
1 A3's COMBINED SPRING 2012
45
CONTINUOUS IMPROVEMENT A3 BINDER Volume 2 May 2012 team alaska
-
Upload
paul-monus -
Category
Documents
-
view
21 -
download
7
Transcript of 1 A3's COMBINED SPRING 2012

CONTINUOUS�IMPROVEMENT�
A3�BINDER�Volume�2�May�2012�
�
�team alaska
�

+\GUDXOLF�%LQGHUVSWB# 1488
• When binding sleeves onto a pipe line for repair, the binder system can spin and walk off the line creating multiple hazards.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Installing a sleeve on corrosion areas, the crew would use a pipe wrench and a
chain binder to compress the sleeve onto the line. The bottom of the binder spins on the sleeve to compress the sleeve. With the pressure on the all thread, the all thread would tend to walk down the sleeve causing the binder to rotate and slip. Once the sleeve was in place the crew would weld them out.
• 6$)(7<��Cramped Space, Pinch Points, Stored Energy Release, Line of Fire, Sprains and Strains, repetitive motion, soft tissue injuries.
• 352'8&7,9,7<��Crew averaged 150 sleeve installations last year with 3 crew members averaging 3 hours per sleeve.
• 1350 Man Hours/ Year = $67,500.00
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• The Field pipe crew purchase 4 Enerpac Binders to replace the old chain
binders. This new tool does not rotate, it pushes straight down, eliminating the potential for the tool to walk off the sleeve.
• 6$)(7<��Reduction of hazards around sprains and strains, soft tissue injuries, repetitive motion.
• 352'8&7,9,7<��New tool allows the crew to set up sleeve and make fine adjustments in 1 hour.
• 450 Man Hours/ Year = $22,500.00
• Cost to Implement = $2,500.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Look into purchasing more Enerpac systems so that all crews can utilize these
on multiple sleeve locations.• Group: Maintenance – Field Piping
• Team Members: Mike Gates, Chris Anderson, Joe Talaugon, Cody Redford, Trent Twamley, Cole Henery
• Benefits Reported: Safety, $42,500.00
• Date:
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
20

([FHO�6FDIIROGSWB# 1396
• Have to build scaffold to ceiling beams to hang rigging and then demo scaffold to lift object. Then scaffold has to be built again to remove rigging. Then scaffold must be demo’d again.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Scaffold must be built to ceiling to attach rigging to a beam. Then scaffold is
removed to lift object. Scaffolding must be rebuilt to remove rigging.
• 6$)(7<��Heavy lifting, pinch points, and muscle strains associated with building scaffolding.
• 48$/,7<��Safeway scaffold can be damaged when pins are hammered into cup.
• 352'8&7,9,7<�� 2,210 Man Hours/ Year = $110,500.00
3 Bays of 8’x8’x7’ Scaffold = $8,259.75
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Use Excel scaffolding to mount rigging to. This eliminates the requirement of
tearing down and rebuilding scaffolding to lift object.
• 6$)(7<��Reduced material handling of scaffold and exposure to hazards such as heavy lifting, pinch points, and muscle strains. Excel scaffold does not require tools to erect so scaffolders don’t have to carry tools which could be dropped and reduces harness weight by approximately 20 lbs.
• 48$/,7<��Eliminates hammering pins into cups which eventually requires the pins to be replaced.
• 352'8&7,9,7<��870 Man Hours/ Year = $43,500.00
8’x8’x7’ scaffold = $3,232.25
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Install scaffold where it can be used and utilized for rigging purposes.• Group: Flex Scaffold
• Team Members: Reagan Sawyer, Ryan Piatt• Benefits Reported: Safety, Productivity
• Date: 09/05/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
35

• When we install P-Subs on wells for a Coil Unit, we currently install them with integrals on top. If Slickline or E-line needs to get on the well before the Coil Unit, we have to go back out and install a tree cap bonnet on top of the P-Sub. This results in the S/L or E/L unit waiting until we can get out there and change it over (usually a minimum of 1-2 hours). After Slickline or E-line is done, we have to go back out and re-install the integral for the Coil Unit. This occurs approximately once per hitch (+/- 26 times per year).
• A 24 hr. Slickline unit = $8,238/day = $343/hr.
• An E-line unit = $2,000/hr (Not including the pump/Vac truck(s) if needed.
• Estimated stand-by time for the Slickline and/or E-line units is 52 hours/year at a cost of $17,849 – $104,000.
6$)(7<��Any time work has to be undone and then redone, any hazards associated with the original work are re-visited twice over.
3�6XE�3XPS��3OXJSWB# 1325
• P-Sub rig-ups regularly require re-work to accommodate Slickline or E-line operations
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����If we instead install the new Otix X 1502 Pump & plugs, the E/L or S/L unit would
simply have to pull the plug and stab on. This would eliminate the units standing-by for someone to come out and re-rig the P-Sub for the unit (and then back again for the CTU). It would help standardize P-Sub rig-ups. There are also other applications where we could use the plugs (Poor boys or Rig support).
4" Pump & plug = $2,727.00 Cat. I.D.- 369791 (We think 8 will work.)7" Pump & plug = $3,763.00 Cat. I.D.- 369788 (We think 3 would work.)
Proposed Total cost to implement would be $33,105.00.
If this improvement reduces an E/L Units stand-by time by 16.5 hours, it will have paid for itself!
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• (8) 4” and (3) 7” Pump & Plugs have been ordered. The procedure for these
jobs will be updated to include the Pump & Plug.• Group: Wells Support
• Team Members: Lane Palaniuk, Nick Turner, Chris Bell, Barry Bunnell • Benefits Reported: Safety, 104,000.00
• Date: June 3, 2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
45

([LW�6LJQV�DW�6DJ�5LYHU�&DPSSWB#1254
• Individuals are turning left in the right hand lane and vi versa at the Sage River Camp Exit.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Curently there is just an exit sign at the camp, there are no left or right hand
turn signs. There has been some near misses with trucks almost hitting each other from turning in the opposite direction from the wrong lane.
• 6$)(7<��Major Vehicle Incidents, Injury due to accident
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• We worked with the Sag River Camp authorities and discussed potential
solutions. After working together we decided to install separate right hand turn and left hand turn signs to indicate the separate turn lanes. Now when you approach the exit you can clearly see that you have to turn the direction of the side that you are currently on.
• Cost to Implement = Sag River Camp purchased signs and took care of the install.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• The signs are installed and communication of the new traffic pattern will be
communicated to individuals living at the camp. • Group: CUI
• Team Members: Jake Fennell, Sag River Camp Authorities• Benefits Reported: Safety
• Date: 05/02/11
• Company: CH2M HILL CI Department
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
57
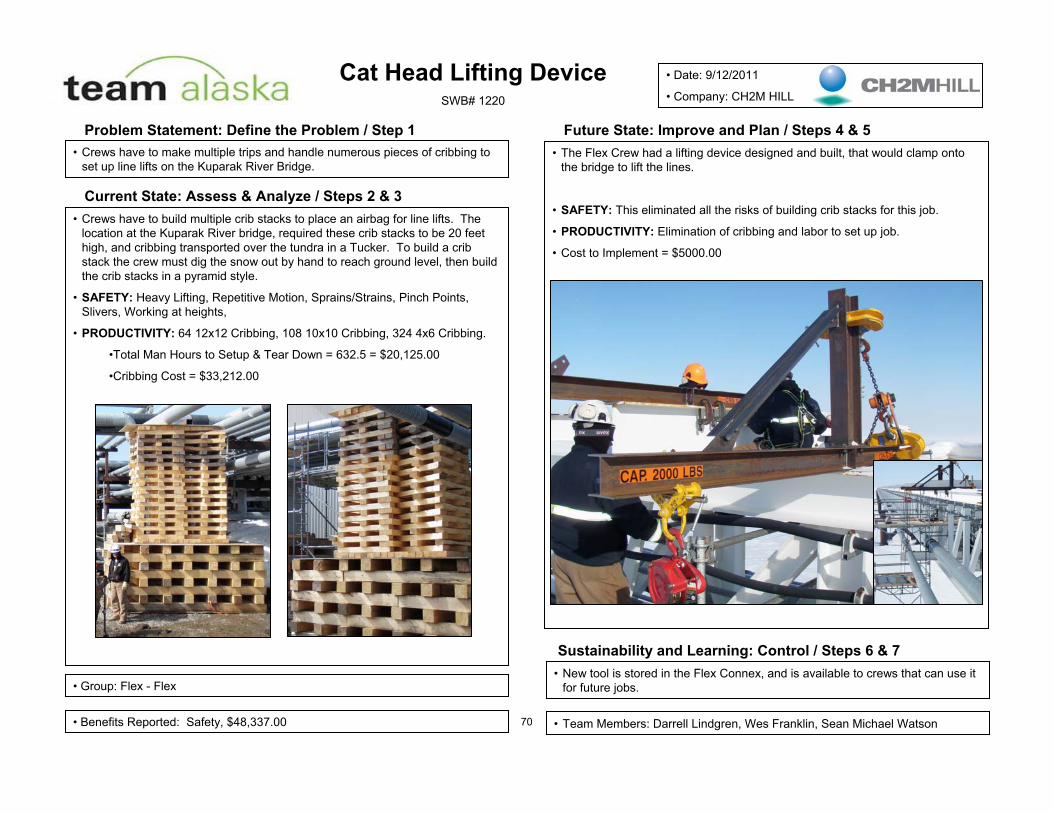
&DW�+HDG�/LIWLQJ�'HYLFHSWB# 1220
• Crews have to make multiple trips and handle numerous pieces of cribbing to set up line lifts on the Kuparak River Bridge.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Crews have to build multiple crib stacks to place an airbag for line lifts. The
location at the Kuparak River bridge, required these crib stacks to be 20 feet high, and cribbing transported over the tundra in a Tucker. To build a crib stack the crew must dig the snow out by hand to reach ground level, then build the crib stacks in a pyramid style.
• 6$)(7<��Heavy Lifting, Repetitive Motion, Sprains/Strains, Pinch Points, Slivers, Working at heights,
• 352'8&7,9,7<��64 12x12 Cribbing, 108 10x10 Cribbing, 324 4x6 Cribbing.
•Total Man Hours to Setup & Tear Down = 632.5 = $20,125.00
•Cribbing Cost = $33,212.00
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• The Flex Crew had a lifting device designed and built, that would clamp onto
the bridge to lift the lines.
• 6$)(7<��This eliminated all the risks of building crib stacks for this job.
• 352'8&7,9,7<��Elimination of cribbing and labor to set up job.
• Cost to Implement = $5000.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• New tool is stored in the Flex Connex, and is available to crews that can use it
for future jobs.• Group: Flex - Flex
• Team Members: Darrell Lindgren, Wes Franklin, Sean Michael Watson • Benefits Reported: Safety, $48,337.00
• Date: 9/12/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
70

