- Sartoriusmicrosite.sartorius.com/fileadmin/newsletter/france/PDF/Issue_8/... · SGS is a leading...
52
The Science & Business of Biopharmaceuticals INTERNATIONAL REALIZING THE POTENTIAL OF CAR-T CELL THERAPIES BioPharm International MAY 2016 Fill-Finish I Single-Use Systems I Raw Materials Volume 29 Number 5 May 2016 Volume 29 Number 5 PEER-REVIEWED IDENTITY TESTING OF MULTI-COMPONENT CELL-CULTURE MEDIA QUALITY ENSURING THE VIRAL SAFETY OF BIOTHERAPEUTICS OUTSOURCING OUTSOURCING OF BIOMANUFACTURING IN 2016 www.biopharminternational.com
Transcript of - Sartoriusmicrosite.sartorius.com/fileadmin/newsletter/france/PDF/Issue_8/... · SGS is a leading...

The Science & Business of Biopharmaceuticals
INTERNATIONAL
REALIZING
THE POTENTIAL
OF CAR-T CELL
THERAPIES
Bio
Ph
arm
Intern
atio
nal
MA
Y 2
016
Fill-F
inish
I Sin
gle
-Use
Syste
ms I R
aw
Mate
rials
Vo
lum
e 2
9 N
um
ber 5
May 2016
Volume 29 Number 5
PEER-REVIEWED
IDENTITY TESTING OF
MULTI-COMPONENT
CELL-CULTURE MEDIA
QUALITY
ENSURING THE
VIRAL SAFETY OF
BIOTHERAPEUTICS
OUTSOURCING
OUTSOURCING OF
BIOMANUFACTURING
IN 2016
www.biopharminternational.com

CARING FOR YOUR
BIOLOGIC ANALYTICAL DEVELOPMENTOur mission is to help you cultivate your biologic and navigate the development pathway - from R&D through
production - by leveraging our biopharmaceutical testing expertise and global analytical laboratory network.
SGS is a leading contract service organization providing pharmaceutical development, biologics
characterization, biosafety testing, bioanalysis, and quality control product release, as well as Phase I-IV
clinical research services. Operating a harmonized network of 20 wholly-owned laboratories in 11 countries
across Europe, North America, and Asia, SGS has a strong focus on biologics and vaccines, including
biosimilars.
SGS IS THE WORLD’S LEADING INSPECTION, VERIFICATION, TESTING AND CERTIFICATION COMPANY
© S
GS
Gro
up M
anagem
ent
SA
– 2
016 –
All
rights
reserv
ed - S
GS
is a
regis
tere
d t
radem
ark
of
SG
S G
roup M
anagem
ent
SA
WWW.SGS.COM/BIOPHARMA
JOIN OUR SCIENTIFIC COMMUNITY
sgs.com/LinkedIn-Life

INTERNATIONAL
BioPharmThe Science & Business of Biopharmaceuticals
EDITORIAL
Editorial Director Rita Peters [email protected]
Senior Editor Agnes Shanley [email protected]
Managing Editor Susan Haigney [email protected]
Science Editor Randi Hernandez [email protected]
Science Editor Adeline Siew, PhD [email protected]
Community Manager Caroline Hroncich [email protected]
Art Director Dan Ward [email protected]
Contributing Editors Jill Wechsler, Jim Miller, Eric Langer, Anurag Rathore, Jerold Martin, Simon Chalk, and Cynthia A. Challener, PhD
Correspondent Sean Milmo (Europe, [email protected])
ADVERTISING
Publisher Mike Tracey [email protected]
West/Mid-West Sales Manager Steve Hermer [email protected]
East Coast Sales Manager Scott Vail [email protected]
European Sales Manager Linda Hewitt [email protected]
C.A.S.T Data and List Information Ronda Hughes [email protected]
Reprints 877-652-5295 ext. 121/ [email protected] Outside US, UK, direct dial: 281-419-5725. Ext. 121
PRODUCTION
Production Manager Jesse Singer [email protected]
AUDIENCE DEVELOPmENT
Audience Development Rochelle Ballou [email protected]
© 2016 UBM. All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical including by photocopy, recording, or information storage and retrieval without permission in writing from the publisher. Authorization to photocopy items for internal/educational or personal use, or the internal /educational or personal use of specific clients is granted by UBM for libraries and other users registered with the Copyright Clearance Center, 222 Rosewood Dr. Danvers, MA 01923, 978-750-8400 fax 978-646-8700 or visit http://www.copyright.com online. For uses beyond those listed above, please direct your written request to Permission Dept. fax 440-756-5255 or email: [email protected].
UBM Americas provides certain customer contact data (such as customers’ names, addresses, phone numbers, and e-mail addresses) to third parties who wish to promote relevant products, services, and other opportunities that may be of interest to you. If you do not want UBM Americas to make your contact information available to third parties for marketing purposes, simply call toll-free 866-529-2922 between the hours of 7:30 a.m. and 5 p.m. CST and a customer service representative will assist you in removing your name from UBM Life Sciences’ lists. Outside the U.S., please phone 218-740-6477.
BioPharm International does not verify any claims or other information appearing in any of the advertisements contained in the publication, and cannot take responsibility for any losses or other damages incurred by readers in reliance of such content.
BioPharm International welcomes unsol ic i ted ar t ic les, manuscr ipts, photographs, illustrations, and other materials but cannot be held responsible for their safekeeping or return.
To subscribe, call toll-free 888-527-7008. Outside the U.S. call 218-740-6477.
EDITORIAL ADVISORY BOARDBioPharm International’s Editorial Advisory Board comprises distinguished
specialists involved in the biologic manufacture of therapeutic drugs,
diagnostics, and vaccines. Members serve as a sounding board for the
editors and advise them on biotechnology trends, identify potential
authors, and review manuscripts submitted for publication.
K. A. Ajit-Simh President, Shiba Associates
Rory Budihandojo Director, Quality and EHS Audit
Boehringer-Ingelheim
Edward G. Calamai Managing Partner
Pharmaceutical Manufacturing
and Compliance Associates, LLC
Suggy S. Chrai President and CEO
The Chrai Associates
Leonard J. Goren Global Leader, Human Identity
Division, GE Healthcare
Uwe Gottschalk Vice-President,
Chief Technology Officer,
Pharma/Biotech
Lonza AG
Fiona M. Greer Global Director,
BioPharma Services Development
SGS Life Science Services
Rajesh K. Gupta Vaccinnologist and Microbiologist
Jean F. Huxsoll Senior Director, Quality
Product Supply Biotech
Bayer Healthcare Pharmaceuticals
Denny Kraichely Associate Director
Johnson & Johnson
Stephan O. Krause Director of QA Technology
AstraZeneca Biologics
Steven S. Kuwahara Principal Consultant
GXP BioTechnology LLC
Eric S. Langer President and Managing Partner
BioPlan Associates, Inc.
Howard L. Levine President
BioProcess Technology Consultants
Herb Lutz Principal Consulting Engineer
Merck Millipore
Jerold Martin Independent Consultant
Hans-Peter Meyer Lecturer, University of Applied Sciences
and Arts Western Switzerland,
Institute of Life Technologies.
K. John Morrow President, Newport Biotech
David Radspinner Global Head of Sales—Bioproduction
Thermo Fisher Scientific
Tom Ransohoff Vice-President and Senior Consultant
BioProcess Technology Consultants
Anurag Rathore Biotech CMC Consultant
Faculty Member, Indian Institute of
Technology
Susan J. Schniepp Fellow
Regulatory Compliance Associates, Inc.
Tim Schofield Senior Fellow
MedImmune LLC
Paula Shadle Principal Consultant,
Shadle Consulting
Alexander F. Sito President,
BioValidation
Michiel E. Ultee Principal
Ulteemit BioConsulting
Thomas J. Vanden Boom VP, Biosimilars Pharmaceutical Sciences
Pfizer
Krish Venkat Managing Partner
Anven Research
Steven Walfish Principal Scientific Liaison
USP
Gary Walsh Professor
Department of Chemical and
Environmental Sciences and Materials
and Surface Science Institute
University of Limerick, Ireland
ES780670_BP0516_003.pgs 05.04.2016 01:52 ADV blackyellowmagentacyan

4 BioPharm International www.biopharminternational.com May 2016
Contents
BioPharmINTERNATIONAL
BioPharm International integrates the science and business of
biopharmaceutical research, development, and manufacturing. We provide practical,
peer-reviewed technical solutions to enable biopharmaceutical professionals
to perform their jobs more effectively.
COLUMNS AND DEPARTMENTS
BioPharm International ISSN 1542-166X (print); ISSN 1939-1862 (digital) is published monthly by UBM Americas 131 W. First Street, Duluth, MN 55802-2065. Subscription rates: $76 for one year in the United States and Possessions; $103 for one year in Canada and Mexico; all other countries $146 for one year. Single copies (prepaid only): $8 in the United States; $10 all other countries. Back issues, if available: $21 in the United States, $26 all other countries. Add $6.75 per order for shipping and handling. Periodicals postage paid at Duluth, MN 55806, and additional mailing offices. Postmaster Please send address changes to BioPharm International, PO Box 6128, Duluth, MN 55806-6128, USA. PUBLICATIONS MAIL AGREEMENT NO. 40612608, Return Undeliverable Canadian Addresses to: IMEX Global Solutions, P. O. Box 25542, London, ON N6C 6B2, CANADA. Canadian GST number: R-124213133RT001. Printed in U.S.A.
BioPharm International�JT�TFMFDUJWFMZ�BCTUSBDUFE�PS�JOEFYFE�JO��r�Biological Sciences Database (Cambridge Scientifi c Abstracts)�r�Biotechnology and Bioengineering Database (Cambridge Scientifi c Abstracts)�r�Biotechnology Citation Index (ISI/Thomson Scientifi c)�r�Chemical Abstracts (CAS) rŞScience Citation Index Expanded (ISI/Thomson Scientifi c)�r�Web of Science (ISI/Thomson Scientifi c)
6 Guest Editorial Policies for patient access to life-saving therapies must keep pace with biomedical innovation. James C. Greenwood
8 US Regulatory Beat FDA outlines its recommen-dations on some of the industry’s hottest topics.
10 Perspectives on Outsourcing Growth may be slowing, but outsourcing activity remains healthy.Eric Langer
46 Troubleshooting Material compatibility, material sourcing, facility layout, and training are crucial aspects of a disposable fill-finish system.Jennifer Markarian
48 Product Spotlight
48 New Technology Showcase
49 BIO Exhibitor Guide
50 Ask the Expert How to report quality metrics to FDA.
Siegfried Schmitt
50 Ad Index Cover: mevans/National Institutes of Health/Stocktrek Images/
Getty Images; Dan Ward
CELL THERAPIES
AND BIOPROCESSING
Realizing the Potential
of CAR-T Cell Therapies
Cynthia A. ChallenerEarly successes drive the need to
overcome safety issues, increase efficacy,
and address manufacturing challenges. 13
UPSTREAM PROCESSING
Designing a
Biomanufacturing Facility
Incorporating Single-Use
Technologies
Peter Genest and John JosephAsking the right questions is crucial. 20
SHIPPING SERVICES
Qualification and
Validation of Single-Use
Shipping Systems
Nicolas Voute, Elisabeth Vachette, Delphine Audubey, Stephane Baud, and Frederic BazinThe authors provide their
perspectives on shipping validation. 24
PEER-REVIEWED
Platform Approach for
the Identity Testing of Multi-
Component Cell-Culture Media
Satish Mallya, Benjamin Lay, Lihong McAleer, Alexandria Emory, and Nataliya AfoninaSeven cell-culture media with essentially
similar composition were examined. 30
RAW MATERIALS TESTING
An Integrated Approach
to Ensure the Viral Safety
of Biotherapeutics
Mark PlavsicThis article proposes integrated
solutions for systemic and proactive
viral risk mitigation. 40
Volume 29 Number 5 May 2016
FEATURES
The Science & Business of Biopharmaceuticals
INTERNATIONAL
REALIZING
THE POTENTIAL
OF CAR-T CELL
THERAPIES
May 2016
Volume 29 Number 5
PEER-REVIEWED
IDENTITY TESTING OF
MULTI-COMPONENT
CELL-CULTURE MEDIA
QUALITY
ENSURING THE
VIRAL SAFETY OF
BIOTHERAPEUTICS
OUTSOURCING
OUTSOURCING OF
BIOMANUFACTURING
IN 2016
www.biopharminternational.com

Learn more at www.ham-info.com/1026
Incyte Measures Viable Cell Density in Real Time
Incyte is insensitive to media changes, microcarriers,
dead cells and floating debris. It can be used to monitor
changes in cell physiology, cellular respiration, viral infection
timing, automated harvesting and much more.
Co-Worker || Amy S. || 11:16 AM
Are you working again this weekend?
Nope! I left Incyte in charge! : )Sent 11:24 AM
Automate Process Adjustment
© 2015 Hamilton Company. All rights reserved.
1-888-525-2123www.hamiltoncompany.com
PLATINUM
ELECTRODES
ELECTRIC
FIELDS
VIABLE
CELLS
POLARIZE
DEAD CELLS HAVE DAMAGED
MEMBRANES AND
DO NOT POLARIZE

6 BioPharm International www.biopharminternational.com May 2016
Guest Editorial
Policies for
patient access to
life-saving therapies
must keep pace
with biomedical
innovation.
The Value of Saving Lives
Our nation is in the midst of an important debate regarding medical inno-
vation and how we should be paying for these advances. The irony is that
much of this discussion is being sparked by breakthrough cures and thera-
pies that have been developed for diseases that affect large patient populations—
exactly the kind of medicine that society needs.
While these are exciting and important developments, particularly for the
patients whose lives will be transformed by these therapies, the reality is that
access to our healthcare system is failing to keep pace with the work occurring in
labs across the country. In recent years, we have seen incredible advances in medi-
cal innovation and science, such as:
� t� Hepatitis C. In the past few years, new treatments for Hepatitis C came
onto the market with clinically demonstrated cure rates above 90%, up
from a mere 6% in the 1990s (1,2). These incredible innovations have the
potential to help millions of people lead healthier and more productive
lives, and to save potentially billions of dollars in healthcare costs related
to liver transplants and other costly and difficult medical procedures.
� t� Cancer. Since the early 1990s, the death rate for cancer has fallen by over
20%, and cancer patients have enjoyed 50 million additional years of
life collectively, thanks in large part to new medicines (3–5).
� t� HIV/AIDS. A near-certain death sentence not long ago, HIV/AIDS is now a
manageable chronic condition for many patients thanks to the develop-
ment of highly active antiretroviral therapies.
In 2015, FDA approved 48 new drugs, including many new cancer treatments
as well as treatments for cystic fibrosis, heart failure, high cholesterol, and many
other conditions. For the second year in a row, FDA approved more drugs to treat
rare diseases than ever before.
New drugs are the result of decades of hard work in labs and billions of dollars in
investments. These vast sums must be raised from investors—ranging from retire-
ment funds to individual purchasers of stocks—who are willing to take significant
risks. They will only do so if there is an expectation of reasonable returns. Only one
in 10,000 potential medicines researched goes on to become an approved treatment.
Yet the ecosystem that makes the United States the leader in medical innova-
tion is under attack. We are seeing more calls for innovation-crushing price con-
trols and increased government intervention. Some critics have even suggested
that insurance companies and federal and state programs restrict which medicines
patients may access, with cancer treatments frequently coming under attack. This
approach is extremely short-sighted and would be devastating for patients, who
rightly expect their physician to recommend, and their insurance provider to
cover, the medicine that is best for their particular situation.
We need to look at the outdated, cumbersome, and inefficient framework for
accessing life-saving and enhancing treatments and cures. Insurance companies
and policymakers must keep pace with biomedical innovation by ensuring access
to the latest medical breakthroughs for patients today and encouraging sustained
medical innovation for those who will need it tomorrow. Patients deserve no less.
References 1. E. Lawitz, et al., The Lancet, 383 (9916) 515-523 (Nov. 5, 2013).
2. R.T. Marinho and D.P. Barreira, World J Gastroenterol 19 (40) 6703-6709 (Oct. 28, 2013).
3. E.C. Sun, et al., “An Economic Evaluation of the War on Cancer,” National Bureau of
Economic Research (November 2009).
4. F.R. Lichtenberg, et al., “Has Medical Innovation Reduced Cancer Mortality?” National
Bureau of Economic Research (Revised October 2013).
5. T. Philipson, et al., Health Affairs 31 (4) 1–9 (April 2012). X
James C. Greenwood is president
and CEO of the Biotechnology
Innovation Organization (BIO),
www.convention.bio.org.

www.eppendorf.com/BioFloPro Eppendorf® and the Eppendorf logo are trademarks of Eppendorf AG, Germany. BioFlo® is a registered trademark of Eppendorf, Inc., USA.
New Brunswick™ is a trademark of Eppendorf AG, Germany.
U.S. Design Patents are listed on www.eppendorf.com/ip. All rights reserved, including graphics and images. Copyright © 2016 by Eppendorf AG.
> Suitable for microbial or cell culture
applications in biotechnology,
biopharmaceutical, biochemical, biofuel,
and bioagriculture
> Meets requirements of cGMP
applications and BPE standards
> Robust, industry-standard components
for dependable operation
Sterilizable-in-place (SIP) systems from
Eppendorf feature a working range of 5.5 –
2,400 L, modular design, and a wide variety
of standard and optional features for system
customization.
Designed for pilot to production scale, batch,
fed-batch, or continuous cell-culture processes,
SIP bioreactors and fermentors from Eppendorf
are the right solution for your lab.
Bioprocessing is at the heart of many industries and Eppendorf has the solutions
The Industrial Standard

8 BioPharm International www.biopharminternational.com May 2016
Regulatory Beat
Vis
ion
so
fAm
eri
ca
/Jo
e S
oh
m/G
ett
y I
ma
ge
s
FDA issued a number of new guidance
documents in March and April of 2016
addressing some of the industry’s most
debated topics. The following provides a brief
overview of a few of these documents.
BIOSIMILAR LABELINGIn March 2016, FDA released draft guidance
on the labeling of biosimilar products (1). The
guidance states that information concerning
a clinical study of a biosimilar should only be
included in the product’s labeling if it is “neces-
sary to inform safe and effective use by a health
care practitioner.” This will only be required
in certain situations, FDA wrote, because stud-
ies done on biosimilars are generally meant to
show there are no clinically meaningful differ-
ences between the biosimilar and the reference
biologic, and may not be relevant to prescribers.
FDA recommends that information on a
biosimilar product label should incorporate the
relevant data from reference product’s labeling
with “product-specific modifications.” These
modifications may differ depending on the
indications for which the biosimilar is approved.
Information related to administration, prepara-
tion, storage, or safety should also be included
in the biosimilar label if different from the ref-
erence product, wrote FDA.
THERAPEUTIC PROTEINSIn April 2016, FDA released guidance (2)
addressing the development and validation of
immune assays for assessment of the immuno-
genicity of therapeutic protein products during
clinical trials.
The guidance provides recommendations for
the development and validation of screening
assays, confirmatory assays, titering
assays, and neutralization assays for
detection of anti-drug antibodies
and, on a case-by-case basis, some combination
products. The guidance does not apply to in
vitro diagnostic products and does not address
product and patient risk factors that may con-
tribute to immunogenicity.
DATA INTEGRITYAlso in April 2016, FDA published Data
Integrity and Compliance with CGMP (3), which
addresses the role of data integrity in CGMP
for drug manufacturing, finished pharmaceuti-
cals, and positron emission tomography drugs.
The guidance has been issued in response to
an increasing amount of data integrity vio-
lations found by the agency during CGMP
inspections. According to FDA, data integrity
CGMP violations have led to FDA warning let-
ters, import alerts, and consent decrees. The
new guidance answers data integrity questions
in the hope of clarifying what FDA expects
from manufacturers.
The guidance states that data should be
reliable and accurate, and companies should
implement effective strategies to manage data
integrity risks. Along with clarifying the defi-
nition of data integrity terms, the guidance
addresses the exclusion of CGMP data, work-
flow validation, data access, audits, electronic
records, and personnel training. FDA also clari-
fies sampling and testing requirements and how
to address data integrity problems.
REFERENCES 1. FDA, Labeling for Biosimilar Products, Guidance for
Industry, Draft Guidance (CDER, CBER, Silver Spring,
MD, March 2016).
2. FDA, Assay Development and Validation for
Immunogenicity Testing of Therapeutic Protein Products,
Guidance for Industry, Draft Guidance (CDER, CBER,
CDRH, Silver Spring, MD, April 2016).
3. FDA, Data Integrity and Compliance With CGMP
Guidance for Industry, Draft Guidance (CDER, CBER,
CVM, Silver Spring, MD, April 2016). ◆
FDA Releases Guidance on Biosimilars, Therapeutic Proteins, and Data IntegrityThe agency outlines its recommendations on some of the industry’s hottest topics.
The Editors of
BioPharm International

It’s time to make a change.
© 2016 BD. BD, the BD Logo and BD OneFeed are trademarks of Becton, Dickinson and Company. 23-18517-00
BD™ CHO CD Medium and Feed Kit
BD7 Loveton CircleSparks, MD 21152bdbiosciences.com/advbio
RIGHT NUTRIENTS?
Think your cells are getting the
BD CHO CD Medium and Feed Kit, and the BD OneFeed supplement are prototypes in the BD Preview Series. Larger quantities are available through BD Custom Products Services.
Specifically designed for CHO cells, BD™ CHO CD Medium and Feed Kit, rich in carbohydrates, amino acids, and vitamins, gives you another option when it comes to supplying your cells with the nourishment they need to thrive.
Supporting the direct adaptation of CHO cells, BD’s newest chemically defined, animal-free medium can be used in both batch and fed-batch culture, while the versatile BD OneFeed™ medium supplement is a chemically defined, animal-free, protein-free feed shown to enhance protein production when used in a variety of commercially available media.
To order a BD Preview Pak of the BD CHO CD Medium and Feed Kit or the BD OneFeed supplement, please call 877.362.2700 or go to bdbiosciences.com/go/cho-cd.

