptable measurement system. For the vernier protractor, the 14.32% indicates a
marginal measurement system. Alternative tools were researched as possible improved methods
of angle measurement. These tools did not present inherent advantage, so additional training was
provided on proper interpretation of the vernier scale. While less than ideal, the vernier
protractor was implemented for angle measurements of the parts.

57
Table 6 Measurement tool capability and Gage R&R Results
Gage Measurement Accuracy
Process Variation
Attributed to Measurement
System
Measurement System
Variation as a Percentage of
Tolerance
Repeatability as a
Percentage of Tolerance
Reproducibility as a Percentage
of Tolerance
Total Gage R&R as a
Percentage of
Tolerance Vernier
Protractor 0.033°
9.5%
14.3%
13.54%
4.61%
14.32%
60 inch Vernier Caliper
0.001”
5.6%
8.3%
8.34%
0%
8.34%
Machine Cell Verification
Once the FMEA action items were completed, several short pilot runs consisting of ten
parts or less were completed. These short runs allowed final adjustments of tooling and
programming to produce part characteristics within specifications. Once these adjustments were
complete, and the measurement system was qualified, the pilot run-off was executed on the
machine cell. During this event, the process was closely monitored as it produced 30 finished
combustion chamber assemblies. This pilot production sample was measured during processing
and after final fabrication. The selected measurements accounted for characteristics that were
relatively important in determining either the dimensions, or critical function, of the fully
fabricated combustion chamber. The measurement data was analyzed to predict the potential
stability and capability of the process.
Tolerance intervals. The measurement data from the 30 unit sample was analyzed to
estimate a statistical tolerance interval for each selected characteristic. The analysis was
performed with Minitab16 software, which provided accurate calculations for the sample
statistics and tolerance intervals. The validity of the tolerance interval estimate is dependent on
the sample data following a normal distribution. Consequently, Minitab16 also provided a

58
histogram, normal probability plot, and statistical test for normality. The project was analyzed
with the software to estimate a two-sided tolerance interval that covered 95% of the population,
at a 95% confidence level. The detailed results of the Minitab16 analysis are provided in
Appendix E.
The results were evaluated based on two objectives. First, the histogram and normal
probability plot were evaluated to determine the validity of the tolerance interval. At this stage
of the project, it was desirable for the process to show very limited variation due to special
causes. The histogram and normal probability plot indicated that the process was relatively
stable during the 30-unit run. Despite failure of the statistical normality tests for three of eight
characteristics sampled, the results were considered satisfactory based on the histogram graphical
analysis. Second, the normal two-sided tolerance interval for each characteristic was compared
to its specification range. Verification of the process required that the tolerance range,
accounting for 95% of the population at 95% confidence, fell within the specification range.
This requirement was achieved for all eight characteristics. The tolerance interval estimates for
each characteristic are summarized in Table 7 and 8.

59
Table 7
Process mean, sigma, and tolerance interval estimates for firebox wrap characteristics
Characteristic
Gage
LSL
Target
USL
Process Mean
Process Sigma
Process Lower
Tolerance Limit
Process Upper
Tolerance Limit
Side Depth
24” Digital Caliper
21.05
21.08
21.11
21.083
0.007
21.067
21.1
Front Corner Seal Flange Angle
12” Digital Caliper
106 108 110 107.19 0.245 106.55 107.83
Rear Corner Angle
Vernier Protractor
106 108 110 107.26 0.236 106.66 107.86
Seal Flange Width
12” Vernier Caliper
1.6 1.63 1.66 1.627 0.004 1.618 1.636
Table 8 Process mean, sigma, and tolerance interval estimates for firebox top and bottom characteristics
Characteristic
Gage
LSL
Target
USL
Process Mean
Process Sigma
Process Lower
Tolerance Limit
Process Upper
Tolerance Limit
Overall Depth
24” Digital Caliper
19.91
19.97
20.03
19.978
0.006
19.963
19.994
Seal Flange Angle
Vernier Protractor
88 90 92 89.5 0.298 88.74 90.27
Hem Depth 12” Digital Caliper
0.5 0.53 0.56 0.536 0.003 0.528 0.543
Seal Flange Width
12” Digital Caliper
1.03 1.06 1.09 1.065 0.004 1.054 1.076
Potential process performance studies. The process seemed to operate without any
identified abnormalities or malfunction during the pilot run. The tolerance interval estimates for
the eight characteristics fell within their specification ranges. The next step was to look at the

60
potential capability of the process relative to the eight characteristics. This analysis was also
executed with the aid of Minitab16 software. Since this was a short-term pilot run, the results
were analyzed with the Capability Snapshot function provided by Minitab16. Detailed software
results are provided in Appendix F.
The Minitab results were analyzed with emphasis on the graphical assessment of the
process distribution, its normality, its relation to the specification range, and the expected defect
rate for each characteristic. The software provides a statistical test and normal probability plot
that determines the normality of the distribution. The histogram provided a visual representation
of the accuracy and precision of the process. The accuracy, relative to target specification, was
apparent. The precision, or spread of the measurements, was also apparent. The software output
did include process performance estimates of Pp and Ppk, but this was not considered vital
information for this short-term run.
Process normality for each characteristic was adequate, as indicated by the Anderson-
Darling test executed by Minitab16. For all eight characteristics, the sample mean was not
accurately aligned with the specification target. This indicated that opportunity existed to make
additional adjustments to the machine cell to allow it to produce closer to the nominal
specification. This was recognized as the ideal approach to leverage this study, and also produce
higher quality parts in guarding against potential effect of tolerance stack-up. Despite the mean
being off target, expected defects were relatively low. This was because the variation, or
precision, of the eight samples was such that the probability of defects was small. The highest
expected defect rate for the eight parts was for the Firebox Wrap side depth, which had an expect
21 PPM defect rate. These results are summarized in Table 9 and 10.
The results indicated that there were opportunities for minor programming to adjust

61
forming closer to specification target. However, the process appeared to have the ability to
operate without excess variation or instability. The machine cell needed to support the new
product launch and there was not time the risk of making adjustments to optimize accuracy.
Short-term capability was considered to be verified with these results and the machine cell
design was frozen for production startup.
Table 9
Estimated process performance for firebox wrap characteristics
Characteristic
Target
Process Mean
Pp
Ppk
Expected Defective
PPM Side Depth
21.08
21.083
1.54
1.37
21
Front Corner Seal Flange Angle
108
107.19
2.72
1.62
1
Rear Corner Angle
108 107.26 2.83 1.78 0
Seal Flange Width
1.63 1.627 2.77 2.5 0

62
Table 10 Estimated process performance for firebox top and bottom characteristics
Characteristic
Target
Process Mean
Pp
Ppk
Expected Defective
PPM Overall Depth
19.97
19.978
3.32
2.86
0
Seal Flange Angle
90 89.5 2.24 1.68 0
Hem Depth 0.53 0.536 3.32 2.71 0
Seal Flange Width
1.06 1.065 2.32 1.9 0
Statistical Process Control. The second phase of the machine cell verification occurred
during the initial period of full production. Statistical Process Control (SPC) was utilized to
document enough process history to provide a valid estimate of long-term process capability.
Sample measurements of select characteristics were taken from production of the firebox top,
firebox bottom, firebox wrap, and fabricated chamber assembly. Seven characteristics, which
were considered important to tolerance stack-up and product function, were monitored during
production sampling. The samples were drawn as rational subgroups to minimize within-sample
variation and maximize detection of process shifts. The sample size for each type of part was
three units. The sample frequency was approximately two per week, for a total of 29 subgroups
for each part type and finished chamber subassembly. In all, 87 measurements were taken for
each characteristic. The subgroup samples were documented with a mean and range control
chart for each characteristic. For this project, the SPC control charts were analyzed with
Minitab16. The specific function employed was the Stability Report for Mean-R control chart.