+\WRUF�&DUU\�+DQGOHSWB# 1096
• 75 pound Hytorc pump is difficult to carry with two people.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• The Hytorc only has one small handle to carry it by. With the carrying weight
restrictions, we have to utilize two people to carry this unit. Crew members often try to use scaffold material to aid in carrying the pump.
• 6$)(7<��Pinch Points, SIMS Red Zone, Heavy Objects, Dropped Objects, Line of Fire, Soft Tissue Injuries, Sprains and Strains.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Pigging crew went to the Fab shop, and had five new handles fabricated
specifically for the Hytorc Tool. The Handles are longer than the unit is wide, and the crew rubberized the handles for better grip.
• 6$)(7<��Reduced or eliminated Pinch Points, SIMS Red Zone, Dropped Objects, Line of Fire, Soft Tissue Injuries, and Sprains/Strains.
• Cost to Implement = $300.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• This new handle has been built and shared with five different groups that use
the same tool.• Group: Maintenance - Pigging
• Team Members: Josh Jones, Robert Hausser, Mark “Pig” O’Connell• Benefits Reported: Safety
• Date: 11/4/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
99

8QJXDUGHG�+HLJKWVSWB# 1069
DEFINE: STEP 1• Working in hazardous confined space (heights unguarded) in ductwork open to
the ground.
MEASURE: STEP 2• Hazard Recognition
ANALYZE: STEP 3 & 4• Currently, we wear a harness and tie off outside the ductwork to complete task.
This is already a tight area to work in and more difficult wearing a harness.
IMPROVE: STEP 5 & 6• Install bars at the end of the ductwork to eliminate the unguarded heights and
hazardous confined space.
CONTROL: STEP 7• The facility will create a task to install bars in H&V units as P.M’s come
forward.• Group: Integrity Mechanics
• Accountable Representative; Rick Schmidt, Adam O’Neal• Savings Reported: Safety
• Date:2/28/2011
• Document Owner: CH2M HILL CI Department
100

5LJJLQJ�5DFNSWB#1022
• Rigging hung all over, randomly in shop.&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����
• Rigging is being hung over Pipe that's being worked on, over spark shields
weighing them down, making them fall over. Trying to find 2 pieces of
rigging that is the same length is very difficult to do, also, it is difficult to
inspect with the rigging because it is thrown carelessly around the shop.
• 6$)(7<��Tripping hazards due to rigging lying all over the shop, improperly inspected rigging being used, spark shields being knocked over creating sparks to fly everywhere!
• 48$/,7<��The quality of the rigging is being compermised due to being carelessly thrown around the shop. Making an even pick is next to impossible due to having a real hard time finding 2 pieces of rigging the same length.
• 352'8&7,9,7<��Workers mindlessly looking for rigging that matches and in good condition is a great waste of company time, and workers workday.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• A "Rigging Rack" will be implemented. All the rigging in the shop will be hung
on, by order of size and length, onto this rack. By making a central location in the shop for the rigging, it increases man hours to be worked on other projects, increases safety due to easy, proper inspections, and eliminating a defect by not throwing rigging over the __ causing them to fall over.
• 6$)(7<��All rigging in shop is easily identified, as well as inspected. Rigging is not thrown around carelessly, creating a much cleaner work environment, and making less tripping hazards!
• 48$/,7<��Due to the rigging rack, rigging lasts a lot longer, and the quality of the rigging is better, making picks easier, and much more reliable than before.
• 352'8&7,9,7<��Workers no longer have to wonder around the shop in search for rigging, now the rigging is in a centralized location, easily located, and assessable to everyone in the shop!
• Cost to Implement = $825.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• The fab shop implemented this idea about a year ago now, and it is being very heavily
used to this day. A second one may be considered to go to the light duty shop!• Group: Fab Shop
• Team Members: Joe Curry, Rob Bowman • Benefits Reported: Safety, Productivity, Production
• Date:
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
107

%ROW�DQG�%OLQG�5DFNSWB #962
• The current storage for bolts and blinds at the Santa Fe pad are disorganized and difficult to locate.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• The GC1 & GC2 field crew aid in blinding and bolt up for valve removal, and
pipe installation. To complete this task the crew is required to have an inventory of blinds and bolts.
• 6$)(7<��Tripping Hazards, Repetitive Motion, Lifting Hazards, Pinch Points, Falling Objects
• 48$/,7<��Bolt Rack is made of wood. Current Blind Rack was unrated. Materials stored on the floor.
• 352'8&7,9,7<��Time wasted Identifying Blinds.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• The field crew 5S’ed their shop with the help of GC2 purchasing new bolt
racks, and had the blind rack rated by engineering. They also labeled the blinds to make them easier to identify.
• 6$)(7<��Reduction of pinch points, lifting hazards, and potential for falling objects.
• 48$/,7<��Metal Shelves for bolts (1,500lbs Rating/Shelf), removal of material sitting on floor. Blind Rack Labeled with weight ratings.
• 352'8&7,9,7<��Blinds are labeled for easy identification, removal, and replacement.
• Cost to Implement : $7,175.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Blinds are regularly reviewed, Paint pens are on site for labeling as needed.• Group: Flex - SPSR
• Team Members: Felipe Ayala, Clayton Anderson, Anthony Oliveri, Mike Decker• Benefits Reported: Safety, Quality, Productivity
• Date:10/06/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
119

Elephant Trunk Storage
• Elephant trunks are unorganized (laying around in piles) in locations around the plant, causing tripping hazards and lost integrity of trunks.
Current State: Assess & Analyze / Steps 2 & 3
Currently the trunks are lying in piles in several locations and are causing
tripping hazards and trouble when trying to gather them for use.
• SAFETY: Tripping hazards and trouble when trying to gather them for use.
• QUALITY: Good Housekeeping
• PRODUCTIVITY: Inefficient use of manpower when a trunk is needed.
Future State: Improve and Plan / Steps 4 & 5
• SAFETY: Improved housekeeping fewer opportunities to trip over a elephant trunk on the floor.
• QUALITY: Knowing where the tools are located saves time and frustration when the tool is needed.
• PRODUCTIVITY: Improved efficiency in not having to search for elephant trunk when they are needed. Operations has been notified of the three locations where trunk racks have been placed.
• Cost to Implement = $1000,
Sustainability and Learning: Control / Steps 6 & 7• We will build the racks with wheels in the future.
• Group: BP Alaska -- CCP
• Team Members: John Melder, • Benefits Reported: Safety, Productivity, Production, etc.
• Date: 3/18/2011
• Company: BP
Problem Statement: Define the Problem / Step 1
120

'RXEOH�WDJJLQJ�369¶VSWB# 960
• When we repair a PSV we have to still hang the test tag and a rebuild tag on it.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• When PSV’s are tested and repaired 2 tags are installed, a round test tag & a
square rebuild tag. Both tags have the same information on them. When tested only we install a Square brass test only tag.
• 6$)(7<��There is a lot of repetitive motion when stamping out these tags.
• 48$/,7<��None
• 352'8&7,9,7<��It takes 1 minute each to stamp out a round test tag X 3000 tags a year.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• When Tested only we install the Square brass test only tag. When rebuilt we
only install the square rebuild tag.
• 6$)(7<��This minimizes the repetitive motion of stamping out 2 tags.
• 48$/,7<��None
• 352'8&7,9,7<��50 man hours = $1750.00 a year and 3000 tags = $5310.00 a year = $7060.00 per year savings.
• Cost to Implement = 0
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����
• When changes are made in our work we need to look at all things impacted.• Group: Valve & Crane
• Team Members: Tim Hart, Brad Blaylock • Benefits Reported: Safety, $7,060
• Date: 5/16/11
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
121

6SRRO�5DFNVSWB# 936
• Pipe spool storage in yard is cumbersome and difficult to retrieve specific spool pieces for pigging operations.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Currently pipe spools are stored in a horizontal position on pipe racks. When
we need to get a specific spool out of the rack we have to unload part of the rack to get to the specific piece. Spools have a tendency to roll on the rack.
• 6$)(7<��Line of Fire, Pinch Points, Critical Loader Operations, Tripping hazards.
• 352'8&7,9,7<��To complete this task it takes 4 people (1 Loader Operator, 1 Spotter, and 2 people to handle the spools). This task occurs on average of 2 times per day, 3 days per week, 20 weeks per year during pigging operations.
• 640 Man Hours/ Year = $32,000.00
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• The pigging crew ordered 3 Upright Cantilever Racks to store the spools in.
Each rack is rated for 24,000 pounds.
• 6$)(7<��Eliminates pinch points, line of fire issues, and reduces critical loader operations.
• 352'8&7,9,7<��New process only requires 2 people (Loader Operator, and Spotter) to acquire proper spools. This task occurs on average of 2 times per day, 3 days per week, 20 weeks per year during pigging operations.
• 80 Man Hours/ Year = $4,000.00
• Cost to Implement = $3500.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Look into other storage options for out other pigging components (Blinds).• Group: Maintenance - Pigging
• Team Members: Curtis McDaid, Mark O’Connell, Robert Hausser, • Benefits Reported: Safety, $24,500.00
• Date: 9/16/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
122