10 BioPharm International www.biopharminternational.com May 2016
Perspectives on Outsourcing
Do
n F
arr
all/G
ett
y I
ma
ge
s
Outsourcing budgets have rebounded in
recent years, swinging from contrac-
tions to expansion after the 2008 reces-
sion. The budget growth of recent years appears
to be slowing, though, according to BioPlan
Associates’ 13th Annual Report and Survey of
Biopharmaceutical Manufacturing Capacity and
Production (1). Even so, the breadth of outsourc-
ing activity continues to increase, as a greater
proportion of companies undertake outsourcing
across a range of activities.
BUDGETS STILL GROWING, BUT MORE SLOWLYResults from BioPlan’s annual report indicate
that outsourcing budgets continue to grow, but
at a slower pace than observed in the past cou-
ple of years. Indeed, only slightly more than
one-third (35.7%) of respondents this year
report an increase in funding for outsourced
biopharmaceutical manufacturing, which is the
smallest proportion of all the areas examined.
For example, about 7 in 10 respondents are
hiking budgets for new capital equipment this
year, and close to two-thirds expect to increase
their funding for new technologies to improve
efficiencies for both upstream and downstream
production (see Figure 1).
On average, it is est imated
that outsourcing budgets will
rise by 2.3% this year, with the
next-smallest increases seen for
new facility construction (3.6%)
and operations for current prod-
ucts (3.7%). Moreover, the 2.3%
planned increase for 2016 is a step
back from the 3.8–3.9% range in
2014 and 2015.
The trend is a little different,
however, when factoring R&D into
the equation. Indeed, this year, a
majority (56.5%) of respondents
intend to increase spending on outsourcing of
R&D or manufacturing in the next 12 months,
up from 52.6% in 2015. More than one-quarter
expect to increase their budgets by more than
10%, with the overall estimated increase in
spending on outsourced R&D being somewhere
around 14%, which would represent a step up
from not only last year, but the prior couple of
years, also. This suggests that budgets for out-
sourced R&D are growing more quickly than for
outsourced biomanufacturing.
WHERE WILL THE BUDGETS BE ALLOCATED?Growing budgets spread across several activi-
ties within bioprocessing. This year, data indi-
cate that the activities being outsourced to at
least some extent by the largest proportion of
respondents include:
t� Analytical testing, bioassays (89.7%)
t� Toxicity testing (76.3%)
t� Fill/finish operations (74.2%)
t� Validation services (70.1%).
In each case, save for validation services, the
percentage of companies engaged in outsourc-
ing of these activities grew from 2015.
The greatest increases this year appear to
be for host-cell protein analysis testing (55.7%
outsourcing to some extent, up from 42.1% last
year); upstream process development (45.4%,
up from 38.9%); and cell-line stability testing
(62.9%, up from 55.8%).
However, breadth of outsourcing does not
necessarily equate to depth. In other words,
while many companies may be outsourcing
these activities, they may be only doing so to
small degrees. To determine just how much
activities are indeed being outsourced, respon-
dents were asked to estimate the extent to
which they were engaged in outsourcing them,
and the results were averaged out to reach an
estimate.
Outsourcing of Biomanufacturing in 2016Growth may be slowing, but outsourcing activity remains healthy.
Eric Langer
is president of
BioPlan Associates,
tel. 301.921.5979,

May 2016 www.biopharminternational.com BioPharm International 11
Perspectives on Outsourcing
Fill-finish operations are the
most heavily outsourced, with an
estimated average of 35.6% (up
from 34.5% in 2015) of these oper-
ations being outsourced. Fill-finish
is the only area in which at least
one-third of all activities are per-
formed by contract manufacturers,
indicating that while more compa-
nies are engaging in outsourcing,
few are doing so heavily.
Beyond fill-finish, other activi-
ties that are relatively heavily out-
sourced include analytical testing
of other bioassays, toxicity testing,
and plant maintenance services.
Compared to last year, however,
the greatest change in outsourcing
depth are seen in:
t� GMP training (13.2% of this
activity overall being outsourced
up from 8.3% last year)
t� Regulatory services (10.5% share
of activities, up from 6.7%)
t� Cell line stability testing (18.1%,
up from 13.4%)
t� Upstream production operations
(10%, up from 7.5%).
Interestingly, the increase in
the depth of outsourcing of GMP
training and regulatory services
is not the result of more com-
panies outsourcing these activi-
ties. Instead, the proportion of
companies outsourcing them has
remained relat ively f lat, with
just a 3.9% relative increase for
GMP training and no increase
for regulatory services. This sug-
gests that those companies that
outsourced these activities last
year were sat isf ied with their
results and are doubling down
this year.
Looking ahead, the industry
can expect more outsourcing of
analytical testing of bioassays, fill-
finish operations, and API biolog-
ics manufacturing, per industry
respondents, at least 20% of whom
expect to outsource these activities
at significantly higher levels in the
next 24 months.
OFFSHORING PROJECTIONS REMAIN FLAT AT BESTOne of the key outsourcing trends in
recent years has been the globaliza-
tion of the outsourcing market, as
biomanufacturing clusters increas-
ingly emerge around the world.
Indeed, approximately 40% of global
biopharmaceutical manufacturing
capacity exists outside of the tradi-
tional hubs of North America and
Europe, with China and India alone
accounting for almost one-sixth of
global capacity (2).
However, many of these devel-
oping markets and hubs lack
regulatory approval for CGMP
manufacture in developed coun-
tries. Perhaps as a result, we have
yet to see an uptick in future off-
shoring projections, as evidenced
by this year’s study results.
Survey respondents were asked
to estimate the percentage of
operations currently done at their
facility that would be outsourced
internationally in five years to
India, China, or another lower-cost
country. This year, the industry
expects to off shore:
t� An average of 10.2% of clinical
trials/operations within the next
five years, a figure up slightly
from five-year projections made
from 2013–2015 (ranging from
9.3%–10.1%)
t� An average of 9.4% of biomanu-
facturing operations, down from
10.3% last year and 11.3% the
year prior
t� Just 3.9% of process develop-
ment for biomanufacturing,
outside of the 4.4–8.8% range
observed in the previous five
years.
It’s perhaps not too surprising
to see only a small percentage
of process development marked
for future off-shoring, if only as
these tend to be high-value activi-
ties, and that outsourcing them
to lower-cost countries may bring
up quality concerns or managerial
problems. By comparison, clini-
cal trials activities, where in-coun-
try trials may be mandatory and
where there is a long track record
for international contract research
organization activities, fewer con-
cerns are expected. It’s also worth
remembering that only 7.6% of
upstream process development
activities are currently outsourced
anywhere (not just offshoring),
and an even smaller percentage
(6.2%) of downstream process
development activities are cur-
rently outsourced.
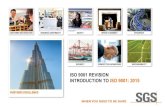
Figure 1: Budget trends for outsourced biopharmaceutical manufacturing.
Average outsourced manufacturing budget change, 2009-2016
Data source: BioPlan Associates’ 13th Annual Report and Survey of BioPharmaceutical Manufacturing Capacity and Production, April 2016
2016
2015
2014
2013
2012
2011
2010
2009
2.3%
3.8%
3.9%
1.7%
0.8%
-0.4%
-1.2%
-1.3%
2009 t
o 2
016 (
Years
)Percentage of increase

12 BioPharm International www.biopharminternational.com May 2016
VISIT OUR WEBSITE TO SUBSCRIBE FOR FREE TODAY! www.BioPharmInternational.com
www.twitter.com/BioPharmIntl
www.linkedin.com/groups/BioPharm-International-4027200
BIOPHARM
INTERNATIONALFIRST LOOK
Preview the latest
issue of BioPharm
International with quick
links to online content,
expanded coverage,
and the digital edition
of the magazine.
BIOPHARM’S SCIENCE & BUSINESS
BULLETIN
Monthly newsletter that
features in-depth articles
and timely news on
technologies for biotech
drug development and
manufacturing, and
regulatory developments,
as well as coverage of
deals, alliances, new
products, people moves,
and industry events.
BIOPHARM’S E-APPLICATION
NOTE ALERT
Receive monthly
application notes
categorized by
technique.
Sign up for BioPharm International FREE eNewsletters
Perspectives on Outsourcing
CONCLUSIONThe biopharmaceutical manufac-
turing community is continuing to
increase its budgets on outsourced
manufacturing, but those budget
increases are slowing in favor of
other areas such as new capital
equipment and innovative tech-
nologies. At the same time, there
continues to be double-dig it
growth in outsourcing of R&D and
manufacturing, suggesting that
outsourcing budgets are growing
more quickly for R&D than for
manufacturing.
Data do not show a huge drop
off in off-shoring projections—and
in fact there is a slight increase in
potential off shoring of clinical tri-
als and operations—but the trend
for off shoring of biomanufactur-
ing operations and process devel-
opment is flat at best.
Nevertheless, there appears to
be wider comfort with outsourc-
ing of various activities, with
a majority of those tracked this
year being outsourced by a greater
share of respondents than last year.
Traditionally outsourced areas such
as fill-finish operations and analyt-
ical testing of bioassays continue
to be the most heavily outsourced,
but there are indications that out-
sourcing of newer areas, such as
regulatory-related activities, are on
the rise.
SURVEY METHODOLOGYBioPlan Associates’ 2016 Thirteenth
Annual Repor t and Sur vey of
Biopharmaceutical Manufacturing
Capacity and Production yields a
composite view and trend analysis
from more than 200 responsible
individuals at biopharmaceutical
manufacturers and contract man-
ufacturing organizations in 30
countries. The methodology also
included more than 150 direct sup-
pliers of materials, services, and
equipment to this industry.
REFERENCES 1. BioPlan Associates, 13th Annual Re-
port and Survey of Biopharmaceutical
Manufacturing Capacity and Produc-
tion (Rockville, MD, April 2016), www.
bioplanassociates.com/12th
2. Top 1000 Global Biopharmaceutical Fa-
cilities Index, BioPlan Associates, online
database at www.top1000bio.com. ◆

May 2016 www.biopharminternational.com BioPharm International 13
mevans/N
atio
nal In
stitu
tes o
f H
ealth/S
tocktr
ek Im
ag
es/G
ett
y Im
ag
es; D
an W
ard
Numerous, remarkable results
in early clinical trials have
driven significant invest-
ment in cell therapies, both
by large biopharmaceutical companies
and startup biotech firms backed by
venture capital. Jain PharmaBiotech
identified more than 500 companies
involved in cell-therapy technology (1).
Adoptive cell transfer (ACT), which
uses a patient’s T cells (T lymphocytes)
that are harvested and genetically engi-
neered to produce chimeric antigen
receptors (CARs) and recognize specific
proteins (antigens) on tumor cells, is
receiving a good portion of that atten-
tion. The CAR-T cells are expanded and
then reinfused back into the patient,
where they multiply and attack the tar-
geted cancer cells.
There are challenges to ACT using
T cells. T cell expansion and the per-
sistence of infused cells can vary sig-
nificantly from patient to patient, and
both directly influence the treatment
outcome. Conditioning of the patient
in advance of infusion can have an
impact, as can the tumor microenvi-
ronment. Selection of the most effec-
tive, longest-lasting T cells and the
right antigen targets is a key focus of
research efforts today. On-target, off-
tumor toxicity and cytokine release
syndrome are important safety issues
that must be addressed. Technologies
for the manufacture of therapies based
on living cells on a commercial scale
must also be developed.
T cells are ideal vehicles for immu-
notherapy because they are central to
Realizing the Potential of CAR-T Cell Therapies
Cynthia A. Challener
Early successes drive the need
to overcome safety issues,
increase efficacy, and
address manufacturing
challenges.
Cynthia A. Challener, PhD,
is a contributing editor to
BioPharm International.
Cell Therapies and Bioprocessing

14 BioPharm International www.biopharminternational.com May 2016
Cell Therapies and Bioprocessing
cell-mediated immunity and are
involved in long-term, antigen-
specific responses. They have, in
fact, been used in the past to treat
various viral infections. Once T
cells bind to cells expressing the
target antigen, they acquire the
specif ic functional properties
necessary for eliminating the tar-
get cells and generate long-last-
ing memory T cells that provide
a similar response if any target
cells reappear. CAR-T cell therapy
leverages these natural behaviors
of T cells. T cells can also be engi-
neered to express modified T-cell
receptors (TCRs) as an alternative
type of cell therapy.
AUTOLOGOUS VS. ALLOGENEICCAR-T cell therapies in clini-
cal development today are largely
autologous therapies; the genetically
modified cells originate from tissue
taken from an individual patient
and are returned to that patient
once expanded. There is some con-
cern in the industry that the need
Advancing cell therapy safety
Two main safety issues have been identified in the early-
phase clinical trials conducted to date for chimeric antigen
receptor (CAR)-T cell therapies. Cytokine release syndrome
(CRS) occurs in some patients, particularly those with
high tumor loads, when the CAR-T cells expand rapidly
and cause the release of large quantities of cytokines
(interferon, interleukins, etc.) that can lead to low blood
pressure and other problems that can be fatal if not treated.
On-target, off-cancer toxicity can also occur when the
CAR-T cells attack healthy cells due to the presence of
similar antigens.
“The ability to regulate the activity of CARs and find
new ways to proactively manage CRS is an area of
research interest across academia and industry,” observes
Eric Althoff, head of global media relations with Novartis.
Present approaches to minimizing CRS include the use of
lower initial doses for patients with greater tumor density
to reduce the cancer load and combined treatment with
cytokine blockers. “As we gain confidence with the efficacy
of CAR-T cell therapies, they will be used to treat patients
at a much earlier stage of disease, and thus there will be
reduced likelihood of CRS due to the reduced presence of
tumor cells,” notes Hyam “Hy” Levitsky, executive vice-
president and chief scientific officer of Juno Therapeutics.
Because on-target, of f-cancer toxici t y in l ive
patients is difficult to predict in the laboratory, initial
tests in human beings are performed using low doses
and careful monitoring. CAR-T cells are also being
engineered to include safety switches via transduction
of T cells with marker or suicide genes that allow for
their selective destruction in the event of severe toxicity.
“For example, CAR-T cells can be marked for destruction
via expression of a ligand on the cell surface, such as a
truncated epidermal growth factor receptor-like (tEGFR)
protein or the synthetic RQR8 peptide. If severe toxicity is
observed following administration of CAR-T cells, biologic
drugs specific for tEGFR (e.g., cetuximab) or RQR8 (e.g.,
rituximab) can be administered, resulting in destruction of
the marked CAR-T cells,” explains Bruce McCreedy, senior
vice-president of cell therapy at Precision BioSciences.
Another type of safety switch involves dimerization of a
fusion protein consisting of a small-molecule drug binding
domain with an apoptotic protein intermediate such as the
iCasp9/AP1903 (Bellicum Pharmaceuticals). Administration
of an inert small-molecule dimerizer induces activation of
the apoptotic pathway, leading to selective death of the
CAR-T cells.
Bispecific CAR-T cell constructs that express two CARs
are also being evaluated to address on-target, off-cancer
toxicity. The activity of these CAR-T cells can be amplified
or inhibited upon binding of each CAR expressed on the
surface of the T cell. For instance, according to McCreedy,
a bispecific CAR-T cell that expresses an activating CAR
specific for a tumor cell antigen and an inhibitory CAR
that recognizes an antigen expressed on normal tissues
can limit potential for on-target, off-tumor damage. “Both
an activating and an inhibitory signal would be delivered
upon binding to normal tissues if the tumor antigen-
specific CAR is also engaged (e.g., due to cross-reactivity),
whereas only an activating signal would be delivered to
a tumor cell that lacks expression of the normal tissue
antigen,” McCreedy says.
CAR-T cells are also being designed that include inducible
expression and/or signaling capabilities such that upon
administration, the CAR-T cell activity can be induced
through the activity of an inducible promoter sequence
incorporated into the CAR construct or by administration of
a small-molecule drug that allows the CAR to be expressed
at the cell surface or enhances activation of CAR-T cells
upon binding of target tumor cells. “Inducible expression of
the CAR or potentiation/attenuation of CAR-T cell activity
using small molecule modulators may allow for better
control of CAR-T activity in vivo with the goal of enhancing
both the safety and efficacy of CAR-T therapies,” notes
McCreedy. Many of these advanced CAR-T cell therapies are
being evaluated in Phase I/II clinical trials.

Few things in life areabsolutely free...
Giving you unbridled freedom to
chase your wildest viral clearance
goals, we guarantee they’ll be met
or we repeat the study for FREE.
Contact us to find out how we can
guarantee our viral clearance services.
www.EurofinsLancasterLabs.com
...Except our viral clearance guarantee.
Leading experts in:
Chemistry
Biochemistry
Microbiology
Molecular &Cell Biology
Virology
Global Services:
Method Development/Optimization
Validation/Qualification/Transfer
Product Release Testing
Stability Storage & Testing
Raw Materials Testing
Impurities & Residuals Testing
Characterization
Cell Banking
Cell Line Characterization
Viral Clearance
Bioassays
Professional Scientific Services

16 BioPharm International www.biopharminternational.com May 2016
to perform the same level of exten-
sive quality control and testing on
such small-scale product lots as for
large-scale production will prevent
these treatments from achieving
commercial viability. Starting mate-
rial variability for autologous CAR-T
products also presents a challenge;
the T cells from each patient differ
depending upon the extent of their
disease, previous therapies, genet-
ics, and the status of their immune
system at the time of cell collection.
“These patient-specific issues will
always be a challenge to the ability
to manufacture a CAR-T product for
every patient and to the consistency
of performance observed among
CAR-T products,” says Derek Jantz,
chief scientific officer for gene edit-
ing company Precision Biosciences.
Allogeneic cell therapies, in
which the T cells are derived from
healthy donors that have been
screened for desirable characteris-
tics rather than individual patients,
have the potential to allow for
larger-scale manufacturing and
minimize the heterogeneity associ-
ated with using raw material from
individual patients. “In addition
to transduction to introduce the
CAR, gene editing using CRISPR/
cas9 (EDITAS, Intellia), TALEN
(Cellectis), ZFN (Sangamo), or hom-
ing endonucleases such as ARCUS
(Precision Biosciences) is also nec-
essary to knock out expression of
the endogenous T-cell receptor,”
says Jantz. “Such gene-edited allo-
geneic CAR-T cells would have sig-
nificantly less potential to cause
graft-versus-host disease upon
adoptive transfer to the patient and
can be reproducibly manufactured
without the variability inherent in
the manufacturing of an autolo-
gous CAR-T product,” he adds.
These CAR-T products could also
be manufactured at large scale and
stored frozen, ready to be delivered
to the patient when needed.
One downside of allogeneic ther-
apies is the need for the additional
gene editing step, which reduces
somewhat the economic advantage
that may be achieved due to larger-
scale manufacturing. In addition,
while off-the-shelf allogeneic treat-
ment products would be available
for treating patients immediately,
given that autologous therapies are
now produced in 2–3 weeks, time-
liness of delivery is not an issue
in most cases, according to Hyam
“Hy” Levitsky, executive vice-pres-
ident and chief scientific officer of
Juno Therapeutics. He also notes
that the expansion of T cells is lim-
ited. “In order to make a quantity
of an allogeneic product sufficient
to treat large numbers of patients,
there is a concern that the exten-
sive expansion needed will rapidly
lead to senescence of the alloge-
neic T cells such that when infused
into patients, their ability to further
expand would be limited,” he says.
Finally, even though editing the
T-cell receptors on allogeneic CAR-T
cells will reduce the risk of graft-ver-
sus-host disease, they are still for-
eign cells and prone to be rapidly
rejected by the host immune system,
which is much less of an issue with
autologous therapies. Furthermore,
once rejected, there is no possibil-
ity of delivering a second dose. The
question of how long these cells per-
sist following administration to the
patient must be addressed in clinical
trials of allogeneic CAR-T products.
“Important issues to be determined
in clinical trials are whether destruc-
tion of allogeneic CAR-T cells occurs
in a time frame and to an extent that
limits anti-tumor activity and the
number of observed complete and
durable responses,” Bruce McCreedy,
senior vice-president of cell therapy
at Precision BioSciences states.
BETTER CELL SELECTION“Over the past ten years there has
been a tremendous increase in our
understanding of how T cells func-
tion and how the immune system
regulates itself. This knowledge has
now enabled us to develop highly
effective T-cell-based immunother-
apies,” Levitsky observes. He adds
that one of the key challenges is to
identify and select the most effec-
tive T-cell subsets to develop into
efficacious therapies. “From an effi-
cacy perspective, the main chal-
lenges continue to be expansion and
persistence of CAR-T cells following
administration to the patient and
activity of the CAR-T cells within
the tumor microenvironment where
numerous immunosuppressive fac-
tors are at work,” agrees Jantz.
Some companies are moving
toward manufacturing schemes in
which a defined mix of CD4+ and
CD8+ CAR-T cells with naïve and
memory phenotypes (i.e., not termi-
nally differentiated and exhausted
cells that do not expand well and
persist following administration) are
represented in the final product.
Strep-tag technology (2) devel-
oped by researchers at the Fred
Hutchinson Cancer Research Center,
Technical University of Munich,
and San Raffaele Scientific Institute
in Milan looks like a promising
approach to the problem. The small
protein tag can be used to separate
out T cells carrying a CAR protein
to yield highly pure samples that
can then be expanded to provide
more potent therapies with high
regenerative potential in less time
than is needed for mixed cell sam-
ples. In addition, the researchers
have shown that by using a special
antibody that binds the Strep-tag,
engineered cells can be rapidly and
repeatedly expanded. The Strep-tag
when used in combination with a
different antibody may also serve
as a “kill switch” if cytokine release
syndrome (CRS) or other toxic events
occur. Once infused into patients, T
cells with the Strep-tag can also be
tracked using a fluorescent antibody
specific for the tag.
Juno Therapeutics, which funded
the work at the Hutchinson Center,
has an exclusive license to the
Cell Therapies and Bioprocessing

May 2016 www.biopharminternational.com BioPharm International 17
Cell Therapies and Bioprocessing
tag technology for uses related to
oncology (as well as a non-exclu-
sive license for other purposes). “We
have a significant program focused
on the development of technology
for the physical selection of specific
cells in order to generate defined
cell products. These investments are
allowing us to select and steer cells
at the early manufacturing stage,”
Levitsky states.
Another approach involves the
engineering of “armored” CAR-T
cells that are genetically modified
to express a pro-inflammatory cyto-
kine (e.g., interleukin 12, IL-12) in
addition to the CAR. The localized
secretion of IL-12 recruits help from
other immune cells and supports the
activity of CAR-T cells within the
immunosuppressive tumor microen-
vironment, according to McCreedy.
In addition, replacement of the
murine scFv (tumor targeting por-
tion of the CAR that is exposed on
the outer surface of the cell) with
human sequences that do not nega-
tively impact the binding affinity
of the scFv is expected to reduce
the frequency of patient immune
responses directed against CAR-T
cells and hopefully improve their
persistence. Gene-editing technolo-
gies are also being employed to
genetically modify CAR-T cells in
ways that render them more capa-
ble of trafficking to tumor sites and
make them less susceptible to immu-
nosuppression within the tumor
microenvironment.
MANUFACTURING CHALLENGESManufacturing of CAR-T cell thera-
pies involves multiple steps, includ-
ing collection of the raw material,
separation of the T cells, transduc-
tion with a viral vector (typically
gammaretrovirus or lentivirus) to
introduce the CAR receptor and
other genetic modifications, expan-
sion of the engineered cells, cryo-
preservation, and eventual infusion
into the patient. While effective
small-scale bioprocessing methods
have been developed to meet the
product needs for early-phase clinical
trials, because these treatments are
based on living cells (and thus the
cells must be isolated as the product,
not a recombinant protein), larger-
scale manufacturing presents unique
challenges. “An incredibly high level
of organization and standardiza-
tion of processes are both essential,”
Levitsky notes.
In a poster presented at the
American Society of Hematology
Annual Meeting in December 2015,
Novartis reported on how it has suc-
cessfully transferred cell process-
ing technology from the University
of Pennsylvania to the company’s
cell manufacturing center in Morris
Plains, NJ (3). Novartis was the first
healthcare company to initiate
Phase II CAR-T therapy trials in the
United States, Europe, Canada, and
Australia, and the manufacturing
facility now supports their global
clinical trial program, according to a
company spokesperson.
Commercial-scale cel l-ther-
apy production processes must be
designed as cost-effective, closed
manufacturing systems that are flex-
ible, yet meet cGMP manufactur-
ing requirements, and allow the use
of simple techniques for cell recov-
ery on a large scale. Cell expansion
is particularly challenging at larger
Role of contract manufacturing in cell therapy development and manufacturing
Developers of CAR-T cell therapies with products showing
successful early-stage clinical results are currently seeking
manufacturing capacity that will enable the production of
the larger quantities of material needed for Phase III trials
and eventual commercialization. Contract development and
manufacturing organizations (CDMOs) will play a key role
in helping the cell-therapy industry to realize its potential,
according to Mark Bamforth, president and CEO of Brammer
Bio, which was formed in late March 2016 through the merger
of Brammer Biopharmaceuticals and Florida Biologix as a
CDMO focused on offering cell- and gene-therapy development
and manufacturing services.
Not just any CDMO will do, however. “To tackle the
challenges posed by these novel technologies and help
accelerate their transition from the clinic to patients in need,
CDMOs must have the necessary laboratory and production
capabilities and a highly skilled team of scientists with
specialized development, manufacturing, and analytical
expertise, and a robust quality system to ensure compliance
and product safety,” Bamforth says.
While there are a number of CMOs in the United States and
Europe with experience in manufacturing retroviral, lentiviral,
and adeno-associated virus vectors under GMPs, there are
few GMP manufacturers with experience in the manufacture
and release of cellular therapies, notes Bruce McCreedy, senior
vice-president of cell therapy at Precision BioSciences. He adds
that most of the larger companies involved in the development
of CAR-T products have elected to build or acquire their own
facilities and manufacture their products in-house. Brammer
Bio and the few other CDMOs in this space (WuXi PharmaTech,
which is building its third cGMP cell-therapy production facility
in Philadelphia; PCT; and Lonza) are targeting smaller biotechs
and large manufacturers that prefer to work with strategic
contract partners.