63
Detailed output from the software is provided in Appendix G. This application of SPC control
charting provided results that allow assessment of long-term process capability.
The first step was to determine if the process was stable in producing the seven
characteristics. The control charts were analyzed for presence of special cause variation during
the 29 plotted points for each characteristic. For this project, the criteria for stability included
three of the Typical Special Cause Criteria from the AIAG 2nd Edition SPC manual:
1. One point more than 3σ from either side of the centerline
2. Seven points in a row on one side of the centerline
3. Six points in a row all increasing or all decreasing
Six of the seven characteristics met all three of the selected criteria for stability. The
Firebox Wrap Flange Width was the one characteristic that did not meet all the criteria. The
control chart exhibited seven points above the centerline, which violates the second selected
criterion. This is a sign that the process may not have been stable in producing this specific
characteristic. As a result, extra caution was taken during interpretation and use of process
capability estimates associated with this characteristic.
The second step in using the SPC to conduct the capability study was to determine if it
was a reasonable to assume that the selected characteristics were represented by the normal
distribution. The normality assumption had to be satisfied for the analysis to yield valid
estimates of capability indices. The assessment of normality came by histogram analysis and the
Anderson-Darling normality test on the 87 individual measurement values for each
characteristic. These graphical and statistical test results are detailed for the seven characteristics
in Appendix H.
First, the histograms did appear to show an approximately normal distribution for the

64
seven characteristics. However, graphical analysis as a sole determination is limited to data sets
that produce a symmetrical, single peak, histograms. Several characteristics seemed to exhibit
possible skewed or bimodal distributions. Consequently, the second step in assessing the
normality assumption was the Anderson-Darling test. For this test, the p-value was interpreted in
assessing the assumption that the sample fits a normal distribution model. If the p-value is less
than 0.05, the assumption of normality should be rejected. For the selected characteristics, the p-
value ranged from 0.089 to 0.477. Because the p-value exceeded 0.05 for all seven
characteristics, the normal assumption was not rejected.
Long-term process capability. The next step was to estimate the process average,
sigma, and capability to produce within the specification. The control chart overall mean was
used to estimate the process average, or point estimate for µ. The control chart average range,
divided by the d2 control chart constant, was used to estimate the process sigma, or point estimate
for σ. From these estimates, the natural process tolerance limits were calculated and compared to
the specification range for each characteristic. This comparison was the basis of the estimates of
expected defective PPM outside of the specification limits. These results are summarized for
each characteristic in Table 13. These calculations and estimates were accomplished with the
assistance of Minitab16 software. The Between/Within Capability function of the software was
employed to provide graphical and statistical results. The detailed software results are provided
in Appendix H. The proportion defective relative to the specification was calculated using the
following equations to determine z-values.
Zupper = (USL + Overall Mean) / σ Zlower= (Overall Mean – LSL) / σ
Where σ = Mean Subgroup Range (R) / d2 d2 = 1.693 is constant for subgroup size of 3

65
The z-values defined areas represented by the Standard Normal Distribution Table to
infer the expected proportion of production that should fall outside the specification limit (Berger
et al., 2007). These results indicated that the process mean was located within reasonable
proximity to the center of tolerance for the seven characteristics. The process sigma was such
that the natural tolerance limits were fully contained within the specification range for each
characteristic. Based on the calculated z-values, all but one characteristic exhibited a low
probability of being defective. The one exception was the Combustion Chamber Outer Width,
which was expected to be 0.01% defective beyond its upper and lower specification limit.
Assuming that the machine cell were to maintain a similar level of stability without significant
process shifts, the probability of a defect occurring within the selected characteristics ranged
from 0 to 0.02%.
The SPC process history was also the basis of process capability indices and overall
expected defective PPM. These estimates were provided by the Between/Within Capability
Sixpack function of Mintab16 software. These results are provided in detail in Appendix H and
summarized in Table 14. A Cpk of at least 1 is considered to be the minimum requirement for a
process to be considered capable (Berger et al., 2007). For the seven characteristics, Cpk
ranged from 1.19 to 2.69, indicating the machine cell would likely be capable as long as it
remained stable and did not develop process shifts. The expected defective PPM in Table 11
reflects the Minitab16 estimate of PPM-B/W, which is represents the number of defects expected
in a population of one million. The estimate for the seven characteristics ranged from 0 to
roughly 229 PPM. As expected, these PPM estimates follow a similar pattern to the percentage
defective estimates shown in Table 12.

66
Table 11
Estimated long-term process characteristics and expected defect potential
Characteristic
Specification
Process Mean
µ
Process Sigma
Σ
Natural Process Tolerance
Limits µ+/-3σ
%
Defective Above USL
%
Defective Below LSL
Firebox Wrap Front Corner Angle
106 – 100 °
108
0.4513
107.85 – 108.15
0
0
Firebox Wrap Flange Width
1.6 – 1.66”
1.632
0.0058
1.615 – 1.649
0
0
Top/Bottom Hem Depth
0.5 – 0.56”
0.5361
0.003
0.527 – 0.545
0
0
Top/Bottom Seal Flange Width
1.03 – 1.09”
1.063
0.0055
1.047 – 1.08
0
0
Top/Bottom Seal Flange Angle
88 - 92°
90.17
0.3666
89.07 – 91.27
0
0
Combustion Chamber Outer Width
45.82 – 45.88”
45.85
0.0073
45.82 – 45.87
0.01%
0.01%
Combustion Chamber Inner Width
36.51 – 36.57”
36.54
0.0067
36.52 – 36.56
0
0

67
Table 12 Estimated long-term process capability indices and overall expected defective PPM
Characteristic
Cp
Cpk
Expected Defective PPM
Firebox Wrap Front Corner Angle
1.27
1.26
139 Firebox Wrap Flange Width
2.04
1.93
0
Top/Bottom Hem Depth
3.38
2.69
0
Top/Bottom Seal Flange Width
1.87
1.71
0.14
Top/Bottom Seal Flange Angle
1.66
1.52
2.72
Combustion Chamber Outer Width
1.24
1.19
228.78 Combustion Chamber Inner Width
1.44
1.33
34.34
Summary
The new machine cell was designed and installed, but its ability to meet the requirements
had not been evaluated. The purpose of this study was to use process equipment verification
methodologies to ensure that the equipment would be capable of consistently meeting the design
requirements. This chapter presents the results of the verification methodology.
After the equipment was installed, it was evaluated by a FMEA team. The team
prescribed action that was effective at reducing the effects of 17 potential failure modes. These
improvements reduced the individual RPN scores to where they ranged between 24 and 126. The
goal was for the RPN of each mode to be reduced to 100 or less. This was accomplished with

68
exception the robotic crimping process, which retained an assigned RPN of 126. These
improvements set the stage for final programming, testing, and verification of the machine cell.
The critical product characteristics were identified for both phases of the machine cell
verification. The appropriate tools were selected for measuring each characteristic. Two new
tools selected specifically for this project, protractor and 60-inch caliper with vernier scale, were
evaluated by Measurement System Analysis. The Gage R&R results indicated that both tools
should be able to detect differences between parts, and process changes, without inducing excess
measurement error. The selected measurement tools were utilized for both phases of the
machine cell verification
Verification of the machine cell was broken into two phases. The first phase included a
series of pilot production runs that resulted in estimates of tolerance intervals and process
potential performance associated with eight product characteristics. The results estimated Ppk
ranging between 1.37 and 2.56 for the eight characteristics. The expected defect rate for the
eight characteristics ranged from 0 to 21 PPM.
The second phase used SPC control charts on actual production measurements as a basis
for projecting long-term capability. The seven design characteristics measured during this phase
were selected as key process indicators and accounted for potential effects of tolerance stack-up.
The SPC control charts for the seven characteristics indicated that the process output was stable
and followed an approximate normal distribution. The results estimated Cpk ranging from 1.19
to 2.69 for the seven characteristics. The expected defect rate for the seven characteristics
ranged between 0 and 229 PPM. These results provide a picture of the machine cell capability to
meet the design requirements. The results also indicate possible opportunities to improve the
process to reduce the probability of defective production.