%ROW�8S�%RRNSWB# 897
• QC is using different bolt up sequence reference cards than the craft, causing them to reject work.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• The bolt up sequence cards used by the craft workers does not always agree
with the bolt up sequence cards used by QC. This causes rejection of work and rework.
• 6$)(7<��Rework exposes the workers to additional hazards unnecessarily due to differences in bolt up sequences.
• 48$/,7<��Having different bolt up sequence reference cards causes quality issues when work is rejected and rework is required.
• 352'8&7,9,7<��Time is lost due to rework and there is confusion as to which bolt up sequence is correct.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Developed a standardized bolt up sequence book which both QC and the craft
workers are now using.
• 6$)(7<��Rework exposes the workers to additional risks.
• 48$/,7<��Both the craft workers and QC are now using the same bolt up sequence reducing rework.
• 352'8&7,9,7<��Productivity is improved due to less rejection of work and less rework.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• New bolt up cards will be distributed to all craft workers.• Group: FMP
• Team Members: Jesus Villasenor, Dave Gibson, Aaron Kalmakoff• Benefits Reported: Quality, Productivity, Safety
• Date: 03/02/2012
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
135

3�6XE�6WDQG�0RGLILFDWLRQSWB# 850
• The trays P-Sub’s sit on need a support or cradle, or larger post to keep gate valves from listing.
• 7” p-subs lean over and put excessive stress on the welded post.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• All the P-sub stands have the same size post; however we have different sized
P-subs. This could be fixed by making size specific stand to go with the right sized P-subs.
• 6$)(7<��When changing out the P-sub valve handles it’s very difficult to safely line up the bolt holes when they lean that far over. The added stress to the post could break off when going down bumpy roads.
• 352'8&7,9,7<��Having the gate valves rest parallel to the ground will make swapping out gate valves much quicker.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• The problem was solved by making size specific stand to go with the right
sized P-subs.
• 6$)(7<��Valves can be changed out without fighting the angle the P-subs were resting at before modifications.
• Cost to Implement = $260.00 to modify each stand.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����
• The modifications have had positive feed back from crew members.• Group: Wells Support, Rig-Up
• Team Members: Dusty Marsh, Dana Urquhart• Benefits Reported: Safety, & Productivity
• Date: 07-09-11
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
Pinch Point
147
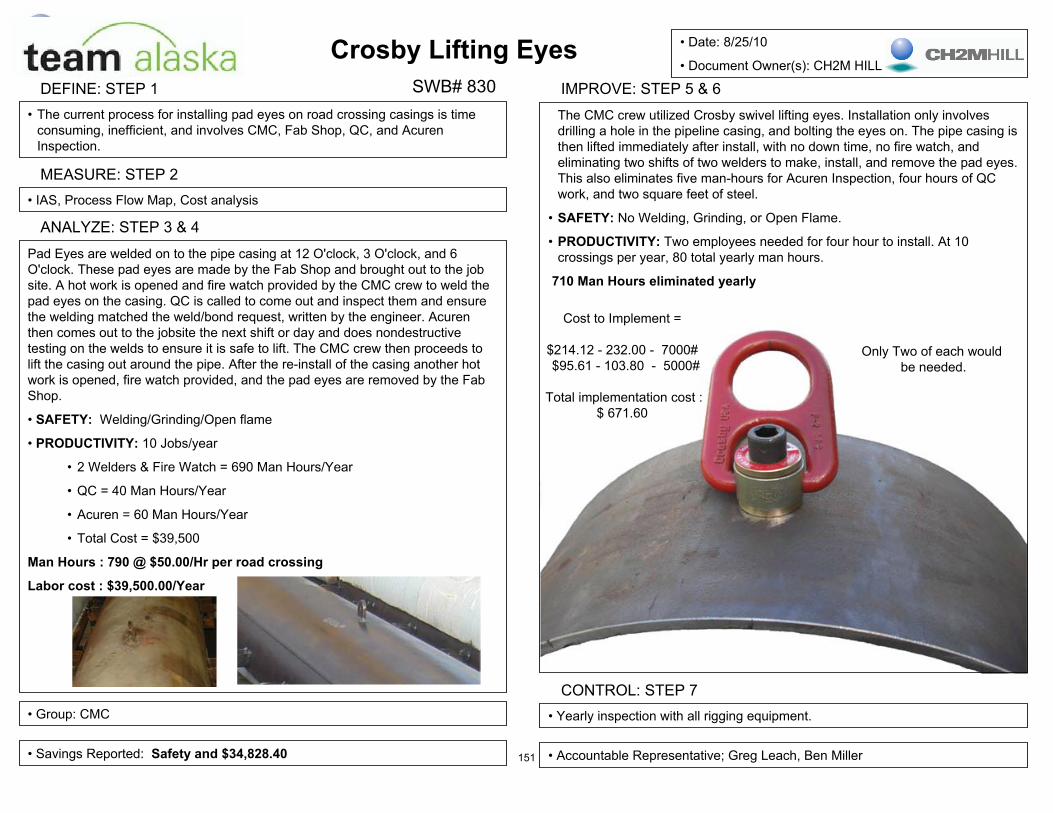
IMPROVE: STEP 5 & 6The CMC crew utilized Crosby swivel lifting eyes. Installation only involves drilling a hole in the pipeline casing, and bolting the eyes on. The pipe casing is then lifted immediately after install, with no down time, no fire watch, and eliminating two shifts of two welders to make, install, and remove the pad eyes. This also eliminates five man-hours for Acuren Inspection, four hours of QC work, and two square feet of steel.
• 6$)(7<��No Welding, Grinding, or Open Flame.
• 352'8&7,9,7<��Two employees needed for four hour to install. At 10 crossings per year, 80 total yearly man hours.
����0DQ�+RXUV�HOLPLQDWHG�\HDUO\
&URVE\�/LIWLQJ�(\HVSWB# 830DEFINE: STEP 1
• The current process for installing pad eyes on road crossing casings is time consuming, inefficient, and involves CMC, Fab Shop, QC, and Acuren Inspection.
MEASURE: STEP 2• IAS, Process Flow Map, Cost analysis
ANALYZE: STEP 3 & 4
Pad Eyes are welded on to the pipe casing at 12 O'clock, 3 O'clock, and 6 O'clock. These pad eyes are made by the Fab Shop and brought out to the job site. A hot work is opened and fire watch provided by the CMC crew to weld the pad eyes on the casing. QC is called to come out and inspect them and ensure the welding matched the weld/bond request, written by the engineer. Acuren then comes out to the jobsite the next shift or day and does nondestructive testing on the welds to ensure it is safe to lift. The CMC crew then proceeds to lift the casing out around the pipe. After the re-install of the casing another hot work is opened, fire watch provided, and the pad eyes are removed by the Fab Shop.
• 6$)(7<�� Welding/Grinding/Open flame
• 352'8&7,9,7<��10 Jobs/year
• 2 Welders & Fire Watch = 690 Man Hours/Year
• QC = 40 Man Hours/Year
• Acuren = 60 Man Hours/Year
• Total Cost = $39,500
0DQ�+RXUV�������#��������+U�SHU�URDG�FURVVLQJ
/DERU�FRVW��������������<HDU
CONTROL: STEP 7• Yearly inspection with all rigging equipment.• Group: CMC
• Accountable Representative; Greg Leach, Ben Miller• Savings Reported: 6DIHW\�DQG�����������
• Date: 8/25/10
• Document Owner(s): CH2M HILL CI Department
Only Two of each wouldbe needed.
Cost to Implement =
$214.12 - 232.00 - 7000#$95.61 - 103.80 - 5000#
Total implementation cost :$ 671.60
151

• Two people are required to lift the 1 ½” rattle gun and Hytorc head because it far exceeds the 40 pound lifting limit. Big valves and Pipe Spools require big sockets, sometimes weighing over 50 pounds by themselves. Add the rattle gun or Hytorc now you exceed 80-100 pounds on just the tool required to do the job. Lifting such heavy tools causes fatigue, sore back, irritation, and increased risk of injury.
• 6$)(7<�
• Long periods of rattling causes soreness in back, hands and arms, creating fatigue and irritation in worker.
• Trying to muscle around a 100 pound tool from bolt to bolt.
• 352'8&7,9,7<�
• 0DQ�+RXUV��About 1456 Man
hours used to rattle up large
stud bolts in the hydro shop,
costing about $72,800.00
IMPROVE: STEP 5 & 6
• A “Yo-Yo” has been implemented to accept the weight of the tool making it practically weightless! The Yo-Yo can be hung from the crane, allowing access to the whole shop, to get above whatever job you’re working on. This tool will eliminate the need for two people getting uncomfortably close to each other. Less fatigue, irritation, and hazards.
• 6$)(7<�
• Lifting the tool from bolt to bolt is completely eliminated.
• Ultimately the amount of time to torque the flange up will be not only be 25% faster, but the quality of the torque will improve greatly due to the lack of soreness in back, hands, and arms.
• 352'8&7,9,7<��
• 0DQ�+RXUV��About 546 man hours used to rattle up large stud bolts in the hydro shop, now costing $27,300.00
,PSDFW�+\WRUF�6XSSRUW�<R�<RSWB# 797
DEFINE: STEP 1• Lifting a heavy impact gun / hytorc head to bolt up flanges in shop.
MEASURE: STEP 2• Cost Analysis, IAS, Hazard Recognition
ANALYZE: STEP 3 & 4
CONTROL: STEP 7• The Yo Yo is available in the Hydro Shop and employees have been properly
trained to use it. • Group: Fab Shop
• Accountable Representative: Chase Griffith, Travis Jacobson, Chad Stigen• Savings Reported: $45,500.00 / year
• Date: 09/24/2010
• Document Owner(s):CH2M Hill CI Department
162