18 BioPharm International www.biopharminternational.com May 2016
Cell Therapies and Bioprocessing
Cell therapy growth and pains: Investment, collaboration, and controversy
Cell therapy companies are attracting interest from
investors, and drug companies are seeking partnerships and
acquistions to accelerate development. Juno Therapeutics,
Kite Pharma, and Novartis are considered the leading
developers of engineered T-cell therapies, although most
large biopharma firms have initiated research efforts and
are partnering with small biotech companies specializing
in chimeric antigen receptors (CAR)-T cell and gene-editing
technologies.
Juno’s initial public offering (IPO) of $264.6 million was
the largest biotech IPO in 2014, and within one month
the company’s valuation more than doubled from $2
billion to $4.7 billion (1). In May 2015, Juno expanded
its pipeline with the acquisition of German biotechnology
company Stage Cell Therapeutics for approximately $59
million. Juno then entered into a 10-year partnership with
Celgene to develop and commercialize immunotherapies
for the treatment of cancer and autoimmune diseases in
June 2015, for which Celgene paid a total of $1 billion.
In January 2016, Juno acquired acquired AbVitro, a
privately held biotechnology company based in Boston.
In early April 2016, Juno announced that it formed a
new cell therapy company in China—JW Biotechnology
(Shanghai) Co.—with WuXi AppTec (2). Juno is also in
collaborations with the Fred Hutchinson Cancer Research
Center, the Seattle Children’s Research Institute, and the
Memorial Sloan Kettering Cancer Center in New York and
has additional agreements or partnerships with Editas
Medicine, Sanofi, Five Prime Therapeutics, and Sutro
Biopharma, among others.
Novartis created the Novartis Cell and Gene Therapy
Unit (CGTU) and has an exclusive global collaboration with
the University of Pennsylvania (Penn) to research, develop,
and commercialize targeted CAR immunotherapies for
the treatment of cancers. The collaboration was initiated
based on CAR research conducted by Carl June and Penn
with CTL019, which targets a protein called CD19 and is
under investigation in a number of B-cell malignancies. For
the manufacture of CTL019, Novartis purchased the first
FDA-approved GMP-quality site for cell-therapy production
in late 2012 from Dendron Corporation. According to Eric
Althoff, head of global media relations with Novartis, the
company has a goal to file a biologics license application
(BLA) for CTL019 in pediatric r/r ALL and r/r DLBCL with
FDA in 2017. Penn recently unveiled its new $27-million-
dollar Novar tis-Penn Center for Advanced Cellular
Therapeutics, which will focus on CAR-T cell therapies.
Novartis invested $20 million in the center (3).
The rapid development of the cell therapy market
segment is not without controversy. June, who was widely
recognized for his role in developing T cell therapies, in
March 2016 made corrections to three articles in the New
England Journal of Medicine to acknowledge that the actual
DNA was developed by researchers at St. Jude Children’s
Research Hospital (4).
In April 2015, Juno Therapeutics reached a settlement
with Novartis over the T-cell manipulation technology
used in the creation of CAR-T immunotherapies. The
litigation began as a contract dispute in 2012 between St.
Jude’s Research Hospital and Penn and was expanded
to include a patent. Juno became a party to the litigation
through a 2013 license agreement with St. Jude to use
the patent. Novartis entered into a partnership with Penn
to develop CAR-T therapies in 2012. Novartis will pay
Juno $12.25 million upfront and milestone payments and
royalties from net sales of Novartis’ CTL019. Juno will
share the payments with St. Jude based on the terms of
their contract (5).
In February 2016, Precision Biosciences announced that
it is also involved in a global collaboration with Baxalta to
develop a broad series of allogeneic CAR-T cell therapies.
The partnership combines Precision BioSciences’ ARCUS
gene-editing technology with Baxalta’s global infrastructure,
expertise, and growing immuno-oncology portfolio with the
goal of developing disruptive treatments for underserved
cancers. Precision BioSciences will receive an upfront
payment of $105 million from Baxalta, with additional
option fees, developmental, clinical, regulatory, and sales
milestones, potentially totaling up to $1.6 billion, plus
royalties on worldwide sales (6).
References
1. T. Soper, “Juno Stock Skyrockets After Celgene Invests $1 Billion
to Change the Way Cancer Is Treated,” GeekWire (June 29, 2015).
2. Juno Therapeutics, Press Releases, www.junotherapeutics.com.
3. University of Pennsylvania, “Novartis-Penn Center for Advanced
Cellular Therapeutics Unveiled at Penn Medicine,” Press Release
(Philadelphia, PA, Feb. 16, 2016).
4. A. Regalado, “T-Cell Pioneer Carl June Acknowledges Key
Ingredient Was’t His,” MIT Technology Review, March 14, 2016.
5. R. Hernandez, “Novartis and Juno Settle Over CAR-T Therapy
Technology,” BioPharmInternational.com, April 7, 2015.
6. Precision Biosciences, “Baxalta and Precision BioSciences form
Global Genome Editing Collaboration in Immuno-Oncology,“ Press
Release (Durham, NC, Feb. 25, 2016).

May 2016 www.biopharminternational.com BioPharm International 19
Cell Therapies and Bioprocessing
scales because cell culture must be
achieved while maintaining the phe-
notype and function of the cells. At
small scale, 2D culture processes are
widely used and understood. They
are not suitable, however, for the pro-
duction of trillions of cells, which
may be the typical lot size for alloge-
neic therapies. For autologous treat-
ments, however, planar technologies
using adherent 2D culture flasks,
multilayer vessels, or multiplate bio-
reactors may be sufficient. Advances
in the automation of these systems
can be advantageous as well.
Suspension on microcarriers using
3D culture in typical bioreactors
is the most likely way forward for
the large-scale expansion of alloge-
neic CAR-T cells. The challenge is
to choose a microcarrier with the
appropriate surface characteristics
and to establish the optimum micro-
carrier concentration, cell seeding
density, media, and shear conditions
for each cell system. The use of
microcarriers is attractive at large
scale because they provide greater
surface area to volume for higher cell
densities, and because the expansion
can be performed in traditional bio-
reactors, control of various process
parameters is possible.
Harvesting of the cells from the
microcarriers is typically achieved
via treatment with an enzyme,
although some microcarriers are
being developed that allow non-
enzymatic removal. Once harvested,
a volume reduction step is per-
formed, followed by product filling.
Development of effective methods
for the reduction of larger volumes (<
5–10 liters) is a focus area for many
companies, with tangential flow
filtration (TFF) and single-use flu-
idized-bed centrifugation two tech-
nologies of interest.
In fact, disposable systems are
highly preferred for CAR-T and other
cell-therapy production processes
due to the need for low-cost, flex-
ible, closed systems that minimize
contamination. McCreedy notes that
several systems are in development
that can separate desired cells (e.g.,
via elutriation or magnetic beads
coated with antibodies), electropor-
ate and/or transduce cells, wash,
resuspend, and culture large num-
bers of cells, including removal of
spent media and addition of fresh
media that is designed to stimulate
the proliferation and expansion of
CAR-T cells with specific desired
phenotypes. “Such instrumenta-
tion to automate the process and
minimize the space required in a
manufacturing facility should have
a positive impact by increasing the
consistency and reducing the cost of
GMP manufacture of cell therapies,”
he states.
The logistics involved in autolo-
gous CAR-T cell therapies are often
raised as an important issue, but
Levitsky believes they are an engi-
neering problem that is not without
technical challenges, but certainly
not the biggest challenge facing
developers of these next-generation
treatments. Eventually, he believes it
may even be possible to have CAR-T
cell therapies produced at the hospi-
tal using automated instrumentation
that can perform all of the neces-
sary steps. “Such a solution is not out
of the realm of possibility; there is
nothing to indicate it can’t be done,”
Levitsky asserts.
It is also important to note that
CAR-T products require the sepa-
rate manufacture of viral vectors
for delivery of the CAR transgene in
addition to cell expansion and har-
vesting. “Challenges associated with
process development and validation
include establishment of transduc-
tion conditions that reproducibly
result in an acceptable percentage
of T cells that express the CAR at
defined levels on the T cell surface,”
says McCreedy.
PRODUCT CHARACTERIZATION AND RELEASE TESTING ISSUESProduct character izat ion and
release testing present additional
challenges to GMP manufacturing
of CAR-T products. The creation of
master cell banks from customized
cell lines that express specific ligands
and/or reporter molecules for use in
expanding CAR-T cells in culture
and for use in characterizing the
potency and specificity for release of
GMP-manufactured CAR-T products
are beginning to make their way into
the manufacturing process, which
should help to provide additional
consistency in the process, according
to McCreedy.
Because CAR-T products are con-
sidered to be both cellular and gene
therapy by FDA and the European
Medicines Agency, genetic stabil-
ity studies are required in addition
to traditional stability upon storage
documentation. The required test for
replication-competent lentivirus is
particularly onerous due to the cost
and time required. Alternatives for
delivery of genetic data that avoid
the use of viral vectors are in devel-
opment, such as the introduction
of the CAR as a transiently express-
ing messenger RNA (mRNA), plasmid
DNA transfection, and the use of
transposable elements (transposons)
to replace existing genes with new
ones, according to Levitsky. He also
believes it is possible that as the field
matures and experience with CAR-T
cell therapies increases, there will
eventually no longer be a need for
the test.
REFERENCES 1. Jain PharmaBiotech, Cell Therapy—
Technologies, Markets, and Companies
(March 2016), http://pharmabiotech.
ch/reports/celltherapy/, accessed April
12, 2016.
2. R. Tompa, Crafting a Better T Cell for
Immunotherapy (Feb. 22, 2016), www.
fredhutch.org/en/news/center-
news/2016/02/crafting-a-better-t-cell-
for-immunotherapy.html, accessed April
18, 2016.
3. J.A. Boyd, et al., Successful Translation
of Chimeric Antigen Receptor (CAR)
Targeting CD19 (CTL019) Cell
Processing Technology from Academia
to Industry, Poster, American Society of
Hematology 57th Annual Meeting
(Orlando, FL, December 2015). X

20 BioPharm International www.biopharminternational.com May 2016
Scie
nce P
hoto
Lib
rary
/Gett
y Im
ag
es
The benefits of adopting single-
use technologies in the pro-
duction of biopharmaceuticals,
such as lower capital invest-
ment and increased flexibility, are now
well documented and widely recognized
in the industry. But when building a
new facility based on single-use technol-
ogies, or incorporating single-use into
an existing facility, how do companies
ensure they fully realize the benefits?
Facility design is a complex, multi-
faceted, multi-step process, and early
decisions can cause unforeseen limita-
tions as the project progresses or, later,
when further development of the facil-
ity is required. Asking the right ques-
tions at the outset and having the depth
of experience and knowledge to under-
stand the consequences of the answers
are vital to establishing the right specifi-
cations during the design phase.
Identifying a partner or partners to
support the design and build of a facil-
ity and the process that sits within it is
the first key decision. Traditionally, an
architectural and engineering firm and
one, or possibly multiple, single-use
process-equipment supply partners are
selected. Working with a single exter-
nal point of contact can help drive effi-
ciencies in project-management and
delivery. To be successful, however,
the lead partner will need an under-
standing of biomanufacturing facility
design, engineering, qualification, and
validation, as well as the operational
aspects of combining process hardware,
single-use consumables, and automa-
tion platforms.
Designing a Biomanufacturing Facility Incorporating Single-Use Technologies
Peter Genest and
John Joseph
Asking the right questions
is crucial.
Peter Genest is global operations
manager, FlexFactory, tel: 1.860.670.3014,
[email protected], and John Joseph
is engineering project leader, both at
GE Healthcare’s Life Sciences business.
Upstream Processing

May 2016 www.biopharminternational.com BioPharm International 21
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS
Overall, there are four sets
of requirements to consider:
product(s) to be made, process
technologies, facility design, and
supporting services. In each case,
a series of questions will help iden-
tify objectives, design specifica-
tions, and potential constraints.
CONSIDERING THE PRODUCTProduct class
The first element that defines any
biopharmaceutical manufactur-
ing facility is the product itself.
Will the facility be manufactur-
ing monoc lona l ant ibod ies ,
recombinant proteins, vaccines,
antibody-drug conjugates, or frag-
ment antibodies? Also, will the
products be mammalian cell-
derived or microbial cell-derived?
While these questions are most
pertinent for the selection of
the bioprocessing technologies
required, they are also important
for the design of the facility itself.
The promise of flexibility and
simplification are often major
deciding factors for choosing sin-
gle-use technology. Removing the
need for cleaning and sanitization,
for example, means that switching
between one product and another
becomes quicker and easier. One
way to take advantage of this flex-
ibility is by making the facility
multi-purpose (i.e., the manufac-
ture of two or more products) to
drive greater facility utilization.
Deciding between a single- or
multi-product facility impacts
facility design considerations.
Factors such as avoiding cross-
contamination between products
and ensuring that process-specific
equipment can be moved around
efficiently or housed nearby for
rapid changeover need to be built
into the design.
Regulations
With the plethora of regulatory
guidelines and associated compli-
ance requirements to adhere to
when building a facility, it must
be clear whether the product is for
research and development pur-
poses (pre-clinical), clinical trials,
or commercial scale, as this will
define the relevant GMP require-
ments. Also, if producing at com-
mercial scale, which regulatory
standard is needed? Is the product
approved by FDA, the European
Medicines Agency (EMA), the
China FDA, Brazi l’s National
Hea lth Su r ve i l lance Agenc y
(ANVISA), or other agencies? In
some cases, local requirements go
beyond global ones. For example,
Chinese fire regulations demand a
greater level of fire resistance than
is typical globally, and in countries
such as Korea and Japan earth-
quake-proofing measures may have
to be implemented.
Capacity
To define the necessary capacity of
the facility, the primary question
is how many batches per product
per year are needed? However,
this number has not always been
defined when the facility design
stage is reached. Alternatively,
it should be possible to consider
what quantity (in kilograms) of
the bulk API needs to be produced
for each product within the facil-
ity per year to meet clinical trial or
Upstream Processing
Figure 1. An example of a production process from cell culture to bulk drug substance.
Project management
Centralized monitoring and control
Vial
Cell culture seed train
Purification Bulk formulation
Production bioreactor Harvest and viral inactivation
HyClone mediaand supplements
WAVEBioreactor
Xcellerex XDRbioreactor
UniFlux crossflow filtration
Normal flowfiltration
Viralinactivation
ÄKTA chromatographysystem and
AxiChrom columns
ÄKTA chromatographysystem and
AxiChrom columns
Nano-filtration
Ultrafiltration/diafiltrationconditioning
Bulk drugsubstance
Sterilefiltration
Single-use tubing sets/assemblies

22 BioPharm International www.biopharminternational.com May 2016
commercial market requirements,
and then work back to the number
of batches.
For example, one can con-
sider 2 x 2000-L bioreactors run-
ning a typical 14-day incubation
period staggered a week apart,
which equates to one batch pro-
duced each week. A typical batch
at 2 g/L with a 70% overall yield
in downstream processing and a
95% production success rate will
therefore yield 138 kg/yr in total.
The final yield here is determined
by the product titer of the produc-
tion bioreactor, combined with the
efficiency of the downstream puri-
fication steps, both of which will
be driven by the details of the bio-
process itself.
SELECTING PROCESS TECHNOLOGIESThe next step is to drill down into
the discrete unit operations of the
biomanufacturing workflow. If
the production process is already
defined, it should be listed out, but
if not, then the contracted partner
may be able to provide an equip-
ment list with f lexible process
capability. Figure 1 shows an exam-
ple of a production process from
cell culture to bulk drug substance.
Starting with upstream, the sta-
tus of the cell line and whether the
process should be batch, fed-batch,
or perfusion needs to be decided.
Details about the nature of the
process also need to be captured,
including the bio-safety level and
lengths of culture time for the seed
and production bioreactors.
Moving to downstream, the
overall yield of the purification
process from post-cell culture har-
vest through to purified bulk API
should be provided, along with an
estimate of the step yield of each
unit operation. If chromatography
columns are used in the process
flow, also specify the column vol-
ume and diameter required along
with the desired number of cycles
for each step.
Ma ny s i ng le -u se consu m-
able supply partners now offer
large customized system designs
that can be tailored exactly to a
specific workflow. Having an all-
encompassing single-use system for
a unit operation may seem to be
the most efficient option. However,
manufacturing a large single-use
system comes with challenges.
Packaging size and transportation
integrity, sterility validation, com-
ponent supply, handling and stag-
ing, installation, and operational
use can all become more difficult
and lead to greater risk levels. In
some cases, defining and select-
ing smaller and simpler single-use
systems to function in a modu-
lar workflow can be beneficial for
minimizing risks.
Another important consider-
ation in selecting single-use con-
sumables is ensuring the supply
chain is robust. Switching out
any element of a validated pro-
cess requires significant addi-
tional work. Therefore, make sure
the supply partner has a proven
track record, a materials policy in
place, transparency on how they
work with raw material suppliers,
and a proactive communication
program, and that they can pro-
vide examples of how they have
dealt with previous situations of
raw material changes. Also check
the robustness of the qualification
and validation package supplied,
and make sure it meets all relevant
regulatory requirements.
BREAKING NEW GROUND OR RENOVATING?The crucial point in designing a
new facility is whether it will be a
brownfield/renovation or a green-
field site. If it is brownfield, then
designers and engineers will need
to know if the footprint is fixed
and whether there are any restric-
tions on the space, such as floor
strength, ceiling height, or door
and elevator sizes. When thinking
about the layout, are there exist-
ing personnel, product, or mate-
rial flows already in place? Also, is
there existing support infrastruc-
ture, such as utilities, warehous-
ing, or laboratory space, that can
be accessed? If possible, plans for
future plant expansion at the site,
or at other sites, should be taken
into account, particularly if they
will have an impact on the product
requirements of the facility being
built now.
If it is a greenfield site, then
there is increased flexibility in
what can be built. However, sourc-
ing an engineering firm with the
relevant experience for a stick-built
biopharmaceutical facility design
can be challenging in some parts
of the world. In response to this,
another option that has emerged
is the modular facility, made from
standardized prebuilt units deliv-
ered to the greenfield site. This
approach can have benefits in
ensuring consistent standards of
quality and reduction of time to
first batch. This modular approach
to building allows site excavation
to run in parallel with module
construction and validation of unit
operations to begin offsite.
For those on a brownfield site
or those building a new facility
adjacent to an existing one, any
current centralized automation
platform for data archiving and
process monitoring may need to
be linked to the new facility. In
other cases, a standalone automa-
tion platform will be appropriate.
Finally, the need for any addi-
tional support functions or build-
ings should be decided (e.g., fill
and finish building, a black utility
generation building, a warehouse,
quality control [QC] laboratories,
or a waste treatment plant).
The needs here can sometimes
run counter to expectations. For
example, when embarking on a
first foray into single-use, many
presume that the removal of the
Upstream Processing