69
Chapter V: Discussion
The robotic press brake forming and crimping machine cell was implemented in this
application for two primary reasons. First, it provided machine capacity to accommodate the
large sheet metal work pieces that could not be handled safely by a human operator. Second, the
repeatability of the robotic manipulator was expected to lead to reduced forming variation, and
better detection and diagnosis of defects. Despite its potential benefits, implementation without
testing and verification of the machine cell would potentially result in quality defects, downtime,
and unsafe conditions. This project study was necessary to verify that the new machine cell
would be safe, reliable, and capable of production consistently meeting specifications. To
accomplish its objectives, the project was executed during three phases, including production
preparation, pilot production, and full production.
During the first phase, the project defined the product design specifications and
characteristics that were critical to final dimensions and function of the combustion chamber.
These specific characteristics were measured during pilot production testing and full production
to assess the stability and quantify capability of machine cell performance.
As a result of research conducted during the initial phase, this project identified several
verification methodologies used to verify new equipment by similar manufacturing industries.
The verification of the robotic press brake forming and crimping machine cell was executed
similar to methodology applied by the Production Part Approval Process. The literature also was
referenced in defining the valid use of SPC process history as a basis for estimating process
capability. Because the machine cell performance could be modeled by the normal distribution,
these methodologies did provide valid results in which to accomplish its verification.
The first phase of the project also utilized FMEA of the new machine cell to identify

70
preventative action for potential failure modes. This project accomplished specific actions that
helped minimize human interface safety concerns, along with potential causes of machine
downtime or quality defects. These improvements were timed so that subsequent verification
testing would be not affected by the effects of the potential causes. Furthermore, it was
important to make these improvements before the verification phase to increase the probability
that pilot production represented the future state of the process.
Finally, the initial phase of the project defined and qualified gages for measuring selected
part dimensions and characteristics. Gage R&R studies were conducted to ensure adequate
precision of the vernier caliper and protractor used to measure dimensions and forming angles on
the combustion chambers. The Gage R&R results indicated that the selected measurement
system would represent and account for the process output during the verification during pilot
and full production. This helped ensure that measurement error would not significantly influence
results, which established conditions for reasonable and valid analysis of the process output.
During its final two phases, the project evaluated the machine cell performance stability
and its capability to produce product meeting the design requirements. The pilot production
phase focused on estimating process performance with tolerance intervals, and reducing the
expected defect rate, for eight selected characteristics. For all eight characteristics, the sample
mean was not accurately aligned with the specification target. However, the variation of the
eight samples was sufficiently low that despite the mean being off target, expected defects were
relatively low ranging from 0 to 21 PPM. The process appeared to possess the ability to operate
without excessive variation or instability. The results indicated that opportunity existed to make
additional adjustments to the machine cell to allow it to produce closer to the nominal
specification targets. This approach was recognized to produce higher quality parts and make

71
production more resistant to potential effects of tolerance stack-up. However, there was not
time to take on risk of making programming and tooling adjustments to optimize accuracy before
the final phase.
During the final production phase, SPC control charts provided process history from
which to base estimates of long-term process capability for seven characteristics. This approach
leveraged the preparatory research as it provided for statistically valid estimates of capability
indices and expected defect rates. Overall, the machine cell output during the SPC monitoring
period was stable and not influenced by assignable special causes of variation. In addition, the
measurement data followed an approximate normal distribution so that Cpk and expected PPM
could be estimated. Control chart history during initial production provided estimates of Cpk
ranging from 1.19 to 2.69 for the seven characteristics.
Expected defect potential ranged from 0 to 229 PPM for the seven characteristics
monitored during full production. These statistical estimates indicate the extent to which the
machine cell can potentially produce a part outside of either specification limit. Closer analysis
reveals the cause of the defect potential. For example, the process measurements of combustion
chamber overall width exhibits relatively greater variation than some of the other measured
characteristics. The added variation accounts for the higher expected defect potential of 229
PPM. Conversely, relatively low process variability exists for the hem channel depth formed in
the firebox top and bottom. The machine cell has a very low potential to produce a defect in this
characteristic. In addition to process variability, the relationship between the process mean and
the target specification is also important. The process mean is relatively close to the target
specification for the selected characteristics, with the exception of the formed hem depth on the

72
firebox top and bottom. In the case of the formed hem channel depth, even though the process
mean is off target, the variability in forming is so small that defect potential is low.
Conclusions
This project study accomplished three main outcomes towards verification of the robotic-
tended sheet metal forming cell. First, the machine cell and related product design was improved
by application of FMEA. This analysis, along with the improvements it helped justify, ensured
that the machine cell was ready for performance testing and subsequent production.
Second, the machine cell was tested during pilot and full production to measure its output
of selected characteristics. These activities helped monitor machine cell performance, reliability,
stability, and detection of potential major abnormal variation. The results provide estimates of
the ability of the cell to meet specifications in the short-term, while inferring the degree to which
specifications will be met over the long-term.
Analysis of these results provides valuable information on where the machine cell can be
modified to further improve its capabilities. Because the Cpk index accounts for both the
process sigma and centering of its mean relative to the tolerance, it can be an effective guide for
future improvements. The machine cell currently meets the minimum Cpk requirement of 1 for
its ability to produce the selected characteristics. This means that in the short-term, the machine
natural tolerance limits exist entirely within the product specification limits. It needs to be
considered that even if process sigma remains relatively constant, it is possible for the process
mean to shift over time. For this reason, a Cpk of 1 is considered a minimum requirement, and
higher values of this index are desirable. Many sources recommend that a Cpk of at least 1.33 be
achieved to help ensure that the process remains capable despite potential shifts in the mean over
the long-term.

73
Finally, an effective verification strategy was identified for this field project. It can
potentially be effective during implementation of similar manufacturing process equipment. The
process that was used during this project study is summarized in Figure 9. The primary
limitation of this methodology is that is based on a sample of the production population. It may
not account for how the entire population may be affected by intermittent machine malfunction,
press brake and tooling variability, or other causes of potential defects. The analysis techniques
can predict, but not state with certainty, the long-term ability of the machine cell to meet the
critical product requirements.
Figure 9. Flowchart for verification of manufacturing equipment
Determine critical product, performance, or customer
requirements.
Document machine/process map or flowchart.
Conduct Failure Mode and Effects Analysis on all steps of
the machine/process.
Improve the machine/process to achieve acceptable Risk Priority Number for each
failure mode.
Identify measurement tool/system that meet
accuracy requirements for each specified requirement
Complete Measurement System Analysis to ensure
selected tool/system exhibits adequate repeatibility and
reproducability.
Conduct machine/process pilot production run and
measure its output.
Analyze pilot production results to determine
machine/process short-term performance characteritics and esrimated capability to
meet requirements.
If necessary, improve machine/process
performance and capability of producing applicable
characteristics.
Repeat pilot production run and analyze results to verify
machine/process performance and capability
improvement.
Measure initial production with SPC variable control
charting for process output of critical requirements.
Utilize SPC to moniter machine/process stability and
potential influence of abnormal variation relative to
control limits, and adjust process if necessary.
Estimate machine/process mean, sigma, capability, and
expected defect potential relative to the specification
limits.
If necessary, improve machine/process
performance and capability of producting applicable
characteristics.
Complete verification and use approprtiate control plan to
ensure machine/process capability is sustained

74
Recommendations
Based on the project conclusions, several recommendations can be provided. First, the
machine cell should be modified to improve the capability to a minimum Cpk of 1.33 for the
seven selected characteristics. Specifically, this improvement should target the firebox wrap
front corner angle and the combustion chamber outer width. This improvement should reduce
the expected defect PPM in the short-term, and prevent significant increases in defects if subtle
process shifts occur over the long-term.
Second, continued use of SPC is recommended to ensure that the robotic sheet metal
forming and fabrication remains stable and is not influenced by abnormal variables. This will
also help identify potential process shifts so that appropriate adjustment can take place. In
addition, the SPC can serve as process history to verify improvements recommended for the
firebox wrap front corner angle and combustion chamber outer width dimension. Use of SPC
should only be eliminated if on-machine verification can be verified to make its use unnecessary.
Finally, the organization should consider further application of the verification
methodology identified and successful applied by this project. When properly applied, this
verification methodology may help support implementation of similar manufacturing process
equipment.