%DWWHU\�3RZHUHG�&DXON�*XQVSWB# 741
DEFINE: STEP 1• Manual application of caulking on jobs, places employees at risk for injuries.
MEASURE: STEP 2• Hazard Assessment, Improvement Analysis sheet.
ANALYZE: STEP 3 & 4• We use a regular hand calking gun to seal seams and metal on jobs.
• 6$)(7<��Carpel Tunnel, Repetitive Motion, Pinch Points, Fatigue, Strains, soft tissue injuries.
• 352'8&7,9,7<��It takes about 15.1 pounds of force per pump on the current caulk guns. There are 50 Pumps per tube. We apply roughly 1296 tubes of caulking a year. 7KLV�HTXDWHV�WR�������������SRXQG�SXPSV�
IMPROVE: STEP 5 & 6• We purchased 2 Dewalt Battery Powered Caulking guns.
• 6$)(7<��All safety Hazards have been reduced.
• 352'8&7,9,7<��It only takes 3.1 pounds of force to pull the trigger on the new tools. You can keep the trigger depressed for the whole tube, with adjustable speed as well. This will reduce repetitive motion considerably.
• Cost to Implement = $239.00 each, Total $478.00
• CatID = 0000341356
CONTROL: STEP 7• Make sure battery chargers are on crews. Share with other crews around the
lease that could benefit from this idea.• Group: Flex – Special Projects
• Accountable Representative; Fred Ervin, Austin Olah• Savings Reported: Safety/ or Cost
• Date: 9/20/10
• Document Owner (s): CH2M HILL CI Department
177

• 6$)(7<��Taking the cribbing from the truck to location involves many hazards like muscle stain, line of fire, heavy lifting, and uneven grounds. Usually the locations are anywhere from 50ft to 100yds away from the truck, each pallet of cribbing has 64 pieces which takes one individual 32 trips back and forth from the truck to unload. This entire process is repeated when the crib stacks are torn down.
• 352'8&7,9,7<��When obtaining the proper amount of cribbing from the Santa Fe lay down yard. We have the assistance of a loader, however when onsite all offloading is done by hand.
5HSODFH�&ULEELQJ�Z�)RDP�%ORFNV�SWB # 694
• Problem Statement: When using cribbing it is hard to haul and you have to make multiple trips back and forth from the truck out to the location. Also when erecting the stack there is a high potential for pinch points and muscle strain.
• Tools Used: Time & Motion. Improvement Analysis, Cost Analysis, Flow Chart
• 6$)(7<��Foam blocks are a great way to reduce all of the hazards listed in the current state.
• 352'8&7,9,7<�� Each Foam Block replaces 28 pieces of cribbing and are light weight and easy to handle.
• A procedure is in the works that will help implement the use of foam blocks whenever possible. They are made and available for use at Santa Fe Pad.
• Group: CUI
• Accountable Representative; William John-Baptist, Douglas Peterson• Savings Reported: Safety, $180,000
• Date:
• Document Owner (s): CH2M HILL CI Department
DEFINE: STEP 1
MEASURE: STEP 2
ANALYZE: STEP 3 & 4
IMPROVE: STEP 5 & 6
CONTROL: STEP 7
195

$QHPRPHWHU�)RU�&UDQHSWB# 663
DEFINE: STEP 1• To take a wind reading before a lifting operation an employee must climb up a
well house with a hand held kestrel.
MEASURE: STEP 2• Hazard Analysis
ANALYZE: STEP 3 & 4
• 6$)(7<��Workers must wear spider gear (fall protection) to climb well-house in order to get wind speed. It’s windy because they are taking a wind reading so there is potential for slips and falls on ladders.
• 352'8&7,9,7<��Worker is unnecessarily climbing to the top of the well house to collect wind speed.
IMPROVE: STEP 5 & 6• We installed an anemometer on the tip of the crane. The crane operator now
knows the wind speed at all times.
• 6$)(7<��This eliminates the worker climbing the well house to take wind speed measurements, reducing the chance of slips trips falls, and spider gear (fall protection). The worker will also limit exposure to the cold, and windy conditions.
• 352'8&7,9,7<��The anemometer on the crane will eliminate the worker harnessing up spider gear to climb the well house saving time and eliminating a step in the lifting process.
• Cost to Implement = $3,500.00
$QHPRPHWHU�PRXQWHG�RQ�&UDQH
CONTROL: STEP 7• The crane operator along with the Tie-In crew will inspect and maintain
Anemometer on a weekly basis. • Group: Wells support.
• Accountable Representative; Bjorn Bork, Adam St. Onge, Keidra Harris, Alicia Harris, Mike Woydziak.
• Savings Reported: Safety
• Date: 4/03/11
• Document Owner: CH2MHILL CI Department
202

/LIW�)RUP�'LJLWDO�$UFKLYHSWB# 655
DEFINE: STEP 1• Disorganization of pipeline lift form locations leading to loss of man hours and
rework.
MEASURE: STEP 2• Specialized Time in Motion
ANALYZE: STEP 3 & 4
• Old Systems: File cabinets with file folders for every pad containing every associated paper lift form.
Problems;
• Packed Cabinets
• Unorganized folders
• Inaccessible from the field
• Repeated work because lift form was: lost, still in a binder not filed, misfiled in the wrong order, missed when the folder was checked, pulled by a previous crew and in the field, or just quicker to redo than drive to the office to check.
• 6$)(7<��Employees exposed to unnecessary driving hazards because of trips to and from the office.
• 48$/,7<��Paper lift forms get damaged and lost.
• 352'8&7,9,7<��Paper lift forms get lost, more paper and man-hours preparing lost documents.
IMPROVE: STEP 5 & 6• New System: Digital archive modeling Layout Sheets organizational system
within the "S:Drive".Solutions:• Quick reference.• Easy online organization.• Easy online back-up.• Familiar organizational format.• Quick print or in-field reference through iRAS.
• 6$)(7<��Minimize driving across the field to check on completed lift
• 48$/,7<��Digital lift forms do not get damaged and are easily copied, printed and backed up.
• 352'8&7,9,7<��Reduces unnecessary trip to job by multiple employees. Less impact on crew waiting for lift forms. The new method has increased field coordination by 25% and overall CUI productivity by an estimated 4%. Translated into an extra 160 locations a year at an average cost of $7,000 per location. 160 x $7,000 = �����������just in production.
• &267�72�,03/(0(17�= 0 cost. Jordan Breshears donated countless hours of his off time to create and implement this process.
CONTROL: STEP 7The Digital Archive is currently being used by the coordination team with great success. • Group:CUI
• Accountable Representative: Jordan Breshears, Josh Hardin6DYLQJV�5HSRUWHG����������������
• Date:2/5/2011
• Document Owner: CH2MHILL CI Department
203

'XVW�VRFNVSWB# 643
DEFINE: STEP 1• While sandblasting in tank dust from ventilating the tank is released into the air and depending on job location the dust can be pulled back into the surrounding mods and or facility.
MEASURE: STEP 2• Hazard Recognition
ANALYZE: STEP 3 & 4• Currently we try to catch as much dust as possible by building filter boxes out
of anything from scaffold and pit liner to wood and facility heater filters when work sites are in close proximity to air inlets, camps, or high traffic areas.
• 6$)(7<��sandblast dust gets into the air and depending on wind direction it can be blown back into mods or facility.
• 352'8&7,9,7<��It takes over one hour to put these boxes with pit liners to catch the dust from the sandblast media together.
IMPROVE: STEP 5 & 6• Marco sales cotton dust socks that fit on the end of are copus fans or vent
trunks, these socks are reusable and fit a variety of different sized vent trunks and fans.
• 6$)(7<��These dust socks eliminate dust from sandblasting from getting into air and facility.
• 48$/,7<��the dust sock will eliminate major cleanup in work areas.
• 352'8&7,9,7<��It takes no more than ten minutes for one man to connect theses dust socks to a copus fan or vent sock.
• Cost to Implement = 1
• 1-10DUSTSOCK20X8 Cotton Dust Sock $643.00
• 1-10DUSTSOCK20X6 Cotton Dust Sock $437.00
CONTROL: STEP 7• How are we going to maintain the Improvement, What are the next steps, or
what are some lessons learned?• Group: TANKS
• Accountable Representative; Jason Davis, Don Miles.• Savings Reported: Safety and/or Cost
• Date:3/22/11
• Document Owner: CH2MHILL CI Department
208

%RUH�6FRSHSWB# 638
DEFINE: STEP 1• Doing wall penetrations creates a hazard due to unknown risks behind the wall.
MEASURE: STEP 2• Improvement analysis, Cost Analysis, Process Flow Map, & Time in Motion.
ANALYZE: STEP 3 & 4
• Currently, when we are doing wall penetrations, we don’t know if we are drilling into a live electrical source, piping, or any other structural member. Then we stick a wire in the hole and spin it to find obstructions. We then repeat the process several times to clear the area of work.
• 6$)(7<��Sprains, Strains, Cuts, Electrocution, Spill, Kick Back from Tools.
• 48$/,7<��The way we do it now there is a lot of rework involved. If we come into contact with anything we have to remap the penetration. Once we have determined a suitable location for the penetration we have to patch all holes from previous attempts.
• 352'8&7,9,7<��294 Man Hours/yr on average spent on Wall Penetrations .
IMPROVE: STEP 5 & 6• With this Bore Scope we will minimize the risks by seeing what we are going to
be cutting into once drilling a hole.
• 6$)(7<��With a bore scope we only have to drill one hole blind, we can then insert a bore scope and see what is behind wall. This eliminates the hazards listed in analyze.
• 48$/,7<��Being able to see what is behind the wall, and accurately placing wall penetration locations, we can eliminate rework.
• 352'8&7,9,7<�
• Estimated 165 Man Hours/yr eliminating the rework.
• Cost to Implement = $5,625.00
CONTROL: STEP 7• Bore Scope is going to be available for all wall penetrations.
• Group: Sheet Metal
• Accountable Representative; Patrick Nelson, Don England, Ben Hamza, Ian Cole• Savings Reported: HSE & $875.00 First year and $6,500 annually after that.
• Date: 7/20/2010
• Document Owner(s):CH2M HILL CI Department
209