May 2016 www.biopharminternational.com BioPharm International 23
Upstream Processing
hard piping and utilities needed
for clean in place of stainless steel
will result in a reduced footprint
requirement. What is not always
anticipated is the warehousing
requirements for the stock of sin-
gle-use consumables, which also
need to be unpacked and prepared
in a staging area. While having
adjacent warehousing on a site
may fulfill this need, more effi-
cient tracking, set-up, and speed
of changeover will be achieved if
some consumables staging and
storage sits within the facility
itself, in close proximity to, or as
part of the cleanroom environ-
ment. In total, the footprint is
likely to be reduced in switching
from stainless steel to single-use,
but the change is not always as sig-
nificant as expected.
When adding a single-use train
to complement existing stainless-
steel production facilities, the
flexibility of single-use can help
reduce the need for additional util-
ities. In one case, when design-
ers and engineers looked at which
existing underutilized utilities
could be shared with a new single-
use set-up, it turned out to be a
significant amount. For example,
the flexibility of single-use meant
that single-use unit operations
requiring a water supply could be
scheduled for the downtime or
periods of low water consumption
of the stainless-steel process. The
reduced consumption of utilities
required to operate the single-use
process allowed for easier integra-
tion of additional capacity into the
existing infrastructure of a pro-
duction site.
SAFETY AND TIME CONSIDERATIONSThe ability of operators to safely
work with biologic and potentially
hazardous materials at any stage
during the process is a key facil-
ity design consideration. Knowing
where to place biosafety cabinets,
if aseptic connections are required,
and knowing any special design
modifications to the single-use sys-
tem (e.g., extra clamps, material
selection, handling of highly toxic
excipients) is vital.
Next, if known, specify the buf-
fer and media requirements of
each unit operation step in the
production process, including
whether any solutions require spe-
cial handling (e.g., 70% ethanol),
if steps are time-constrained (e.g.,
a highly-labile product that must
be processed in a specified period),
or if temperatures other than room
temperature are required (e.g.,
temperature-sensitive media for
upstream or cold purification pro-
cessing).
The buffer preparation sched-
ule for downstream purification
can have a significant impact on
facility design. Whether it is just-
in-time preparation, one day in
advance of use, or before any puri-
fication is started, will influence
how much space is required for
buffer storage or whether a system
of built-in piping is required.
PLANNING FOR THE FUTUREFacility design is a multifaceted,
interlocking web of needs, wants,
and risks, and it must be prop-
erly managed from the outset to
accommodate and account for all
requests. Management includes
being able to step back and take
a holistic view. The prime driver
and desired outcome, whether it
is shortest time to market, lowest
overall cost, or capital preserva-
tion, will significantly direct the
decisions made at all stages of the
design and building process.
For example, for a small biotech
that was particularly concerned
about reducing capital expendi-
ture, the ultimate recommendation
was to buy-in ready-made buffer
and media in single-use liquid
delivery bags. The overall scale and
output of the facility was relatively
low, and therefore the additional
infrastructure required for in-
house preparation was not going
to drive significant savings in the
longer term. This change in pro-
cessing methodology minimized
both footprint and utility needs.
Another element to consider at
this point is how much “future
flexibility” to account for during
the design and build phase. Do
you want to allow for the possi-
bility of adding more production
bioreactors to expand manufac-
turing capacity? Do you want to
add 10% more communication
drops for the integration of future
equipment? The balance to be
struck is between too much and
not enough.
One reason such flexibility is
important is that future manufac-
turing needs are always uncertain.
Factors such as increased pro-
ductivity and titer, coupled with
increased market competition due
to products coming off patent, has
led to some stainless-steel facilities
becoming underutilized and end-
ing up shut down or sold.
The facility itself is only the
beginning. Operational training
will be required, as a minimum,
but many supply partners can
offer a much wider range of ser-
vices. Validation requires signif-
icant experience and know-how
and has the potential to consume
significant internal resources.
Outsourcing this element to an
experienced partner can be a cost-
effective option.
Ultimately, of course, budget is
a crucial factor, along with when
production needs to commence.
But these should be considered
alongside a close appraisal of the
experience and depth of knowl-
edge of the team that will be
delivering the project. By map-
ping skills against requirements,
it is possible to identify key attri-
butes external partners need to
have to make a project a success,
first time. ◆

24 BioPharm International www.biopharminternational.com May 2016
As the biotech industry evolves,
there are mounting concerns
about transportation, security,
and robustness of cell-culture
media, intermediate, or bulk drug sub-
stance (BDS). Safe, stable, and closed sys-
tems are needed when sterile products
are shipped in single-use bags (1). In this
article, the authors look at the limitations
of validation for a single-use shipping
system, and provide perspective on what
shipping validation means.
INCREASING NEED FOR SHIPPING PRODUCT IN THE SINGLE-USE MARKETThe complexity of biopharmaceutical man-
ufacturing processes requires continuous
improvement. The expansion of manufac-
turing capacity worldwide has resulted in
the multiplication of links between produc-
tion facilities as well as the increasing need
for storage or transportation of media, inter-
mediate, BDS, and drug products.
Outsourcing to contract manufactur-
ing organizations (CMOs) offers a solution
to the capacity constraint. CMOs bring to
the biopharma industry valuable technical
expertise and flexible capacity and reduce
the total risks associated with building
internal capacity; however, a robust and
validated manufacturing process (2), includ-
ing product transportation between facili-
ties, is required.
Single-use technology (SUT) contin-
ues to expand because of its potential
for reducing both capital and operating
expenses (3). The growing adoption of
single-use, especially in critical process
steps, has increased the need for product
quality, robustness, and integrity. The
biotechnology industry is now expand-
ing its implementation of single-use bags
into all bioprocess steps for applications
including cell-culture preparation (4),
filtration (5), purification (6), storage (7),
mixing (8), freeze-thaw operations (9),
and fill-finish (10).
Depending on the manufacturing pro-
cess organization and the level of outsourc-
ing, the challenge of safe and robust BDS
transportation becomes a crucial step from
a risk analysis point of view (11, 12).
ACHIEVING SAFE SHIPMENT Supplier and user requirements
To comply with modern manufacturing
requirements, SUT must offer similar lev-
els of security and robustness as multi-use
technology (MUT). A MUT shipping con-
tainer is designed to withstand the different
static and dynamic forces to which it is sub-
jected during transportation, handling, and
storage operations. The shipped product
must also be protected from climatic condi-
tions, such as temperature and humidity
(13). Reusable products must:
t� #F� SPCVTU� JO� UFSNT�PG�QSPWJEJOH�QSP-
tection to the shipped product against
rigorous environmental and handling
conditions
t� .BJOUBJO�QSPEVDU�TUFSJMJUZ
t� .BJOUBJO�QSPEVDU�TUBCJMJUZ
t� &OTVSF�PQFSBUPS�TBGFUZ
t� "MJHO�XJUI�DVSSFOU�MPHJTUJD�PQFSBUJPO
t� #F�DPNQBUJCMF�XJUI�WBSJBCMF�WPMVNFT�
Stainless-steel tanks for bulk freezing
and distribution between drug substance
sites and drug product sites were the pro-
cessing units of choice until recently,
when the technology was challenged by
SUT (9, 14, 15). It is important to note that
there is a simpler supply chain with SUT
shippers because there is no need to man-
age the return of empty tanks or to clean
and verify them.
In addition to the aforementioned stan-
dard requirements, shipping with SUT
requires the following additional needs:
t� .BJOUFOBODF�PG�UIF�TUSVDUVSBM� JOUFHSJUZ�
of the single-use bag (i.e., no leaks)
Qualification and Validation of Single-Use Shipping Systems
Nicolas Voute, Elisabeth
Vachette, Delphine
Audubey, Stephane Baud,
and Frederic Bazin
The authors provide their perspectives on shipping
validation.
Nicolas Voute is marketing consultant,
[email protected], Tel.
+33.4.42.84.60.69, Fax: +33.4.42.84.69.68;
Elisabeth Vachette is product
manager; Delphine Audubey is senior
inside application specialist; Stephane
Baud is R&D program leader container;
and Frederic Bazin is R&D program
manager bags, all at Sartorius Stedim
Biotech, Fluid Management Technologies,
Sartorius Stedim FMT S.A.S., Z.I. Les
Paluds – Avenue de Jouques, CS91051,
13781 Aubagne Cedex, France.
Shipping Services

May 2016 www.biopharminternational.com BioPharm International 25
t� 2VBMJGJDBUJPO�PG�QSPEVDU�JO�DPOUBDU�
with the single-use material (i.e.,
extractable and leachable testing).
While SUT shipping can offer sub-
stantial advantages compared to MUT
shipping, there are challenges with
SUT shipping as summarized in Table
I. Several considerations are related
to the material of construction of
SUT. Moreover, the end users’ require-
ments for shipping depend largely on
the application as shown in Table II.
REGULATORY ASPECTAs indicated in the Parenteral Drug
Association’s (PDA) Technical Report
(TR) N°66 (16), the supply of process
solutions in large-volume bags, from
point of manufacture to point of
use is a well-established practice that
involves the following elements:
t� "�CBH�EFTJHOFE� UP� GJU�B� SJHJE�XBMM�
outer container
t� "�SJHJE�XBMM�PVUFS�DPOUBJOFS�TVDI�BT�
a plastic drum or tote or a stainless-
steel bin
t� 4FDPOEBSZ� QBDLBHJOH� NBUFSJBMT�
(e.g., dunnage) and lids or other
mechanical devices to suppress the
fluid wave action in the bioprocess
bag.
Transportation of process solution
in small-volume bags (nominal vol-
ume less than 20 L) is also a common
process that requires less complex
packaging solution (16). The excep-
tion is the transportation of frozen
materials that necessitates tempera-
ture-resistant materials and cold-
chain logistics (17).
Shipping systems must be quali-
fied for their intended use through
proper design and testing in con-
sultation with a packaging engi-
neer. The International Safe Transit
Organization (ISTA) (18) and the
American Society for Testing and
Material (ASTM) D4169 (19) are good
references for testing standard. These
standards are complex with many dif-
ferent protocols, and the selection of
a relevant protocol linked to an appli-
cation is not trivial. It must be ana-
lyzed with a packaging and transport
expert. The following are some key
considerations for end-users:
t� 8IBU� JT� UIF� TIJQQJOH�VOJU� TJ[F �
weight, and construction)?
t� 8IBU� BSF� UIF� TIJQQJOH� SPVUFT��
intercontinental (truck/air/boat),
national (long-distance truck), or
continental (short-distance truck)?
t� 8IBU� JT� UIF�BTTVSBODF� MFWFM� UIBU�
should be established? Level I >
level II > level III
t� %FGJOF� UIF� MJGFDZDMF�QIBTFT�PG� UIF�
shipped unit (storage, transport,
handling, transport, use)
t� 8IBU�BSF� UIF�BTTPDJBUFE�FOWJSPO-
mental conditions for each phase of
the lifecycle (temperature, humid-
ity, compression, vibration, shock,
free fall, bump, and pressure)?
t� 8IBU�BSF�UIF�IBOEMJOH�DPOEJUJPOT�
(forklift, tarmac, roads)?
t� 8IBU�BSF�UIF�UZQF�PG�TIPDL �TIBLF �
and vibrations associated with the
shipping routes?
t� $BO�JU�CF�TUBDLFE
t� 8IBU�JT�UIF�BQQSPQSJBUF�OVNCFS�PG�
samples for validation?
t� 8IBU�JT�UIF�BEFRVBUF�TFWFSJUZ�PG�UIF�
simulated shipping test?
t� 8IBU� TBGFUZ�NBSHJOT�BSF�BDDFQU-
able?
t� 8IBU�BSF� UIF�BDDFQUBODF�DSJUFSJB��
product is damage-free, package is
intact, or both?
Based on the projected distribu-
tion, the end user should define a
test plan using the distribution cycle
(DC) defined in Table I of the ASTM
D 4169 (19). The DC should correlate
with the projected lifecycle phases of
the shipped unit (20).
In addition, many pharmaceuti-
cal or biotechnological products
are temperature sensitive and
require specific precaution during
storage and transportation (21).
Transport and storage conditions
have to be determined considering
Shipping Services
Table I: Advantages and challenges of single-use technology (SUT) shipping.
Table II: End-user requirements for shipping according to the application.
SUT advantages SUT challenges
t���&MJNJOBUJPO�PG�DMFBOJOH�BOE�TUFSJMJ[BUJPO�TUFQTt���3FEVDUJPO�JO�HFOFSBUJPO�PG�XBUFS�GPS�JOKFDUJPO�
(WFI)t���3FEVDFE�SJTL�PG�DPOUBNJOBUJPO�EVF�UP�DMPTFE�TZTUFNt���/P�DSPTT�DPOUBNJOBUJPO�EVF�UP�TJOHMF�VTFt���$"1&9�SFEVDUJPOt���3FEVDUJPO�PG�NBJOUFOBODF�DPTUt���3FBEZ�UP�VTF�OP�DMFBOJOH �OP�TUFSJMJ[BUJPO �OP�WFSJGJDBUJPO�QSJPS�UP�VTFt���-FTT�SFTPVSDFT�BOE�UJNF�SFRVJSFE�GPS�NBJOUFOBODF �DMFBOJOH �BOE�WBMJEBUJPO��MFTT�TUBGG�JOUFOTJWFt���1PUFOUJBM�GPS�POF�XBZ�MPHJTUJDTt���-FTT�JOGSBTUSVDUVSF�BOE�QFSJQIFSBM�FRVJQNFOU�SFRVJSFE
t���"QQSPWBM�BOE�RVBMJGJDBUJPO�PG�NBUFSJBM�PG�DPOTUSVDUJPO�SFRVJSFT�FYUFOTJWF�BOE�TQFDJGJD�FYUSBDUBCMF�MFBDIBCMF�TUVEJFTt���1PUFOUJBM�DIBMMFOHFT�PG�HVBSBOUFFE�TVQQMZt���$IBOHF�NBOBHFNFOU�t���3JTL�PG�CSFBLBHF�PG�CBHT�EVSJOH�USBOTQPSU�BOE�MPTT�PG�TUFSJMJUZt���7FSJGJDBUJPO�PG�UIF�DPOUBJOFS�JOUFHSJUZ�BU�MPX�
QSFTTVSFt���8BTUF�NBOBHFNFOU
Application End-user requirement
7BDDJOF t��7PMVNF������-t��&HSFTT�SJTL�GPS�MJGF�WJSVTt��4JOHMF�VTF�TIJQQJOH�TPMVUJPOt��5FNQFSBUVSF�TFOTJUJWF�QSPEVDU
.POPDMPOBM�BOUJCPEZ�BOE�SFDPNCJOBOU�QSPUFJO t��7PMVNF�����-t��4UFSJMFt��.VMUJ�VTF�TIJQQJOH�TPMVUJPO�MFTT�UIBO���SFVTFt��7BSJBCMF�TIJQQJOH�WPMVNF
1MBTNB�BOE�NFEJB t��7PMVNF�����-t��4UFSJMFt��.VMUJ�VTF�TIJQQJOH�TPMVUJPO�MFTT�UIBO���SFVTFt��7BSJBCMF�TIJQQJOH�WPMVNF

26 BioPharm International www.biopharminternational.com May 2016
the risks of product degradation
(22, 23).
PDA TR N°66 has highlighted spe-
cific factors of importance for trans-
portation that must be considered by
end-user (16). These factors are:
t� %JNFOTJPOBM� GBDUPS� J�F� �WPMVNF�
to be shipped and dimensions of
the shipper)
t� .PEF�PG�USBOTQPSUBUJPO �XIFUIFS�
it’s ground, air, rail, boat, or a
combination of more than one
mode. Metrics must include hold
time on tarmac.
t� 5IF� BTTPDJBUFE� FOWJSPONFOUBM�
conditions (temperature, humid-
ity, pressure, and variation)
t� 'VODUJPOBMJUZ� J�F� �GPSLMJGU�BDDFTT �
stack ability of outer container,
access to fill and drain port, sec-
ondary container to collect leak)
t� 3PPN� DMBTTJGJDBUJPO� TVDI� BT� GJMM�
and drain procedure to maintain
sterility
t� -PHJTUJDT� F�H� � FYUFSOBM� TIJQQFS �
cold-chain logistics).
Shipping Services
Protecting Precious Cargo: Cold Chain Shipping Services for Biopharmaceuticals
As the biopharmaceutical industry has grown, so has the
number of cold-chain logistics and shipping companies, and
technology developers, that serve it. Technology providers are
expanding the number and variety of solutions they offer. Here is
a short sampling of companies that offer specialized cold-chain
services, and some of their offerings.
Brink’s Global Services focuses on managing risk
Legendary for its armored cars, and in the transportation
business since 1859, this secure high-end-goods transport
company moved into pharmaceuticals in 2014 and offers
shipment solutions that include full risk assessment.
Brink’s Online is a secure web portal that provides shipping,
inventory management, and invoicing materials on demand.
www.brinkssecuredata.com/Sectors/high_tech_electronics_
pharmaceutical.aspx
Cryoport: liquid nitrogen, not dry ice
Cryoport uses liquid nitrogen dry vapor shippers to eliminate
the risk of temperature changes that can occur with dry ice.
Cryoportal, a logistics-management platform, allows users
to manage documentation from a single user interface.
It also features full data-monitoring and data-tracking
capabilities, including chain of custody and chain of condition.
www.cryoport.com
Patient-centered solutions
Marken offers a range of services for biopharmaceuticals,
clinical trials, and diagnostics, utilizing a global network and
technology such as its Sentry GPS-enabled sensor platform,
which allows data to be collected in real time, so that teams can
work most efficiently with ground transportation companies and
airlines. www.marken.com
Simulate “What Ifs”
Modality Solutions offers an integrated platform focusing on
cold-chain packaging, transportation validation, and logistics
solutions. Its Advantage Transportation Simulator allows users
to assess the impact of changes and stresses on shipments.
www.modality-solutions.com
Cold-chain solutions throughout the product lifecycle
A diversified contract services company, PCI Services offers
logistics and distribution, as well as storage and returns
capabilities for biopharmaceuticals. www.pciservices.com
Custom packaging, shipping, and testing services
Sonoco ThermoSafe provides cold-chain packaging and
shipping solutions for pharmaceutical manufacturers, biologics
developers and suppliers, clinical trials, and other healthcare
markets. The company’s ISC Labs offer custom packaging
solutions, as well as design, testing and validation services.
www.thermosafe.com
“It’s a patient, not a package”
UPS offers a wide range of shipping and logistics as well as
temperature-control options for biopharmaceuticals and clinical
trials. Its Temperature True service offers different service levels
depending on the shipping and storage temperature and speed
required for delivery. The company offers advanced monitoring
to allow it to intervene based on milestones, GPS readings,
and product conditions, to prevent delays and product recalls.
www.ups.com
Transparency and compliance support
World Courier offers logistics processes, storage and
distribution, temperature control solution, and shipping
processes for commercial pharmaceuticals and clinical trial
logistics. The company’s CTM-Star inventory management and
stock control tool allows customers remote access and visibility,
and access to source documents. www.worldcourier.com
Help ensure safety with thermal exposure indicators
Cryoguard Corp. offers indicators that can detect thermal
exposure from -40 to -150 ˚C, providing a red light warning
when materials have been exposed to potentially damaging
thermal exposures. They can be used to monitor materials in
liquid nitrogen dewers, dry shippers and tanks, foam coolers,
insulated boxes, freezer canes, and containers cooled by dry ice.
www.cryoguard.com
—Agnes Shanley

May 2016 www.biopharminternational.com BioPharm International 27
Shipping Services
In addition to PDA TR66, the analy-
sis of the regulatory requirements and
relevant references can be summa-
rized as follows:
t� 5IF� USBOTQPSUBUJPO� SPVUFT� NVTU�
be defined for international ship-
ment. A risk assessment for vibra-
tion, handling, delays, and seasonal
variation should be established (11).
t� 5IF� TVJUBCJMJUZ�PG� UIF�DPOUBJOFST�
(compatibility, safety, robustness)
and of the container-closure sys-
tem (material of construction,
integrity, interaction) must be
defined as well as a rational for
the choices of the material, the
barrier properties, the compatibil-
ity, and the safety (13).
t� 3FDPNNFOEBUJPOT� BSF� HJWFO� UP�
define storage and shipping con-
ditions, to assess risk of the envi-
ronmental parameter variation,
to define labeling, and to assess
short-term excursion outside
storage conditions according to
the International Council on
Harmonization (ICH) accelerated
testing (24).
t� 2VBMJGJDBUJPO�BOE�WBMJEBUJPO�PG�UIF�
shipped product can be performed
in real shipment with monitoring
(25–27) or in simulated shipment
according to ASTM D4169 (19) or
ISTA (18).
t� *O�BEEJUJPO �QSFDBVUJPOT� GPS� USBOT-
port of hazardous materials and
dangerous goods are also described
in additional regulations. The
&DPOPNJD�$PNNJTTJPO� GPS�&VSPQF�
has defined regulations applicable
to road transportation of chemical
dangerous goods (28). Part 3 of the
documents lists the chemical enti-
ties considered as dangerous goods
for which special precautions are
required.
t� 5IF�6OJUFE�/BUJPOT�IBT�FTUBCMJTIFE�
regulations for any type of trans-
ports (air, road) of biological and
infectious substances (29).
t� 5IF� *OUFSOBUJPOBM� "JS�5SBOTQPSU�
Association has established regula-
tions applicable to safe air transpor-
tation of dangerous goods (30).
Shipping is indeed complex and
users should verify the vendor’s
claims about some regulations. It
is important for the end-user to
understand what is behind the
claim and the relevance to its appli-
cation. As discussed in this article,
shipping validation protocol for
mechanical constraints needs to be
carefully defined with parameters
setting linked to the application in
close collaboration between end-
users and suppliers.
*U� JT� B� SFRVJSFNFOU�PG� '%"� �� �
�� �UIF�&VSPQFBO�.FEJDJOFT�"HFODZ�
�� � UIF�&VSPQFBO�6OJPO� �� �BOE�
other drug regulatory agencies that
the process produces consistently
similar and reproducible results that
meet the quality standard of the
QSPEVDU��"DDPSEJOH� UP� '%" �WBMJEB-
UJPO� JT� i&TUBCMJTIJOH�EPDVNFOUFE�
evidence that provides a high
degree of assurance that a specific
process—including shipping—will
consistently produce a product
meeting its pre-determined specifi-
cations and quality attributes” (33).
A properly designed system will pro-
vide a high degree of assurance that
every process step, including ship-
ping, has been properly evaluated
before its implementation.
In the biopharmaceutical indus-
try, qualification and validation are
intended to demonstrate that the
manufacturing process provides the
desired level of product quality and
specifically its activity, sterility, and
QPUFODZ��2VBMJGJDBUJPO�PG�B�TIJQQJOH�
system and shipping equipment is
part of the validation.
MECHANICAL ROBUSTNESS An SUT shipping system composed
of a bag and a stainless-steel bin
should ensure safe shipment (i.e.,
no loss of integrity and no loss of
product sterility). It can be granted
by the mechanical robustness of the
shipper. The objective is to verify
that no leaks occur during transpor-
tation. According to Tull, “Product
quality can be defined in terms of
the ability of a product to perform its
desired function despite the stresses
to which it has been exposed before
and during its intended use” (23).
Bag leakage can be analyzed fol-
lowing methods described in the
PDA TR N°27 (34). This document,
however, describes high-sensitivity
Table III: Main features of the American Society for Testing and Material (ASTM)
and International Safe Transit Organization (ISTA) standards.
ASTM D4169ISTA Procedure 3H (recommended by ISTA)
5ISFF�MFWFMT�EFTDSJCFE�JO�UIF�"45.�%����t��"TTVSBODF�MFWFM�*t��"TTVSBODF�MFWFM�**t��"TTVSBODF�MFWFM�***
"DDFQUBODF�DSJUFSJBt��$SJUFSJPO���o�1SPEVDU�JT�EBNBHF�GSFFt��$SJUFSJPO���o�1BDLBHF�JT�JOUBDUt���$SJUFSJPO���o�1SPEVDU�JT�EBNBHF�GSFF�BOE�JOUBDU
���EJTUSJCVUJPO�DZDMFT�%$��%$�TIPVME�CF�DIPTFO �XIJDI�DPSSFMBUFT�UP�UIF�QSPKFDUFE�EJTUSJCVUJPOt��1SFDPOEJUJPOJOH�BOE�DPOEJUJPOJOHt��)BOEMJOHt���4IPDL�IPSJ[POUBM�JNQBDU �SPUBUJPOBM�GMBU�ESPQ �BOE�FEHF�ESPQt���4JNVMBUJPO�PG�UIF�WJCSBUJPO�EVSJOH�USVDL�USBOTQPSUt��-PX�QSFTTVSF�t��"JS�WJCSBUJPOt��$PNQSFTTJPO�PQUJPOBM
5FTU�DPOTJTUT�PG����JOEJWJEVBM�UFTUT�UIBU�BSF�DBSSJFE�PVU�TFRVFOUJBMMZ�PO�UIF�TBNF�QBDLBHF�5IF�UFTUT�TJNVMBUF�UIF�IBOEMJOH�BOE�USBOTJU�SFRVJSFE�JO�B�MPOH�IBVM�SPBE�EJTUSJCVUJPO�OFUXPSL�BOE�DPWFS�USVDL�USBOTQPSU�POMZ��*U�JT�DPNQPTFE�PG�TFRVFODFT�JODMVEJOH�
t��1SFDPOEJUJPOJOH�BOE�DPOEJUJPOJOHt���4IPDL�IPSJ[POUBM�JNQBDU �SPUBUJPOBM�GMBU�ESPQ �BOE�FEHF�ESPQt���4JNVMBUJPO�PG�UIF�WJCSBUJPO�EVSJOH�USVDL�USBOTQPSUt��$PNQSFTTJPO�PQUJPOBM