75
References
Automotive Industry Action Group. (2006). Production Part Approval Process (Version 4).
Southfield, MI.
Bend Angle Sensing (n.d.). Material Thickness Sensing System. Retrieved from
http://www.accurpress.com/innovation.html#robotics
FMEA Template (n.d.). FMEA Template. Retrieved from asq.org/learn-about-quality/data-
collection-analysis-tools/overview/asq-fmea-template.xls
Glaser, P. (2000). Industrial Robotics: How to Implement the Right System for Your Plant. New
York, NY: Industrial Press, Inc.
Hewitt, P. (2009). Examining on-machine verification. Quality Digest. Retrieved from
http://www.qualitydigest.com/magazine/2009/may/article/examining-machine-
verification.html
Kapadia, Mehernosh. Measuring your process capability. Retrieved from
http://www.symphonytech.com/articles/processcapability.htm
Khatwani, S., Krishnamoorthi, K.S. (2000). A capability index for all occasions. ASQ’s 54th
Annual Quality Congress Proceedings. Indianapolis, IN.
Kotz, S., Johnson, N. (2002). Process capability indices-a review, 1992-2000. Journal of Quality
Technology, 34(1), 2-6.
Laser Bend Angle Sensing (n.d.). Amada HFB 1003 Down-Acting Press Brake Incorporates
New Automatic Bend Indicator. Retrieved from
http://mfgnewsweb.com/archives/metalforming/dec98/amada.htm

76
LeTang, P.K. (2012). Justifying a robotic press brake: Per-piece cost should not be the only
factor. Retrieved from http://www.thefabricator.com/article/bending/justifying-a-robotic-
press-brake
McDermott, R., Mikulak, R.J. (2009). Basics of FMEA, 2nd Edition. New York, NY: Productivity
Press.
Mitu, R.K. (2011). Medical Validation: Process Validation, Principles, Practices, and Strategies
for Medical Devices. United States of America: Rofri Med Corporation.
Omar, Mohammed A. (2011). The Automotive Body Manufacturing Systems and Processes.
United Kingdom: John Wiley and Sons, Ltd.
Parts Present Sensing. (n.d.). Motoman Robots Handling and Press Tending Appliance Panels.
Retrieved from http://www.motoman.com/casestudies/acs-061.php
Relyea, Douglas B. (2011). Practical Application of Process Capability Study. Boca Raton, FL:
CRC Press.
Robotic Press Brake. (n.d.). Manual Press Brake Operation Goes from Bottle Neck to “Lights
Out” with Robotics. Retrieved from http://www.motoman.com/casestudies/acs-
midwestmachine.php
Roger W, Berger, Donald W. Benbow, Ahmad K. Elshennawy, & H. Fred Walker. (Eds.).
(2007). The Certified Quality Engineer Handbook, 2nd Edition. Milwaukee, WI:
American Society for Quality Press.
Sleeper, A. (2012). MiniTab DeMYSTiFieD. United States of America: McGraw-Hill
Companies, Inc.
Stamatis, D.H. (1998). Advanced Quality Planning: A Common Sense Guide to AQP and APQP.
Portland, OR: Productivity Press.

77
Stamatis, D.H. (2003). Six Sigma and Beyond: Statistical Process Control. Boca Raton, FL:
CRC Press.

78
Appendix A: Sheet Metal Material Specifications
Material: Aluminized Cold-Rolled Commercial Steel Type B (CS- B)
Length: 96.0 +/- 0.5”
Width: 48 +/- 0.5”
Diagonal: 107.33 +/- 0.062
Thickness 0.03 – 0.034”
Max # of Waves: 3
Max Height of Waves: 0.188”
Coating: Type 1 Aluminized T1-25 minimum both sides
Coating Weight: Minimum 0.25 oz/sqft surface per ASTM A463-10
Surface Finish: Regular matte finish, 60 Ra Max
Surface Lubrication: Light rust preventative oil compatible with removal by alkaline cleaner

79
Appendix B: Process Failure Mode and Effects Analysis
B.1 FMEA Action Items Register
Item # RPN Potential Failure Mode and Cause Completed Actions Updated
RPN
1 800
Crimped assembly unloaded incorrectly on empty outbound conveyor, OR unloaded when there is already a part in queue. Due to unload conveyor misplaced, or not in position, or there is already a firebox in that position.
Sensor(s) add to verify unload zone for finished part transfer from robot - it is in position, empty, and ready to accept finished subassembly, and it is guarded.
56
2 600 Buckled or unevenly formed crimps. Due to excessive dimple depth in tool.
Reduce dimple depth in crimp tool and verify that distorted crimps are minimized.
126
3 336
Defective hem. Due to part "jumps" back gage - inserted too deep (back gage relatively short). Debris contamination on tooling. Worn back gage (not hardened).
Implemented support table to help with part handling and facilitate proper engagement with the existing backstop. Implement a TPM on the press that includes daily cleaning of the tooling.
56
4 336
Firebox top and bottom can be installed with lap joint at front corner of firebox backwards. Design allows assembly error. Fixture station does not control correct assembly.
Change part design to add a dimple to prevent misalignment. 36
5 300
Fail to hold part securely per the squaring table. Due to vacuum pump failure, power failure, multiple suction cup failures.
Implement check valve to prevent sudden pressure loss, low pressure sensor(s), TPM/PM (cleaning) of suction cups & hoses. Protectors over all cables, hoses, fragile equipment that could be potentially damaged by a dropped part.
90
6 294
Hem formed towards incorrect face of blank. Due to machine operator error, no visual queue, not controlled by design or process.
Change part design so that an additional L-bracket can be added to the back corners of each part to poke-yoke top/bottom location and alignment on the wrap. This will also aid in holding the part during the crimping process.
24
7 240 Blanks drawn from bin incorrectly by robot. Due to part loading not controlled.
Photo-eye sensor on squaring table detects incorrectly orientated parts and robot will be programmed to reposition as a result - auto correcting mistake. Incorrect blank is returned to inbound pallet, operation halted, and fault identified at HMI. Photo-eye sensor also added to the robot end of arm tooling to detect the height of the stack of blanks. This ensures proper location for blank pick-up.
24

80
8 240
Firebox top and bottom can be installed upside down. Due to design allows assembly error. Fixture station does not control correct assembly.
Change part design so that an additional L-bracket can be added to the back corners of each part to poke-yoke top/bottom location and alignment on the wrap. This will also aid in holding the part during the crimping process.
24
9 240
Firebox top and bottom reverse order or two tops/two bottoms vise-versa. Due to design allows assembly error. Fixture station does not control correct assembly.
Sensing added to crimping head to inspect for exhaust collar location and height dimension, pilot grommet cutout, and hem feature. Probability of this type of defect also mitigated by L-bracket (Item #8).
24
10 224
Defective hem. Due to no support table for relatively large parts. No "RAM ADJUST" to tune parallelism of ram - especially if we need to compensate for worn bearing. Press is "short on power" - possibly insufficient force for these parts?
Capability study complete determine hem dimension tolerance limits and document on prints. This study an also be used to determine if the press is capable of producing this design. Results indicated that press was incapable of meeting specifications. The equipment replaced with a press that is capable of meeting specifications for the hem channel forming.
24
11 200 Wrap not located properly in fixture. Due to fixture blocks are not fixed.
Modified fixture blocks so they are fixed and chamfered so as to engage the notches in the glass flange.
80
12 168
Firebox components do not stay in intended position after located and installed by operator. Due to welding magnets lost, missing, or provide insufficient force. Operator may forget to use magnets or position them improperly. Defective hem formed may lead to increased manipulation of force by operator.
Change part design so that an additional L-bracket can be added to the back corners of each part to poke-yoke top/bottom. This will ensure location and alignment on the wrap. This will also aid in holding the part during the crimping process. (Item #8 & 9)
18
13 144
Defective Bend Angle/Location. Due to Die wear, debris on dies, ram not parallel, suction failure on end-of-arm, robot unexpectedly adjusts coordinate path, loss of hydraulic function on support table, ram linear travel indicator drift.
Implemented tooling setup checklist, 1st Part Inspection, and machine operator TPM
48
14 128
Defective Bend (including bend formed backwards in relation to hem or cut-out profile). Due to machine operator error, design and machine does not control Short cycle - did not hold foot pedal down for required time (until machine beeps). Part not aligned against backstop. Ram parallelism out of tolerance. Incorrect tooling, machine setup, wrong program, programmed not updated per engineering change, prints & part # not on PC/HMI screen. Tooling wear and/or contamination.
Implemented tooling setup checklist, 1st Part Inspection, and machine operator TPM
56