/272�7DJVSWB# 633
• Information on personnel and control locks are hard to read and wear off.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• Employees write their name and harmony number on a little sticker then place
it on the lock.
• 48$/,7<��Locks that are unreadable (either worn, or not legible) make it difficult for operations to determine who’s lock it is.
• 352'8&7,9,7<��There is numerous times where locks are unreadable, and operations or leads have to track down who’s lock it is.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Have plastic engraved tags made that can be adhesively attached to the lock.
Udelhoven Shop next to the EOA Halon shop made the tags for us.
• 48$/,7<��The printed engraving does not wear of, making the tag easily readable.
• 352'8&7,9,7<��This will eliminate the time that is needed to track down lock owners.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• All maintenance personnel have received tags for their locks, new tags are
made as needed.• Group: Maintenance - Pigging
• Team Members: Robert Hausser, Mark O’Connell • Benefits Reported: Safety
• Date: 5/9/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
211

/RN�5LQJ�7RROSWB# 516
DEFINE:• Conducting Level 2 Risk Assessments on low pressure system, and shutting
down Fire & Gas Systems to be able to weld inside modules.MEASURE:
• Improvement Analysis, Process Flow Map, Cost Analysis
ANALYZE:
• Currently to conduct our job, we have to obtain a L2RA, Shut Down the F&G System, and produce a Hot Work Permit.
• 6$)(7<��No Fire & Gas Suppression, Arc Burn, Hot Surfaces, Flying Debris, Electrical Shock, Muscle Strain, Fire Watch, Pinch Points, VOH.
• 0DWHULDOV��Grinding Discs, Tig Wire, Argon Gas, Soft Packs, Bisqueen, Fire Blanket, Fuel.
• 7RROV��Hand Tools, Grinders, Porta-Band, Lights, Air Mover, Welding Unit.
• 7RWDO�0DQ�+RXUV�<HDU� ������ ������������
IMPROVE:
• Utilize Lok Ring tool. This eliminates the L2RA, Shutting down the F&G system, and Hot Work Permit. &RVW�WR�,PSOHPHQW�����������
• 6$)(7<��Reduction in Pinch Points and Muscle Strains. All hazards associated with Hot Work have been eliminated.
• 0DWHULDOV��Lok Ring, Emery Cloth
• 7RROV��Lok Ring Tool, Porta-Band
• 7RWDO�0DQ�+RXUV�<HDU� ������ �����������
CONTROL:� Get Implemented Lease Wide, Inform Design & Engineers of this new Process.• Group: Fab Shop – Field Piping
• Accountable Representative; Mike Gates, Josh Parrish• Savings Reported: $132,493.94 & Safety
• Date: 3/26/10
• Document Owner(s):CH2M HILL CI Department
227

'\QR�6FDOHSWB# 493
• Making twenty-four lifts a year, it is difficult to find the exact weight for our critical lifts.
• Hazard Analysis, Cost Analysis
ANALYZE: STEP 3 & 4• In order to make any kind of lift with a boom truck or overhead crane an
employee has to figure out the weight using a specific formula. An Engineer calculates exactly what everything in the lift weighs. This includes anything from the steel to the insulation. If they do not have the information on hand, they call the vendors to figure what the shipping weight of the materials is, such as valves. The information for the lifts are not always accurate.
• 6$)(7<��Making lifts without out known weights, employees could use wrong rigging. Sprains and strains, falling objects, rigging failure, could occur.
• 48$/,7<��Old drawings have weights of equipment on them, but they are not always accurate.
• 352'8&7,9,7<�� ���0DQ�+RXUV�<HDU� �������
IMPROVE: STEP 5 & 6• All the pig launchers/ receivers and associated piping will be weighed using the
dyno and the weight will be stenciled on the material
• 6$)(7<��Using the 100# dyno allows employees to know the weight of tools and materials prior to lift. Using the 100,000# dyno allow crane operator and crew to know the exact lift weight. This will reduce the risk of using the wrong rigging when lifting launchers, receivers, or anything.
• 48$/,7<��All Dyno’s are calibrated every year to make sure they are accurate. Known weights stenciled on tools and materials.
• 352'8&7,9,7<����0DQ�+RXUV�<HDU� ��������
• Cost to Implement = $5,937
CONTROL: STEP 7• Dyno is installed and will be maintained by the CMC Pigging Support crew.
• Group: CMC PIGGING SUPPORT • Accountable Representative; Simon Butterfield, Robert Hausser, Jim McDevitt,
Joe Shaw, Matt Roberts,• Savings Reported: HSE $4,800.00
• Date: 9/17/10
• Document Owner(s): CH2M HILL CI Department
DEFINE: STEP 1
MEASURE: STEP 2
236

&RYHUV�IRU�)ODQJH�)DFHVSWB# 424
• Removing Sticky Adhesive from Flange Faces Before Installation.
• Waste Elimination
• When pipe and valves leave the hydro shop after being tested they are covered with duct tape to prevent snow, dust, and other debris from entering pipe or valve.
• 6DIHW\��There is a large amount of duct tape residue that will require a scrapper or a wire wheel to remove, which involves putting an individual at risk for abrasion.
• 3URGXFWLYLW\��It takes a substantial amount of time to peel the duct tape off the flange.
• Hydro Shop has purchased 8x4 sheets of plastic covered cardboard material and a compass. We have taken measurements of all size flanges so we could pre-cut covers and have them in stock. We also punch 4 holes in the pre-cut cover so they could be tie-wired to the flange faces. With this material we can also write our WO and job location directly onto the cover. This is easily installed and easily removed when out on location.
• 6DIHW\��This new process eliminates the need for scrappers and wire wheels by only having to use a pair of snips to remove.
• 3URGXFWLYLW\��The crews that are installing the hydro tested pipe will no longer have to spend unnecessary time grinding or scraping the flange faces free of duct tape debris. Also Once the Cover is removed the crews can save them in a box and return to the hydro shop and they can be reused.
• We are going to prolong the longevity of this idea by always having the plastic cardboard in stock to make new covers for new flanges at any time.• Group: Fab Shop
• Accountable Representative; Travis Jacobson, Howard Hawkins • Savings Reported: Safety
• Date: 06/07/10
• Document Owner(s):CH2M HILL CI Department
DEFINE: STEP 1
MEASURE: STEP 2
ANALYZE: STEP 3 & 4
IMPROVE: STEP 5 & 6
CONTROL: STEP 7
261

7XQJVWHQ�*ULQGLQJ�0DFKLQHSWB# 379
DEFINE:
• Welders are exposed to numerous safety hazards while sharpening 2% Thoriated Tungsten welding tips.
MEASURE:
•Time & Motion, Improvement Analysis Sheet, Cost Analysis
ANALYZE:
• Welder places Tungsten welding tip into a hand drill. They then proceed to sharpen the tip by rotating the tip on a Belt Sander or Grinder.
• SAFETY; Radio Active Dust, Flying Debris, Repetitive motion, Power tool use, Hot Objects, Cuts/Abrasions
• QUALITY; Bevels are inconsistent between every tip. Tip quality can potentially effect weld quality.
• PRODUCTIVITY; Welders typically spend about 30 minutes on average to sharpen anywhere from 15-20 tips twice daily. There are 6 Welders in the shop that perform this process each day.
• 6 Employees 1 hour/Day = 6MH/Day = 2184 MH/Year
• $510.00 - 6 Sanding Belts, 6 Abrasive/12 Sanding discs eliminated yearly.
IMPROVE:
• Fab shop purchased a “Grinding Machine” designed to sharpen Tungsten welding tips.
• 6$)(7<��Eliminates hazards concerning Radioactive Dust, Flying Debris, and Hot Objects by means of a glycol solution that is circulating within the machine. Repetitive motion, Power tool use, and Cuts/Abrasions are eliminated.
• 48$/,7<��Tips are consistently sharpened to the desired specification every time. Assures a higher quality weld.
• 352'8&7,9,7<��Welders now spend roughly 2 minutes sharpening 15-20 tips.
•6 employees 4 Minutes/Day=0.4MH/Day=������0+�<HDU
CONTROL:
• Tool is now available to everyone in the shop.
• Training is conducted as needed.• Group: Fab Shop
• Accountable Representative; John Jaques, Chase Griffith • Savings Reported: $100,030.00
• Date: 6/22/10
• Document Owner(s): CH2M HILL CI Department
281

&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS�� )XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����
:DWHU�7UXFNSWB# 359
• When washing pipe at the wash bay, it takes about 1hour and 30 minutesto go through the water, in the wash truck. So they have to go to the waterplant and fill up.
• Water washing until water is gone, and then drive over to the waterplant and fill the truck up with water. By this process 3 people arewaiting about 30 minutes each before starting back up and washingagain. Which equates to around 90 minutes total of down time per fill up.They fill up 2 to 3 times a day if left washing pipe continually. Average 3 to 4
days a week in the wash bay washing.The Truck has two 300 gallon water tanks in it, for a total of 600 gallons.
• 6$)(7<��With any amount of drive time there are risk involved.
• 352'8&7,9,7<��120 man hours a year costing $5,893.33
• We have made arraignments for the WOA water truck fill our tank during their rout.
• 6$)(7<��Less driving around field make less of a chance to get in a accident.
• 48$/,7<��Good management of our recourses and tools
• 352'8&7,9,7<��Its saving man hours and the extra fuel running to get the water.
• Cost to Implement = $0.00
• We have set up a regular schedule for the water to come at certain times during the day. Also we have set up radio contact with them if we need them earlier.
• Group: Flex
• Accountable Representative; Tad Bordelon, Clayton Anderson, Austin Olah• Savings Reported: Safety and $5,893.33
• Date:2/7/2011
• Document Owner: CH2MHILL CI Department
290