28 BioPharm International www.biopharminternational.com May 2016
methods adapted for final packag-
ing and not necessarily for inter-
mediate or BDS. More global test
methods such as diffusion of a dye,
detection of a liquid leak, or damage
of the bag (films and seals) may be
more relevant (35).
&OTVSJOH�B� TBGF� TIJQNFOU�NFBOT�
preventing leakage and loss of
integrity when the SUT shipping
system undergoes the mechanical
stresses generated during shipment.
It is difficult to define these stresses
and to determine the adequate
safety margin.
ASTM AND ISTA STANDARDSAs already mentioned, a well-known
and common practice is to apply the
ASTM or ISTA standard protocol on
shipping system and check its per-
formance according to these agency
guidelines. Table III briefly describes
the main features of the ASTM and
ISTA standards. It is, therefore, diffi-
cult to select the right parameters to
grant a safe validation.
SELECTING A PROTOCOLIt is important to choose a protocol
that correlates to the projected lifecy-
cle phase of the shipped unit. A typi-
cal distribution sequence between
two plants is depicted in Figure 1.
ASTM (19) proposes 18 DC for
modeling any type of transport by
carrying out accelerated and strin-
HFOU� UFTUJOH��'PS�FYBNQMF �%$����PG�
ASTM is representative of the typical
shipment shown in Figure 1. DC 12
includes five test programs adapted
to simulate each segment of the pro-
jected distribution (see Table IV) with
impact (horizontal impact, rotational
flat drop, and edge drop), low pressure
(representative of shipment by plane
or high altitude), and vibration tests.
A second step is to define the
severity of testing (level and dura-
tion). Some differences between the
three assurance levels are shown
in Table V, which is not exhaustive.
Duration is always a decision to be
taken by the end-user even though
standards may make recommenda-
tion, unless conditions dictate oth-
erwise. ASTM also recommends level
2 in that case. The level of severity
must be defined according to real
shipment condition in addition of
desired safety margin.
There is no official ASTM claim;
suppliers can only claim that they
pass ASTM selected tests described by
the standard. Therefore, knowing the
distribution cycle, schedule, duration,
severity level, and acceptance crite-
ria are mandatory to understand the
validation performed on the system.
Moreover, the suitability with the
intended use can only be proven by
end users; these conditions might dif-
fer from one site to another or from
one product to another. Transport
simulation test results performed
according to DC12 of ASTM D4169
as well as test results obtained in real
shipping conditions will be described
in a forthcoming paper. The paper
will present mechanical robustness
and vibration data test results in a
simulated and real-life scenario to
define and validate the conditions for
safe transportation, the safety mar-
gin, and the limits of the each system.
CONCLUSIONShipping is indeed complex and the
user should not be assuaged sim-
ply by vendors’ claims about regu-
lations (i.e., claims of being “ISTA
certified” or “ASTM compliant”).
It is important to also understand
what is behind each claim and verify
that it is applicable to the product’s
intended use. The end-user should
understand the trial conditions used
in the vendor tests and compare
them to its application. The accep-
tance criteria (bag and shipper), the
protocol, and trial conditions shall
be discussed. Shipping validation
needs to be carefully defined in
close collaboration between end-user
and vendor, with parameter setting
linked to actual use. Collecting vibra-
tion data on the real use will help the
end user and the vendor to under-
stand the physical constraints of the
Shipping Services
Figure 1: Typical transportation from plant A to plant B.
Plant A:
Handling
(forklift)
Plant B:
handling
(forklift)
Truck to
airport
Truck from
airport
Handling
(tarmac)
Handling
(tarmac)
Air shipment
FIG
UR
E 1
IS
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS

May 2016 www.biopharminternational.com BioPharm International 29
Shipping Services
shipping mode and select the best
protocol to replicate them in labora-
tory testing. The limits of the system
should be defined with knowledge
of the safety margin and be tested
under real packaging and real trans-
port conditions.
REFERENCES 1. N. Riesen, R. Eibl, “Single Use Bag
Systems for Storage, Transportation,
Freezing, and Thawing” in Single-Use
Technology in Biopharmaceutical
Manufacture, Dieter Eibl and Regine Eibl
Eds. (John Willey & Son, Hoboken, NJ,
2011).
2. S.D. Jones and H. Levine 2005,
BioExecutive International 3, 2–5 (2005).
3. L.Howard et al., BioProcess International 10
(11s) 20–30 (2012).
4. J. Wood et al., Biotechnol. Prog. 29 (6)
1535–1549 (2013).
5. T. Vicente et al., Eng. Life Sci. 14, 318–326
(2014).
6. M. Kuczewski et al., Biotechnol J. 6 (1)
56–65 (2011).
7. A. Shukla and U. Gottschalk, Trends in
Biotechnology 31 (3) 147–154 (2013).
8. A. Shukla et al., BioProcess International 10
(6) 34–47 (2012).
9. A. Goldstein et al., “Disposable Freeze
Systems in the Pharmaceutical Industry: A
journey from current stainless steel to
future disposable freeze systems in clinical
and large scale manufacturing,” American
Pharmaceutical Review, www.
americanpharmaceuticalreview.com/
Featured-Articles/126890-Disposable-
Freeze-Systems-in-the-Pharmaceutical-
Industry/, accessed 11 Feb. 2016.
10. E. Langer and R. Radler, Eng. Life Sci. 14
(3) 238–243 (2014).
11. EC, EU Guidelines for Good Manufacturing
Practice (Brussels, February 2014).
12. FDA, Guidance for Industry Q8(R2)
Pharmaceutical Development (Rockville,
MD, November 2009).
13. S. Kumar, Int. J. Res. Pharmaceut. Biomed.
Sci., 4 (4) 1400 (2013).
14. T. Matthews et al., BioPharm International
Supplement (November 2009), www.
biopharm international.com/freeze-bulk-
bags-case-study-disposables-
implementation
15. S. Singh et al., BioPharm International 23
(6) (June 2010).
16. PDA, Technical Report N°66: Application of
Single-Use Systems to Pharmaceutical
Manufacturing, 2014.
17. R. Srinivas Madhukar et al., Journal for
Clinical Studies 5 (3) 50-56 (2013).
18. ISTA, ISTA 3H: 2011, Products or
Packaged-Products In Mechanically
Handled Bulk Transport Containers
(January 2011).
19. ASTM, Standard Practice for Performance
Testing of Shipping Containers and Systems,
ASTM D4169-14 (November 2014).
20. M. Magendans, Transport Simulation Test,
www.sebert.nl/powerpoint/ASTM-
Simulated-Transport-Test.pdf, accessed 21
Feb. 2016.
21. C. Ammann, AAPS PharmSciTech. 12 (4)
1264–1275 (2011).
22. WHO, WHO Technical Report Series,
No.961, Guidelines time- and temperature-
sensitive pharmaceutical products (2011).
23. J. Tull, B.K. Nunnally, “Design and
Execution of a Shipping Qualification for a
Vaccine Drug Substance,” ivtnetwork.com.
2009, www.ivtnetwork.com/sites/default/
files/Process_Qualification_Special_
Edition.pdf#page=50.
24. USP, USP <1079> Good Storage and
Shipping Practices, 2012.
25. P.H. Singh et al., Packaging Technogy and
Science 20, 387–392 (2007).
26. B. Wallin, Developing a Random Vibration
Profile Standard, www.halthass.co.nz/
wp-content/uploads/technical-library/pdf/
Developing-a-random-vibration-profile-
standard.pdf, 2010.
27. E. Joneson, Int. J. Adv. Packaging Technol. 2
(1) 70–74 (2014).
28. UNECE, Part 3 dangerous goods list and
limited quantities exceptions, 2011, www.
unece.org/fileadmin/DAM/trans/danger/
publi/unrec/.../part3.pdf.
29. Regulations for UN3373, www.un3373.
com/info/regulations, 2011.
30. IATA, Dangerous Goods Regulations (DGR),
www.iata.org/publications/dg, 2010.
31. FDA, Guidance to the Industry: Information
on Container Closure System for Shipping
BDS as Biologics (Rockville, MD, May
2002).
32. EMA, Guideline on Process Validation for the
Manufacture of Biotechnology-derived Active
Substances and Data to be Provided in the
Regulatory Submission (London, April
2014).
33. FDA, Guidance for Industry Process
Validation: General Principles and Practices
(January 2011).
34. Pharmaceutical Drug Association, Technical
Report N°27: Pharmaceutical Package
Integrity, 1998.
35. M.J. Akers et al., Package Integrity Testing.
Parenteral Quality Control, 3rd Edition.
(Informa Healthcare, New York, 2007), p.
325. ◆
Table IV: DC12 of American Society for Testing and Material (ASTM) D4169.
4DIFEVMF�"�IBOEMJOH�GPSLMJGU�IBOEMJOH�BOE�UBSNBD
4JEF�IPSJ[POUBM�JNQBDU�UFTU��JNQBDU�BMM�GPVS�TJEFT�PG�UIF�TIJQQJOH�VOJU�
'PSLMJGU�USVDL�IBOEMJOH��POF�SPUBUJPOBM�GMBU�ESPQ�GSPN�FBDI�CBTF�FEHF
4DIFEVMF�*�MPX�QSFTTVSF�BJS�TIJQNFOU 1SFTTVSF�FRVJWBMFOU�UP������N�GPS�B�QFSJPE�PG����NJO
4DIFEVMF�&�WFIJDMF�WJCSBUJPO�USVDL�BOE�BJS 1FSGPSN�UIF�UFTU�VTJOH�SBOEPN�WJCSBUJPO
4DIFEVMF�"�IBOEMJOH�GPSLMJGU�IBOEMJOH�BOE�UBSNBD
4JEF�IPSJ[POUBM�JNQBDU�UFTU��JNQBDU�BMM�GPVS�TJEFT�PG�UIF�TIJQQJOH�VOJU�
'PSLMJGU�USVDL�IBOEMJOH��POF�SPUBUJPOBM�GMBU�ESPQ�GSPN�FBDI�CBTF�FEHF
4DIFEVMF�#�IBOEMJOH�JG�BQQMJDBCMF 8BSFIPVTF�TUBDLJOH��JOUFOEFE�UP�EFUFSNJOF�UIF�BCJMJUZ�PG�UIF�TIJQQJOH�VOJU�UP�XJUITUBOE�UIF�DPNQSFTTJWF�MPBE�UIBU�PDDVS�EVSJOH�XBSFIPVTF�TUPSBHF�PS�WFIJDMF
Table V: The three assurance levels for DC12 of the American Society for Testing
and Material (ASTM) D4169 for truck conditions.
Description Level 1 Level 2 Level 3
4DIFEVMF�"�JNQBDU 7FMPDJUZ�PG�UIF�JNQBDU�N�T � �� � �
4DIFEVMF�"�JNQBDU
%SPQ�IFJHIU�NN
GPS�����-�BOE�����-�
GPS�����-
����
����
���
���
���
��
4DIFEVMF�&�WFIJDMF�WJCSBUJPO 0WFSBMM�H�SNT ���� ���� ����

30 BioPharm International www.biopharminternational.com May 2016
In the past few years, there has
been an increase in the number
of therapeutic proteins in develop-
ment and those that have received
approval from regulatory agencies.
Proteins are produced by gene expres-
sion in bacterial or mammalian cell
culture. Cell-culture media are com-
posed of essential raw materials that
are required for cell growth and
expression. Similar cell-culture media
may be used simultaneously in one or
few biological processes at a drug prod-
uct manufacturing facility. As per Code
of Federal Regulations (CFR) 211. 84, each
media needs to be specifically identi-
fied from other media during release
testing prior to use in production (1, 2).
Cell-culture media contain mul-
tiple components such as hormones,
vitamins, folic acid, lipids, amino
acids, sugars, insulin, among others.
Therefore, development of a specific
identity test presents a challenge due
to matrix interference (3). Several spec-
troscopic non-destructive techniques,
including Fourier Transform Infrared
(FT–IR), near-infrared (NIR), and Raman
spectroscopy have been used for the
identification and characterization of
cell-culture media. FT–IR spectroscopy
(mid-IR region) differentiates materials
ABSTRACTCell-culture media are essential raw materials that are required for the
manufacture of biotherapeutic proteins. Cell-culture media are composed of multiple components, and therefore, it is difficult to develop specific identification
tests for media as required by Code of Federal Regulations (CFR) 211.84. The developed testing algorithm, which incorporates a combination of few relatively
simple analytical methods such as osmolality, quantitation of glucose, and folic acid, provides specific identity confirmation for seven cell-culture media
with essentially similar composition that were examined in this study. The methods are well suited for routine use in the quality-control environment and
the provided identification approach meets CFR, FDA, and other regulatory agencies requirements. As part of this approach, a platform glucose method
that utilizes a linear standard curve was validated using alternative cell-culture media, and all established acceptance criteria were met. The assay was shown to be specific for the detection of glucose in all studied multi-component media without matrix interference regardless of glucose concentration or the vendor.
A Platform Approach for the Identity Testing
of Multi-Component Cell-Culture Media
Satish Mallya, Benjamin Lay, Lihong McAleer,
Alexandria Emory, and Nataliya Afonina
Satish Mallya is senior research investigator;
Benjamin Lay is lab supervisor; Lihong McAleer
is scientist; Alexandria Emory is associate
manager; all at Bristol-Myers Squibb. Nataliya Afonina is president and principal consultant at
AN Biologics Consulting LLC.
PEER-REVIEWED
Article submitted: 12/2/2015.
Article accepted: 1/15/2016.
PA
SIE
KA
/Ge
tty I
ma
ge
sPeer-Reviewed

May 2016 www.biopharminternational.com BioPharm International 31
based on their chemical composition and thus,
provides specific chemical identity (4). This test
compares the spectrum of each media with
the spectrum of each corresponding control
and was successfully employed for identifica-
tion of different types of growth media with
diverse formulations used in vaccine produc-
tion (5). However, this approach cannot be
easily employed for media used in the manu-
facture of biologics, which might differ only
by one additional component or by a concen-
tration of similar components.
NIR spectroscopy has a light absorption
much weaker in intensity compared with
that of FT–IR and is based on the overtones
of major bands produced in the mid-IR
region. Therefore, NIR does not provide spe-
cific identity of the studied material and
requires a use of spectral libraries or mul-
tivariate data analysis (MVDA) for spectra
evaluation. NIR spectroscopy is a very popu-
lar method of analyzing solid and liquid raw
materials because it is sensitive to matrix
modifications such as surface area, sam-
ple morphology, and other sample proper-
ties (6, 7). NIR coupled with chemometric
analysis was used for the characterization of
soy raw material to evaluate the variability
and impact on product quality. The analysis
revealed that near-infrared spectra of differ-
ent soy lots contain enough physicochemical
information about soy hydrolysates to allow
the identification of lot-to-lot variability as
well as vendor-to-vendor differences (8). A
few publications related to NIR spectroscopy,
however, are associated with identification
of complex raw materials such as cell-culture
media. A combined approach of NIR and
MVDA was used for the identification and
qualification of basal medium powder com-
ponents (9) and was evaluated as an identity
tool for cell-culture media (10).
Raman vibrational spectroscopy provides
a unique chemical fingerprint of molecules
similar to that of FT–IR and is being used for
raw materials identification, characteriza-
tion, and quantitation (10, 11). However, as
a non-specific identification test, it requires
the use of chemometric analysis for unam-
biguous sample identification. Raman spec-
troscopy coupled with principle component
analysis was successfully applied as a single
integrated method for rapid identification
and characterization of five different chemi-
cally defined components of cell-culture
media used in a Chinese hamster ovary
(CHO) cell manufacturing process for recom-
binant proteins (11). Although, both NIR
and Raman spectroscopy are fast and non-
destructive, they require the use of chemo-
metric analysis for specific identification of
cell-culture media or media components,
which is not easily employed in the qual-
ity control (QC) environment. Therefore,
this approach (NIR and Raman spectroscopy
coupled with chemometrics analysis) is more
useful for the identification of media compo-
nents and screening consistency and char-
acterization of media that are not in the QC
environment.
The micellar electrokinetic capillary chro-
matography (MEKC) was used an alternative
approach to spectroscopic methods for media
identification. MEKC was successfully vali-
dated and employed for the identification of
cell-culture media from Invitrogen (12). It was
also used for simultaneous determination of
media components such as folic, mycophe-
nolic, nicotinic acids, hypoxanthine, and
other components in protein-containing
matrices from a monoclonal antibody manu-
facturing process (13). However, due to the
complexity of sample analysis, this approach
is more suitable for media characterization or
in-process monitoring rather than a use as an
identity test (ID) in a QC environment.
Another practical approach for media iden-
tification is the use of relatively simple tests
for the identification of process buffers (14).
In such case, few nonspecific identification
tests—such as compendial methods, pH,
osmolality, color/appearance used in combi-
nation with UV-visible spectrometry, high-
performance liquid chromatography (HPLC),
or other tests—may provide specific ID for
similar media. This approach necessitates
implementation of platform methods, which
are applicable for several media with dif-
ferent composition. This approach ensures
simplicity, cost effectiveness, and consistency
between operators in various global com-
panies. The approach also certifies quality
of media in addition to tests provided on a
vendor’s certificate of analysis (CoA) by con-
tinuously evaluating cell-culture media prop-
erties during release testing.
The goal of this work was to develop a
platform approach and an algorithm for spe-
Peer-Reviewed

32 BioPharm International www.biopharminternational.com May 2016
cific identification of seven culture media
with essentially similar formulations. The
study also includes development and valida-
tion of the platform method for quantitation
of glucose as one of the key components of
studied media.
MATERIALS AND METHODSAll eight multi-component culture media
used in this study were custom manufac-
tured for Bristol-Myers Squibb Co. The media
samples were obtained as a powder and
were reconstituted to the liquid stage. Seven
media (M12, M51, M55, M10, M53, M57, and
M17) had essentially similar formulations
and were used in the development of identity
testing strategy. The eighth media—media
CDS, M12, and M57, with a target glucose
concentration after reconstitution of 6.3 mg/
mL, 2.0 mg/mL, and 3.0 mg/mL, respec-
tively—were used in the glucose method
validation.
The reagents used for glucose analysis
were purchased from Sigma-Aldrich (now
MilliporeSigma) in Saint Louis, MO: glu-
cose 100 mg/mL (catalog number G8644),
fructose (catalog number F0127), galactose
(catalog number G6404), mannose (catalog
number M2069), Sigma Protein-Free (SPF)
media (catalog number C5467), and glucose
hexokinase reagent (catalog number G3293).
HPLC-grade water (catalog number AH-365-
4) was obtained from Burdick and Jackson
(Muskegon, MI).
The reagents for folic acid analysis were
purchased from Fisher Scientific, Sigma-
Aldrich, and other vendors and are not dis-
cussed in this work in detail. The United
States Pharmacopeia (USP) reference standard
of folic acid was purchased from Sigma-
Aldrich (Saint Louis, MO) (catalog number
1286005).
OSMOLALITY METHODOsmolality was performed essentially follow-
ing USP <785> (15).
Glucose method
Glucose standard curve—A stock solution of
100 mg/mL glucose was diluted with HPLC-
grade water to produce a final concentra-
tion of glucose varying from 0.1 to 2.5 mg/
mL. The contents of the hexokinase kit were
reconstituted with 50 mL of HPLC-grade
water and 10 μL of each of the diluted glu-
cose sample was added to 1 mL of reconsti-
tuted hexokinase reagent. After incubation
for 15 min, the absorbance at 340 nm (A340)
was measured using an Agilent 8453 UV–VIS
spectrophotometer. A plot of the A340 vs. glu-
cose concentration (mg/mL) was analyzed by
linear regression.
Analysis of culture media—The SPF culture
media was analyzed as part of system suit-
ability (described in the following passages).
SPF culture media was diluted two-fold with
HPLC-grade water and 10 μL of diluted
media was analyzed in six replicates in a
manner similar to a glucose standard. The
average concentration and relative standard
deviation (%RSD) were reported.
Analysis of test articles (culture media)—The
target concentration of glucose in the test
article was used to calculate a dilution factor
and each culture medium was diluted with
HPLC-grade water to produce glucose con-
centration of ~2 mg/mL. Each test article was
analyzed in triplicate.
Sys t e m s u i t a b i l i t y r e q u i r e m e n t s —T he
method has the following system suitability
requirements:
t� 5IF� DPFGGJDJFOU�PG�EFUFSNJOBUJPO� 32) for
the standard curve must be ≥ 0.98.
t� 5IF� BWFSBHF� HMVDPTF� DPODFOUSBUJPO� JO�
SPF media must be ±15 % of the value
reported on the CoA supplied by the man-
ufacturer.
t� 5IF� �34%�PG� UIF� HMVDPTF� DPODFOUSBUJPO�
from the six replicates of SPF media must
be ≤ 15%.
The media sample analysis was initiated
only if all system suitability requirements
were met.
Folic acid method
The folic acid method utilized an ultra-
high performance liquid chromatogra-
phy (UHPLC) system from Waters Acquity
equipped with photodiode array detector
(PDA) and Acquity UHPLC column, BEH C18,
1.7 μm, 2.1 x 100 mm. A gradient separation
was performed using mobile phase A: 50 mM
phosphate, 4 mM 1-heptanesulfonic acid, pH
4.5 and mobile phase B: 30% acetonitrile
and 10% methanol in mobile phase A (other
method details are not included). The folic
acid in the media was determined from a
standard curve.
Peer-Reviewed