81
15 98
Blank does not end up in correct position on squaring table. Due to wear on the locating bars on the edges of the table, debris falling and/or accumulating on the edges surfaces of the table.
TPM to clean table daily. Procedure an operator access added to allow cleaning. Hardened steel added to locating bars to reduce probability of wear from blank installation.
24
16 60
Parts queued out of sequence with assembly schedule. Due to parts not staged per current schedule, schedule change
Assembly line schedule and Amada will communicate using proven system used by assembly line and its other internal customers. Ensure access to inbound conveyor so parts can be shifted as needed.
40
17 56
Program fails to properly recognize correct blank loaded in squaring table. Due to proximity sensor failure, or adjustment due to repeated vibration
TPM/PM on proximity sensor location & depth on mounting rail. Mark reference locations on proximity sensor mounting rail
24
B.2 Machine Cell Improvement Summary
Potential Failure Mode and Cause Quality Downtime Safety Machine Cell Improvement Crimped assembly unloaded incorrectly on empty outbound conveyor, and/or unloaded when there is already a part in queue. Result of unload conveyor misplaced, or not in position at all, or there is already a firebox in that position at time of robot unload
X X X
Added sensors to unload zone to verify status of unload zone as to its position, access, and ability accept finished subassembly. Also added guarding around unload zone to prevent human access during unload zone.
Buckled or unevenly formed crimps due to excessive dimple depth X
Reduced dimple depth in crimp tool and verify that distorted crimps are minimized.
Defective hem resulting from blank inserted too deep. Back gauge is short such that it may not properly stop blanks. Back gauge steel not hardened. Debris contamination on tooling.
X
Implemented support table to help with part handling and facilitate proper engagement with the existing backstop.
Failure of robot blank gripper to hold part securely per the squaring table, resulting from insufficient vacuum pressure failure, power failure, and/or suction cup failures. Failure of blank gripper part-part present sensors to detect adjustment of gripped blank position during manipulation.
X X X
Implemented check valve to prevent sudden pressure loss, low pressure sensor(s), TPM/PM (cleaning) of suction cups & hoses. Protectors added over all cables, hoses, fragile equipment that could be potentially damaged by a dropped part.
Blanks drawn from inbound pallet incorrectly by robot as a result of part loading not controlled.
X X
Photo-eye sensor added to squaring table to detect incorrectly orientated blanks. Robot programmed to detect and react to incorrect blank orientation. Incorrect blank is returned to inbound pallet, operation halted, and fault identified at HMI. Photo-eye sensor also added to the robot end of arm tooling to detect the height of the stack of blanks. This ensured proper location for blank pick-up.

82
Defective hem channel formed in firebox top and firebox bottom. Result of no support table for relatively large parts. Press does not have adequate adjustment to tune parallelism of ram - Press tonnage capacity marginal for this application.
X
Results of capability study indicated that press was incapable of meeting specifications. The press brake was replaced with a one capable of meeting specifications for the hem channel forming.
Wrap not located properly in crimping fixture as a result of insufficient guidance.
X
Modified fixture blocks so they are fixed and chamfered to engage the notches in the glass flange feature of the firebox wrap.
Blank does not end up in correct position on squaring table. Due to wear on the locating bars on the edges of the table and/or debris falling and/or accumulating on the edges surfaces of the table.
X
Implemented TPM to clean table daily. Developed procedure and operator access added to allow cleaning. Hardened steel added to locating bars to reduce probability of wear from blank installation.
Program fails to properly recognize correct blank loaded in squaring table, resulting from potential sensor failure, and/or adjustment due to vibration.
X
Implemented proximity sensor location and depth on mounting rail and reference locations on proximity sensor mounting rail.

83
Appendix C: Design Drawings
Figure C1 - Subassembly consisting of three formed parts crimped into combustion chamber

84
Figure C2 - Firebox wrap consisting of four bends
•
0 ·:..--- ---. --_...,.....
14---- 2,.68------,
10( Ill

85
Figure C3 - Firebox bottom consisting of eight bends

86
Figure C4 - Firebox top consisting of eight bends
OETAi l 6 SC•LE lt l U FLACESI
1-----------u.n tEF-----------l
0 1!.91
·D ··D ··D · SEE DETAi l

87
Appendix D: Detailed Gage R&R Results
D.1 Vernier Protractor 2 min (0.33 Degree) Accuracy
109
108
107
1 2 3
0.4
0.2
0.0
109
108
107
321
110
108
106
Variation by Source
Total Gage 0.095 8.82 9.55 14.32
Repeatability 0.090 8.34 9.03 13.54
Reproducibility 0.031 2.87 3.11 4.67
Operator 0.000 0.00 0.00 0.00
Operator by Part 0.031 2.87 3.11 4.67
Part-to-Part 1.078 99.61 107.79 161.68
Study Variation 1.082 100.00 108.21 162.32
Process Variation 1.000 92.41 100.00 150.00
Tolerance (upper spec - lower spec): 4
Source StDev Variation
%Study
Variation
%Process
%Tolerance
Xbar Chart of Part Averages by OperatorAt least 50% should be outside the limits. (actual: 80.0%)
R Chart of Test-Retest Ranges by Operator (Repeatability)Operators and parts with larger ranges have less consistency.
Reproducibility — Operator by Part InteractionLook for abnormal points or patterns.
Reproducibility — Operator Main EffectsLook for operators with higher or lower averages.
Gage R&R Study for MeasurementsVariation Report
process variation.
variation. A historical standard deviation is used to estimate the
The measurement system variation equals 9.5% of the process
100%30%10%0%
NoYes
9.5%
tolerance.
The measurement system variation equals 14.3% of the
100%30%10%0%
NoYes
14.3%
ReprodRepeatTotal Gage
45
30
15
0
30
10
%Process Var
%Tolerance
and is 3.1% of the total variation in the process.
same item. This equals 32.6% of the measurement variation
The variation that occurs when different people measure the
-- Operator and Operator by Part components (Reproducibility):
9.0% of the total variation in the process.
times. This equals 94.5% of the measurement variation and is
occurs when the same person measures the same item multiple
-- Test-Retest component (Repeatability): The variation that
reproducibility to guide improvements:
total gage variation is unacceptable, look at repeatability and
Examine the bar chart showing the sources of variation. If the
>30%: unacceptable
10% - 30%: marginal
<10%: acceptable
General rules used to determine the capability of the system:
Number of parts in study 10
Number of operators in study 3
Number of replicates 3
Study Information
Variation by Source
(Replicates: Number of times each operator measured each part)
Comments
Gage R&R Study for MeasurementsSummary Report
Can you adequately assess process performance?
Can you sort good parts from bad?
110
109
108
107
110
109
108
107
1
Operators
Me
asu
re
me
nts
Mean
2 3 4 5
6 7 8 9 10
Mean
1
2
3
O perators
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parts
Gage Run Chart of Measurements by Parts, Operators
v v \ ?" • v v \ 1--- ,Avl\/ "-\. 1
~ ~~ Ll S2 : .... . . . .,J S I "- . . . . ......... ·I
.. --~~~---
--- ......... l r=-l ...... :.;r ...... --... ............. --------- --------- l±____j
.......... -------- --------- ----- ~-........... --- ~-.~ ---------