3ODVPD�%HYHOLQJ�0DFKLQHSWB# 222
DEFINE:• Oxy Acetylene Beveling machines can not be used on Stainless Steel Material.
MEASURE:• Time & Motion, Hazard Assessment
ANALYZE:• Stainless Steel Pipe had to be Cut on the Band Saw – 13 Minutes
• Worker had to Hand Grind a Bevel – 7 Minutes
• Handling Material, Move pipe to Band Saw, Move Pipe to Station – 10 Minutes
• Safety: Flying Debris, Ergonomics, Inhalation of Particles
IMPROVE:• Install Straight barrel Plasma head onto Beveling machine
• Wire a Dead Man Switch- For Power on and off
• Setup & Cut – 4 Minutes
• Safety: Reductions in Flying Debris, Ergonomics, Inhalation Hazards
CONTROL:• Look into using this set up for the Silhouette Machine, and other Carbon Steel,
and Aluminum Applications.• Group: Fab Shop
• Accountable Representative; Andy Kilby, Phillip Edwards, Clyde Swaby• Savings Reported: HSE & 87% Increase in Productivity
• Date: 3/29/10
• Document Owner(s):CH2M HILL CI Department
317

+DQG�:ULQJHUSWB# 214
DEFINE: STEP 1• Oily Waste Bags are Rejected Because of Standing Fluid in Bags
MEASURE: STEP 2• Improvement Analysis, Process Flow, Cost Analysis
ANALYZE: STEP 3 & 4The individuals are currently reopening returned oily waste bags to drain fluid and remove contents. The Rags are then hand wrung and placed on the drain to drip dry.
• 6$)(7<��Skin Contact with Fluids, Tripping Hazards from Rags Left on Drain, Poor Ergonomics, Repetitive Motion.
• 352'8&7,9,7<��Saturated rags must be wrung out by hand and then are left on drain to further eliminate fluid from them.
IMPROVE: STEP 5 & 6Oily Waste is now inspected, if fluid exists employees can ring out the rags without coming into contact with hazardous waste.
• 6$)(7<��Minimizes Previous Hazards Listed
• 352'8&7,9,7<��Bags do not get returned because they are inspected and wrung prior to processing. The savings in travel time over the course of a year is 116.3 hours, this is equal to $10,833
CONTROL: STEP 7• Hand wringer has been purchased and is in use. Bags are inspected and wrung
before pick up. No oily waste bags are returned.• Group: Wells Support
• Accountable Representative; Paul Edwards, Brad Bailey• Savings Reported: Safety and $10,833
• Date: 07/09/10
• Document Owner(s):CH2M HILL CI Department
319

+HDW�6KULQNSWB# 162
DEFINE: STEP 1• Valves, Mud Boxes and their contents are subjected to the harsh north slope
environment and becoming damaged and/or deteriorating the contents which is requiring them to be reworked.
MEASURE: STEP 2• Improvement Analysis Sheet, Cost Analysis
ANALYZE: STEP 3 & 4• Valves are stored after being disassembled, painted, and prepped while
awaiting new replacement parts. At this point the valve is placed in a plastic sleeve and/or placed in a wooden mud box to be stored for up to 3 years.
• 6$)(7<��Lifting, Repetitive motion, Flying Debris, Chemical Exposure, Strains, Dropped objects, Hand injuries from Cuts, Punctures, and Abrasions.
• 48$/,7<��Every Valve that comes in (100%) have to be reworked and re- cleaned to install new parts. Rust, corrosion, and Paint Chipping.
• 352'8&7,9,7<��Rework- Cleaning Valves from storage;
• 5460 Man Hours/ Year = $273.000
• 200 Grinding Wheels, 180 Cans of Orange Solve (Cleaner), and 4 Rolls of Visqueen = $3,415.68
IMPROVE: STEP 5 & 6• Protect the Valves, Mud Boxes, and parts by using marine grade heat shrink
wrap. This would eliminate and/or reduce the contents exposure to the elements.
• 6$)(7<��All the hazards associated with re-cleaning the valves will be reduced/eliminated.
• 48$/,7<��With reducing the exposure to the elements, the valves, and parts will be less likely to rust, corrode, or have the paint chip out.
• 352'8&7,9,7<��Prepping Valves for new parts;
• 546 Man Hours/ Year = $27,300.00
• Cost to Implement = $1,078.00
CONTROL: STEP 7• Pilot a success, new procedure will be added for the storage of valves and
employees will be trained on the use of shrink wrap. • Group: Integrity - ANSI
• Accountable Representative; Richard Knight, Jason Holta• Savings Reported: HSE & $248,037.68
• Date:9/17/10
• Document Owner(s):CH2M HILL CI Department
332

Floor PenetrationsSWB# 156
DEFINE:• Gaping holes in floor penetration.
MEASURE:• Improvement Analysis Sheet
ANALYZE:• 4” Tall Toe boards are installed around the edge of Floor Penetrations. This
leaves a gap that presents potentials for Falling Objects, and Tripping Hazards.
• To Install these Toe Boards we have to reach through the gratings to get the nuts on the bottom of the toe board bolts.
• 6$)(7<��2YHU�H[WHQGHG�LQ�WKH�UHG�]RQH��SRWHQWLDO�RI�GURSSLQJ�WRROV�RU�PDWHULDO�RQ�RWKHUV�RU�SURFHVV�HTXLSPHQW�
IMPROVE:• FUTURE STATE: Fabricate a plate and clamp system for sized pipe and
penetration. This would allow the individual to work in front of him/her and eliminate any potential dropping hazard and no need to be over extended in to the red zone. No need to weld of drill holes in facility eliminating the need for hot work permit to install this system.
• Cost to Implement
• 5 Man Hours to Fabricate= $250.00
• Currently Material used is scrap.
CONTROL:• MOC on this new system
• Share with all facilities.• Group: Projects - Projects
• Accountable Representative; Jesus Villasenor, David Gibson, Adrian Carrasco • Savings Reported; 6$)(7<
• Date: 2/23/10
• Document Owner(s):CH2M HILL CI Department
335

6XSHU�&ULE�7LH�2IISWB# 44
• When working over six feet unguarded, employees are required to tie off. No adequate tie off point when working off of a Super Crib.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• When working on crib stacks, employees would tie off to a process line if
available. If not they would tie off to the line that they were lifting.
• 6$)(7<��Slugging Lines (Tied off to), Operator Error, Tying off to a suspended load, Falling, Not tied off from a vertical anchor point.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Designed and built a tie off point that can be mounted in any of the four
pockets on a crib stack. This allows the employees to safely tie off at all locations. The tie off point is removable to allow the super cribs to be placed in location without hitting the process lines.
• 6$)(7<��This solutions has eliminated the issues with tying off to process lines, or suspended loads.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Tie Offs are tagged and on a annual inspection schedule• Group: Projects – Field Managed Projects
• Team Members: Justin Frank, Brad Phelps, Leo Landry, Jeff Lacher, David Gibson, Ryan Pierce
• Benefits Reported: Safety
• Date: 4/9/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
362

,QVXODWLRQ�&RQWDLQPHQWSWB# 38/353
DEFINE:• While stripping pipeline insulation a lot of debris is created. This must be
contained and cleaned up.
MEASURE:• Tools Used; Rake, Trash Bags
ANALYZE:• CURRENT STATE
A piece of poly is cut and used as a containment. This makes for a very slippery work surface that catches insulation, snow, and wind. While cleaning up the insulation, it is nearly impossible to separate the insulation from the snow. A decent amount of snow ends up getting bagged up and thrown into a dumpster. Last year we used roughly 97 rolls of poly for insulation containment, at $183.92 per roll, for a total of $17,840.24.
IMPROVE:
• FUTURE STATE
A fine mesh net is placed under the pipeline location to be stripped, as it is a net the wind does not catch it. The insulation falls onto the net. When it comes time to clean the insulation up the snow is allowed to fall out of the net separating it from the insulation reducing the weight of the trash bags. Utilizing these nets instead of poly greatly reduces waste on the jobsite also.
• Group: CUI
• Accountable Representative; Chris Aumick, Aaron Moore, Ben Miller, J. Brett Dupont• Savings Reported; Safety, $15,886.40
• Date:3/20/2010
• Document Owner(s): CH2M HILL CI Department
CONTROL:• Make available to all crews for insulation containment
New product is a polyester ventilating mesh trap. Supplied by McMaster-Carr item # 7871T55, each unit is $162.82. Supplying CUI with one for each crew plus an additional 4 as extra, the total would be 12 units. A total of $1,953.84 in materials.
363

6FDOH�IRU�)RUNOLIWSWB# 35
DEFINE: STEP 1• No way to determine load weight
MEASURE: STEP 2• CI Package Tools Used (IAS, Time & Motion, Etc.) Supporting Data?
ANALYZE: STEP 3 & 4• With out a way to weight the mud boxes we are just estimating the weight.
• 6$)(7<��Over loading docks and forklift
• 352'8&7,9,7<��Having to look up or call vendor for valve or parts weight.
IMPROVE: STEP 5 & 6• Install scale on fork lift to weigh all material
• 6$)(7<��This eliminates the possibility of over loading the fork lift and dock.
352'8&7,9,7<��Can have weight of material just by picking it up with the for lift.
• Cost to Implement = $2750.00
CONTROL: STEP 7• How are we going to maintain the Improvement, What are the next steps, or
what are some lessons learned?• Group: ASNI Shop
• Accountable Representative; Jason Holta, Richard Knight, Ron Marshall, and ANSI SHOP
• Savings Reported: HSE
• Date: 1/11/11
• Document Owner: CH2MHILL CI Department
364