May 2016 www.biopharminternational.com BioPharm International 33
RESULTSGlucose method
development and validation
As mentioned previously, the authors’ goal
was to develop and validate a simple method
for quantitation of glucose that first, uses
common equipment available at various man-
ufacturing sites worldwide and second, may
serve as part of the specific identification
platform for multi-component cell-culture
media. For this purpose, a standard curve glu-
cose method was developed and validated by
UV-visible spectrometry, using similar prin-
ciples as the commercially available kit. In the
commercial kit, quantitative analysis of glucose
is based on two sequential enzymatic reactions
shown in the following passages (16, 17).
The first reaction is the phosphorylation of
glucose to glucose-6-phosphate (G-6-P). This
reaction is catalyzed by the enzyme hexo-
kinase and utilizes adenosine triphosphate
(ATP) as the source of phosphate. The G-6-P
formed in the first reaction is oxidized to
6-phosphogluconate (6-PG) by the enzyme
glucose-6-phosphate dehydrogenase (G-6-P
DH). During this oxidation, an equimolar
amount of nicotinamide adenine dinucleo-
tide (NAD) is reduced to form nicotinamide
adenine dinucleotide (NADH), which absorbs
light at 340 nm and can be quantitatively
assayed using UV-VIS spectrometry. The reac-
tion scheme is shown in Equations 1 and 2.
Glucose + ATP G-6-P + ADPHexokinase
[Eq. 1]
G-6-P + NAD 6-PG + NADHG-6-P Dehydrogenase
[Eq. 2]
Based on the stoichiometry of the reaction,
the molar concentration of glucose is equiva-
lent to the molar concentration of NADH.
The concentration of NADH is determined by
using Beer-Lambert’s Law.
A validation of the assay was performed
in accordance with USP–NF Genera l
Chapter <1225>, International Council
on Harmonization (ICH) Q2(R1) Tripartite
Guideline Validation of Analytical Procedures:
Text and Methodology, and FDA Guidance for
Industry, Bioanalytical Method Validation (18,
19, 20). The parameters of the validation
included specificity, linearity, accuracy, pre-
cision, range, limit of detection (LD), limit of
quantitation (LQ), and robustness (21).
Specificity was demonstrated by analysis
of three different multi-component media
that contained glucose ranging from 2.0 to
6.4 mg/mL (Table I). In addition, the specific-
ity of the method for glucose as compared
with other hexoses was demonstrated by
analysis of fructose, mannose, galactose ana-
lyzed at 2.5 mg/mL, and sucrose (a com-
monly used excipient) analyzed at 5 mg/mL.
The results presented in Table I indicate that
the experimentally determined glucose con-
centration in the three culture media (CDS,
M12, and M57) are within 97 –103% of the
expected values, which meets the method
acceptance criteria of 85–115% of the
expected concentration. Among the hexoses
and sucrose that were tested, only glucose
was detected by this method, thereby demon-
strating specificity for glucose (Table I). A sec-
ond aspect of specificity was to demonstrate
that media components do not interfere with
Peer-Reviewed
Table I: Validation of the glucose method with specificity as a parameter.
Glucose method validation, specificity
SampleGlucose (mg/mL)
experimental valueGlucose (mg/mL)
target value%
of target value
CDS, Lot 1 6.3 6.4 98
CDS, Lot 2 6.3 6.4 98
CDS, Lot 3 6.6 6.4 103
M12 2.0 2.0 100
M57 2.9 3.0 97
Sucrose (5 mg/mL) Not detected Not detected N/A
Fructose (2.5 mg/mL) Not detected Not detected N/A
Mannose (2.5 mg/mL) Not detected Not detected N/A
Galactose (2.5 mg/mL) Not detected Not detected N/A

34 BioPharm International www.biopharminternational.com May 2016
the detection of glucose. This specificity can
be accomplished by showing that there is
no signal from media that contains all com-
ponents except glucose. Because glucose-
free media—which would work as a negative
control for each studied media—is not com-
mercially available; an alternate approach is
described in the following passages.
Linearity of the signal was demonstrated
from the standard curve (Table II and Figure 1A).
The signal was linear as a function of glucose
from 0.1 to 2.5 mg/mL in water. The coef-
ficient of determination (R2) was 0.99, hence
meeting the acceptance criteria of ≥ 0.98.
It was also necessary to confirm that the
signal was linear as a function of glucose
concentration in multi-component cell-cul-
ture media. The concentration of glucose in
the cell-culture medium CDS is 6.4 mg/mL.
Therefore, it was not feasible to spike in glu-
cose at the levels that were studied in water.
Therefore, an alternative approach was used
to demonstrate linearity. As discussed previ-
ously, the method measures the absorbance of
NADH, which is formed at an equimolar ratio
with glucose (Equations 1 and 2). The linearity
of signal produced at low levels of glucose in
the media can, therefore, be assessed by spik-
ing the media with NADH at concentrations
that correspond to those typically generated
by glucose at 0.1 to 2.5 mg/mL. The values of
absorbance at 340 nm for NADH spiked in the
CDS media are shown in Table II. A graph of
absorbance vs. concentration of NADH (mM)
is shown in Figure 1B. The graph is linear with
a coefficient of determination (R2) of 0.99.
This experiment demonstrates the linearity of
detection of NADH in the culture media.
An overlay of the absorbance of NADH
spiked in media and the linearity curve of glu-
cose in water (Figure 1B) indicates that linearity
in media is comparable to that in water, as the
corresponding slopes were linear (0.0575 vs.
0.0552 absorbance units/mM, respectively).
The media components did not interfere with
the detection of NADH, thereby demonstrat-
ing assay specificity. This approach confirmed
that the assay was specific for glucose, and
data generated for linearity with glucose in
water can also be used to determine accuracy,
range, and LQ of the method.
Accuracy was determined by calculating
the percent recovery of glucose spiked in CDS
culture medium at concentrations ranging
from ~50% to ~150% of the glucose concen-
tration in each medium. The spike recov-
ery was 104–107% and within 85–115% of
specified value. The precision (repeatabil-
ity) was demonstrated by showing that the
%RSD of six replicates of the measured con-
centration of glucose in CDS medium was
1%. Intermediate precision was measured by
the analysis of three independent lots of CDS
medium by two analysts over three differ-
ent days. The %RSD for analyst 1 for days 1,
2, and 3 was 1% for each lot. The %RSD for
analyst 2 for days 1, 2, and 3 was 3% for each
lot. The overall RSD for three lots over three
Peer-Reviewed
Figure 1: Linearity of the glucose method. 1A illustrates a glucose standard curve, and 1B shows an
overlay of a glucose standard curve with the curve for nicotinamide adenine dinucleotide and hydrogen
(NADH) spiked in CDS cell-culture media.
1.0
0.8
0.6
0.4
0.2
0.0
1.0
0.8
0.6
0.4
0.2
0.00 0 5 10 151 2 3
y = 0.3065x + 0.0075 R2 = 0.9988
y = 0.0552x + 0.0073 R2 = 0.9988
y = 0.0575x - 0.0079 R2 = 0.9988
Glucose
Glucose
NADH
Ab
sorb
ance
at
34
0 n
m
Ab
sorb
ance
at
34
0 n
m
Concentration (mg/mL) Concentration (mM)
1A 1B
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
RS

May 2016 www.biopharminternational.com BioPharm International 35
days within two analysts was 2%, which met
the acceptance criteria of ≤ 15%. The LQ
was experimentally shown to be 0.15 mg/
mL. Based on the linearity, accuracy, and
LQ, the range of the assay is 0.15 mg/mL to
2.5 mg/mL. The calculated LD was 0.07 mg/
mL. Because the assay is based on the detec-
tion of NADH, which is generated in equimo-
lar amounts to glucose, it was important to
ensure that all the reactions go to completion.
Therefore, a critical parameter is the time
of incubation of the culture media with the
hexokinase assay reagent kit. Robustness was
demonstrated by showing that the results of
three different media, in which the incuba-
tion time was varied from 15 min to 3 hours,
were comparable (data not shown).
As ment ioned prev iously, the g lu-
cose method was applied to M12 and
M57 media (Table I) and the experimen-
tally determined concentrations of glucose
were within 15% of the expected values. An
applicability of this method was also dem-
onstrated for all other media used in the
study (data not shown). Overall, the vali-
dated method is specific for a detection of
glucose without matrix interference and may
be used as a platform approach for multi-
component cell culture media analysis.
Identification of culture media
For the development of an identification
strategy, a few steps were taken to evaluate
the methods and results for seven culture
media, M12, M51, M55, M10, M53, M57,
and M17, used in this study. All compen-
dial microbiological tests performed for each
media as part of release testing were excluded
from this evaluation. In the first step, simple
tests also provided in the vendor’s CoA, such
as color and appearance, were evaluated. The
results revealed that appearance of all media
in powder form prior to reconstitution was
essentially similar and varied from off-white
orange-beige to pale orange color (data not
shown). Therefore, this test cannot serve as a
differentiator of media.
In the next step, FT–IR with attenuated
total reflection (ATR) accessory was performed
on all media in powder form as per USP <197>
(4). The spectra did not show any significant
difference and, therefore, cannot be used
for specific identification of media (data not
shown). The evaluation of solubility and pH
values of media also did not show any sig-
nificant difference and cannot be used for the
discrimination of media (data not shown).
In the next step, the authors assessed osmo-
lality values of seven media and developed
respective specifications based on analysis of
several lots of material (Table III). The osmolal-
ity values are also provided on vendor’s CoA.
The specification range for the tests plays a
crucial role in media identification, because it
serves to differentiate the media containing the
same components at different concentrations.
A unique identification of each media is based
on the principle that the specification range of
each media is not overlapped with others. For
the purpose of this study, the individual testing
results are less important as long as their values
fall within the specification range. A similar
approach was employed to identify the buffers
used in vaccine production (14).
Based on the specification range presented
in Table III, three media—M12, M51, and M55—
were segregated from others, because their
osmolality values were in the range of 125–165,
Peer-Reviewed
Table II: Validation of the glucose method with linearity as a parameter.
Glucose method validation, linearity
Glucose (in water) analyzed per method NADH spiked in CDS cell-culture medium
mg/mL mM A340
mg/mL mM A340
0.1 0.56 0.02649 0.4 0.56 0.02111
0.3 1.39 0.08230 1.0 1.41 0.07404
0.5 2.78 0.16198 2.0 2.82 0.15678
1.0 5.56 0.32482 3.0 4.23 0.23823
1.5 8.33 0.48042 4.0 5.64 0.31568
2.0 11.11 0.62087 6.0 8.46 0.47327
2.5 13.89 0.76171 8.0 11.28 0.64298

36 BioPharm International www.biopharminternational.com May 2016
Peer-Reviewed
800–1050 and 366–496 mOsm/kg, respectively.
They also were also distinguished from four
other media (M10, M17, M53, and M57), which
were identified as a group given that their over-
lapped osmolality specification values ranged
from 225–348 mOsm/kg (Table III).
In the next step, the authors assessed target
glucose values determined by the platform
glucose method and developed respective
specifications (Table III). The data and specifi-
cations were evaluated for all studied media
including media individually discriminated by
osmolality tests as well as media segregated as
a group. Based on glucose specification ranges
of 8.5–11.5, 2.5–3.5, and <0.05 mg/mL, three
media—M53, M57, and M51, respectively—
were individually segregated from others. Two
media, M12 and M55 (identified from each
other by osmolality test), had similar target
content of glucose (2 mg/mL) and overlapping
specification in the range of 1.7–2.3 mg/mL
and 1.6–2.4 mg/mL, respectively, and were
therefore segregated as a group. Two remain-
ing media, M12 and M17, with overlapping
glucose specification range of 3.8–6.4 mg/mL
and 4.1–6.1 mg/mL, respectively (segregated
as a group), were identified by the folic acid
method. The specification ranges for folic acid
for the media M10 and M17 were 3.2–4.8 mg/
mL and 5.1–7.7 mg/mL, respectively.
DISCUSSIONAspects of cell-culture
media identification
The authors’ approach for specific identifica-
tion of cell-culture media as well as other
complex non-compendial raw materials is
based on evaluation of available tests pro-
vided by the vendor CoA, in-house methods,
and established strategies for release test-
ing, which comply with FDA, CFR 211.84,
and other regulatory requirements (1, 2).
Several aspects need to be considered in the
development of the strategy. It is important
to emphasize that simplicity related to the
method performance in the QC environ-
ment, aspects of global technology trans-
fer, and equivalency of the equipment used
in testing need to be considered when this
strategy is being developed. Also, the meth-
ods, which provide data that can be used
without any further data processing, must
be considered first. Prior to establishing a
release testing scheme and specifications, all
culture media properties with close formula-
tions from one vendor or multiple vendors
need to be evaluated. In addition, they need
to be compared with the properties of other
media used at the same manufacturing facil-
ity to ensure that all media are specifically
identified. This approach would help support
quality compliance of the facility. It is also
important to pay attention to release tests
of media from a single supplier, because it
is easier to accidently substitute one media
for another if they have similar formulations
and labels and are from the same vendor.
Based on these aspects, the authors devel-
oped a general tool for cell-culture media
identification, which include a combina-
tion of the following methods: osmolality
(compendial), platform glucose by UV-visible
spectroscopy, and complementary folic acid
by UHPLC. The osmolality method estab-
lished an alignment of all acquired data with
that from the vendor’s CoA. Although, solu-
Table III: Characteristics of cell-culture media by osmolality, glucose, and folic acid methods.
Cell-culture media characteristics
MediaOsmolality (mOsm/
kg)Glucose (mg/mL)
Folic acid(mg/L)
SpecificationTarget
concentrationSpecification Specification
M12 125–165 2.0 1.7–2.3 N/A
M51 800–1050 <0.05 N/A N/A
M55 366–496 2.0 1.6–2.4 N/A
M10 258–348 5.0 3.8–6.4 3.2–4.8
M53 225–280 10.0 8.5–11.5 N/A
M57 225–265 3.0 2.5–3.5 N/A
M17 290–330 5.1 4.1–6.1 5.1–7.7

May 2016 www.biopharminternational.com BioPharm International 37
Peer-Reviewed
bility, pH, and color appearance tests did not
distinguish the media from one another by
established specifications, all of these tests
were used as part of release testing.
In light of the aforementioned approach, it
was important to develop a simple platform
test for quantitation of glucose, which is pres-
ent in each one of the studied culture media,
except one. Also, by employing a linear stan-
dard curve for a calculation of glucose concen-
tration in media, the method is independent of
the UV-visible spectrometer being used, which
helps simplify method transfer. This method
can also be adapted to a 96-well plate for high-
throughput media screening. Validation of the
assay for quantitation of glucose in the culture
media includes the demonstration of specific-
ity. This is normally performed by demonstrat-
ing the absence of a signal in the media that
contains all components except the analyte
of interest, which in this case is glucose. The
lack of availability of glucose-free media neces-
sitated an alternate approach to demonstrate
specificity. As described in the introduction,
the glucose levels are quantitated by measuring
the NADH that is generated in presence of glu-
cose (Equations 1 and 2). Thus, the absorbance of
commercially purchased NADH spiked in water
was shown to be comparable to the absorbance
of NADH spiked in culture media, indicating
that the media components do not interfere
with the detection of glucose. The folic acid
method was used as a supplementary tech-
nique for the two remaining cell-culture media
that could not be distinguished by a combina-
tion of osmolality and glucose methods.
Strategy and algorithm for specific
identification of culture media
Based on the acquired data and established
specifications discussed in the previous sec-
tion, a streamlined approach to identity testing
Figure 2: Strategy for identity testing of the studied cell-culture media using osmolality, glucose, and
folic acid methods. Non-specific identification of each media is defined by triangles.
Samplecell-culture
media
M51
M51 M53
M10 M17
Non-specific identification
M57M12M55
M10M17
M12 M55
Osmolality
Glucose
Folic acid
M10M17M53M57

38 BioPharm International www.biopharminternational.com May 2016
Peer-Reviewed
was defined that will allow efficient, unam-
biguous identification of the seven cell-cul-
ture media used in this study. The strategy
for specific identification of studied media is
shown in Figure 2. The scheme demonstrates
how data acquired from osmolality and glu-
cose analysis, complemented with folic acid
test when needed, results in unambiguous
identification of all seven media. The osmo-
lality test differentiated three studied media
(M51, M12, and M55). The specifications of
four other media (M10, M17, M53, and M57)
overlapped and were between 225 mOsm/kg
and 348 mOsm/kg. Therefore, these media
were segregated together and identified as a
“group identity” because their specifications
overlapped (Table III). Glucose analysis of all
seven media further discriminated two media
(M53, M57) not segregated by osmolality
and identified two “group identity” media,
(M10, M17) and (M12, M55), which had over-
lapping specifications. The glucose speci-
fication and osmolality specification range
of M51 media distinguished it from others.
However, the M12 and M55 media discrimi-
nated from others by osmolality, belong to a
“group identity” based on the similar glucose
specification range (Table III). The remaining
media—M10 and M17—are effectively iden-
tified by folic acid as a complementary test;
only these two media were tested by folic acid.
It is important to emphasize that all tests used
in this strategy are non-specific and only a
combination of two or more tests would pro-
vide a specific identity of each cell-culture
media. Moreover, because the tests are non-
specific, the established specification range for
each test would serve as an actual discrimina-
tion tool in identification of media. Obviously,
all data acquired by all methods need to fall
within the respective specifications. Another
important point is that due to this “non-spe-
cific” identity of each media by a single test,
only a combination of two or more tests would
provide a specific identity as required per CFR
211.84. The intermediate step of “group iden-
tity” is essential, because it narrows down a
number of media for further identification.
The scheme presented in Figure 2 for studied
media can be extrapolated to suggest a gen-
eral algorithm for their identity testing. This
more general scheme is shown in Figure 3. A
similar approach was proposed for chroma-
tography resins in another, separate study, but
employed different methods (22). As men-
tioned previously, compendial microbiological
tests were not included in this algorithm, but
need to be performed as well as part of release
testing. Glucose analysis can be pursued in
parallel with the osmolality analysis to iden-
tify the media and confirm the quantity of
glucose within established specifications. The
quantitation of glucose is specifically impor-
tant for media with similar composition man-
ufactured and labeled by the same vendor.
Any sample not identified through the combi-
nation of the described two non-specific iden-
tity tests can be subjected to folic acid analysis
and quantity verification against established
specifications to provide a final discriminative
evaluation of sample identity.
Overall, the proposed testing scheme can
incorporate a few relatively simple analytical
Figure 3: General algorithm for identity testing of a collection of cell-
culture media using a combination of non-specific methods including
osmolality, glucose, and folic acid. In addition, label check, color
and appearance, and pH and solubility tests are performed for each
culture media.
Sample culture media
Label check
Color and appearance
Solubility, pH
Osmolality
Glucose
Unambiguous identity? Folic acidNo
Yes
Identity defined

May 2016 www.biopharminternational.com BioPharm International 39
Peer-Reviewed
methods into an efficient testing algorithm
to provide definitive identity confirmation
for cell-culture media from one or more ven-
dors. The methods are well suited for routine
use in a QC environment and the specific
identification approach meets regulatory
requirements. This is an example of a plat-
form tool for glucose, which may be used for
other strategies applied to similar media. It
is important to highlight that glucose, as a
more simple test compared with a folic acid
test, may be used alone for the identification
of five cell-culture media examined in the
study, while only two media needed to be
identified through the folic acid method.
CONCLUSIONThe developed testing algorithm, which
incorporates a combination of a few rela-
tively simple analytical methods such as
osmolality, quantitation of glucose, and folic
acid, provides specific identity confirma-
tion for seven studied cell-culture media
with essentially similar composition. The
methods are well-suited for routine use in a
QC environment and the provided identifi-
cation approach meets CFR, FDA, and other
regulatory agency requirements. This assay
used in this study was shown to be specific
for detecting glucose in all studied multi-
component media without matrix interfer-
ence, regardless of a glucose concentration or
the vendor.
ACKNOWLEDGEMENTSThe authors would like to thank Dr. Sam
Mathew, Michael Adamo, and Jaimin
Patel from Bristol-Myers Squibb, as well
as Dr. K.C, Cheng (currently at Actinium
Pharmaceuticals, Inc.) and Dr. Xiao-Ping Dai
(currently at Celgene Corporation) for pro-
viding valuable input.
REFERENCES 1. CFR Title 21, Part 211.84: Food and Drugs
(Government Printing Office, Washington, DC), pp.
148–149.
2. G. Beck et al., BioProcess Int. 8 (7), pp. 2–13
(2009).
3. N. Afonina, B. Lay, Z. Akhunzada, S. Mathew, S.
Mallya, and M. Grace, “Controlling Raw Materials in
Biological Manufacture: Regulatory and Analytical
Aspects,” presentation at Informa/IBC Life
Sciences (Cologne, Germany, June 27–28, 2012).
4. USP, USP General Chapter <197>,
“Spectrophotometric Identification Tests,” USP 38–
NF 33 pp. 220–221.
5. N. Afonina, J. Timmermans, and L. Bhattacharyya,
“A Novel Approach to the Development of ID Release
Tests for Resins and Growth Media,” presentation
at the 2nd Annual Meeting on Raw Materials and
Contract Services for Mammalian Cell Products (St.
Louis, MS, June, 11–13, 2000).
6. G. Reich, Adv. Drug Deliv. Rev. 57 (8), pp.1109–
1143 (June 15, 2005).
7. T. Strother, European Biopharm. Rev. EBR 12 (169)
article 3215, (2012).
8. H.W. Lee et al., Biotechnol. Prog. 28 (3), pp. 824–
832 (2012).
9. A.O. Kirdar, G. Chen, and A.S. Rathore, Biotechnol.
Prog. 26 (2), pp. 527–531 (2010)
10. C. Sharma et al., BMC Proceedings 5 Supplement
(8), P5 (2011), doi:10.1186/1753-6561-5-S8-P5
(2009).
11. B.P.W. Ryan et al., Biotechnol. Bioeng. 107 (2), pp.
290–301 (2010).
12. J.K. Simonelli et al., Chromatographia 66 (11–12),
pp. 977–981 (2007).
13. J. Zhang et al., Electrophoresis 30 (22), pp. 3971–
3977 (2009).
14. N. Afonina, K. Bhatt, L. Howson, and L.
Bhattacharyya, “ID Tests for Liquid Formulation Raw
Materials: Growth Media and Buffers,” presentation
at the 7th Annual Meeting on Viral Vectors and
Vaccines (Lake Tahoe, NV, Nov. 6–9, 2000).
15. USP, USP General Chapter <785>, “Osmolality and
Osmolarity,” USP 38–NF 33 (US Pharmacopeial
Convention, Rockville, MD, Feb. 1, 2015) pp. 541–
543.
16. J.J. Carroll, N. Smith, and A.J. Babson, Biochem.
Med. 4, pp. 171–180 (1970).
17. M.W. Slein, Methods of Enzymatic Analysis, H.U.
Bergmeyer, Ed. (Academic Press, New York, NY
1963), pp. 117–123.
18. USP, USP General Chapter <1225>, “Validation
of Compendial Procedures,” USP 38–NF 33 (US
Pharmacopeial Convention, Rockville, MD, Feb. 1,
2015) pp. 1445–1461.
19. ICH, Q2(R1) Tripartite Guideline Validation of
Analytical Procedures: Text and Methodology, Step 4
version (2005).
20. FDA (CDER), Guidance for Industry, Bioanalytical
Method Validation (Rockville, MD, May 2001).
21. A. Wierzbowski, L. McAleer, M. Jin, N. Afonina,
and S. Mallya, “Validation of Analytical Methods,”
presentation at the Stability Conference of
International Pharmaceutical Association of Canada
(New Brunswick, NJ, May 2013).
22. N. Afonina, L. Bhattacharyya, and J. P. Hennessey
Jr., The Analyst (UK) 129, pp. 1091 –1098 (2004). ◆