88
D.2 60 inch Vernier Caliper 0.001” Accuracy
36.50
36.45
36.40
1 2 3
0.04
0.02
0.00
36.50
36.45
36.40
321
36.50
36.45
36.40
Variation by Source
Total Gage 0.008 17.21 5.56 8.34
Repeatability 0.008 17.21 5.56 8.34
Reproducibility 0.000 0.00 0.00 0.00
Operator 0.000 0.00 0.00 0.00
Part-to-Part 0.048 98.51 31.83 47.74
Study Variation 0.048 100.00 32.31 48.46
Process Variation 0.150 309.51 100.00 150.00
removed from the table.
The Operator by Part interaction was not statistically significant and was
Tolerance (upper spec - lower spec): 0.6
Source StDev Variation
%Study
Variation
%Process
%Tolerance
Xbar Chart of Part Averages by Operator
At least 50% should be outside the limits. (actual: 80.0%)
R Chart of Test-Retest Ranges by Operator (Repeatability)
Operators and parts with larger ranges have less consistency.
Reproducibility — Operator by Part Interaction
Look for abnormal points or patterns.
Reproducibility — Operator Main Effects
Look for operators with higher or lower averages.
Gage R&R Study for Measurements
Variation Report
process variation.
variation. A historical standard deviation is used to estimate the
The measurement system variation equals 5.6% of the process
100%30%10%0%
NoYes
5.6%
tolerance.
The measurement system variation equals 8.3% of the
100%30%10%0%
NoYes
8.3%
ReprodRepeatTotal Gage
45
30
15
0
30
10
%Process Var
%Tolerance
total variation in the process.
equals 0.0% of the measurement variation and is 0.0% of the
occurs when different people measure the same item. This
-- Operator component (Reproducibility): The variation that
5.6% of the total variation in the process.
times. This equals 100.0% of the measurement variation and is
occurs when the same person measures the same item multiple
-- Test-Retest component (Repeatability): The variation that
reproducibility to guide improvements:
total gage variation is unacceptable, look at repeatability and
Examine the bar chart showing the sources of variation. If the
>30%: unacceptable
10% - 30%: marginal
<10%: acceptable
General rules used to determine the capability of the system:
Number of parts in study 10
Number of operators in study 3
Number of replicates 3
Study Information
Variation by Source
(Replicates: Number of times each operator measured each part)
Comments
Gage R&R Study for Measurements
Summary Report
Can you adequately assess process performance?
Can you sort good parts from bad?
36.52
36.48
36.44
36.40
36.52
36.48
36.44
36.40
1
Operators
Me
asu
re
me
nts
Mean
2 3 4 5
6 7 8 9 10
Mean
1
2
3
O perators
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Panel variable: Parts
Gage Run Chart of Measurements by Parts, Operators
j p ·--v· l~v,_ · lr ·-v ·l j o>6 • • "''"""'/-=..---= l.c=--....,L::.. '=""" I ;:>""'L,._, ~ I
: I
• .... /\." J /\.." ~-~~ ,.. ........ D --------
• ....'\. ...
E rc::::J ~.L-~ \...2J.
A ..-. ... v~~ --------
\...--

89
Appendix E: Pilot Production Tolerance Interval Results
90.390.089.789.489.188.8
Nonparametric
Normal
90.290.089.889.689.489.289.088.8
90.290.089.889.689.489.289.088.8
99
90
50
10
1
Pe
rce
nt
N 30
Mean 89.503
StDev 0.298
Lower 88.742
Upper 90.265
Lower 89.000
Upper 90.100
AD 0.297
P-Value 0.568
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Top/Bottom Seal Flange Angle95% Tolerance Interval
At Least 95% of Population Covered
20.0019.9919.9819.9719.96
Nonparametric
Normal
20.0019.9919.9819.9719.96
20.0019.9919.9819.9719.96
99
90
50
10
1
Pe
rce
nt
N 30
Mean 19.978
StDev 0.006
Lower 19.963
Upper 19.994
Lower 19.969
Upper 19.997
AD 0.395
P-Value 0.351
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Top/Bottom Part Depth Dimension95% Tolerance Interval
At Least 95% of Population Covered
I
j
: I
I I I I I I I --~-~--~--,--T--T--r
I I I I I I I
-- .. --r---,----1
I I
I
I I I I I I
I
~ ---r-----T----~---1 I . I I ,---- -r-- ---
1 I I ,.
:
I I I ,--T--T--r--
1 I I I I I I I I I
r--r--~--~--,--T--T--r--
1 I I I I I I I I I I I I I I I
I I
I
I • I I I -~----T
I I I I I
--~-----~----T 1 I I I I I I I
-~----T----~-----~--1 I I I I ~ R R
I
I

90
0.5440.5400.5360.5320.528
Nonparametric
Normal
0.5450.5400.5350.530
0.54250.54000.53750.53500.53250.5300
99
90
50
10
1
Pe
rce
nt
N 30
Mean 0.536
StDev 0.003
Lower 0.528
Upper 0.543
Lower 0.529
Upper 0.541
AD 0.522
P-Value 0.170
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Top/Bottom Hem Depth Dimension95% Tolerance Interval
At Least 95% of Population Covered
1.0751.0701.0651.0601.055
Nonparametric
Normal
1.0751.0701.0651.0601.055
1.0751.0701.0651.0601.055
99
90
50
10
1
Pe
rce
nt
N 30
Mean 1.065
StDev 0.004
Lower 1.054
Upper 1.076
Lower 1.057
Upper 1.073
AD 0.296
P-Value 0.572
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Top/Bottom Seal Flange Width Dimension95% Tolerance Interval
At Least 95% of Population Covered
l.c=t=r=O ~.1 I I I I I I I I I I I I
---~--~---r--~---~---r-1 I I I ' ' I I I I I
---~--~--- t"--~----t--1 I I 1 I I
I I I I I -1---r---1- ~-
1 I I 1 . . . I
I .cdlJ l.b. I
I I I I I
I I I I I -;-----!----;-----!----~
I I I I I I -;-----!----1 I
---t--1
I ·---~----~---
1 I I I
--~--1

91
21.09621.08821.08021.072
Nonparametric
Normal
21.10021.09521.09021.08521.08021.07521.07021.065
21.10021.09521.09021.08521.08021.07521.070
99
90
50
10
1
Pe
rce
nt
N 30
Mean 21.083
StDev 0.007
Lower 21.067
Upper 21.100
Lower 21.072
Upper 21.098
AD 0.254
P-Value 0.707
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Wrap Side Depth Dimension95% Tolerance Interval
At Least 95% of Population Covered
108.0107.8107.6107.4107.2107.0106.8106.6
Nonparametric
Normal
108.00107.75107.50107.25107.00106.75106.50
107.75107.50107.25107.00106.75106.50
99
90
50
10
1
Pe
rce
nt
N 26
Mean 107.189
StDev 0.245
Lower 106.548
Upper 107.831
Lower 106.800
Upper 107.640
AD 0.351
P-Value 0.442
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Wrap Front Corner Angle95% Tolerance Interval
At Least 95% of Population Covered
j : I
I I I I I I I -,---r--r--T--,---1 I I I ' I I I I I I I -,---r-- ,- -,- --r --r 1 I I I I
I I I I I I --r--r--T--,--,---r--r I I I I I I I
d 1. HI I tw I I
j : I I I
I I I I I I I _, ___ , ___ , ___ , _____ _ I I I I I
I I I • I ·- __ , ___ , __ - ---r---r-I 1 I
I I I I -r---r---r---r---1 I I I

92
108.0107.7107.4107.1106.8106.5
Nonparametric
Normal
108.00107.75107.50107.25107.00106.75106.50
108.0107.8107.6107.4107.2107.0106.8106.6
99
90
50
10
1
Pe
rce
nt
N 30
Mean 107.260
StDev 0.236
Lower 106.658
Upper 107.862
Lower 106.880
Upper 107.880
AD 0.395
P-Value 0.352
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Wrap Rear Corner Angle95% Tolerance Interval
At Least 95% of Population Covered
1.6361.6321.6281.6241.620
Nonparametric
Normal
1.6361.6321.6281.6241.620
1.63751.63501.63251.63001.62751.62501.62251.6200
99
90
50
10
1
Pe
rce
nt
N 30
Mean 1.627
StDev 0.004
Lower 1.618
Upper 1.636
Lower 1.621
Upper 1.634
AD 0.279
P-Value 0.622
Statistics
Normal
Nonparametric
Normality Test
Normal Probability Plot
Tolerance Interval Plot for Wrap Flange Width Dimension95% Tolerance Interval
At Least 95% of Population Covered
I
j
I
I
rl
I I I I I I I ,--,--,--,--,---1 I I I I I I ,--,--, I I
I
I
I I I I I I I --~--~-~--;--~--~--~-
1 I I I I I I I I
--~--~-~-1 I
~
bu I
I
• I
1 I I I ~--,--,--,--,
I I I I I I I I I I I I
I
I
,--,--,--,--,--,--,--, I I I I I I I I
I
I ·-~·
I I , I I I
• -,-- .. -- t- --t--~· I I I I I
I I I I I I t---t--"1 t-1 I I I .