End Cap Rack SWB# 34
DEFINE:• Problem Statement:
• It takes too much time to find a piece of metal in our current scrap metal bin to use for an end cap.
• We are usually trying to make the end caps as quick as possible due to field crews waiting on them. We just grab a piece of metal close to the size we need and more metal gets wasted then need be.
MEASURE:• Tools Used; Time and Motion, Process Flow Map, Cost Analysis
ANALYZE:• CURRENT STATE
IMPROVE:• FUTURE STATE
• End cap blanks are now pre fabricated during down time and stored in this rack.
• Rack is placed directly above machine to reduce time away from the machine getting metal.
• Pre fabricating our end caps eliminated 25% of the waste.
• Using the practice of Load Leveling we increased efficiency by almost ��WLPHV�
This was done by utilizing down time to find the best layout for scrap metal.
CONTROL:• Rack is separated into individual segments for each size of metal and labeled
by pipe size and insulation thickness being used.• Group: CUI
• Accountable Representative; Richard Derkevorkian• Savings Reported; $12,902.93
• Date:3-1-10
• Document Owner(s):CH2M HILL CI Department
365

=RRP�ERRPSWB# 32
• The limited ability to rent front end loaders as needed for multiple crews with in group.
• Cost Analysis, Time and Motion, Improvement Analysis
• All equipment for the projects crew is rented. This introduces a number of inadequacies. The equipment is not always available when requested and the maintenance is substandard. When equipment brakes or has to be serviced, the job gets shutdown due to lack of equipment to replace it. In some cases a job could be shutdown for weeks. Due to the vast array of work performed by the group we use numerous pieces of equipment.
• 352'8&7,9,7< �750 MH/Year OSI
• Total cost per year = $267,010.00
• There are multiple needs throughout the projects group for fork-lifts, loader, boom-trucks and cranes. Projects uses at least two loaders through the summer as well as boom-trucks and cranes and up to four loaders through the winter on a constant basis. Most everything we use the loaders for can be handled by the use of zoom-booms and in curtain jobs this could replace the need to rent a boom-truck or crane. Instead of renting a piece of equipment for years on end or various pieces form time to time. Zoom-booms are the most effective fork-lift, loader, boom-truck, and or crane within project group because of the versatility. Zoom-booms have eliminated the need for us to rent cranes or boom trucks with operators. They are very effective in all that we do within projects and WSI.
• Total cost to Implement = $105,600.00
Zoom-boom will be put on a maintenance schedule with shop at CH2M base for regular scheduled pms.• Group: FMP
• Accountable Representative; Shane Martin, Scott Terrell, Jesse Miller, David Gibson, Justin Frank, Don Miles
• Savings Reported: $161,410.00
• Date:1/24/2011
• Document Owner(s):CH2M HILL CI Department
DEFINE: STEP 1
MEASURE: STEP 2
ANALYZE: STEP 3 & 4
IMPROVE: STEP 5 & 6
CONTROL: STEP 7
367

6NLQQ\�3DQVSWB# 21
• Lack of skinny pan inventory in the shop creates more hazards and work for scaffold builders.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����• When we build scaffold, pans are used to create the deck surface. Pans are
nine inches wide, and depending on the width of the scaffold can create a gap. When there is a gap in decking workers must cut and fit plywood or planks and fit them to the deck. Gaps from one inch to 18 inches is covered with plywood, anything over 18 inches is planked.
• 6$)(7<��Material handing, sprains and strains, soft tissue injuries, flying debris, cuts/abrasions, splinters, repetitive motion, potential tripping hazards.
• 48$/,7<�� When wood is used to cover gaps in scaffold deck, there can be an uneven surface/lip of ¾ inch to two inches.
• 352'8&7,9,7<�� On average crews do 2 scaffolds per week requiring plywood/planking.
•598 Man Hours/Year =$29,900.00
•200 Sheets of Plywood =$6,326
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• Skinny pans will eliminate the work of cutting and fitting plywood and plank on
many locations. Skinny pans are six inches wide and they fill the gap between the nine inch pans.
• 6$)(7<��Material handling, sprains and strains, soft tissue injuries, flying debris, cuts/abrasions, splinters, repetitive motion will be reduced, from less material handling, potential tripping hazards will be eliminated.
• 48$/,7<��Decking is uniform height.
• 352'8&7,9,7<��Skinny pans are placed along with other pans.
•52 Man Hours/Year =$2,600.00
• Cost to Implement: $12,746
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Skinny pans will be stocked at the Scaffold shop, and inventory requirements
reviewed on a regular basis.• Group: Flex-Scaffold
• Team Members: Jeff Murphy, Ryan Piatt • Benefits Reported: Safety, Productivity.. Savings of $22,180
• Date:07-18-2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
369

Clean & DipSWB# 2
DEFINE:• Accumulation of Hazardous waste as a result of cleaning paint equipment with
Paint Thinner. Safety Hazards.
MEASURE:• Improvement Analysis Sheet, Cost Analysis
ANALYZE:• Currently it takes 1 Employee 30 minutes to clean a paint gun with Paint
Thinner.
• 182 Man Hours a Year
• 6$)(7<��06'6��+D]DUGRXV�&RPSRQHQW�&$6��3(/�7/9��Stoddard Solvent 8052-41-3 500 ppm 100 ppm, 1,2,4 Tri Methyl Benzene 95-63-6 10 ppm (TWA)
3ULPDU\�5RXWHV�RI�([SRVXUH��Skin Contact, Eye Contact, Inhalation, Potential Acute Health Effects:(\H��Contact may cause eye irritation.6NLQ��May cause skin irritation. Repeated or prolonged contact with skin may cause dermatitis.N/A: Not Applicable N/D: Not Determined N/E: Not Established N/R: Not Required Est.: Estimated,QJHVWLRQ��May be harmful if swallowed. This material may pose an aspiration hazard.Swallowing the liquid may cause aspiration into the lungs with the risk of chemical pneumonitis.The substance may cause effects on the central nervous system. This substance may cause gastrointestinal tract distress and central nervous system depression.,QKDODWLRQ��High vapor concentrations may be irritating to the eyes, nose, throat and lungs.3RWHQWLDO�&KURQLF�+HDOWK�(IIHFWV��The substance may defat the skin. This substance may haveeffects on the central nervous system.Target Organ: Eyes, skin, respiratory system, central nervous system, kidneys.
• 8 Paint Guns needed
to be replaced. $2,400.00
• Hazardous Waste Disposal
• $163.62
IMPROVE:• &OHDQ�1�'LS�is an environmentally friendly product that has two functions.
When sprayed through a spray gun and paint sprayer, it is an effective cleaner. Spray tips, guns, and other metal parts can be soaked in this safe stripper/cleaner for effortless paint removal. &OHDQ�1�'LS�can be strained and reused over and over again. &OHDQ�1�'LS�is water based, non-flammable and will not corrode metal parts and will not pit aluminum. It contains no methylene-chloride, caustic or other harsh chemicals and easily cleans up with water.
• 1 Employee 1 Minute 3x a week = 2.6 Man Hours / Year
• This product has also been used to clean up other pieces of Equipment that could not be cleaned with thinner.
• Cost to Implement; $50.00 / 5 Gallons
CONTROL:• Share successes with other groups that could use this product.
• Group: Projects - Tanks
• Accountable Representative; Brian Berkbigler, Will Beery, Ceaser Lopez• Savings Reported; +6(�� $12,083.62
• Date: 2/23/10
• Document Owner(s): CH2M HILL CI Department
371
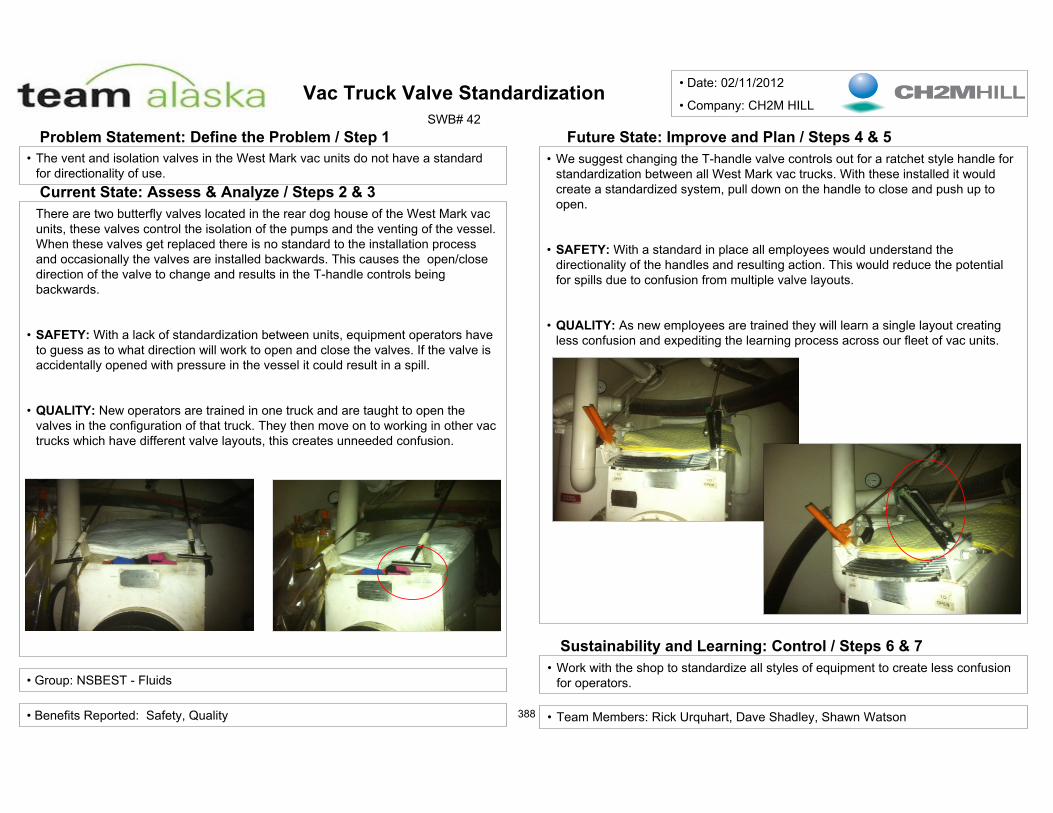
9DF�7UXFN�9DOYH�6WDQGDUGL]DWLRQSWB# 42
• The vent and isolation valves in the West Mark vac units do not have a standard for directionality of use.&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����
There are two butterfly valves located in the rear dog house of the West Mark vac units, these valves control the isolation of the pumps and the venting of the vessel. When these valves get replaced there is no standard to the installation process and occasionally the valves are installed backwards. This causes the open/close direction of the valve to change and results in the T-handle controls being backwards.
• 6$)(7<��With a lack of standardization between units, equipment operators have to guess as to what direction will work to open and close the valves. If the valve is accidentally opened with pressure in the vessel it could result in a spill.
• 48$/,7<��New operators are trained in one truck and are taught to open the valves in the configuration of that truck. They then move on to working in other vac trucks which have different valve layouts, this creates unneeded confusion.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• We suggest changing the T-handle valve controls out for a ratchet style handle for
standardization between all West Mark vac trucks. With these installed it would create a standardized system, pull down on the handle to close and push up to open.
• 6$)(7<��With a standard in place all employees would understand the directionality of the handles and resulting action. This would reduce the potential for spills due to confusion from multiple valve layouts.
• 48$/,7<��As new employees are trained they will learn a single layout creating less confusion and expediting the learning process across our fleet of vac units.
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Work with the shop to standardize all styles of equipment to create less confusion
for operators.• Group: NSBEST - Fluids
• Team Members: Rick Urquhart, Dave Shadley, Shawn Watson• Benefits Reported: Safety, Quality
• Date: 02/11/2012
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
388