40 BioPharm International www.biopharminternational.com May 2016
Scie
nce P
hoto
Lib
rary
- A
ND
RZ
EJ W
OJC
ICK
I/G
ett
y Im
ag
es
Use of continuous cell lines
in the manufacture of bio-
logical therapeutic prod-
uc t s , such a s vacc ines ,
recombinant proteins, and monoclo-
nal antibodies, is associated with the
concomitant risk of process/product
contamination with endogenous ret-
roviruses, latent viruses, or new and
emerging adventitious agents. Cell-
culture applications are impossible
without the use of nutrient media for
cell multiplication and subsequent
product generation. Although several
serum-free and chemically defined
nutrient media formulations are avail-
able for commercial use, many cell-
culture applications require use of
nutrient media supplementation with
serum or other animal-derived com-
ponents. Use of serum-supplemented
cell-culture media is considered a
point of entry for the introduction of
adventitious agents into a manufac-
turing process. Other raw materials
used in the manufacture of biothera-
peutics, especially those of animal
and human origin, could also present
a viral safety risk.
Traditionally, the management of
inadvertent virus contamination is
achieved through the incorporation of
various measures aimed to preclude,
detect, and inactivate adventitious viral
agents from the biological products
(i.e., selection, testing, and clearance).
A lthough a plethora of regula-
tory guidance documents have been
enacted governing product safety from
adventitious agents (1–16), complete
An Integrated Approach to Ensure the Viral Safety of Biotherapeutics
Mark Plavsic
Testing product and process intermediates
alone is helpful, but does not
provide a complete solution to viral safety. This
article proposes integrated
solutions for systemic and
proactive viral risk mitigation.
Mark Plavsic, PhD, DVM, was
head of Corporate Product Biosafety,
Genzyme, a Sanofi Company,
Framingham, MA, USA. Presently,
Mark is head of process development
and manufacturing with Torque
Therapeutics, [email protected].
Raw Materials Testing

May 2016 www.biopharminternational.com BioPharm International 41
AL
L F
IGU
RE
S A
RE
CO
UR
TE
SY
OF
TH
E A
UT
HO
R
risk elimination has not yet been
achieved. Several examples of
bioproduction process contam-
ination have been documented
over the years, implicating min-
ute virus of mice (MVM), epizo-
otic hemorrhagic disease virus
(EHDV), reov i rus 2 (REO-2),
cache valley virus (CVV), and
calicivirus 2117 (17–23). Instances
of final product contamination
with adventitious agents have
also been published (24, 25).
A recent Pharma IQ study (26)
revealed that 37.5% of respon-
dents—who were from the bio-
t e c h no lo g y m a nu f a c t u r i n g
industry in the United States and
Europe—named viruses as their
biggest concern, despite the fact
that nearly two thirds (62.5%) of
surveyed participants already had
strategies in place to mitigate the
risk of viral contamination. More
than a third (37.5%) of partici-
pants said their organization was
satisfied with the solutions they
currently have in place. These
strategies so far appear to be work-
ing on the whole, as 87.5% of com-
panies also reported they have not
had to deal with a contamination.
The purpose of this article is to
discuss some holistic, interlock-
ing approaches across the manu-
facturing chain to reduce the risk
of adventitious viral agent con-
tamination and to ensure unin-
terrupted supply of safe biological
products to patients in need.
PRODUCT SAFETY AND QUALITY BY DESIGN (QBD)Tradit ional ly, product sa fety
has relied on the incorporation
of three key measures into the
manufacturing process: selection,
testing, and viral clearance. These
measures are collectively known
as the “safety triangle” (Figure 1).
The elements of the safety trian-
gle include the selection of source
materials and release based on
prior material and supplier qual-
ity approval and qualification test-
ing for adventitious contaminants;
testing for various adventitious
contaminants at appropriate stages
of the manufacturing process from
raw materials, starting materials
(e.g., cell banks, viral and bacte-
rial seeds), and manufacturing
intermediates; and viral clearance,
employed either in raw material
control or evaluation of the capac-
ity and capability of the down-
stream purification process to
clear (remove or inactivate) poten-
tial adventitious contaminants.
Although the safety triangle still
represents a central dogma in the
viral safety of biological products,
it has been generally accepted that
the safety triangle alone may not
be sufficient, and some enhance-
ments may be warranted.
Today’s industry and regula-
tory expectations require that
an effective viral risk mitigation
strategy be built into the whole
manufacturing chain, spanning
from the suppliers of crucial raw
materials to the fill/finish and
contract manufacturing organi-
zations (CMO), where applicable
(Figure 2).
In this context, viral risk mitiga-
tion should be an integral part of
the overall quality system and qual-
ity risk management strategy (12).
Viral safety needs to be designed
into the overall drug-development
process and QbD approach.
The concept of product “safety
by design” (SbD) represents an
integrated, holistic approach to
viral safety across the manufac-
turing chain. The goal of SbD is
to protect a manufacturing pro-
cess from interruptions caused by
viral contamination and ensure
product and patient safety by pre-
venting virus introduction, ensur-
ing early detection, and enabling
rapid response to ensure contain-
ment/elimination of viruses if
introduced into the manufactur-
ing process. It typically spans the
following five areas:
t� 3BX�NBUFSJBMT�3.
t� /FX� QSPDFTT�QSPEVDU� EFWFMPQ-
ment (PD)
t� .BOVGBDUVSJOH�QSPDFTT
t� 2VBMJUZ�TZTUFN�24
t� %FUFDUJPO�UFTUJOH�
In the context of this article,
animal-origin (AO) and chemi-
cally defined (CD) raw materials
are defined as follows.
Animal (including human) ori-
gin materials are derived from
va r ious spec ie s of a n ima l s ,
Raw Materials Testing
Figure 1: Illustration of the biotherapeutics safety triangle.
Selection
Testing Clearance
Productbiosafety

42 BioPharm International www.biopharminternational.com May 2016
including humans, and they can
be either primary (direct) or sec-
ondary (indirect).
Primary (direct) animal origin
materials are derived from animals
or their tissues with or without
further processing. Unprocessed
primary animal origin materi-
als are derived with minimal or
no further processing. Examples
include: whole blood, serum, cells,
tissue extracts, and intestinal
mucosa. Processed primary animal
origin materials are derived after
a series of processing steps such as
extraction, precipitation, or purifi-
cation. Examples include: bovine
serum albumin (BSA), human
serum albumin (HSA), porcine
trypsin, purified enzymes, wool-
derived cholesterol, heparin, gela-
tin, casein, and collagen.
Secondary (indirect) animal
origin materials are recombinant
proteins derived from manufac-
turing (e.g., fermentation) pro-
ce s se s where a n i ma l - or ig i n
materials were added.
Chemically defined raw mate-
rials have all components iden-
tif ied; components are in the
chemical form, and the structure
and concentration of all com-
ponents is known and of high
purity with only minimal levels
of trace chemical impurities.
The following sections address
viral risk mitigation across the
five areas in more detail.
RAW MATERIALSRaw materials have been regarded
as one of the main portals of viral
entry into a GMP manufacturing
environment. The main goal of
viral risk mitigation at this level
is to prevent virus introduction
into a manufacturing process
via raw materials. The following
measures should be considered in
addressing this level of viral risk
remediation:
t� *NQMFNFOU� B� QSPDFTT� PG� JEFO-
tification and segregation of
all critical (e.g., animal and
human origin) raw materials.
t� *OUSPEVDF� B� S JTL� BTTFTTNFOU�
for animal- and human-origin
components.
t� %FWFMPQ� B�QPMJDZ�PG� iUISFF�3Tw�
(replacement/reduction/refine-
ment) for animal- and human-
origin components.
t� .BJOUBJO� TPMJE� LOPXMFEHF� PG�
raw materials origin, sourcing,
manufacturing, testing, stor-
age, and traceability.
t� 3FWJFX�PG� DSJUJDBM� SBX�NBUFSJBM�
specifications for adequacy and
viral safety acceptance criteria.
t� .BJOUBJO� B� EFUBJMFE� TVQQMJFS�
auditing and qualification pro-
gram that includes biosafety
considerations.
t� &TUBCMJTI� B� TVQQMJFS� EFWFMPQ-
ment and improvement pro-
gram addressing key areas of
qual ity, biosafety, and r isk
management.
t� 5SFBU � SBX� NBUF S JB M T � F �H � �
through ultraviolent [UV-C]
irradiation, gamma irradiation,
heat, pH, solvent detergent,
nanofiltration, etc.) to clear
viruses. Although treatment
options are helpful mit iga-
tion tools, they are not equally
effective against all viruses.
From that perspective, raw mate-
rial treatment provides a certain
level of risk mitigation, but not
complete risk elimination.
Some examples of raw mate-
rial (animal origin and chemi-
cally defined) treatment options
include:
t� 8IFO� TFSVN� JT� VTFE� JO� NBO-
ufacture, serum treatment by
gamma i r rad iat ion (30 – 50
KGy), UV-C (30–150 mJ/cm2),
or other modalit ies may be
considered to be practical risk
mitigation tools.
t� 8IFO� QPSDJOF� USZQTJO� JT�VTFE�
in manufacturing processes,
replacement with recombinant
trypsin can be investigated.
Alternatively, liquid porcine
trypsin solution could be nano-
filtered using 15–20-nm pore
size filters (circo- and parvo-
virus removal) or treated by
UV-C rays.
t� #VML� QPXEFS� NBUFSJBM� PG� BOJ-
mal/human origin (e.g., serum
albumin, transferrin) can be
gamma irradiated in its final
packaging. Alternatively (or
additionally), nanofiltration
(20 -nm pore size) of l iquid
solutions can be considered at
the point of use.
t� -JRVJE� DFMM�DVMUVSF� NFEJB� DBO�
be treated by nanofiltration
(20-nm pore size), UV-C, or
heat (e.g., high-temperature for
Raw Materials Testing
Figure 2: Effective viral risk mitigation across the whole manufacturing process
(example: r-proteins, a typical recombinant protein manufacturing process).
SUPP & RM Media prep USP DSP DS/DP Fill/Finish
CMO
SUPP: Suppliers of raw materialsRM: Raw materialsUSP: Upstream process (cell-culture operations)DSP: Downstream purification processDS/DP: Drug substance/drug productCMO: Contract manufacturing organization

May 2016 www.biopharminternational.com BioPharm International 43
Raw Materials Testing
short-time treatment, HTST) at
the point of use. Gamma irra-
diation of the media powder
before reconstitution may also
be investigated realizing that
certain media components may
be radiosensitive and thus not
compatible with gamma irra-
diation.
t� 0UIFS� SBX� NBUFSJBMT� JODMVE-
ing formulation buffers can be
nanofiltered (20-nm pore size)
as liquid solutions.
BUILDING VIRAL SAFETY INTO A QUALITY SYSTEMEffective virus risk mitigation
should be part of the overall
quality system. That way, the
viral safety is “system-driven”
instead of being people-depen-
dent. Prevention of virus intro-
duction, viral risk understanding/
mitigation, and effective response
to potential viral contamination
are the main objectives of this
TUFQ��8IFO�CVJMEJOH� WJSBM� TBGFUZ�
into the overall quality system,
a written, comprehensive virus
mit igat ion program is neces-
sary. The main purpose of this
program is to promulgate a sus-
tainable, long-term policy as a
foundation for viral safety based
on the SbD principles. It will
form the basis for incorporation
of viral safety into the overall
quality system for both commer-
cial processes and new products
in development.
Additionally, a viral risk assess-
ment must be performed. The
purpose of a viral risk assessment
is to promote ongoing and pro-
active viral risk identif ication
and management. It should be
conducted using a risk analysis
tool suitable for viral risk (e.g.,
failure mode and effect analysis
[FMEA], preliminary hazard anal-
ysis [PHA], and risk ranking and
filtering [RRF]) with periodic risk
re-evaluation, addressing the fol-
lowing areas at minimum:
t� 3JTL�PG�WJSVT�FOUSZ�XJUI�BQQSP-
priate controls:
o Starting materials (e.g., cell
banks, viral and bacterial
seeds, animals used in pro-
duction)
o Raw mater ia ls (e.g., cel l-
culture media, serum, plant
extracts)
o Personnel
o Equipment
o Manufacturing process (e.g.,
type of cells, type of process,
open vs. closed cell-culture
steps, duration, containment)
o Manufacturing plant internal
environment and utilities
o Outside plant environment
t� 4QFDJGJD� WJSVT� DPOUSPMT� JO� UIF�
product manufacturing process:
o Virus testing (bulk harvest,
drug substance, drug product)
o Viral clearance afforded by
downstream purification.
A written emergency (contami-
nation) response plan is an impor-
tant part of the SbD method. The
objective of a viral response plan
is to specify necessary steps in
the response process, delineate
clear roles and responsibilities,
and ensure rapid response to a
suspect or confirmed viral con-
tamination. It ought to be spe-
cific in terms of clearly addressing
the questions of what, why, who,
how, when, and where. A success-
ful response plan achieves effec-
tive area containment, allows
rapid virus elimination through
effective disinfection, and enables
speedy facility return to the rou-
tine manufacturing regimen.
Existing procedures may need
to be modified to incorporate
viral safety. Certain quality pro-
cedures may need to be refined to
integrate elements of viral safety,
as appropriate. Such procedures
may include aseptic training, pur-
chasing of suitable raw materials,
raw material supply-chain man-
agement, and cleaning and saniti-
zation, for example.
Biosafety should be incorpo-
rated into a company’s quality
audit program. Incorporat ion
of viral safety elements into the
internal and external (supplier)
audits helps identify weaknesses
and strengths of the firm’s qual-
ity systems. Importantly, it helps
drive improvements in the prac-
tices of the suppliers of critical
raw materials.
-BTUMZ � B� USBJOJOH� NPEVMF� PO�
viral safety and its impact on
product and patients would be
prudent. This training brings
awareness and drives employee
behavior in specif ic units of
operations that are more suscep-
tible to viral contamination. In
concert, these measures would
greatly enhance a quality-based
viral risk mitigation program and
a firm’s readiness to respond to a
contamination event.
PRODUCT DEVELOPMENT/FX�QSPEVDU�EFWFMPQNFOU�QSFTFOUT�
an ideal opportunity to incorpo-
rate all the relevant principles of
SbD into the new process. Here,
product safety is intentionally
designed into the new process with
the goal of preventing introduc-
tion of adventitious viruses into
the process and designing mean-
ingful product testing strategy,
while enabling rapid detection and
containment in any area where a
problem has occurred. The follow-
ing points should be considered
when building SbD into new prod-
uct/process development:
t� 4FMFDUJPO� BOE� FOHJOFFSJOH� PG�
cell lines
t� %FWFMPQNFOU�PG� BOJNBM�PSJHJO�
free/chemically defined cell
banks (e.g., from transfection
to master and working cell
CBOL�<.$# �8$#>�HFOFSBUJPO
t� %FWFMPQNFOU�PG� BOJNBM�PSJHJO�
free/chemically defined manu-
facturing processes, devoid of
animal and human origin com-
ponents

44 BioPharm International www.biopharminternational.com May 2016
t� *ODPSQPSBUJPO�PG�BO�BQQSPQSJBUF�
and meaningful testing strategy
t� 6TF� PG� VQTUSFBN� WJSBM� CBSSJFS�
technologies (e.g., UV-C, HTST,
nanofiltration) for media/raw
material treatment
t� 6TF� PG� DMPTFE� QSPDFTT� TZTUFNT�
where appropriate
t� *ODPSQPSBUJPO�PG�FGGFDUJWF �WBMJ-
dated viral clearance steps in
downstream processing includ-
ing two orthogonal viral clear-
ance steps (e.g., an inactivation
step and a viral removal by
nanofiltration) for drug-sub-
stance generation
t� %FTJHO � PG� DMPTFE � QSPDFTTFT�
units of operat ion, making
them inaccessible to environ-
mental adventitious agents
t� 6TF� PG� EJTQPTBCMF � TJOHMF�VTF�
equipment whenever feasible
t� &YQMPJUBUJPO�PG�B�DMFBS�TBNQMJOH�
plan and well-defined testing
plan for adventitious agents
t� *ODMVTJPO� PG� QSPDFTT� BOBMZUJ-
cal technology (PAT) to enable
early detection of cell culture
contamination
t� *NQMFNFOUBUJPO�PG� BMM� UIF� SBX�
materials and quality system
principles discussed in the pre-
vious sections.
COMMERCIAL PRODUCT MANUFACTURINGControl measures at this level
serve primarily to prevent virus
int roduc t ion and to ensu re
v irus containment. The con-
trols employed at this level may
include:
t� $POUJOVPVT� QSPDFTT� JNQSPWF-
ment, considering some of the
elements discussed for new
product development
t� &GGFDUJWF� GBDJMJUZ� BOE� FRVJQ -
ment cleaning and sanitization
procedures using proven viru-
cidal and sporicidal chemicals
t� "O� POHPJOH� GBDJMJUZ� JNQSPWF-
ment plan and proper facility
design to prevent contamina-
tion, including area contain-
ment to prevent virus spread
from the affected area; seg-
regation of various activities
such as raw material handling,
media and buffer preparation,
cell-culture operations, down-
stream operations, and post-
viral clearance operations; air
pressure differential; HVAC;
treatment of production water;
control and appropriate f i l-
tration of production gases;
waste treatment and waste dis-
posal; and a pest control pro-
gram
t� 1SPQFS� FNQMPZFF� USBJOJOH� BOE�
gowning, inc lud ing pol icy
on managing employees with
apparent communicable (respi-
ratory, gastrointestinal, cutane-
ous) diseases in GMP areas.
VIRAL TESTING/DETECTION LEVELAs the name indicates, the main
purpose of this level is to detect
adventitious viruses. Early detec-
tion is essential in order to deploy
an adequate response to contain
and eliminate the virus. Various
testing methods are used at sev-
eral stages of process/product
development and manufacture.
The following testing principles
should be considered:
t� 5FTUJOH� EFTJHO� TIPVME� CF� TVJU-
able for the process and, at a
minimum, in compliance with
the current regulatory require-
ments.
t� 5FTUJOH� TIPVME� CF� DPOEVDUFE�
at the most meaningful pro-
cess steps using appropriate
samples, sample volumes, and
suitable testing methods.
t� -JNJUBU JPOT � PG � UIF � FYJTU JOH�
testing methods used for raw
materials, cell banks, seeds,
harvests, and product test-
ing should be understood and
addressed appropriately.
Raw Materials Testing
Figure 3: The author presents an augmented safety triangle that can help
ensure a holistic and integrated approach to product safety.
SUPP: Suppliers of raw materialsRM: Raw materialsUSP: Upstream process (cell-culture operations)DSP: Downstream purification processDS/DP: Drug substance/drug productCMO: Contract manufacturing organization
SUPP & RM
1����#��*!&%�&����)
����(�'#�����(�0%���(��+��
1��� �$!��##.���0%��
����)+''#!�(��&%*(&#)
1���!)"��))�))$�%*
1����)*!%�
1���(��*$�%*��#��(�%��
1�� ��!#!*.���)!�%��%��$�!%*�%�%��
1���#��%!%����)�%!*!/�*!&%
1���%�#!%����##��+#*+(��$&%!*&(!%�
1���%�'(&��))�*�)*!%�
1��)�'*!��*(�!%!%�
1���&-%!%�
1���!�"��$'#&.���'&#!�.
1�� ��!#!*.���)!�%
1���#��%!%����)�%!*!/�*!&%
1����((!�(�*(��*$�%*
������������������%&�
1��)�'*!��*(�!%!%�
1���&-%!%�
1���!�"��$'#&.���'&#!�.
1�� ��!#!*.���)!�%
1���#��%!%����)�%!*!/�*!&%
1���!(�#��#��(�%��
�����!%��*!,�*!&%���(�$&,�#�
1�� ��!#!*.���)!�%
1���#��%!%!%����)�%!*!/�*!&%
1��)�'*!��*(�!%!%�
1���&-%!%�
1���!�"��$'#&.���'&#!�*.
1��)�'*!��*(�!%!%�
1���&%&0#*(�*!&%
1�� ��!#!*.���)!�%
1���(&�+�*�(!)"��))�))$�%*
���!���3+���(�'(�' USP DSP 2��2� �

May 2016 www.biopharminternational.com BioPharm International 45
Raw Materials Testing
t� 3JTL�CBTFE� UFTUJOH� BVHNFOUB-
tion: specific virus testing (e.g.,
by polymerase chain reaction
[PCR] or other technology)
should be implemented, if jus-
tified by risk assessment. This
testing should include new and
emerging agents.
t� /FX� EFUFD U JPO � UFDIOPMPHZ�
(13) with broad detection and
identification capability (e.g.,
deep sequencing, microarrays)
should be adopted to augment
the overall testing and charac-
terization program, to address
certain testing gaps, or to sup-
port risk assessment program.
SUMMARY OF VARIOUS VIRUS RISK-MITIGATION OPTIONSAlthough the sa fety t r iangle
plays a central role in ensuring
viral safety of the final product,
various other options (Figure 3)
are available to further augment
the safety tripod and reduce the
overall risk of viral entry into the
QSPEVDU� TUSFBN�� 8IFO� QSPQFSMZ�
integrated, these measures can
bring residual viral safety risk to
a very low level.
CONCLUSIONSViral safety is an important qual-
ity attribute of a drug product.
Endogenous or adventitious viral
agents are generally regarded as
product impurities and are not
acceptable in the final drug dos-
age. Ensur ing f reedom f rom
adventitious or endogenous viral
agents is therefore crucial for the
safety of biological drug recipi-
ents. Traditionally, the safety
triangle (selection–testing–viral
clearance) has been helpful, but
it may not be sufficient to meet
today’s expectations. An inte-
grated viral risk-mitigation pro-
gram (i.e., safety by design) across
the supply chain, therefore, is
important to provide a high level
of viral safety of biological prod-
ucts. Safety by design should not
only be incorporated into new
product development, it should
also be part of a larger process-
control strategy for both develop-
ment and commercial products.
Zero risk in the manufacture of
biological products is not achiev-
able; aiming for risk that is “as
low as reasonably achievable”
"-"3"� TIPVME� CF� BO� BDDFQU-
able goal—and it can be achieved
through use of a holistic, inte-
g rated, and produc t- spec i f ic
safety by design program.
REFERENCES 1. EMA, Guideline on the Use of Bovine
Serum in the Manufacture of Human
Biological Medicinal Products (London,
May 30, 2013).
2. EMA, Requirements and Controls
Applied to Bovine Serum Used in the
Production of Immunological Veterinary
Medicinal Products (London, Nov. 9,
2009 [Revised]).
3. EMA, Guideline on the Use of Porcine
Trypsin Used in the Manufacture of
Human Biological Medicinal Products
(London, Feb. 20, 2014).
4. EMA, Note for Guidance on Minimising
the Risk of Transmitting Animal
Spongiform Encephalopathy Agents via
Human and Veterinary Medicinal
Products (London, 5.3.2011).
5. OIE Terrestrial Animal Health Code,
“Bovine spongiform encephalopathy,”
(Chapter 11.5, 2011), http://web.oie.
int/eng/normes/MCode/en_
chapitre_1.11.5.htm, accessed on
March 1, 2016.
6. CFR Title 9, parts 113.46, 113.47,
113.50, 113.51, 113.52, 113.52,
113.54, 113.55 (Government Printing
Office, Washington, DC, Jan. 1, 2006
edition), pp. 640–645.
7. USP, <1024> Bovine Serum Appendix
1, USP 38–NF 33 (US Pharmacopeial
Convention, Rockville, MD, Oct. 1,
2015), pp. 719.
8. EDQM, European Pharmacopoeia,
Monograph: Bovine Serum,
01/2008:2262, pp. 1506–1507.
9. ICH, Q5A (R1) Quality of
Biotechnological Products: Viral Safety
Evaluation of Biotechnology Products
Derived from Cell Lines of Human or
Animal Origin, Step 5 version (1997).
10. FDA, Memorandum: Points to Consider
in Characterization of Cell Lines Used
to Produce Biologics (Rockville, MD,
Jul. 12, 1993).
11. FDA, Memorandum: Points to Consider in
the Manufacture and Testing of
Monoclonal Antibody Products for Human
Use (Rockville, MD, Feb. 28, 1997).
12. ICH, Q9 Quality Risk Management
(Rockville, MD, January 2011).
13. PDA, Technical Report #71: Emerging
Methods for Virus Detection, PDA 2015.
14. ICH, Q5D Quality of Biotechnological
Products: Derivation and
Characterisation of Cell Substrates
Used for Production of
Biotechnological/Biological Products
(March 1998).
15. WHO, Recommendations for the
Evaluation of Animal Cell Cultures as
Substrates for the Manufacture of
Biological Medicinal Products and for
the Characterization of Cell Banks
(2010).
16. EMA, Guideline on Virus Safety
Evaluation of Biotechnological
Investigational Medicinal Products
(London, July 24, 2008).
17. R.L. Garnick, Dev. Biol. Stand. 88, pp.
199–203 (1996).
18. H. Rabenau et al., Biologicals 21, pp.
207–214 (1993).
19. R. Nims et al., BioPharm Int. 21 (10),
pp. 89–94 (2008).
20. A. Oehmig, J. Gen. Vir. 84 (12), pp.
2837–2845 (2003).
21. A. Kerr and R. Nims, PDA J. Pharm.
Sci. Tech. 64, pp. 481–485 (2010).
22. M. Plavsic et al., Bioprocess. J. 9 (2),
pp. 6–12, (2011).
23. Y. Qiu et al., Biotechnol. Bioeng. 110
(5), pp. 1342–1351 (2013).
24. P.P. Pastoret, Biologicals 38, pp.
332–334 (2010).
25. J.G. Victoria et al., J. Vir. 84 (12), pp.
6033–40 (2010).
26. Pharma IQ, “62.5% of Biologics
Professionals Have Strategy in Place
to Mitigate Risks of Contamination,”
www.pharma-iq.com/manufacturing/
articles/625-biologics-professionals-
have-strategy-place-mitigate-risks-
contamination, accessed June 2,
2015. ◆
Traditionally, the
safety triangle has
been very helpful,
but it may not be
sufficient enough
to meet today's
expectations.

46 BioPharm International www.biopharminternational.com May 2016
Sve
ta D
em
ido
ff/G
ett
y I
ma
ge
s
Troubleshooting
Single-use systems (SUS), also called dis-
posable technology, can improve manu-
facturing efficiency by reducing the time
needed for cleaning and cleaning validations.
In addition, using SUS reduces the cost associ-
ated with cleaning. For a multiproduct facil-
ity, SUS mitigate cross-contamination risks.
Contract manufacturing organization Grand
River Aseptic Manufacturing (GRAM) recently
expanded its disposable technology capabilities
at its FDA-approved manufacturing facility in
Grand Rapids, Michigan and has identified addi-
tional benefits. “Compared to stainless-steel sys-
tems, process development times with SUS are
reduced and there is greater flexibility in process
design, which contributes to an overall lower
capital cost,” says Steve Nole, GRAM’s direc-
tor of manufacturing. It is important, however,
to understand the challenges associated with
using SUS and to have plans in place to mitigate
risk. Nole and Amanda Hawkins, GRAM’s man-
ager of sterile operations, spoke with BioPharm
International about some of the best practices the
company has implemented in using SUS.
KEYS TO SUCCESSBioPharm: What have you found are the keys to
successfully using disposable technology?
GRAM: GRAM is an advocate of disposable
technology, but some customers may be hesi-
tant to use it, especially if they have an existing
process. Open-mindedness from the client is,
therefore, the first step in using disposable tech-
nology for a project. We have found that clients
with processes at the earlier stages are more
open to using disposable technology because of
its benefits.
The next step is checking for
compatibility between the cli-
ent’s material and the disposable
technology materials. GRAM can
conduct early-phase testing internally before a
project moves forward. Once a project reaches
the commercial scale, a formal leachable and
extractable study must be performed; these
studies are typically outsourced to an indepen-
dent, third-party testing laboratory.
Another key is careful planning for material
sourcing. Standard bags, for example, are read-
ily available, but custom-built configurations
can have long lead times. We must forecast and
have these in stock, because a client may not be
able to wait four months to start a project. On
the other hand, materials have an expiration
date. There is a fine balance between having
the right amount of inventory in stock and hav-
ing an excess that’s at risk of expiring and going
unused. As a best practice, we are developing
a ‘library’ of what sizes of bags and what types
of tubing and connectors will work best with
certain products, so that we can have these on
hand and know what to use.
HANDLING COMPONENTSBioPharm: What best practices have you identi-
fied for handling the tubing and fluid path?
GRAM: We have standardized the fluid path,
although there are some slight variations
depending on the specific process. All areas
where the tubing will be are designated and
consistent, so that the operators are familiar
“All the operators have
had ‘touch time’ with the
connectors and have practiced
how to use them ... ”—GRAM
Using Single-Use Systems in Aseptic Fill-FinishMaterial compatibility, material sourcing, facility layout, and training are crucial aspects of a successful disposable fill-finish system.
Jennifer Markarian is
manufacturing editor at
BioPharm International.

May 2016 www.biopharminternational.com BioPharm International 47
Call for Papers * Call for Papers * Call for Papers
BioPharm International integrates the science and business of biopharmaceutical development and manufacturing. We provide
practical, peer-reviewed technical solutions to enable biopharmaceutical professionals to perform their jobs more effectively.
We are currently seeking novel research articles for our peer-reviewed journal as well as manuscripts for our special issues.
Submitted manuscripts should be sufficiently novel to be of interest to an experienced audience. Articles should be data driven
and provide sufficient technical detail to support the main thesis or should offer a novel synthesis of existing data. Topics should
be timely and useful and should focus on the development of peptides, monoclonal antibodies, fusion proteins, other thera-
peutic proteins, nucleic acids, vaccines, cells for cell therapy, and any other class of biotechnologically generated molecular class.
For peer-reviewed papers, members of BioPharm International’s Editorial Advisory Board and other industry experts review
manuscripts on technical and regulatory topics. The review process is double-blind. Manuscripts are reviewed on a rolling basis.
Our single-themed issues, which include literature reviews and tutorials, cover a range of topics. Upcoming issues address out-
sourcing and bioprocessing.
BioPharm International readers are involved in product and process development, manufacturing, quality control/quality assur-
ance, analytical technologies, regulatory affairs, plant and project engineering and design, and corporate management for the
entire scope of biopharmaceutical products, including therapeutic peptides, proteins, nucleic acids, and cells for cell therapies
and regenerative medicine, as well as both therapeutic and prophylactic vaccines.
Please visit our website, www.BioPharmInternational.com, to view our full Author Guidelines. Manuscripts may be sent to
Editorial Director Rita Peters at [email protected].
WWW.BIOPHARMINTERNATIONAL.COM
with and comfortable working
around the tubing. In the aseptic
processing area, the tubing is ele-
vated to avoid trip hazards.
It is important to plan an effi-
cient layout. Long tubing lines
can be minimized by placing the
formulation vessel in the formula-
tion room as close as possible to
the receiving vessel in the aseptic
processing area. Another practice
is to filtrate in bulk rather than
continuously, so that a one-time
transfer from formulation vessel to
receiving vessel can be performed
and the tubing removed after the
transfer.
Connectors are a key compo-
nent and there are many differ-
ent options. Some are genderless,
and others have male/female ends
and are more complicated to put
together. Some are more difficult
than others to make sure they are
fully connected. All the operators
have had ‘touch time’ with the
connectors and have practiced how
to use them outside of the aseptic
processing areas, as well as during
media fill validation. There is a
technique to pulling straight down
and not too fast, for example.
BioPharm: What are the con-
cerns for storing, handling, and
inspecting the supply of dispos-
able components?
GRAM: Since some disposable
technology can be used for dif-
ferent purposes, it is essential to
organize and label all material
correctly in storage so that opera-
tors can identify and choose the
correct equipment.
All personnel that will be han-
dling the disposable technology
should be trained on the impact
of damaged material. It is crucial
to inspect the disposable materi-
als for tears, rips, and particles.
The inner and outer bags should
be inspected at receiving to make
sure they are integral. Extra
attention must be paid to follow-
ing correct processes for moving
equipment into the cleanroom
environment. Bags containing
the disposable equipment should
not be opened until they are in
the GMP-controlled environment.
Once transferred to the sterile area,
bags should be inspected again
and checked to make sure there
are no particles before the dispos-
able equipment comes into contact
with the product.
Some components and even
preassembled systems come prest-
erilized using gamma irradiation.
Or, for a more flexible approach,
the user can assemble the system
and then autoclave it. Disposable
components must have data
records and certificates of com-
pliance from the vendor. We also
audit the disposable technology
material manufacturers and their
validated steril ization gamma-
irradiation process.◆
Troubleshooting

48 BioPharm International www.biopharminternational.com May 2016
Pa
ge
he
ad
er
ima
ge: A
rth
ur
S. A
ub
ry/G
ett
y I
ma
ge
s
PRODUCT SPOTLIGHT
Filling and Closing System Reduces Decontamination Cycle
The FlexPro 50, from Groninger,
is a modular filling and closing
system designed to process
vials, cartridges, and syringes,
as well as vials in bulk and trays.
FlexPro 50 lines can be executed
with manual or fully automated
process steps. Nested vials,
cartridges, and syringes can be processed on one line
configuration by changing format parts. Additional flexibility
is given by exchanging the machine trolleys to process
vials in trays or in bulk in the same line configuration.
The FlexPro 50 can produce an output of up to 4700
objects per hour. The isolator works independently
of a facility’s HVAC system. Gloves on the front
and back of the main and add-on isolators allow
machine access from both sides. The new Direct-
Injection-System reduces the decontamination cycle
by approximately 50%. The line can be changed to
process different products in around two hours.
Groninger www.groninger.de
Ultracentrifuge Allows for Multi-Wavelength Analysis The Optima AUC from Beckman
Coulter Life Sciences is an
ultracentrifuge that determines
molecular weight, size shape, and
polydispersity. The Optima AUC has
a 38.1-cm (15-inch diagonal) touch-
screen with the ability to export data
locally or remotely. The optics are
contained outside the rotor chamber, reducing the impact
of the g-force on the optics. The Optima AUC also allows
molecules to float free and unbound so that researchers
are able to characterize them in their native state. The
ultracentrifuge can perform multi-wavelength analysis and
allows for the development of new detection systems.
Beckman Coulter Life Scienceswww.beckmancoulter.com
LABORATORY SERVICESAs a member of Eurofins’ BioPharma
Product Testing Group—the
largest network of harmonized
bio/pharmaceutical GMP product
testing laboratories worldwide—
Eurofins Lancaster Laboratories supports all functional areas of bio/
pharmaceutical manufacturing, including method development,
microbiology, process validation, and quality control throughout
all stages of the drug development process. Eurofins Lancaster
Labs, tel. 717.656.2300, www.EurofinsLancasterLabs.com
BIONE—THE SIMPLEST SINGLE-USE BIOREACTOR SYSTEM ON THE MARKET TODAY!You don’t need to make a large capital
investment to convert your existing benchtop
glass bioreactor to a single-use bioreactor.
Simply remove your existing headplate and
place the preassembled and sterile Distek BIOne
System into the glass vessel. The bioreactor liner
molds to your existing glass system allowing
you to continue using your cabinet, probes, motor, heating blanket,
water jacket, and recipes. Distek, www.distekinc.com
NEW INTEGRATED BIOLOGICS SOLUTION CENTERWuXi has started construction of a state-of-
the-art, integrated R&D and manufacturing
center at the company’s headquarters (see
press release). This 250,000 sq. ft. facility
will be operational in 2017 and can accommodate 800 scientists. The center will
provide comprehensive concept to clinic biologics discovery, development, and GMP
manufacturing services on one consolidated campus. This facility utilizes WuXi’s
single-source technology platforms. WuXi Biologics (A wholly owned subsidiary
of WuXi AppTec), [email protected], www.wuxibiologics.com/news-events.
ONLINE VIABLE CELL DENSITY MONITORING BY HAMILTONHamilton’s Incyte, viable cell density sensor,
enables measurement of viable cells without
influence from changes in the media,
microcarriers, dead cells, or debris. It is designed
for mammalian cell culture, yeast, and high density bacterial fermentation. Its 12
mm diameter, PG13.5 mounting thread, and 120, 225, 325, and 425 mm lengths
fit all reactor sizes. Either 2 or 4 sensors connect to the Arc View Controller, which
displays, records, and exports measurement data in 4-20 mA, OPC, or Modbus
formats. Hamilton Company, tel. 888.525.2123, www.hamiltoncompany.com
New Technology Showcase

INDUSTRY PIPELINE
May 2016 www.biopharminternational.com BioPharm International 49
VISIT US AT BIO INTERNATIONAL CONVENTION 2016
NEW PRODUCTS AND SERVICES
BIO 2016 EXHIBITOR GUIDE
AND TECHNOLOGY SHOWCASE
BIO Convention
2016 EXHIBITOR
GUIDE
STAY CURRENT ON BIOTECHNOLOGY
Visit BioPharm International sponsors that are exhibiting at the 2016 BIO
International Convention. See descriptions and booth information below.
KT
SD
ES
IGN
/SC
IEN
CE
PH
OT
O L
IBR
AR
Y/G
ET
TY
IM
AG
ES
As a premier Contract Discovery, Development
and Manufacturing Organization (CDMO),
WuXi Biologics offers our global clients the
necessary expertise, quality, and capacity
to develop biologic drugs from concept to
commercialization. Along with our WuXi AppTec
affiliates, we provide the world’s ONE true single-
source approach that saves our clients critical
time and money. WuXi Biologics, A wholly owned
subsidiary of WuXi AppTec t 288 Fute Zhong
Road, Waigaoqiao Free Trade Zone, Shanghai
200131, China t www.wuxibiologics.com t�tel.
+86.400.820.0985 t [email protected]
BIO Booth # 5876
Hamilton CompanyHamilton’s Incyte,
viable cell density
sensor, enables
measurement of viable
cells without influence
from changes in the media, microcarriers, dead
cells, or debris. It is designed for mammalian
cell culture, yeast, and high density bacterial
fermentation. Its 12 mm diameter, PG13.5
mounting thread, and 120, 225, 325, and 425
mm lengths fit all reactor sizes. Either 2 or 4
sensors connect to the Arc View Controller, which
displays, records, and exports measurement
data in 4-20 mA, OPC, or Modbus formats.
Hamilton Company t�tel. 888.525.2123
t��www.hamiltoncompany.com
SAFC®Introducing the next
generation in chem-
ically-defined CHO
fed-batch media. This
contemporary media
and feed platform was
developed across a wide range of CHO cell lines
commonly used in industrial bio-manufacturing
with an emphasis on simple adaptation (regardless
of cell bank medium), demonstrated performance
with sustained high biomass and maximum titers,
and formulations allowing for flexibility to adjust
protein quality attributes as needed. For more
information or to try a sample, please visit us at
www.Sigma-Aldrich.com/CHOperformance, SAFC®.
BIO Booth # 5633
Eppendorf is a leading life-science company
that develops and supplies lab instruments
and bioprocess systems for microbial and
cell-culture applications. The Eppendorf
Bioprocess portfolio includes scalable
platforms in stand-alone, parallel, and single-
use systems with working volumes from 60mL
to 2400L. Lab products include liquid handling,
centrifuges, shakers, incubators, sample prep,
and detection all from Eppendorf.
Eppendorf, 102 Motor Parkway, Hauppauge, NY
11788 t�www.eppendorf.com t�Info@eppendorf.
com t�tel. 800.645.3050
Emergent BioSolu-
tions provides con-
tract manufacturing
services for both bulk
drug substances and
sterile injectable drug products. Emergent’s state-
of-the-art, single-use BDS facility enables turnkey
upstream and downstream support for microbial,
mammalian, and viral cell lines. Emergent’s Fill/
Finish service offering comprises of vials and
syringes, for both liquid and lyophilized products.
Emergent’s manufacturing facilities currently
produce 20 commercial products, and a host of
clinical stage programs. Emergent BioSolutions t�
400 Professional Dr, Suite 400 t�Gaithersburg, MD
20879 t�tel. 240.631.3200 t�emergentbiosolutions.
com t�[email protected]
BIO Booth # 5556
Tosoh Bioscience CaPure-HA™ from
Tosoh Bioscience LLC
is for the purification
of multiple classes
of biomolecules
including monoclonal
and polyclonal
antibodies, antibody
isoforms, isozymes, antibody fragments, and
the isolation of single-stranded from double-
stranded DNA. The highly selective and robust
nature of CaPure-HA offers the flexibility to
use this resin at any stage in a process from
capture to final polishing. Tosoh Bioscience,
LLC, 3604 Horizon Drive, Suite 100, King of
Prussia, PA 19406 t�www.tosohbioscience.
com t�tel. 484.805.1219 t [email protected]

50 BioPharm International www.biopharminternational.com May 2016
Ask the Expert
Fa
na
tic S
tud
io/G
ett
y I
ma
ge
s
Siegfried Schmitt is principal consultant at
PAREXEL International.
Siegfried Schmitt, Principal Consultant, PAREXEL International, discusses how to report quality metrics to FDA.
Q: We are a contract manufacturing orga-
nization (CMO), specializing in chemi-
cal synthesis of APIs. Since the publication of
FDA’s draft guidance, Request for Quality Metrics,
Guidance for Industry (1), in July 2015, we have
been debating how to best capture and report
quality metrics in our organization. What do
you recommend?
A: As with all regulations or guidance
documents, there can be var ious
approaches to achieving compliance. Quality
metrics need to be specific to each business
and circumstance. For example, metrics will
be different for a site that manufactures a large
variety of products in multipurpose equipment
in small numbers of batches, compared with
a site that produces large volumes of just a
couple of products in dedicated process trains.
In addition, it is crucial to ensure that all
parties involved understand what will be mea-
sured and how to report these metrics. Ideally,
metrics should be checked for completeness
and correctness before they are presented to
be signed. Quality metrics should also be col-
lated, measured, and reported in real-time, not
months later in an annual report. Real-time
reporting not only saves time and is more
efficient, but it reduces error in reporting and
allows real-time reaction of the site to metrics,
as needed.
The following are a few additional best prac-
tices to keep in mind when implementing
quality metrics:
t�Avoid using quality metrics to drive finan-
cial rewards, which can easily lead to
behavior that is aimed at benefit maximi-
zation rather than improving quality.
t�Understand that quality metrics alone do
not drive improvements—it requires senior
management to provide the required
resources for these improvements.
t�Achieving 100% perfection is rarely achiev-
able, nor feasible. For example, reducing
the number of deviations may be a laudable
goal, but trying to have zero deviations is
not plausible.
Measuring quality metrics is not only impor-
tant because it is becoming a regulatory expecta-
tion, but because it is good practice to have in
place for the benefit of your company. Therefore,
it is important to implement quality metrics, but
you must ensure that these are applicable to your
unique circumstances and are measurable.
REFERENCE 1. FDA, Draft Guidance, Guidance for Industry: Request for
Quality Metrics (Rockville, MD, July 2015). ◆
Reporting Quality Metrics to FDA
Ad Index
Company Page
BD BIOSCIENCES 9
EPPENDORF AG 7
EUROFINS LANCASTER LABORATORIES 15
GE HEALTHCARE 51
HAMILTON CO 5
SGS LIFE SCIENCE SERVICES 2
WUXI APP TEC 52
Quality metrics need
to be specific to each
business and circumstance.

Accelerate your bioprocess journey6SHHG�DQG�H�FLHQF\�DUH�FUXFLDO�DVSHFWV�RI�ELRPDQXIDFWXULQJ��7KH�ULJKW�VXSSOLHU�FDQ�FRQWULEXWH�WR�\RXU�VXFFHVV��'LVFRYHU� KRZ�RXU�SLRQHHULQJ�WHFKQRORJLHV��DJLOH�VHUYLFHV��DQG�DELOLW\�WR�GHVLJQ�DQG�FRQVWUXFW�FRPSOHWH�IDFLOLWLHV�LPSURYHV�VSHHG� WR�PDUNHW�
(QJDJH�ZLWK�*(�WR�DFFHVV�LQGXVWU\�H[SHUWLVH�DQG� LQVLJKWV�WR�DFFHOHUDWH�\RXU�ELRSURFHVV�MRXUQH\�
gelifesciences.com/bioprocess
*(�DQG�*(�PRQRJUDP�DUH�WUDGHPDUNV�RI�*HQHUDO�(OHFWULF�&RPSDQ\��������*HQHUDO�(OHFWULF�&RPSDQ\��)LUVW�SXEOLVKHG�$SU������*(�+HDOWKFDUH�%LR�6FLHQFHV�$%��%M|UNJDWDQ�������������8SSVDOD��6ZHGHQ
���������$$��������

The world’s ONE true single-source platform
from concept to commercialization.
4785
40 IND-enabling global CMC
projects completed 99percent of the CMC and
preclinical work required for
an ADC drug’s global IND filing
stable cell lines developed
for GMP Manufacturing
cell-based assays developed
including 15 qualified for GMP
Since 2014
Meet us at BIO!
The Dawn of a New CDMO Paradigm
Can your CDMO do this?