93
Appendix F: Pilot Production Process Performance Studies
109.8109.2108.6108.0107.4106.8106.2
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.442
(Anderson-Darling)
Lower Spec 106
Target 108
Upper Spec 110
Customer Requirements
Z.Bench 4.86
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 1
Total N 26
Mean 107.19
Mean off target Yes
P-value 0.000
Standard deviation 0.24490
Capability statistics
Pp 2.72
Ppk 1.62
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Wrap Front Corner Angle
Summary Report
109.8109.2108.6108.0107.4106.8106.2
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.352
(Anderson-Darling)
Lower Spec 106
Target 108
Upper Spec 110
Customer Requirements
Z.Bench 5.35
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 107.26
Mean off target Yes
P-value 0.000
Standard deviation 0.23553
Capability statistics
Pp 2.83
Ppk 1.78
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Wrap Rear Corner Angle
Summary Report
! I !
\
/
1
1/ \ 1
I \
i J rn i
•

94
21.10421.09621.08821.08021.07221.06421.056
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.707
(Anderson-Darling)
Lower Spec 21.05
Target 21.08
Upper Spec 21.11
Customer Requirements
Z.Bench 4.10
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 21
Total N 30
Mean 21.083
Mean off target Yes
P-value 0.009
Standard deviation 0.0065091
Capability statistics
Pp 1.54
Ppk 1.37
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Wrap Side Depth Dimension
Summary Report
1.6561.6481.6401.6321.6241.6161.6081.600
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.622
(Anderson-Darling)
Lower Spec 1.6
Target 1.63
Upper Spec 1.66
Customer Requirements
Z.Bench 7.50
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 1.6271
Mean off target Yes
P-value 0.000
Standard deviation 0.0036173
Capability statistics
Pp 2.76
Ppk 2.50
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Wrap Flange Width Dimension
Summary Report

95
0.5600.5520.5440.5360.5280.5200.5120.504
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.170
(Anderson-Darling)
Lower Spec 0.5
Target 0.53
Upper Spec 0.56
Customer Requirements
Z.Bench 8.12
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 0.53553
Mean off target Yes
P-value 0.000
Standard deviation 0.0030141
Capability statistics
Pp 3.32
Ppk 2.71
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Top/Bottom Hem Depth
Summary Report
1.091.081.071.061.051.041.03
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.572
(Anderson-Darling)
Lower Spec 1.03
Target 1.06
Upper Spec 1.09
Customer Requirements
Z.Bench 5.70
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 1.0654
Mean off target Yes
P-value 0.000
Standard deviation 0.0043126
Capability statistics
Pp 2.32
Ppk 1.90
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Top/Bottom Seal Flange Width
Summary Report

96
91.891.290.690.089.488.888.2
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.568
(Anderson-Darling)
Lower Spec 88
Target 90
Upper Spec 92
Customer Requirements
Z.Bench 5.05
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 89.503
Mean off target Yes
P-value 0.000
Standard deviation 0.29790
Capability statistics
Pp 2.24
Ppk 1.68
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Top/Bottom Seal Flange Angle
Summary Report
20.0220.0019.9819.9619.9419.92
LSL Target USL
measures represent long-term performance, may not apply.
time. Therefore, the usual interpretation, that the capability
sources of variation that may appear over a longer period of
However, the data collection method used may not capture all
The capability measures use the overall standard deviation.
Normality Test
Results Pass
P-value 0.351
(Anderson-Darling)
Lower Spec 19.91
Target 19.97
Upper Spec 20.03
Customer Requirements
Z.Bench 8.59
% Out of spec (observed) 0.00
% Out of spec (expected) 0.00
PPM (DPMO) (observed) 0
PPM (DPMO) (expected) 0
Total N 30
Mean 19.978
Mean off target Yes
P-value 0.000
Standard deviation 0.0060269
Capability statistics
Pp 3.32
Ppk 2.86
Process Characterization
Histogram
Are the data inside the limits and close to the target?
Points should be close to line.
Normality Plot Comments
Capability Snapshot for Top/Bottom Depth Dimension
Summary Report
/

97
Appendix G: Statistical Process Control
109
108
107
Mean
__X=108.023
UCL=108.814
LCL=107.233
28252219161310741
2
1
0
Subgroup
Ran
ge
_R=0.773
UCL=1.990
LCL=0
XBar Unusually small mean 4
Chart Reason Out-of-Control Subgroups
Xbar-R Chart of Wrap Front CornerStability Report
Subgroups omitted from the calculations: 4
Is the process stable?Investigate out-of-control subgroups. Look for patterns and trends.
28252219161310741
1.640
1.635
1.630
1.625
Subgroup
Mean __
X=1.63161
UCL=1.63979
LCL=1.62343
28252219161310741
0.02
0.01
0.00
Subgroup
Ran
ge
_R=0.00799
UCL=0.02058
LCL=0
Xbar-R Chart of Wrap Flange WidthStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.

98
28252219161310741
0.540
0.535
0.530
Subgroup
Mean
__X=0.53610
UCL=0.54120
LCL=0.53100
28252219161310741
0.012
0.008
0.004
0.000
Subgroup
Ran
ge
_R=0.00499
UCL=0.01283
LCL=0
Xbar-R Chart of Top/Bottom Hem DepthStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.
28252219161310741
1.070
1.065
1.060
1.055
Subgroup
Mean __
X=1.06253
UCL=1.07069
LCL=1.05437
28252219161310741
0.02
0.01
0.00
Subgroup
Ran
ge
_R=0.00797
UCL=0.02052
LCL=0
Xbar-R Chart of Top/Bottom Seal Flange WidthStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.

99
28252219161310741
90.8
90.4
90.0
Subgroup
Mean __
X=90.171
UCL=90.677
LCL=89.666
28252219161310741
1.2
0.8
0.4
0.0
Subgroup
Ran
ge
_R=0.494
UCL=1.272
LCL=0
Xbar-R Chart of Top/Bottom Seal Flange AngleStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.
28252219161310741
45.86
45.85
45.84
Subgroup
Mean __
X=45.85125
UCL=45.86519
LCL=45.83731
28252219161310741
0.03
0.02
0.01
0.00
Subgroup
Ran
ge
_R=0.01363
UCL=0.03508
LCL=0
Xbar-R Chart of Combustion Chamber Outer WidthStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.

100
28252219161310741
36.55
36.54
36.53
Subgroup
Mean __
X=36.54220
UCL=36.55410
LCL=36.53029
28252219161310741
0.03
0.02
0.01
0.00
Subgroup
Ran
ge
_R=0.01164
UCL=0.02996
LCL=0
Xbar-R Chart of Combustion Chamber Inner HeightStability Report
Is the process mean stable?
Investigate out-of-control subgroups. Look for patterns and trends.
Is the process variation stable?Investigate out-of-control subgroups. Look for patterns and trends.