2XWVLGH�$LU�,QWDNH�&RYHUBSWB# 41
DEFINE: STEP 1• Air intake on the Kenworth tractors needs to be closed during winter to keep snow from blocking air filter. Current flappers when wired closed continue to allow snow intake to the filter causing damage to engine.
MEASURE: STEP 2• Improvement analysis, Cost analysis
IMPROVE: STEP 5 & 6)8785(�67$7(��Approximately 60 Kenworth tractors will have permanent air intake covers installed resulting in no intake of snow clogging air filters. This will eliminate driver and mechanic maintenance of air box flappers.
6$)(7<�
•No engine failure resulting in loss of cab heat for driver
•No unnecessary climbing to replace filters or repair of air box
48$/,7<�
•The flapper arm assembly will not be bent •A permanent fix will save major damage to tractor engines and air box assembly
352'8&7,9,7<�
•Installation of one permanent air intake cover per Kenworth will save approx. one engine per year at a cost savings of $36,650.
•Eliminated labor costs associated with seasonal air box set up
•Cost to Implement = $2,475 for 60 Units
CONTROL: STEP 7� Install on trucks as PM’s are being conducted. Installation is inexpensive and
would save engine failure and would eliminate putting the driver in a hazardous situation.
• Group: Fluids
• Accountable Representative; Jim White• Savings Reported:$36,650
• Date: 11/21/10
• Document Owner(s):CH2M Hill CI Department
CURRENT STATE- Air box is currently wired closed with mechanics wire causing damage to the spring arm and flapper assembly. This damage causes inefficient closure of flap and allows for continued intake of snow to the filter.6$)(7<��•Driver is exposed to slips and falls in wiring of air box and replacement of filters•Clogged air filter will cause engine shut down leaving driver stranded and exposed to severe winter conditions48$/,7<�•Replacement of air box parts•Waste of materials•Loss of Revenue for tractor•Excessive Shop labor352'8&7,9,7<�
•a make shift fix that is subject to failure•On average we lose 1 engine per year due to this failure. Approximate engine replacement range from $30,000 to $36,000.
ANALYZE: STEP 3 & 4
389

)XHO�7UXFN�372�6ZLWFKBSWB# 032
DEFINE: STEP 1Equipment fuel truck fuels 75+ trucks each day. PTO switch is located inside tractor cab at center of dashboard and not accessible without climbing into truck each time to engage.
MEASURE: STEP 2CI Package Tools Used: Time & Motion, Supporting Data
ANALYZE: STEP 3 & 4Fueler must climb in and out of truck cab 50 to 160+ times per day to engage PTO when fueling equipment by the flip of a switch.
6$)(7<��Increased possibility of slips, trip and falls while mounting steps and reaching across driver’s seat.
48$/,7<��PTO switch is located in center of dashboard instead of being accessible to operator from door opening. The emergency flasher switch is located on the left side of steering wheel.
352'8&7,9,7<��Since the fuel truck is an automatic, only a flip of the switch is needed. The swapping of PTO for Emergency Flasher switch can be made by some simple wiring behind the dash.
IMPROVE: STEP 5 & 6Exchanging places with the existing emergency flasher switch the PTO switch can be mounted on the left side of steering wheel. A driver can engage PTO while standing on the ground. The emergency flasher switch can then be accessed on the right side of steering wheel which is still in a great location.
6$)(7<�
•No continual climbing of tractor steps eliminates trips and falls hazard.
•Less driver fatigue when fueling many trucks.
48$/,7<��PTO switch is accessible from the driver’s door for driver’s ease of access 50 to 160+ times a day.
352'8&7,9,7<��Remove front dash panel and rewire the emergency flasher switch with the PTO switch. 4-1/2 hours labor and $102.55 parts.
Cost to Implement: Labor & Parts $598.34
CONTROL: STEP 7� A simple and inexpensive fix eliminated multiple climbs per day.• Group: Base - Casual
• Accountable Representative: Heath Donnelly and Laurie Shepard• Savings Reported: Safety
• Date: 10/30/2010
• Document Owner(s):CH2M Hill CI Department
2ULJLQDO�ORFDWLRQ�RI�372�6ZLWFK
1HZ�372�6ZLWFK�ORFDWLRQ�LVDFFHVVLEOH�IURP�WKH�JURXQG
390

5LJ�0DW�%XQNVSWB# 27
• Rig mats sliding off trailers while they are being loaded and unloaded is a safety issue. If a rig mat slides off a trailer it would be considered a dropped object and could cause property damage or personal injury.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����
• Using a Loader during Rig moves we load Rig Mats on trailers dozens of times as the rigs advance down the road. When loading/unloading, it is difficult to get the forks under a mat without the mats sliding off the backside of the trailer . The operator has the potential to push a mat off the backside as he inserts his forks into the stack of mats.
• 6$)(7<��Falling mats present a hazard to life and property. We have had 1 dropped object incidents with this process. There have also been near misses reported.
• 352'8&7,9,7<��When Rig Mats slide the loader must stop what they are doing, drive to the other side of the trailer, repositions the load, then drive back and pick up the initial load.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����• CH2M HILL Specialty Division drivers saw a need for racks similar to pipe
bunks but one sided for easier loading and unloading of rig mats. CH2M HILL Base Welders designed and fabricated new Rig Mat Bunks.
• 6$)(7<��With the Rig Mat Bunks installed, mats will not slide off the back of trailer eliminating dropped objects and possible injury or damage from them.
• 352'8&7,9,7<�� Loaders do not have to stop what they are doing to reposition mats to properly load and unload, increasing productivity.
• Cost to Implement = $10,500.00
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• Even though we have moved rig mats for decades without serious incident, we
taken it upon ourselves to seek out new solutions to potential hazards. • Group: NSBEST - Specialty Division
• Team Members: Mark Pazo, Eric Shiel, Scott Ward, Ron Goodwin, Richard Eckstein, Mike Larson, Harold Lee, David Shadley
• Benefits Reported: Safety, Productivity
• Date:9/11/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
391

0HFKDQLFDO�6WDLU�&OLPEHUSWB# 24
Safely moving heavy and bulky items up the stairs.
&XUUHQW�6WDWH��$VVHVV��$QDO\]H���6WHSV�����When NSBEST receives materials for the office area, employees have to manually move loads up the stairs. This task requires the individual to obtain a spotter to carry the load up the stairs.
• 6$)(7<�� Backs are commonly put into a compromising position as employees move loads up the stairs. Employees risk: falling down the stairs with their load, dropped objects, strains, sprains, soft-tissue injuries, pinch points, overextending/cramping.
• 48$/,7<���Ascending stairs causes the load to bounce, shift, and occasionally fall and receive damage.
• 352'8&7,9,7<���This task requires two people to complete. One to move the items and one to spot. Only being able to move 40 pounds at a time, multiple trips are required.
)XWXUH�6WDWH��,PSURYH�DQG�3ODQ���6WHSV�����NSBEST purchased an Escalera MS-1-72 mechanical stair climber to simplify moving loads up the stairs
• 6$)(7<��Elimination of back injuries. Reduction of: risk of falling down the stairs, dropped objects, strains, sprains, soft-tissue injuries, pinch point, overextending/cramping.
• 48$/,7<��Mechanized action eliminates load bouncing. Load straps eliminate load shifting, greatly reducing transport-related damage.
• 3URGXFWLYLW\��Only one person is required to move loads up to a 1200 lb capacity.
• &RVW�WR�,PSOHPHQW�= $2200
6XVWDLQDELOLW\�DQG�/HDUQLQJ��&RQWURO���6WHSV�����• NSBEST plans to share the results of using the Escalera MS-1-72 with other
groups, particularly those with parts or inventory rooms. • Group: NSBEST – Fluids
• Team Members: Paul Pochatko, Dave Shadley• Benefits Reported: Safety, Productivity.
• Date: 8/15/2011
• Company: CH2M HILL
3UREOHP�6WDWHPHQW��'HILQH�WKH�3UREOHP���6WHS��
393
















![AKR 3/(R) A3 - AKR 4/(R) A3 - akarasansor.comR)_A3_20160209_103327.pdf · $ +ó] 5HJ¾ODW¸U¾ AKR 3/(R) A3 - AKR 4/(R) A3 AKR 4/(R) A3 AKR 3/(R) A3 $ * 9(1/ . 67$1'$57 + A3 SAFETY](https://static.fdocuments.us/doc/165x107/5ecc1d0dd33b5279e8267d6d/akr-3r-a3-akr-4r-a3-ra320160209103327pdf-5hjodwu-akr.jpg)