101
Appendix H: Production Process Capability Studies
28252219161310741
109
108
107In
div
idua
l Va
lue
_X=107.988
UCL=109.109
LCL=106.867
28252219161310741
1.0
0.5
0.0
Movin
g R
an
ge
__MR=0.421
UCL=1.377
LCL=0
28252219161310741
2
1
0
Sa
mp
le R
an
ge
_R=0.764
UCL=1.968
LCL=0
109.8109.2108.6108.0107.4106.8106.2
LSL USL
LSL 106
USL 110
Specifications
110108106
B/W
Overall
Specs
Btw 0.2676
Within 0.4515
B/W 0.5249
Overall 0.5096
StDevCp 1.27
Cpk 1.26
PPM-B/W 139.34
Pp 1.31
Ppk 1.30Cpm *
PPM-O 87.35
Capa Stats
Between/Within Capability Sixpack of Wrap Front Corner AngleIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.509, P: 0.193
Capability Plot
28252219161310741
1.64
1.63
1.62
In
div
idua
l Va
lue
_X=1.63161
UCL=1.64073
LCL=1.62249
28252219161310741
0.010
0.005
0.000
Movin
g R
an
ge
__MR=0.00343
UCL=0.01120
LCL=0
28252219161310741
0.02
0.01
0.00
Sa
mp
le R
an
ge
_R=0.00799
UCL=0.02058
LCL=0
1.656
1.648
1.640
1.632
1.624
1.616
1.608
1.600
LSL USL
LSL 1.60
USL 1.66
Specifications
1.6561.6441.6321.620
B/W
Overall
Specs
Btw 0.001344
Within 0.004722
B/W 0.004909
Overall 0.005812
StDevCp 2.04
Cpk 1.93
PPM-B/W 0.00
Pp 1.72
Ppk 1.63Cpm *
PPM-O 0.54
Capa Stats
1
Between/Within Capability Sixpack of Wrap Flange WidthIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.646, P: 0.089
Capability Plot
I~::~ I 1.~1 I~ I
:D
i I I ----r-----T--J ----~-----·-- L I I I 1 ·--- --· I I 1 I 1 T-----~------r J - ~-----~------~ ft I I I
0~--------~
I! Ail. 1° I I I r--T--,-
- L--.1.--__. I I I
_.,---1 I I I ,
.J

102
28252219161310741
0.540
0.535
0.530
In
div
idua
l Va
lue
_X=0.53610
UCL=0.54130
LCL=0.53091
28252219161310741
0.0050
0.0025
0.0000
Movin
g R
an
ge
__MR=0.001952
UCL=0.006379
LCL=0
28252219161310741
0.010
0.005
0.000
Sa
mp
le R
an
ge
_R=0.00499
UCL=0.01283
LCL=0
0.560
0.552
0.544
0.536
0.528
0.520
0.512
0.504
LSL USL
LSL 0.50
USL 0.56
Specifications
0.550.540.53
B/W
Overall
Specs
Btw 0.0003242
Within 0.002945
B/W 0.002963
Overall 0.002985
StDevCp 3.38
Cpk 2.69
PPM-B/W 0.00
Pp 3.35
Ppk 2.67Cpm *
PPM-O 0.00
Capa Stats
Between/Within Capability Sixpack of Top/Bottom Hem DepthIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.544, P: 0.158
Capability Plot
28252219161310741
1.07
1.06
1.05
In
div
idua
l Va
lue
_X=1.06253
UCL=1.07367
LCL=1.05138
28252219161310741
0.010
0.005
0.000
Movin
g R
an
ge
__MR=0.00419
UCL=0.01369
LCL=0
28252219161310741
0.02
0.01
0.00
Sa
mp
le R
an
ge
_R=0.00797
UCL=0.02052
LCL=0
1.088
1.080
1.072
1.064
1.056
1.048
1.040
1.032
LSL USL
LSL 1.03
USL 1.09
Specifications
1.081.071.061.05
B/W
Overall
Specs
Btw 0.002531
Within 0.004709
B/W 0.005347
Overall 0.005464
StDevCp 1.87
Cpk 1.71
PPM-B/W 0.14
Pp 1.83
Ppk 1.68Cpm *
PPM-O 0.25
Capa Stats
Between/Within Capability Sixpack of Top/Bottom Seal Flange WidthIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.483, P: 0.224
Capability Plot
1~1
I~ I 1.~1
I Jl jD -1-----i-----r-.1..----1--I . -t---
D :
I! Jl !D I I I - .---,---,---,--· --~--~--~--· -
I I ---1- .,... --
. I I I I , --,---r--r--r--
--!- --!- --!- --!- --

103
28252219161310741
91
90
89
In
div
idua
l Va
lue
_X=90.171
UCL=91.143
LCL=89.200
28252219161310741
1.0
0.5
0.0
Movin
g R
an
ge
__MR=0.365
UCL=1.193
LCL=0
28252219161310741
1.0
0.5
0.0
Sa
mp
le R
an
ge
_R=0.494
UCL=1.272
LCL=0
91.891.290.690.089.488.888.2
LSL USL
LSL 88
USL 92
Specifications
919089
B/W
Overall
Specs
Btw 0.2764
Within 0.2918
B/W 0.4019
Overall 0.3666
StDevCp 1.66
Cpk 1.52
PPM-B/W 2.72
Pp 1.82
Ppk 1.66Cpm *
PPM-O 0.31
Capa Stats
Between/Within Capability Sixpack of Top/Bottom Seal Flange AngleIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.345, P: 0.477
Capability Plot
28252219161310741
45.86
45.85
45.84
In
div
idua
l Va
lue
_X=45.85125
UCL=45.86021
LCL=45.84229
28252219161310741
0.010
0.005
0.000
Movin
g R
an
ge
__MR=0.00337
UCL=0.01101
LCL=0
28252219161310741
0.04
0.02
0.00
Sa
mp
le R
an
ge
_R=0.01363
UCL=0.03508
LCL=0
45.8845.8745.8645.8545.8445.8345.82
LSL USL
LSL 45.82
USL 45.88
Specifications
45.8845.8645.8445.82
B/W
Overall
Specs
Btw 0
Within 0.008048
B/W 0.008048
Overall 0.007277
StDevCp 1.24
Cpk 1.19
PPM-B/W 228.78
Pp 1.37
Ppk 1.32Cpm *
PPM-O 47.78
Capa Stats
Between/Within Capability Sixpack of Combustion Chamber Outer WidthIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.528, P: 0.174
Capability Plot
1~!1 1.~1 1~1
:D
' ' ' - - -,- -- - T-- - -,- -.
--~----~---~--- -I I I
--""'1-- ....fl --+-1 I I
~ ----T---~-- -____ ,~. ___ _. __
01--------1
: :D I __J ~ I
' ' 1 -,----,----r-- r. 1 -~---~----~-- ~
I I I 1---- ---i I I I I ~ ---~---r---T l ___ L ___ L ___ l
01-----------i

104
28252219161310741
36.55
36.54
36.53In
div
idua
l Va
lue
_X=36.54220
UCL=36.55454
LCL=36.52985
28252219161310741
0.016
0.008
0.000
Movin
g R
an
ge
__MR=0.00464
UCL=0.01517
LCL=0
28252219161310741
0.030
0.015
0.000
Sa
mp
le R
an
ge
_R=0.01164
UCL=0.02996
LCL=0
36.5736.5636.5536.5436.5336.5236.51
LSL USL
LSL 36.51
USL 36.57
Specifications
36.5636.5436.52
B/W
Overall
Specs
Btw 0.001089
Within 0.006875
B/W 0.006961
Overall 0.006691
StDevCp 1.44
Cpk 1.33
PPM-B/W 34.30
Pp 1.49
Ppk 1.39Cpm *
PPM-O 16.96
Capa Stats
Between/Within Capability Sixpack of Combustion Chamber Inner HeightIndividuals Chart of Subgroup Means
Moving Range Chart of Subgroup Means
Range Chart of All Data
Capability Histogram
Normal Prob PlotA D: 0.427, P: 0.306
Capability Plot
1::::<'~1 1.~1 1::0+Y:Y±I
--;.----+----· ·-~----~----r--· ~ ---+- --· .
- .,. ~